-
machines
-
 Fraiseuses verticales
Fraiseuses verticales
Fraiseuses verticales
Fraiseuses verticales -
 Solutions multi-axes
Solutions multi-axes
Solutions multi-axes
Solutions multi-axes -
 Tours
Tours
Tours
Tours -
 Fraiseuses horizontales
Fraiseuses horizontales
Fraiseuses horizontales
Fraiseuses horizontales -
 Tables rotatives et indexeurs/diviseurs
Tables rotatives et indexeurs/diviseurs
Tables rotatives et indexeurs/diviseurs
Tables rotatives et indexeurs/diviseurs -
 Systèmes d’automatisation
Systèmes d’automatisation
Systèmes d’automatisation
Systèmes d’automatisation -
 Machines de bureau
Machines de bureau
Machines de bureau
Machines de bureau -
 Équipement d’atelier
Équipement d’atelier
Équipement d’atelier
Équipement d’atelier
OUTILS D'ACHATVOUS SOUHAITEZ PARLER À UN AGENT ?Un magasin d’usine Haas (HFO) peut répondre à vos questions et vous présenter les meilleures options.
CONTACT YOUR DISTRIBUTOR > -
-
Options
-
 Broche
Broche
Broche
Broche -
 Changeurs d’outils
Changeurs d’outils
Changeurs d’outils
Changeurs d’outils -
 4e et 5e axes
4e et 5e axes
4e et 5e axes
4e et 5e axes -
 Tourelles et outil Tournant
Tourelles et outil Tournant
Tourelles et outil Tournant
Tourelles et outil Tournant -
 Palpage
Palpage
Palpage
Palpage -
 Gestion des copeaux et du liquide de coupe
Gestion des copeaux et du liquide de coupe
Gestion des copeaux et du liquide de coupe
Gestion des copeaux et du liquide de coupe -
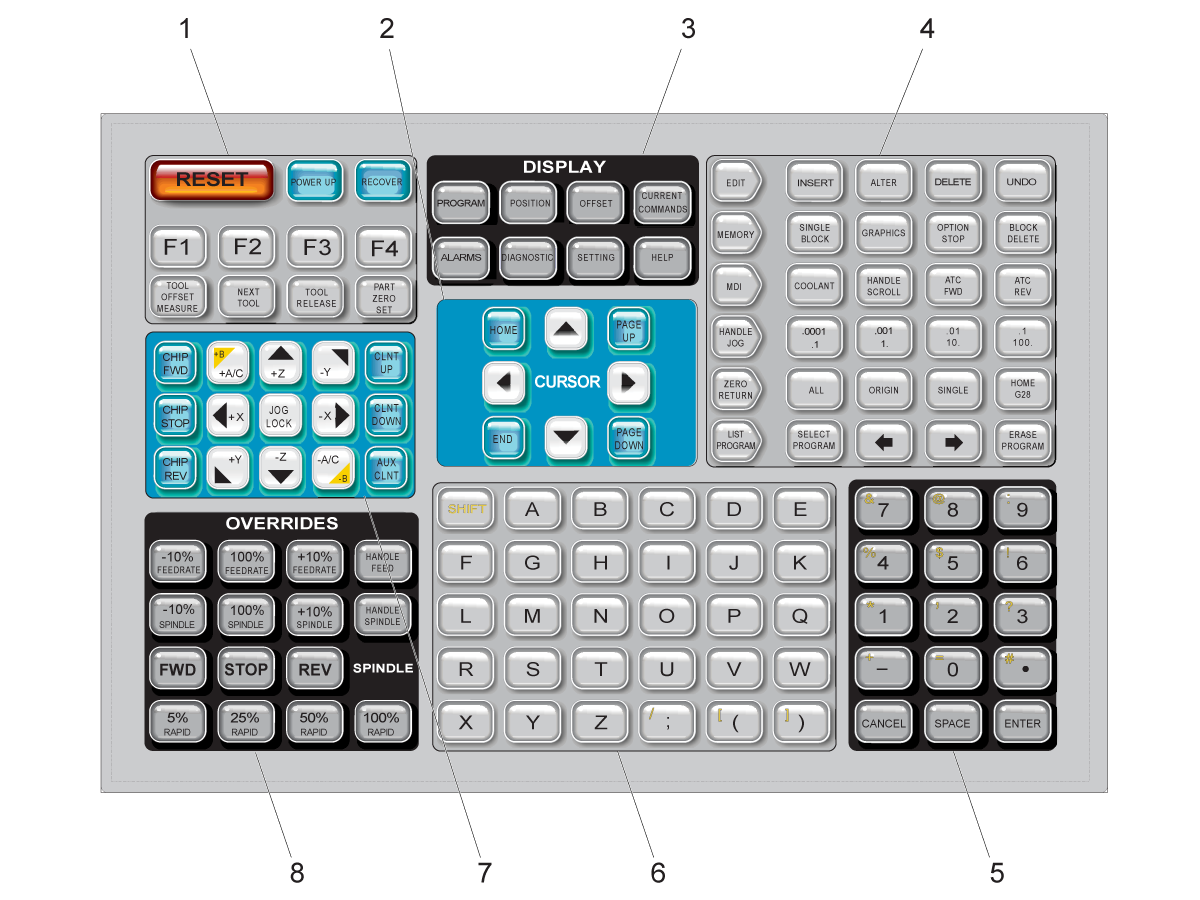
 La commande Haas
La commande Haas
La commande Haas
La commande Haas -
 Options de produit
Options de produit
Options de produit
Options de produit -
 Outillage et montages d’outillages de fixation
Outillage et montages d’outillages de fixation
Outillage et montages d’outillages de fixation
Outillage et montages d’outillages de fixation -
 Dispositifs de serrage de pièces
Dispositifs de serrage de pièces
Dispositifs de serrage de pièces
Dispositifs de serrage de pièces -
 Solutions à 5 axes
Solutions à 5 axes
Solutions à 5 axes
Solutions à 5 axes -
 Automatisation
Automatisation
Automatisation
Automatisation
OUTILS D'ACHATVOUS SOUHAITEZ PARLER À UN AGENT ?Un magasin d’usine Haas (HFO) peut répondre à vos questions et vous présenter les meilleures options.
CONTACT YOUR DISTRIBUTOR > -
-
Why Haas
Découvrez la différence Haas
-
Service
Bienvenue au Haas Service
- Vidéos
-
Outillage Haas
- Outillage Haas
-
Winner's Circle
-
Winner's Circle
-
Les bonnes affaires du jour
-
Liquidation
-
Mesure et inspection
-
Cobots et accessoires
-
Acheter des supports
-
Porte-outils de fraiseuse
-
Outillage pour fraisage
-
Systèmes d’alésage
-
Dispositif de serrage de la pièce pour la fraiseuse
-
Porte-outils pour tours
-
Outillage de tour
-
Dispositif de serrage de pièces pour tour
-
Kits pack
-
Mandrins et pinces de serrage ER
-
Perçage
-
Filetage
-
Brochage
-
Pierres tombales
-
Mandrins manuels pour fraisage
-
Ébavurage et abrasifs
-
Dispositif de préréglage d’outil et dispositif de frettage à chaud
-
Stockage d’outils
-
Maintenance de la machine
-
Accessoires d’outillage
-
Vêtements et accessoires
 Accessoires d’automatisation
Accessoires d’automatisation
 Assistance achat
Assistance achat
 Porte-outils de fraiseuse
Outils coupants de fraiseuses
Porte-outils de fraiseuse
Outils coupants de fraiseuses
 Systèmes d’alésage
Systèmes d’alésage
 Dispositif de serrage de la pièce pour la fraiseuse
Dispositif de serrage de la pièce pour la fraiseuse
 Porte-outils de tour
Outils coupant de tours
Porte-outils de tour
Outils coupant de tours
 Dispositif de serrage de la pièce de tour
Dispositif de serrage de la pièce de tour
 Kits pack
Kits pack
 Mandrin à pinces ER
Perçage
Filetage
Mandrin à pinces ER
Perçage
Filetage
 Brochage
Brochage
 Cubes de serrage et kits
Cubes de serrage et kits
 Mandrin manuel pour fraisage
Mandrin manuel pour fraisage
 Ébavurage et abrasifs
Dispositif de préréglage d’outil et dispositif de frettage à chaud
Ébavurage et abrasifs
Dispositif de préréglage d’outil et dispositif de frettage à chaud
 Stockage et manipulations de pièces
Stockage et manipulations de pièces
 Entretien de la machine
Entretien de la machine
 Accessoires d’outillage
Accessoires d’outillage
 Vêtements et accessoires
Vêtements et accessoires
 Mesure & Inspection
Mesure & Inspection
 Winner's Circle
Winner's Circle
Winner's Circle
Winner's Circle
 Liquidation
Liquidation
 Les bonnes affaires du jour
Les bonnes affaires du jour