

/2026-04-VOP-SquareComponent.jpg/_jcr_content/renditions/cq5dam.thumbnail.319.319.png) 增值选件套
增值选件套
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.
AD0157
版本 A - 2025 年 5 月
此过程告诉您如何安装 TT-4 刀塔。
机器兼容性:
先决条件
对于 Sigma 1 现场安装套件:
对于 Sigma 5 现场安装套件:
说明:如果您的机床的车床软件版本为 9.04 或更低版本,则需要订购 93-3807 和 93-3808。 这些套件允许在较旧的软件版本上运行 Sigma 5 电机。请参阅 Sigma 1 到 5 转换 - 安装 - AD0681 程序以了解更多信息。
Sigma 1 现场安装套件:
TL-1 TT4:
TL-2 TT4:
Sigma 5 现场安装套件:
TL-1 TT4:
TL-2 TT4:
所需工具:
推 [POWER OFF]。
打开控制柜。
将主断路器设置为 关闭 位置。锁定主断路器。使用带有已批准安全标签的已批准锁。
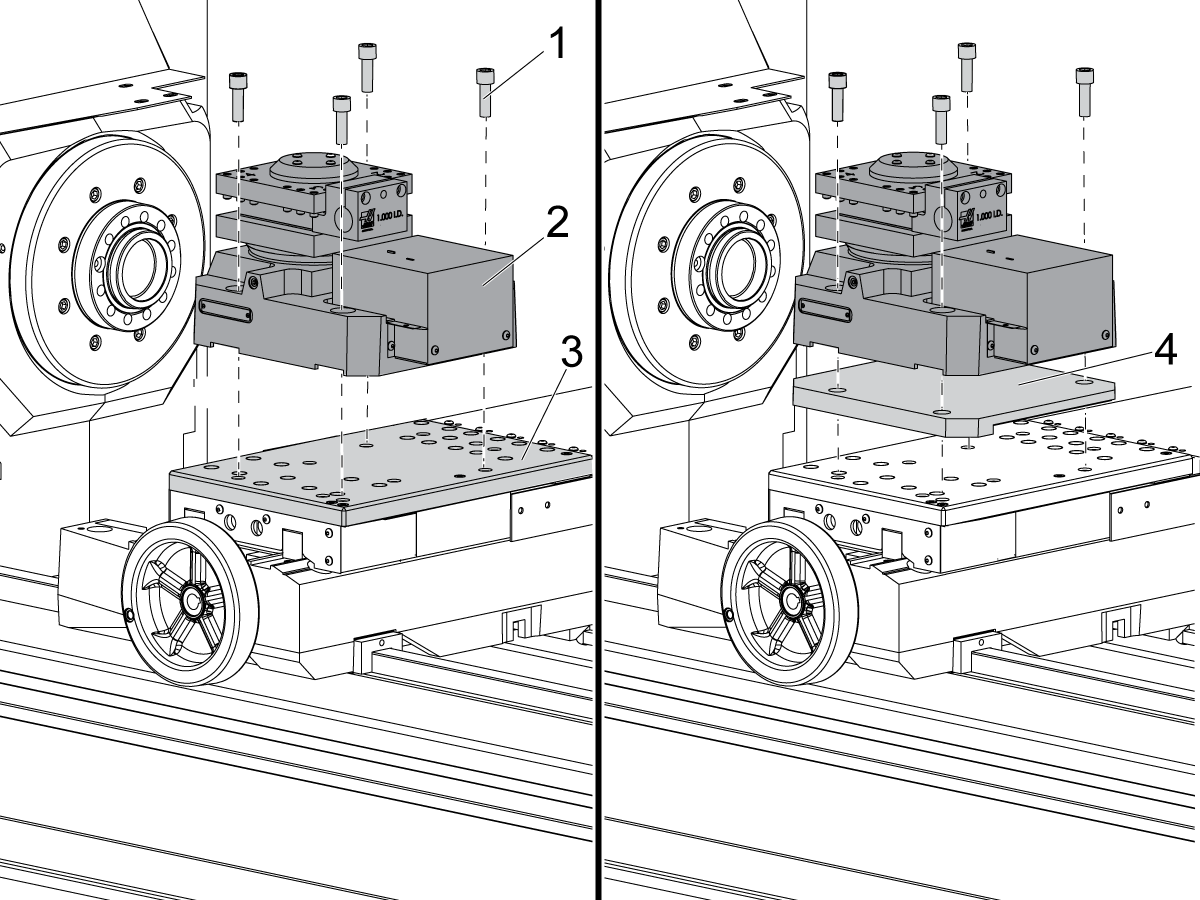
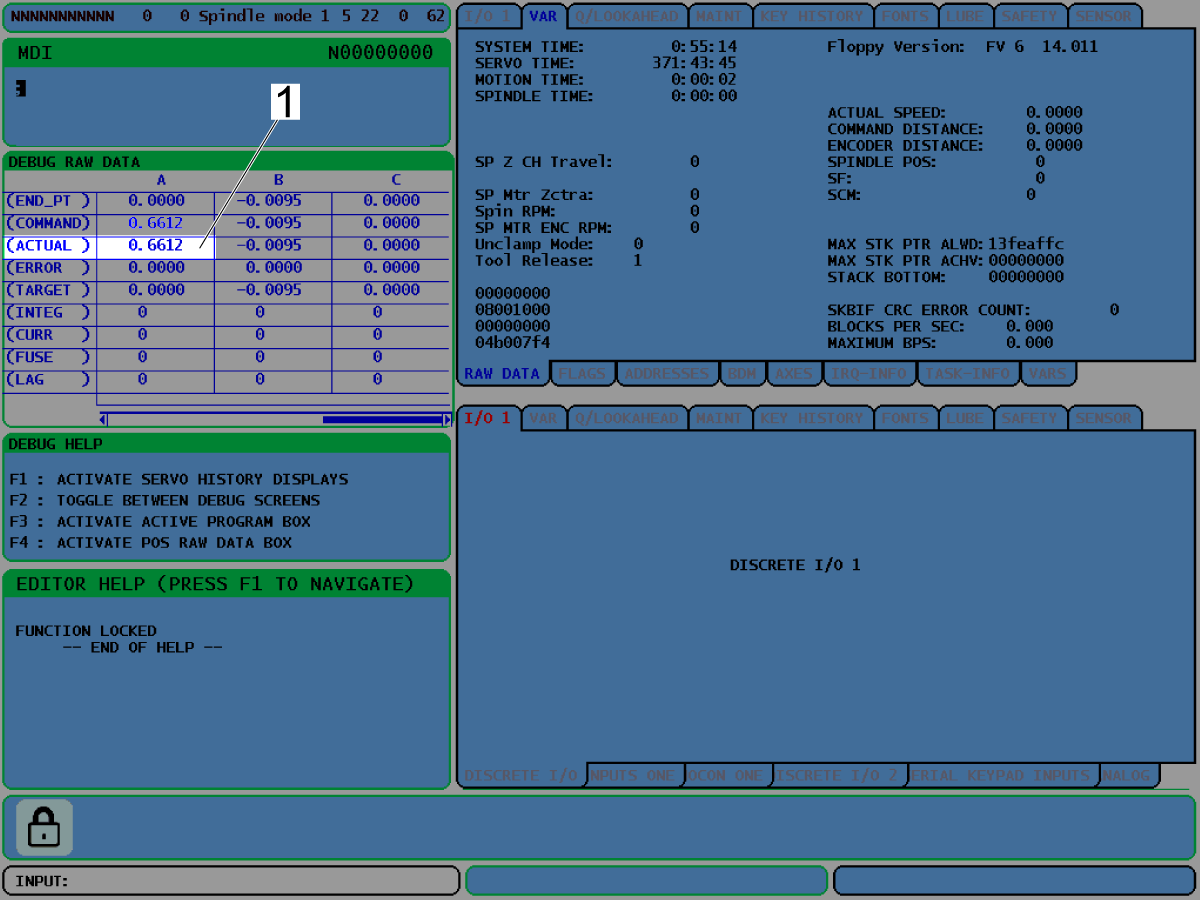
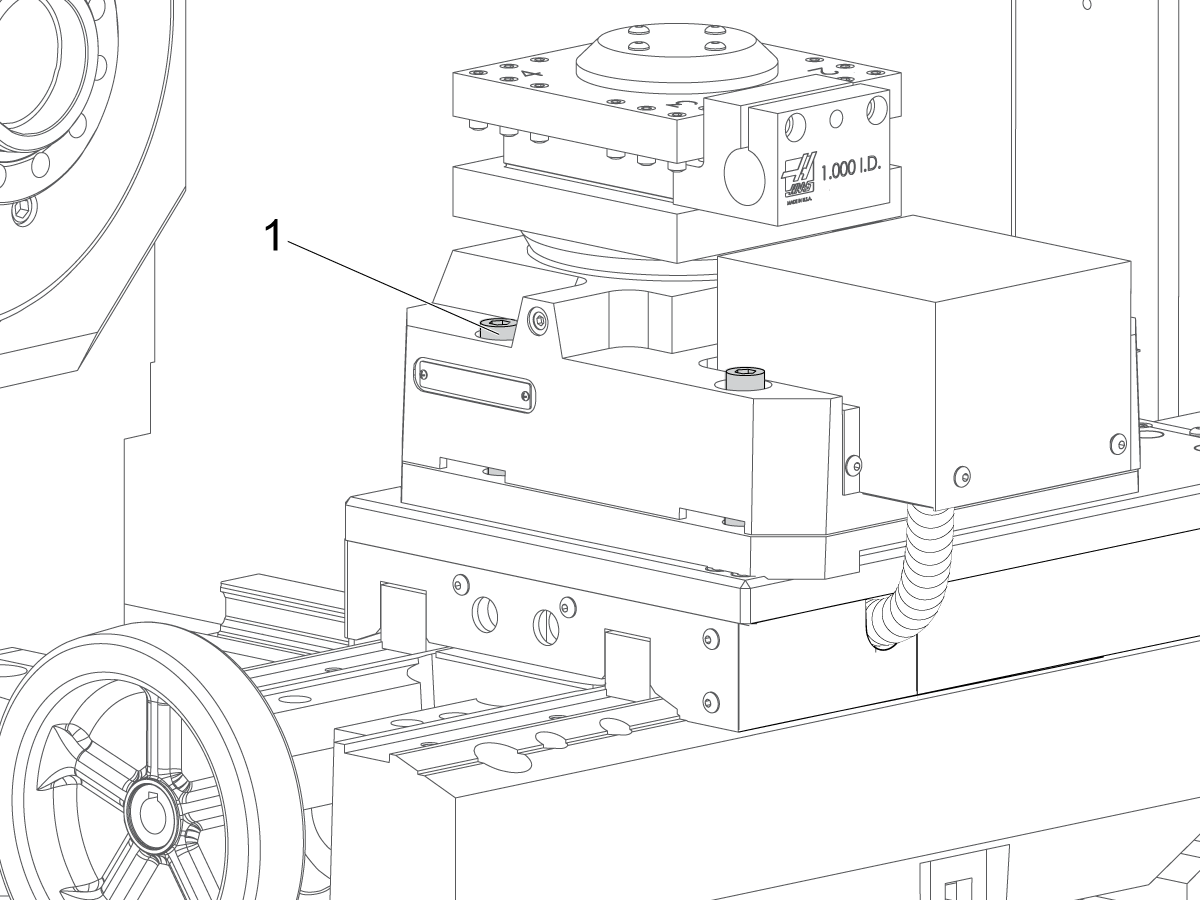
清洁十字滑块 [3] 的表面。对于 TL-1,将刀塔 [2] 放在十字滑块 [3] 上。对于 TL-2,将立板 [4] 放在十字滑块 [3] 上。使螺钉 [1] 保持足够松动,以便刀塔对齐。
如果机器具有换刀空气压力调节器,则转到步骤 3。
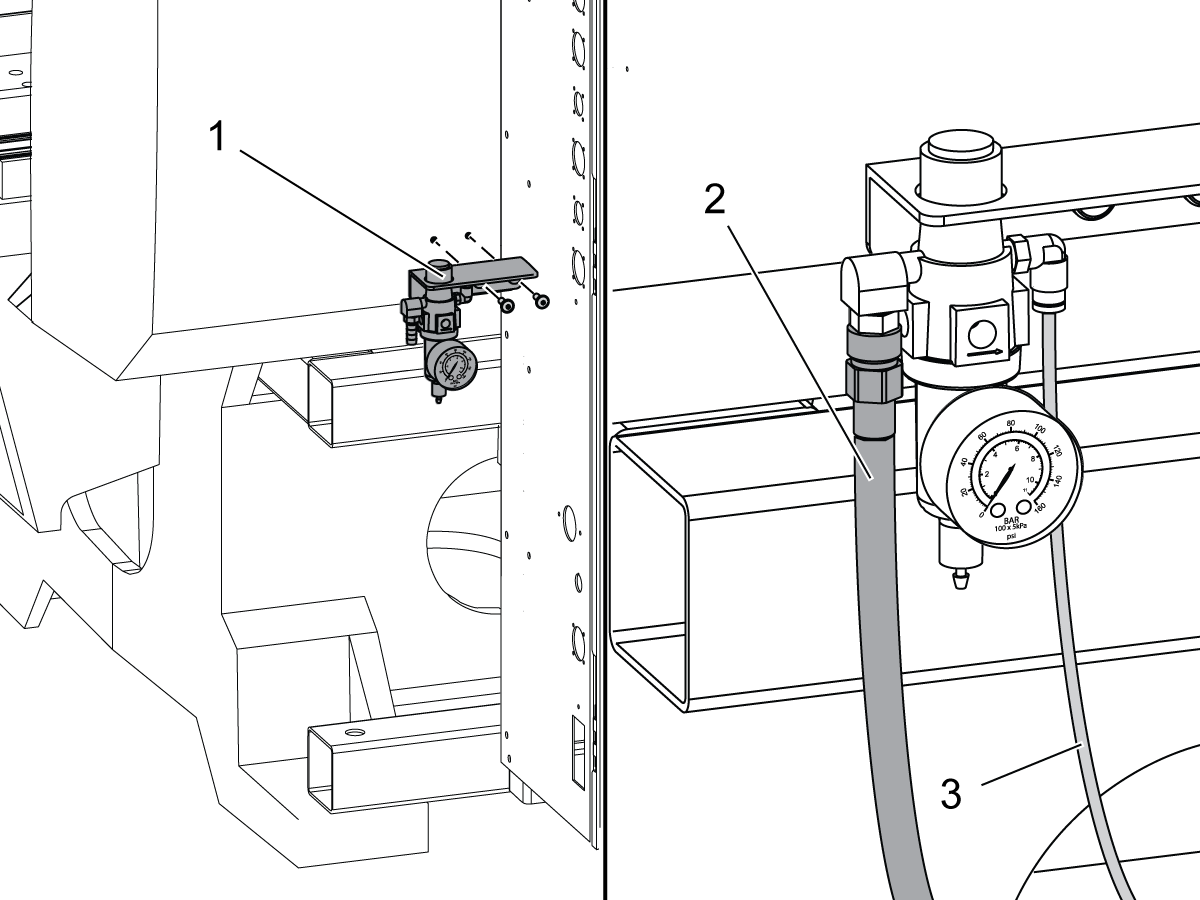
找到机器后部和控制柜左侧的圆角。将随附的调节器 [1] 安装到压子上。
关闭主空气阀。将车间空气软管 [2] 连接到调节器输入。连接 11' (3 m) 的 1/4" (6 mm) 空气管 [3] 到稳压器输出。将空气管 [3] 拉过控制柜的底部。
危险: 如果矢量电压指示灯亮起,请勿触摸电气部件。控制柜中的高电压会杀死你。等待矢量电压指示灯完全关闭。
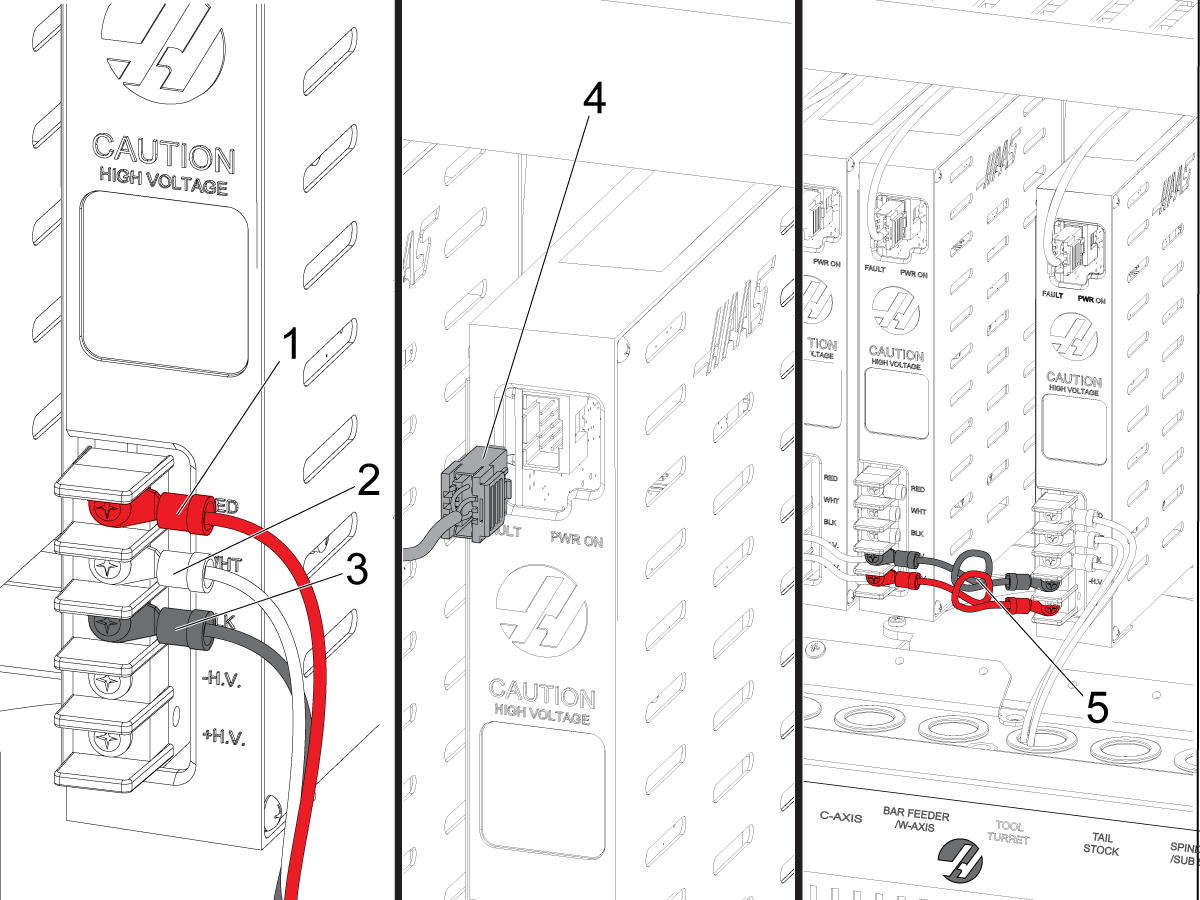
将 30 安培伺服放大器放入具有标签的放大器组部分 "工具刀塔".
将电源线连接到放大器上的高压端子:
将当前命令电缆 [4] 连接到放大器顶部的连接器。
将跳线 [5] 从最近的放大器安装到 30 安培伺服放大器:
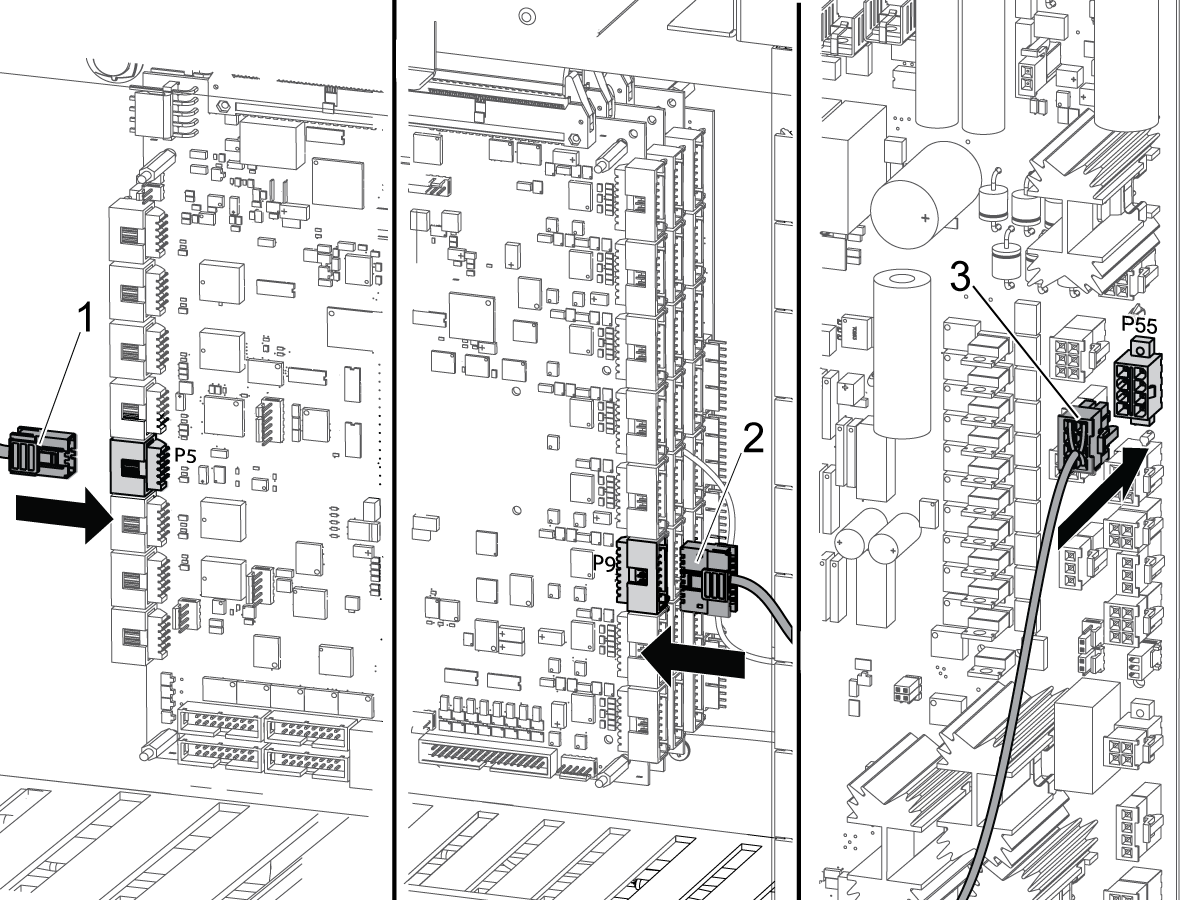
将电流命令电缆 [1] 从放大器连接到 Mocon PCB 上的 P5。
查找刀塔电机的编码器电缆 [2]。将编码器电缆连接到 Mocon PCB 上的 P9。
注意: 在某些机器上,PCB 的位置与图示不同。
将编码器电缆 [2] 拉过控制柜的底部。
将空气电磁阀电缆 [3] 连接到 I/O 板上的 P55。将空气电磁阀电缆 [3] 的另一端放在控制柜底部。
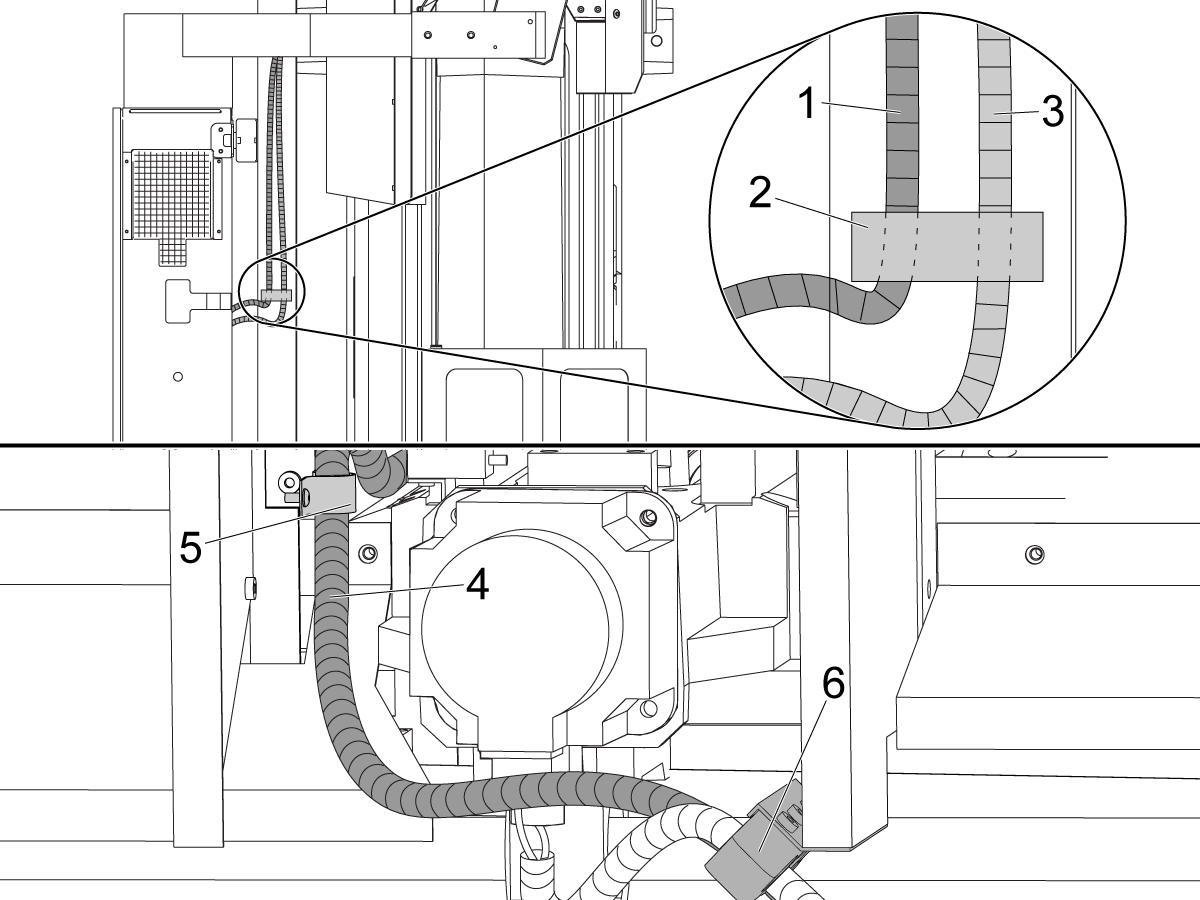
将这些电缆穿过控制柜的底部开口:
将电缆穿过分离式导管支架并插入导管 [1]。
将导管放在控制安装底座上。将其放在 X 轴电机电缆导管 [3] 旁边。将每个导管连接到控制安装底座。使用夹块 [2]。
将导管 [4] 放在十字滑块的后部。将导管正确放入夹块 [6]中。将导管正确放入电缆夹 [5]中。
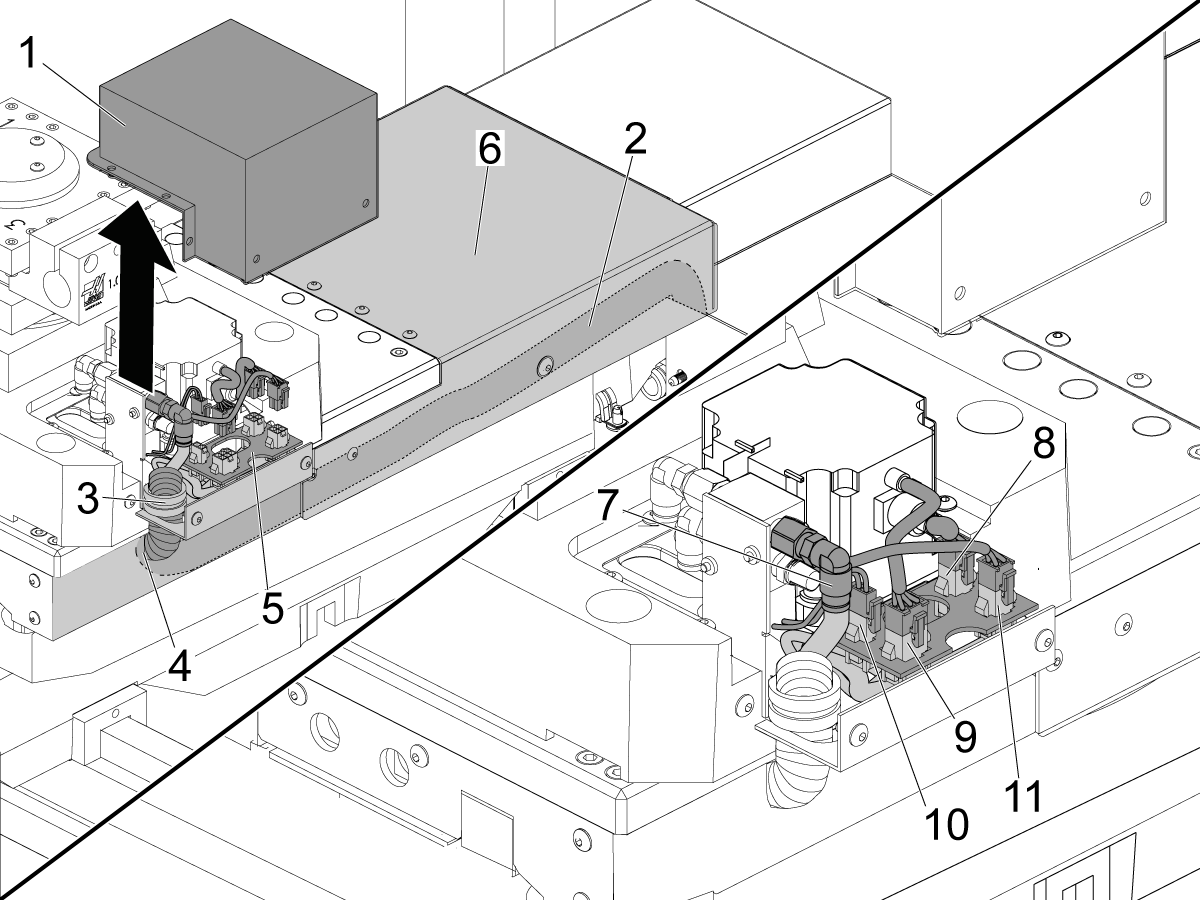
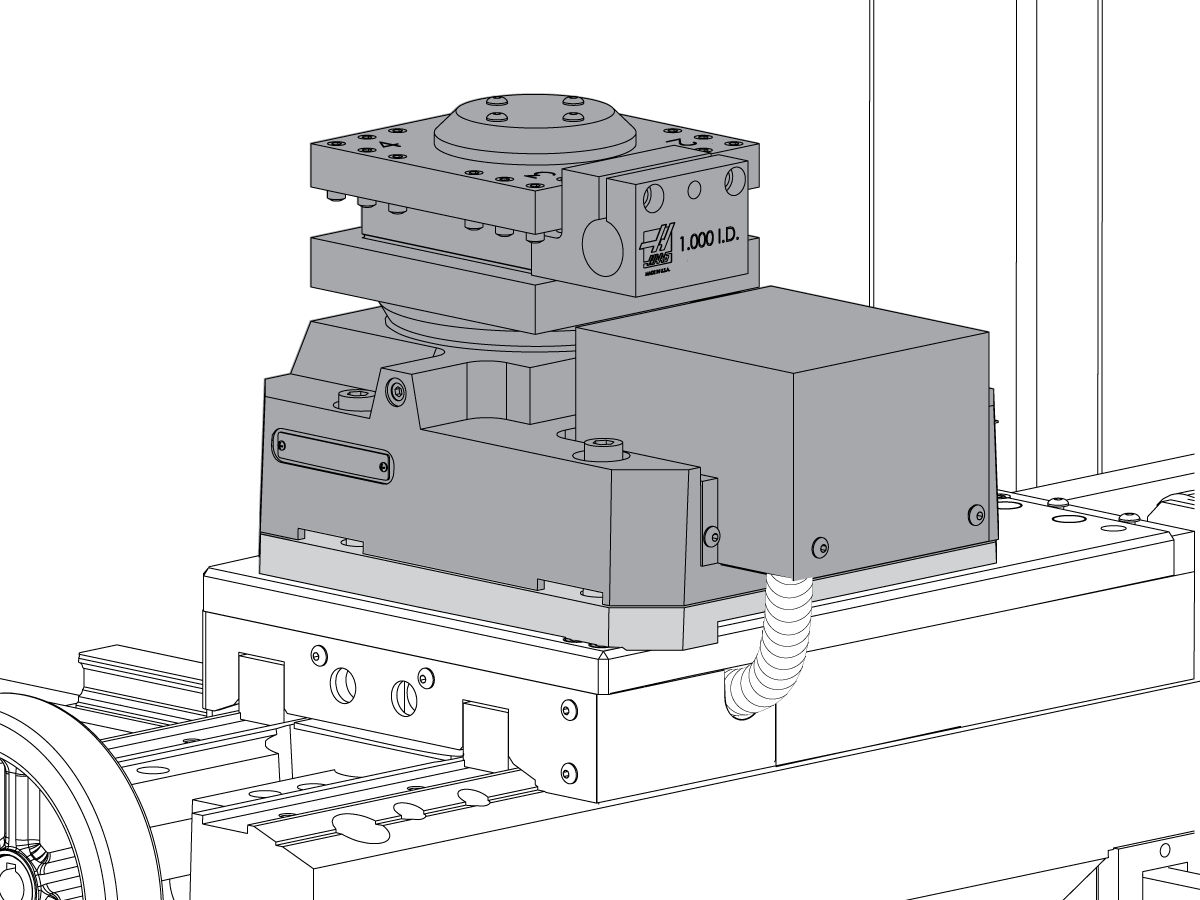
拆下刀塔伺服电机的盖 [1]。拆下交叉滑动式滑道盖 [6]。
沿交叉滑动电缆通道底部的托盘拉动导管 [2]。将导管 [2] 拉过横梁前部开口 [4]。将导管通过电机组件上的电缆夹 [3]。
将电缆连接到支架 [5]。将空气软管连接到空气接头 [7]。连接电源线 [8]、电机编码器电缆 [9]、TC 电磁阀电缆 [10] 和主开关电缆 [11]。
将所有接头放在电机盖 [1] 下方。如果将冷却液放在较低的交叉滑道中,则冷却液可能会损坏接头。
安装刀塔电机的盖。
将主断路器设置为 ON 位置。
启动机器的供气。将工具更换器空气调节器压力设置为 80 psi(5.5 bar)。打开主空气阀。
按[POWER ON]。
确保这些参数具有以下值:
说明:设置 设置 7, 参数锁定,到 关闭。
| 参数 | 名称 | 西格玛 1 值 |
| 44 | A P GAIN | 16 |
| 45A | A D GAIN | 8000 |
| 46 | A I GAIN | 32 |
| 47 | A RATIO(步骤/单位) | 8192 |
| 48 | 最大行程(步骤) | 0 |
| 49 | 加加 | 150000 |
| 50 | 最大速度 | 20000 |
| 51 | 最大错误 | 4096 |
| 52 | 海平面 | 238000 |
| 53 | 回背 EMF | 0 |
| 54 | 阶梯/旋转 | 8192 |
| 57,位 1 | 禁用工具 长 R | 0 |
| 60 | 在 POST 中使用 TT-4 | 250 |
| 61 | TURRET 锁定延迟 TT-4 | 250 |
| 62 | 图尔特 UNLK ERRTIME TT-4 | 700 |
| 63 | TURRET 锁定错误 TT-4 | 250 |
| 65 | 刀具数量 | 4 |
| 104 | A 位置限制 | 8000 |
| 108 | 最大电流 | 1297 |
| 112 | A D*D GAIN | 4000 |
| 116 | 行政协调会/DEL T CONST | 750 |
| 137 | 精确停止 | 64 |
| 148 | 一个 ACCEL 饲料前进 | 125000 |
| 710 | 工具更换器类型 TT-4 | 4 |
设置位 参数 43 到这些值:
| 位 | 名称 | 西格玛 1 值 |
| 3 | 禁用 | 0 |
| 10 | CIRC. 包装 | 1 |
| 11 | 否 I 在 制动 | 1 |
| 12 | 低通数 +1X | 1 |
| 13 | 低通 +2X | 1 |
| 22 | D 过滤器 X8 | 0 |
| 23 | D 过滤器 X4 | 0 |
| 25 | A 3 EREV/MREV | 1 |
| 29 | 旋转轴 | 1 |
将设置 97 (换刀方向)设置为“Shortest(最短)”。
设置 设置 113(换刀方法)为“Auto(自动)”。
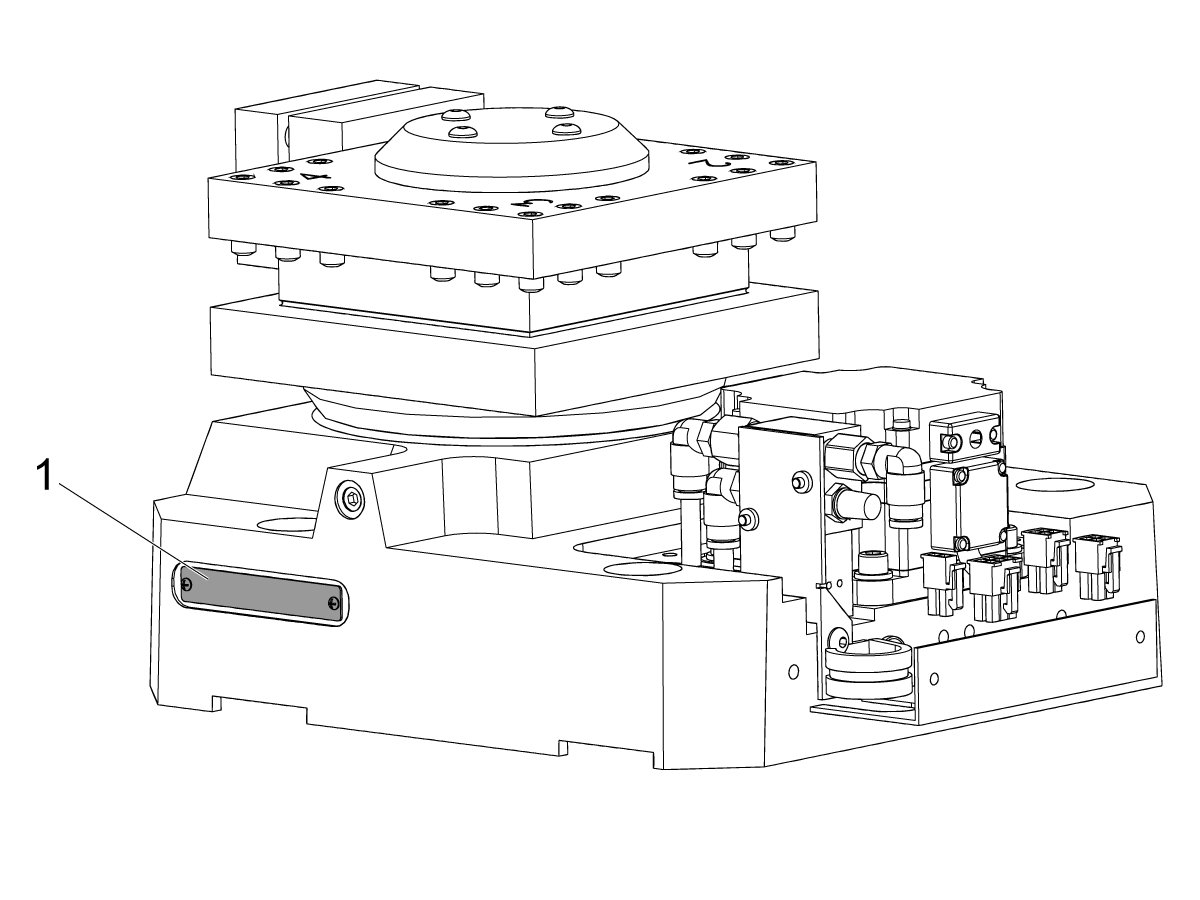
查看 TT-4 识别牌 [1]。
注意: 2014 年 12 月之后制造的刀塔在识别牌上具有参数128 和 212 的值。
如果参数值不在识别板上。转到下一部分("参数设置 - 参数 128 和 212").
如果值位于识别牌上:
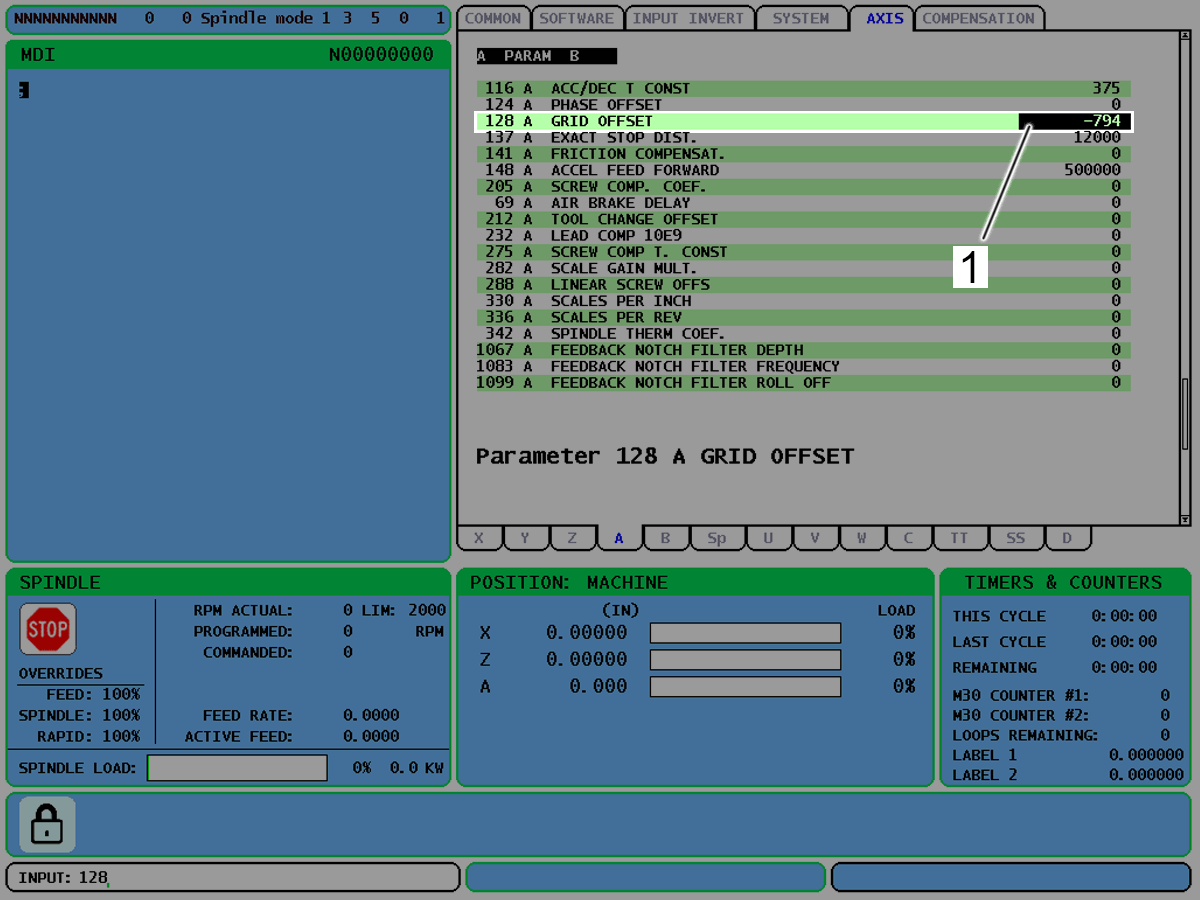
设置 A 轴网格偏移。执行以下步骤:
设置 设置 7, 参数锁定,到 关闭。
将参数 128 和 212设置为值 0。
推 [RESET] 停止每个警报。进入 调试 模式。
推 [ZERO RETURN]。推 [A]。推 [SINGLE]。
注意: 忽略 ZERO RETURN MARGIN TOO SMALL 警报。
在 Raw Data(原始数据)屏幕上键入 GRID A 。
确保 参数 128 具有值 [1]。
如果 参数 128 没有值,则再次执行此步骤。
设置刀具更改偏移,如下所示:
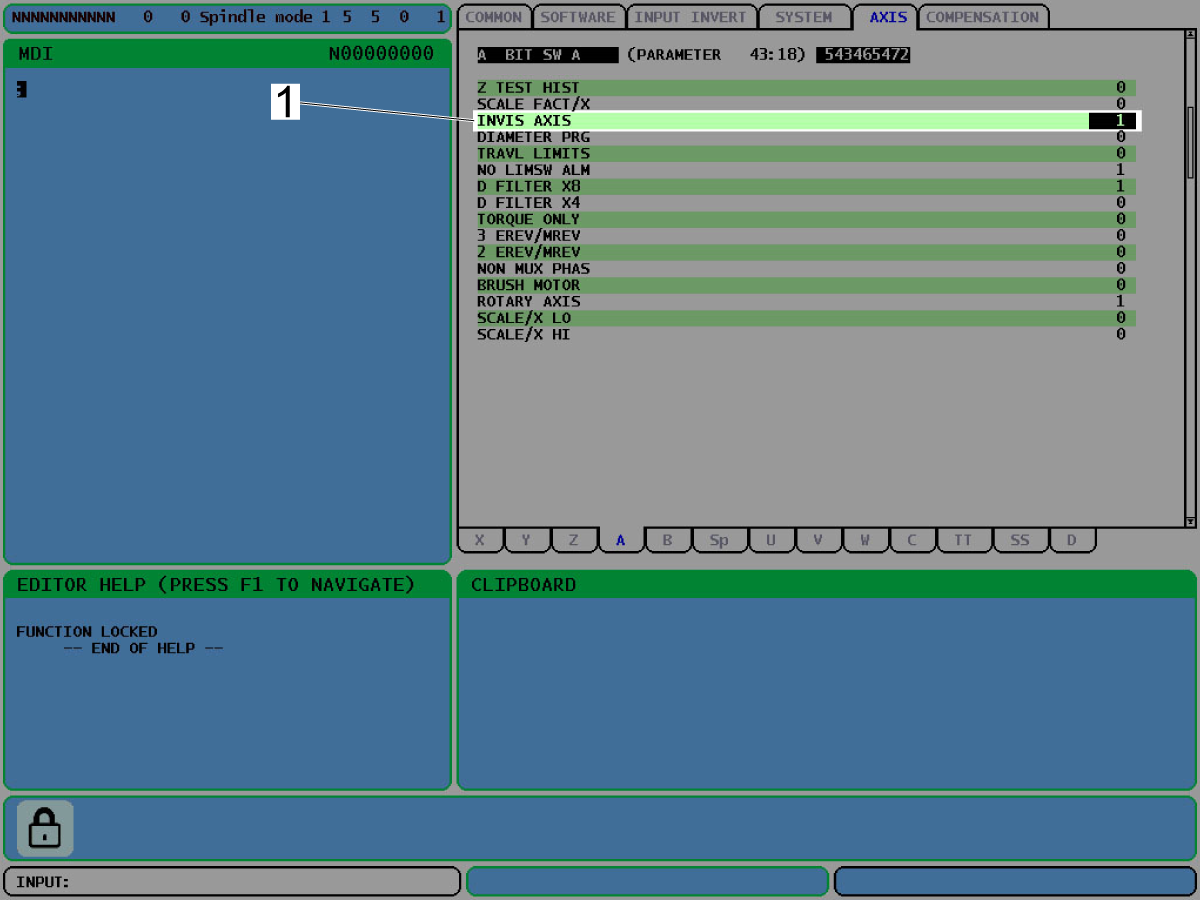
设置 参数 43 位 18(Invis 轴)为零。
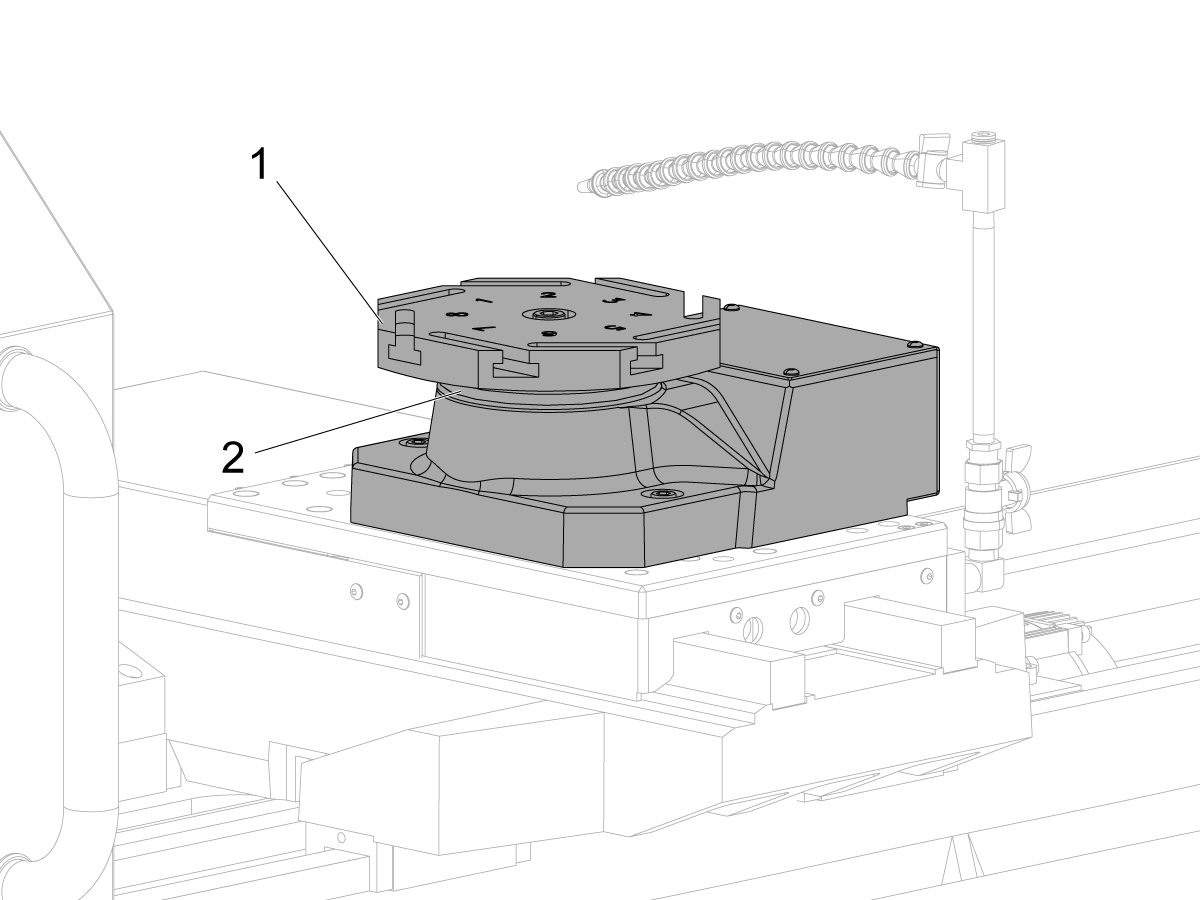
进入 [MDI] 模式。将刀塔设置为工具 1 (T1)。使用 M43 以松开(松开)刀塔。
推 [EMERGENCY STOP] 当刀具刀塔 [1] 处于未夹紧(分离)位置 [2] 时。
手动将刀塔移到工具 1。
释放 .
推 [RESET]。
使用 M44 夹住刀塔。
确保刀塔夹(接合)完全。如果刀塔未完全夹紧,则再次执行此步骤。
推 [EMERGENCY STOP]。
转到 POS-RAW-DATA 屏幕。
记录 实际 A 轴位置 [1]。
注意: 在此示例中, 实际A 轴位置为 0.6612。
转至 参数 212。
键入 实际 A 轴位置 [1]。
注意 : 例如, 实际
A 轴位置 0.6612 变为 -0.6612。确保刀塔夹正确。
如果刀塔未正确夹紧,则再次执行步骤 2 和步骤 3。
走出去 调试 模式。
推 [ZERO RETURN]。推 [A]。推 [SINGLE]。
确保换刀器工作正常。Operate this code in [MDI] mode:
对于 TT-4 和 ATT-4:
T1;T2;T3;T4;T3;T2;M99;
对于 ATT-8:
T1;T2;T3;T4;T5;T6;T7;T8;T7;T6;T5;T4;T3;T2;M99;
设置 参数 43 位 18 [1] 到 1。
设置 设置 7, 参数锁定,到 打开。
安装 (4) 个金属垫片 [2]。
注意: 对齐刀塔塔时,应准备将垫片磨削到正确的厚度。
此时不要拧紧刀塔安装螺钉 [1]。
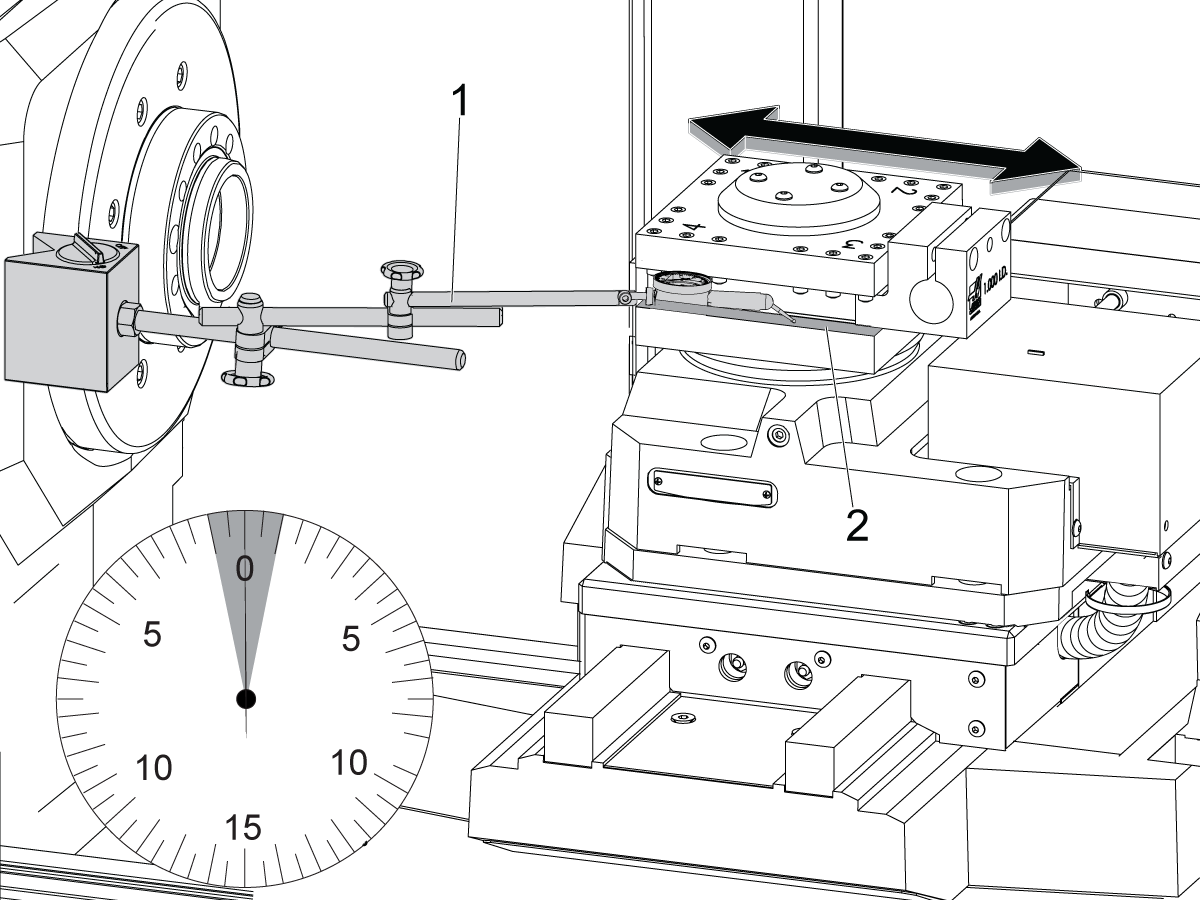
确保工具刀塔在 Z 轴上平整。执行以下步骤:
在主轴铸件上放置磁性底座指示器 [1]。
将指示器的尖端放在工具刀塔的底部内表面 [2]上。
将指示器尖端与 Z 轴平行。
采用点动方式移动B轴:
测量刀具更换器沿整个曲面的对齐方式。
错误不能超过 0.002" (0.05 毫米) 跨 5.5" (140 毫米)的行程。
记录错误。
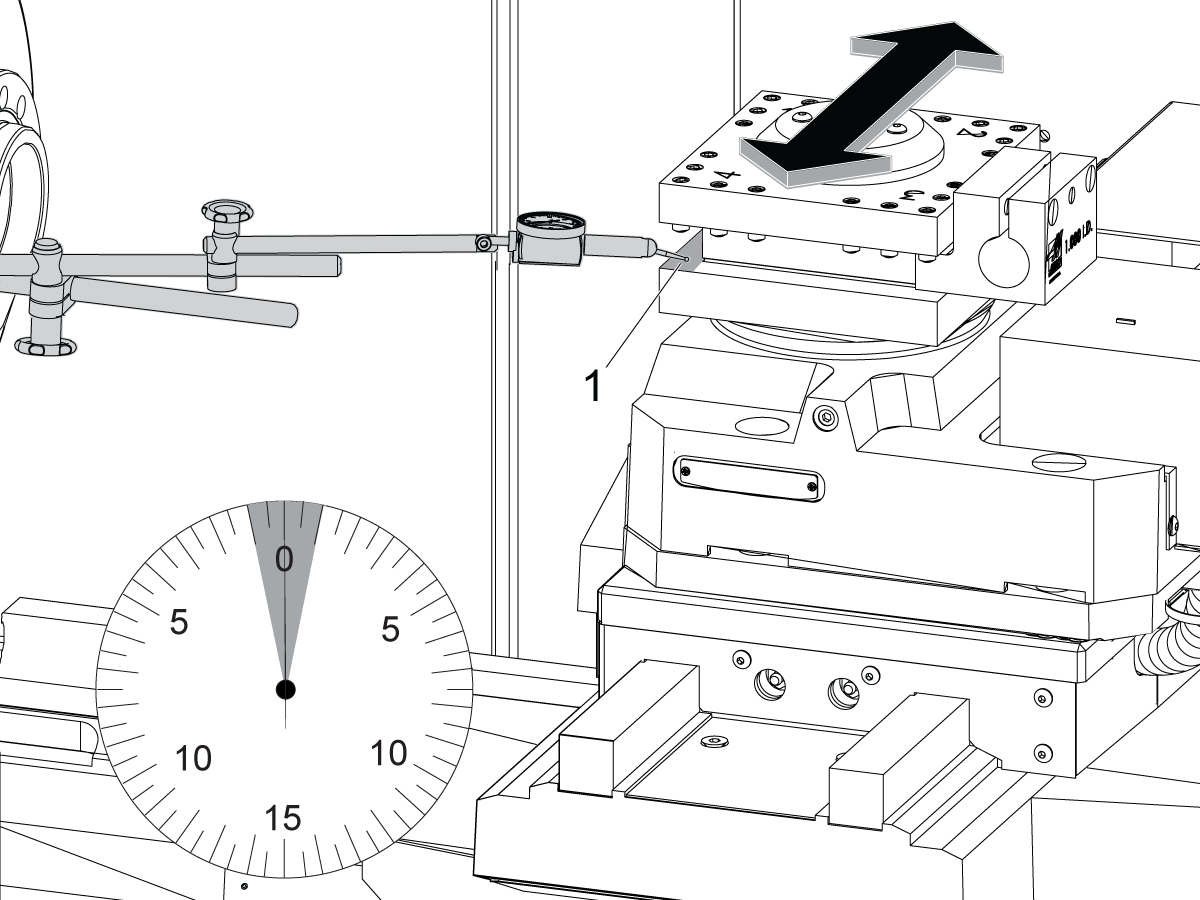
确保工具刀塔在 X 轴上平整。执行以下步骤:
将指示器的尖端放在工具刀塔的底部内表面 [1]上。
将指示器尖端与 X 轴平行。
采用点动方式移动B轴:
测量刀具刀塔沿整个曲面的对齐方式。
记录您指示的值。
错误不能超过 0.002" (0.05 毫米) 跨 5.5" (140 毫米)的行程。
如果错误太大,执行以下步骤:
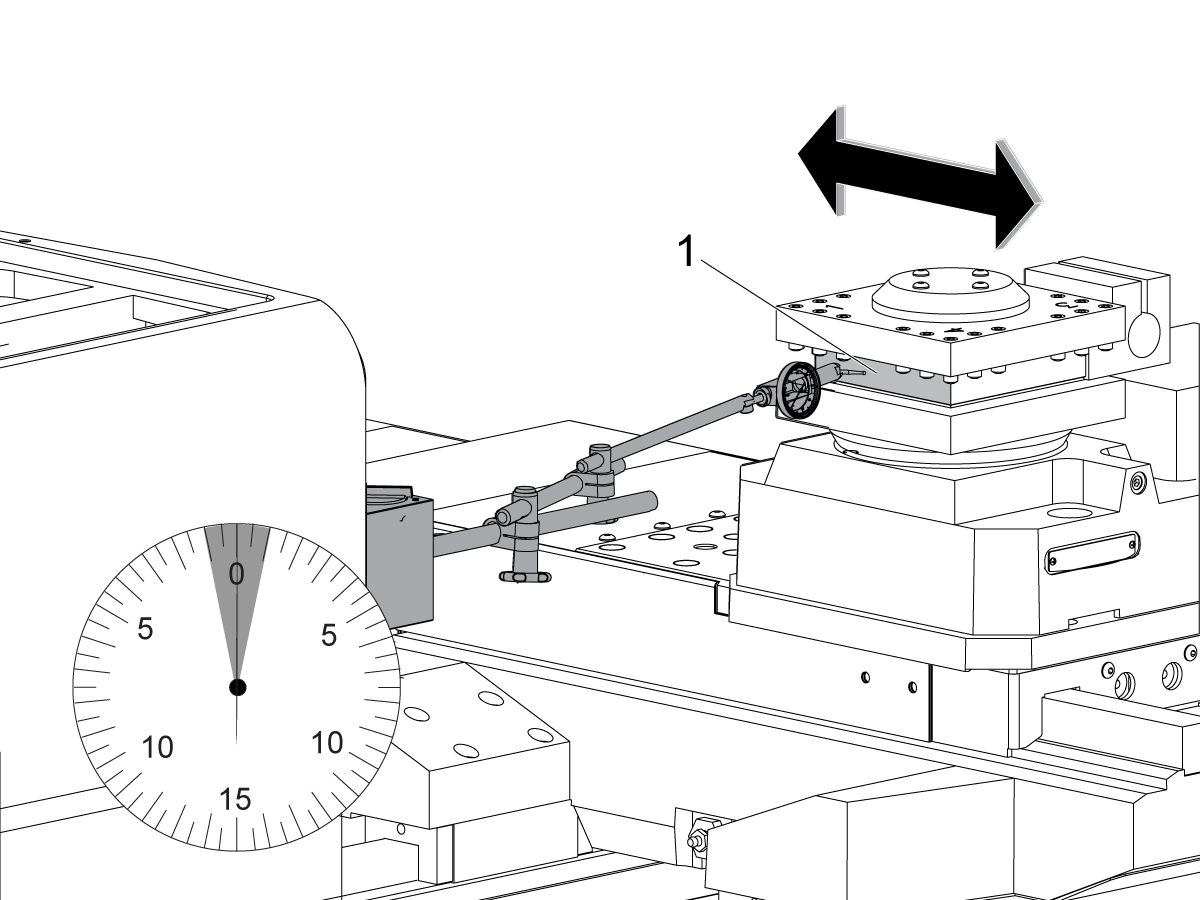
确保工具刀塔与 X 轴平行。执行以下步骤:
将指示器尖端放在工具刀塔的内部垂直表面 [1]上。
将指示器尖端与 X 轴平行。
采用点动方式移动B轴:
测量刀具更换器沿整个曲面的对齐方式。
错误不能超过 0.001" (0.03 毫米) 跨 5.5" (140 毫米)的行程。
如果错误太大,则进行调整。
要进行调整,请轻轻敲击刀塔的底座。
使用软锤。
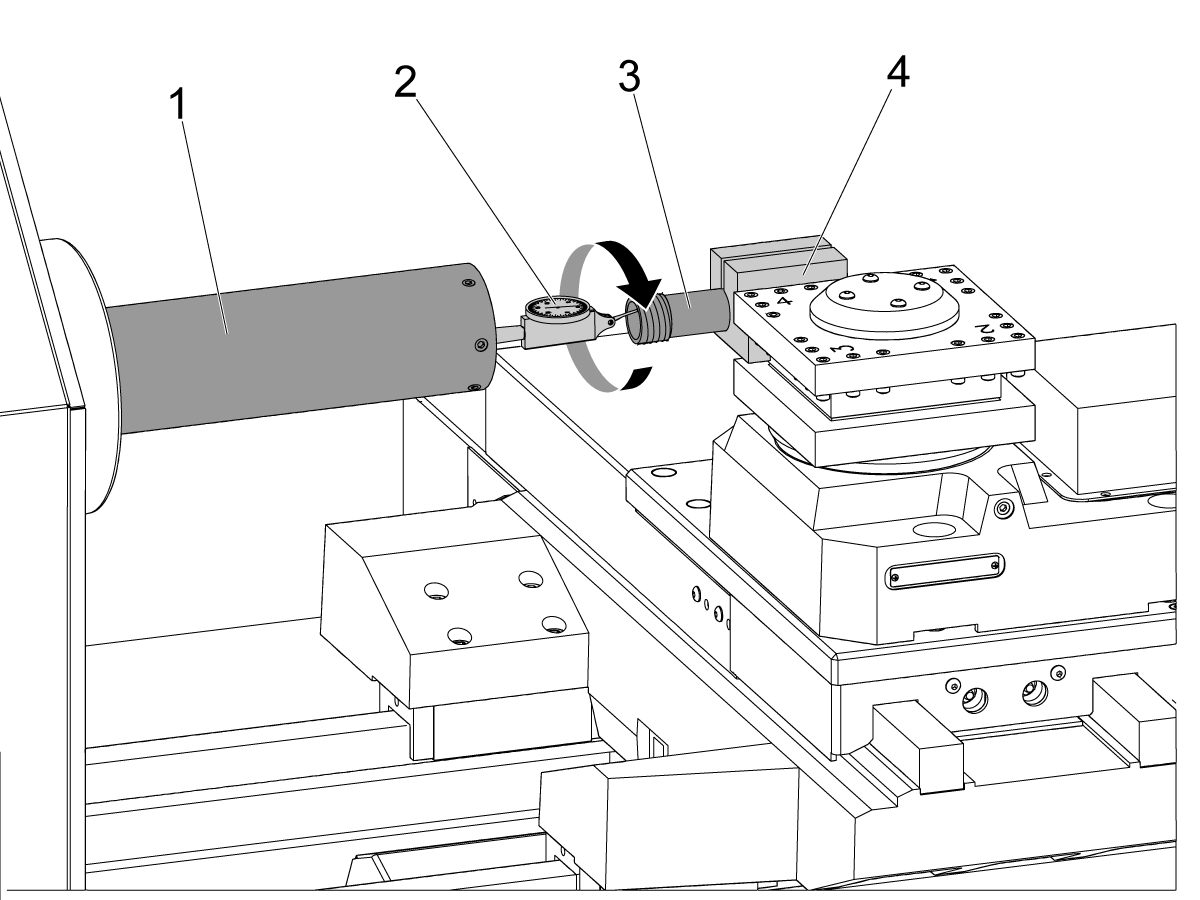
确保刀塔与主轴中心线对齐。执行以下步骤:
在工具位置 1 处安装刀座 [4]。
在刀座中放一个 1" (25.4 mm) 筒夹支架 [3]。
将指示器 [2] 连接到主轴定位杆 (P/N T-1312) 的中央 [1]。
转动 X 轴,将筒夹支架置于主轴的中心。
手动转动主轴 360 度。
这会测量筒夹支架内径上的误差。
径向误差不能超过 0.001" (0.0254 mm)围绕内径的周长。
如果错误太大,执行以下步骤:
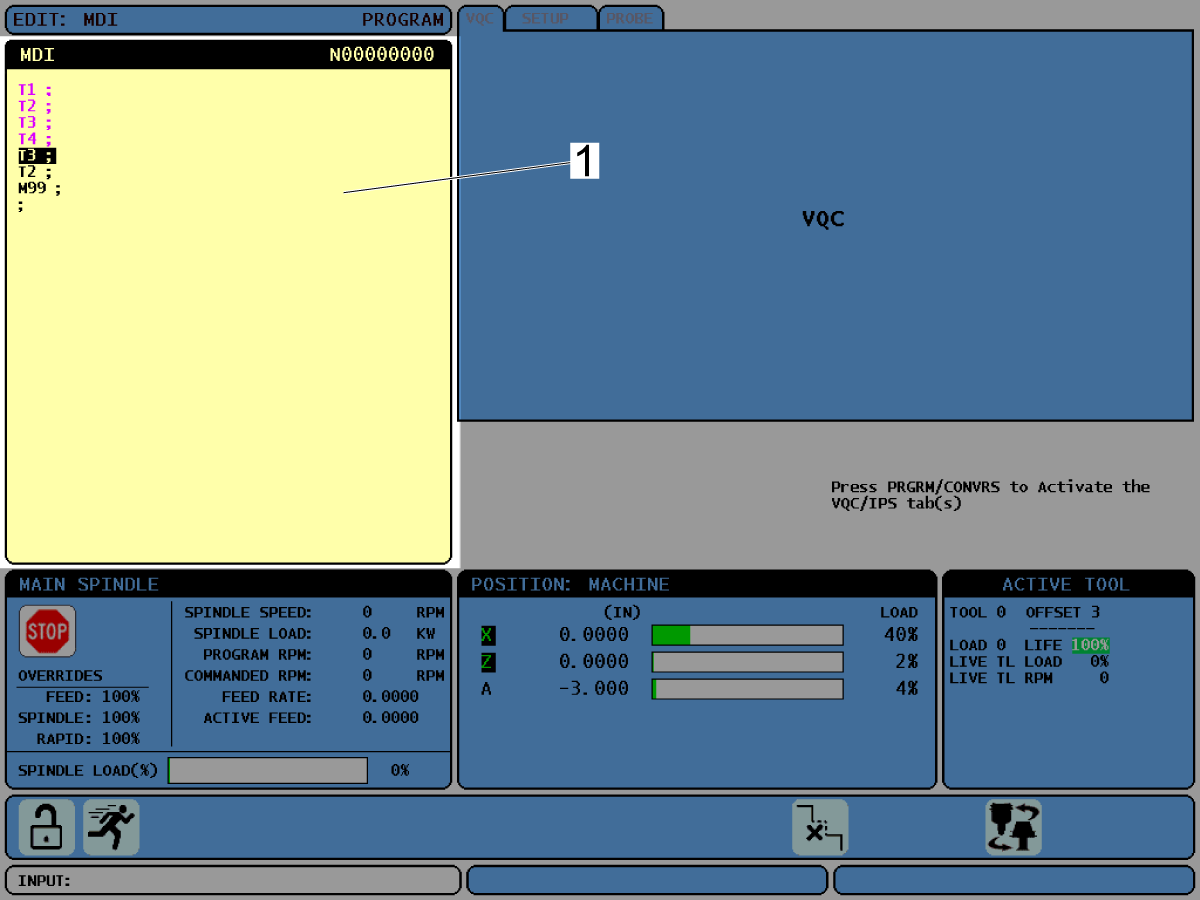
确保换刀器工作可靠。Operate this code [1] in [MDI] mode:
T1; T2; T3; T4; T3; T2; M99;
Recently Viewed Items
You Have No Recently Viewed Items Yet

此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING 接受以下条件:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255





