

 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.

AD0005
Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.
使用此程序将 Haas 转台产品安装到 Haas 数控系统。 有关连接到 Haas 控制箱或其他设备的信息,请参阅装置随附的转台操作手册,或进入 Haas Service 维修页面 (www.haascnc.com) 下载副本。
注意: 转台产品可以通过多种方式安装。使用以下说明作为指南。
注意:此转台产品的初始安装必须由经过认证的 Haas 维修技术人员完成。由未经认证的人员进行的初始安装会使转台产品的保修无效。
机床必须装有第 4 和/或第 5 轴驱动,转台才能运行。
从转台铭牌上获取转台型号的名称和版本。
所需工具:
注意:要查找旋转的重量,请转到www.haascnc.com。搜索您的转台。从列表结果中选择它。重量将在"规格"部分列出。
如图所示,用提升环提起旋转台,以防止损坏齿轮组。在提起旋转器之前,将空气供应器连接到旋转器上。所有回转工作台(HRT、TR、TRT 和 T5C)均使用 1/2-13 吊环螺栓。Haas自动化公司不为旋转产品提供起重链或吊带。
警告:未连接到气源时 抬起转台可能会损坏转台。
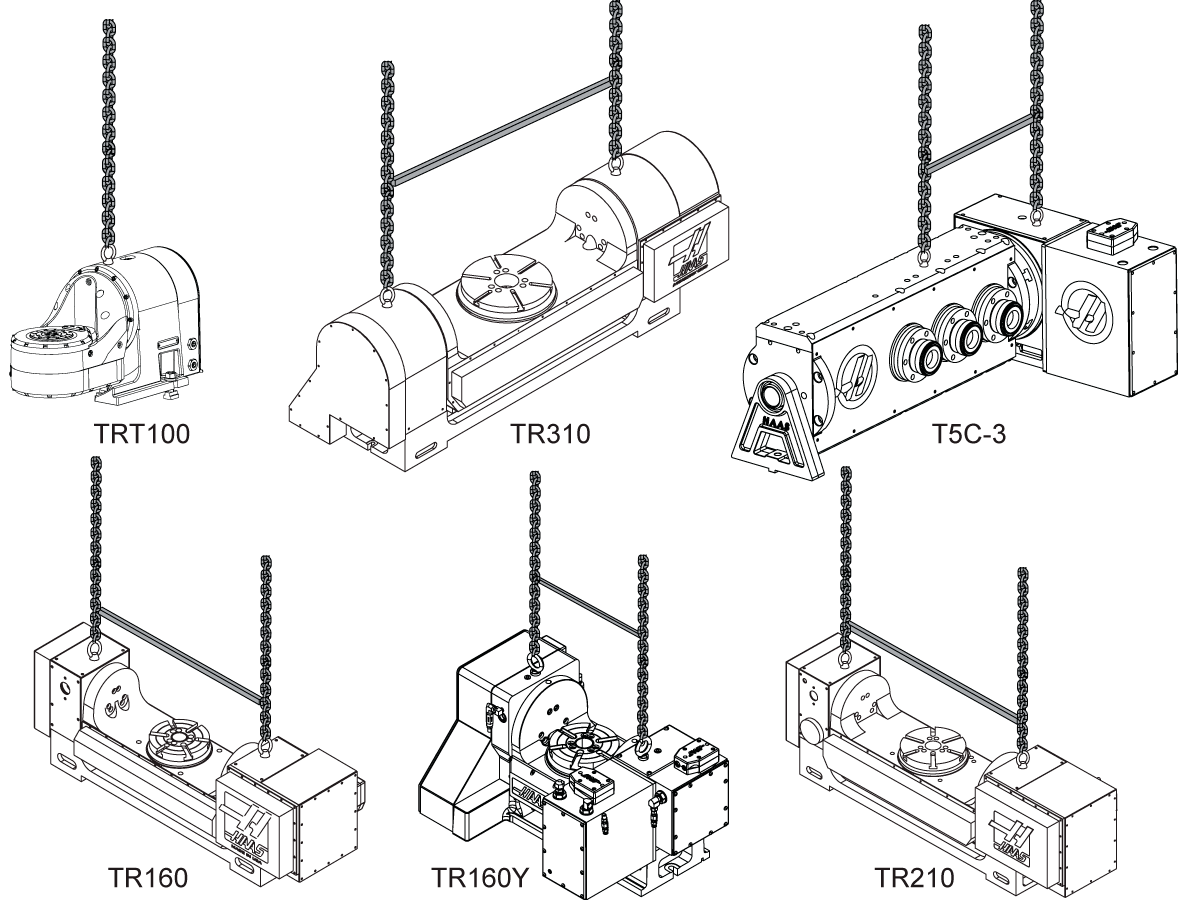
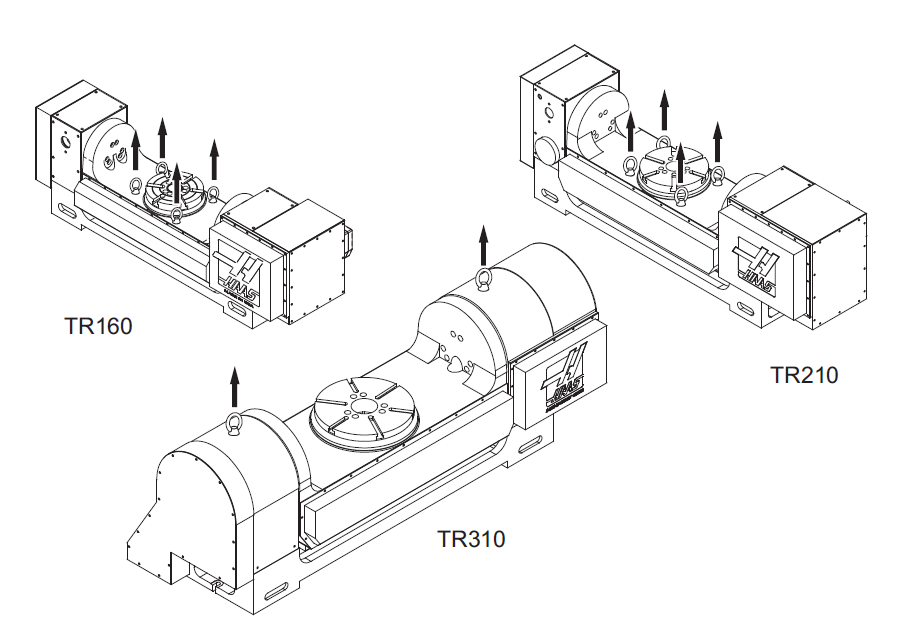
如果扩张杆不可用,可以使用吊环螺栓,如下所示:
TR500SS
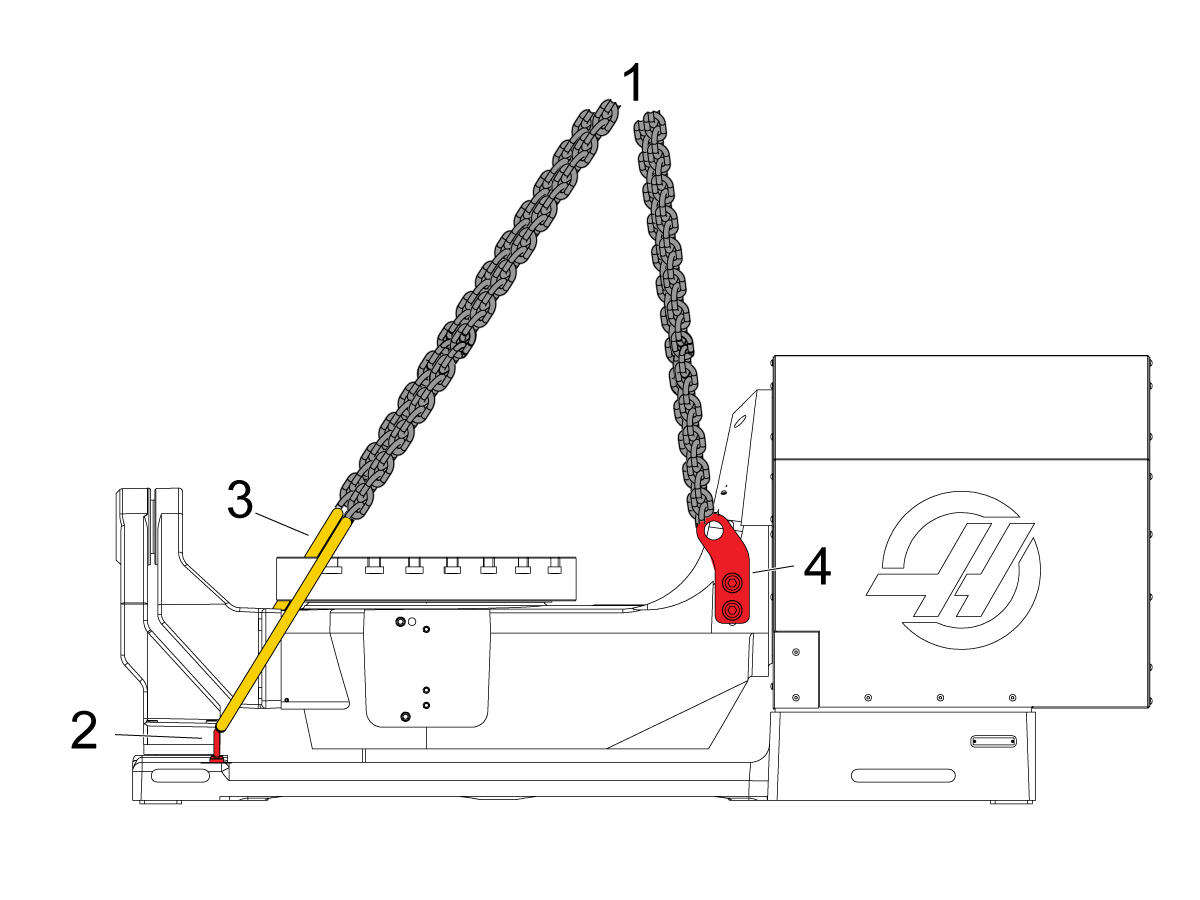
为了提升 TR500SS,请将提升机构置于重心正上方的位置 [1],以确保转台均匀提升。
从 A 框架 [2] 和提升支架 [4] 附近的吊环螺栓上提起机床。
注意: 确保使用吊带 [3] 或其他不会损坏转盘的物品,因为从该位置提起它会干扰转盘。
.png)
用两个挂钩抬升 TRT310。
提升 TRT 160 和 TRT 210
TRT160 和 TRT210 有两种提升方式。
1. 使用转台顶部 中央 孔。此 中央 孔有 1/2-13 螺纹。使用此孔与以上抬升 TRT100 所示方式相似。这两个 型号 不会附带用于此孔的吊环螺栓。
2. 使用 中心 孔旁边的两个孔。侧面的两个孔具有 M8-1.25 螺纹。这些转台抬升方式与图中所示抬升 TRT310 的方式相似。这些单元配有适用于这些孔的 吊环螺栓 。这些吊环螺栓 内径 为 0.75 英寸(19 毫米)。
TRT 310
与两个较小的转台不同, TRT310 没有可用于抬升的中心孔。此外,这两个侧孔比较小 型号 上的孔大,具有 1/2-13 螺纹,配有吊环螺栓, 内径 为 1-1/8 英寸。
TRT310 需要使用带两个挂钩的吊索吊起,如图所示。不需要扩杆。
TRT310 重约 1000 磅。确认合适的抬升设备已为安装做好准备。
HA5C 刀具点
HA5C 配备了刀具点,以加快设置速度。设置过程中,将头与工作台对齐的流程较为耗时。安装表面上含两个以 3.000" 为中心的 0.500" 钻孔。
该底面孔与主轴平行,每 6 英寸在 0.0005" 以内,中心在 ±0.001" 以内。通过在工具板上钻匹配孔,有助于长期设置。当零件承受较大的切削力时,刀具还可以防止刀头在铣床上移动。
在数控铣床上,Haas 磁头附带一个直径为 0.500" 且另一侧为0.625" 的机加工阶梯塞。直径 0.625" 英寸可契合铣床工作台的 T 形槽,可实现快速平行对齐。
立式安装(A 或 B 轴位置):
注意: 要查看旋转器是否具有定位销或对齐键,请参阅 旋转 - 定位针脚或对齐键 并在列表中找到您的旋转。
确保机器台和旋转的底部清洁。
将转台分度器放在工作台上。
清洁旋转的加工表面。
注意: 使用 pH 中性脱脂剂。例如:WD-40、Sunnyside Odorless Mineral Spirits 或 Benz Oil Sta-brite 306。
安装并固定好装置后,继续执行 空气和电气连接 部分。
安装转台并把机床连接到电气连接后,需要启用转台。
有关在 NGC 和 CHC 机床上启用转台的说明,请参见 2.6 启用转台轴。
如需了解如何初始化转台控制箱,请参阅 4.1 伺服控制 - 转台安装。
版本 B - 2026 年 6 月
确保机器台和旋转的底部清洁。
使用起重装置,将旋转装置放在工作台上。
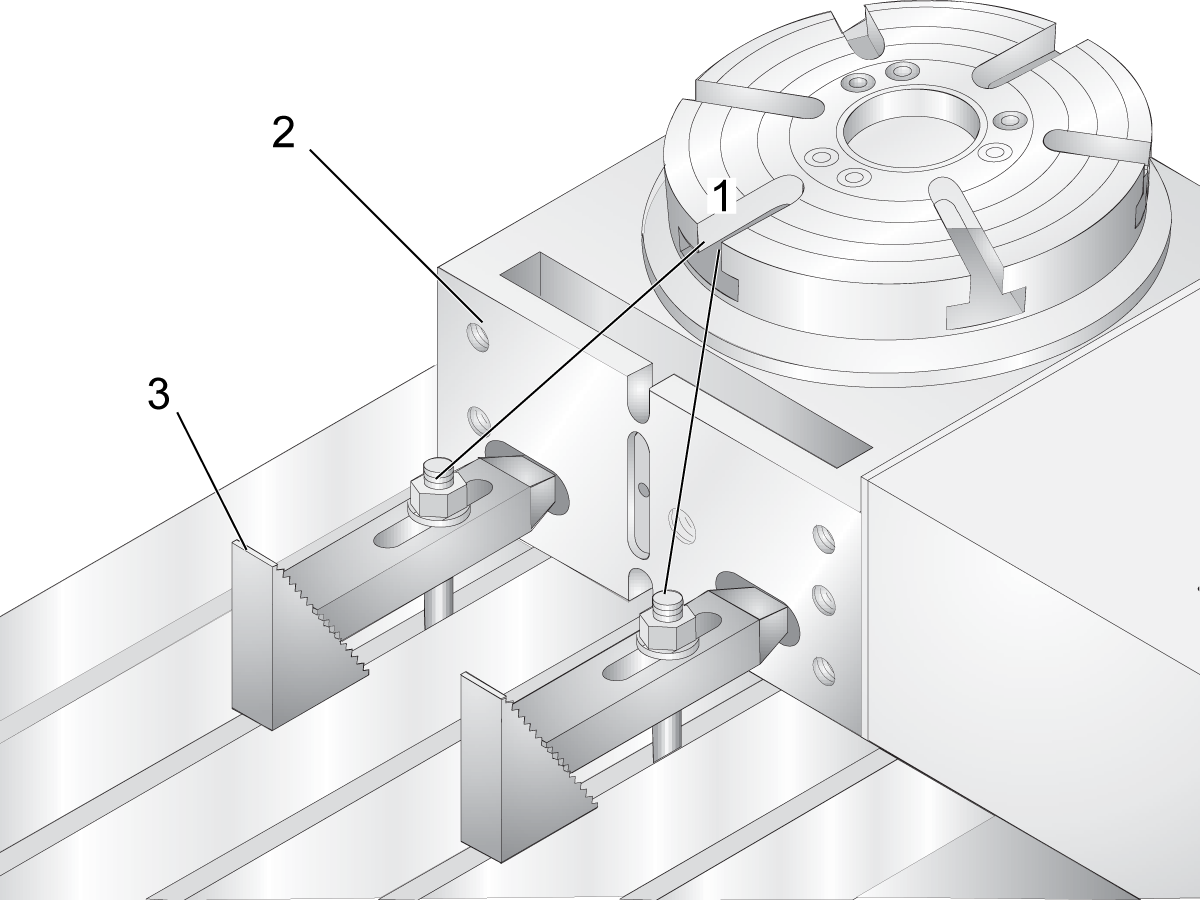
注意: 为了获得更大的刚性,请使用其他夹钳 [2](*不提供)。
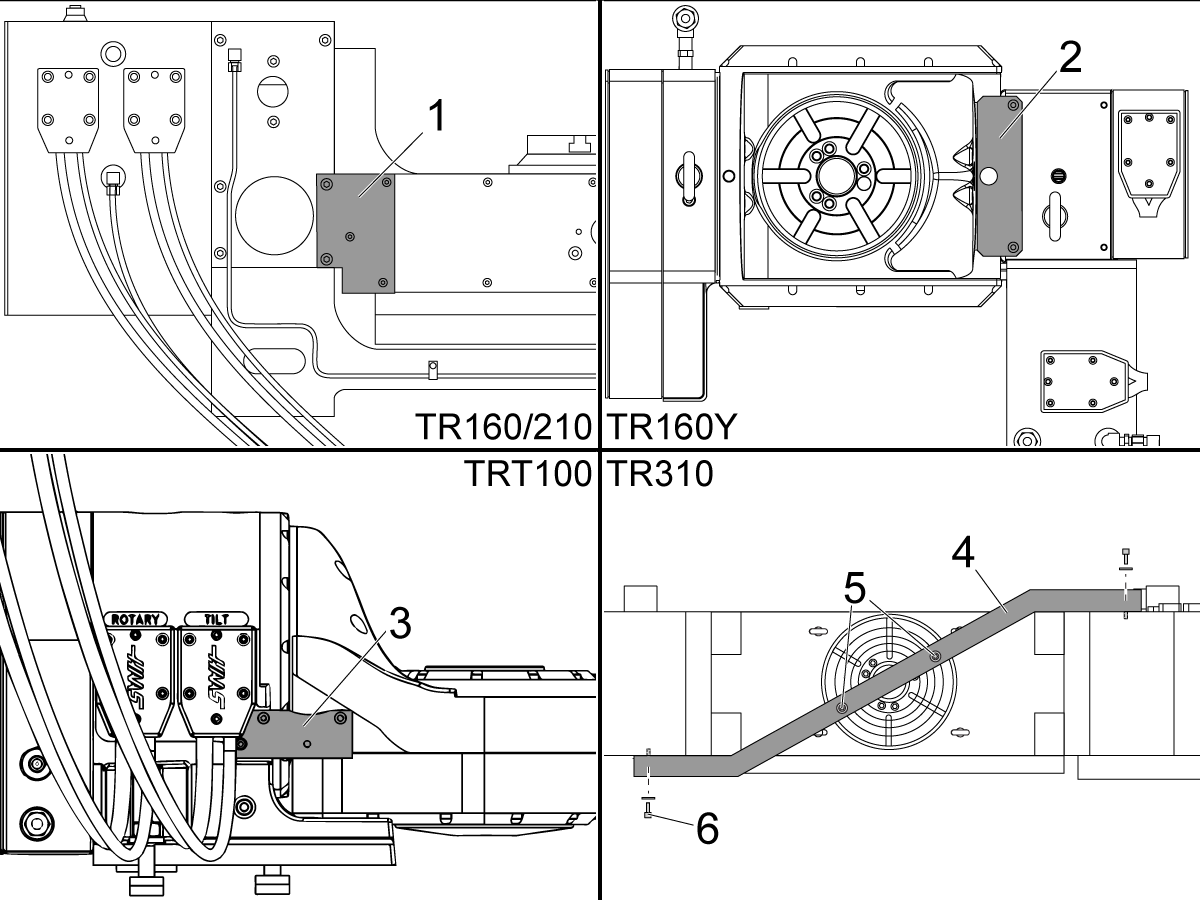
HRT 背面安装(C 轴位置):
如图所示,安装并固定 HRT 160、210、450 和 600 回转工作台(HRT 310 除外)。
在机床工作台上安装 T 形螺母
。确保机器台和旋转的底部清洁。
使用起重装置,将旋转装置放在工作台上。
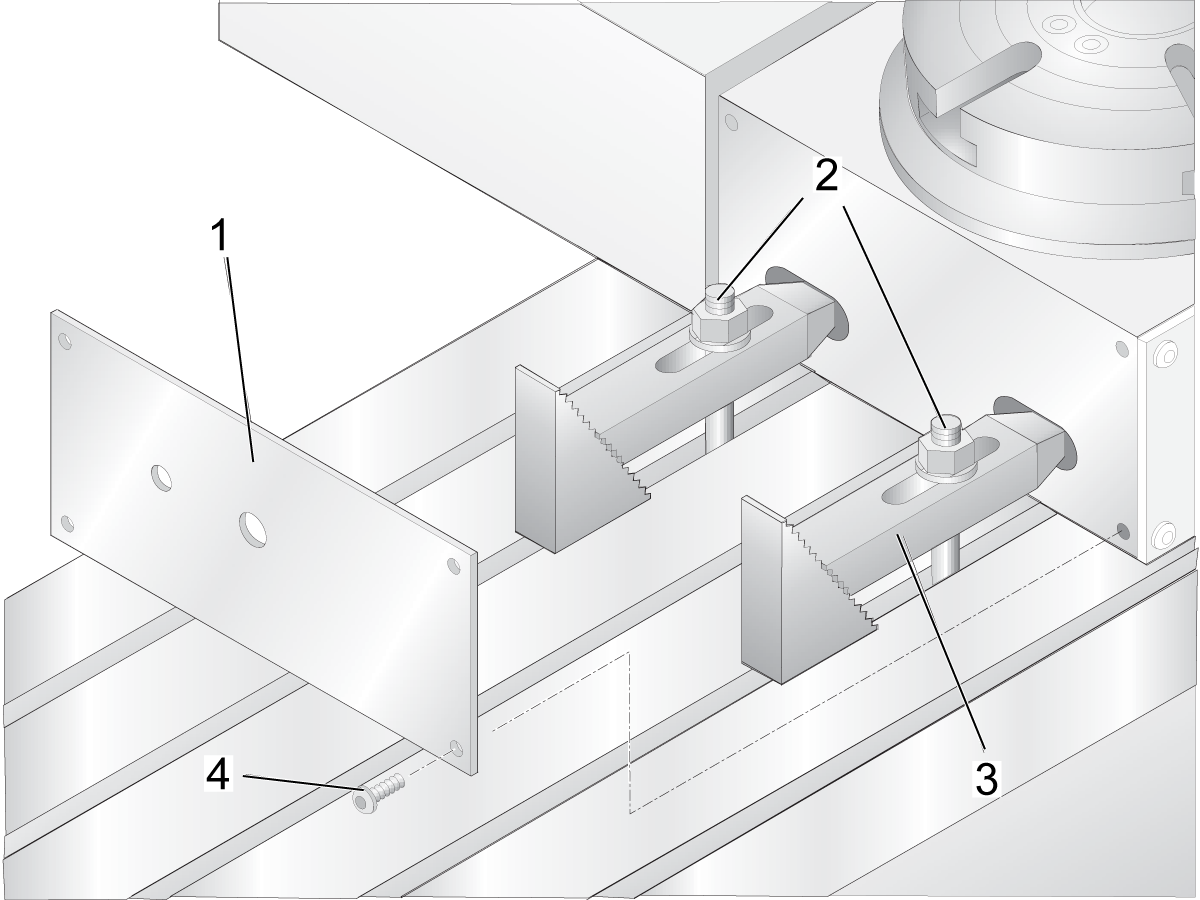
拆下四个 1/4-20 SHCS [4],拆下顶盖 [1],查看夹钳刀套:
注意:仅 HRT 310 及更低版本可安装在其背面。较大的 HRT 和所有 LT 必须垂直安装。
使用夹钳 [1,3] 固定铸件 [2] 的底部。

HRT 310 背面安装(C 轴位置)。
注意: 2019 年 10 月期间或之后制造的 HRT310 装置背面将没有可安装的孔。在转台体中钻一些 0.781 英寸的孔,这些孔与安装板中的螺纹孔对齐。
注意: HRT310SS 装置背面没有安装孔用于水平安装。
如左图所示对安装板进行加工。
确保机床台和转台底部清洁,并且安装板两面都清洁。
使用四个 T 形螺母将安装板安装到机床 [2]。
将 HRT310 提升入机床,并使用四个 3/4-10 x 8" 螺栓 [1] 将其固定至安装板。
清洁旋转的加工表面。
注意: 使用 pH 中性脱脂剂。例如:WD-40、Sunnyside Odorless Mineral Spirits 或 Benz Oil Sta-brite 306。
安装并固定好装置后,继续执行 空气和电气连接 部分。
推 [ZERO RETURN]。推 ALL。
将机器台 [1] 移到最接近车门的位置。
推 [EMERGENCY STOP]。
将旋转空气软管连接到空气供应。气压使制动器接合每个旋转轴,以防止内部损坏。
注意: 确保空气软管具有足够的长度,以防止在安装时损坏旋转。
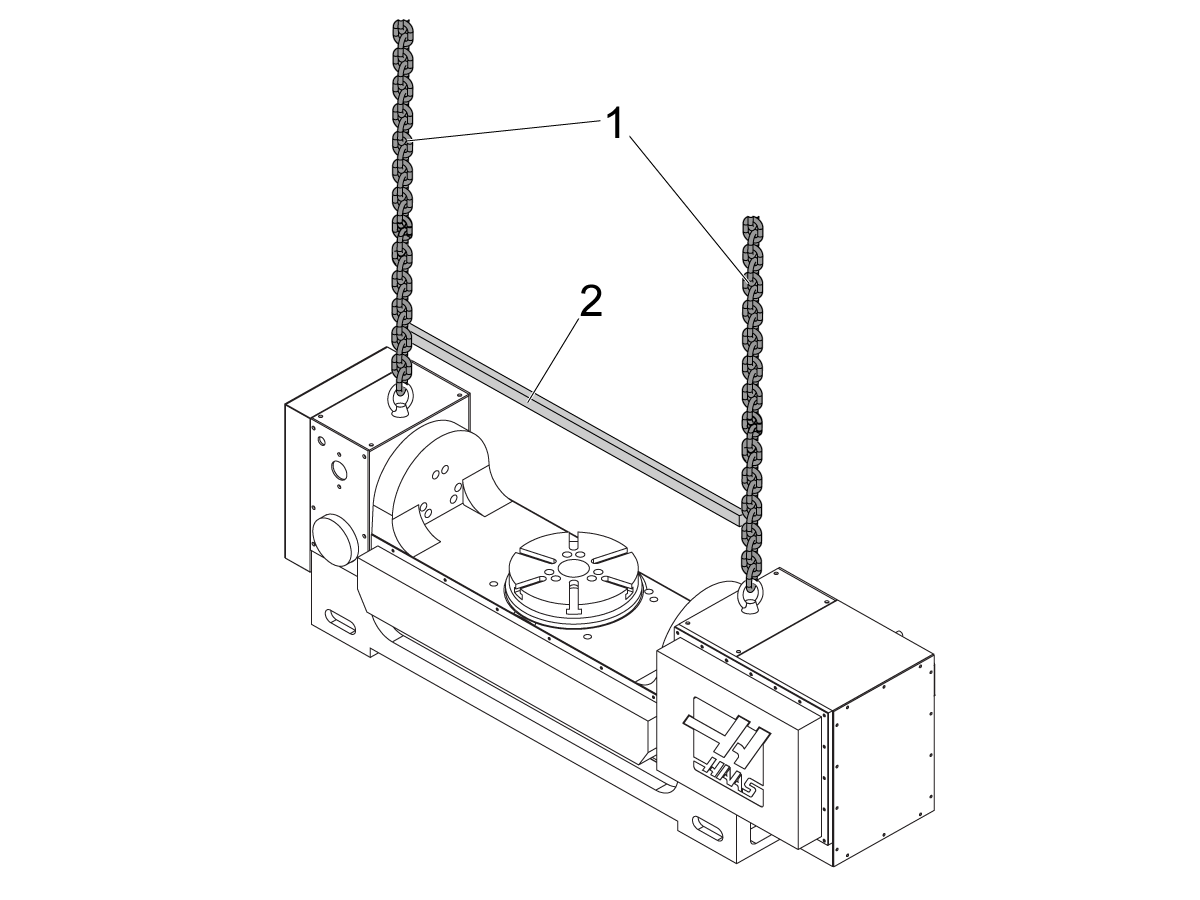
安装旋转器随附的吊环螺栓。
安装提升链 [1] 和扩张器梁 [2]。
请参阅 "旋转 - TR/TRT/T5C = 起重说明" 在程序的末尾了解更多信息。
注意:
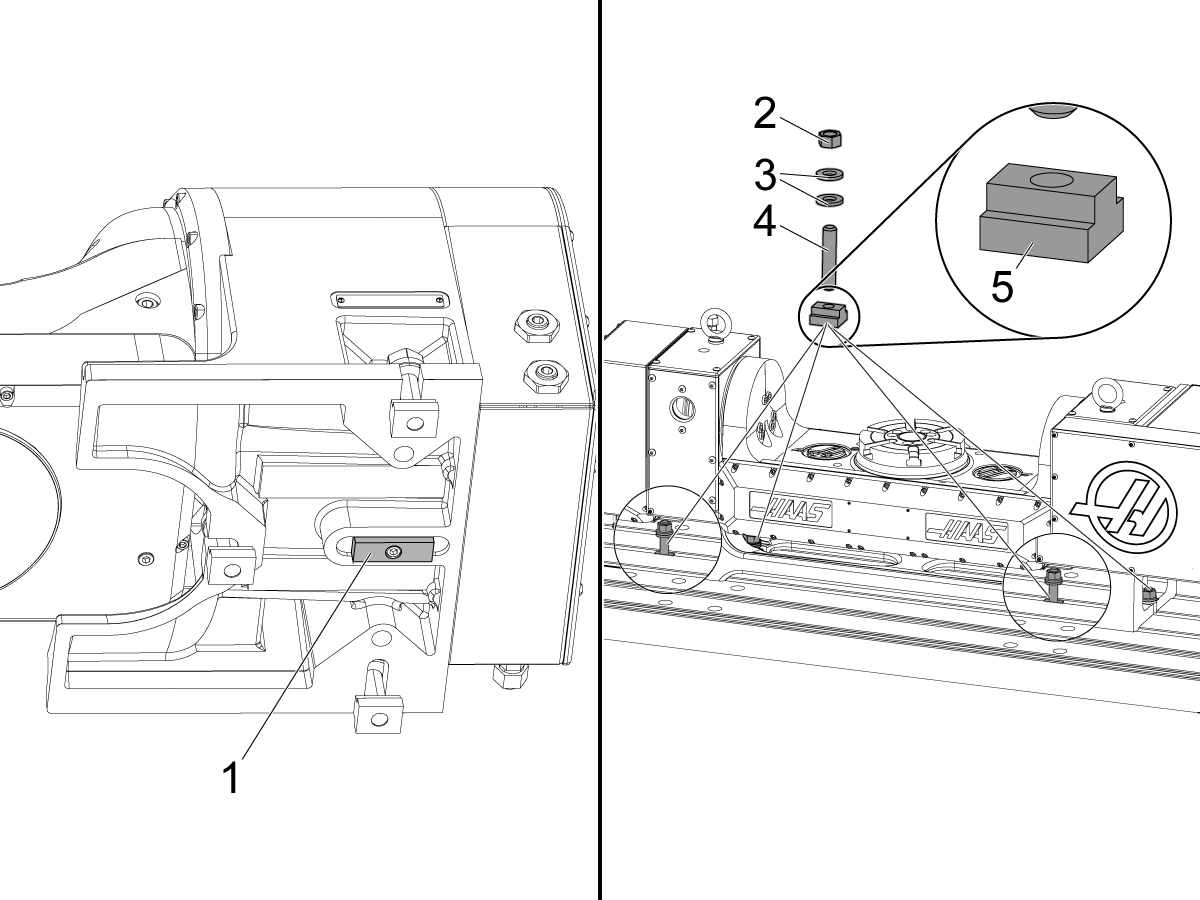
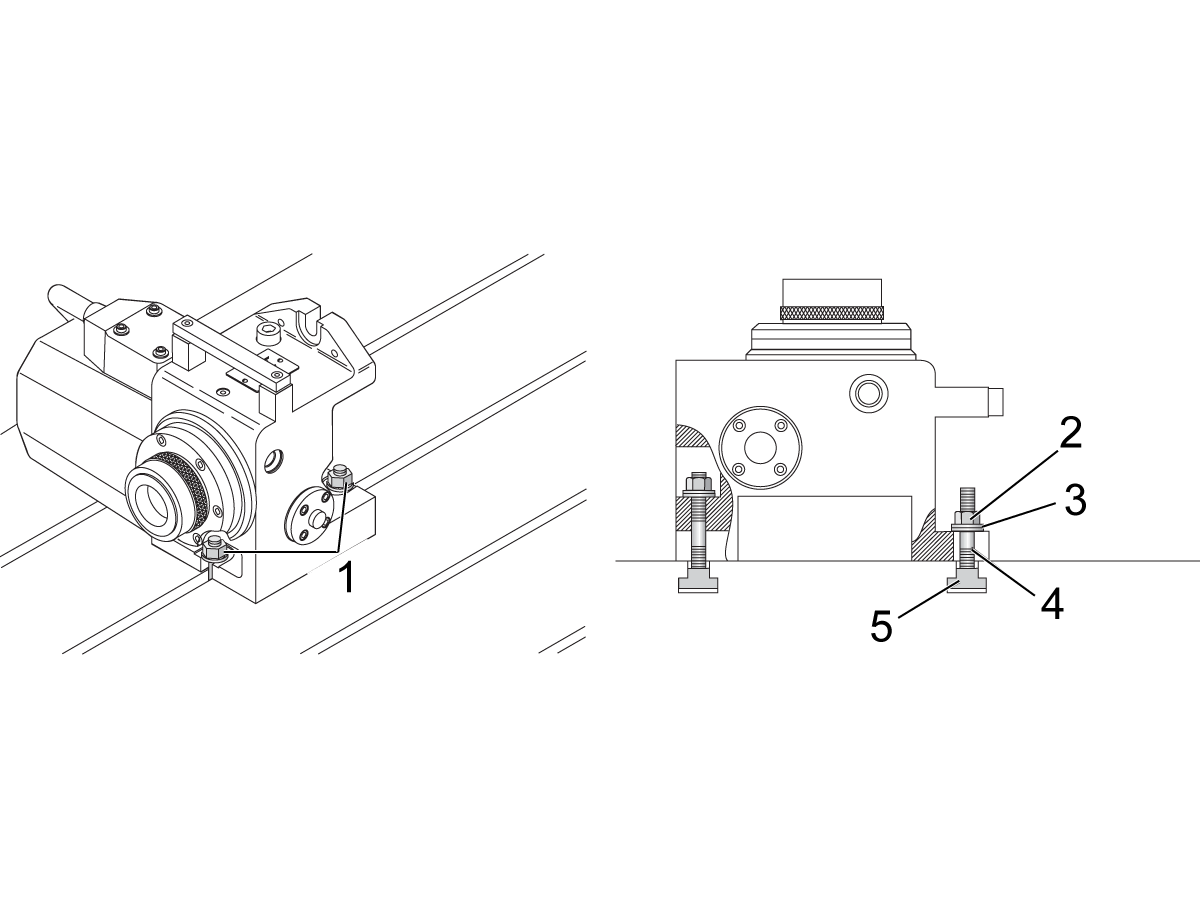
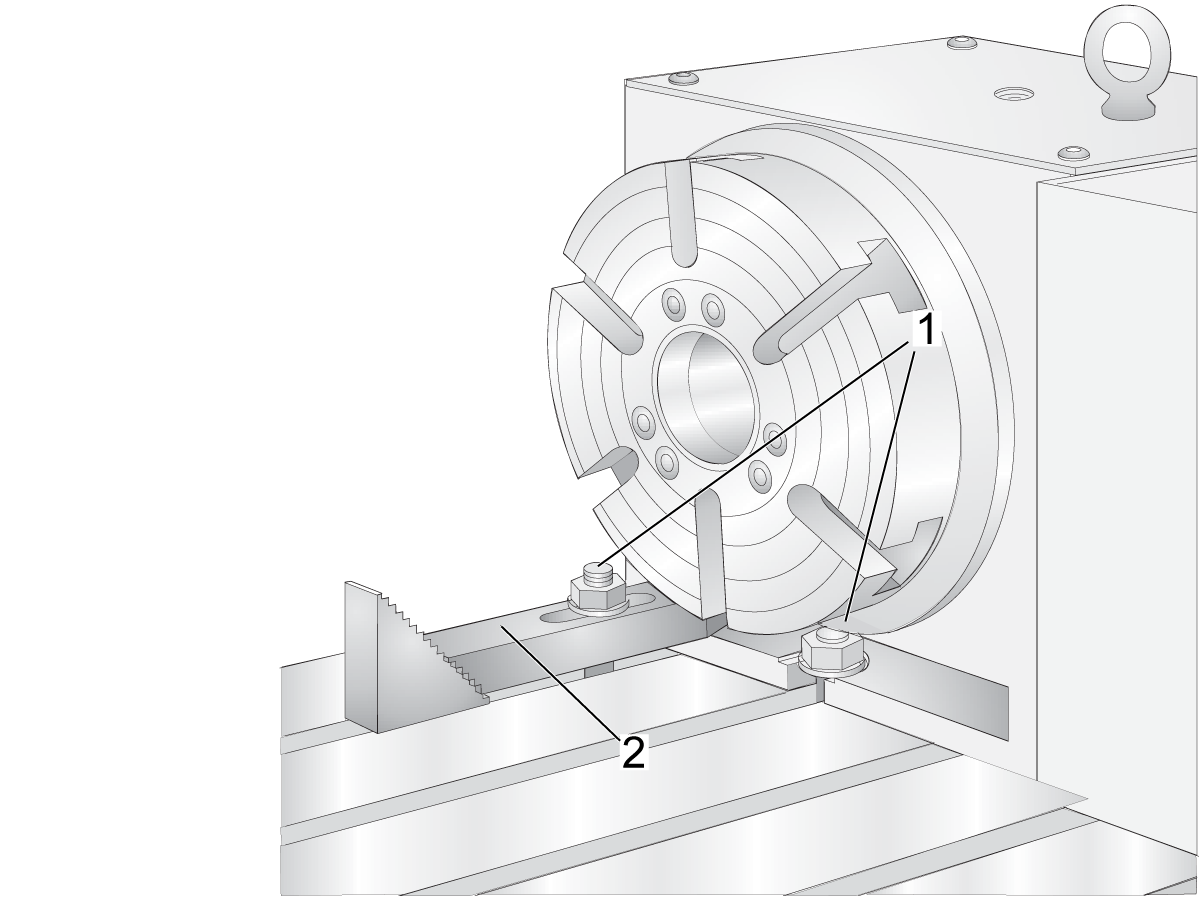
在机器台上安装 T 形螺母 [5]。如有必要,安装定位销或定位键 [1]以进行旋转。
注意: 要查看旋转器是否具有定位销或对齐键,请参阅 旋转 - 定位针脚或对齐键 并在列表中找到您的旋转。
确保机器台和旋转的底部清洁。
使用起重装置,将旋转装置放在工作台上。
注意: 如有必要,请让第二个人帮助小心地将旋转器移入机器。
拆下吊环螺栓和提升链或带子。在每个 T-Nut 上安装 (1) 1/2-13 双螺纹螺柱 [4],(2) 夹紧器 [3],以及 (1) 螺母 [2]。用手拧紧螺母。这样,当您对齐旋转时,可以进行调整。
注意: 对于一些旋转,你必须转向 (“tilt”) 用于安装所有双螺纹螺柱、绕轴和螺母的轴。
从以下位置拆下支架和装运支架:
注意: T5C 没有装运支架。
对于 TR310,从装运支架 [4] 上拆下 (4) 1/2-13 螺钉和轮台 [5] 和 [6]。从旋转盘上拆下 (2) T-螺母。
注意: 保留所有硬件和运输支架。
在同一位置,安装从装运支架上卸下的螺钉。这样可以防止旋转装置中的冷却液受到污染。请勿安装从盘片上卸下的螺钉。
清洁旋转的加工表面。
注意: 使用 pH 中性脱脂剂。例如:WD-40、Sunnyside Odorless Mineral Spirits 或 Benz Oil Sta-brite 306。
安装并固定好装置后,继续执行 空气和电气连接 部分。
安装转台并把机床连接到电气连接后,需要启用转台。
有关在 NGC 和 CHC 机床上启用转台的说明,请参见选项卡 2.6 启用转台轴。
有关在转台控制箱上初始化的说明,请参见 4.1 伺服控制器 - 转台安装。
请按照下面的链接,了解如何将针垫高块安装到 TRT。
.png)
此规程将介绍如何安装转台电缆管理套件(以前称为转台缩回套件)。 该套件用于在点动铣床时防止导管在导轨护板上摩擦。
2022 年 2 月以后生产的转台标配/选配转台电缆支架,这将带来新的电缆管理方式。
所需材料:
如果您需要获取转台安装规程,请按此链接操作。
如果您需要获取转台故障排除规程,请按此链接操作。
WIPS 警报:
如果在安装了转台之后,收到了 上述任何一种警报,则问题可能出在转台、缩回套件或转台电缆。这些错误可能会阻断测头和 OMI 之间或对刀仪和 OMI 之间的视线。
要解决这个问题,要么移动电缆固定套件,使电缆和弹簧不会破坏视线,亦或是将 OMI 移动到电缆和弹簧不会妨碍的位置。
.png)
将转台放入机床并固定到工作台之后,让机床零点回原点。
取下转台工作台上的扎带和任何其他包装。
松开固定支架 [2] 顶部零件的两个螺钉 [1]。将支架的顶部零件置于侧面,并通过孔将转台电缆引出。请勿拉紧电缆,并确保 护罩中的电缆部分松弛。
注意:此规程的图片所用为最新支架。2022 年 3 月及之后生产的机床将与此支架兼容。较旧的机床将需要使用不同螺栓样式的各类支架。
机床: 接下来的几个步骤可能需要完全进入机床。任何时候凡是有人在机床里,一定要采取适当的上锁挂牌预防措施。
-V3.png)
将所有电缆置于转台电缆支架内。这将需要一个 5/32 内六角扳手。夹具 [1] 中的加强筋用于契合电缆套管加强筋。这可以防止夹子在转台上上下滑动。
放置磁铁和弹簧时,电缆内需要有一点松弛。 这种额外的松弛可确保当机床归零时,不会拉扯会损坏电缆。
大孔 [2] 用于电源线。大孔下方的中孔 [3] 孔用于伸缩电缆。最小的孔 [4] 用于航空公司用途。
当机床仍位于左前侧且已安装保持弹簧,请调整机床内外的电缆,以使夹具和护罩内的布线孔稍微松弛。
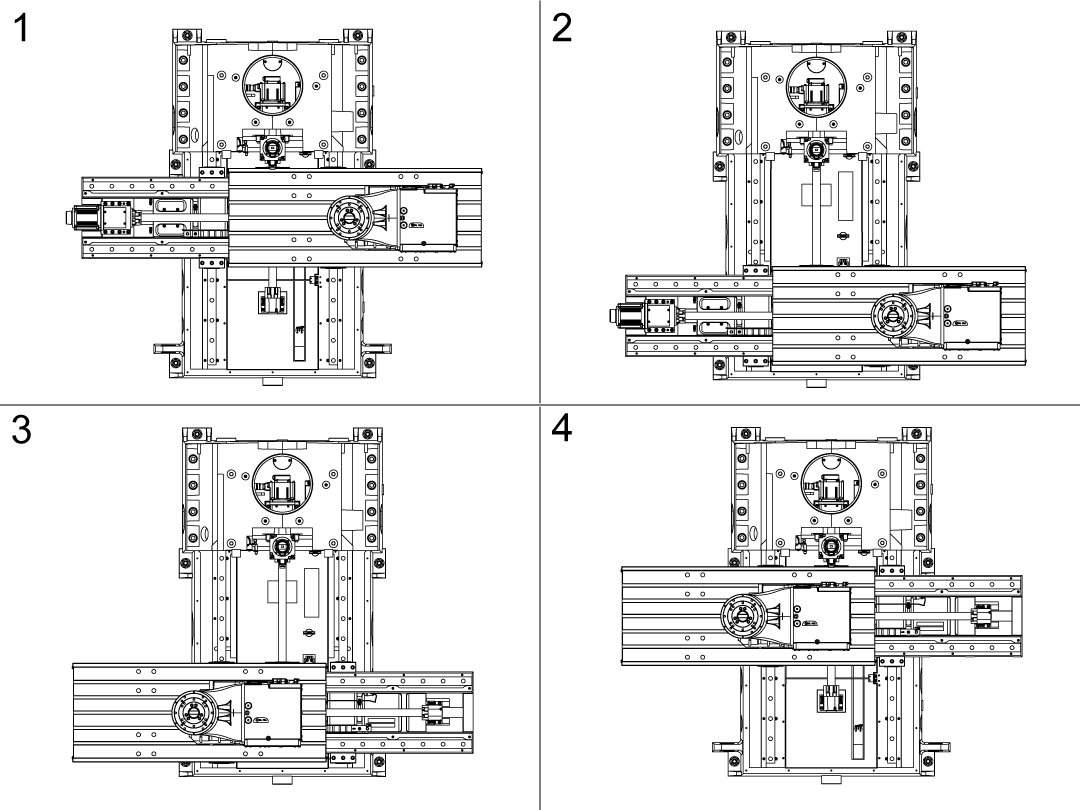
在安装电缆支架组件后,按照图中所示的正负方向移动 X 和 Y 轴至最大行程。
确保铣床工作台可沿所有方向点动,且支撑弹簧和转台电缆位无阻碍或损坏。
下述为电缆在机床内的走线方式。
注意:如下图所示,磁铁位于铣床护罩的后面板位置。它也可以置于护罩的顶部面板上。
确认电缆可安全移动后,重新安装在步骤 1 中拆下的电缆支架顶部零件。
.png)
左前
当机床移动到左前侧时,应设置电缆,使电缆夹和转台之间有一些张力并且没有松弛,并且电缆夹和护罩中的电缆布线孔之间有一些松弛。
由于机床原点比机床零点位置稍微靠左前侧,因此需要额外的松弛度以便拉动电缆,否则会在机床回原点时损坏电缆。
注意: 最大程度保证弹簧延展最小。弹簧延伸越长,它施加到电缆上的力就越大。调整方式为松开线夹,或后移电缆套上的几个加强筋,或移动磁铁。
.png)
左后
当工作台位于机床的左后方时,电缆夹和转台之间的电缆仍然不会有任何松弛。在夹具另一侧,电缆应略微下垂。
.png)
右后
在右后角,只有电缆的重量会拉动弹簧。
最好将电缆保持在高于工作台的位置,因为这样可以减少电缆被压碎的可能性。
如果您预计机床中会有大量切屑,请密切注意电缆是否会被拖到切屑上。经常拖到切屑上最终会导致电缆损坏和出现故障。
-V2.png)
右前
这个角与右后角很相似,但电缆的松弛不及右后角。
.png)
加工区域
最终检查期间,测试铣床在预期加工区域的移动。由于机床大部分时间均在此位置,因此最好确认电缆是否位于适当位置。
如果您打算使用 WIPS 进行加工探测,请将零件放在转台上并探测它。如果产生警报 1101 或 1092,则电缆、弹簧或转台可能会挡道。
移动缩回套件磁铁可能会将电缆和弹簧移开。 如果转台挡道,移动 OMI 或使用更长的手写笔可能会解决问题。
安装旋转装置后,执行此步骤。此过程告诉您如何告诉控件您安装了何种旋转单元。在具有 Next Generation Control. 此转台选择工具替代在 CHC 控制上使用的 设置30和78。有关说明,请参阅启用回转轴 - CHC。
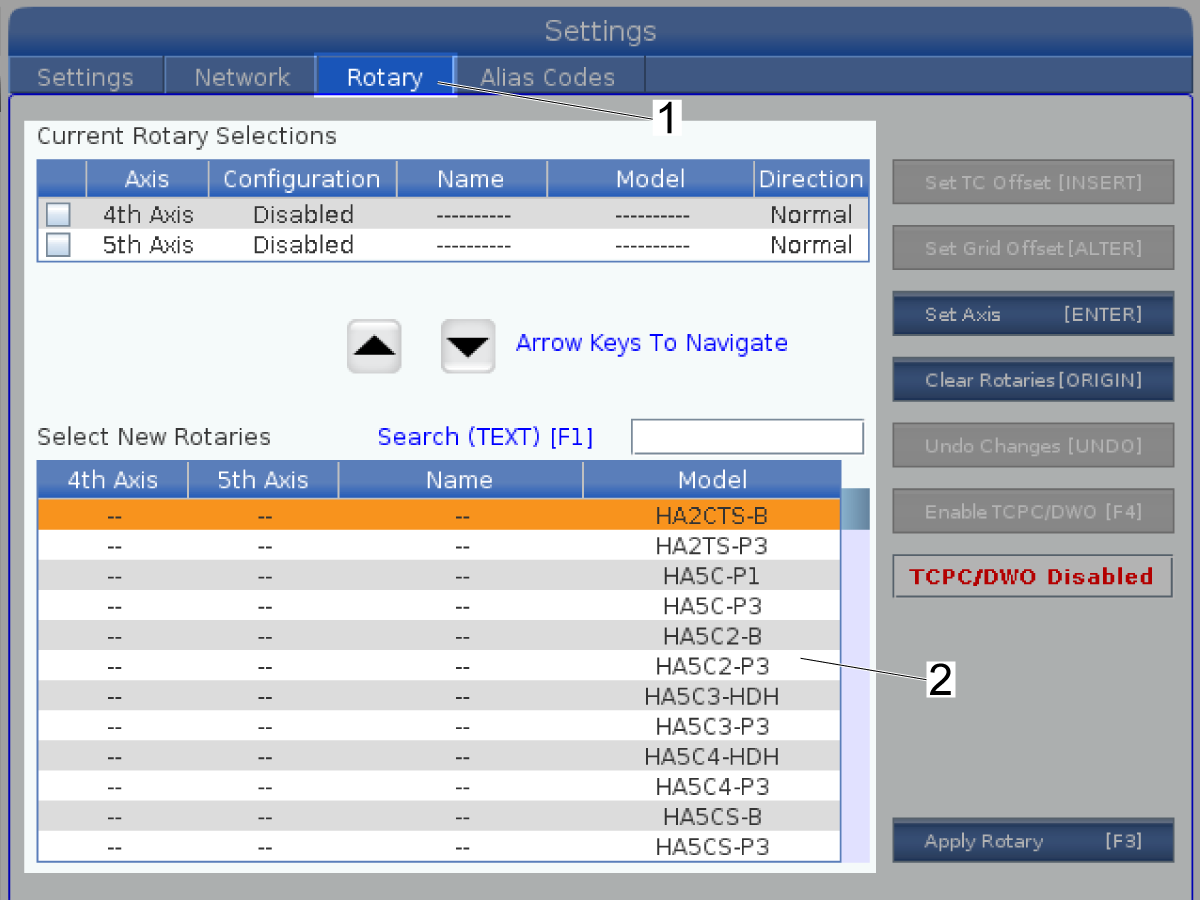
推 [POWER ON]。
推 [SETTING]。
选择Rotary标签[1]。
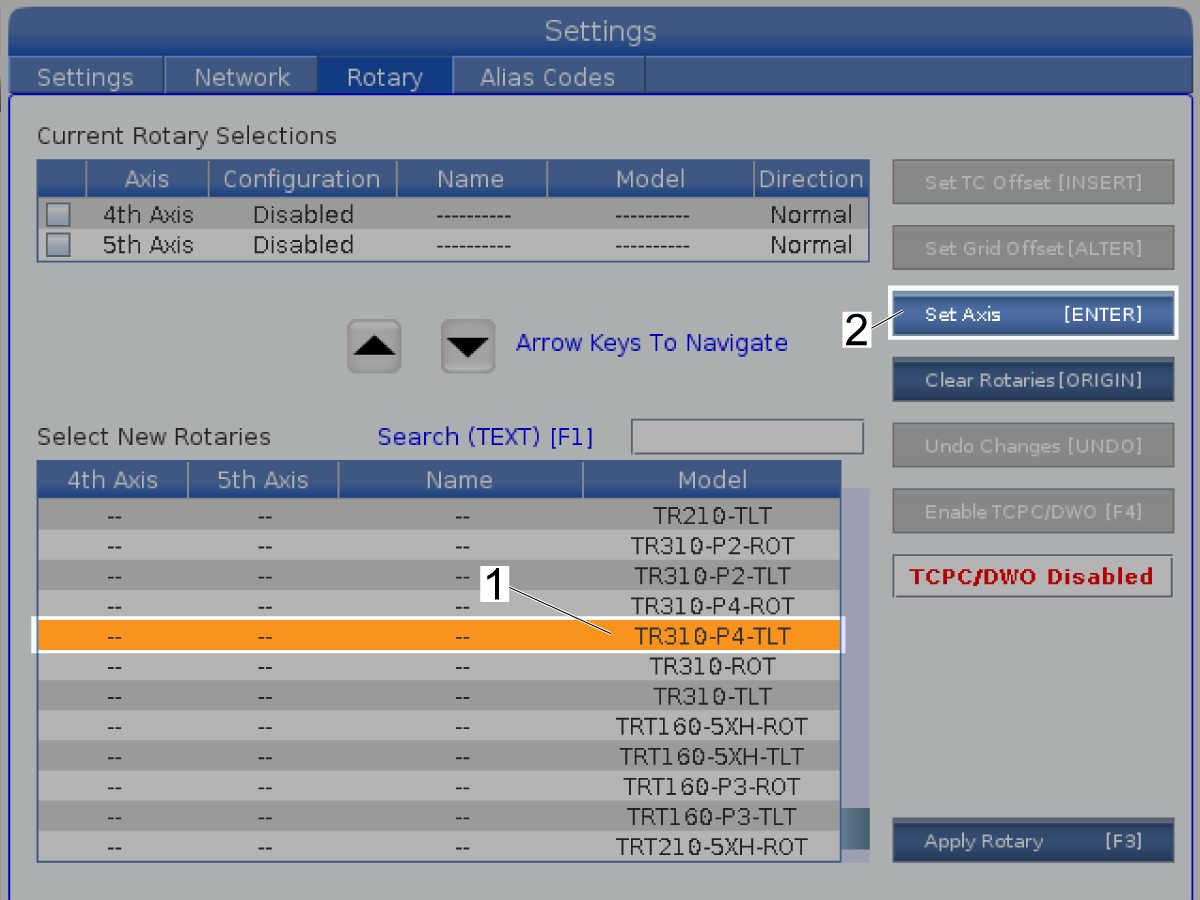
突出显示安装的第四轴转台装置 [1] 。
推 [ENTER] 设置轴 [2]。
注意:此屏幕显示 TR310-P4-TLT 转台。
注意: 如果您的转台产品未在列表中显示,则控件可能需要更新转台配置。仅 Haas 技术人员可以更新配置文件。联系您的 Haas 专卖店 计划更新 ,并参考更新转台配置文件程序。
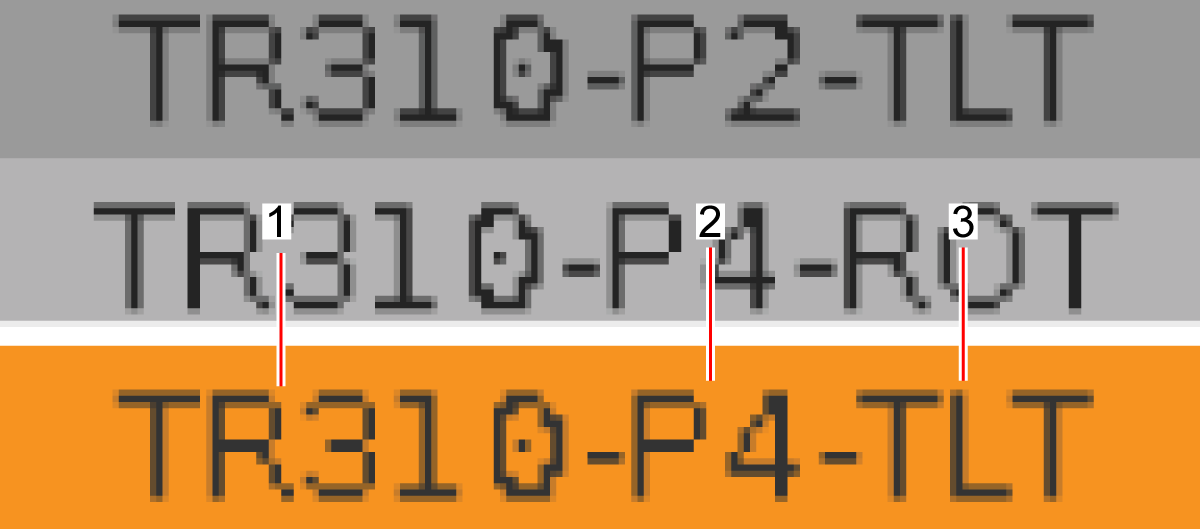
注意: 配置文件名信息
单轴转台需要一个配置文件,而双 轴转台需要两个配置文件。
所有配置文件名都分成几个部分,用破折号分隔。
第一部分是转台装置的型号 [1]。这可以在装置的序列号铭牌上找到。一些转台装置的名称中有一个破折号,该破折号可能包含在文件名中,也可能不包含在文件名中。
文件名的下一部分是装置的 P 版本号 [2]。这也可以在装置的序列号铭牌上找到。
文件的下一部分仅出现在双轴转台上。下一部分是 "TLT" 或 "ROT" [3]。TLT 适用于第 4 轴,ROT 适用于第 5 轴。单轴转台不会有这个部分。
名称的最后一部分是末尾的 R。使用此配置文件将使转台转向相反方向。
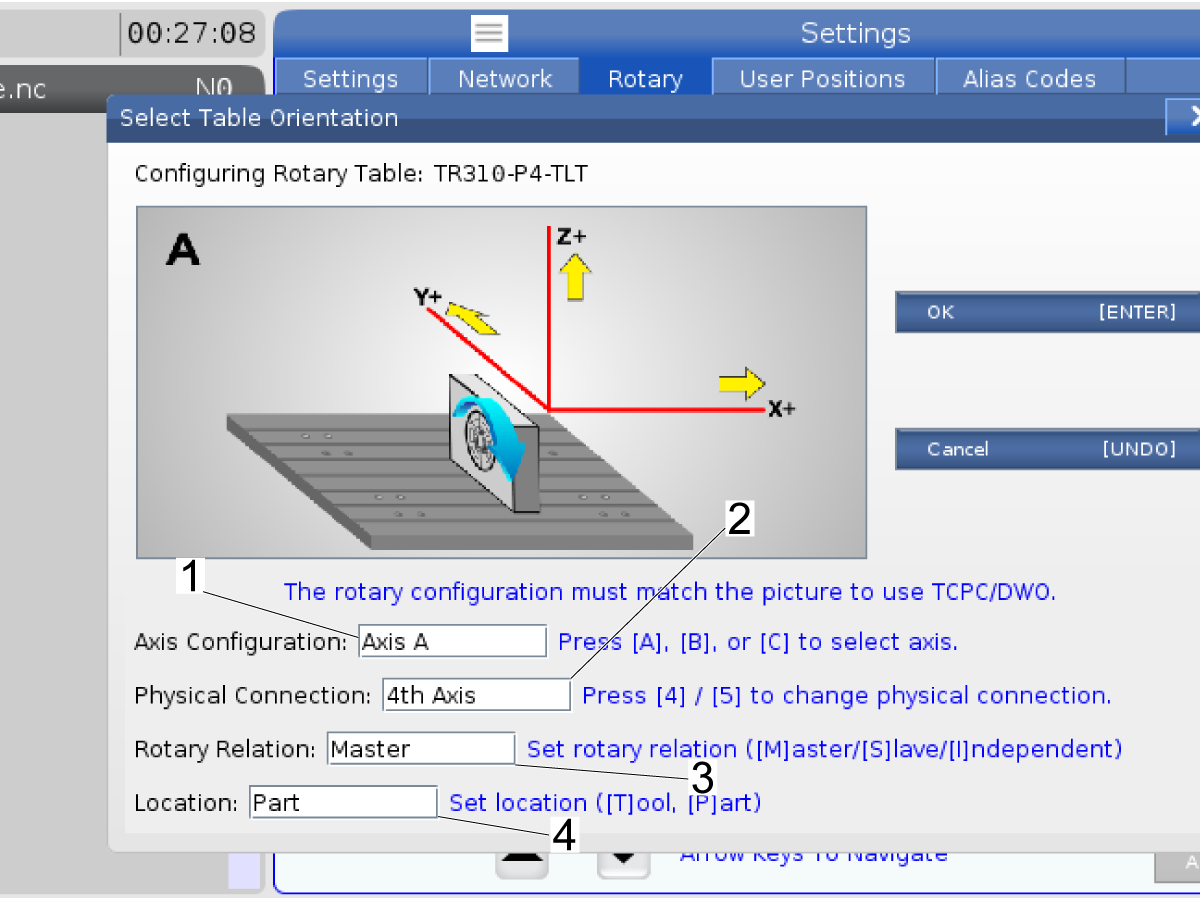
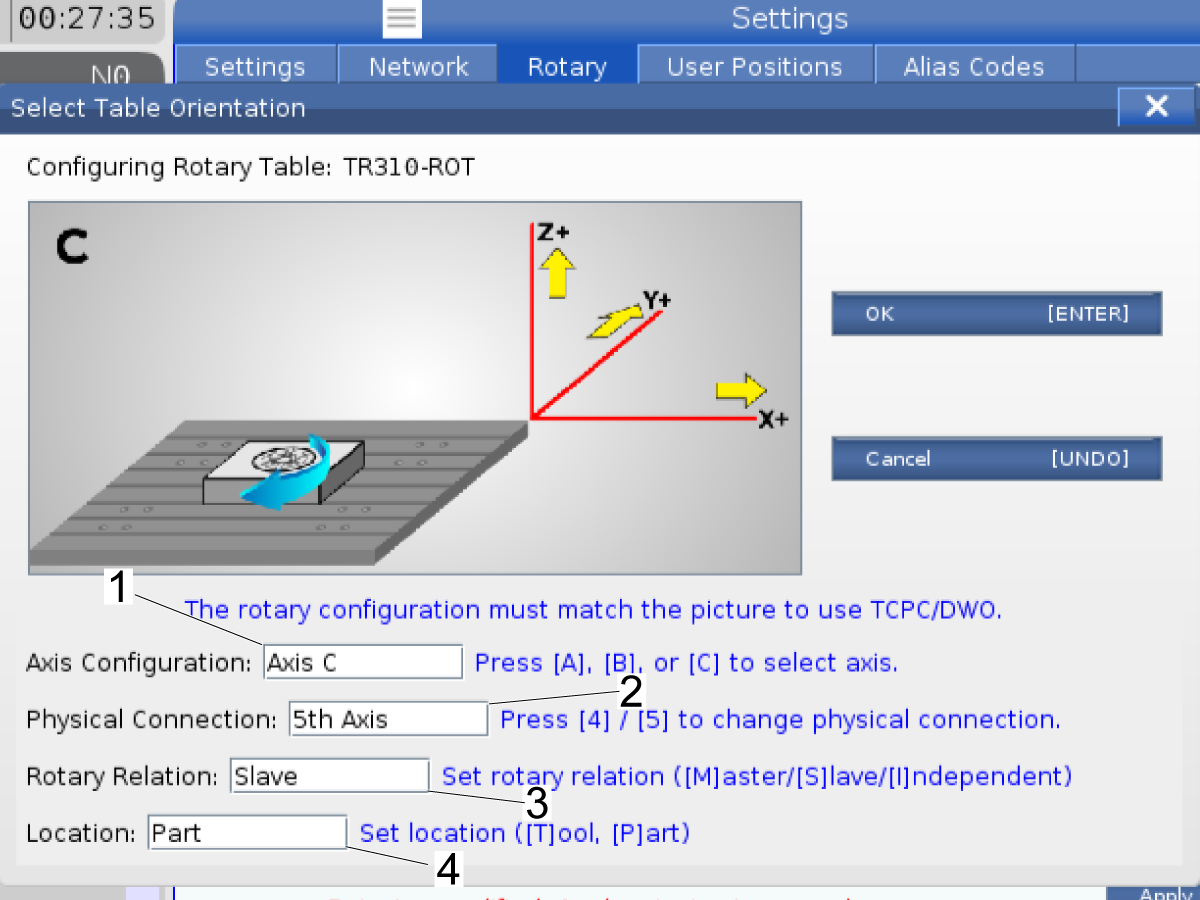
推 [A]、 [B] 或 [C] 以选择 轴配置 [1]。 默认情况下,第 4 轴设置为 A。
推 [4] / [5] 以更改物理连接 【2】。
推 【M】、【S】 和 【I】以选择转台关系 以更改物理连接 【3】。推 [T] / [P] 以设置位置 【2】。
对于此示例,轴配置是 轴 A 【1】,物理连接是第 4轴 【2】。
注意: 若要使用 刀具中心点控制(TCPC、G234)或动态工件偏置(DWO、G254),请确保转台单元的位置与显示屏上的插图相同。
按[ENTER]。
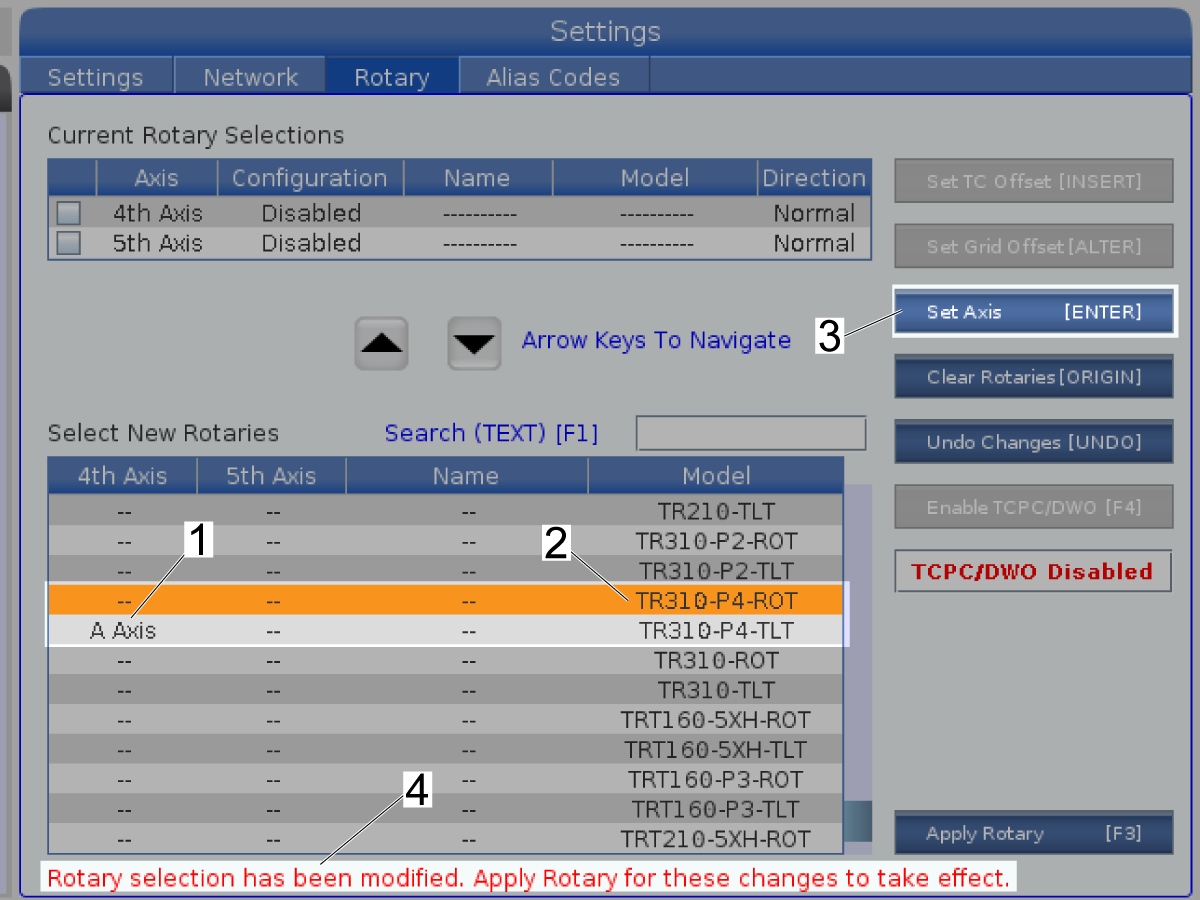
此示例将 TR310-P4-TLT 设置为 A 轴 【1】。
注意: 旋转更改不会生效,直到您推动 [F3] (应用旋转)[4]。如果您已准备好推动 [F3](应用转台)
,请转到步骤 6。选择已安装 [2] 的第 5 轴转台装置。
推 [ENTER] 自 设置轴 [3]。
注意: 此屏幕显示 TR310-P4-ROT 旋转。
推 [A]、 [B] 或 [C] 以选择 轴配置 [1]。 默认情况下,第 4 轴设置为 A。
推 [4] / [5] 以更改物理连接 【2】。
推 【M】、【S】 和 【I】以选择转台关系 以更改物理连接 【3】。推 [T] / [P] 以设置位置 【2】。
对于此示例,轴配置是 轴 A 【1】,物理连接是第 4轴 【2】。
注意: 若要使用 刀具中心点控制(TCPC、G234)或动态工件偏置(DWO、G254),请确保转台单元的位置与显示屏上的插图相同。
按[ENTER]。
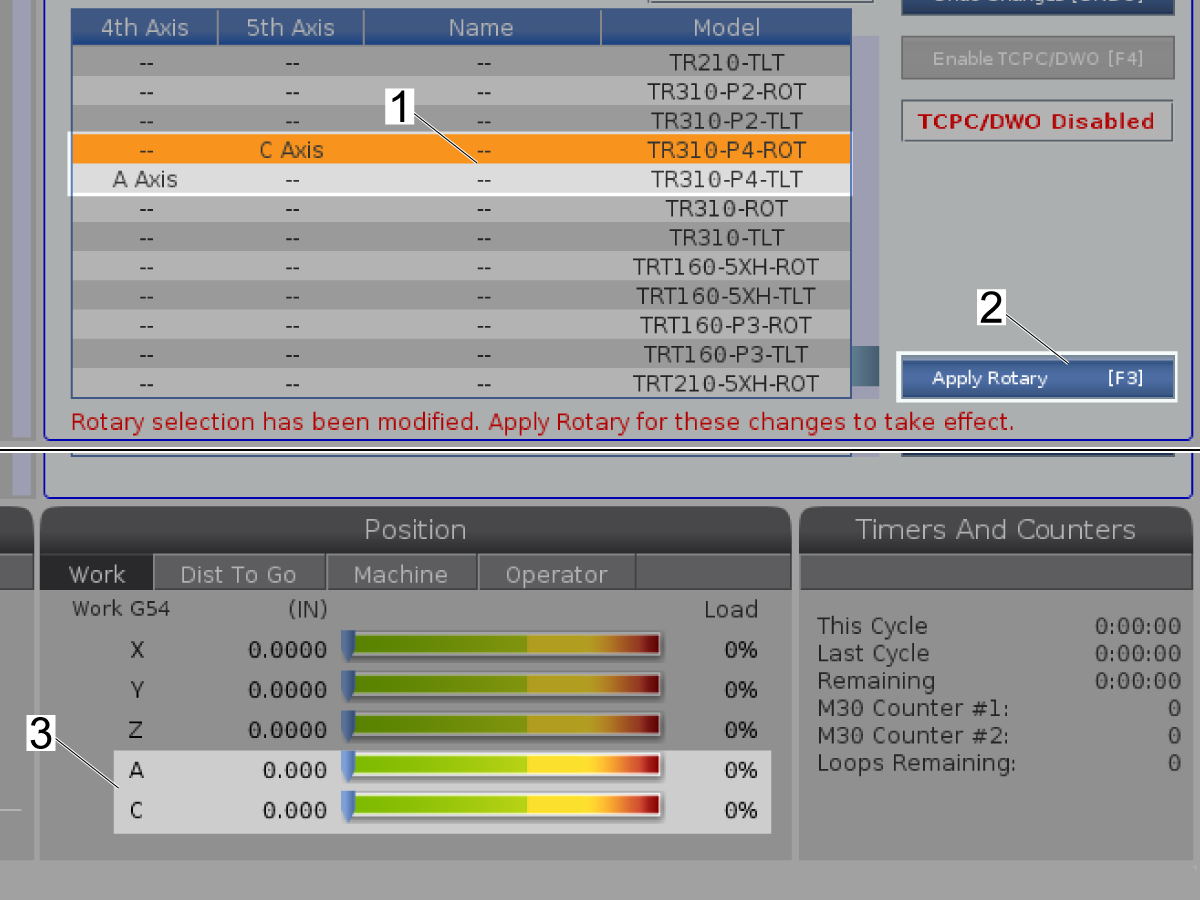
此示例将 TR310-P4-TLT 设置为 A 轴 ,并将 TR310-P4-ROT 设置为 C 轴 [1]。
然后推[EMERGENCY STOP]。
推 [F3] 以 应用旋转 [2]。
如果您不使用 TCPC 或 DWO,请转到下一步以使用 TCPC 或 DWO,重启机床电源。
A 轴 和 C 轴显示在位置 【3】 下。
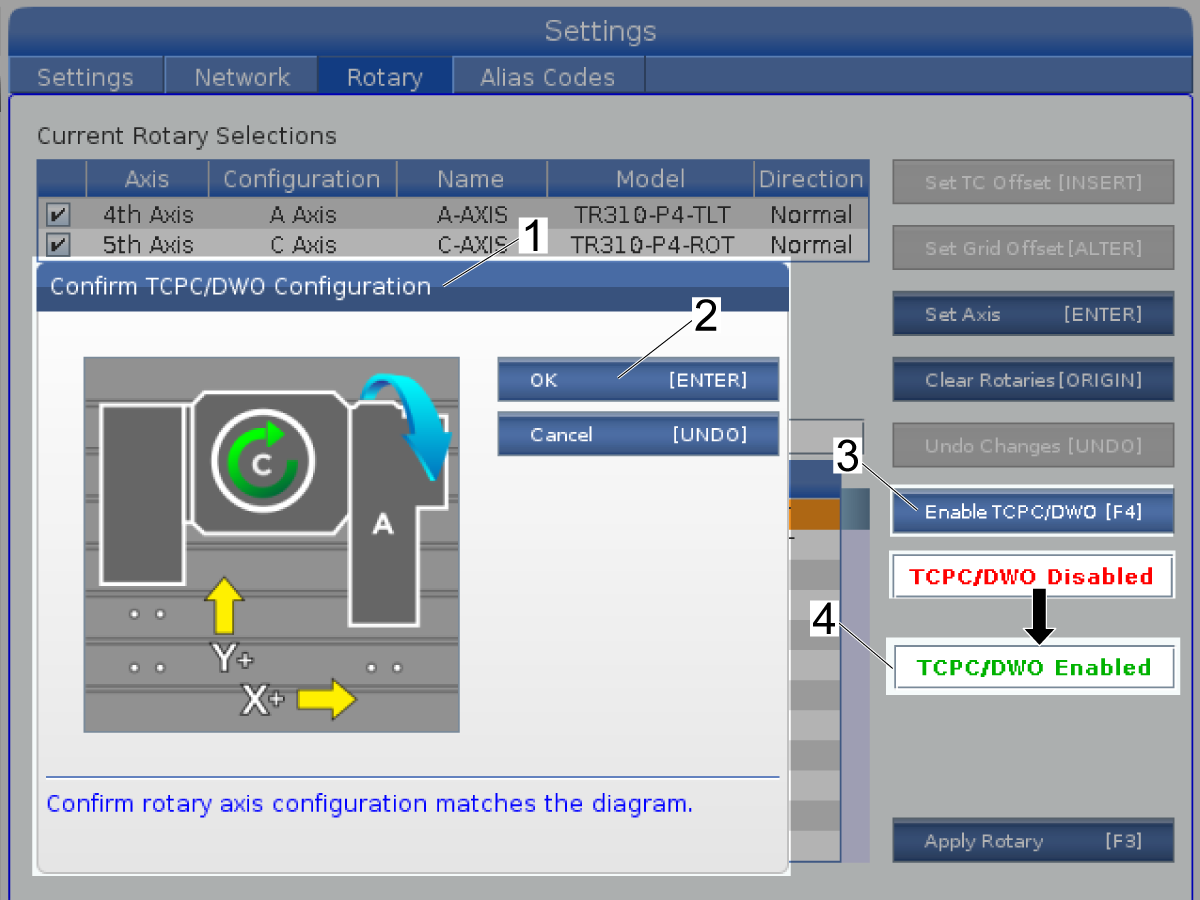
要使用 TCPC 或 DWO:
推 [F4] 以启用 TCPC/DWO[3]。
确认 TCPC/DWO 配置 [1] 显示在显示屏中。
确保转台单元的位置与显示屏上的插图相同。
推 [ENTER] [2] 确认。
“TCPC/DWO 已禁用”更改为“TCPC/DWO 已启用 [4]”。
推 [F3] 以应用转台。
重启机床电源。
推 [ZERO RETURN]。从 X 轴开始。
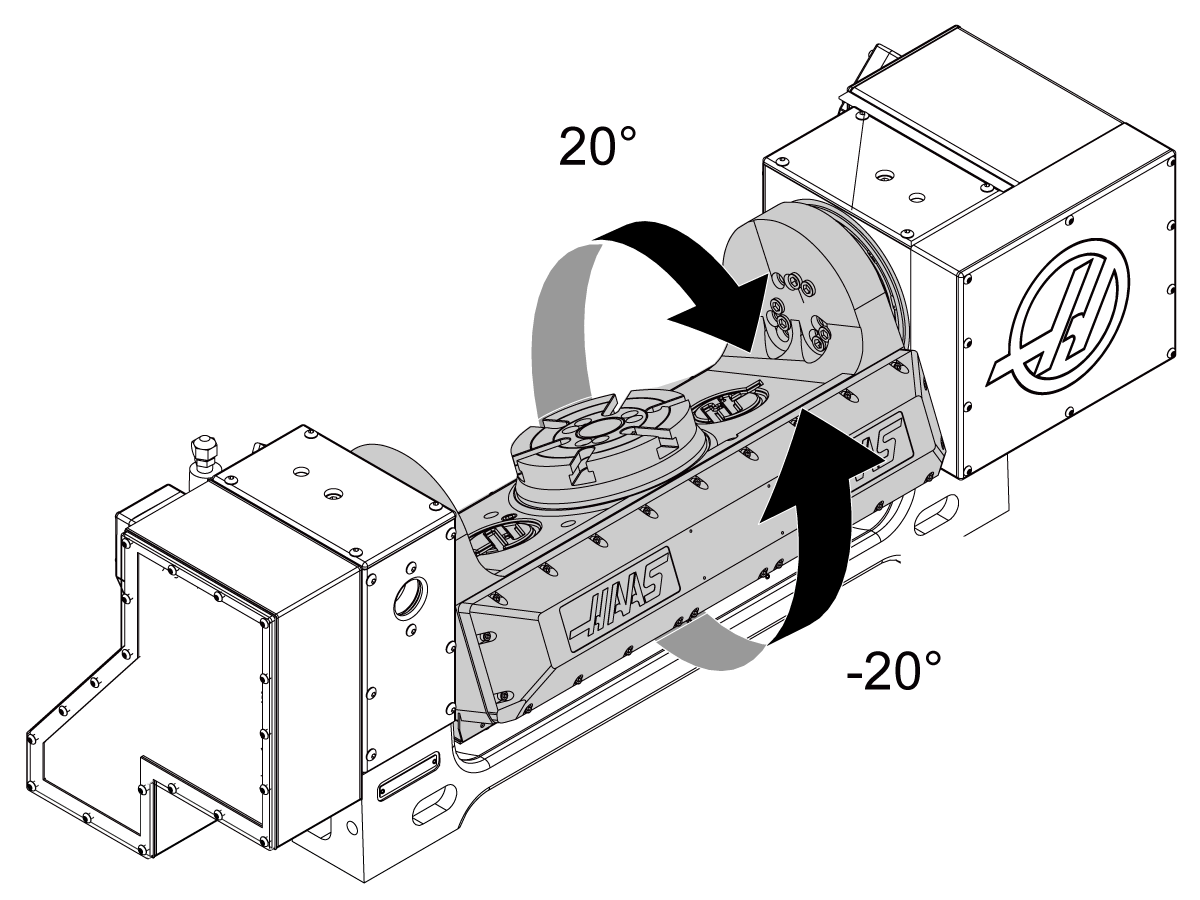
注意: 如果 A 轴(倾斜)移动超过 20 度,则超过主位置,
推 [EMERGENCY STOP] 以防止损坏。确保为您的转台型号、第 4 轴启用和第 5 轴启用选择了正确的配置文件。
将机床工作台点动到每个轴的最大行程。
注意: 确保电缆不会卡在工作台上或 被压在工作台和护罩之间,以防损坏。
旋转 ("tilt") A 轴以访问 T 型螺母。
然后推 [EMERGENCY STOP]。
安装剩余的螺柱、垫圈和螺母。
仅限 TRT70:
启用设置 53 点动 W/O 回原点。
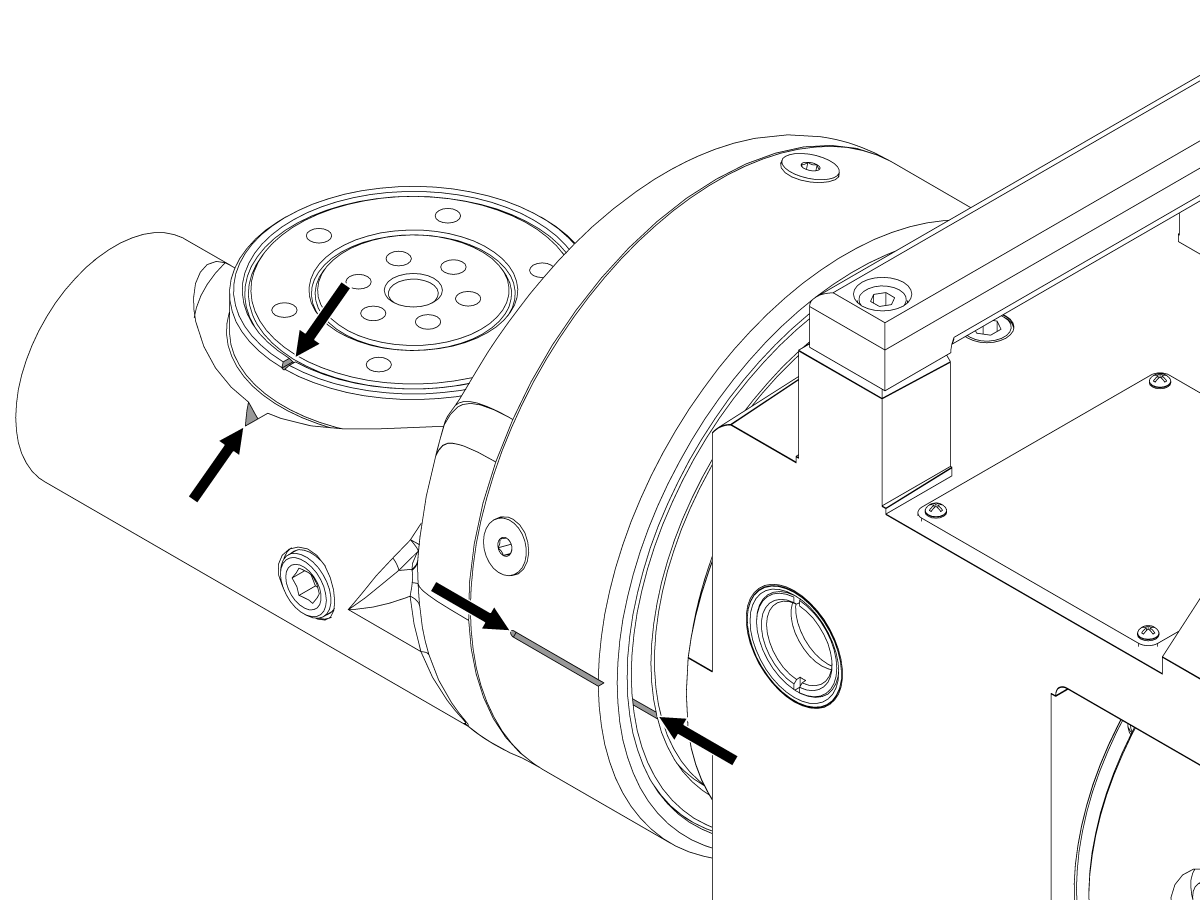
旋转 A 轴(倾斜),直到插槽对齐,如图所示。
转动 B 轴(旋转),直到凹槽 如图所示对齐。
推 [ZERO RETURN]、 [A]。 等待轴找到主位置。
按[ZERO RETURN]。等待轴找到主位置。
注意: 确保电缆不会卡在工作台上或被压在工作台和护罩之间,以防损坏。
禁用 设置 53 Jog W/O Zero Return.
注意: 如果在 CHC 机床上连接 Sigma 5 转台(P3、P4、P12、P13、P14、P15、P16 或 P17),请按照转台兼容性图表中的说明操作。有关兼容的连接,请参阅转台兼容性图表 转台兼容性图表 。
转到(G) 设置 7. 将 PARAMETER LOCK设置为 关闭。
在 参数 315 中启用 FOURTH AXIS和 FIFTH AXIS. 这需要 Haas 专卖店提供的代码。
把设置 30 4TH AXIS ENABLE更改为NEW。
推 [ENTER]。
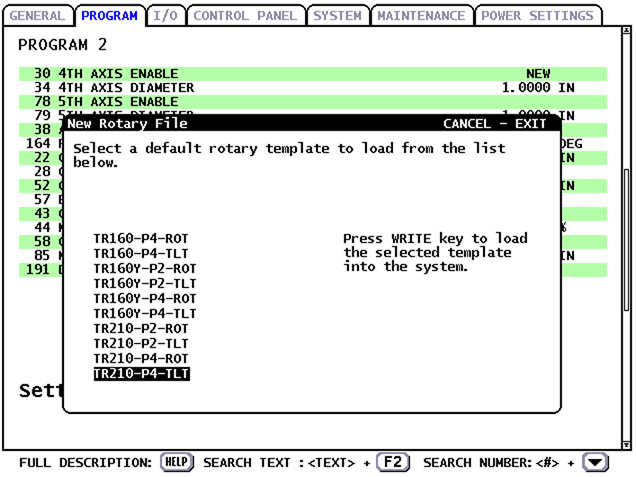
选择正确的旋转模型和轴。
注意: 例如,如果铭牌是 TR210 Ver. P4选择 TR210-P4-ROT.
按[ENTER]。
注意: 在某些机器上,并非所有旋转型号都可用于设置 30 4TH AXIS ENABLE.
如果您的旋转模型不可用,则必须选择 USER1 A 轴。
使用参数列表输入所有 A 轴参数 。如果没有参数列表,请与您的哈斯工厂插座 (HFO) 交谈。
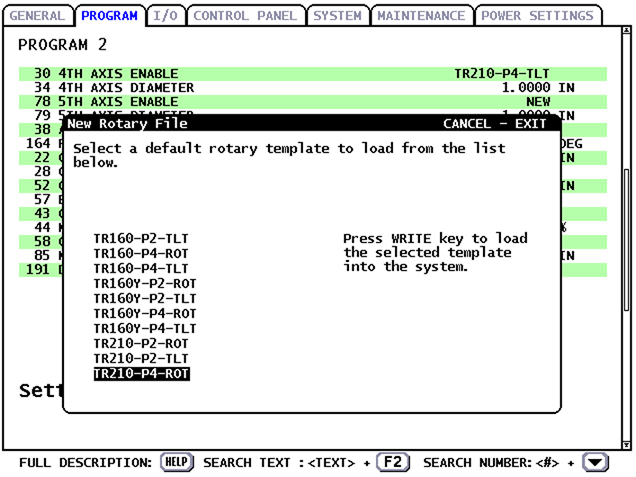
把设置 78 5TH AXIS ENABLE更改为NEW。
按[ENTER]。
选择正确的旋转模型和轴。
注意: 例如,如果铭牌是 TR210 Ver. P4选择 TR210-P4-ROT.
推 [ENTER]。
注意: 在某些机器上,并非所有旋转型号都可用于设置 78 5TH AXIS ENABLE.
如果您的旋转模型不可用,则必须选择 USER2 B 轴。
使用参数列表手动输入所有 B 轴参数。如果没有参数列表,请与您的哈斯工厂插座 (HFO) 交谈。
推 [POWER OFF]。
推 [POWER ON]。
释放 .
推 [ZERO RETURN]。从 X 轴开始。
注意: 如果 A 轴(倾斜)移动超过 20 度,则超过主位置,
推 [EMERGENCY STOP] 以防止损坏。确保选择了正确的旋转模型 设置 30, 4TH AXIS ENABLE 和 设置 78, 5TH AXIS ENABLE. 如果选择了正确的旋转模型和轴,请与 Haas 专卖店 (HFO) 联系。
将表旋转到每个轴的最大行程。
注意: 确保电缆不会卡在工作台上或被压在工作台和护罩之间,以防损坏。
把 ("tilt") 用于访问 T 形螺母的轴。
推 [EMERGENCY STOP]。
安装剩余的螺柱、垫圈和螺母。
仅限 TRT70:
使 设置 53 Jog W/O Zero Return.
旋转 A 轴(倾斜),直到插槽对齐,如图所示。
转动 B 轴(旋转),直到凹槽 如图所示对齐。
推 [ZERO RETURN]、 [A]。 等待轴找到主位置。
按[ZERO RETURN]。等待轴找到主位置。
注意: 确保电缆不会卡在工作台上或被压在工作台和护罩之间,以防损坏。
禁用 设置 53 Jog W/O Zero Return.
使用以下步骤设置转台 - TR/TRT/T5C - 转盘 - 换刀偏置量。
要正确地从机床上卸下转台,请参阅“转台 - 拆卸”程序。
使用以下链接:
请按照下面的链接,了解如何将针垫高块安装到 TRT。
Recently Viewed Items
You Have No Recently Viewed Items Yet

此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING 接受以下条件:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255





