主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.
如果不在保修范围内,请不要对转台进行任何类型的维护,请与Haas 专卖店联系,以寻求进一步的帮助。
在更换任何零件之前,请先下载并填写下面的转台检查报告清单。
| 症状 | 可能的原因 | 纠正措施 |
警报 106 A 轴伺服错误大 警报 111 A 轴伺服过载 警报 164 A 轴驱动故障 警报 187 B 轴伺服误差过大 警报 188 B 轴伺服过载 警报 193 B轴驱动故障
|
馈送和速度对于工作来说太高了。 | 降低进给和速度。 |
| 切削工具不锋利或损坏。 | 安装新工具或新工具插入。 | |
| 行驶轴上有机械堵塞。 | 确保轴具有清晰的行驶路径。 | |
| 旋转单元中存在内部机械障碍物。 | 测试旋转单元。 | |
| 旋转单元的制动电磁阀有电气故障。 | 对电磁阀进行故障排除。 | |
| 伺服放大器有问题 | 对伺服放大器进行故障排除。 | |
| 加工零件具有不准确的特征 | 旋转中失去运动或反向间隙。 | 进行旋转反向间隙测试。 |
| 馈送和速度对于工作来说太高了。 | 降低进给和速度。 | |
| 斜 (A) 轴找不到家。 |
家庭传感器或电缆有故障。 | 将倾斜轴从正行程限制轻推到负行程限制。确保 A HOME SWITCH 位更改(在诊断输入 2 屏幕上)。如果位未更改,请更换主开关。 这可以在字段中完成 这在 TR110 装置上无法完成。 注意: 在软件版本为 18.16A 或更高的机床上看不到A HOME SWITCH更改。 注意: 如果 A 轴(倾斜)移动超过 20 度,则超过机床原点, 按[EMERGENCY STOP]。 |
| 倾斜 (A) 轴不位于水平位置。 |
尚未设置刀具更改偏移参数。 | 设置旋转盘片平整度: 请参阅 旋转 - TR/TRT/T5C - 盘片平整度 - 调节 程序。 |
| 倾斜 (A) 轴不一致地位于水平位置。 | 如果参数 1115、1116、1122 不正确,则转动设置7关闭。 | 在具有旋转刻度的机器上,当您安装版本 M18.18A 或更高版本以提高零返回一致性时: 请务必设置 参数 1115,1116, 1122 正确,如下所示: 注意: 在没有旋转刻度的机器上,将参数 1115 设置为 0。名称标签上没有 P2 或 P4 的 TR 系列旋转产品没有旋转秤。
更改参数参数 1116、1122、1115后:
|
警报 426 A轴辅助编码器位置不匹配 警报 558 B轴辅助编码器位置不匹配 警报 559 C 轴辅助编码器位置不匹配
|
旋转刻度或刻度电缆有故障。 | 检查旋转刻度电缆。
|
警报175检测到接地故障
警报 185 A电缆故障 警报 195 B电缆故障 警报 552 断路器跳闸
|
轴电机电缆中存在接地短路。 | 短时间测试轴电机电缆。 |
| 轴电机中存在接地短路。 | 短时间测试轴电机。 | |
| HRC 后密封弹出 | 油位过高。 | 排干机油,直到达到正确液位,然后使用油标示液镜确定油是否已注满。 |
| 内部压力无法释放 | 说明:仅验证该油位、以及油封继续弹出时执行该操作。 用改良的紧固件代替其中两个断裂紧固件,参见下“后密封件弹出”以获取更多说明。 |
|
| 警报 138 A轴过热 | 转台产品具有气压传感器。 | 更新的 P12 和 P15 转台产品旨在 NGC 机床上运行。 注意: 有些 P3 转台产品是用气压传感器制造的。 要在经典 Haas 控制器上运行这些装置,请参见气压传感器部分。 |
| 转盘、转台或耳轴下漏油。 | 车间的空气压缩机在晚上关闭,气压在上午打开后缓慢积聚。这可能导致 O 形环无法正确就位。 | 将球阀和气压表添加到进入转台的空气管道。在压缩机关闭之前关闭阀门,在压缩机打开且气压高于 85 psi 后打开球阀。 |
| 护罩内部会产生正压。 | 按照本页下方标题为“泄漏压力开关”部分中的说明进行操作 。 | |
| 制动 O 形环损坏或转盘 O 形环损坏。 |
更换已损坏的 O 型环。联系 Haas 专卖店获取维修选项。 | |
| 如果金属切屑进入转盘或断裂处,可能会损坏转盘和制动 O 形环。压缩空气会将切屑推到制动板和转盘下方。 | 请勿使用输气软管清洁转盘周围的转台。相反,在使用冷却液或空气清洁剩余切屑之前,请使用刷子清除转盘周围的切屑。 | |
| 护罩内的气压,用于倾斜或旋转。 | 打开护罩,在检查接头、空气管道、压力开关等有无空气泄漏时多次激活和释放制动器。修复已发现的空气泄漏。 | |
| 定位或精度错误 | 机床水平和几何形状超出公差。 | 让 Haas 专卖店检查机床水平和几何形状,并填写机床检查报告。然后联系 Haas 专卖店获取维修选项。 |
| 皮带松动或磨损 |
检查 HRT、TR 和 TRT 装置上传动带的状况和张力。 | |
| 滑轮松动或磨损 | 检查滑轮的状况。检查滑轮是否打滑。 | |
| 制动器电磁阀工作不正常。 | 检查 HRT、TR 和 TRT 装置的制动器电磁阀是否正常工作。 | |
| 机械反向间隙过高。 | 测量机械反向间隙或让 HFO 检查转台。 在 0 度时,HA5C 和 HRT 至少每 90 度测量一次机械反向间隙,TR 和 TRT 装置的倾斜轴为 +- 90 度。如果装置超出公差范围,请联系您的 Haas 专卖店以获取维修选项。 |
|
| 启用了不正确的参数。 | 确保机床中的参数集正确。然后,制作错误报告并将其发送到Haas Service。 | |
| 转台崩溃。 | 联系 Haas 专卖店获取维修选项。 |
可能的原因:行驶轴上有机械堵塞。
纠正措施:
确保轴具有清晰的行驶路径。过大的工具、部件夹具或工件可能会撞入机床护罩中。
P12 和 P15 转台装置旨在 NGC 机床上运行,如果该装置已连接到经典 Haas 控制器,控制器将产生过热警报。
注意: 有些 P3 转台产品是用气压传感器制造的。
如果要在经典 Haas 控制器机床上运行该装置,则需要完成以下操作:
获取正确的 CHC 参数,请与当地(Haas 专卖店)联系。

可能的原因:进给和速度对于工作来说太高了。
纠正措施:
降低活动程序的馈送和速度,以降低机器负载。
可能的原因:切削刀具不锋利或损坏。
纠正措施:
检查切削工具有无损坏。如果切削工具损坏或不锋利,则安装新工具或新刀具刀片。
可能的原因:旋转单元中存在内部机械障碍物。
纠正措施:
断开旋转器的空气供应。按[ZERO RETURN],按回转轴字母,按 [SINGL],并点动轴。如果生成警报,请移除必要的护罩盖以接近故障轴。用手旋转轴电机驱动滑轮。如果轴不能手动旋转,则存在内部机械结扎。需要维修旋转装置。关于转台维修设施位置及转台装置发送方法的说明,请前往我们网站的转台维修部分。
可能的原因:旋转单元的制动电磁阀有电气故障。
纠正措施:
确保旋转空气软管连接到空气供应。在 MDI 模式下,推动回转轴字母。推 [HAND JOG],应该能听到空气从旋转装置溢出的声音。有关电磁阀测试说明,请参阅 电磁阀 - 故障排除指南.
可能的原因:转台光栅或转台光栅电缆有故障。
纠正措施:
确保电缆连接正确。
检查转台光栅电缆有无磨损或损坏。
检查内部转台光栅电缆接口电缆,轻轻拉扯导线,以确保它们具有良好的压接。如果电缆连接正确且未损坏,且警报持续,则需要维修旋转装置。
有关在哪里可以找到旋转维修设施以及如何发送旋转装置的说明,请访问 Haas Rotary Repair Center 页面
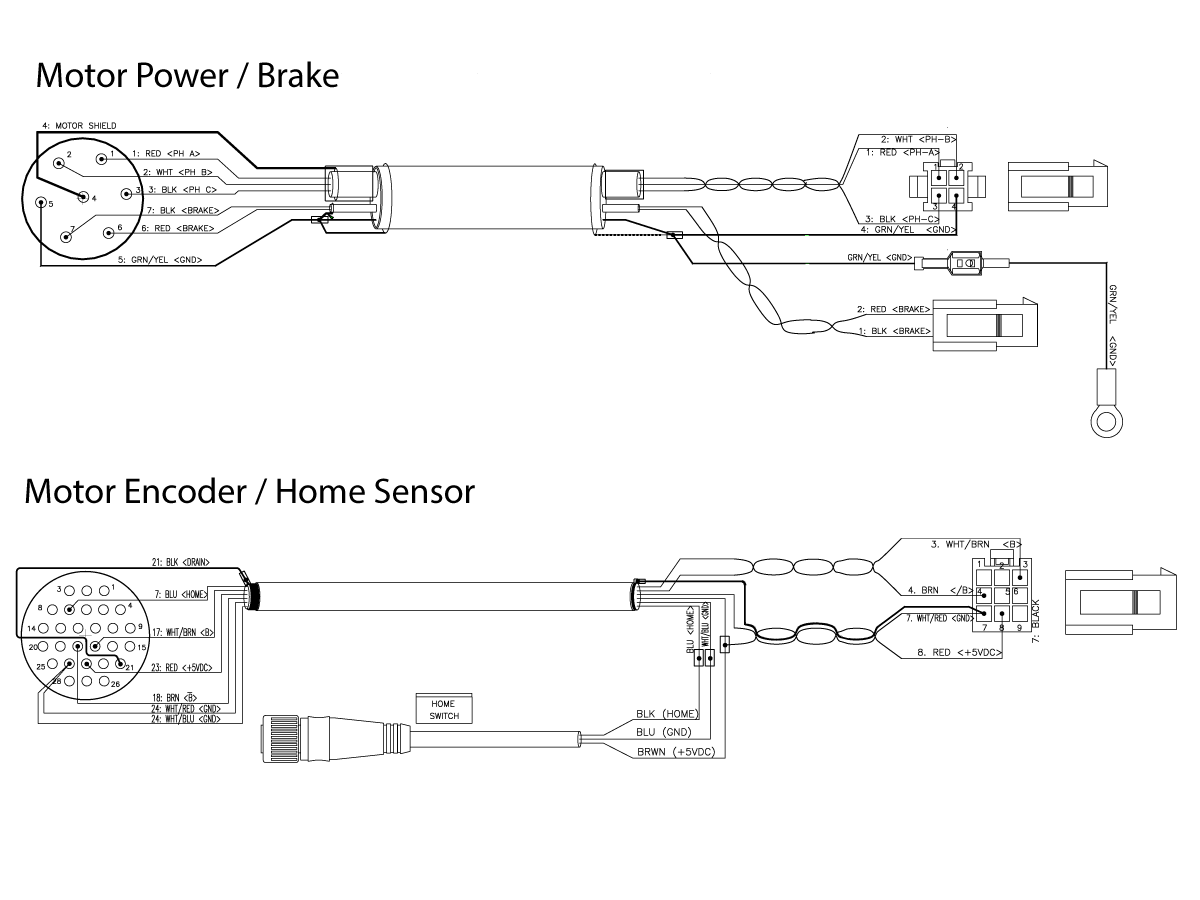
可能的原因:轴电机电缆中存在接地短路。
纠正措施:
检查转台线缆是否磨损或损坏,请参阅下面的电气图。
如果不在保修范围内,请不要对转台进行任何类型的维护,请与Haas 专卖店联系,以寻求进一步的帮助。

本节将说明解释后密封条不断弹出问题该如何解决。
注意:仅当已验证油位,且密封条仍然弹出的情况下,才可完成该项目。

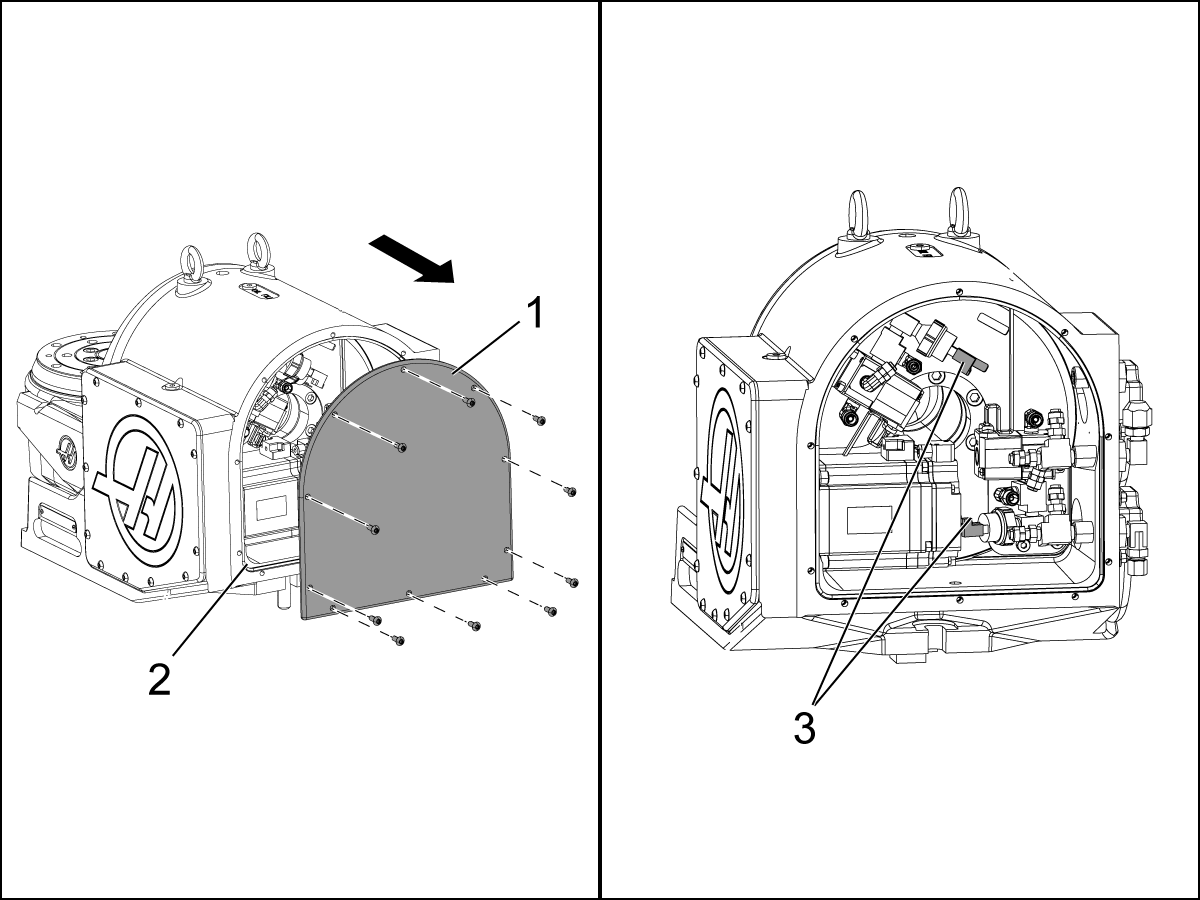
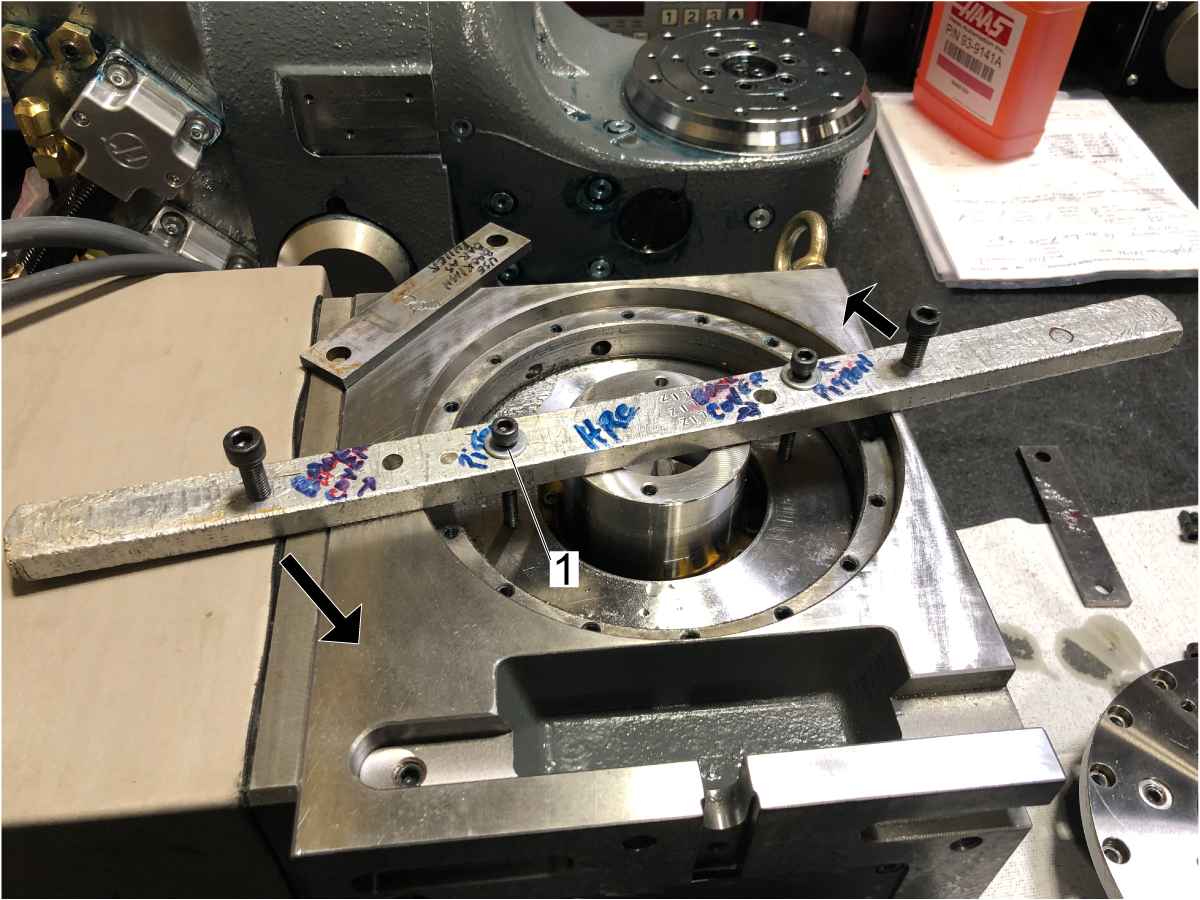
开始前需调整夹具,夹具将配备两个通孔[1],以达到制动盖的后部和外部的两个螺纹孔[2],其会向千斤顶的作用一样置于面板上[3],且不会损坏转台铸件
显示该示例。
移除工作台供气。
将转台置于转盘面上,然后移除后制动螺栓。
使用夹具拧至制动器盖后部,并将其移除[1]。
车螺纹孔应为表示为[2]的孔,并且应彼此分隔。
将螺纹孔[3]上的其他螺栓用作千斤顶,均匀打开两侧的螺栓,以使面板脱离。
确保使用部分位置面板[4],以防止转台损坏。
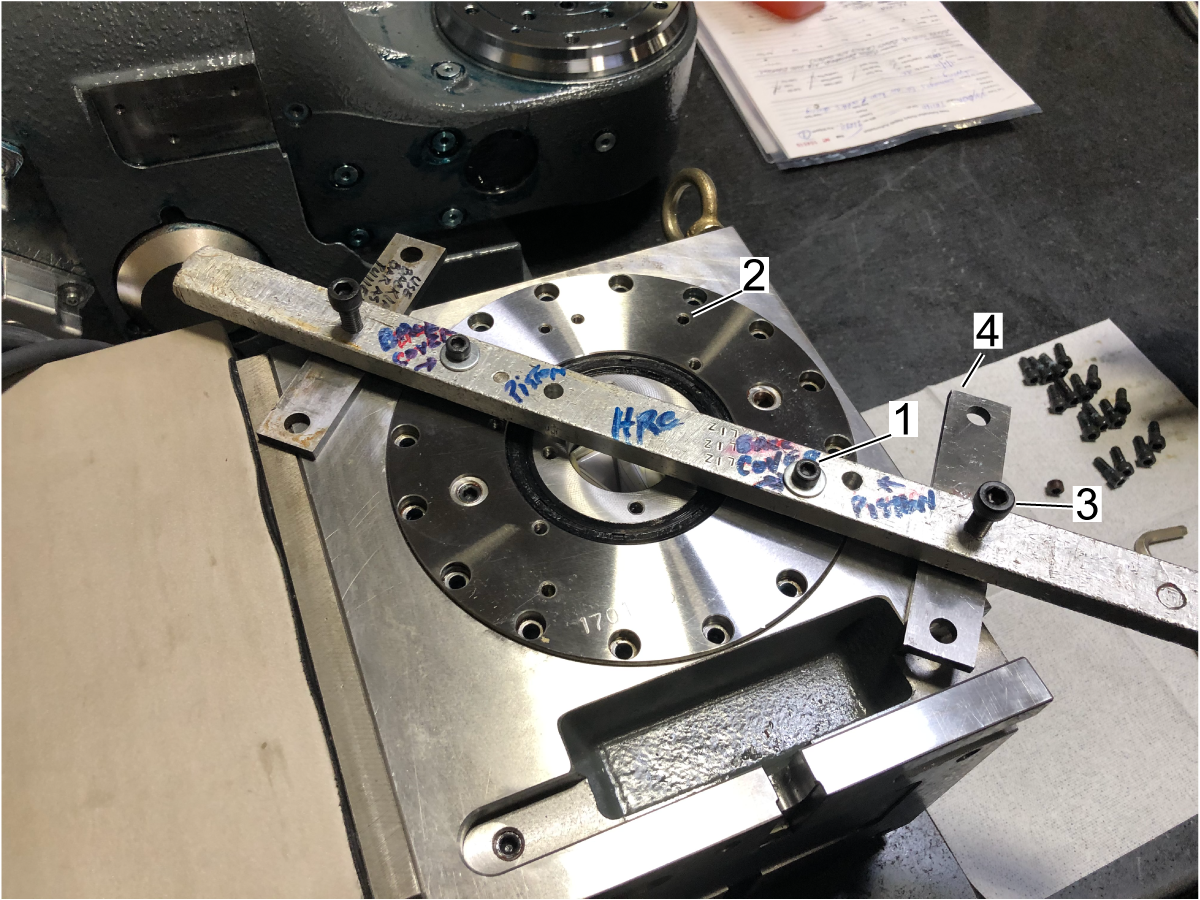
使用相同夹具拉出制动活塞。
注意:需要将较长螺栓刺入制动活塞[1]。确保千斤顶螺栓所述箭头指示位置。确保面板位于螺栓下方,以免损坏转台。
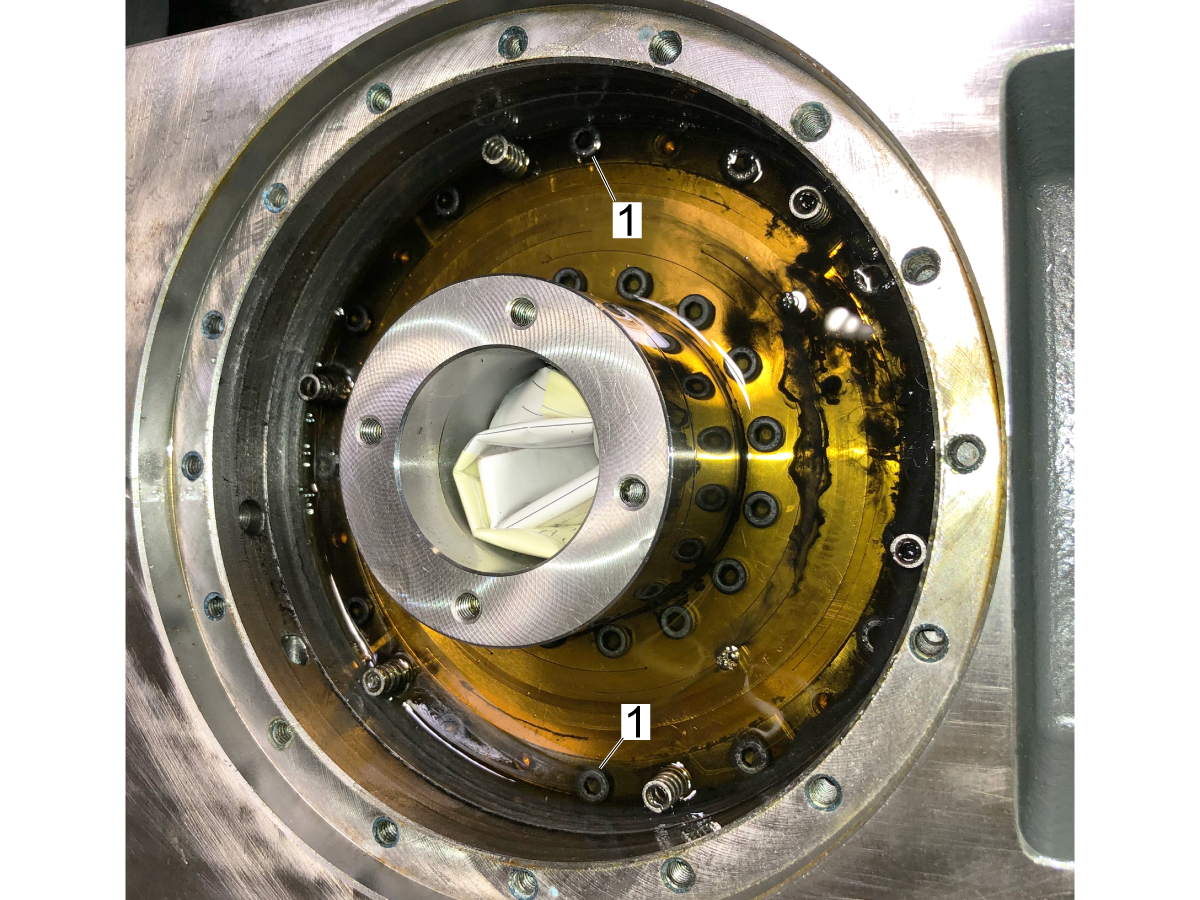
拆下两个相距 180 度[1]的 M5 制动器紧固件,并更换为改良后的紧固件。
改进后紧固件配备通孔,可释放后制动器密封件下方压力。目前无零件编号,需重新生产。
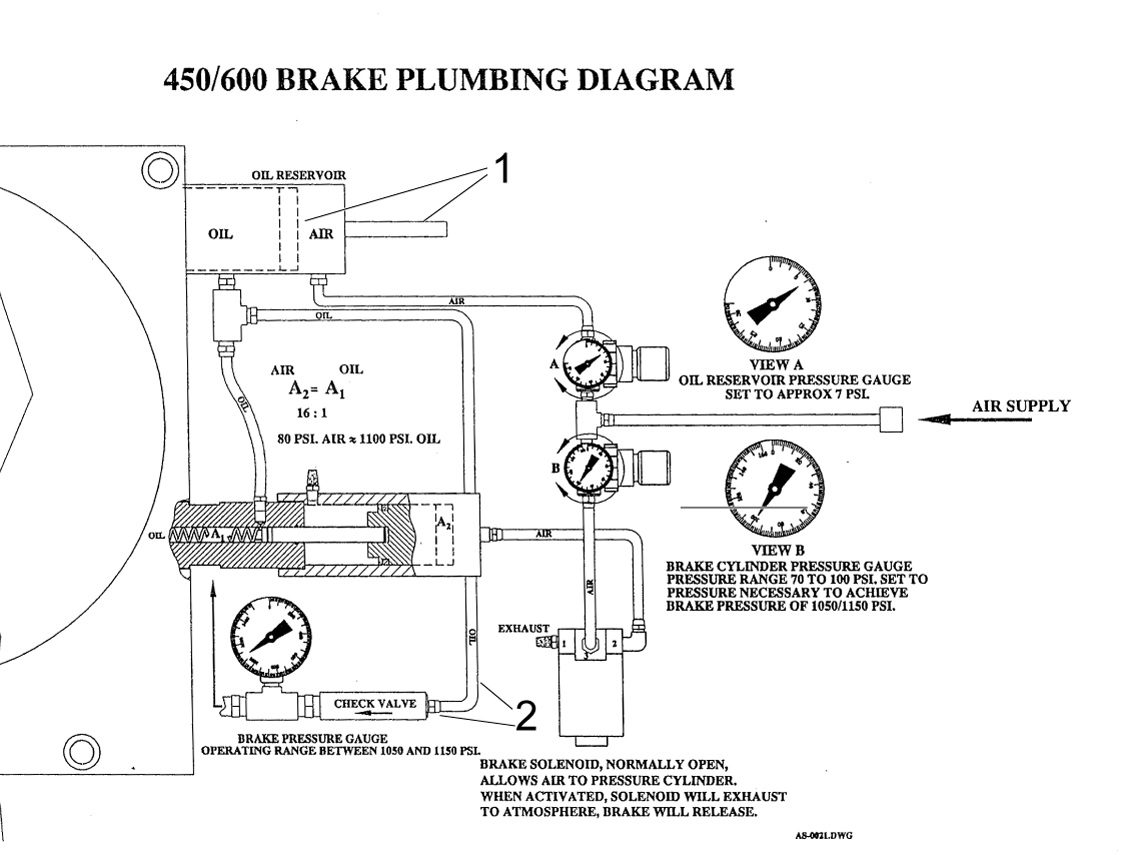
杆完全伸出,表示贮液器已满[1]
放气后,杆的伸出范围会稍微减少。
断开一根油路,然后将管线浸入油内。推拉杆以填充储液罐。重新连接管线并执行排气程序。
注入储液器时,断开油路[2]并将管线插入液压油容器内。
排气程序
检查主气压表 松开时应为 0 PSI,夹紧时应为 1000 PSI。
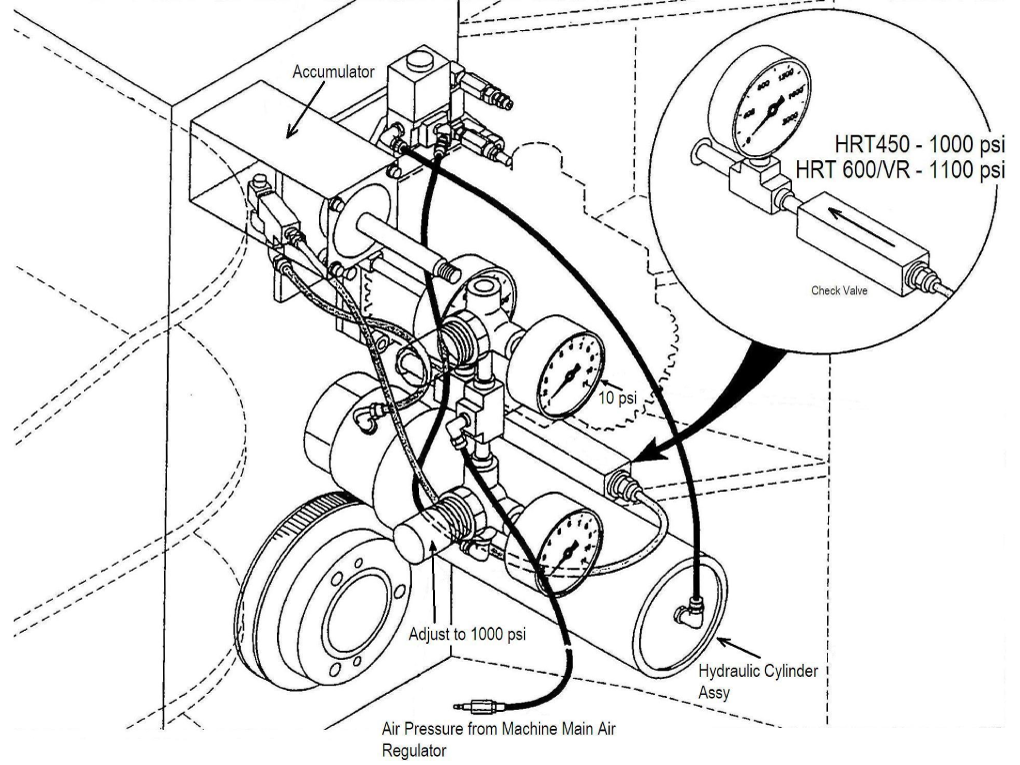
使用左侧的图像作附加参考。
测试 1: 需要在压力开关上进行连续性测试。当制动器接合时,应具有连续性。当它分离时,不应有连续性。
测试 2: 确定问题是否遵循压力开关。按照以下说明操作。
如果压力开关位于双轴转台上,则可以通过切换压力开关的轴来完成步骤 4,如果开关位于单轴转台上,则可以通过将开关移动到其他转台来完成。
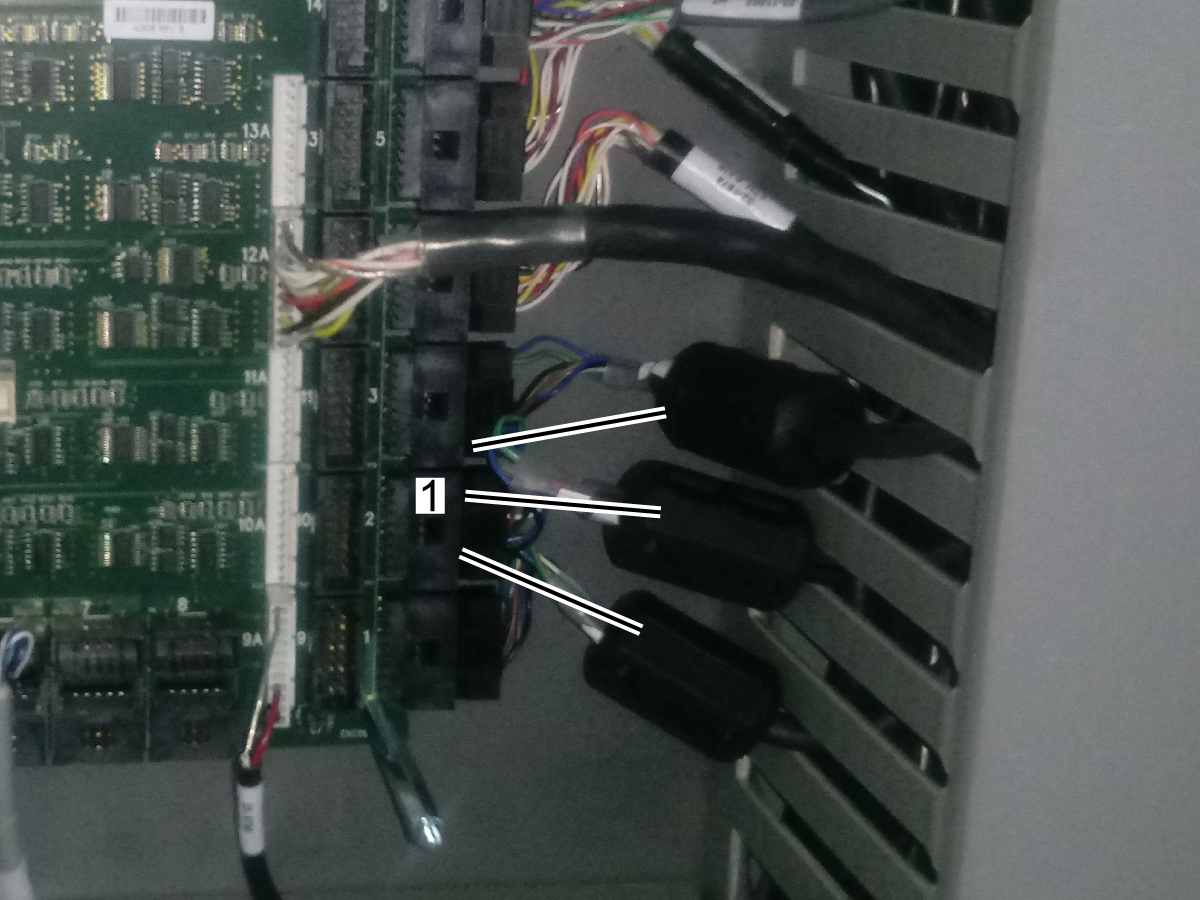
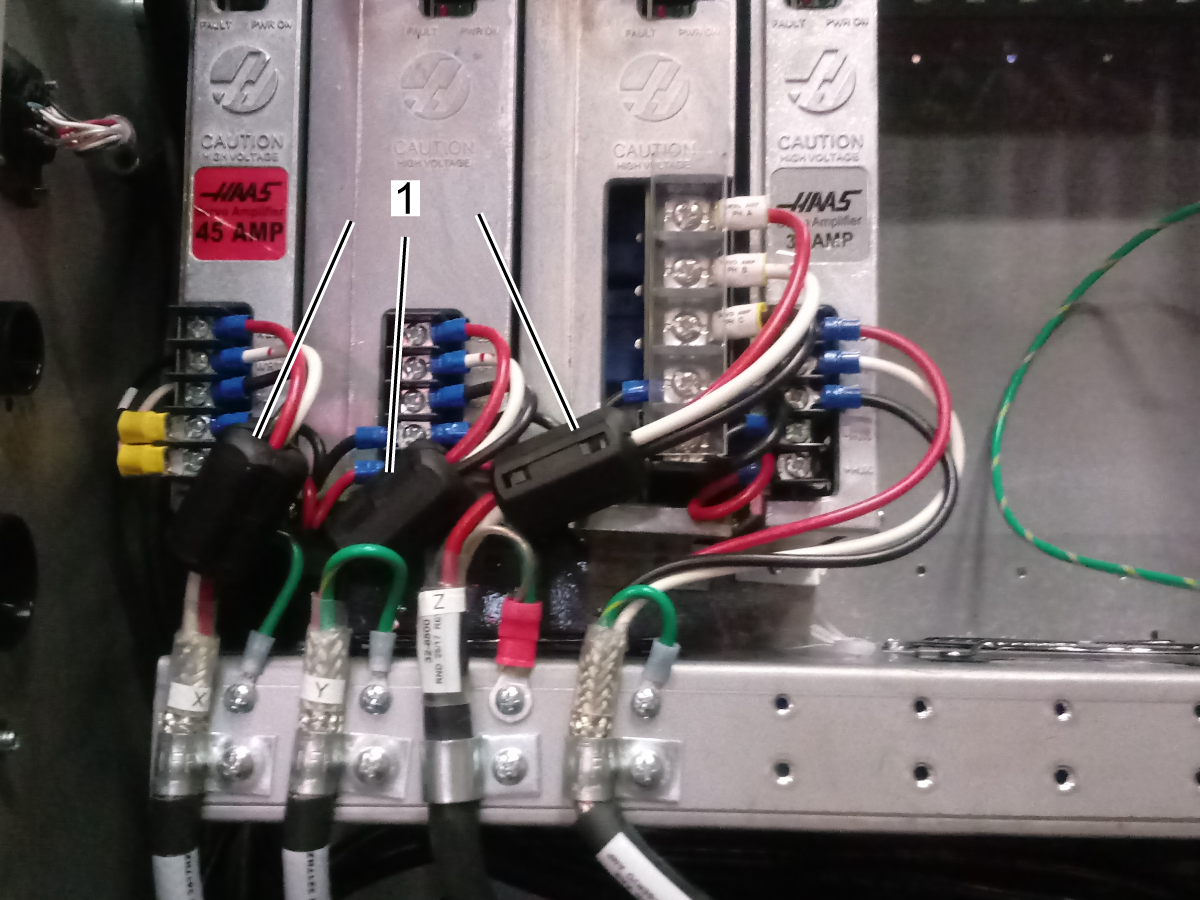
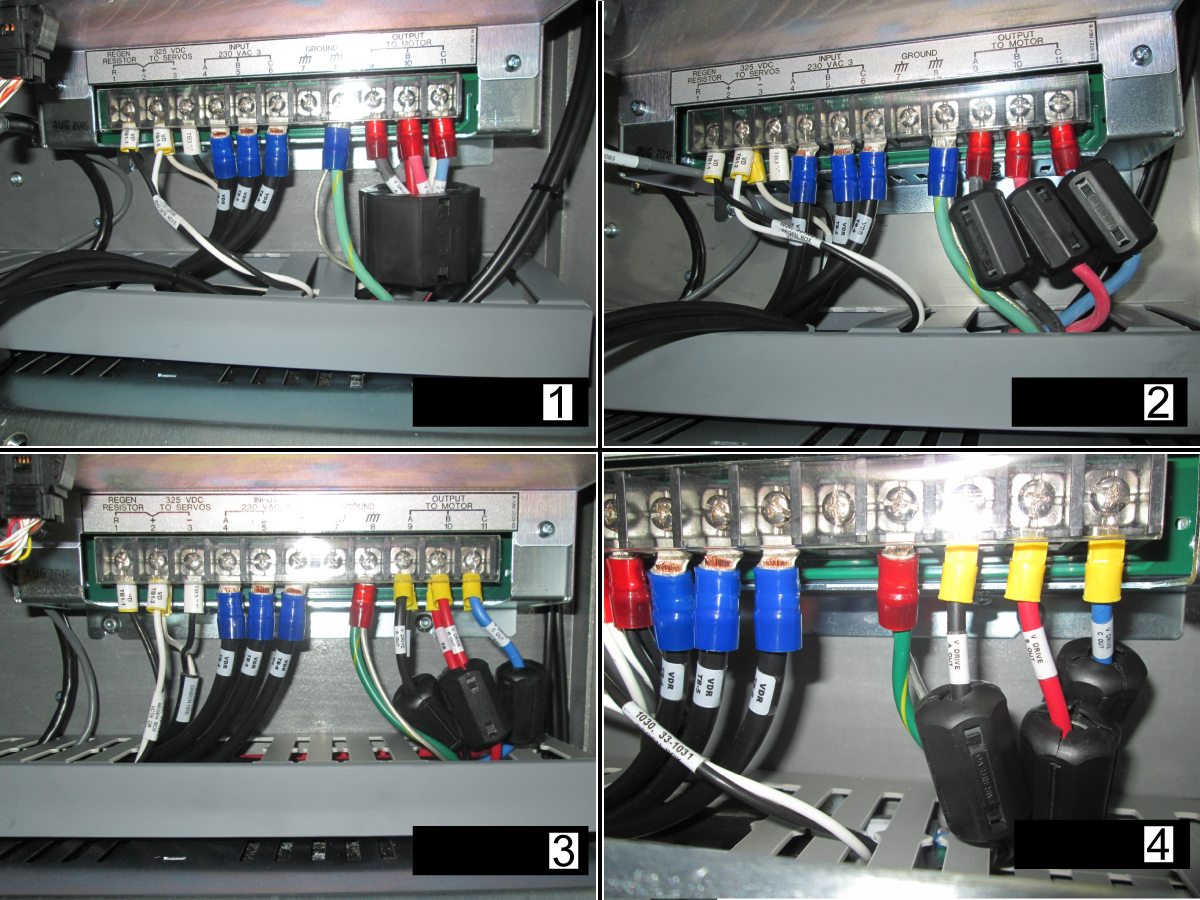
西格玛-5伺服电机,非接触式编码器输出串行数据信号到控制。如果串行数据信号丢失或变得不可靠,则控件将生成串行数据通信错误。电气噪声可能导致来自编码器的串行数据信号变得不可靠,并导致误报。请按照下面的故障排除指南操作,以帮助消除系统中的噪音。
对于带 6 个导线引线 [1] 的 40HP 矢量,请使用铁氧体 P/N 64-1254。
对于 40HP 矢量3 根导线引线[2],请使用铁氧体 P/N 64-1252。
对于 20HP 矢量驱动器6 或 3 根导线引线 [3, 4],使用铁氧体 P/N 64-1252。
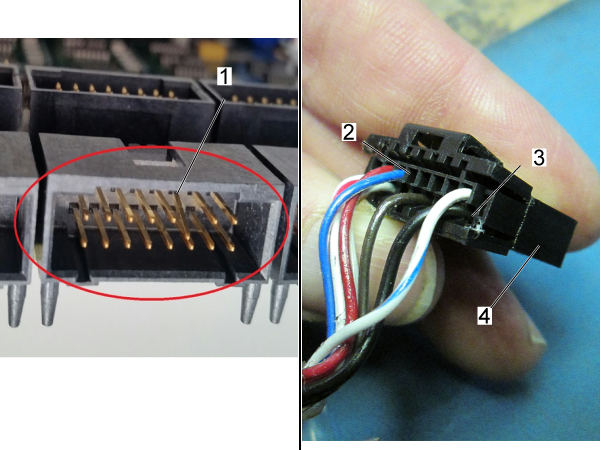
纠正措施:
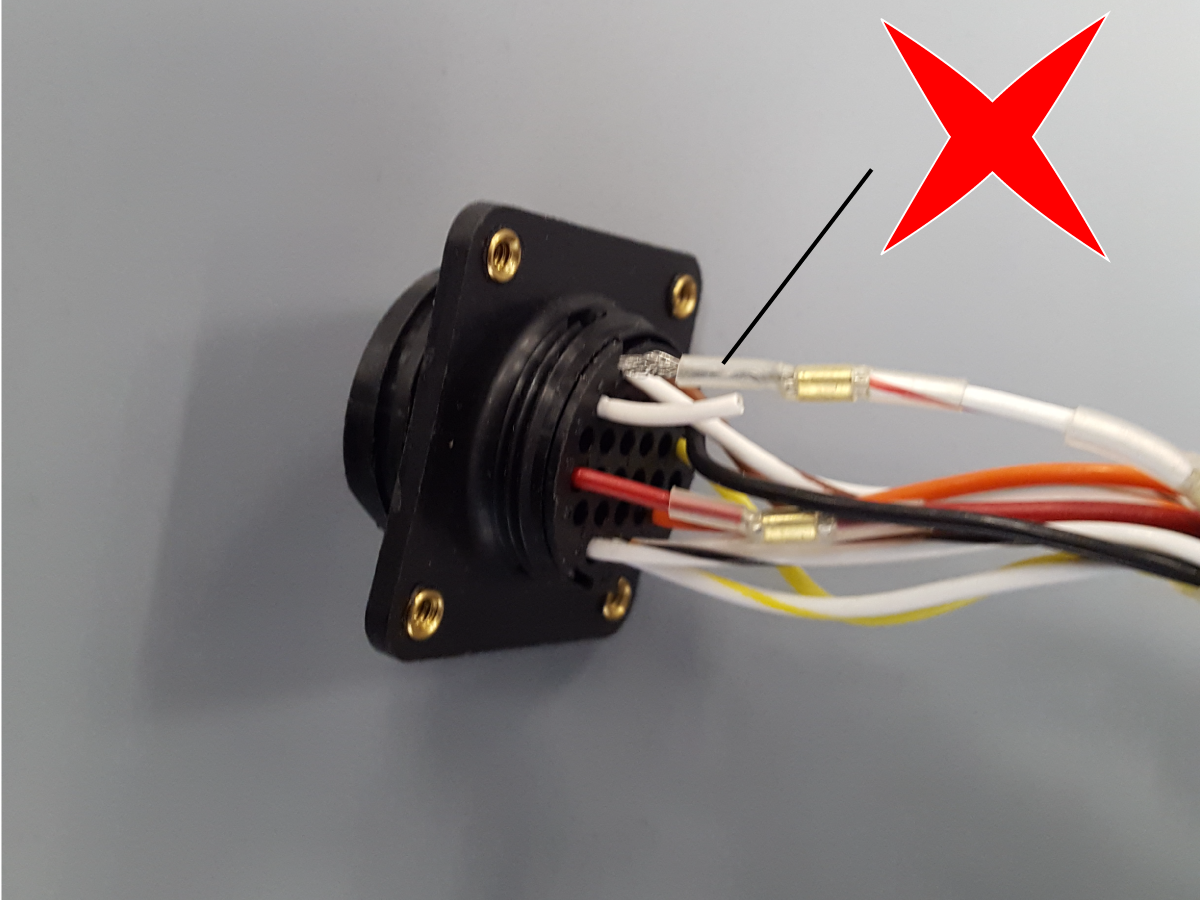
检查 Maincon 上的连接器[1]。确保它未损坏。
检查电缆。寻找损坏或僵硬的迹象。连接器 [4] 电缆引脚有两个外壳 [2,3]。
如果针脚已推入电机,则必须将电机和电缆一起更换。
确保电缆两端牢固连接。重新拔下两个连接。确保电缆安装在 Maincon 或 MOCON PCB 的正确连接器中。
Recently Viewed Items
You Have No Recently Viewed Items Yet

此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING 接受以下条件:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255