

 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.

TG0157
Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.
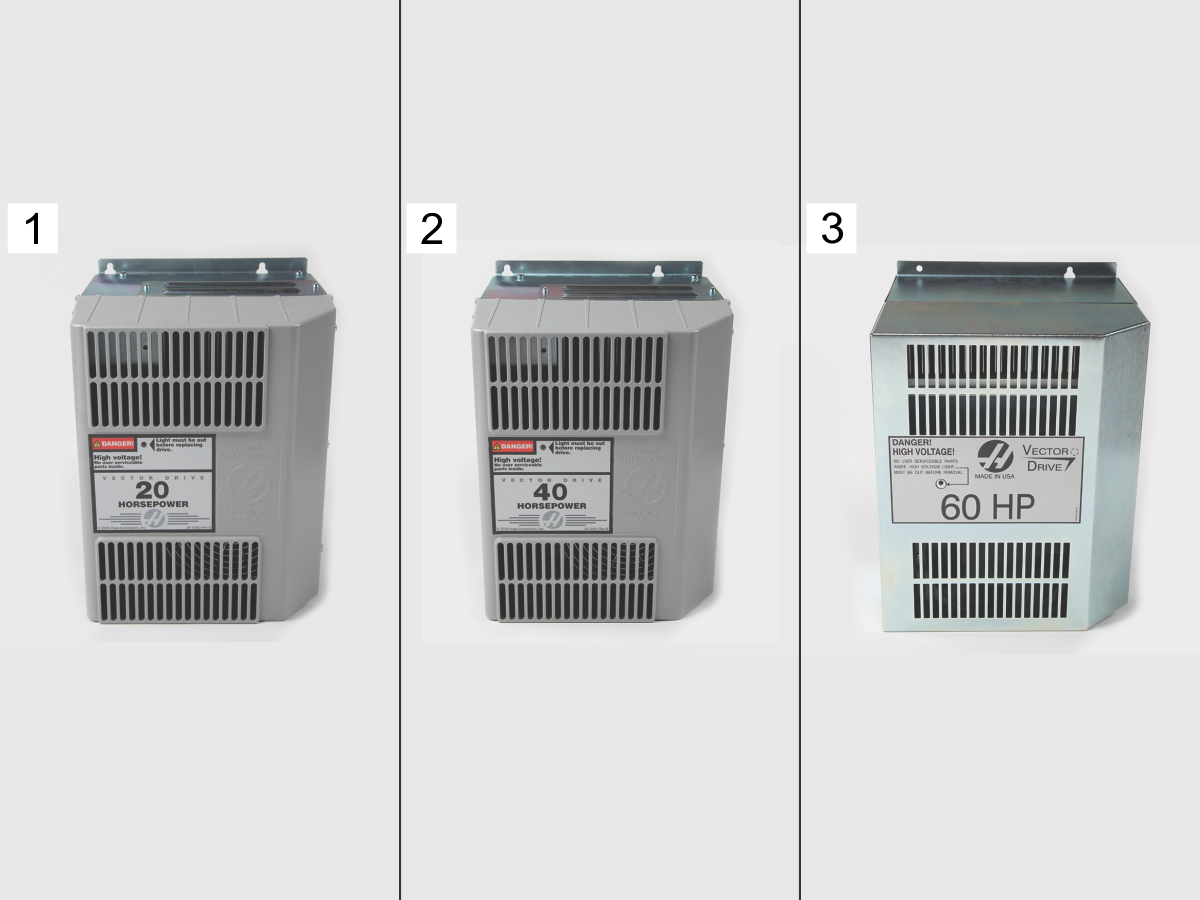
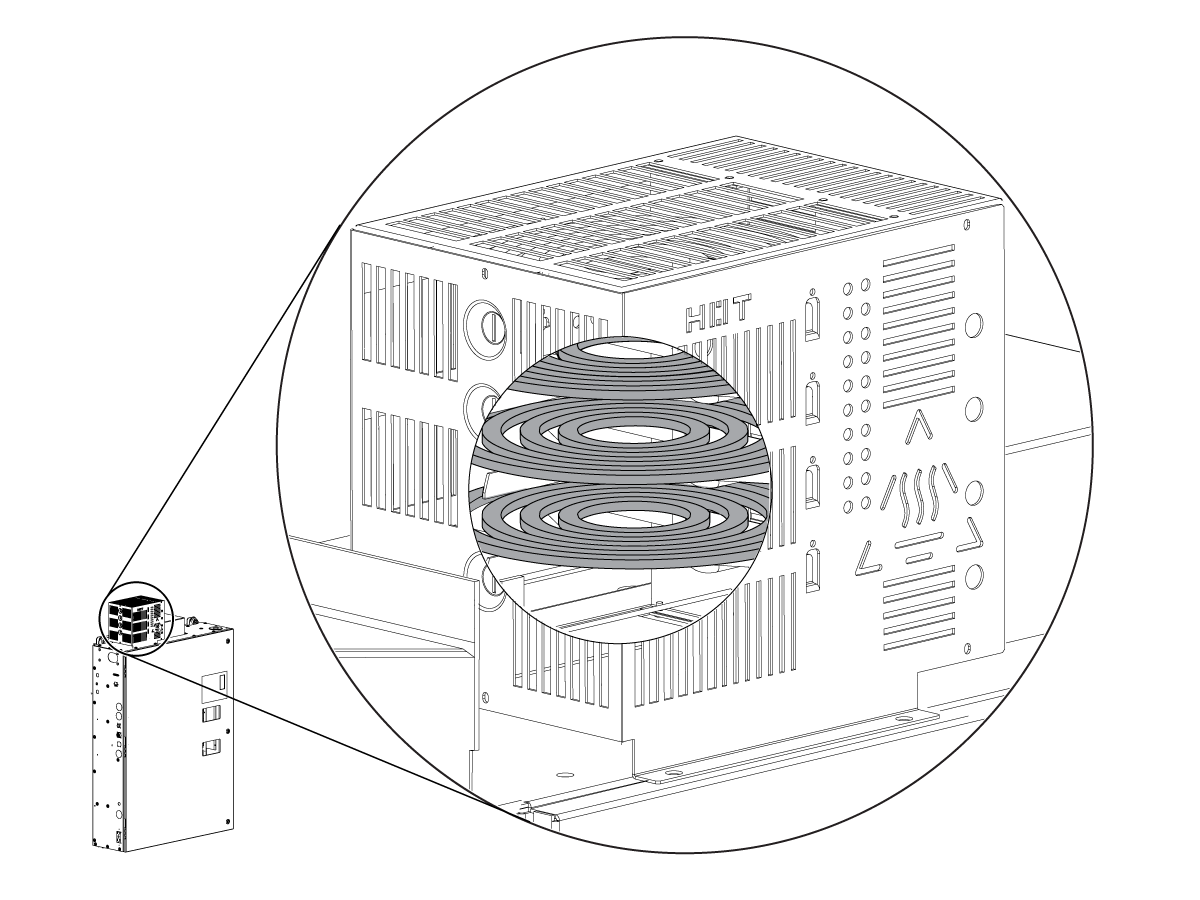
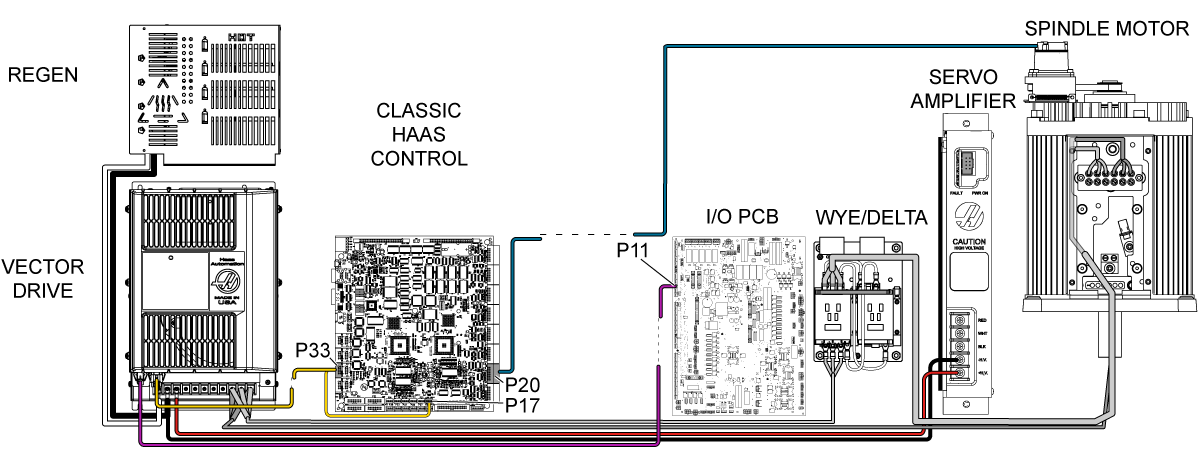
Haas 矢量驱动是主轴电机和伺服放大器的电源。Haas 矢量驱动有三种大小: 20HP [1],40HP [2] 和 60HP [3]。
危险:使用数控设备所需的电气服务非常危险,可能会导致严重伤害或死亡。
在将电线连接到数控设备之前:
如果您不确定如何安全地断开电源或执行 LOTO 程序:
如果不遵守这些预防措施,可能会导致触电、设备损坏或致命伤害。
危险:在控制柜内开始任何工作之前,请确认 320V 电源/矢量驱动的高压指示灯已熄灭至少五 (5) 分钟。这段等待时间可确保剩余电压消散并降低触电风险。
某些服务程序涉及高风险电气部件,可能会造成严重伤害或致命危险。技术人员不得尝试执行任何程序,除非已完全了解涉及的步骤和相关风险。
如果对程序有任何疑问,请联系 Haas 专卖店 (HFO) 以安排符合资质的维修技术人员。
| 症状 | 可能的原因: | 纠正措施 |
警报 123 主轴驱动器故障和 警报 993 短路 警报 2040 矢量驱动或主轴放大器短路 |
矢量驱动器检测到短路。 | 检查矢量驱动器和惠-德尔塔接触器有无短路。有关 Delta-Wye 接触器故障排除,请参阅: Wye-Delta 接触器 - 故障排除指南 - CHC。请参阅以下 矢量驱动器短路检查 部分。 |
警报 123 主轴驱动故障 警报 292 高压电源故障 警报 160 输入线路电压低 |
直流总线有问题。 | 将测量的直流电压与 诊断 网页进行对比。请参阅下面的 直流总线 部分。 |
警报 123 主轴驱动故障 警报 292 高压电源故障 警报 160 输入线路电压低 在电源打开。 |
矢量驱动器 J3 连接器倒置插入。 | 旧式矢量驱动器 J3 连接器没有加强筋,可能会意外倒置。这可能会损坏销。正确插入时,闩锁朝远离矢量驱动器。 |
警报 292 高压电源故障 警报 647 再生负载短路 |
REGEN 有问题。 | 测量 REGEN 引线上的电阻。请参阅以下 再生 负载 一节。 |
| 警报 648 直流总线短路 | 矢量驱动器上的 REGEN 电路有问题。 | 检查矢量驱动器上的再生电路。请参阅以下 再生 负载 一节。 |
警报 292 高压电源故障 警报 200 高压电源过温 警报 2038 矢量驱动或主轴放大器过温 |
矢量驱动器冷却风扇有问题。 | 检查冷却风扇。请参阅以下 冷却风扇 部分。 |
警报 292 高压电源故障高 警报 444 再生保留时间过长 |
传入交流电源出现问题。 | 测量机器的输入电压。请参阅以下 输入交流电压 部分。 |
| 机器无法保持主轴方向。 | 矢量驱动器输出不平衡。 | 测量矢量驱动端子上的电压输出。请参阅以下 不平衡输出检查 部分。 |
| wye 接触器在母线或跳线电缆上具有松散连接。 | 检查怀氏三角组件有无松动连接。 | |
警报119 过电压 警报 292 高压电源故障 |
机器的输入电压过高。 | 检查输入电压和变压器分接头。 |
| 电压电缆上的矢量驱动器未插入或有故障。 | 断开矢量驱动器上的连接器 J1 的 970 电缆。检查 J1 连接器销和 970 电缆上的针脚有无损坏。确保电缆已连接到正确的 I/O PCB 位置。
|
|
| 参数不正确。 | 检查以下参数的正确值:
|
纠正措施:
检查主轴电机电缆。确保主轴电机电缆未受到污染或挤压。
检查矢量驱动器。断开所有矢量驱动端子并执行以下测试:

将仪表设置为欧姆测试模式。
如果仪表未显示打开 (O.L),矢量驱动器将损坏。
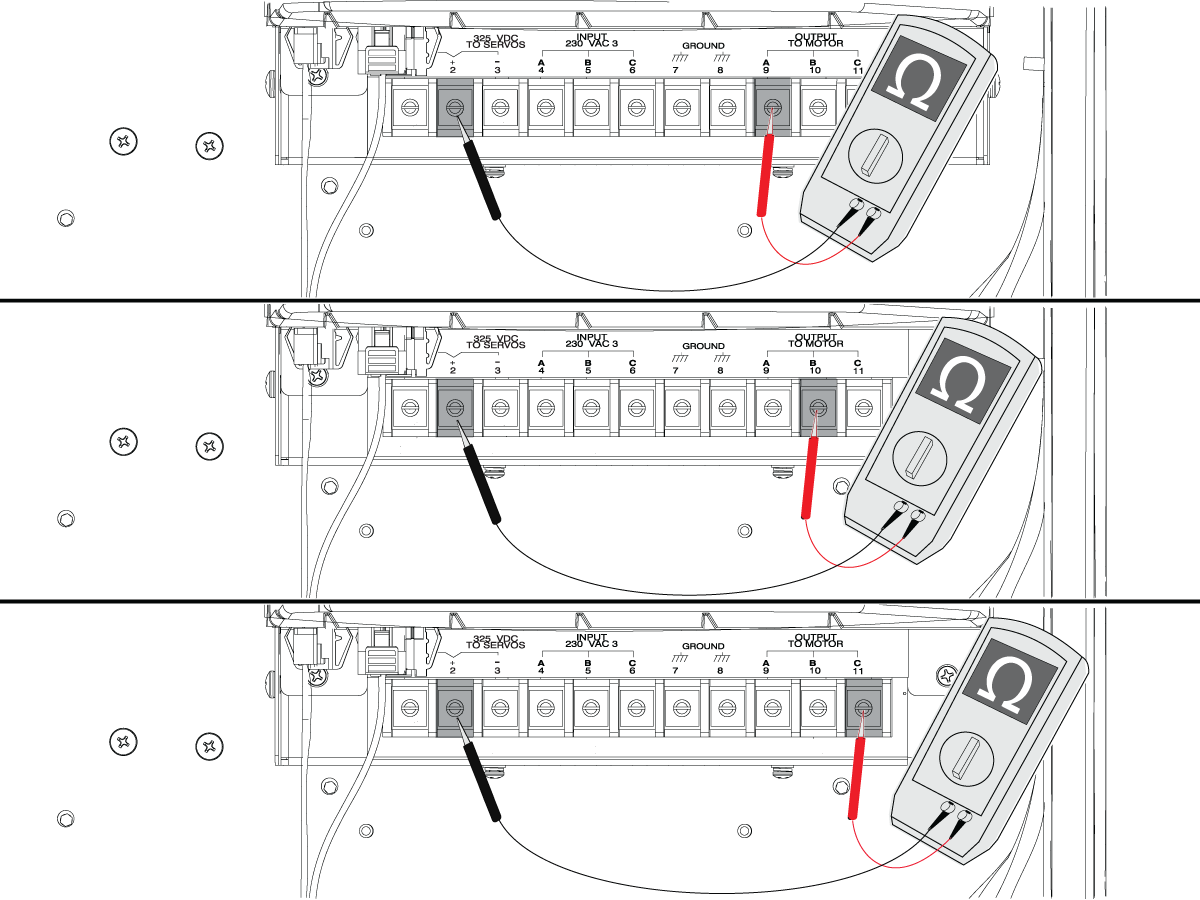
将仪表设置为欧姆测试模式。
仪表应显示高电阻读数,通常以基洛或兆欧姆或 O.L 为单位。 如果仪表读数非常低,矢量驱动器将损坏。
说明:如果仪表显示 O.L ,则表示开路,端子之间没有短路。
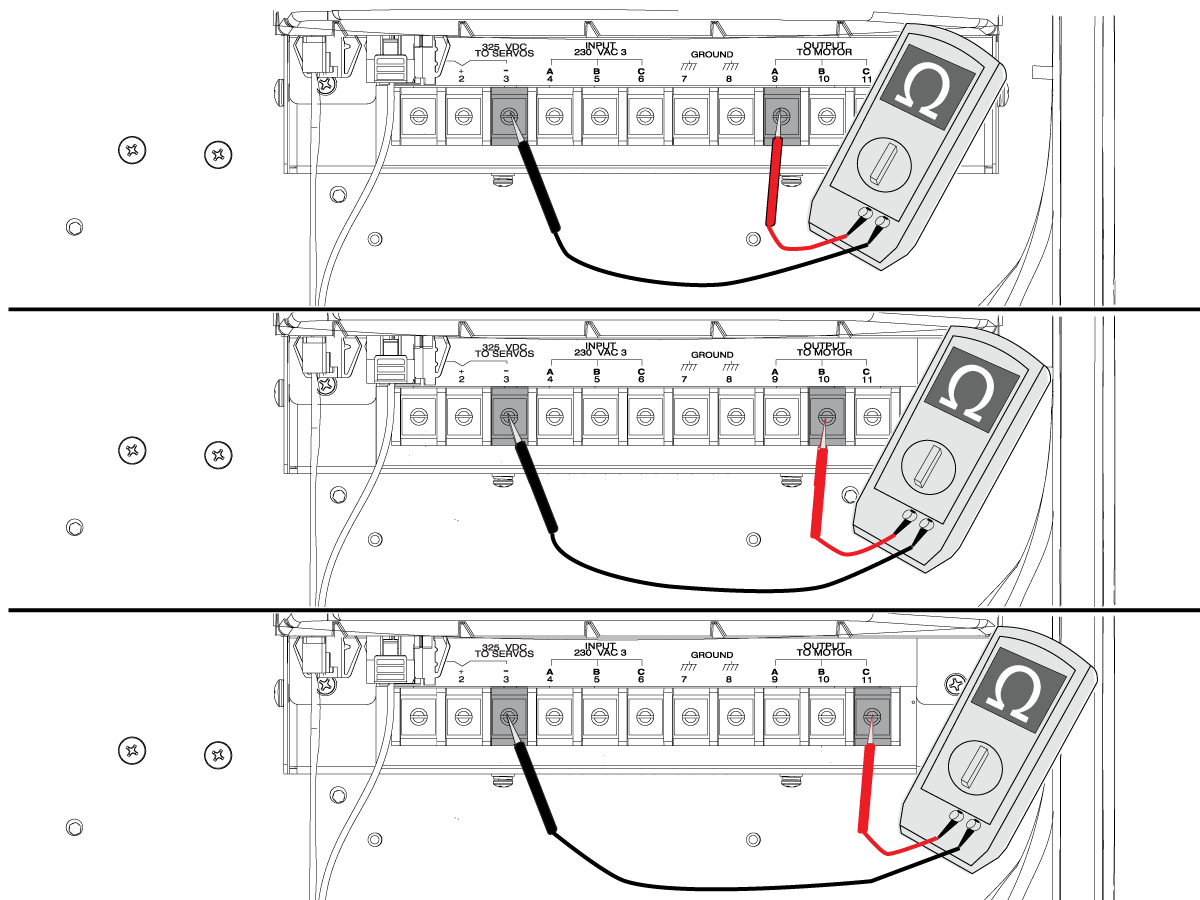
将仪表设置为欧姆测试模式。
仪表应显示高电阻读数,通常以基洛或兆欧姆或 O.L 为单位。 如果仪表读数非常低,矢量驱动器将损坏。
说明:如果仪表显示 O.L ,则表示开路,端子之间没有短路。
将仪表设置为欧姆测试模式。
如果您的仪表读数小于 100k 欧姆,则矢量驱动器已损坏。

纠正措施:
按[关闭电源]。如果矢量驱动电压指示灯亮起,请勿触摸电气部件。控制柜中的高电压会杀死你。等待电压指示灯 LED 在矢量驱动器上完全关闭。
在端子 1 和 2 处断开 REGEN 负载引线与矢量驱动器的连接。测量引线上的电阻。读数必须如下所示:
如果 REGEN 负载在规范范围内,矢量驱动器可能有问题。测量矢量驱动器上端子 1 和 3 的电阻。
注意:一个好的驱动器将读取高电阻跨越 1 和 3(在 Kilo 欧姆范围的某处)。短路表示矢量驱动器故障。

纠正措施:
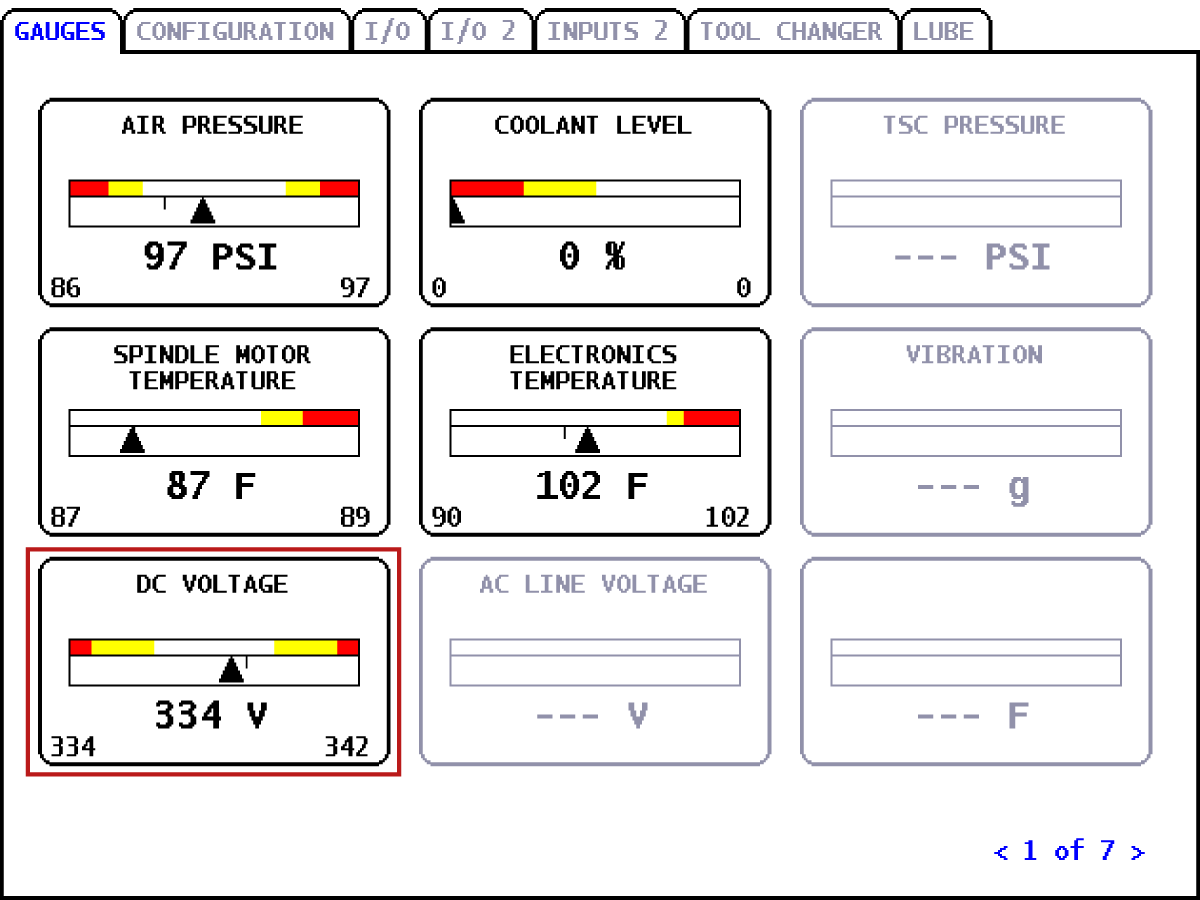
按 [POWER ON]。测量矢量驱动器上端子 2 和 3 之间的直流电压。将测量电压与控制单上诊断页上的直流电压进行比较。读数必须匹配 +-2%。
如果读数不匹配,则问题可能是:
断开向量驱动器上的端子 2 和 3 的直流总线电缆。开通机床电源。监视控件的诊断页上的直流电压。
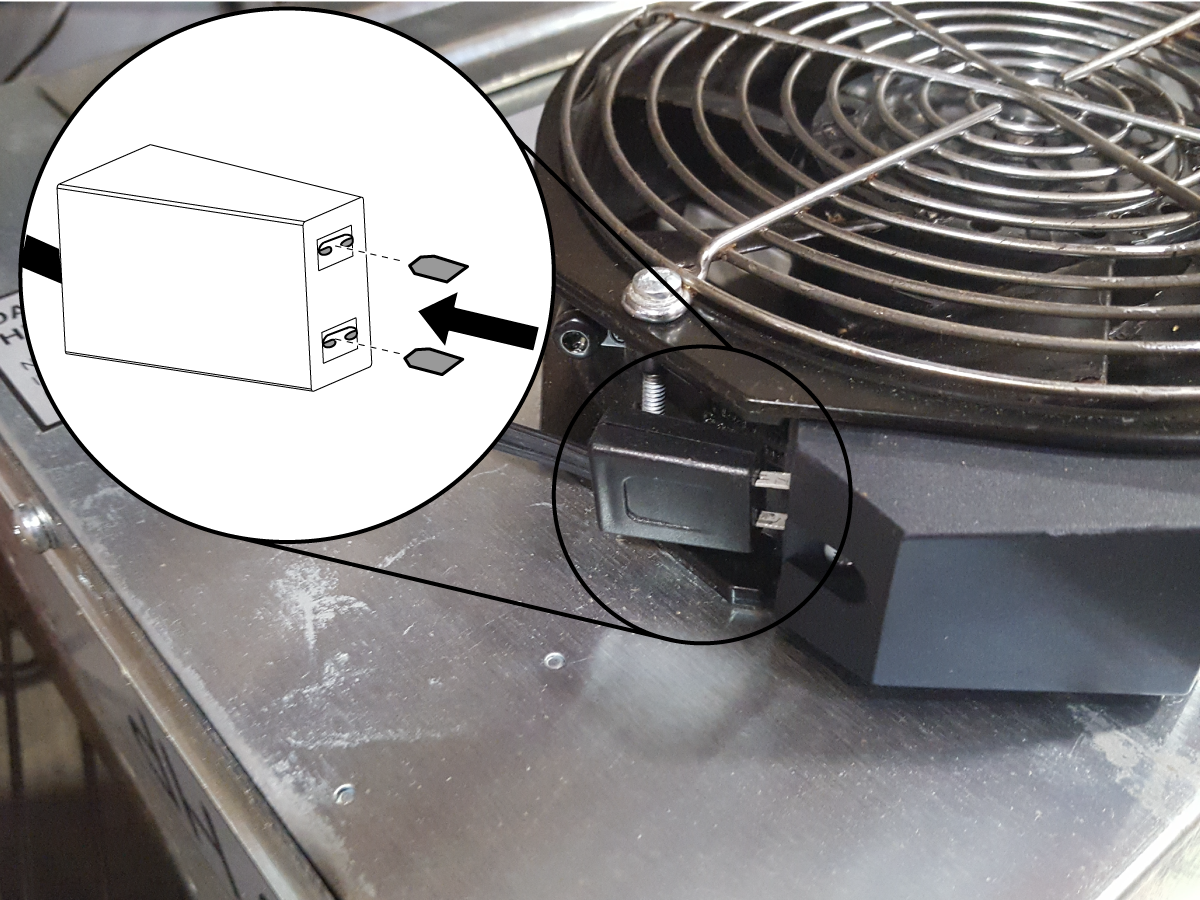
如有必要,连接主轴风扇电缆。 确保两个铲接头都正确进入母接头。
纠正措施:
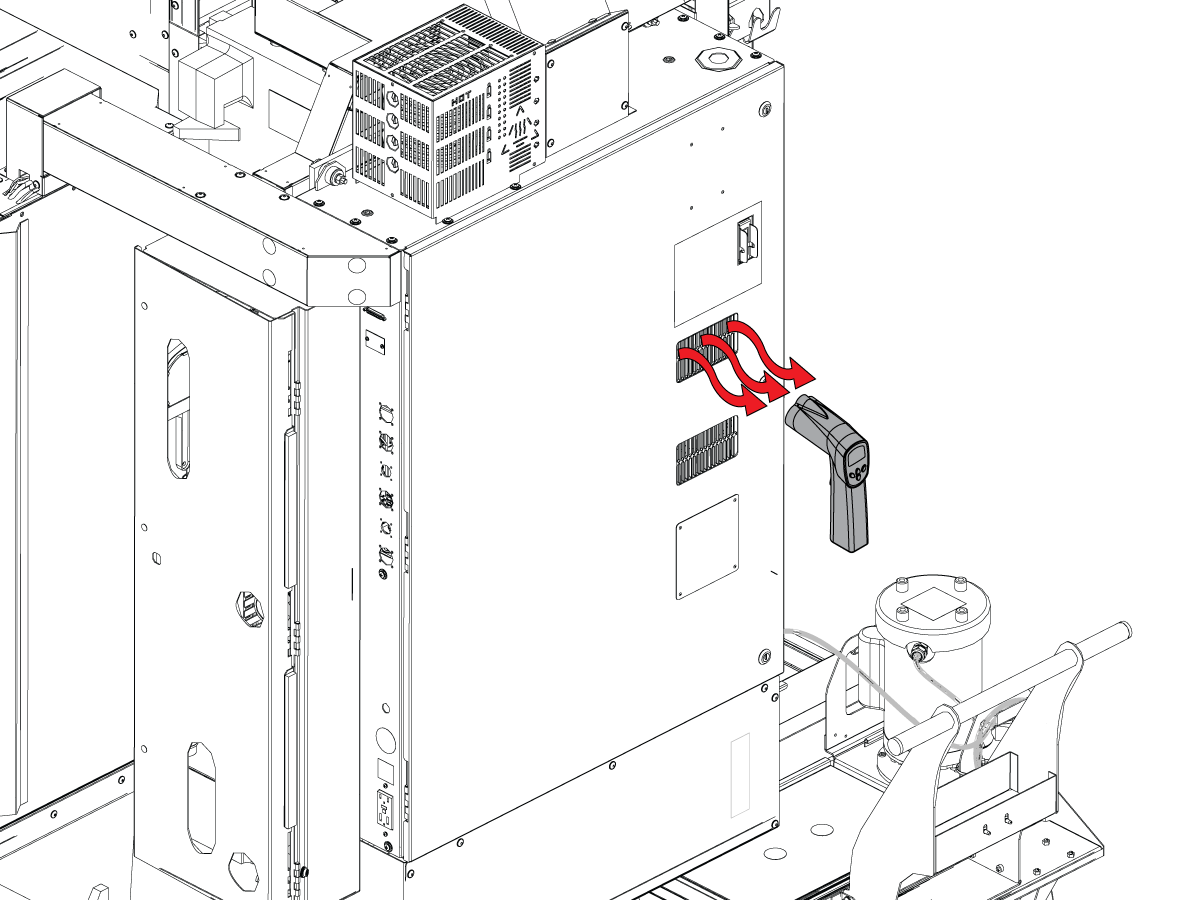
当矢量驱动器的散热器达到 90°C 时,将生成过热警报。当散热器温度达到 50°C 时,冷却风扇必须打开。当散热器冷却时,冷却风扇必须关闭。
当发生此警报时,通过排气管测量矢量驱动器散热器的温度。如果温度高于 60°C 且风扇未打开,矢量驱动器的冷却风扇有故障。更换冷却风扇。
纠正措施:
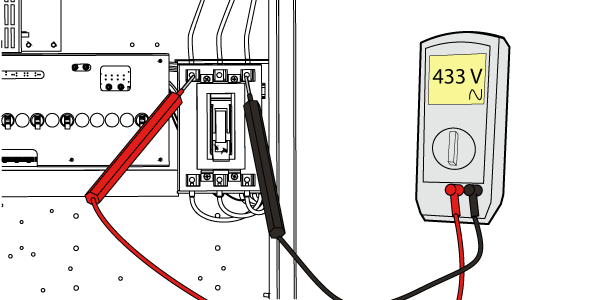
测量机器的输入电压。确保输入电压在变压器分接头的范围内。如果需要,将线条移到正确的分接头上。

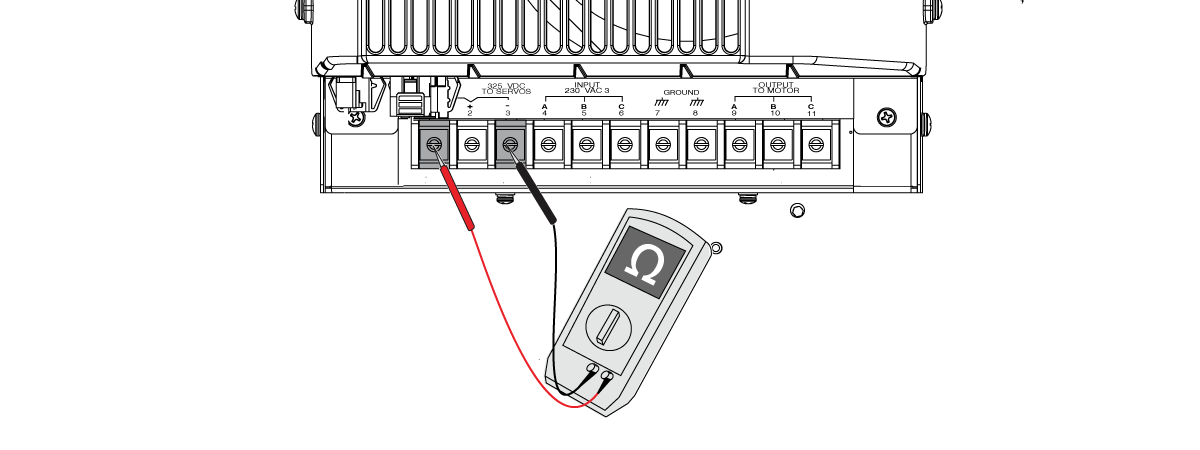
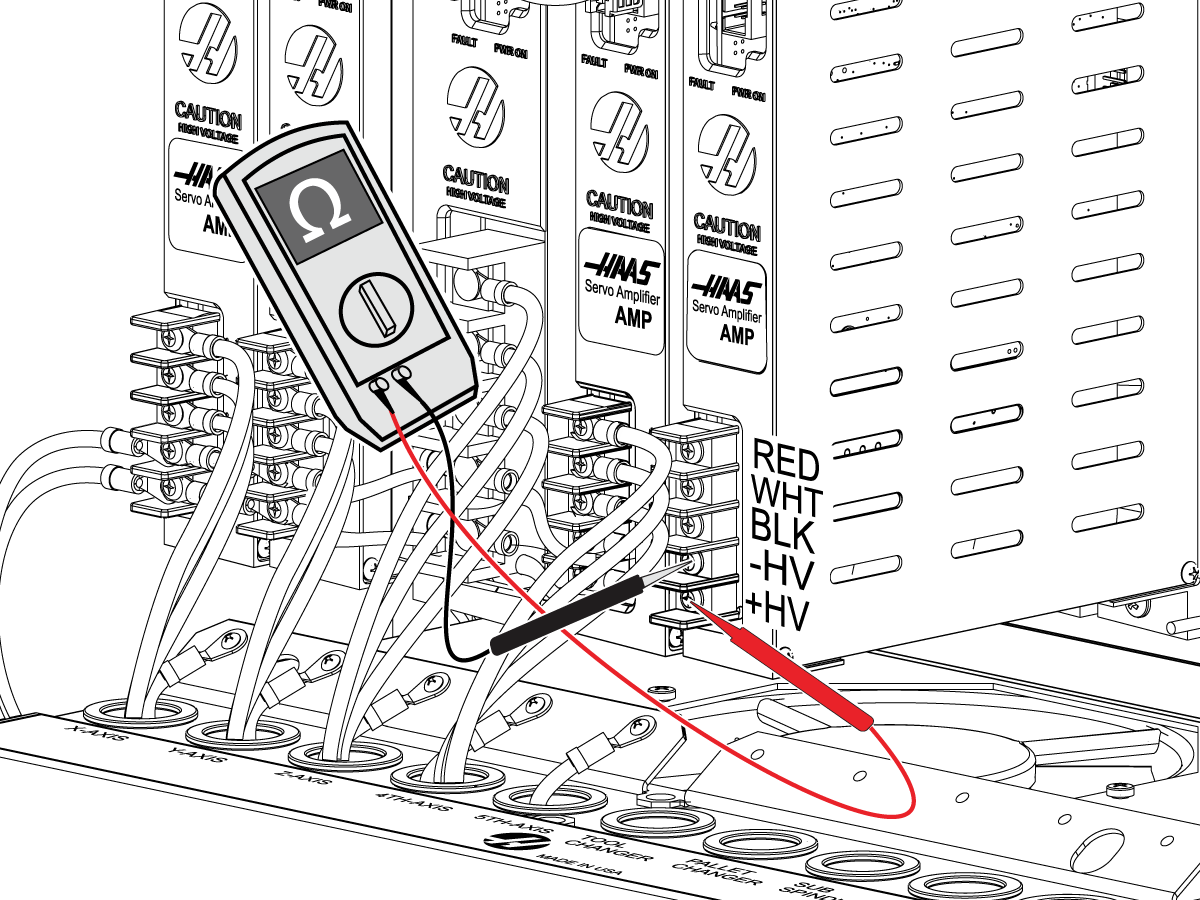
纠正措施: 断开矢量驱动器处的电机电缆。按[POWER ON]。按 [RESET](重置)清除所有警报。使用万用表测量矢量驱动器上以下端子上的直流电压(参见图所示):
测量的电压必须约为所有三个读数中直流总线的一半。
重要:如果任何电压读数为 0V 或 330V,则这是矢量驱动器输出不平衡的迹象。 如果未满足上述条件,请勿更换矢量驱动器。
Recently Viewed Items
You Have No Recently Viewed Items Yet

此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING 接受以下条件:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255





