
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.
AD0509
版本 A - 2025 年 4 月
以下服务视频演示如何在 UMC-500/SS 上安装 APL。
说明:这服务视频仅供参考,不能代替书面程序。

本文档介绍如何为 VMC 机床组装和安装 Haas 自动上料机 (APL)
机器要求:
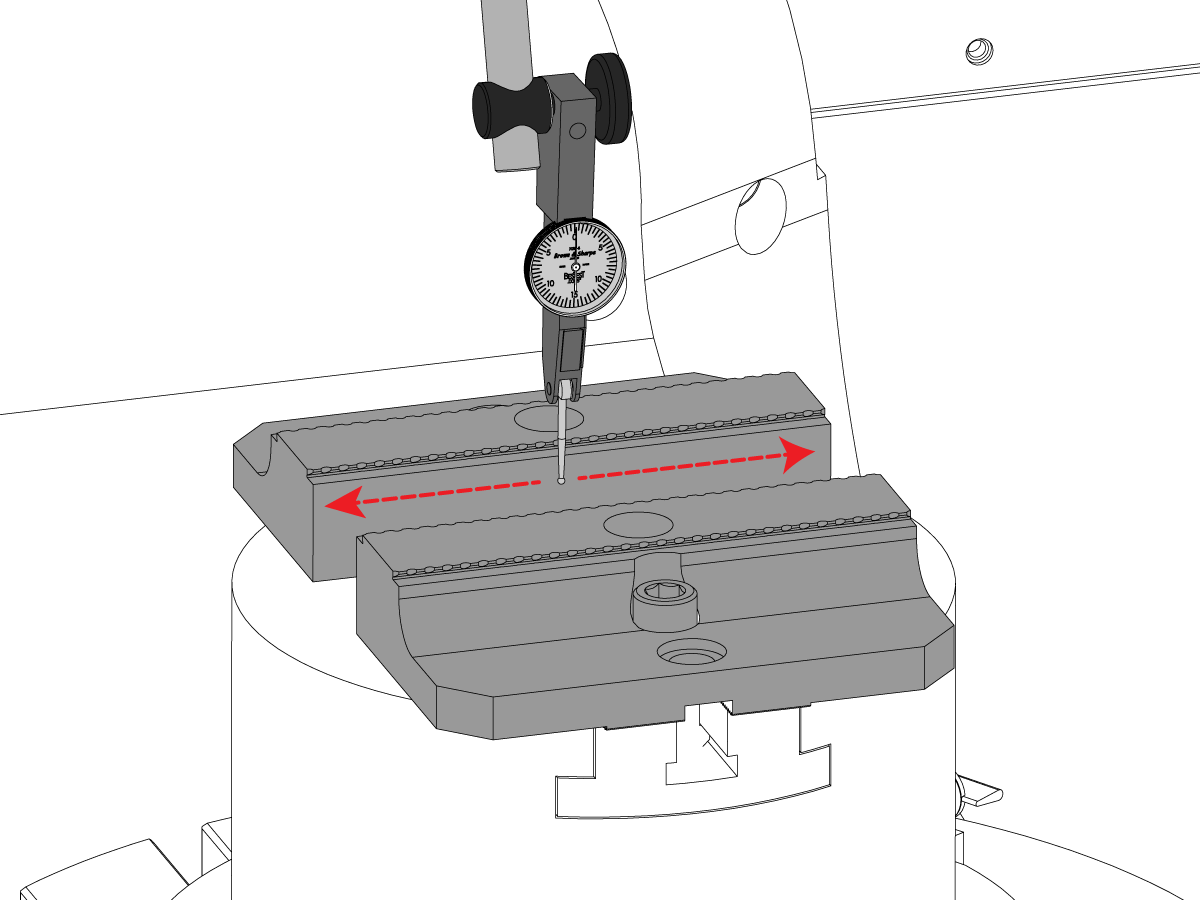
注意: B在安装 APL 之前,请确保铣床已调平,并且从地板到铸件的距离为 4 英寸。
重要: 与机器人或 APL 配套订购的、带有自动门的 HE 机床将不配备边缘传感器,原因是上述自动化选件带有围栏。如果机床在未配备围栏自动化选件的情况下运行,您需要为此机床订购和安装边缘传感器。请参考适当的边缘传感器规程,以获取正确的订购零件编号。
本文档还可用于在 UMC-400 或 UMC-500 上现场安装 APL
UMC 客户现场安装机床要求:
注意: B在安装 APL 之前,请确保铣床已调平,并且从地板到铸件的距离为 4 英寸。
UMC-500 现场安装安全要求:
为满足安全要求,UMC-500 APL 现场安装需要安装光幕或围栏,现场安装套件零件号如下:
与机床分开购买的 APL 需要订购与机床上的 APL 使用方式相对应的客户现场安装自动化参数套件。
重要:当 APL 从一台机床移动到另一台机床时,这也适用。APL 移动的机床需要购买以下套件,以便具有正确的配置。
购买套件后,配置文件需要从 HBC 重新上传到机床。
| 现场安装套件 | 套件描述 |
| 93-1000996 - 仅侧窗自动化安全参数 |
侧负载 APL 安全参数 |
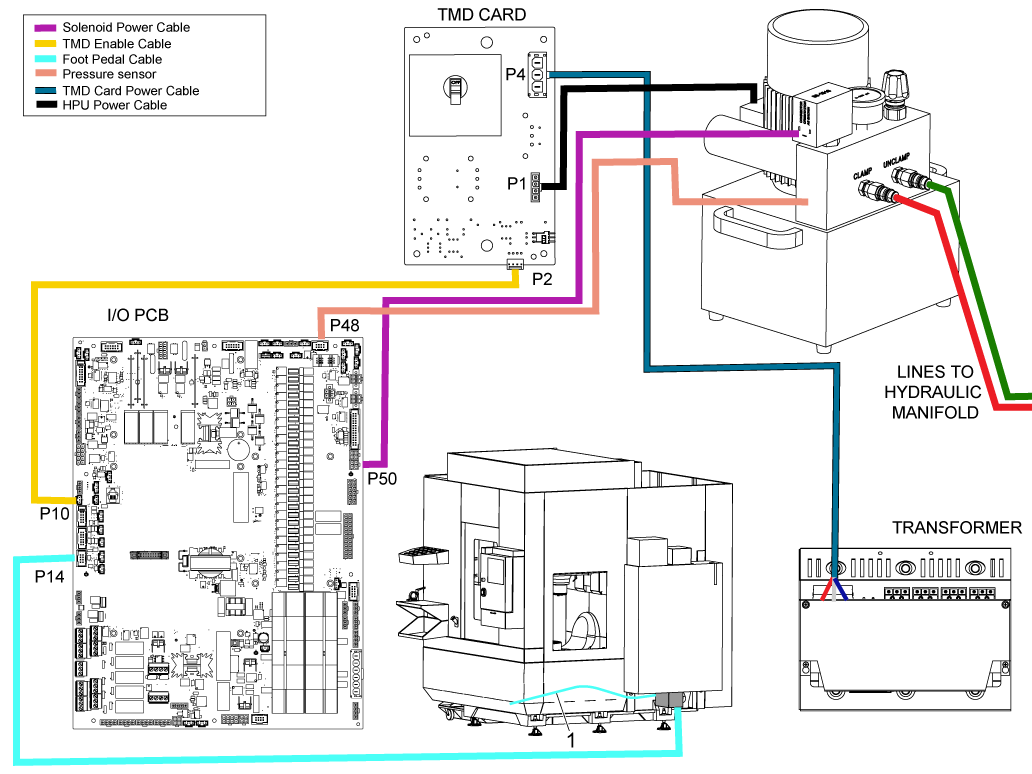
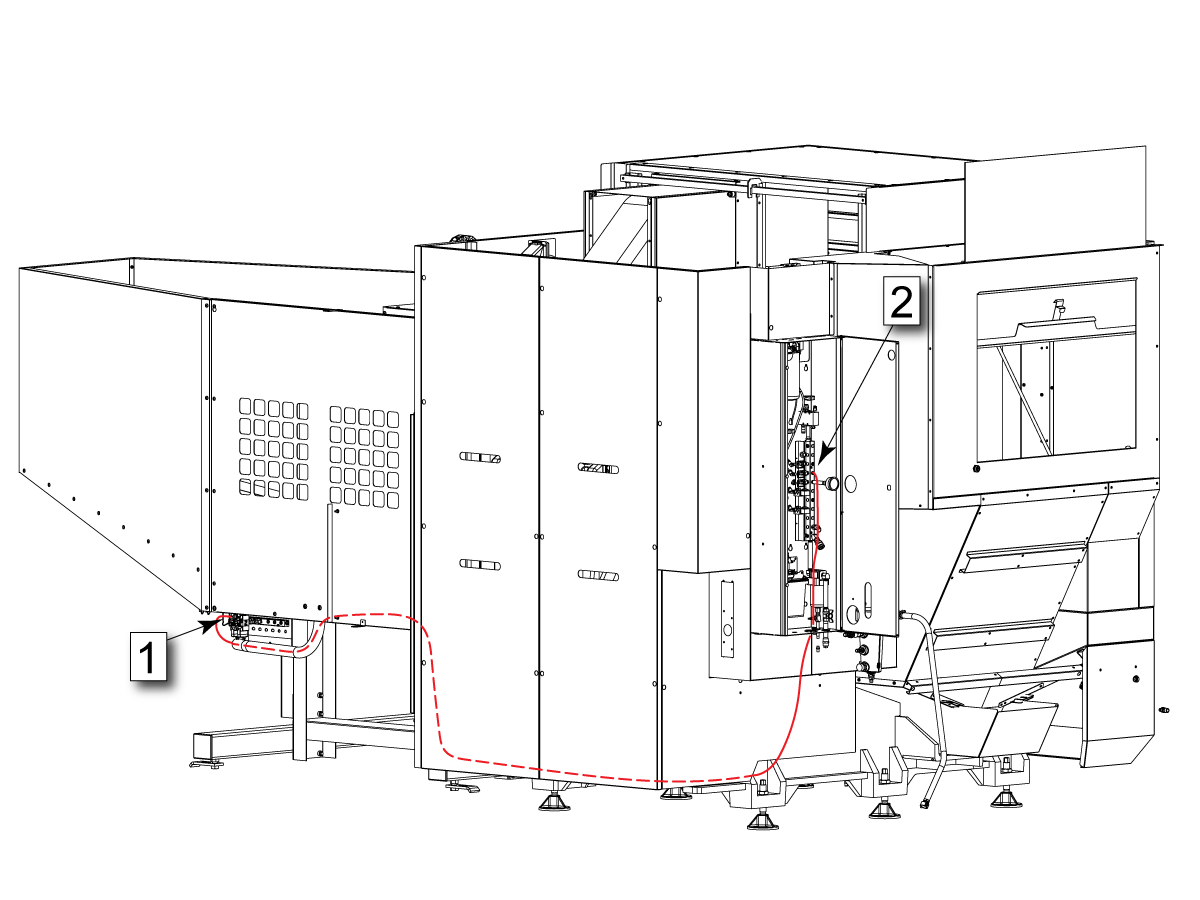
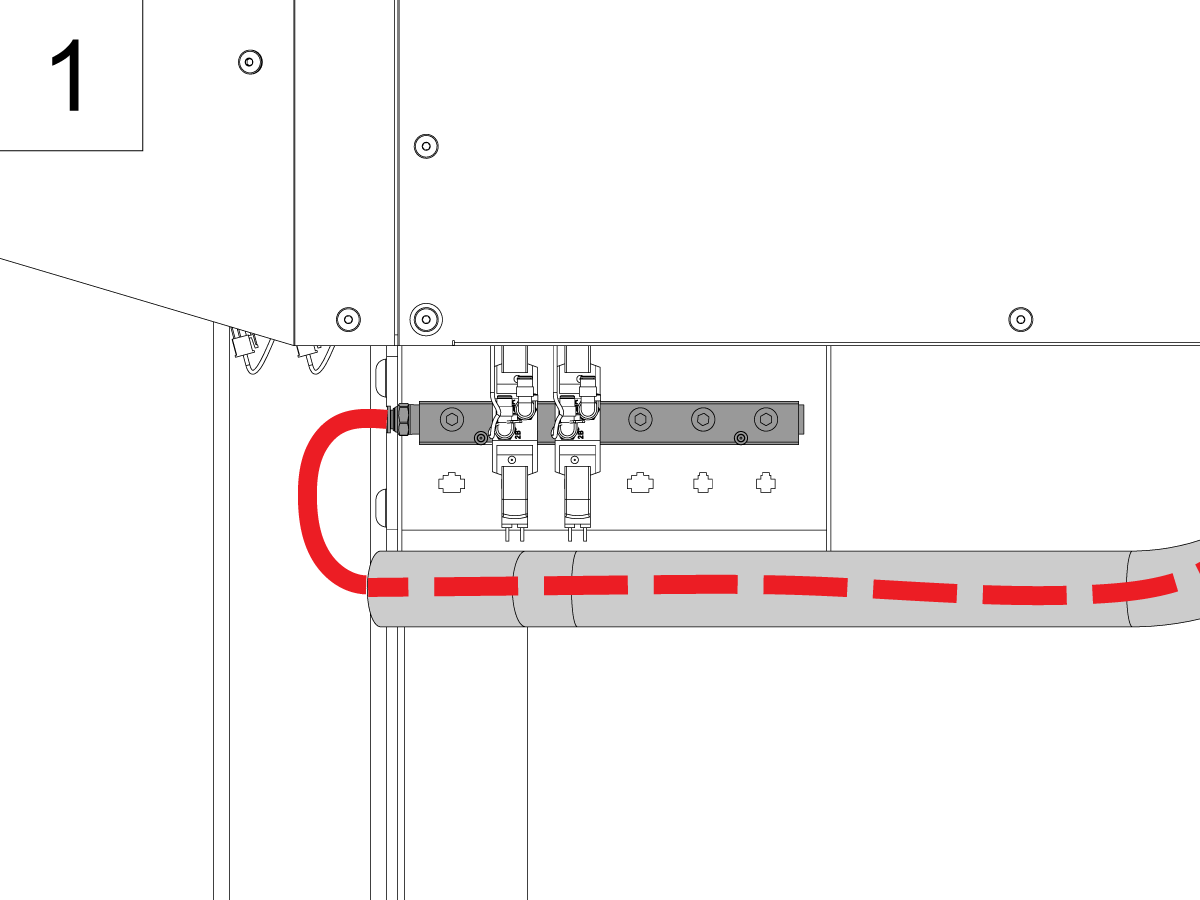
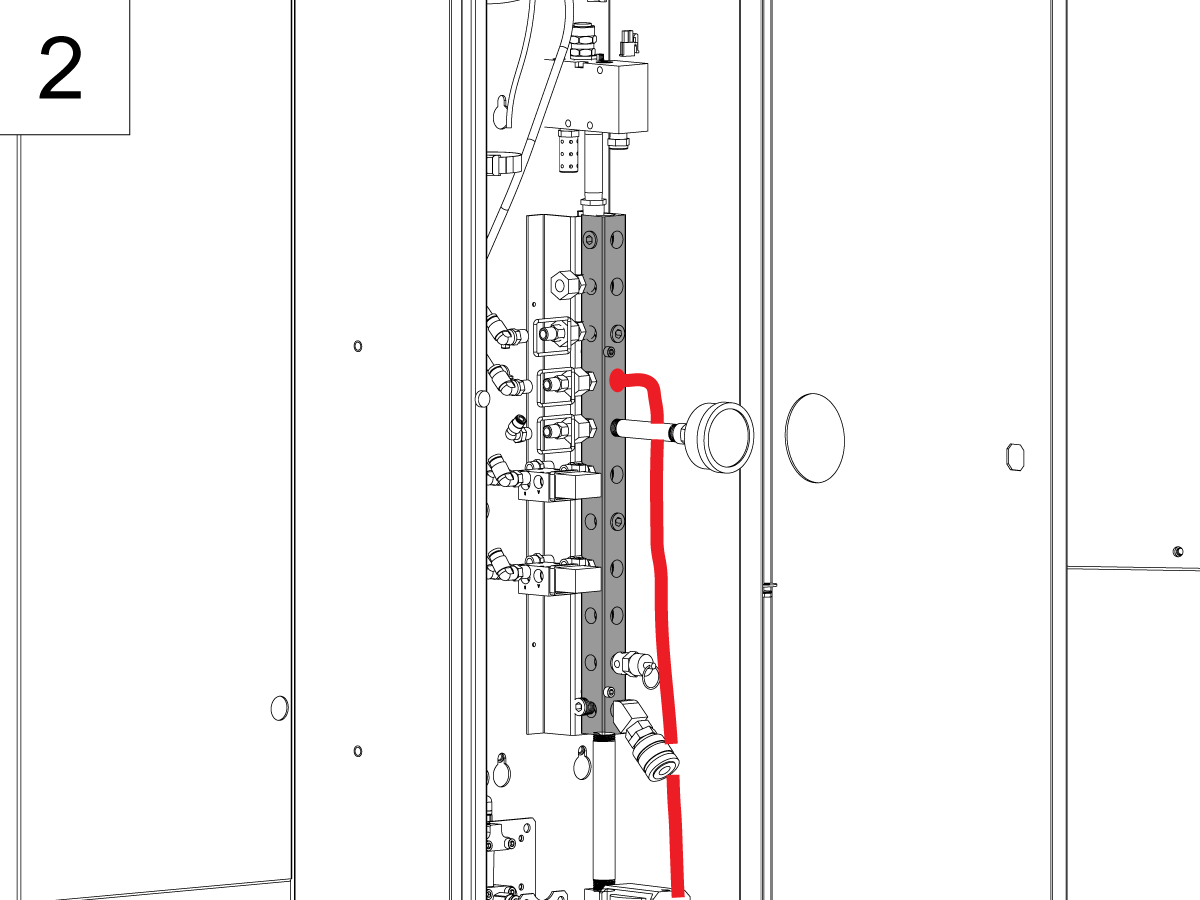
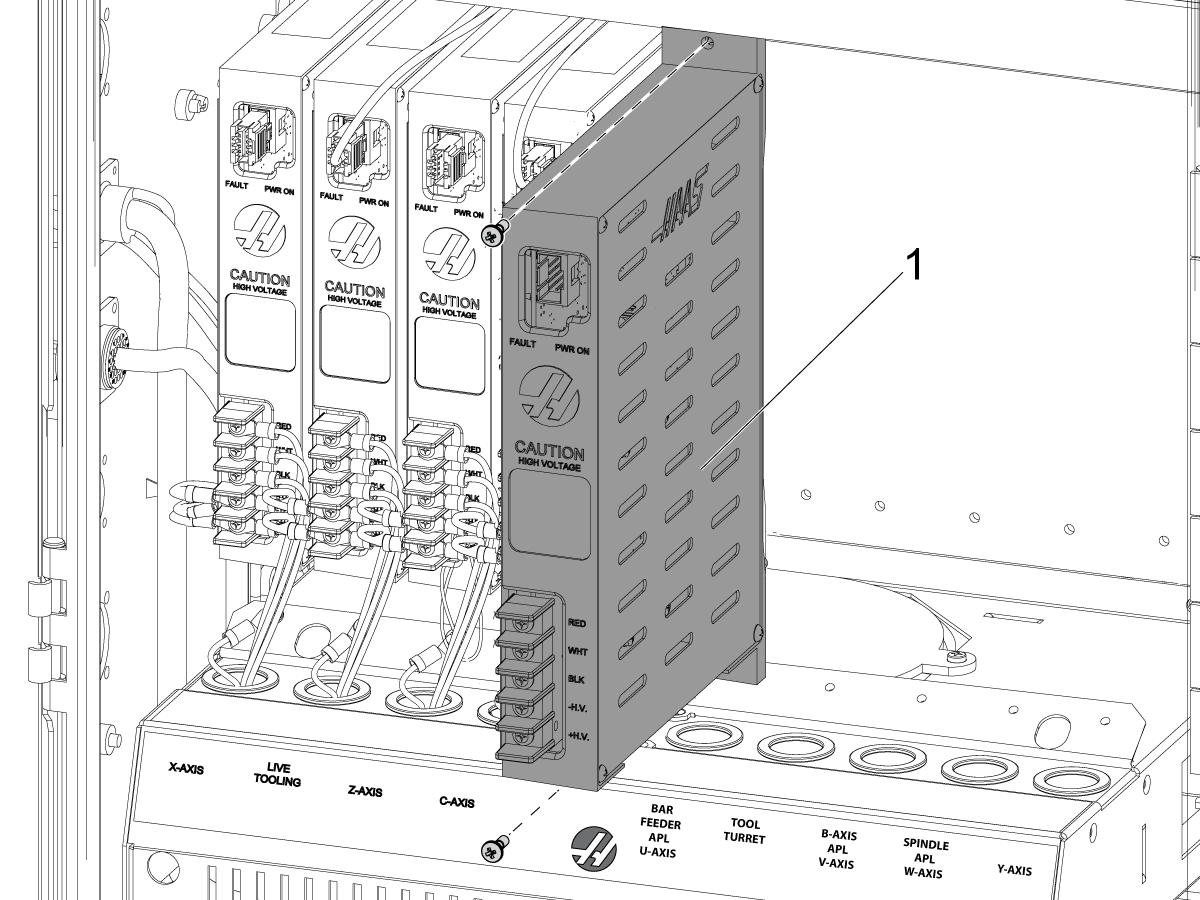
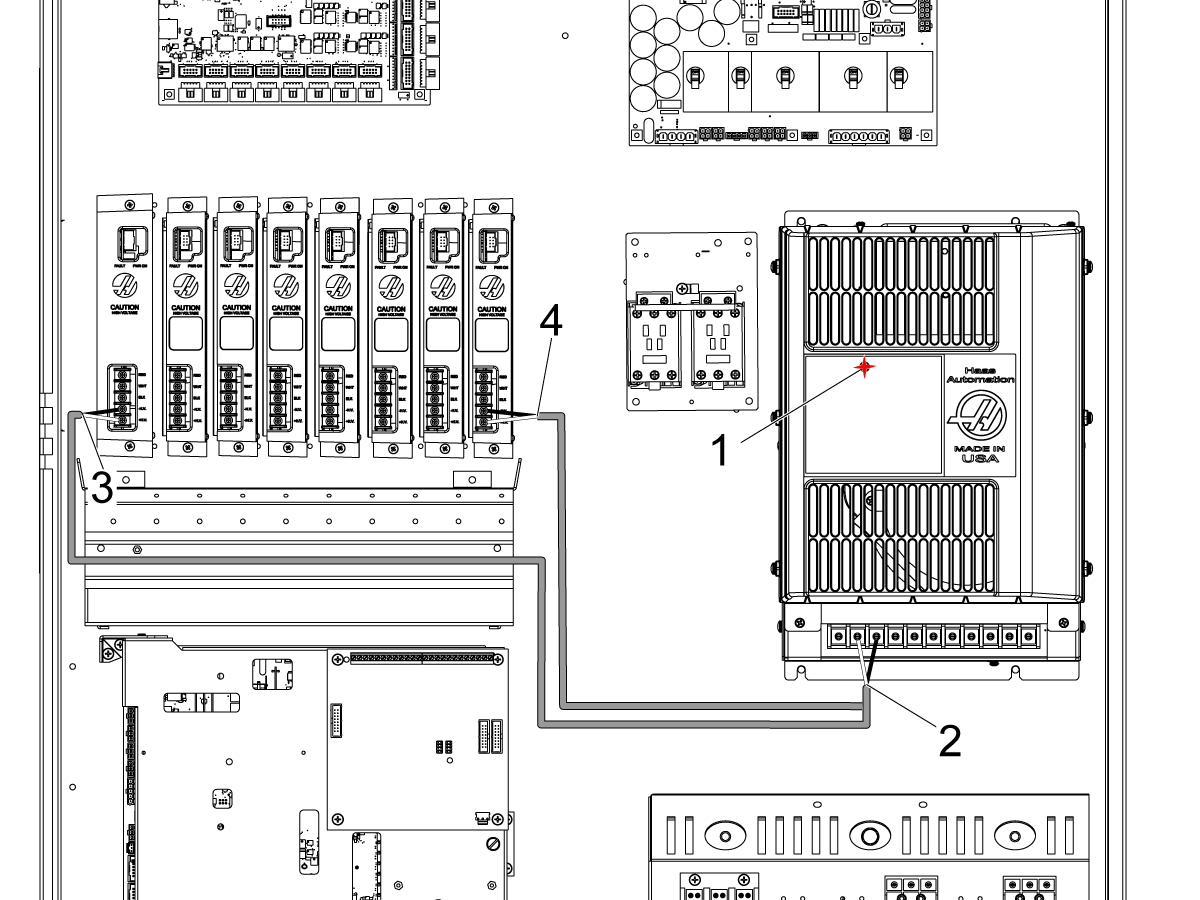
遵循电气部件接线图,所有的布线都将穿过控制柜下面的盒子并到达 I/O 板。
如果机床未配备 I/O 铰链门,则需要安装,请按照I / O 铰链门程序有关安装方法的说明。
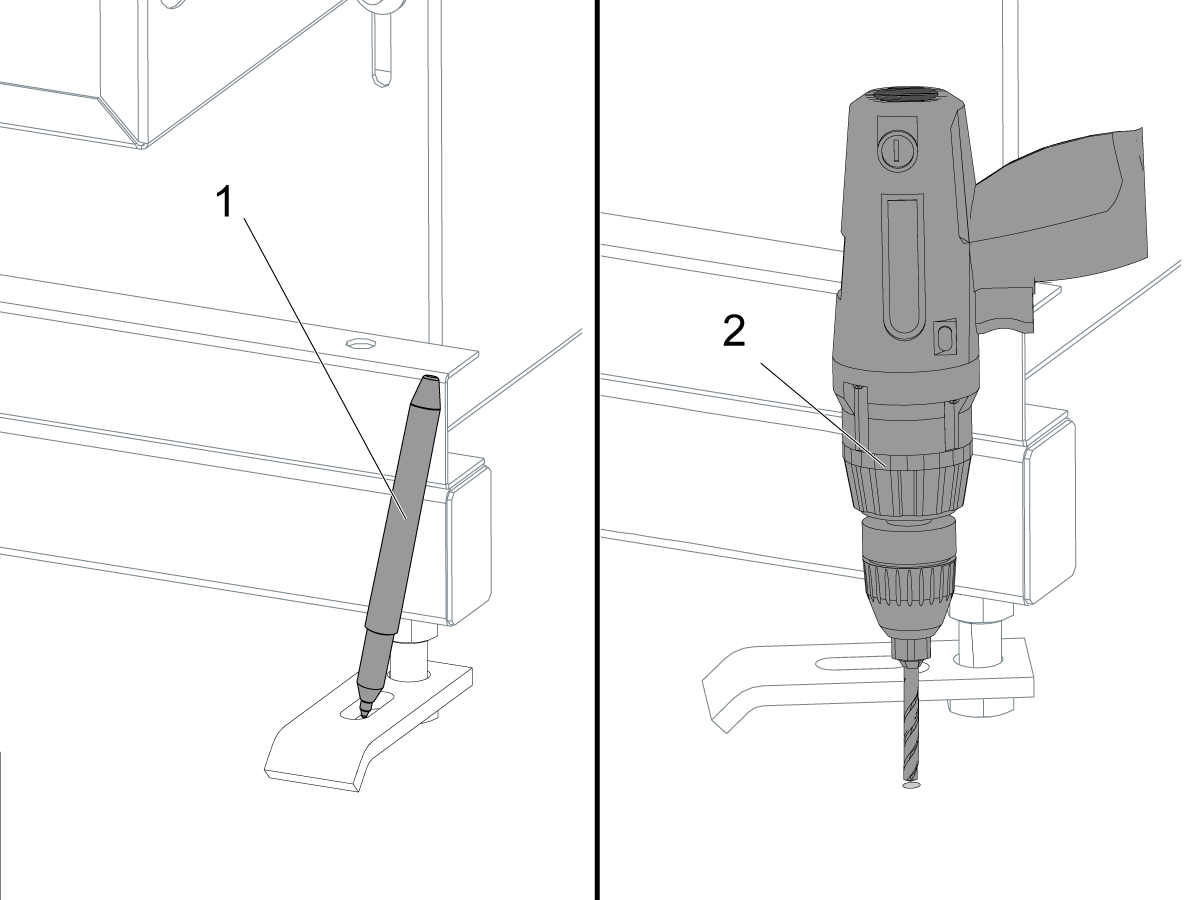
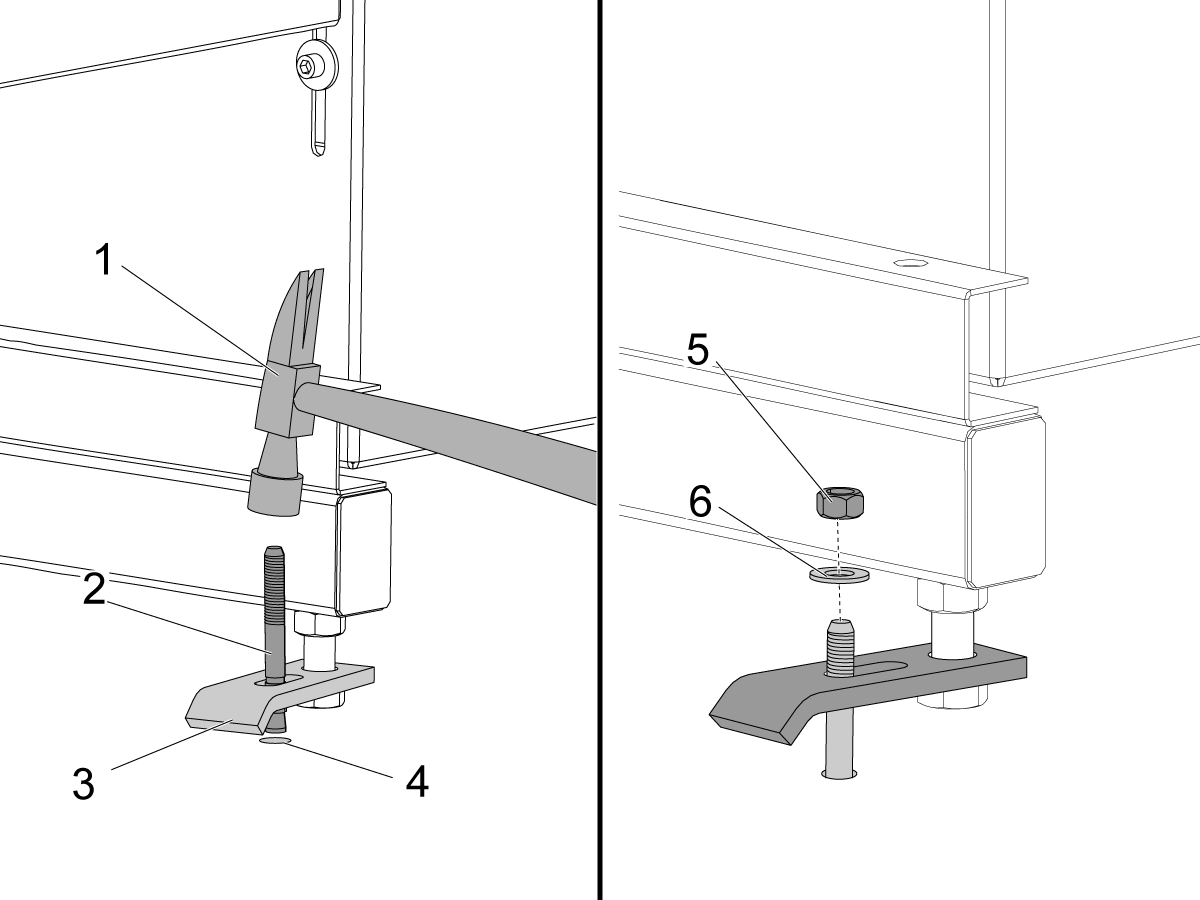
对踏板电缆布线时,从机床前裙板[1]沿侧裙板布至控制柜箱内,并如图示连接至 I/O 板。
---umc---installation/umc_apl_90_degree_control_cabinet_alignment.png)
---umc---installation/foot-print-reduction-placement_measurment.png)
| 放置测量 | UMC-400 | UMC-500 |
| 自动窗盖到 AV 轴正面 【1】 | 3.33 英寸(85 毫米) | 1.5 英寸 (38 毫米) |
| 自动窗盖到 AU 轴面 【2】 | 0.25 英寸(6.35 毫米) | 0.5 英寸(13 毫米) |
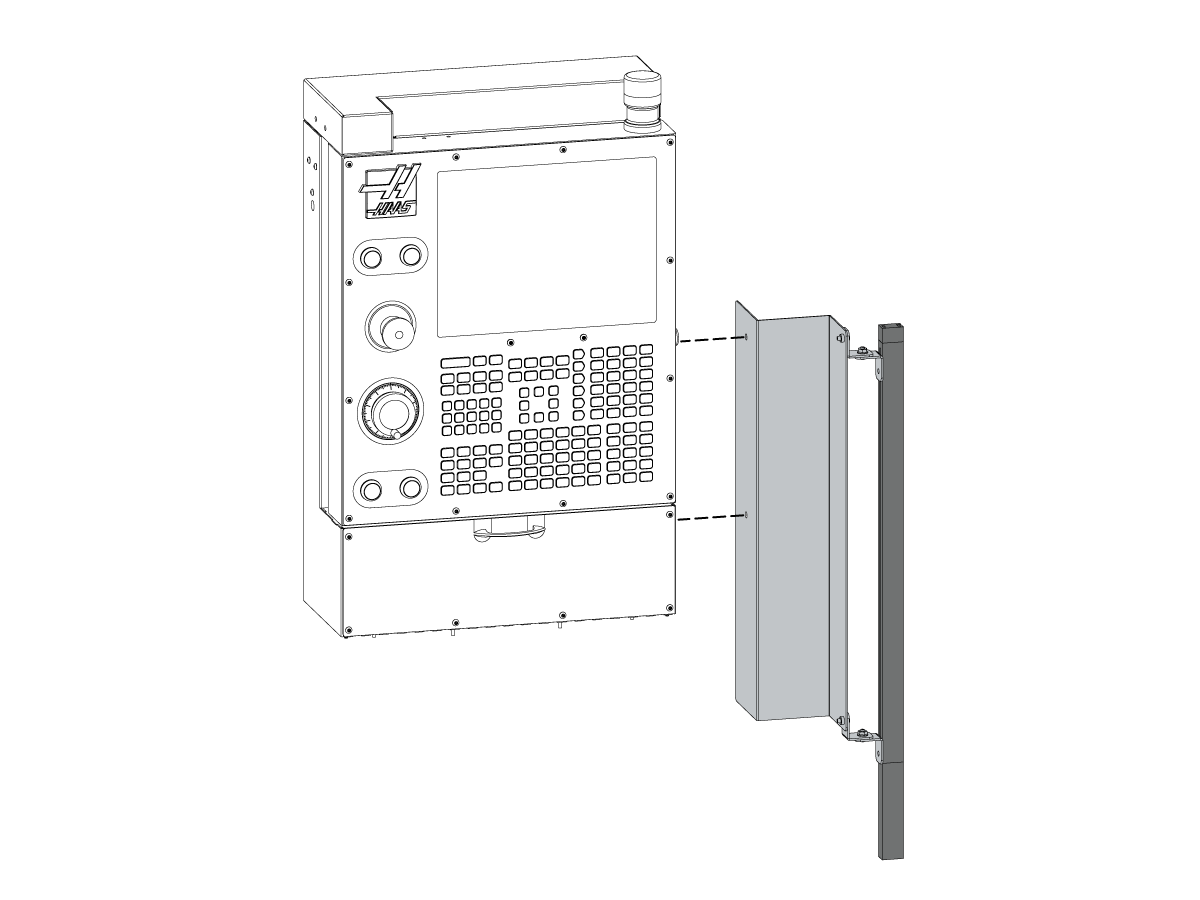
---umc---installation/new-fence-enclosure-panel-ce-machines.png)
---umc---installation/umc_apl_panel_to-electrical.png)
---umc---installation/foot-print-reduction-new-enclosure-panel.png)
---vertical---installation/Remove-Arm-Shipping-Bracket.png)
---vertical---installation/Remove-Table-Shipping-Brackets.png)
---vertical---installation/Remove-The-AU-AW-axis-shipping-brackets.png)
---umc---installation/umc_90_degree_route_conduit.png)
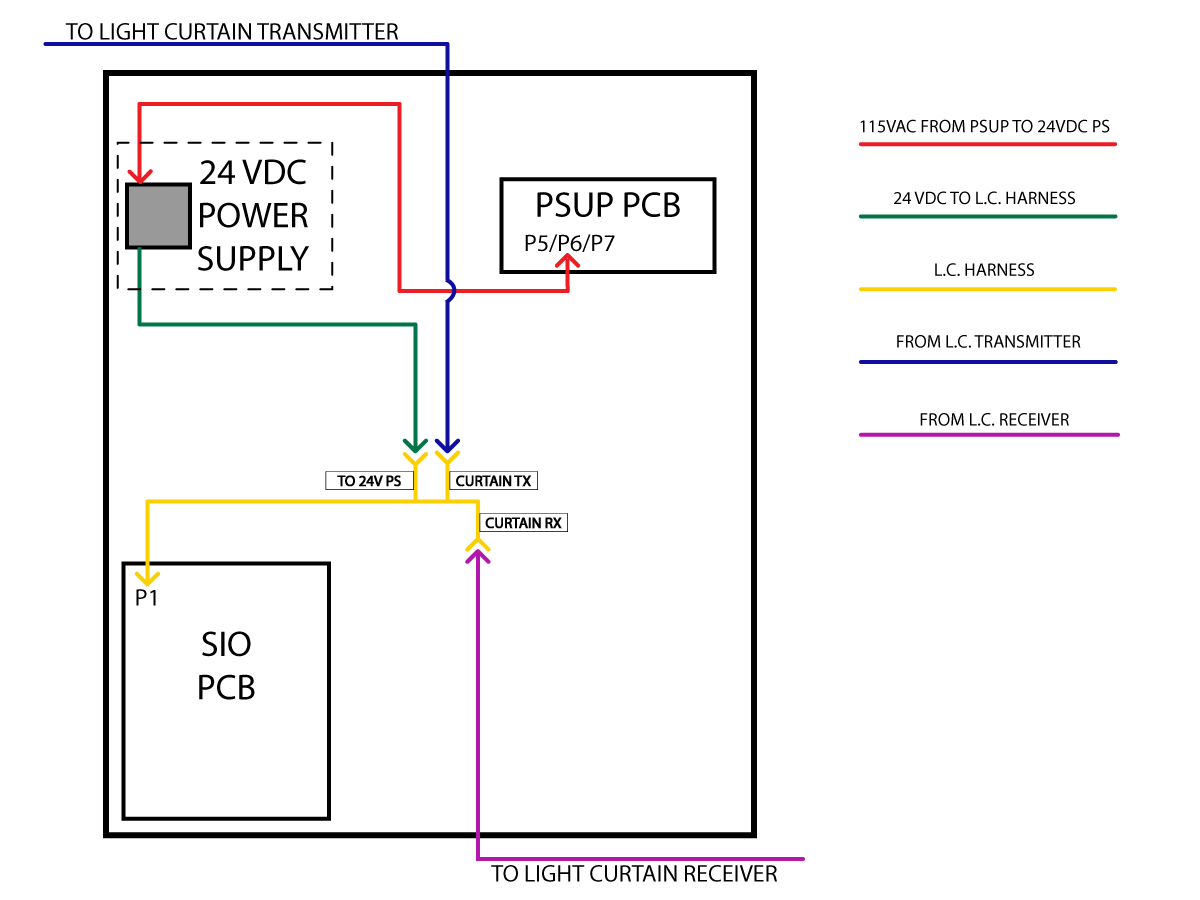
如果是围栏安装,而非光幕安装,请按以下程序操作。
警告: 在将电气 APL 部件连接到机器之前,执行此步骤。
注意: 控件需要处于“服务”模式才能访问 Factory Settings(出厂设置)菜单
注意: 图示 AU 轴放大器 [1]
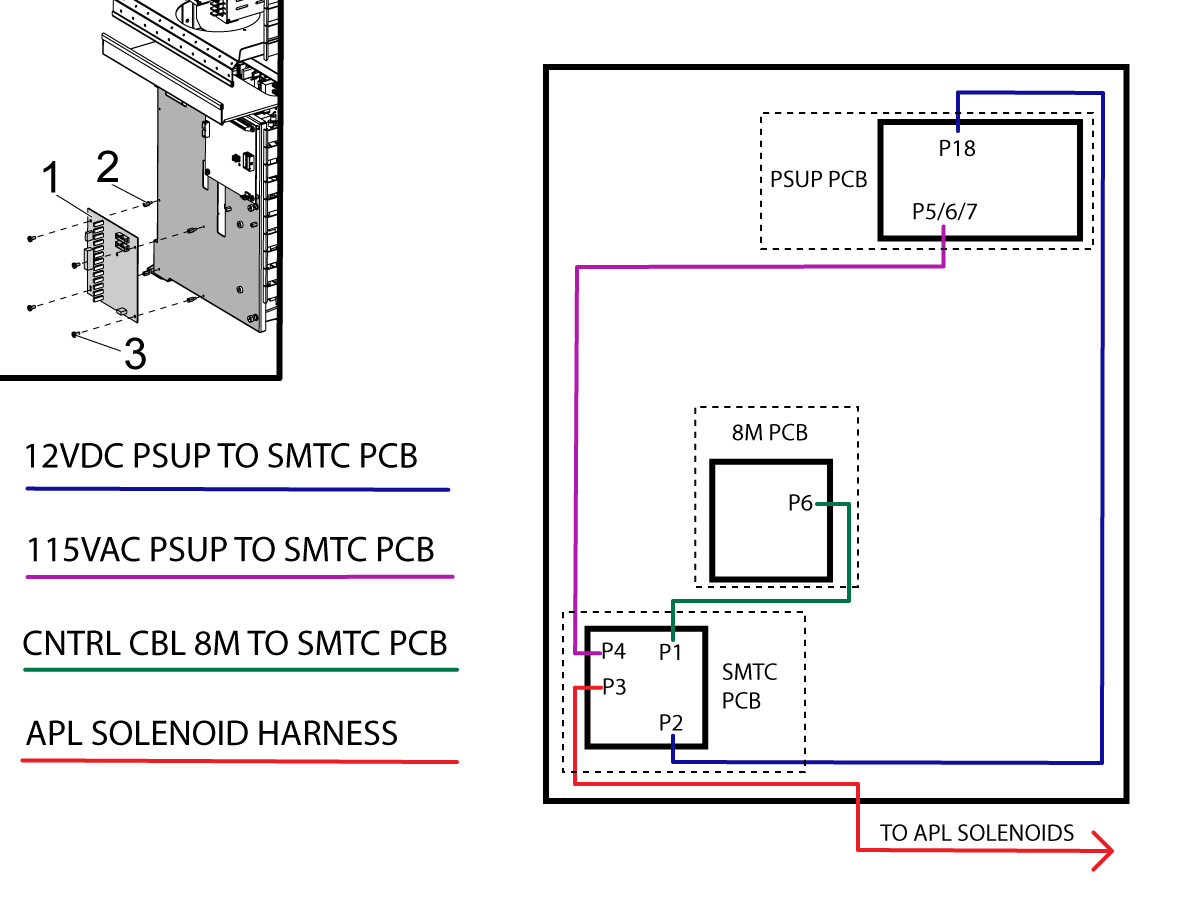
使用支架 [2] 和螺钉 [3] 将 SMTC PCB [1] 安装到 SIO 门上。
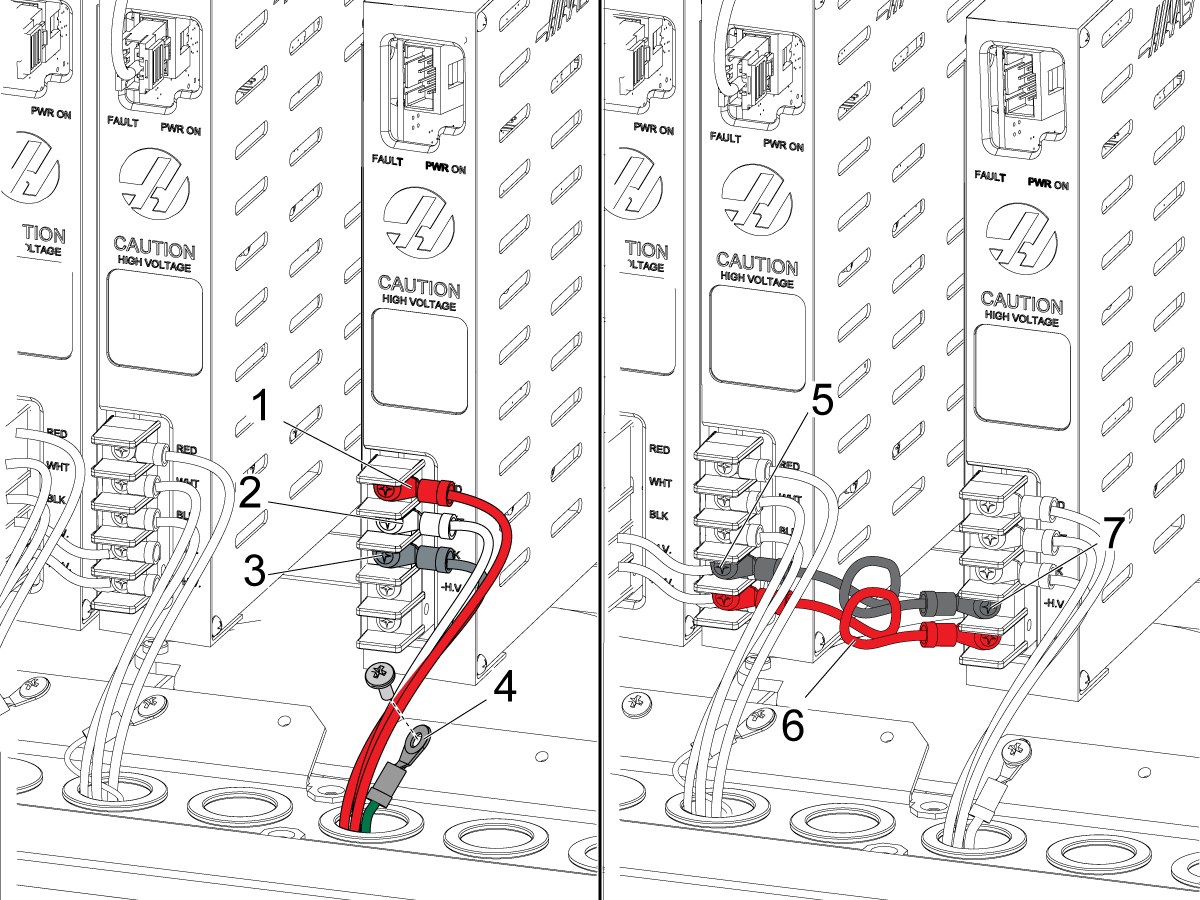
如图所示,互连 SMTC PCB 电缆。
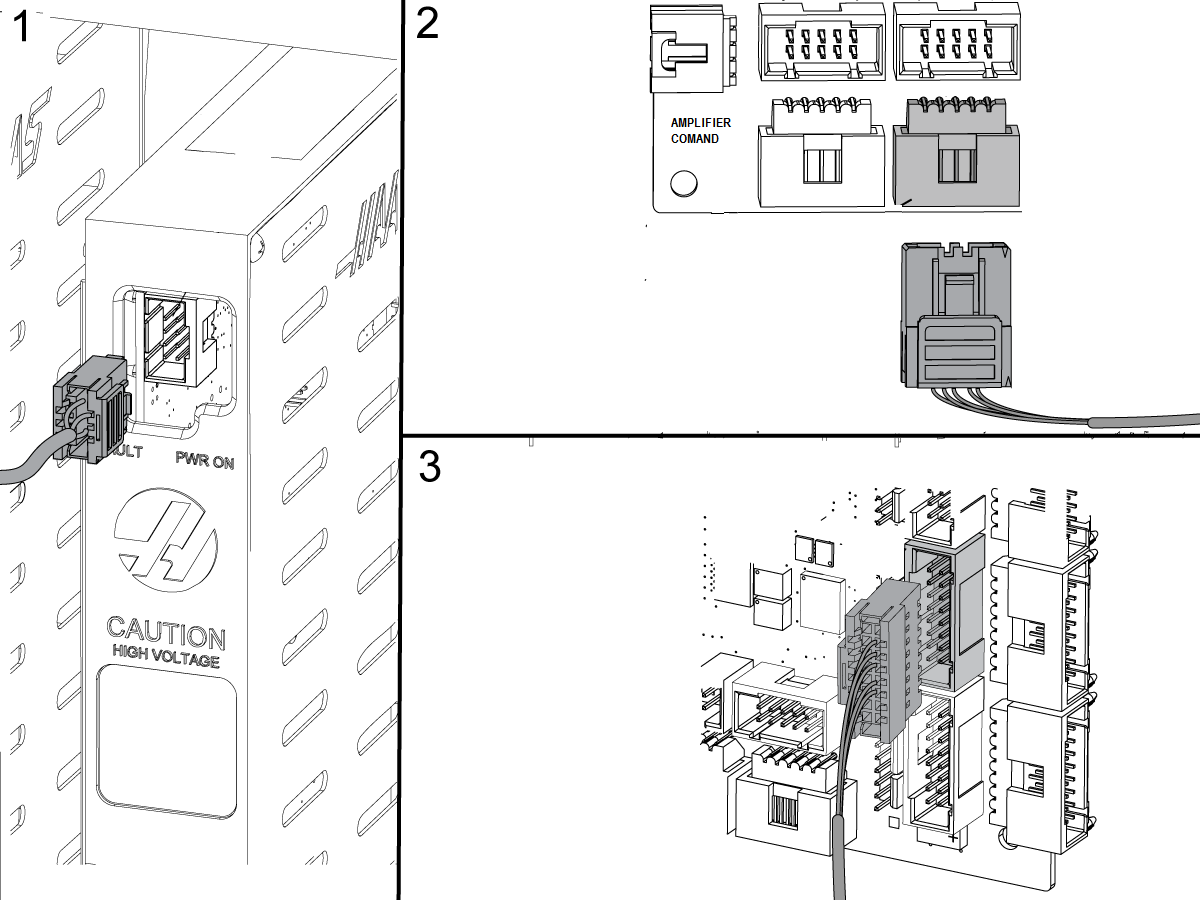
如果机床配备智能 CAN 自动门,则将电缆 33-1518 插入至 SIO 板的 P15。
---vertical---installation/Currents-Comments-APL-TAB.png)
---vertical---installation/APL-Grid-Offset.png)

警告: 如您将 设置 372 更改为 无,则如未支持或断开连接,AW 轴将掉落。请执行以下任一操作:
禁用 APL 以独立模式运行计算机。按SETTING(设置)。更改以下设置:
Recently Viewed Items
You Have No Recently Viewed Items Yet

美元价格不包括关税、报关费用、保险费、增值税及运费。
USD prices DO NOT include customs duty, customs fees, insurance, VAT, or freight.
人民币价格包含关税、报关费用、货运保险和增值税, 但不包括运费。
CNY prices include customs duty, customs fees, insurance, and VAT. DOES NOT include freight.
此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING ACCEPTS THE FOLLOWING:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255






