

/2026-04-VOP-SquareComponent.jpg/_jcr_content/renditions/cq5dam.thumbnail.319.319.png) 增值选件套
增值选件套
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.
本文档具有示例 ballbar 来自具有不同几何、动态和测试硬件错误的机器的绘图。每个示例都包括错误描述、错误的可能原因、错误对加工部件的影响以及纠正措施。当您执行 ballbar 分析,将结果与这些示例图进行比较,以查看下一步要执行哪些故障排除步骤。
Ballbar Analysis - Quick Check Mode
单击此处执行铣床上的 球杆分析 - 快速检查模式 。
下面列出了可能需要调整的参数。
| 轴 | Backlash Compensation | Friction Compensation | Lead Compensation |
| X | 13138 | 229 | |
| Y | 27.139 | 230 | |
| Z | 41% | 140 | 231 |
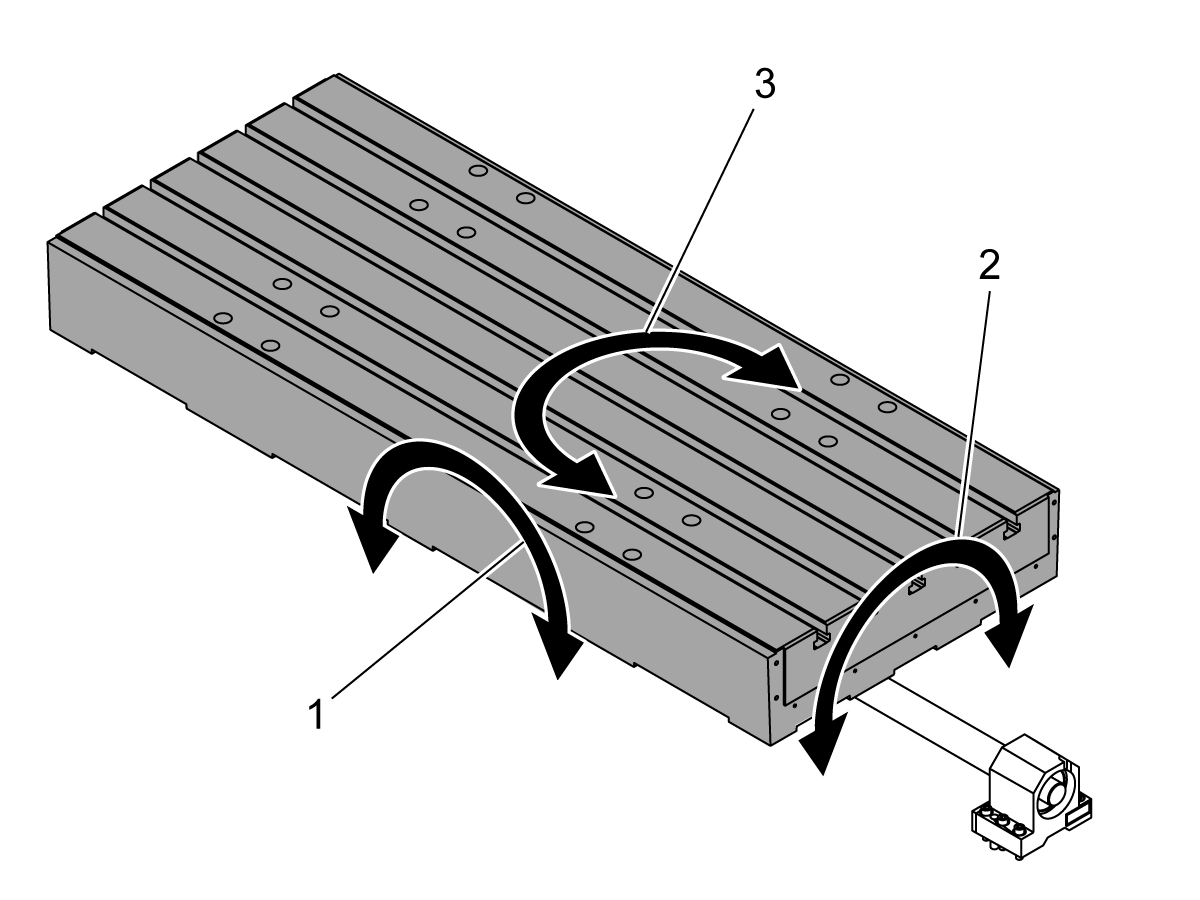
间距 [1] - 定位系统中可能存在的角偏差,其中表前缘随着表沿行驶方向的平移而上升或下降。这表示围绕水平轴的旋转,垂直于行驶轴。
滚动 [2] - 与理想直线运动的角偏差,其中定位表沿该轴平移时绕其行驶轴旋转。
Yaw [3] - 与理想直线运动的角度偏差,其中定位表沿其行驶轴平移时围绕垂直轴旋转。
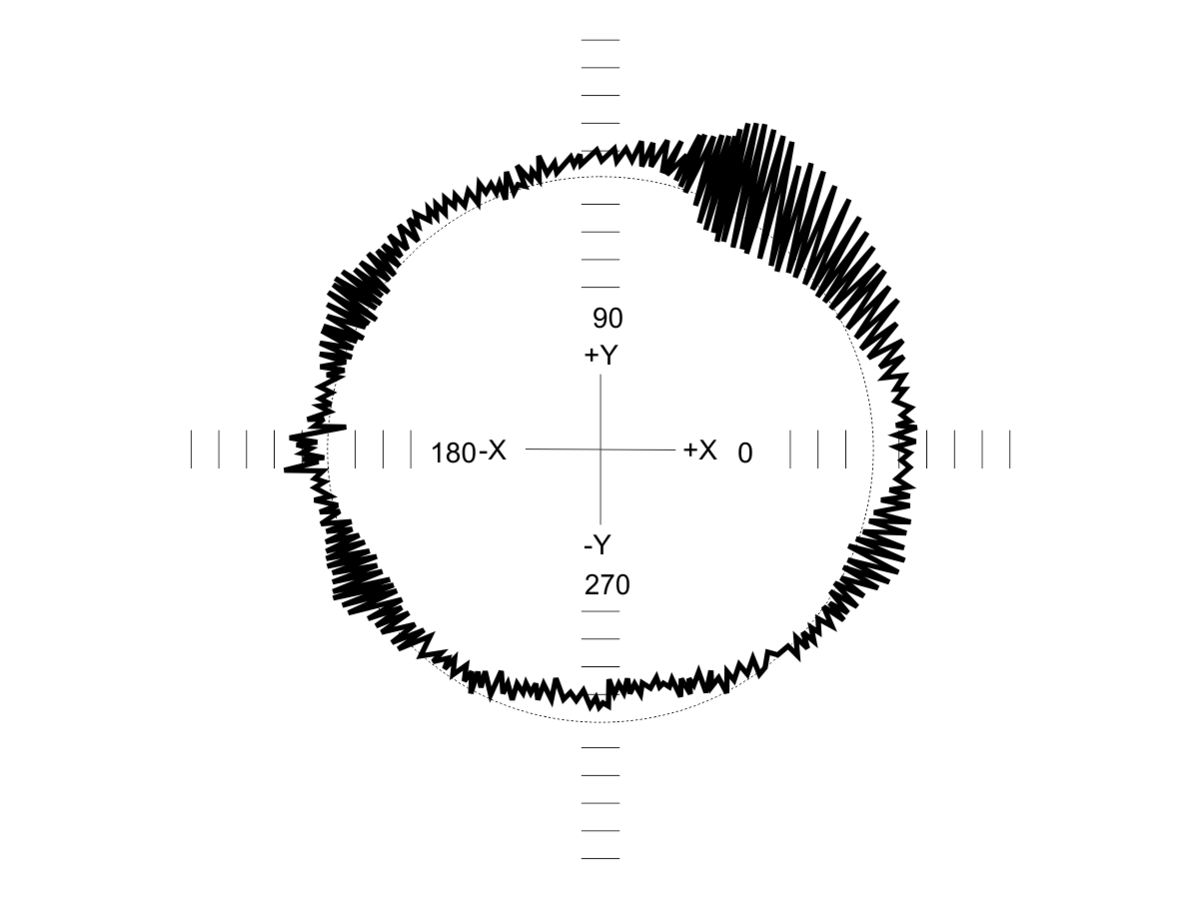
反向间隙类型:正 = 运动丢失
在此示例中,X 轴丢失的运动位于反转点,并导致 ballbar 延伸。反转点两侧的步骤相等。
机器进给率通常不会影响步骤的大小。
可能的原因:
对加工零件的影响: 圆形插值刀具路径显示短平面。
纠正措施
注意: 过度补偿(参数 13 设置过高)显示为加工零件中的一个步骤。
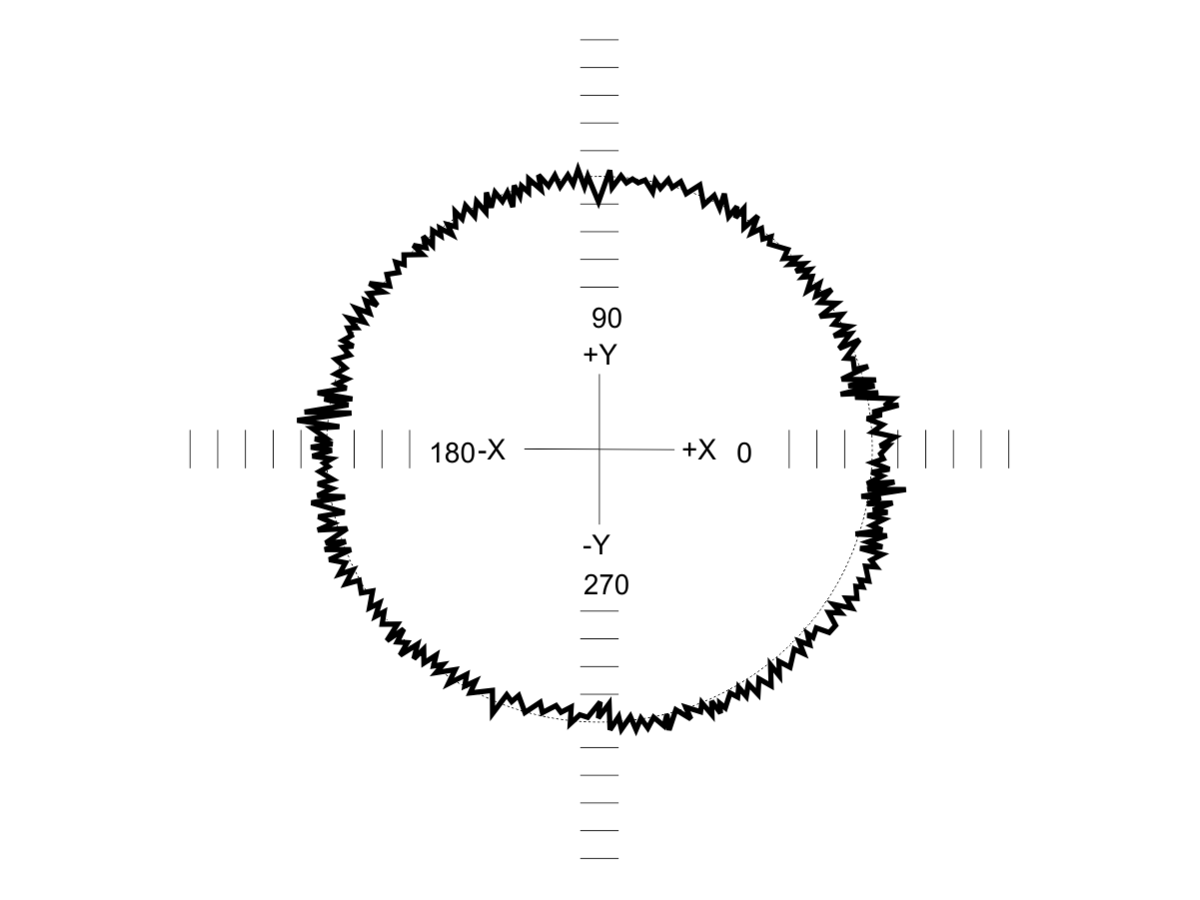
反向间隙类型:正 = 运动丢失
在此示例中,Y 轴丢失的运动位于反转点,并导致 ballbar 延伸。反转点的两侧都有相等的大小步骤。
机器进给率通常不会影响步骤的大小。
可能的原因:
对加工零件的影响: 圆形插值刀具路径显示短平面。
纠正措施
注意: 过度补偿(参数 27 设置过高)显示为加工零件中的一个步骤。
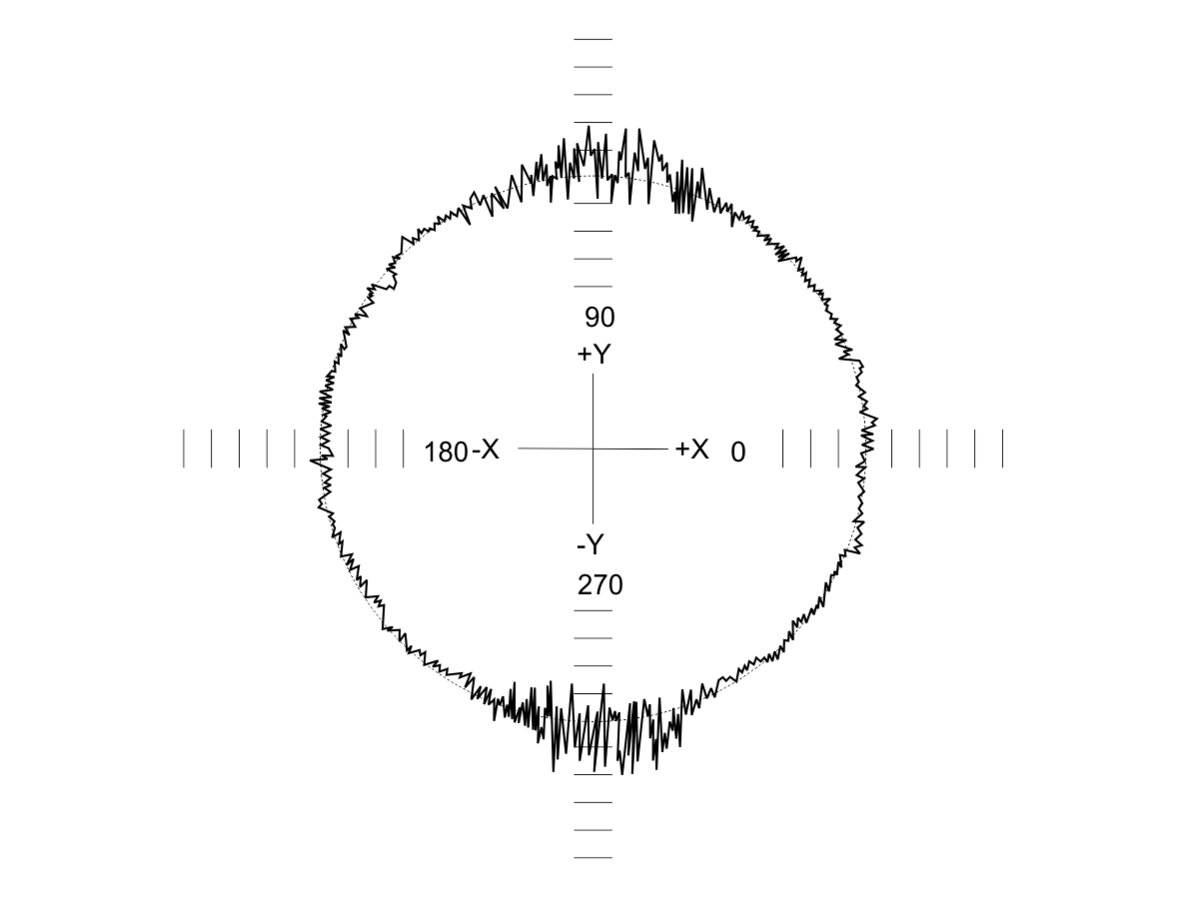
反向间隙类型:不相等(底部步骤小于上一步)
您必须考虑机器的配置。
在此示例中,Y 轴丢失的运动位于反转点,并导致 ballbar 延伸。反转点的两侧都有相等的大小步骤。
可能的原因:
纠正措施: 检查驱动器部件。
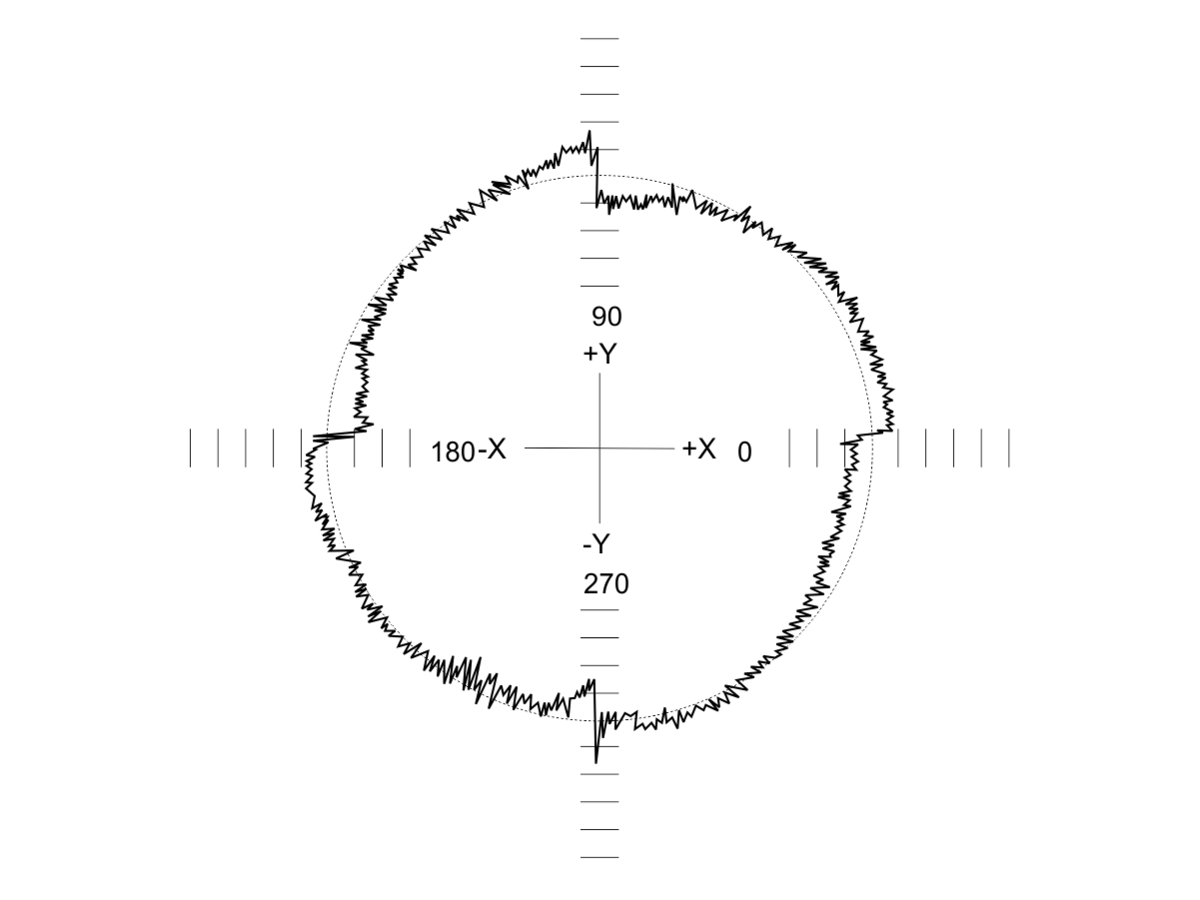
反转点有运动延迟。与反向间隙不同,控制器可识别运动的延迟并进行补偿。
在此示例中,X 轴在运动和补偿方面出现延迟。
步骤的大小通常随机器进给率而变化。
可能的原因:
注意: 在使用 Friction Compensation 参数,以消除所有其他可能的原因。
对加工零件的影响: 反转峰值的效果是,圆形插值刀具路径显示一个小平面,后跟向内恢复步骤。

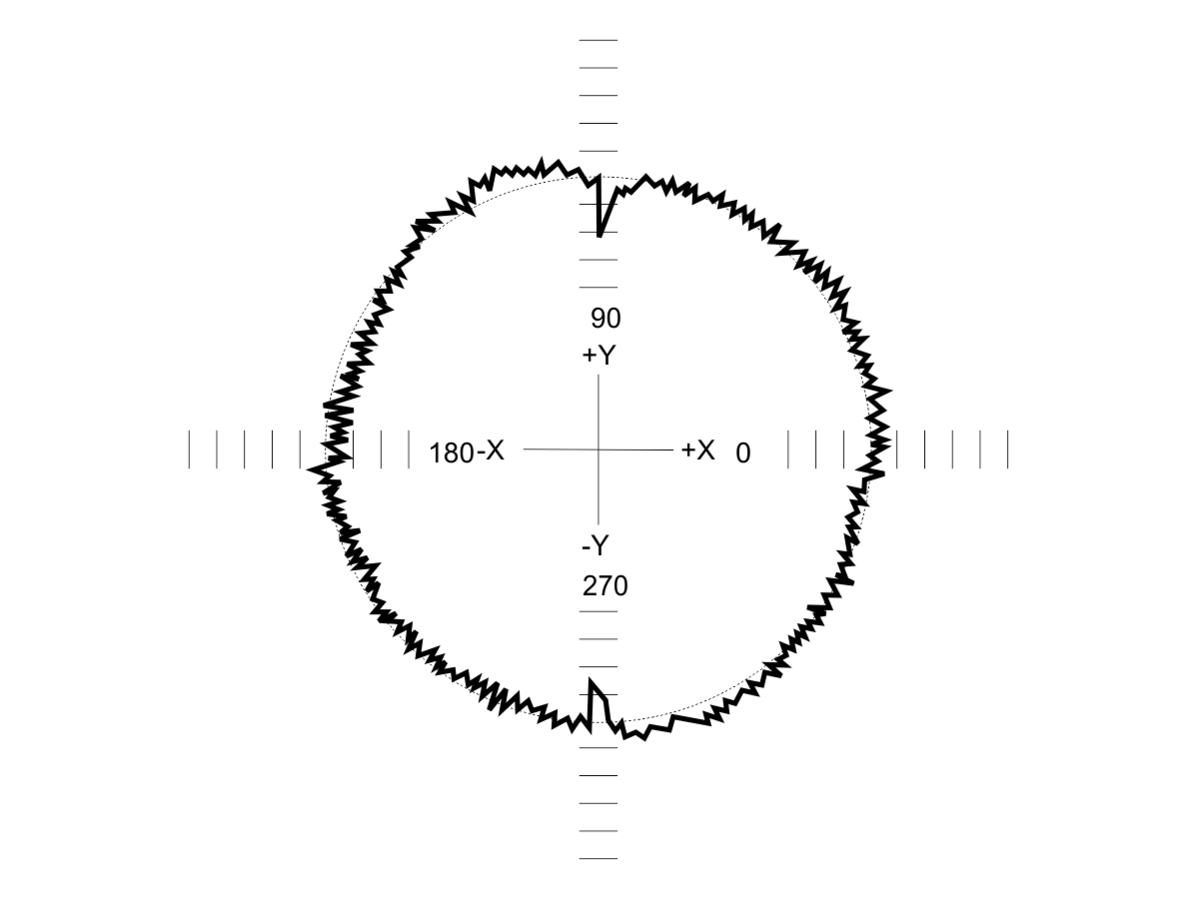
反转点有运动延迟。与反向间隙不同,控制器可识别运动的延迟并进行补偿。
在此示例中,Y 轴在运动和补偿方面出现延迟。
步骤的大小通常随机器进给率而变化。
可能的原因:
注意:A Friction Compensation 参数调整可以消除问题,但必须排除其他一切。
对加工零件的影响: 反转尖峰导致圆形插值刀具路径显示小平面,后跟向内恢复步骤。
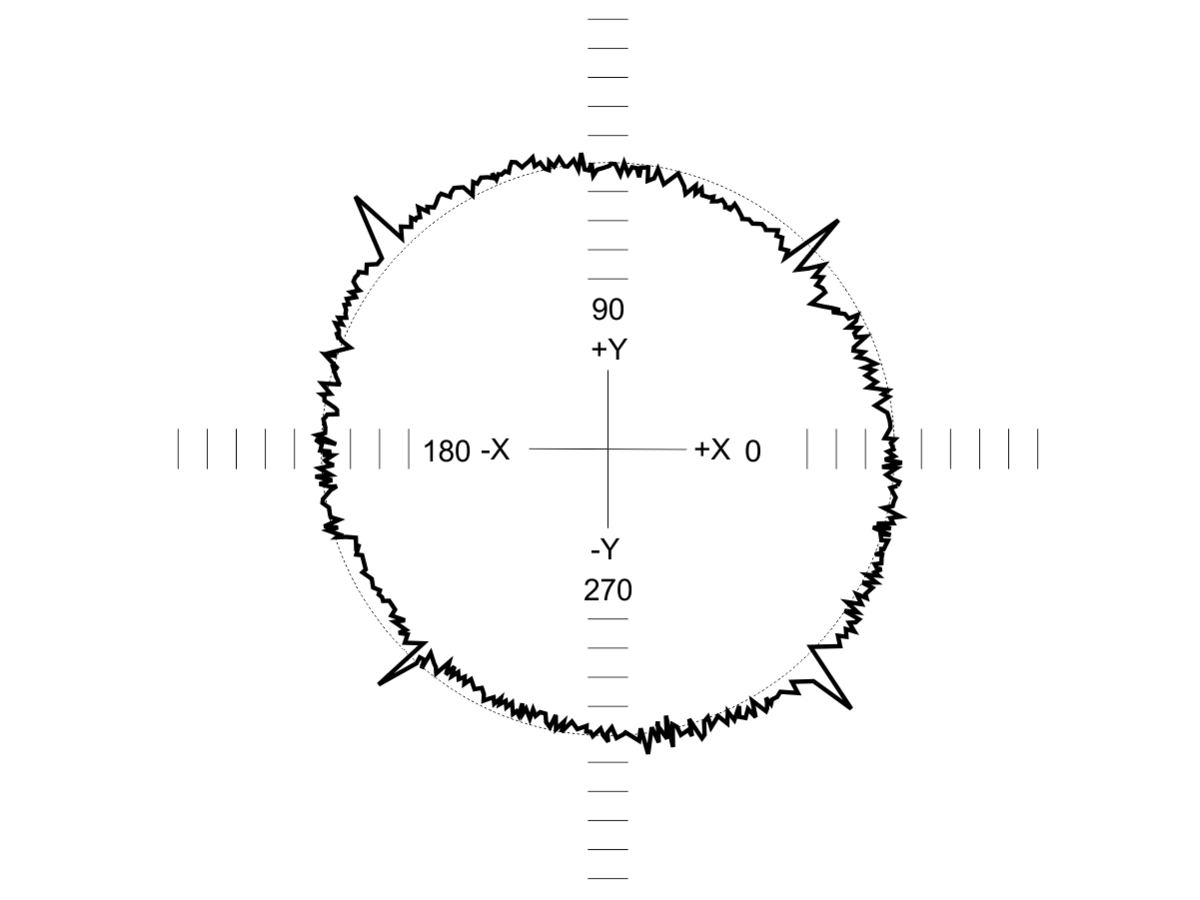
在 45o 处发生的反转尖峰很可能是由测试仪错误引起的,因为两个轴在这些点上的速度相同,并且方向没有变化。
可能的原因:
纠正措施: 检查硬件并再次进行测试。
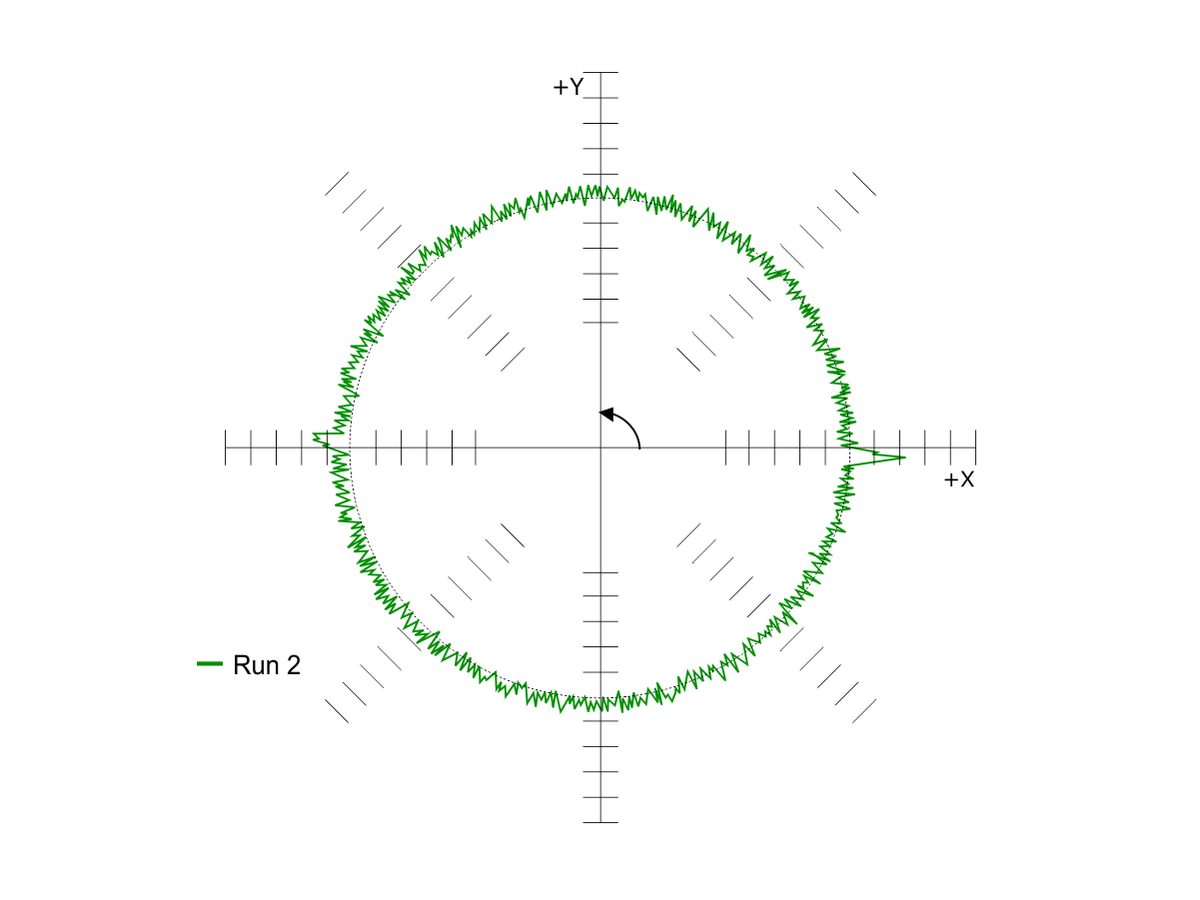
这些类型的错误开始显示为仅一侧或不对等的反向间隙。
执行两次运行时,真正的反向间隙会反映绘图。
如果 ballbar 五金件磨损、松动或脏污,则无法重复图形。
可能的原因:
纠正措施: 检查硬件并再次进行测试。
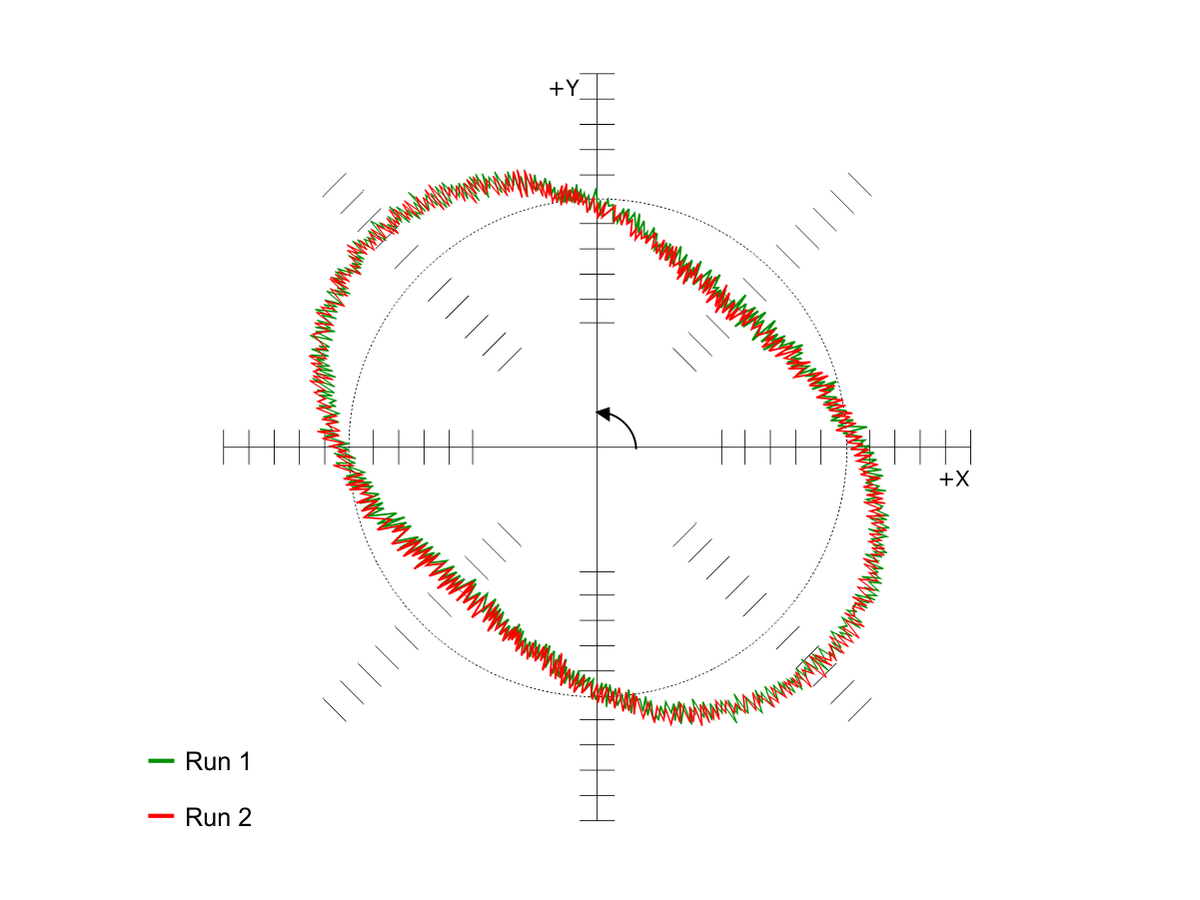
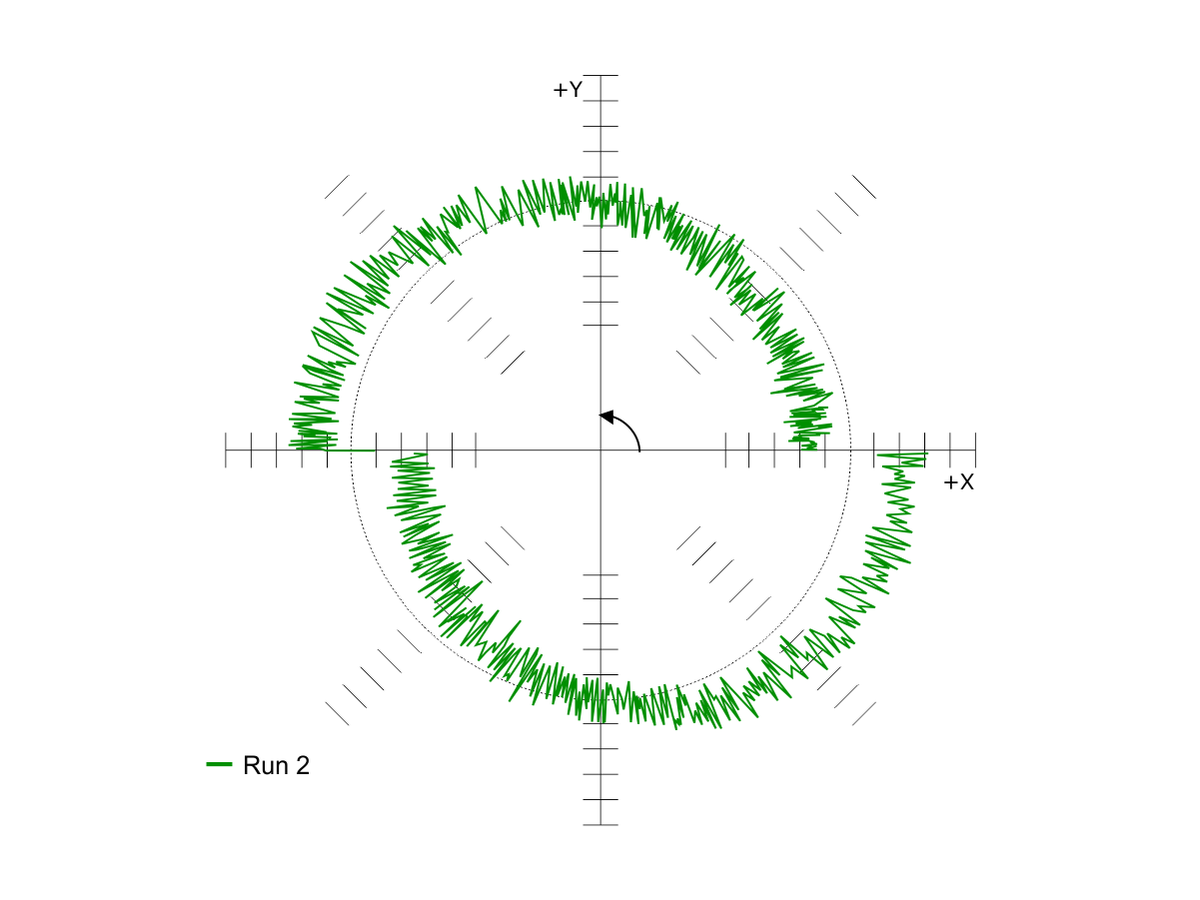
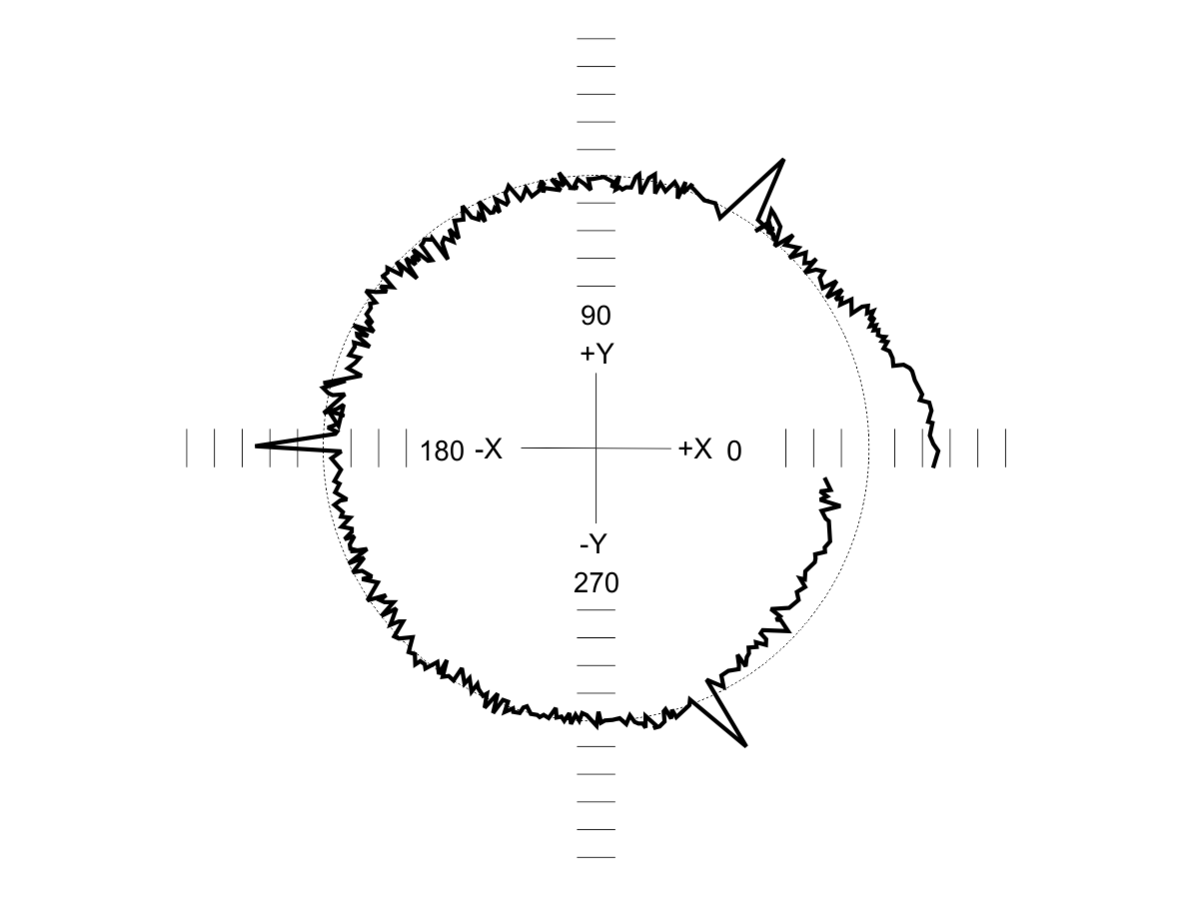
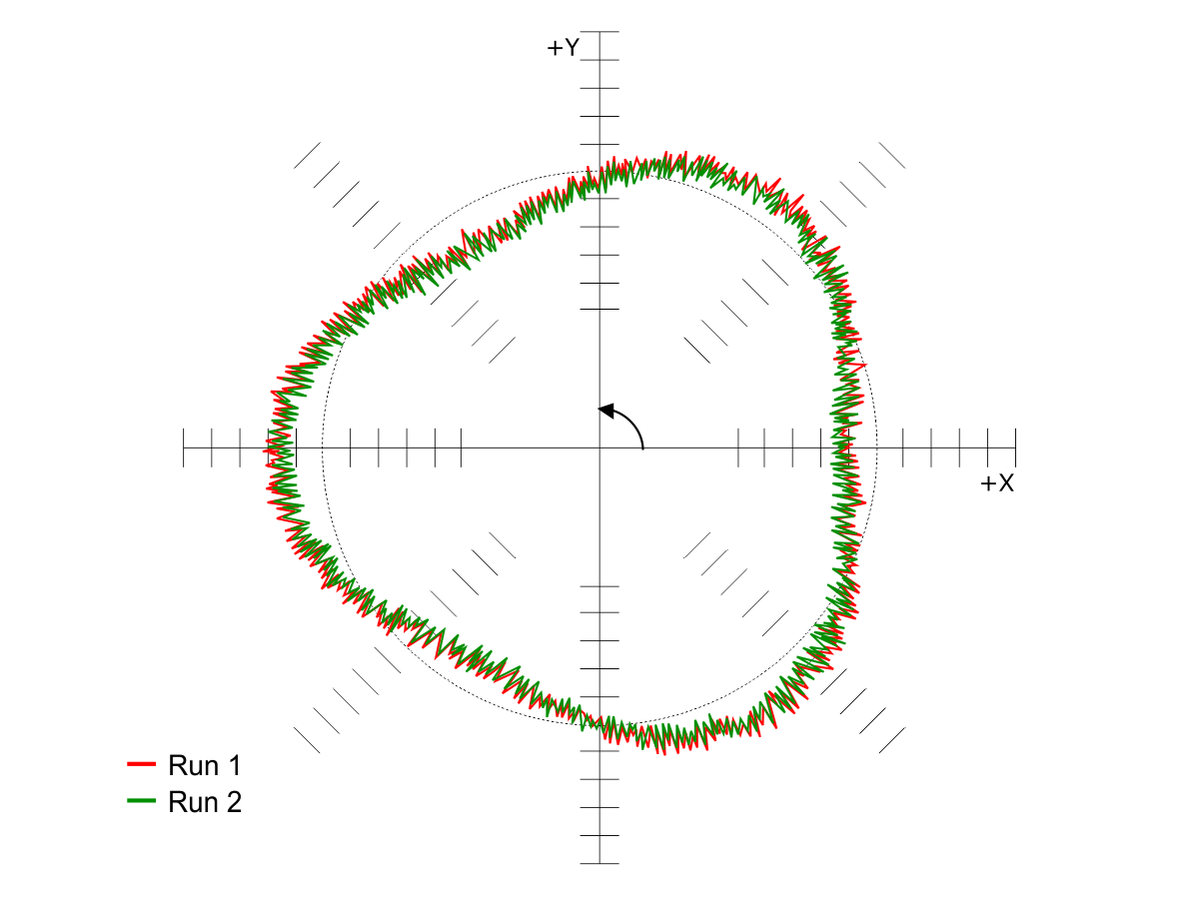
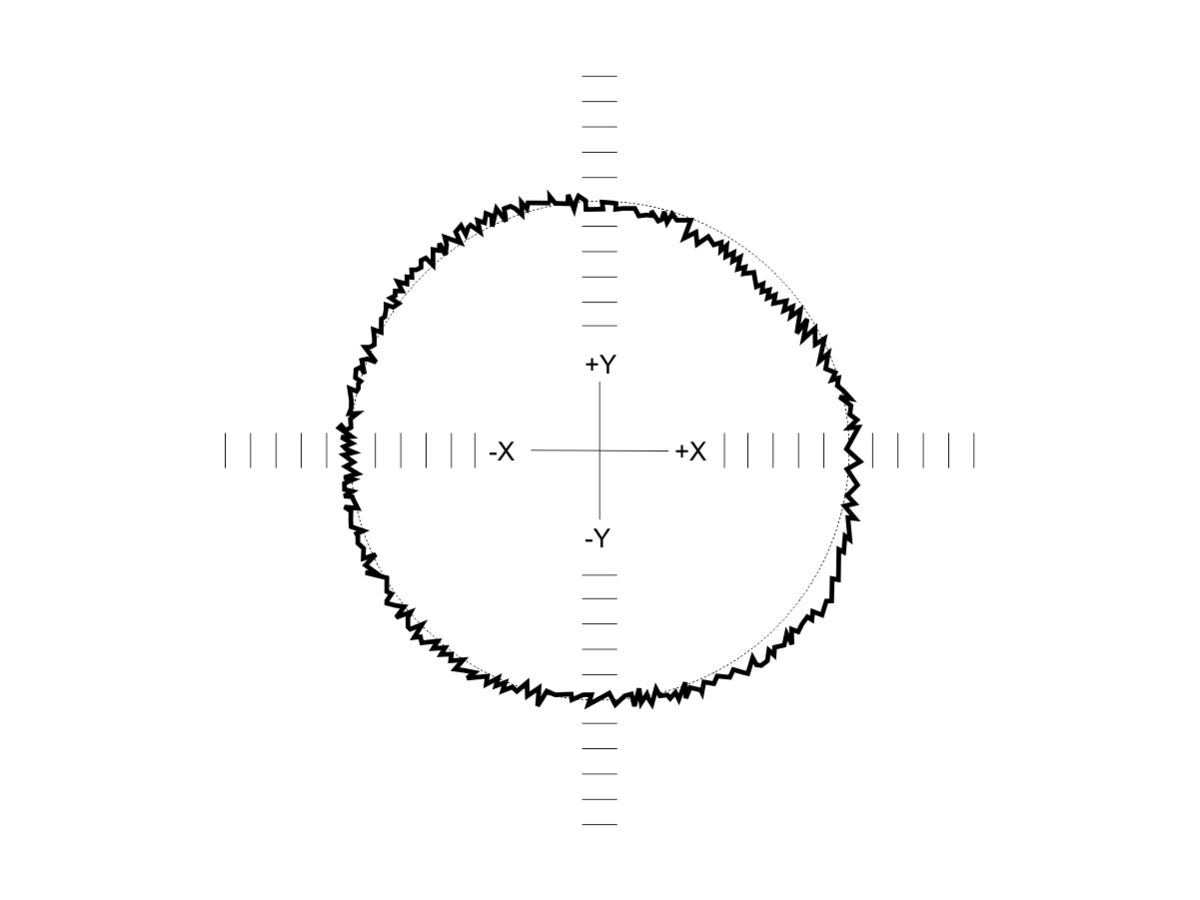
该图显示一个椭圆形的花生形状,在 45o 或 135o 对角线处扭曲。
对于两个方向(CCW 和 CW),失真轴相同。失真量不受进给率的影响。
可能的原因:
纠正措施
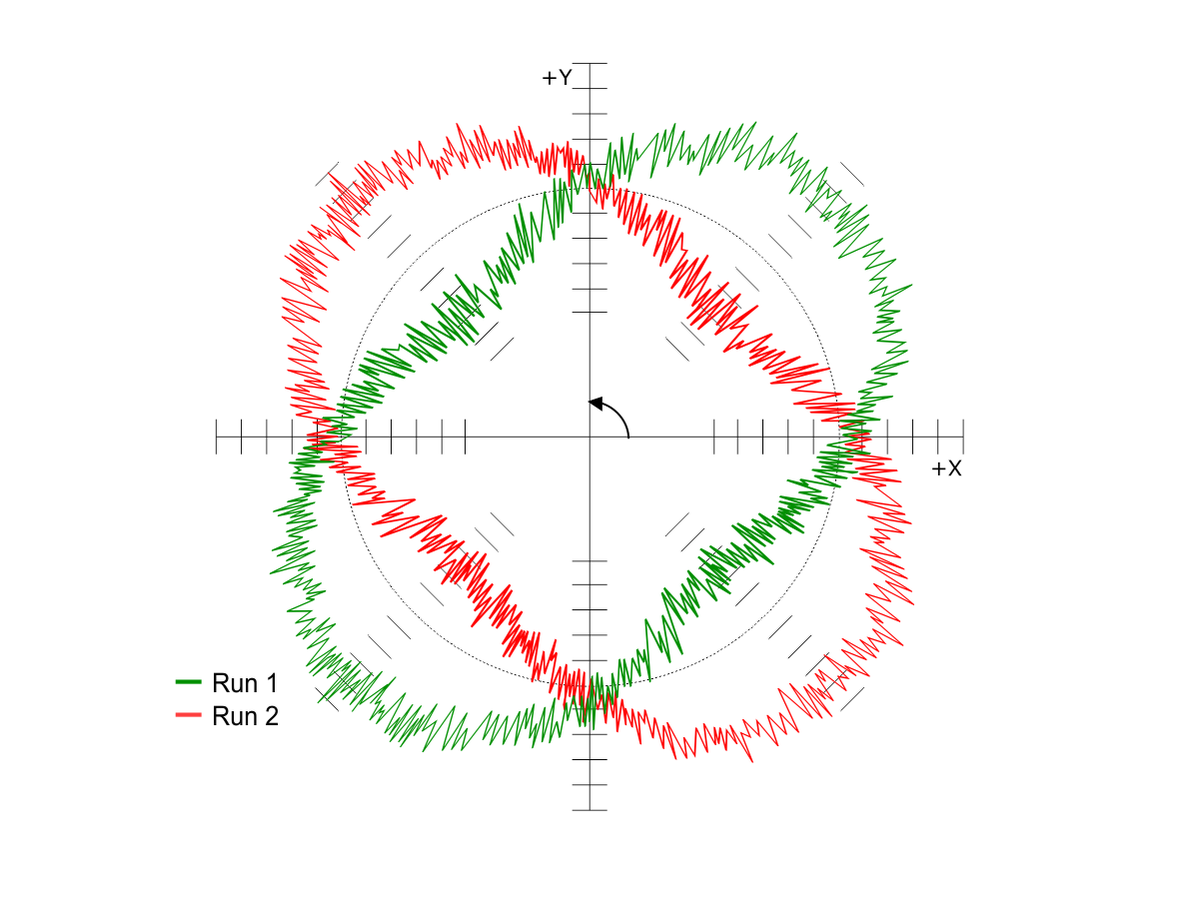
伺服不匹配被量化为机器的一个轴伺服器导致另一个轴伺服的时间(以毫秒为单位)。
可能的原因:
纠正措施: 调整机器控制器以平衡轴伺服的环路增益。向上打开滞后轴的增益,或调低正导轴的增益。

在运行 2 中,两个错误相互抵消,并且运行 2 中生成的绘图可能看起来正常。
可能的原因: 请参阅直角误差和伺服不匹配错误说明。
纠正措施: 请参阅直角误差和伺服不匹配错误说明。

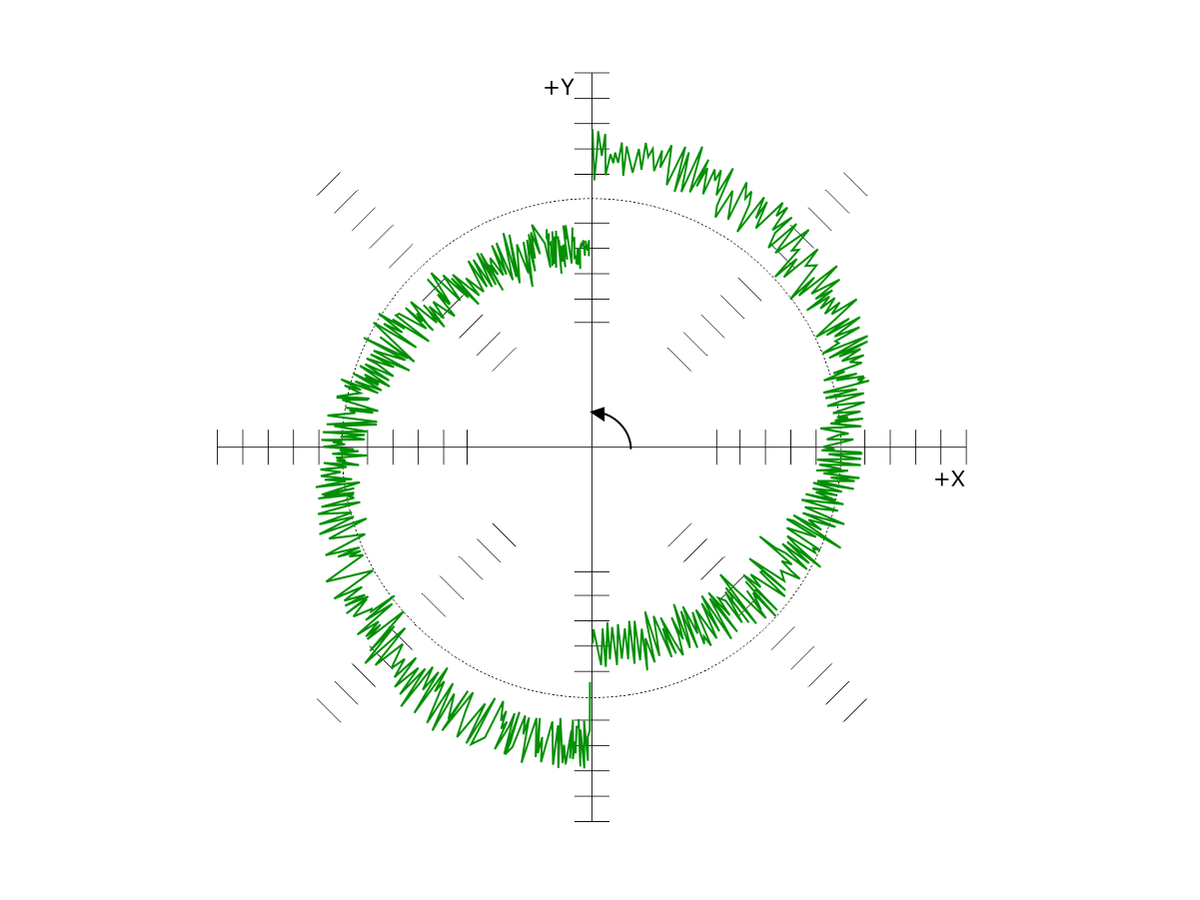
要计算缩放不匹配,绘图将从 Y 轴直径中减去 X 轴直径。
机器的温度影响缩放不匹配图。
可能的原因:
注意: 要确定实际原因,最好再进行一次绘图。
纠正措施

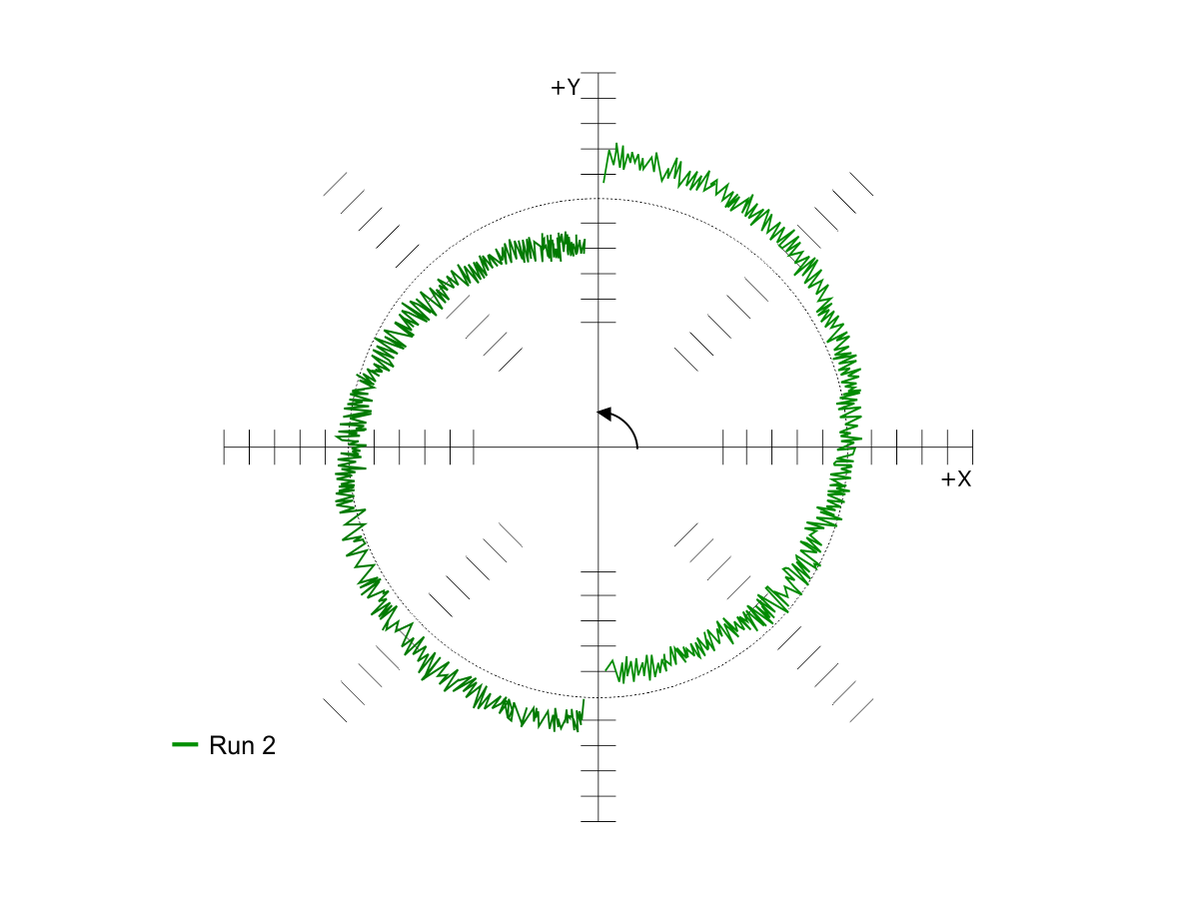
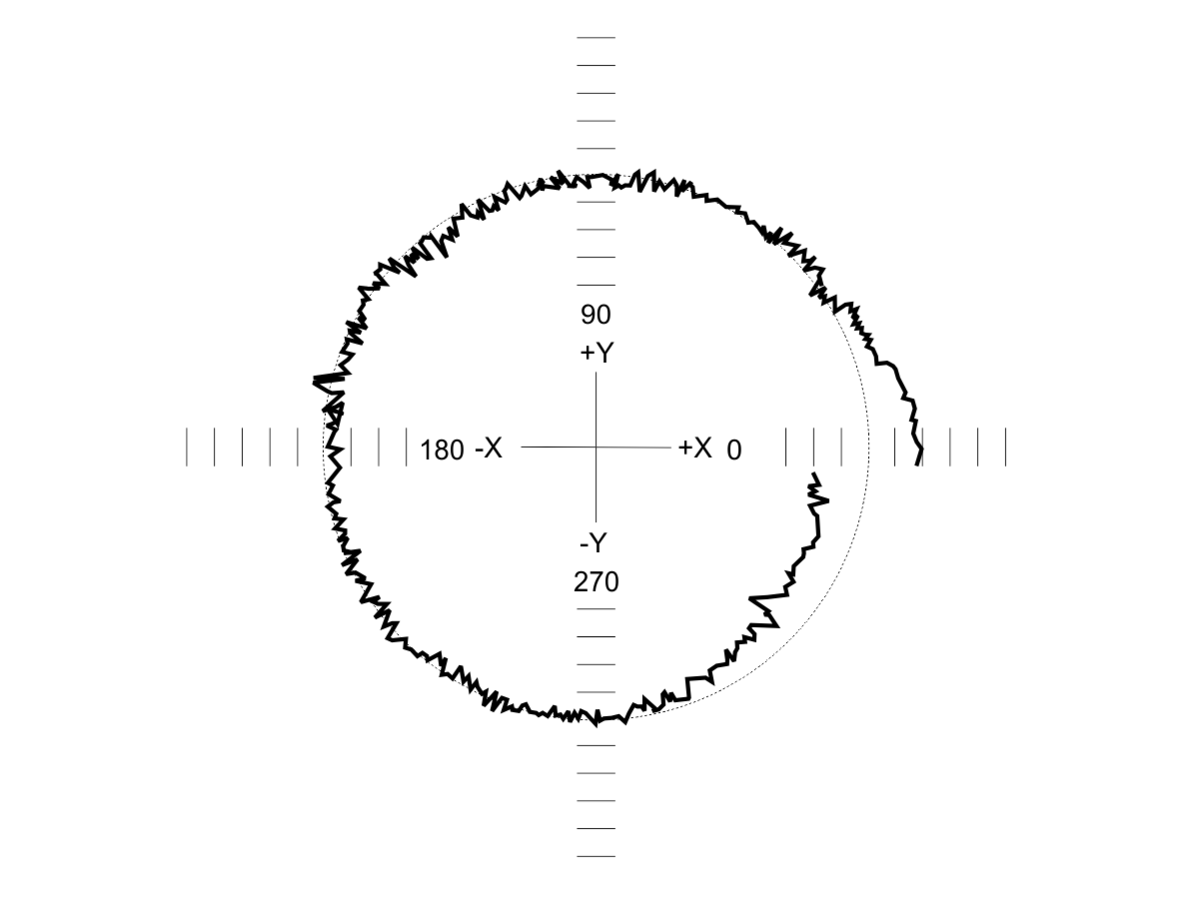
请注意椭圆形的角度,形状的轴不在 45o 处。缩放不匹配会导致角度向长轴倾斜。
可能的原因: 请参阅缩放不匹配错误说明。
纠正措施: 请参阅缩放不匹配错误说明。
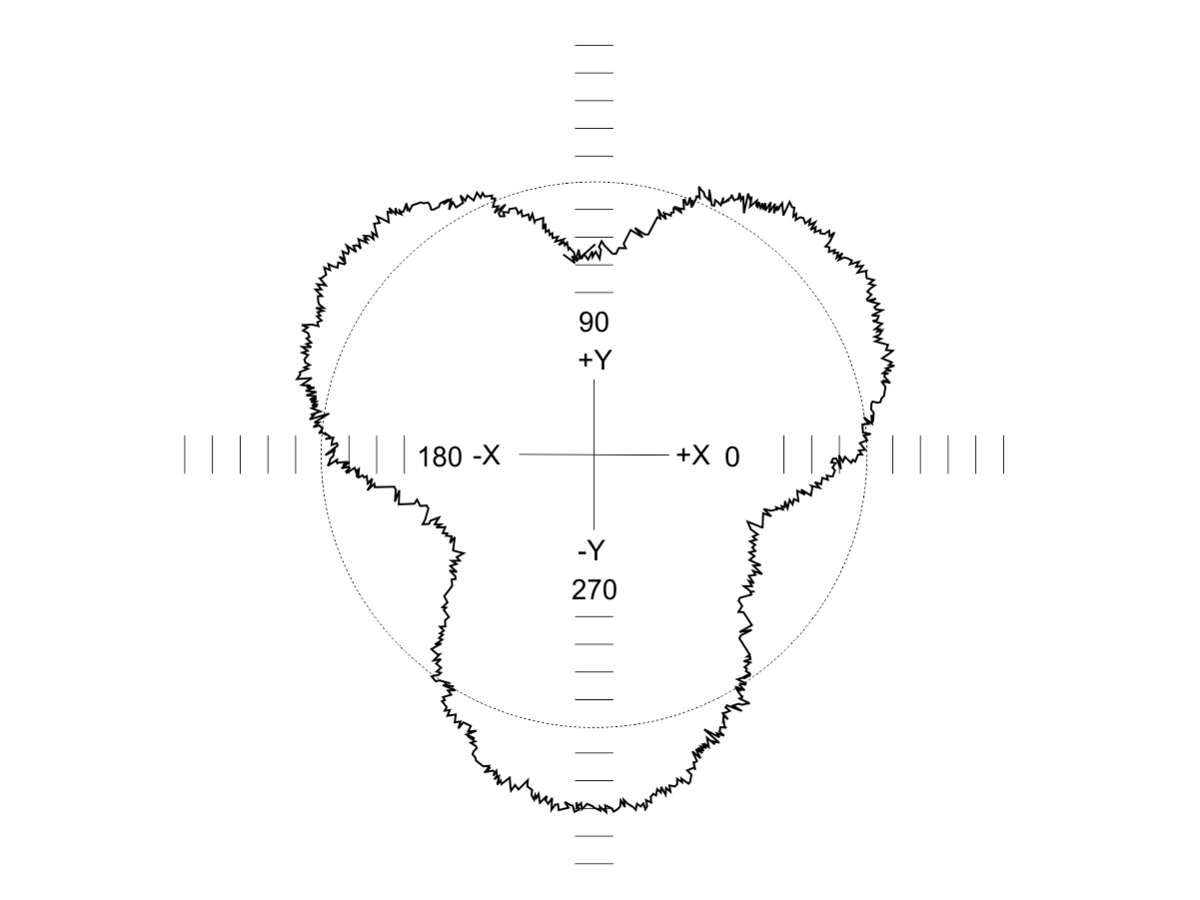
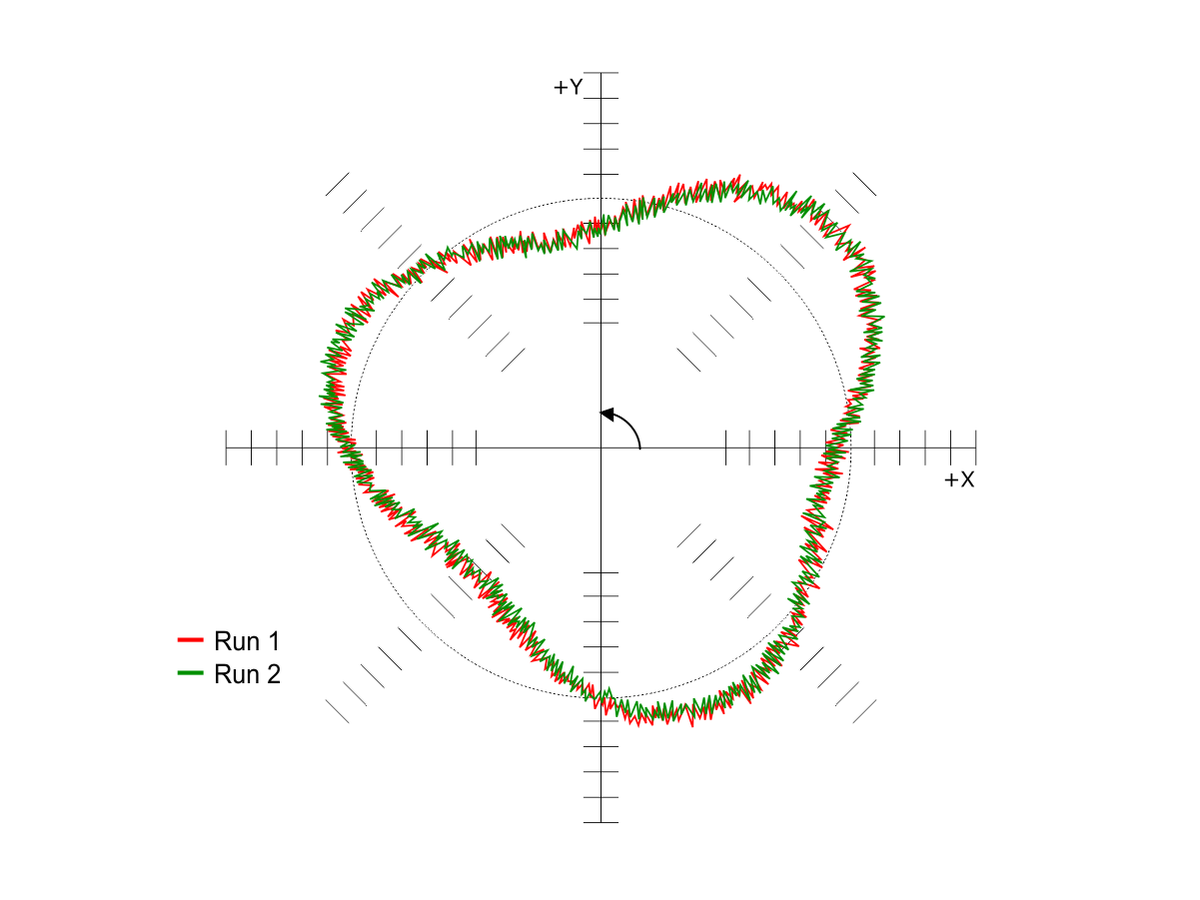
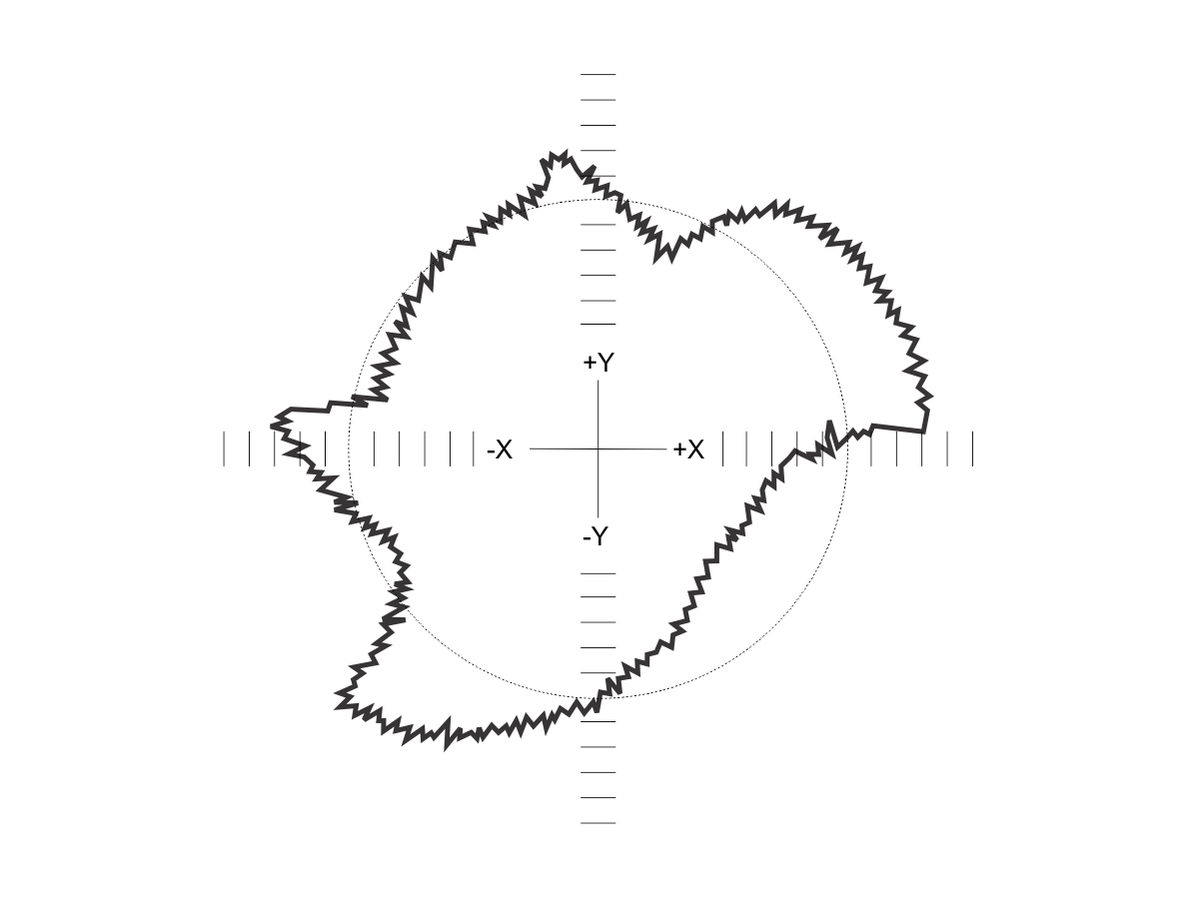
情节有三个不同的叶在其一般形状。这些波瓣可能会更改相邻顺时针和逆时针运行之间的大小和方向。三叶图在叶之间有尖锐的过渡;直度误差图具有更渐进的过渡。
这是一个测试错误。
可能的原因:
纠正措施: 检查球杆硬件,然后再次进行测试。
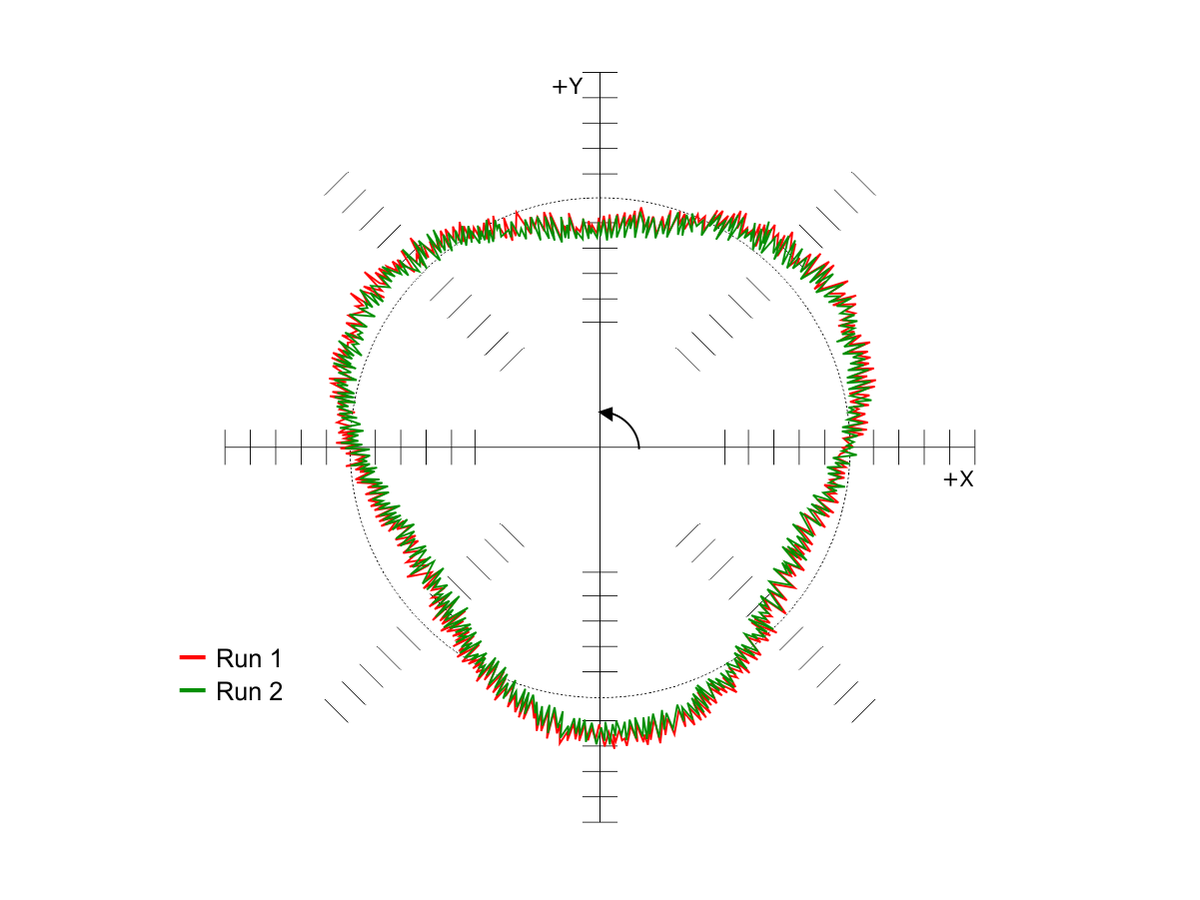
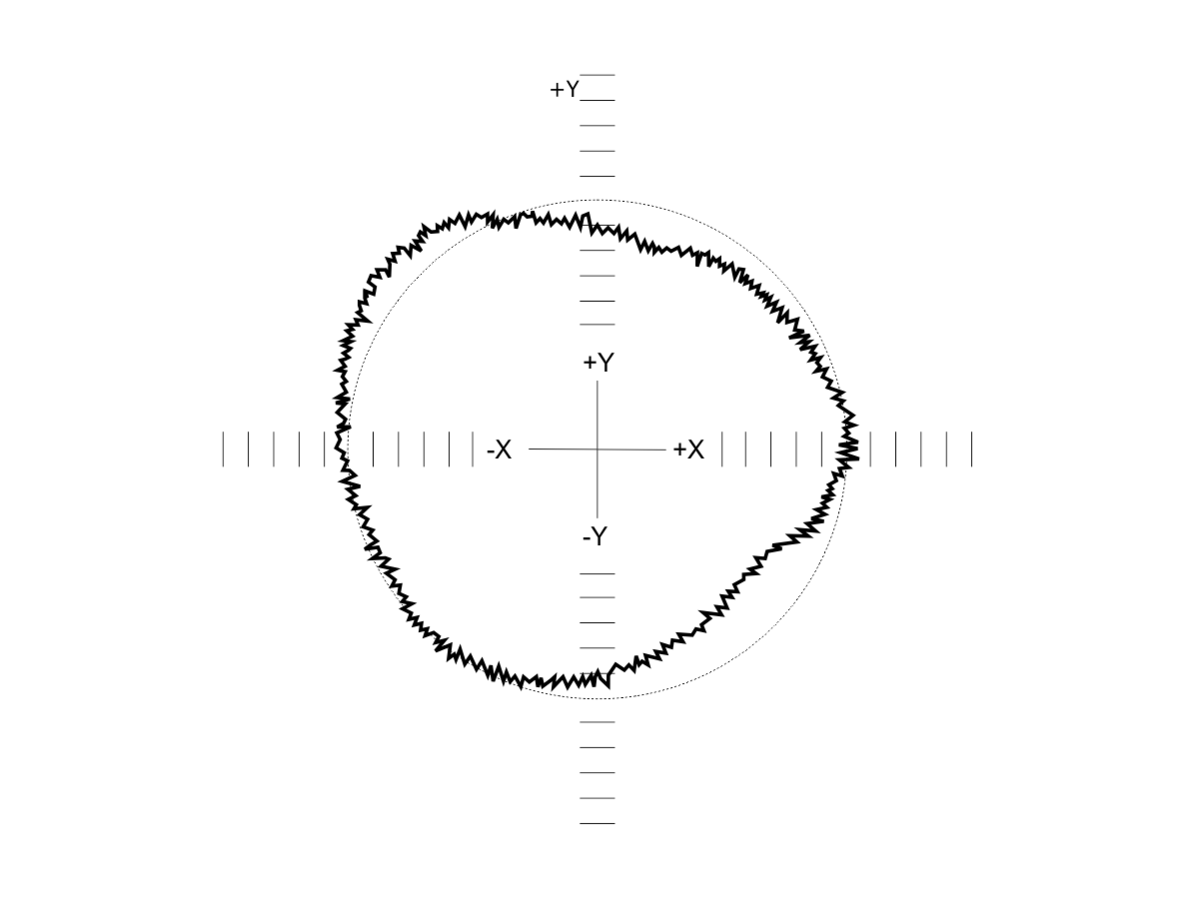
情节有三个不同的叶在其一般形状。这些不受进给率或方向的影响,但可能会随在机床上执行测试的位置而变化。直度类型图可以通过在叶之间的更平滑过渡和更好的可重复性来与三叶测试误差类型图区分开来。
可能的原因:
纠正措施
情节有三个不同的叶在其一般形状。这些不受进给率或方向的影响,但可能会随在机床上执行测试的位置而变化。直度类型图可以通过在叶之间的更平滑过渡和更好的可重复性来与三叶测试误差类型图区分开来。直度误差的头号原因是滚动。
可能的原因:
纠正措施
情节有三个不同的叶在其一般形状。这些不受进给率或方向的影响,但可能会随在机床上执行测试的位置而变化。直度类型图可以通过在叶之间的更平滑过渡和更好的可重复性来与三叶测试误差类型图区分开来。直度误差的头号原因是滚动。
可能的原因:
纠正措施

当故障轴接近反转点时,周期更加明显。当故障轴以最大速度移动且频率不变时,它们将显示更小。测量循环并确定驱动系统中每个部件的螺距。
可能的原因:
纠正措施

当故障轴接近反转点时,周期更加明显,当故障轴以最大速度移动且频率不变时,它们将显示较小。测量循环并确定驱动系统中每个部件的螺距。
可能的原因:
纠正措施
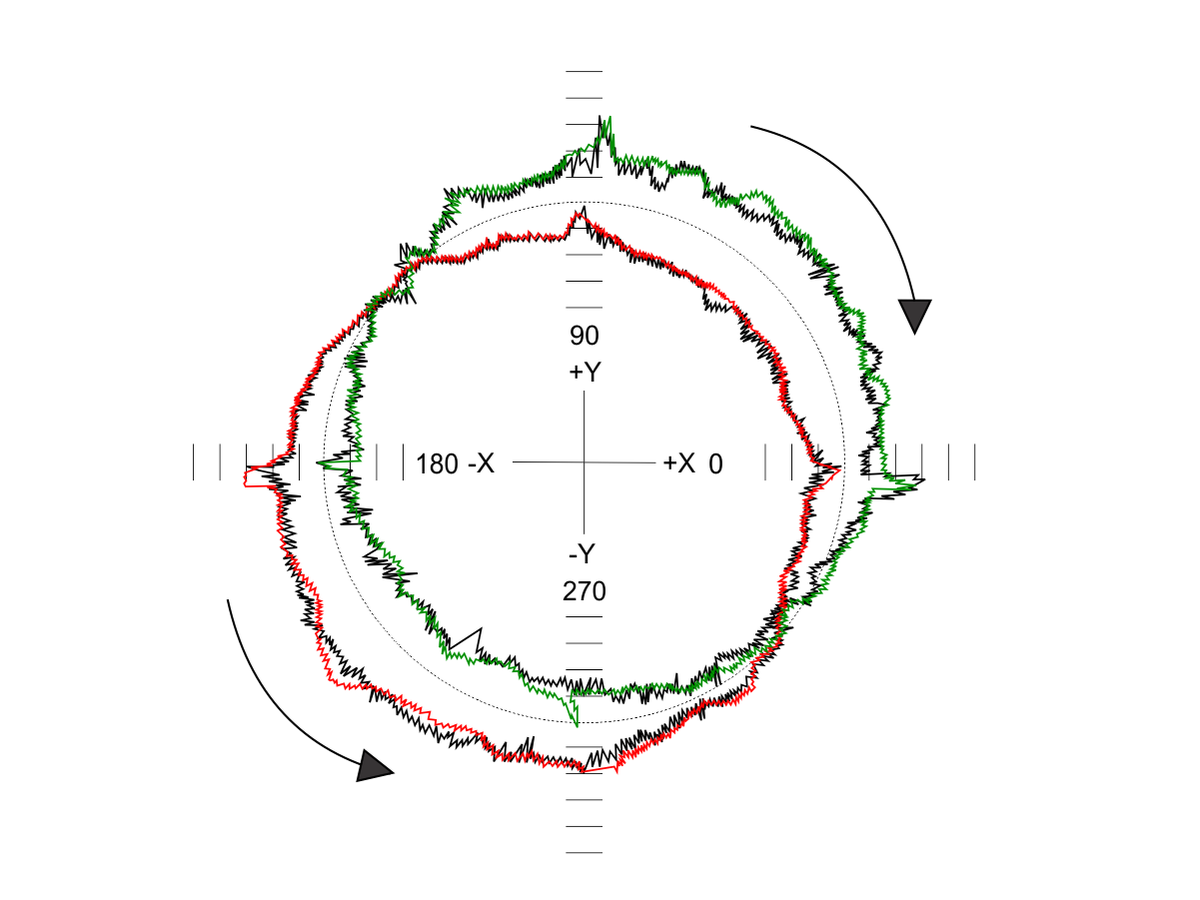
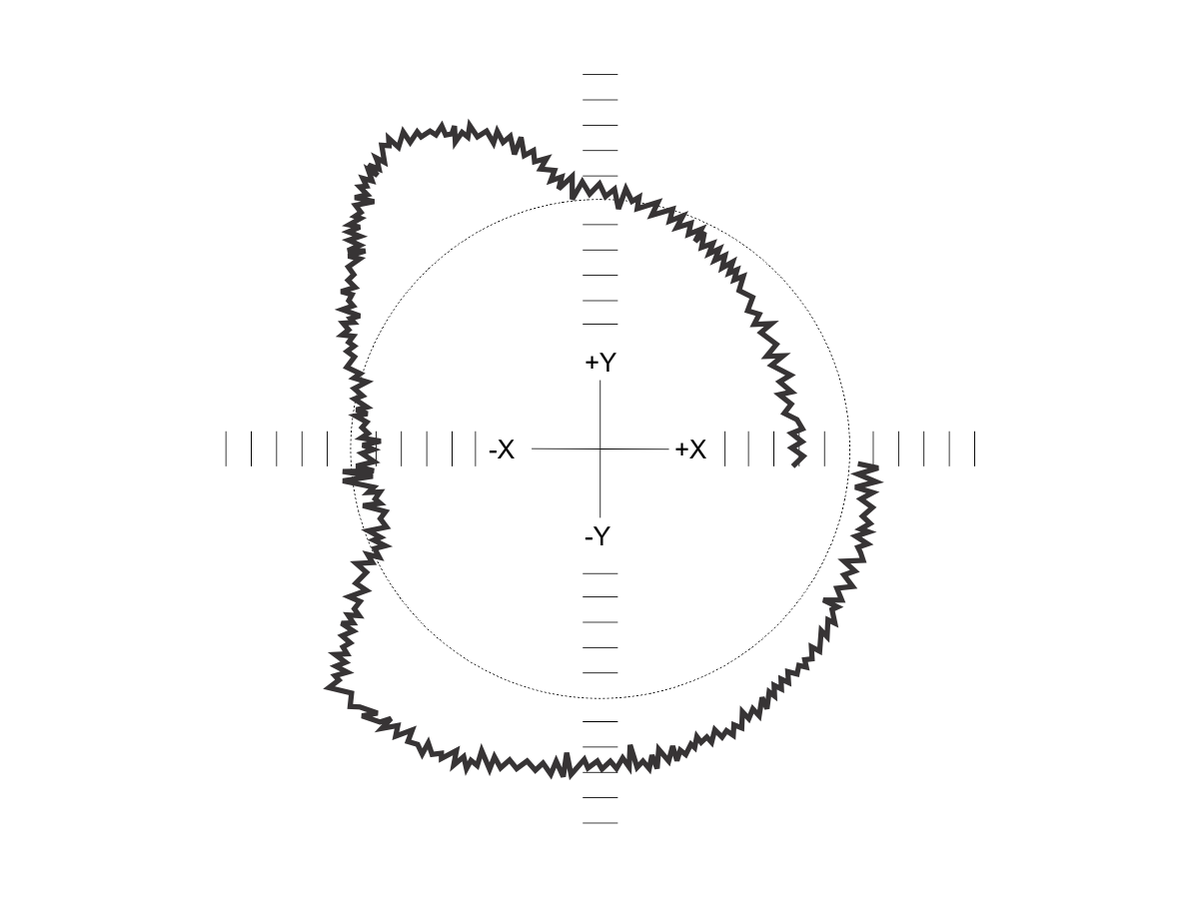
每个绘图的中心位于不同的位置。
可能的原因:
纠正措施: 检查球杆硬件,然后再次进行测试。
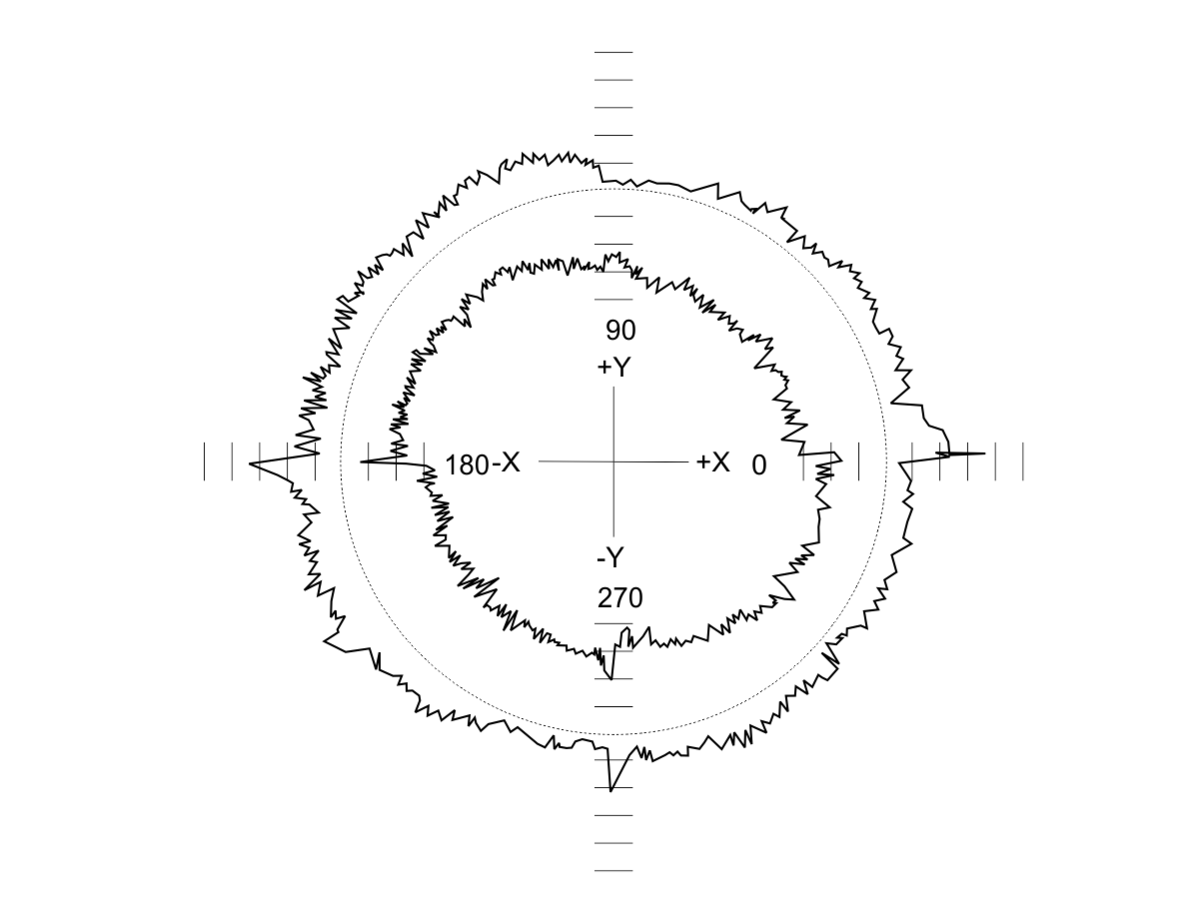
每个地块的中心位于同一位置,但绘图的直径不同。
可能的原因:
纠正措施: 检查球杆硬件,然后再次进行测试。
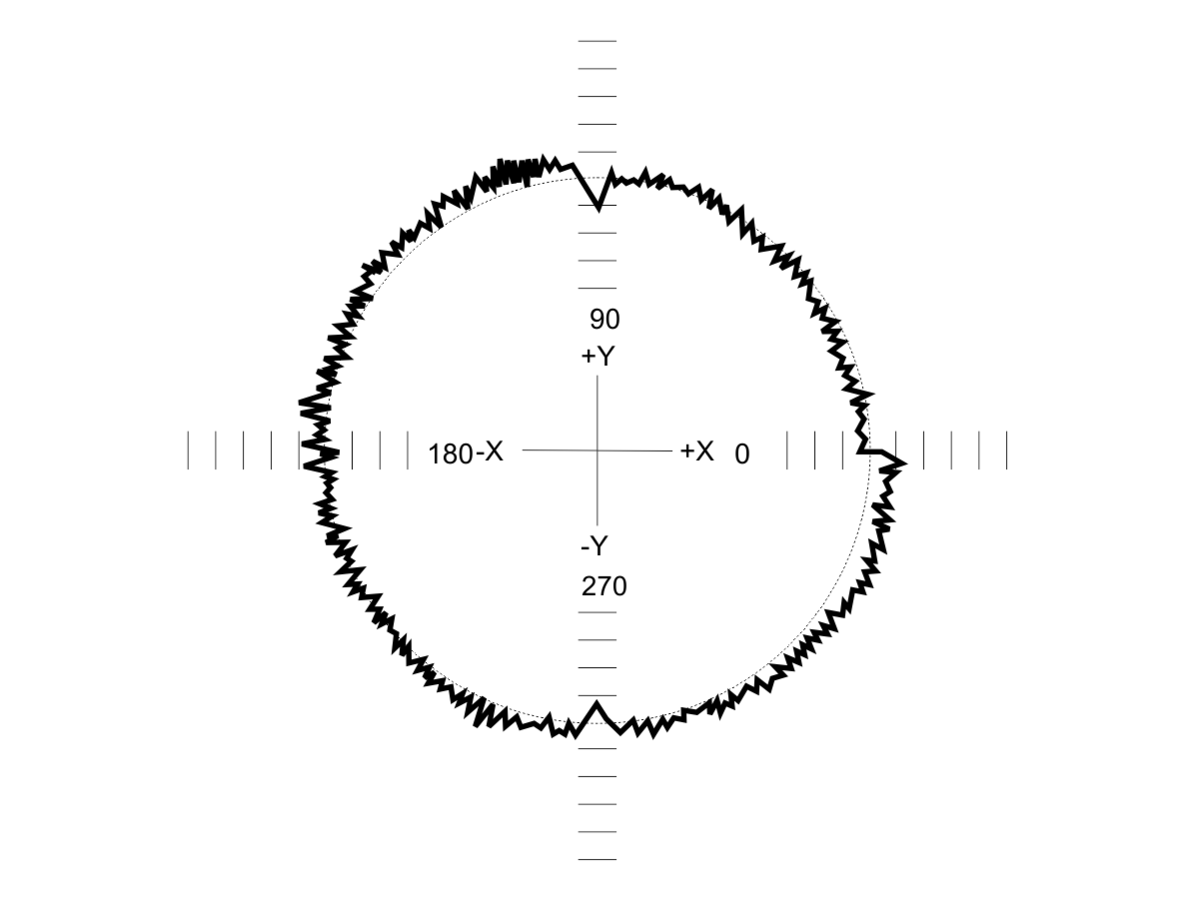
此错误将显示在轴的 90o 上,该轴在低联邦时移动。
当轴变慢时,摩擦力更大。
可能的原因:
纠正措施: 检查并修理引起摩擦的部件。
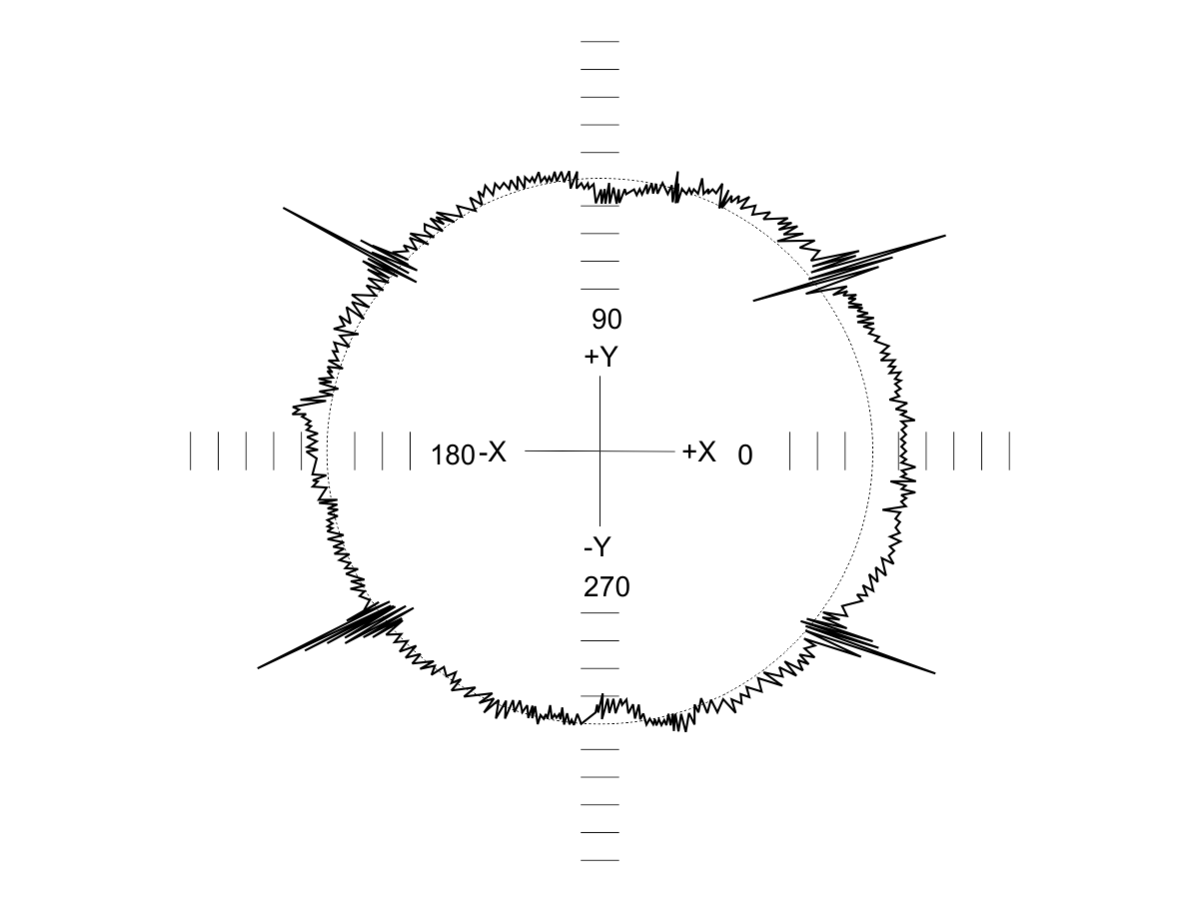
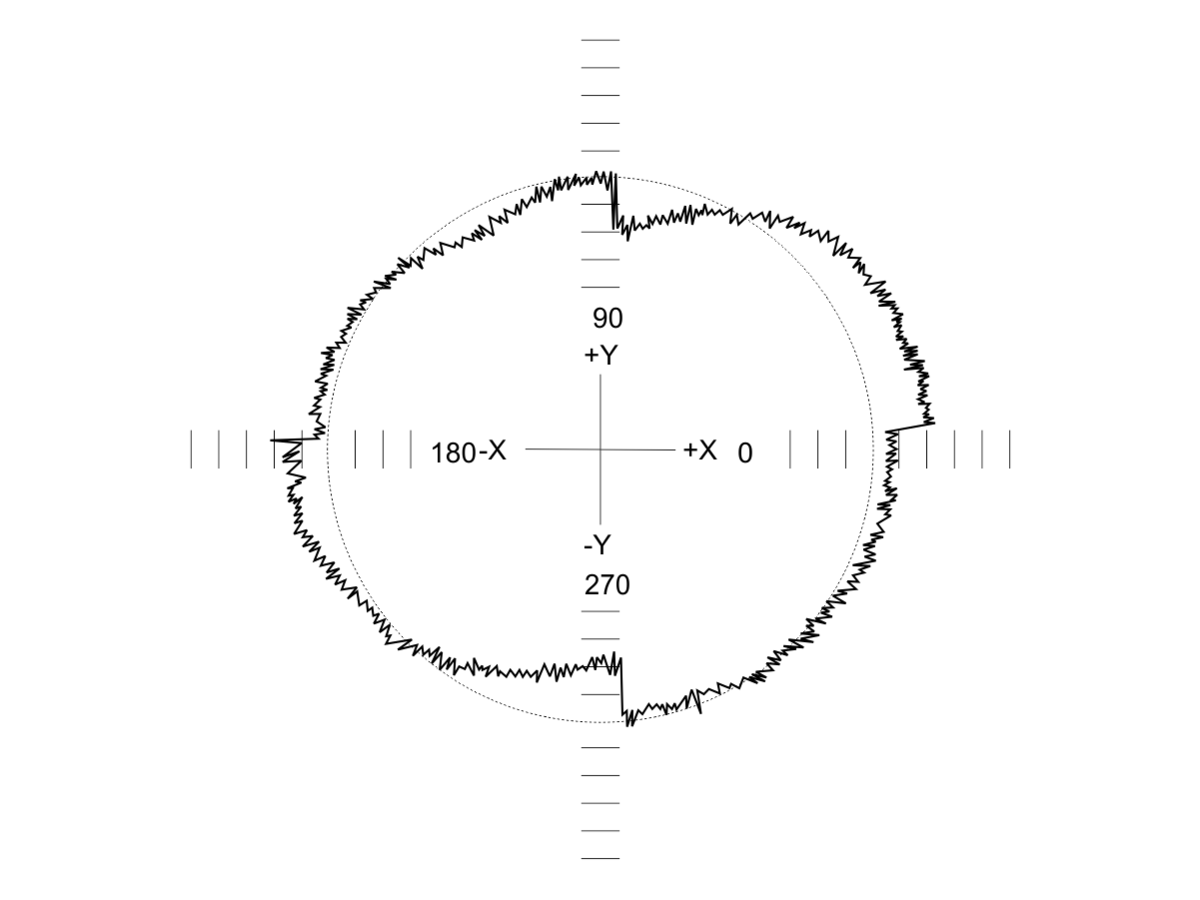
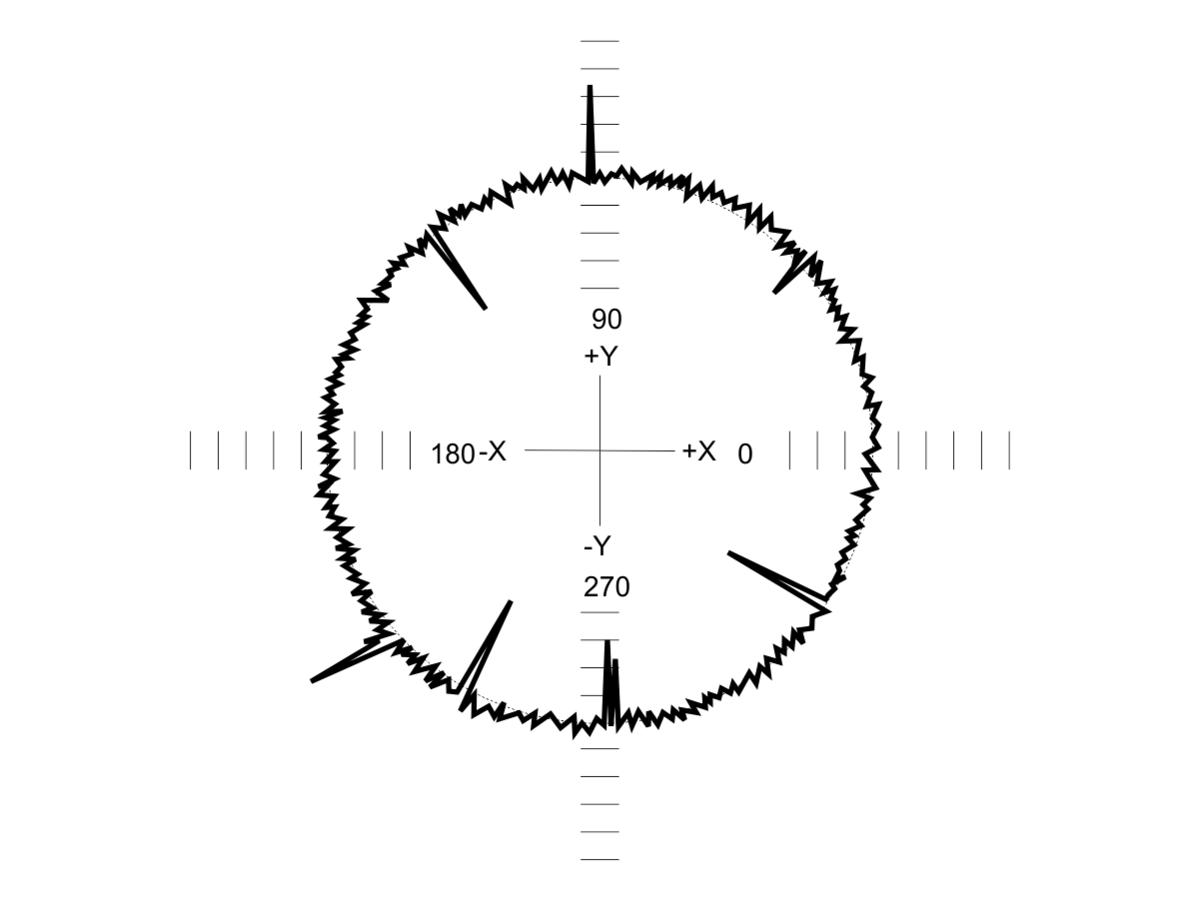
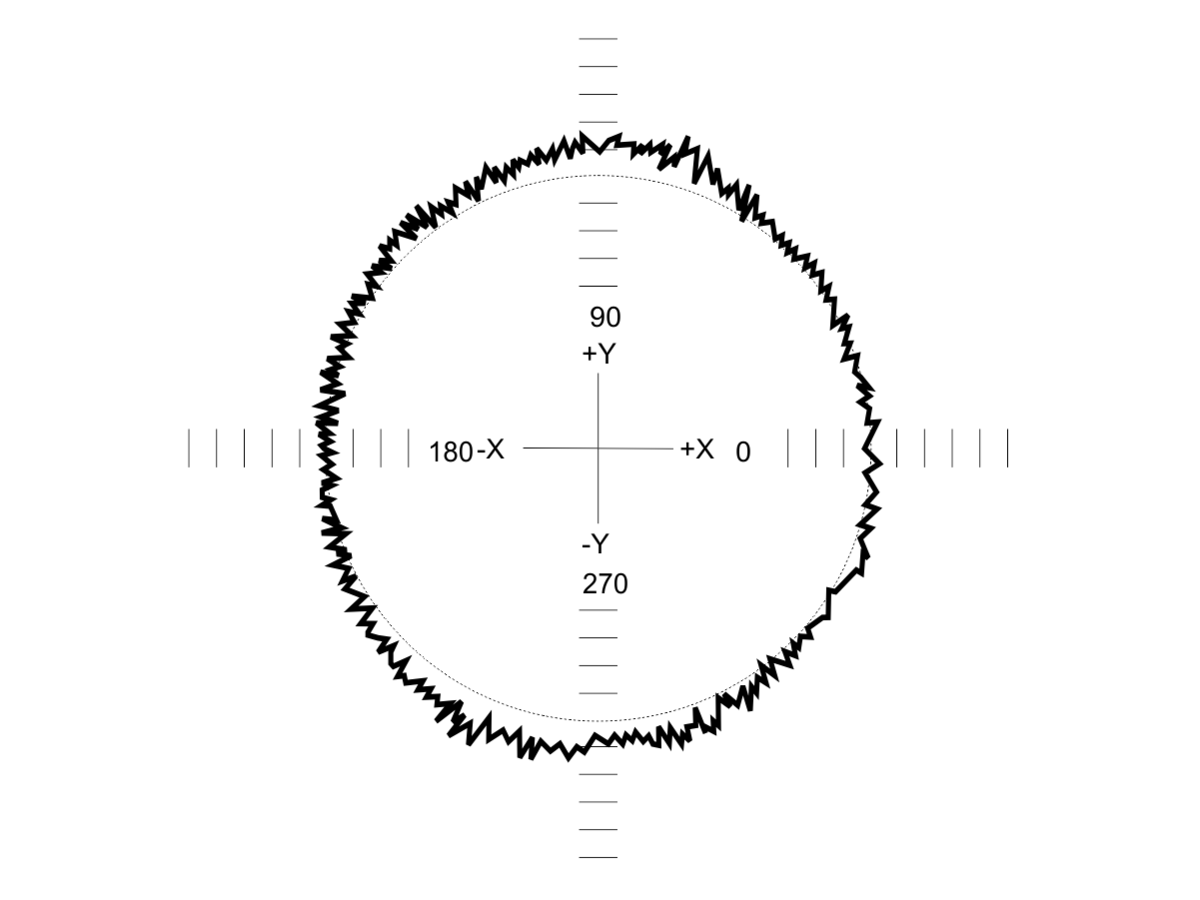
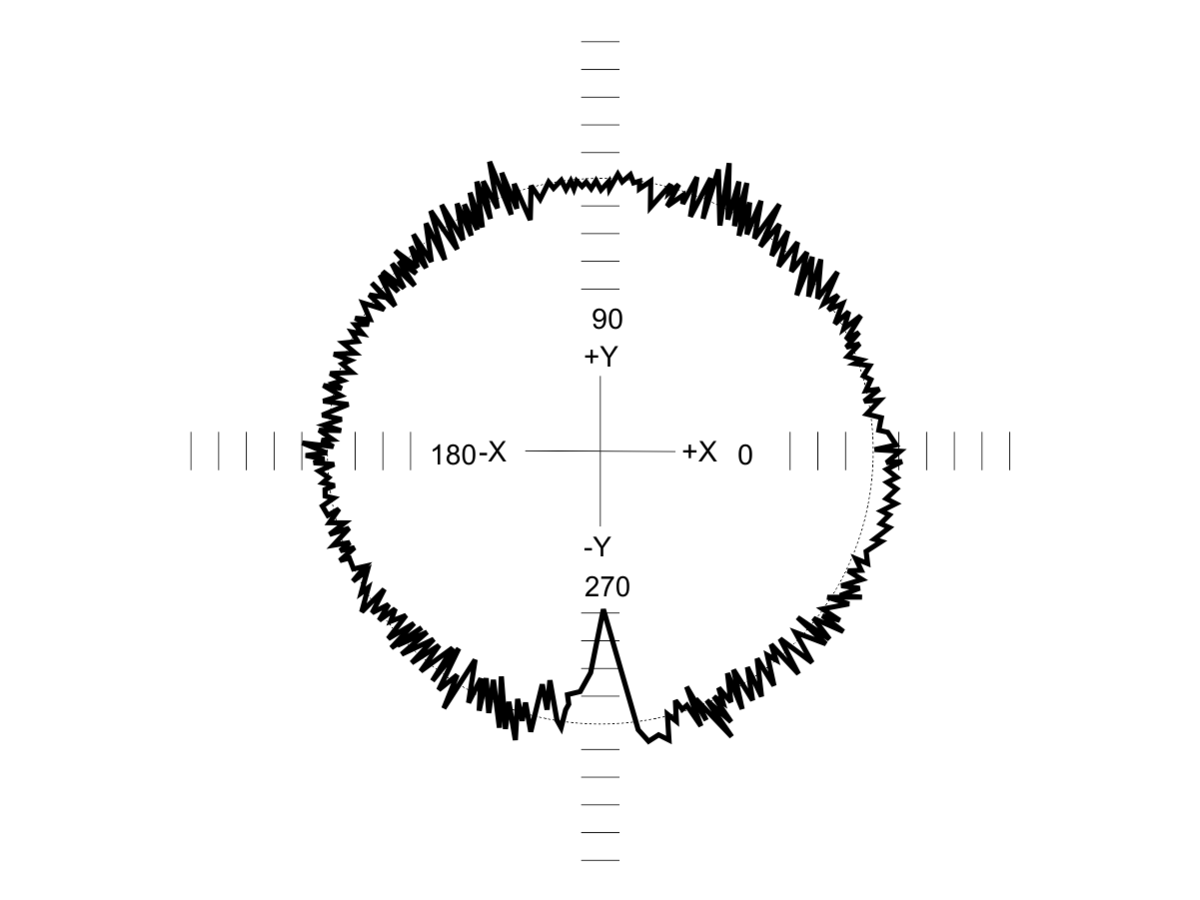
磨损、损坏、松动或切屑覆盖 ballbar 组件导致扭曲的图形。
错误的进给率会导致在开始和结束时不相符合的绘图。
在大多数情况下,错误读数是显而易见的。但是,请注意,脏污的设备或部件已经磨损到边缘位置,会产生看似正常但实际上不圆或不平整的图形。
其他来自具有不良的机器的扭曲绘图的示例 ballbar 或其他组件如下所示:
| 情节 | 原因 |
 |
原因: 伺服放大器损坏。 |
 |
原因: X 轴电机外壳损坏。 |
 |
原因: Y 轴伺服电机损坏。 图的顶部和底部在过渡点或附近有噪音。 |
 |
原因: 电机或放大器损坏。 纠正措施: 将低通滤波器设置更改为"打开",以验证问题是否为电气故障。 |
 |
原因: Y 轴滚珠丝杠靠近电机。 纠正措施: 重新对齐 Y 轴滚珠丝杠。 |
 |
原因: X 轴伺服电机损坏。 |
 |
原因: Y 轴中的反向间隙误差。盖有拖动,线性参考线未对齐。 |
 |
原因: 球杆设备存在电气故障。球杆设备接地不正确或连接不良。 |
 |
原因: 导轨护板 [1] 上有过度摩擦。X 轴和 Y 轴 [2] 中的直线导轨存在反向间隙。 |
 |
原因: Y 轴轴承组存在反向间隙。 纠正措施: 更换 Y 轴轴承包。 |
 |
原因: 预负载未正确调整。滚珠丝杠末端的螺母不紧。 |
 |
原因: 有一个松散的球杆组件。耦合螺母松动。 |
Recently Viewed Items
You Have No Recently Viewed Items Yet

此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING 接受以下条件:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255





