
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.

Revision 3
AD0599
Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.
注意:仅当以下铣床主轴检验报告所述的其他故障排除步骤完成 后 ,才可执行此程序。
此程序适用于 T-0140 SPNDL 偏差工具套件 40T/50T/HSK63A
此测试可在 40T、50T 和 HSK 主轴上进行。该测试用于确定表面光洁度问题是否是由主轴轴承没有正确的预紧力引起的。
.png)
将活塞组件放在机床的工作台上,并将 T 形螺母放入 T 形槽 [1] 中。将半英寸螺栓穿过刀具底座上的孔并拧入 T 形螺母。 (不要拧紧)它们应该还是松的。刀具应该能够沿 X 轴滑动,并且在 Y 轴上应该有一些有限的移动。
-v2.png)
将 5/8" 或 16 毫米螺柱 [1] 插入立铣刀架 [2]。
警告: 确保刀具牢固地固定在刀座中。该测试将在 40T/HSK 刀具上施加 500 磅力,在 50T 刀具上施加 1000 磅力。
将带有螺柱的刀座放入主轴中。
-v3.png)
将调节器连接至车间气源,将 HSK 和 40T 机床的调节器 [1] 设置为 40 psi,将 50T 机床的调节器设置为 85 psi。
通过翻转开关向活塞输送空气来伸展活塞 [2]。 活塞应该在其冲程中间的某个位置。如果完全压缩或完全伸展,测试将无法正常工作。
分别在顶部以下 0.25" 和 0.75"的活塞侧面做标记。有关示例,请参见页面顶部视频。
慢慢向下点动主轴,直至主轴点动螺柱稍微压过活塞。继续缓慢压缩活塞至 0.25" 线位置,然后手动转动主轴,直至看到 0.75" 线位置。然后进一步向下压缩气缸 0.1" 。请参页面顶部的演示视频。
.png)
用手旋转主轴,将刀具旋入活塞。这样做时,用另一只手向上拉杆,使气缸上的内螺纹与刀座上的外螺纹相遇。螺纹咬合后就可以用双手来旋转主轴,以进一步拧紧刀具。
此时重要的是不要移动 X 或 Y 轴,因为这会损坏刀具或机床。您可能需要向上或向下移动机床和 Z 轴以完全拧紧刀具。如必要,请缓慢并以小增量进行。
刀具完全拧紧后,拧紧两个 T 形槽螺栓。
警告: 开启机床上的急停。如果机床试图在此时移动,刀具和机床将被损坏。
活塞应该在其冲程中间的某个位置。如果完全压缩或完全伸展,测试将无法正常工作。
v2.png)
将百分表 [1] 的底座放在主轴外壳 [2] 上,将尖端至于主轴表面。在图像中的百分表 位置正确。切勿将指示器尖端至于主轴外壳上。这将导致错误结果。
警告: 该测试正在寻找主轴的运动,因此需要将主轴外壳用作参考位置。将底座放在其他零件上会导致不正确的偏转。
使用百分表时,请确保其与主轴头的角度正确。
以下两图都显示了百分表尖端在主轴表面上的正确位置 [1]。标记 [2] 的区域是主轴外壳的一部分,指示器的尖端不应放置于此。右图为 HSK 主轴,左图为 40T 主轴。50T 主轴的外观 40T 主轴相同。
.png)

-v2.png)
将百分表归零并向上拨动开关,以进行推力试验。记录偏差。将开关返回到空档,等待刀具中的刀具空气压力正常化
如果刻度盘未归零,请在执行拉力试验前重新归零指示器。向下拨动开关并记录偏差,以进行拉力试验。
将开关返回至空档,并记录百分表上的值。这是推拉丢失运动的组合。在铣床主轴检验清单上记录该值。
将百分表拉开,并旋转主轴以将其重置。
将两个偏差加在一起。40T/HSK 机床公差为 NTE 0.0025 英寸(0.0635 毫米) ;50T 机床公差为 NTE 0.003 英寸(0.0762 毫米)。
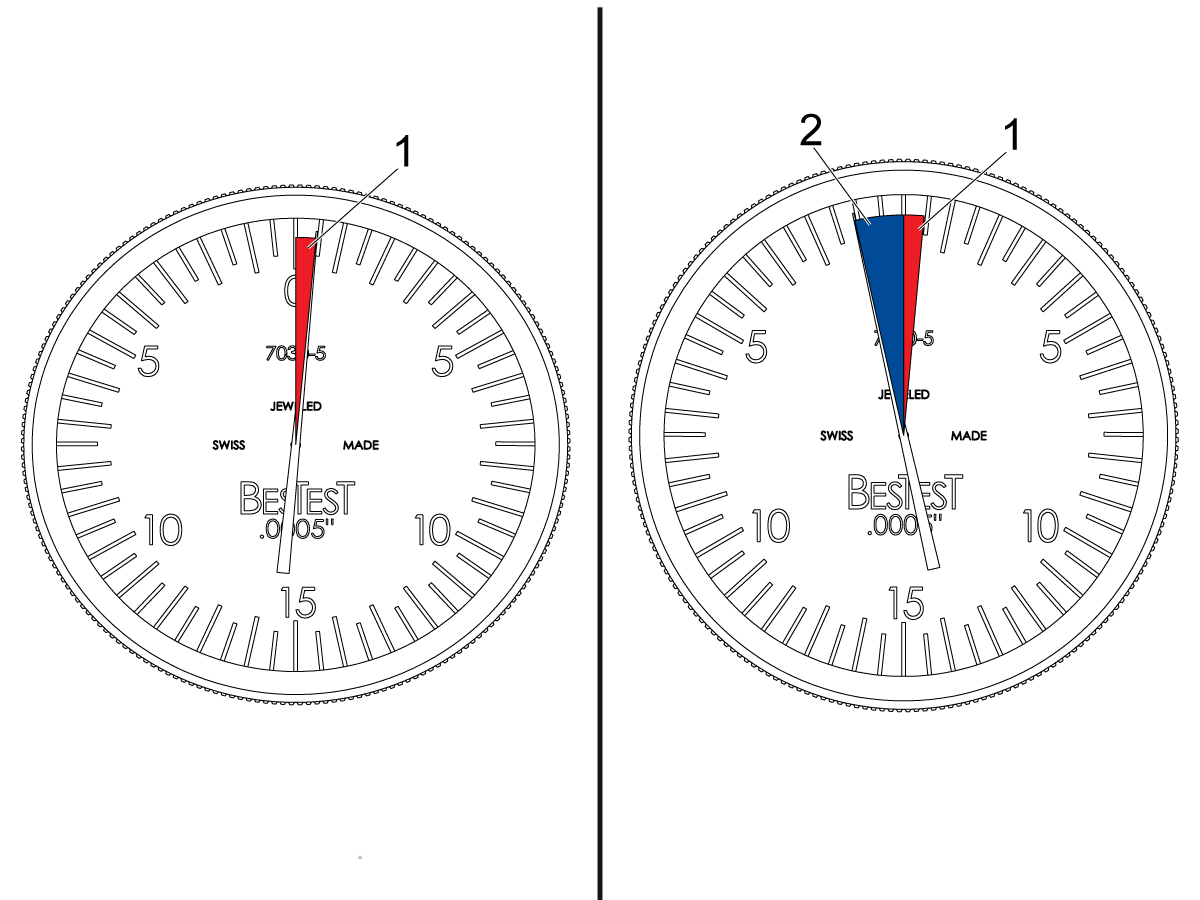
Zero the dial indicator and flip the switch up to do the push test. Record the deflection [1]. Return the switch to neutral and wait for the tool air pressure in the tool to normalize
If the dial does not return to zero, re-zero the indicator before performing the pull test. Flip the switch down and record the deflection [2] for the pull test.
Return the switch to neutral and record the value on the dial indicator. This is the lost motion. Make a note of this value on the Mill Spindle Inspection Checklist.
Pull the dial indicator away and spin the spindle to reset it.
Add the two deflections together. For 40T/HSK machines the tolerance is NTE 0.0025 in (0.0635 mm) and for 50T machines it is NTE 0.003 in (0.0762 mm). Do not include the lost motion in this calculation.
若要拆卸刀具,请旋转主轴以从活塞上移除刀具。如果活塞触底,可能需要提升主轴。一旦螺纹螺柱脱离活塞,就可以抬起主轴头。移除 T 形螺母上的螺栓,移除机床上的所有刀具零件。
Recently Viewed Items
You Have No Recently Viewed Items Yet

美元价格不包括关税、报关费用、保险费、增值税及运费。
USD prices DO NOT include customs duty, customs fees, insurance, VAT, or freight.
人民币价格包含关税、报关费用、货运保险和增值税, 但不包括运费。
CNY prices include customs duty, customs fees, insurance, and VAT. DOES NOT include freight.
此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING ACCEPTS THE FOLLOWING:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255






