

/2026-04-VOP-SquareComponent.jpg/_jcr_content/renditions/cq5dam.thumbnail.319.319.png) 增值选件套
增值选件套
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

Haas 控件中的动态工件偏置 (DWO) 功能是一个非常强大的工具,但了解限制和好处对于成功绝对至关重要。
做事的老方法:
典型的多面设置要求夹具基准精确地位于旋转轴的旋转中心。然后,作业通常针对每个面进行唯一的工作偏移进行编程。如果程序员移动其中一个偏移量,则需要重新计算并转换其他每个偏移量。如果零件是方形的,并且工作偏移量在 90 度面,则这是相当直的。当存在奇角特征时,情况会更加复杂,而当涉及复合角度时,其数量级会更差。如果拆下并重新安装夹具,则整个设置过程将重新开始,每个工作偏移量都会重置。如果铸件未清理,并且机械师希望以 0.010" 移动基准面,则所有其他工作偏移量将被重新计算和重置。
注意:从软件版本 100.24.000.1001 开始,DWO 中允许使用 探测,此更改不会引入新的宏,并且目前没有计划将此功能用于模板或精密探针程序。用户可以在 DWO 中使用探测来在未旋转的工作位置 (#506x) 或机床位置 (#501x) 获取其跳跃信号位置
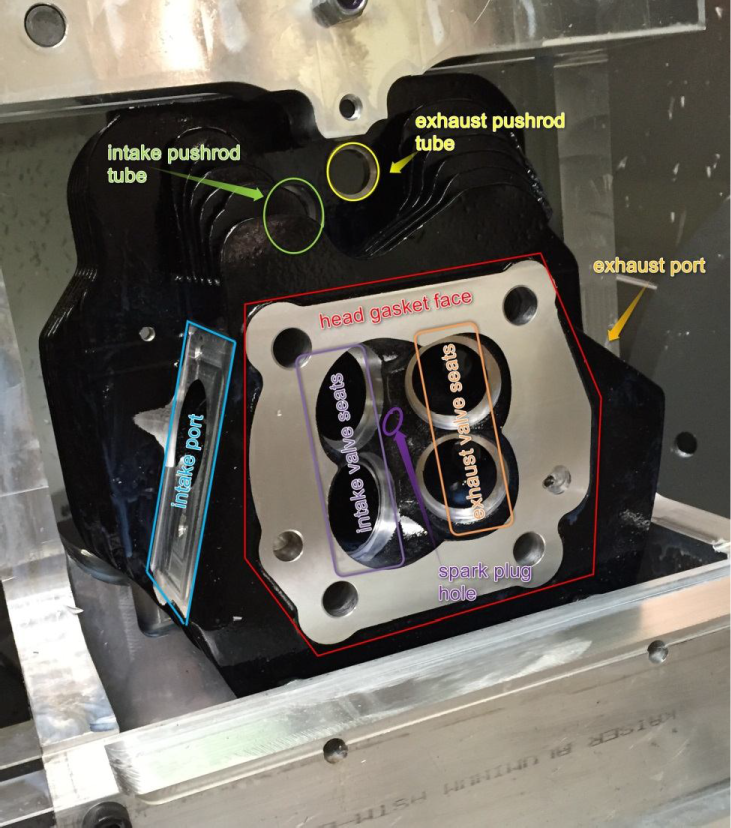
DWO 功能使所有这些问题在正确的作业类型上消失。考虑左侧的气缸盖。铸件的燃烧室侧具有从八个不同角度加工的特征。头的摇臂轴侧具有两个多方向的特征。这是十个不同的工作偏移量来管理。
如果此作业已使用 DWO 进行编程和设置,则所有要素将引用回单个工作偏移量。如果头垫片面未清理,只需在 0.010" 中移动工作偏移,所有其他特征随之移动;无需更改 CNC 程序或其他工作偏移量。如果拆下夹具并重新安装,机械师只需探测原始基准(或探测夹具上的已知工具点)即可重新建立 G54 作业可以在几分钟内备份并运行。
Haas DWO 函数依赖于对 B 轴和 C 轴之间关系的非常精确的测量。这种关系很大程度上取决于机器的准确程度。UMC 将探测配置为标准功能,CNC 控件具有会话探测模板,可引导用户完成重新校准 MRZP 偏移量的过程,从而推动 DWO 计算。请记住,该过程仅与探测周期的结果一样准确。WIPS工作探针非常精确,但它不是实验室级检测设备,而且机床护罩的内部也不像实验室那样干净。在探测附带的校准工具球时,可以合理地预期每万分之一英寸的误差。MRZP 计算可在许多不同的位置探测球,以尽量减少这些微小的探测误差的影响,但尽管如此,仍有少量误差。
还要认识到机器的 B 轴和 C 轴非常精确;但就像工作探头一样,它们并不完美。没有任何制造商的旋转台。要知道,20 弧秒的角度定位误差虽然很小,但能够转化为距离中心 10” 时 0.001”和距离中心 20”时 0.002”的线性定位误差。
如果 MRZP 偏移在 X 轴方向上有 0.0005" 的误差,则在 B90 处通过零件的一半孔,然后在 B-90 处从零件的另一侧完成,则仅由于 MRZP 偏移中的轻微误差而出现 0.001" 不匹配。但 B-90 不在 UMC 的行程限制范围内。这种功能需要在 B90 和 C0 上半途而废,然后在 B90 和 C180 完成。因此,现在零件可能沿 X 轴存在小的真实位置误差,因为 MRZP X 轴和 Z 轴偏移中的任何误差,再加上 Y 轴方向两侧的小不匹配,以及 MRZP y 轴偏移中的任何误差。现在,加上任何小偏差,可能来自B轴和C轴定位误差,很容易看到,真正的位置误差千分之一英寸不是不合理的,当使用机器这样。
如果客户的工作具有 +/- 千分之一英寸的合理铣削机床公差,则 DWO 是一个不错的选择。如果客户要关闭他的工作,并设置是经常备份,那么 DWO 是一个不错的选择。如果客户的工作需要精细的真实位置精度,那么 DWO 不是一个好的选择。这项工作可能需要每个面的单个工作偏移。如果客户想使用 DWO 来做这项工作,他仍然可以,但他需要接受他必须做出的妥协。他可能需要手动调整 MRZP 偏移量。他可能需要调整 CNC 程序中的一些编程点。
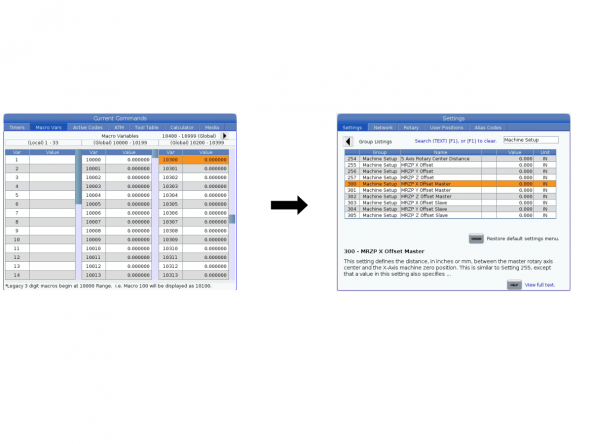
这告诉您如何设置机器旋转零点 (MRZP) 偏移。MRZP 偏移是 Haas CNC 控件中的设置,用于告诉控制器这些距离:
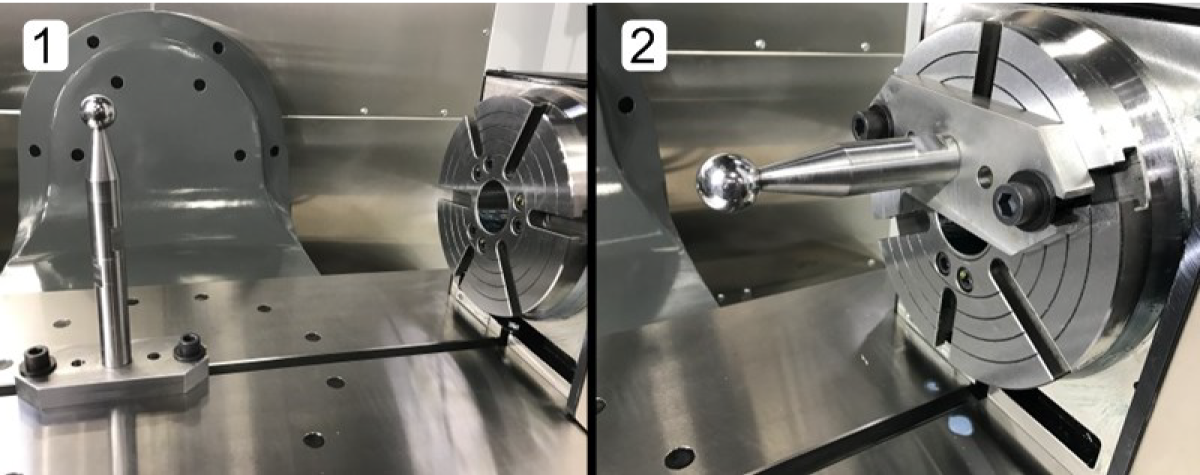
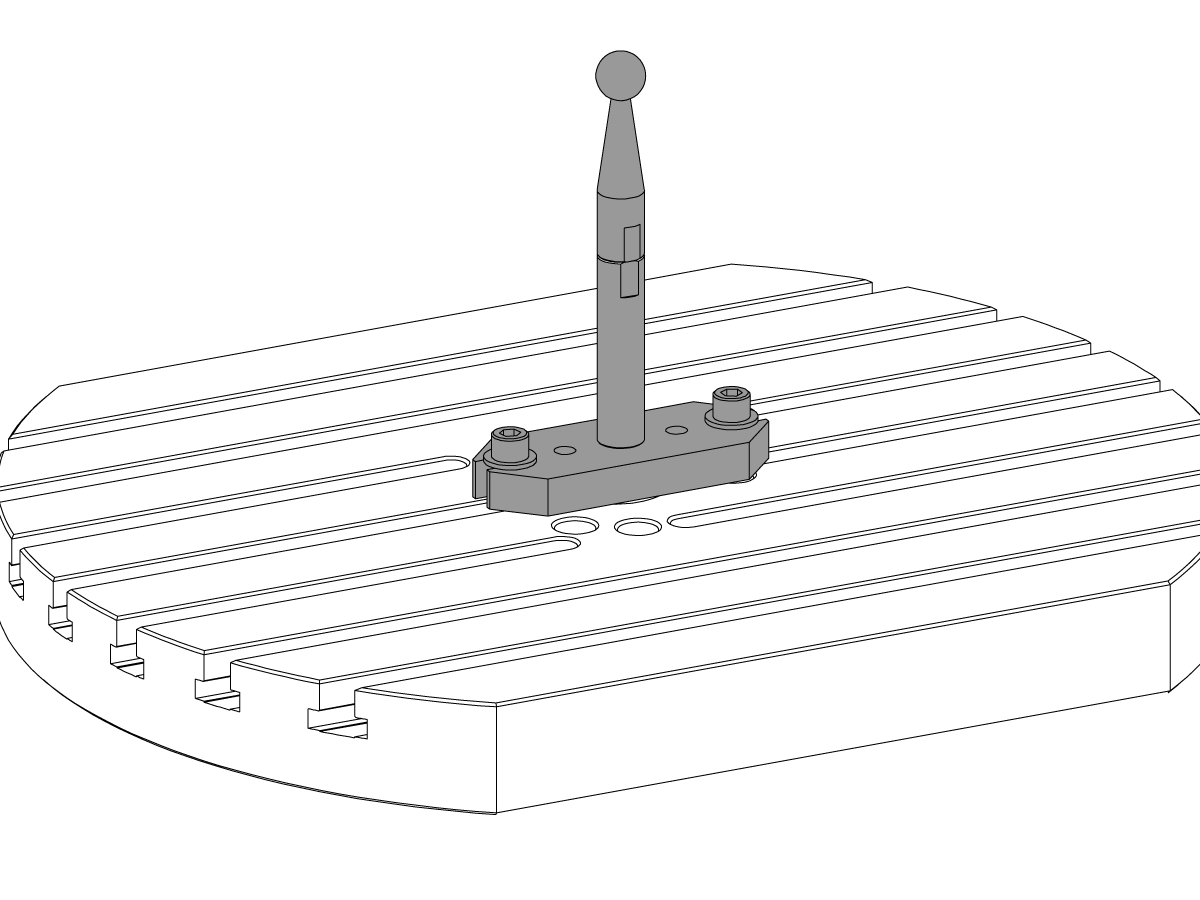
此过程显示使用两个校准组件的图像。
重要: 在进行此步骤之前,必须校准主轴探头。这可确保探头对机器位置的精度正确。请参阅 下一代控制器 - 探针校准 (VPS) 程序,在diy.haascnc.com
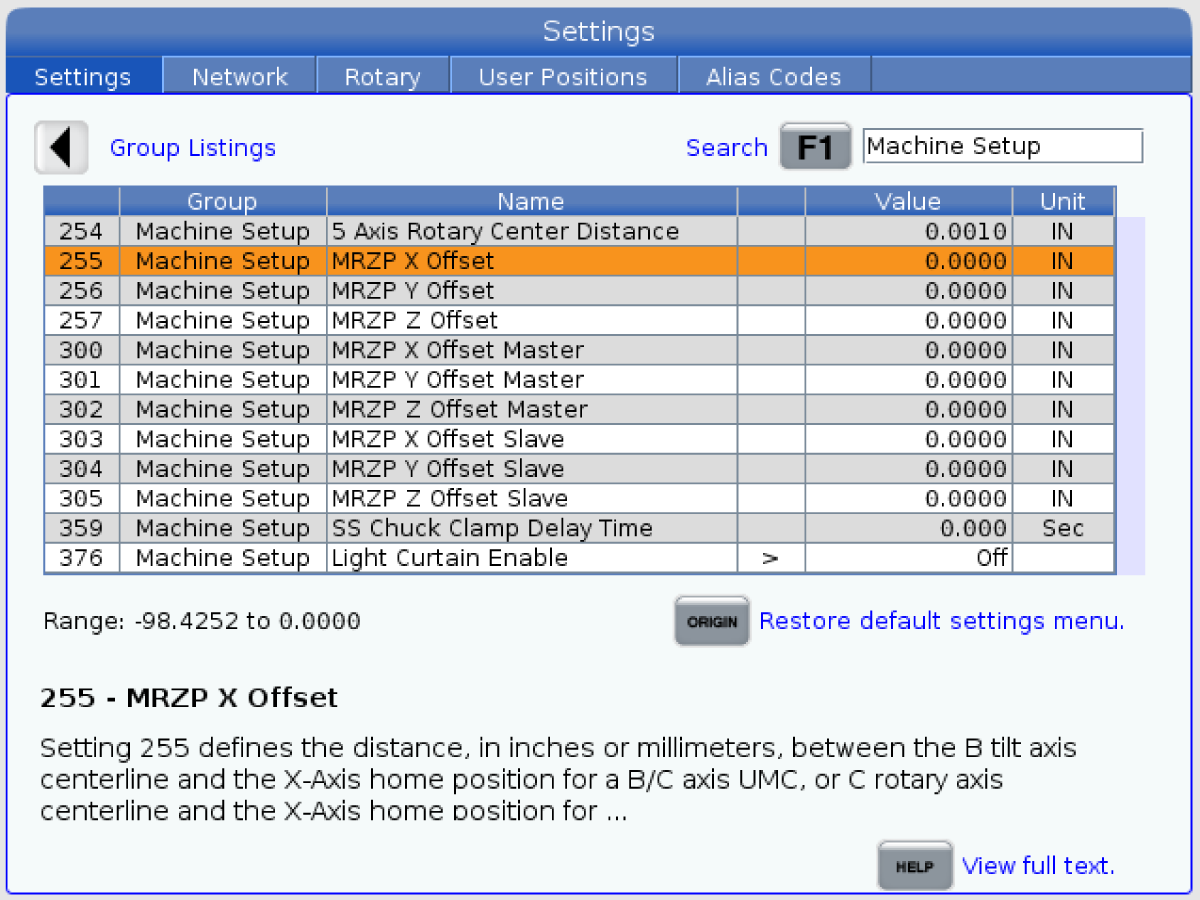
按 [Setting] 并导航至“机床设置”。检查设置 255、256 和 257。该值不应为零。如果是零,请执行以下程序。
[ZERO RETURN] [ALL]轴。
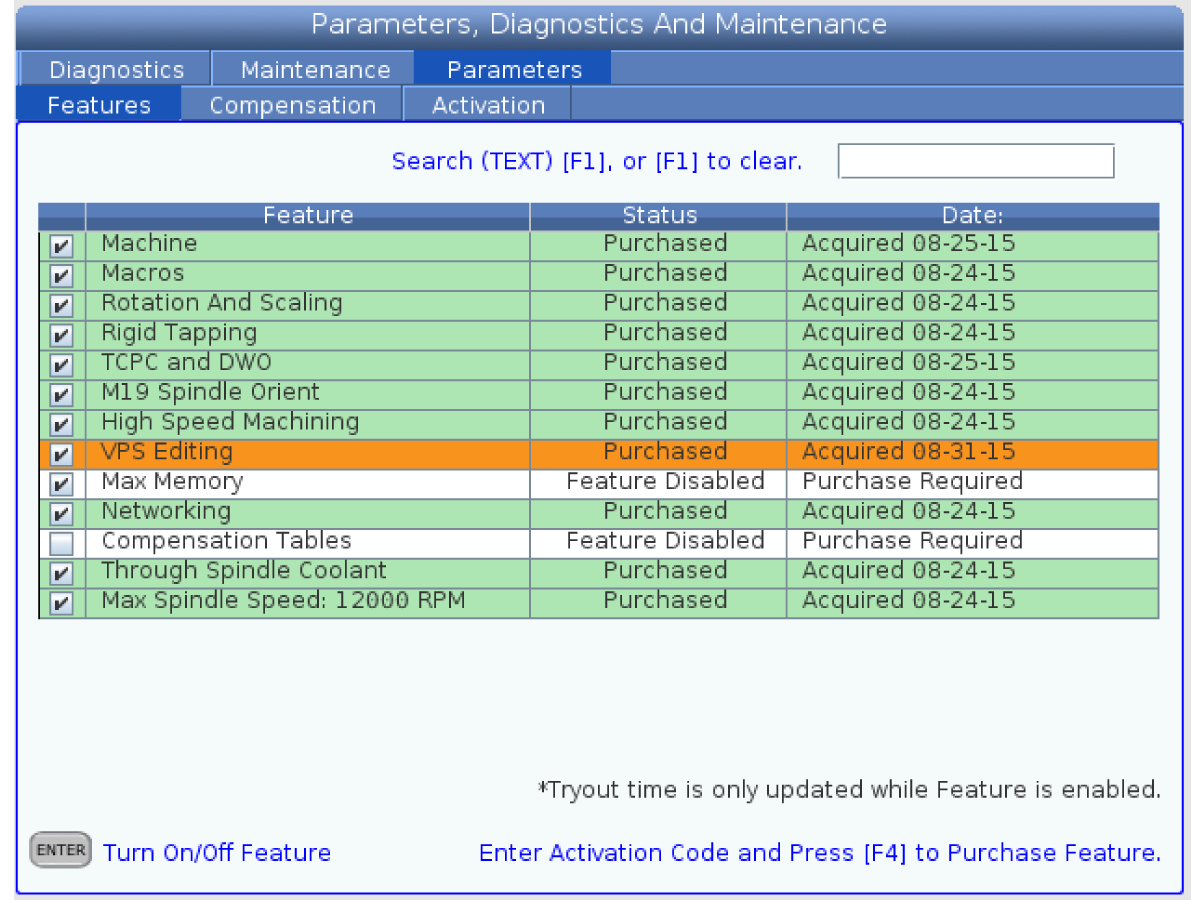
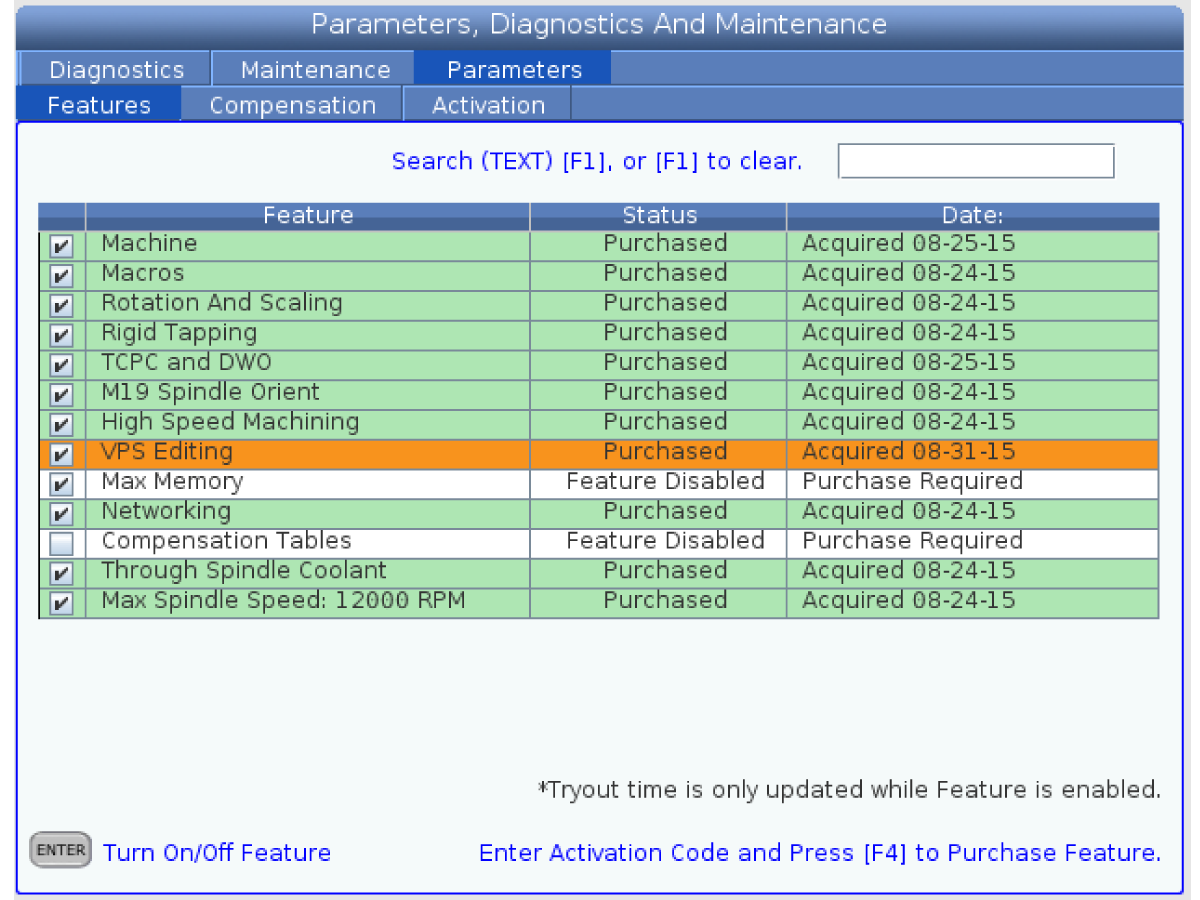
转到 [DIAGNOSTIC] (诊断)中的 Features (功能)选项卡,并确保VPSEditing(编辑) 已打开。
把工件测头置于主轴中。
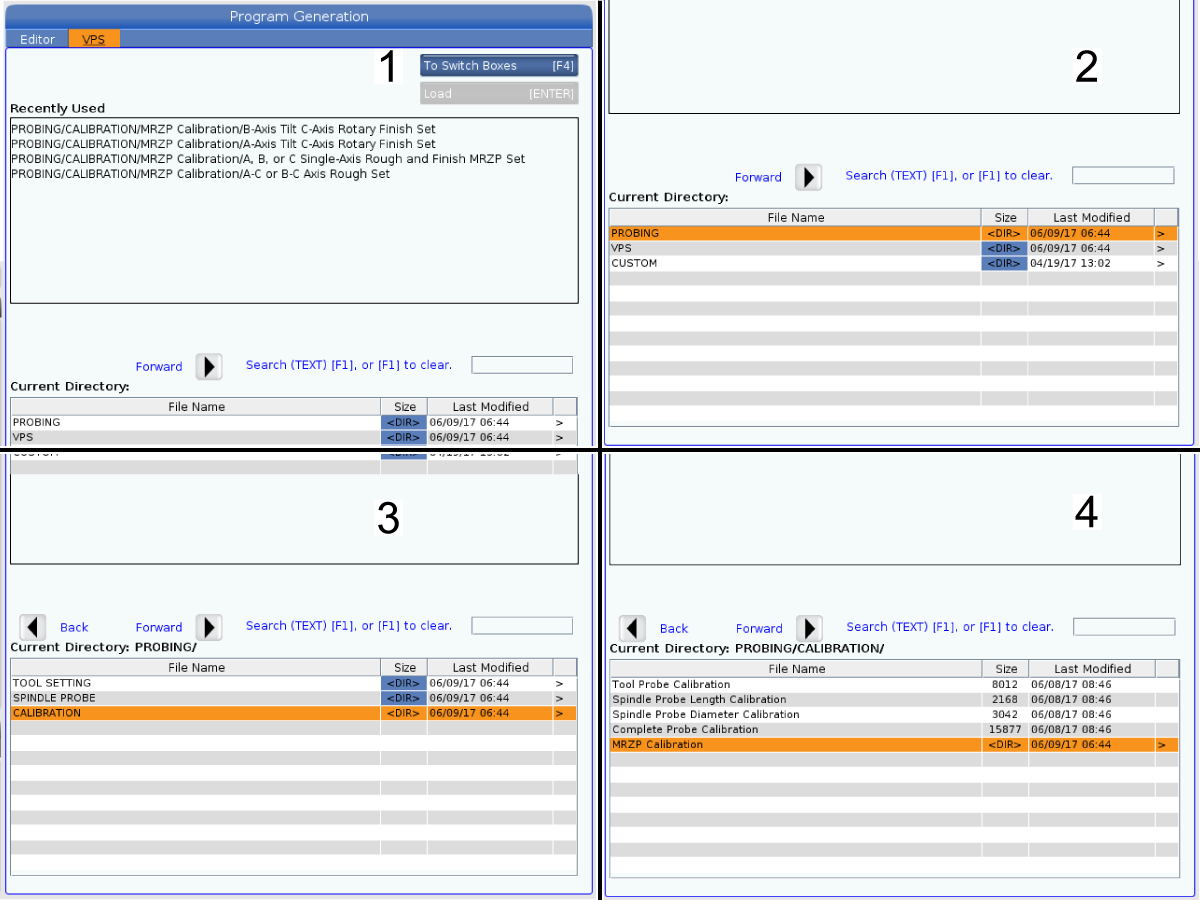
推 [EDIT] 按钮。
选择 VPS 。
将 [DOWN] 光标箭头推到 PROBING [1]。
选择 CALIBRATION(校准) [2]。推[RIGHT] 光标箭头。
选择 MRZP CALIBRATION(校准) [3]。
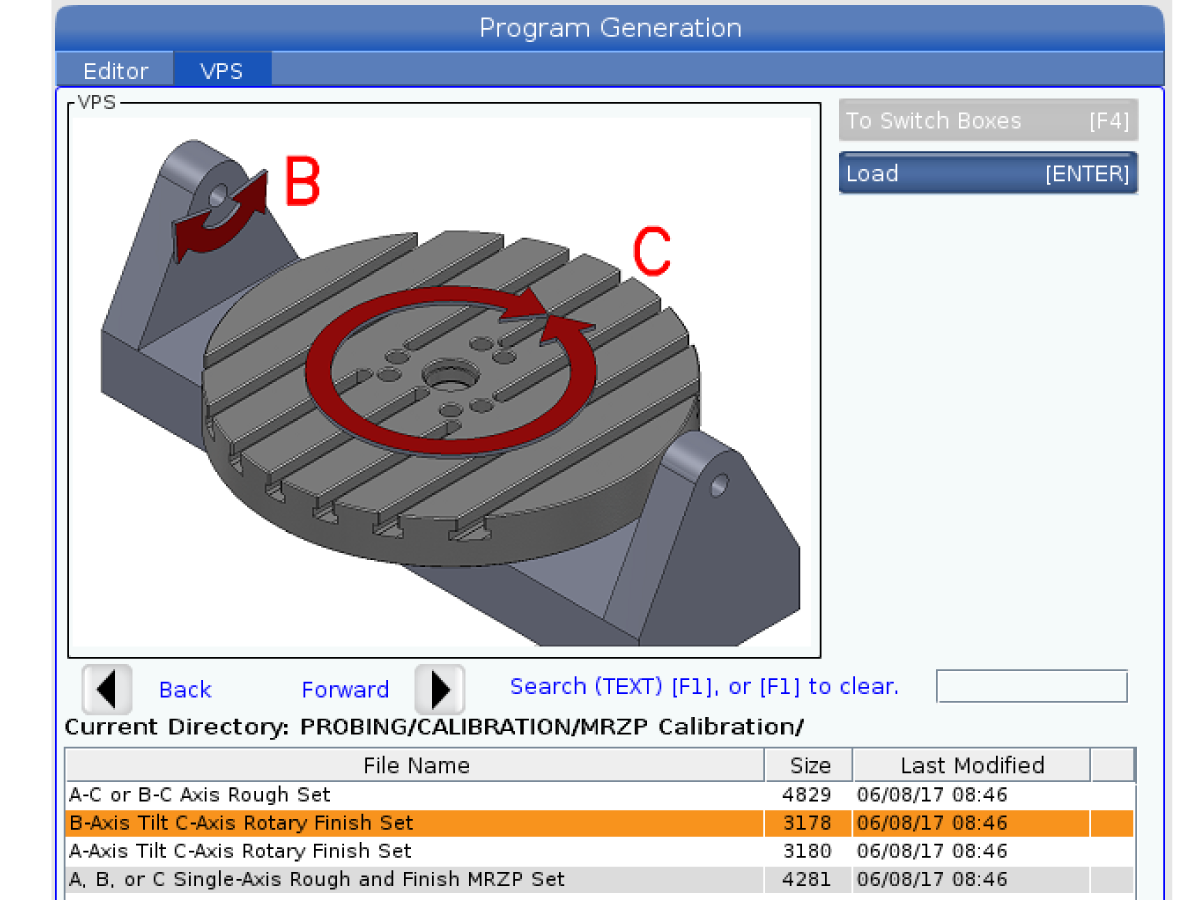
推 [DOWN] 光标箭头并选择 B-AXIS TILT C-AXIS ROTARY FINISH SET。
说明 A-C:或 B-C 仅当没有 MZRP 偏移设置 (255、256、257) 设置时,才使用 MRZP ROUGH SET。

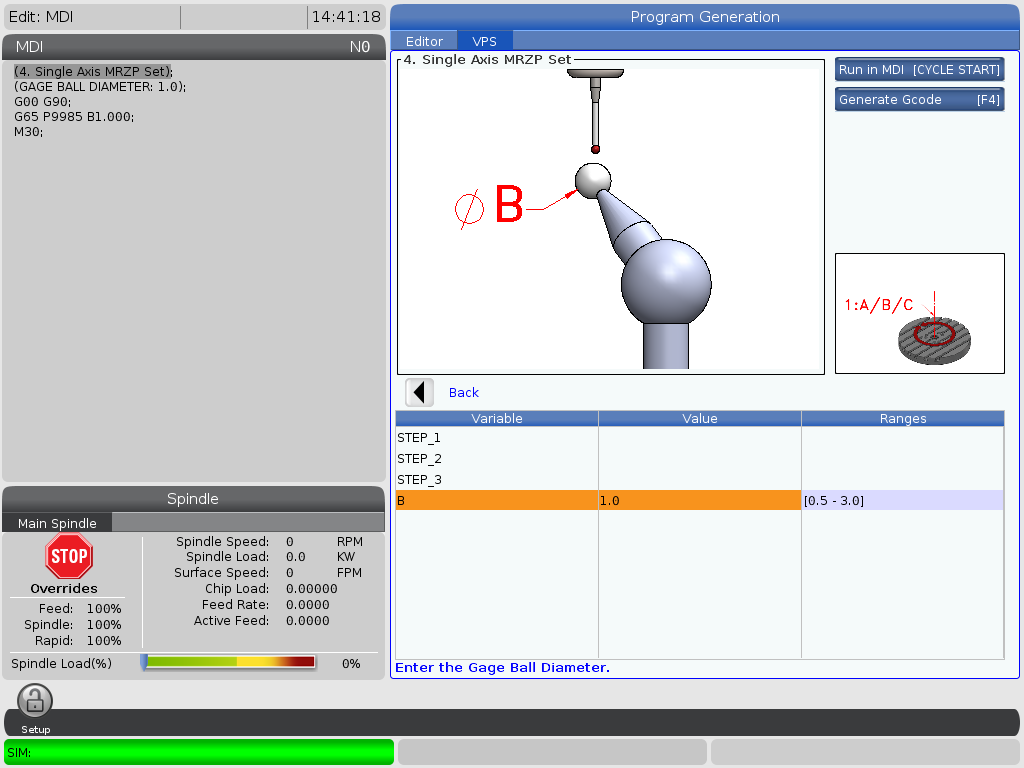
输入工具球的直径 [2]。
重要:始终使用校准的千分尺测量工具球,以确保球直径正确。
注意: 如果您处于公制模式,请确保输入的球大小(以毫米为单位)。如果您处于英寸模式,请输入球大小(以英寸为单位)
按 [ENTER]。
推 [F4] 。
选择 Output MDI。
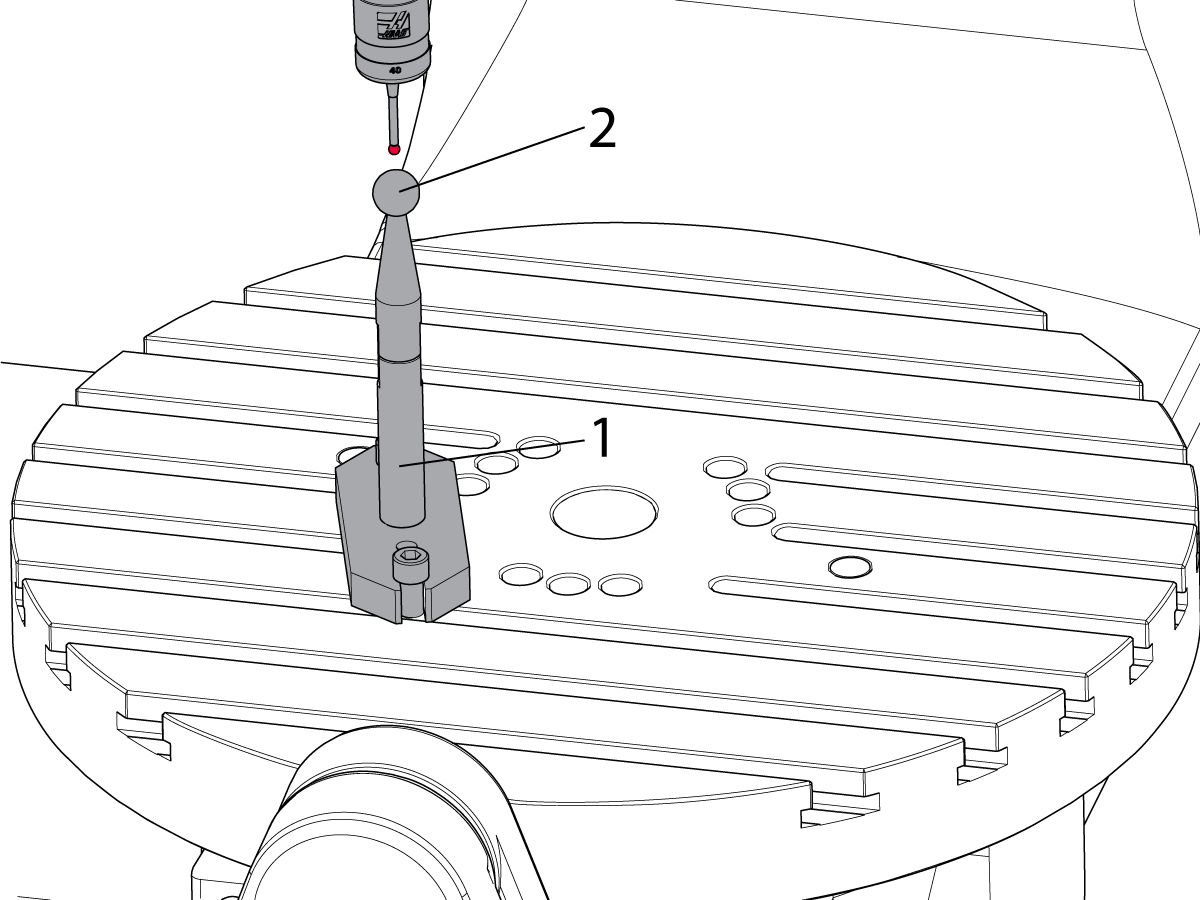

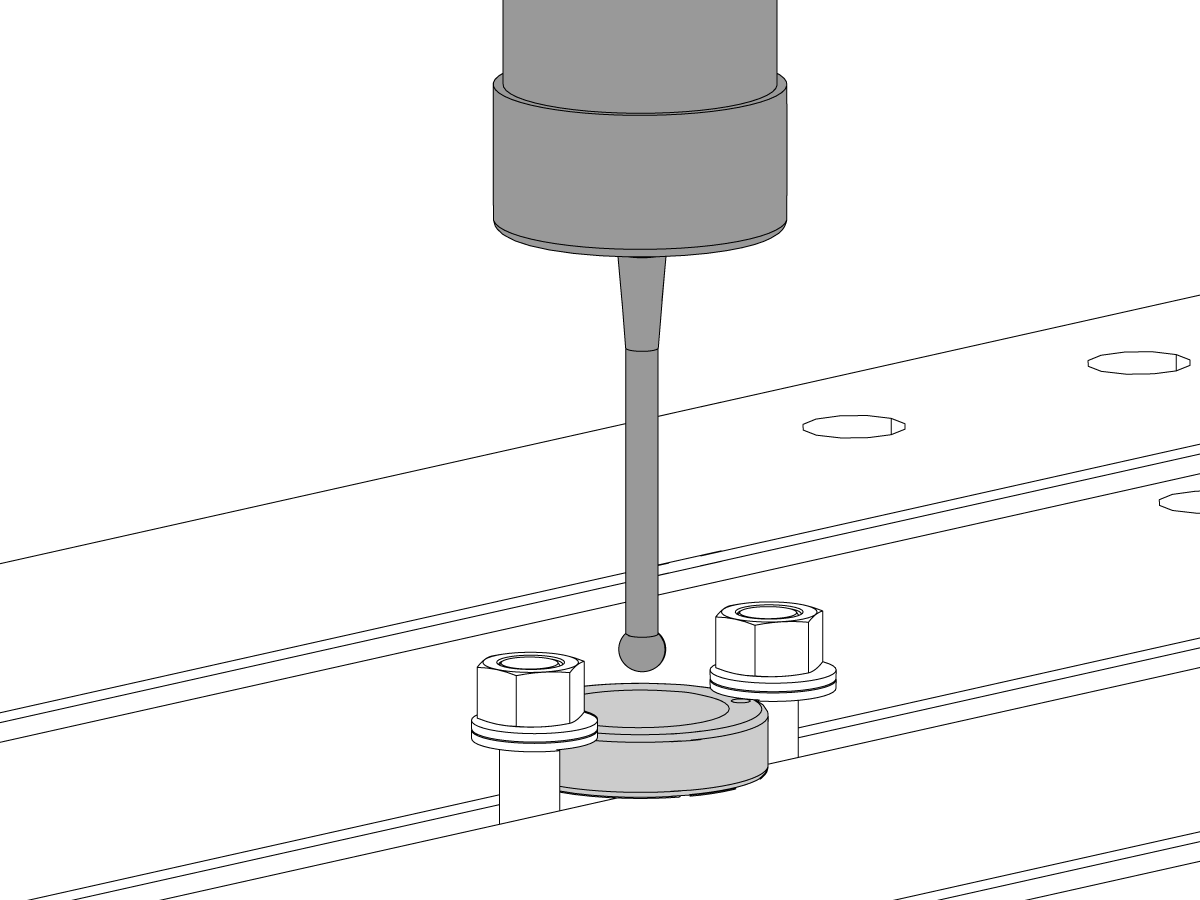
在转盘中心附近安装校准球体组件 [1]。
注意: 在 UMC-1000 上,如果校准球体离中心太远,则 MRZP 校准周期内将生成超行程警报。
确保工具球 [2] 贴紧校准组件。
注意: 在配备有托盘交换系统的 UMC 设备上,需要使用趾夹将校准球固定至托盘。
注意:勿使工具球过紧。
旋转 Z 轴,直到探头尖端 [2] 为 0.1" (2.54 毫米)以上,并以工具球 [1] 为中心。
在 MDI 中启动程序。此程序是 O099994 B AXIS TILT AND C AXIS ROT AXIS。
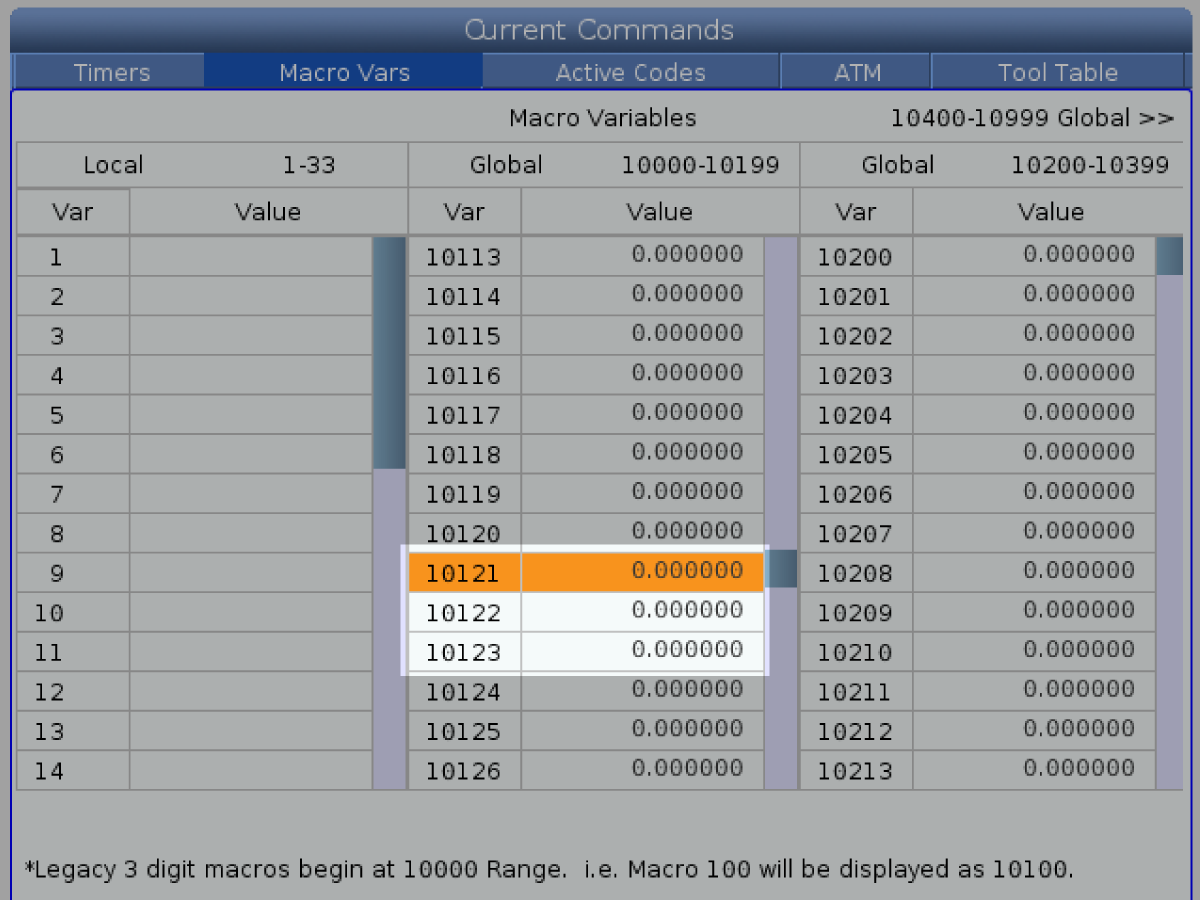
探头不同程度地测量 B 轴和 C 轴上的多个位置。
程序将值放在宏变量 10121、10122 和 10123 中。记录值。
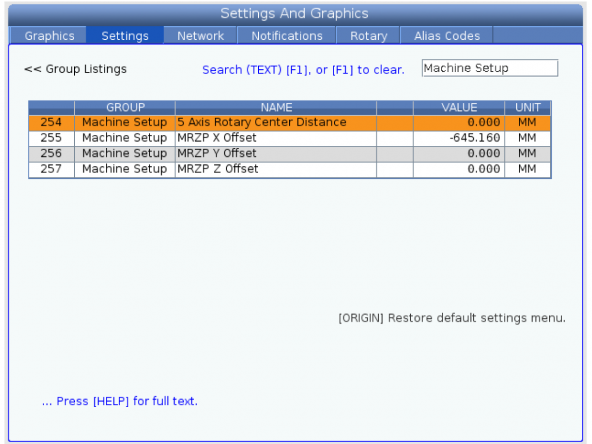
将记录的值放在这些设置中:
如果您认为可能输入了不正确的数字,请再次启动MRZP FINISH SET程序。程序放入变量中的值必须在设置数字的五个计数或更少的范围内。
注意: 设置9决定数值显示以英寸还是毫米为单位。
版本 A - 2026 年 3 月
在执行此过程之前,需要校准探测系统。
工作偏移量 G154 P80 / G154 P81 / G154 P82 用于存储探测信息,请确保在启动该过程之前清除这些信息。
需要启用 TCPC/DWO。
如图片所示,设置项目。对于 B 轴 [1] 和 A 轴 [2]。
建议的探测位置为:
对每个旋转轴执行以下步骤。如果在此过程中出现警报,请参阅文档末尾的故障排除部分。
在运行探测周期之前,请确保设置 254 设置为零,并且宏变量#10800 清除为零。工作偏移量 G154 P80;G154 P81;G154 P82 灵魂被设置为零。
设置项目。
把工件测头置于主轴中。
将校准球体组件安装到盘片上。请参阅位置的先决条件。
注意: 您将在 3 个不同位置旋转球体 3 次。尝试以不同角度运行探测循环时,请确保球体将保持在 XYZ 焦油限制内。
在第一个循环的位置中旋转旋转轴
Jog X 和 Y 轴将探头尖端与 0.1 内的球体中心对齐".
转动 Z 轴,使探头尖端远离球体表面 0.25。
生成程序。
按 [EDIT] 并光标到 VPS 选项卡。
导航到“MRZP 校准”文件夹:探测 ➡ 校准 ➡ MRZP 校准。
打开A、B 或 C 单轴粗糙并完成 MRZP 集模板。
在模板中, 步骤 #1, 步骤 #2, 步骤 #3 是有关如何运行探测周期的说明。
光标向下到 B 并进入校准球体直径。
按 [CYCLE START] 以在 [MDI] 或 [F4] 中运行程序以提供更多选项。
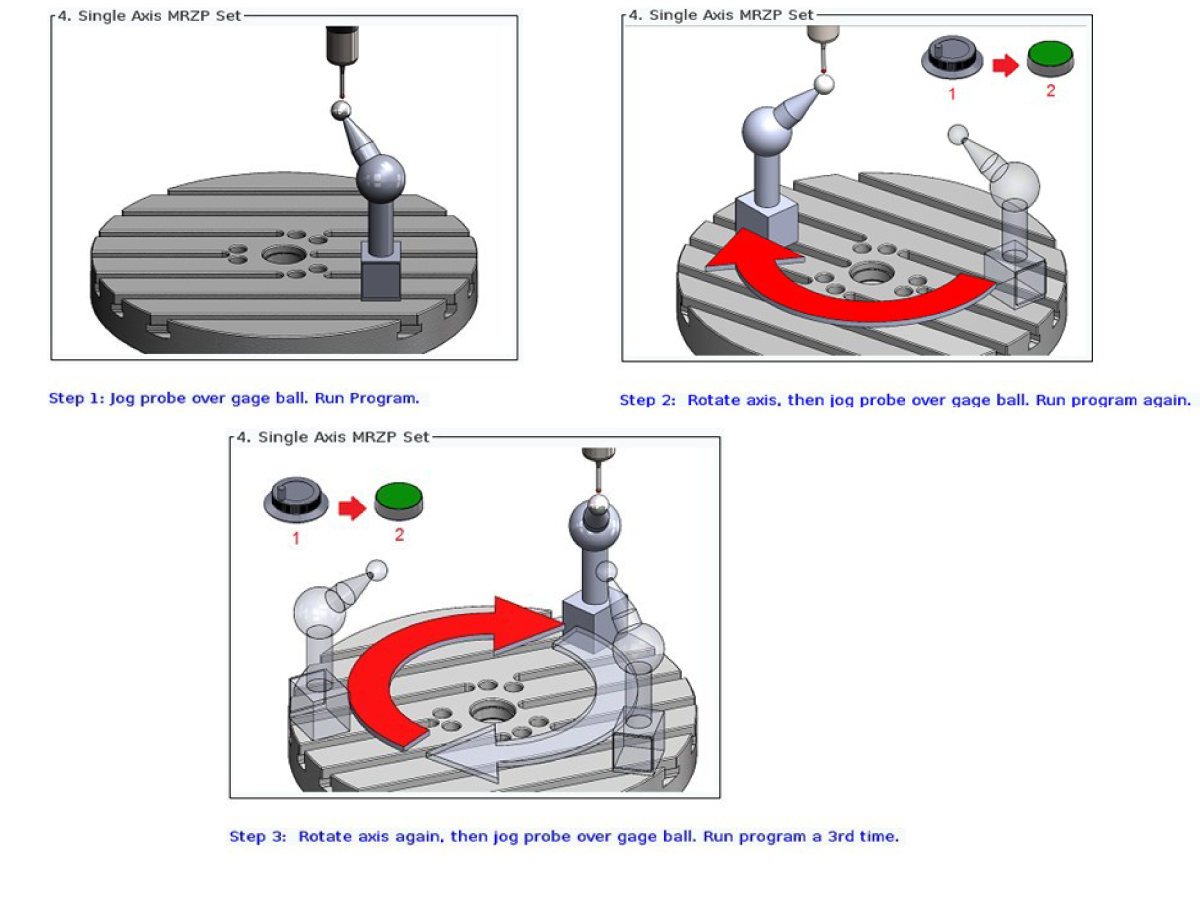
在第一位置使用旋转运行探测循环
完成第一个循环后,将旋转旋转旋转到第二个位置。
Jog X 和 Y 轴将探头尖端与 0.1 内的球体中心对齐".
转动 Z 轴,使探头尖端远离球体表面 0.25。
再次运行同一程序。
完成第二个循环后,旋转旋转到第三个位置。
Jog X 和 Y 轴将探头尖端与 0.1 内的球体中心对齐".
转动 Z 轴,使探头尖端远离球体表面 0.25。
第三次运行同一程序。
在最后一个探测周期 Z 轴将发送到 Home 位置后,控件将 MRZP 偏移输出到宏可病毒项中。
该控件将计算转台零点并将其输出到宏变量中。您无需指定运行 MRZP 的轴。
该控件将根据 3 个探测周期的结果填充 MRZP 宏。例如:如果在 3 个探头循环期间,球体中心的旋转位置 Y 和 Z 坐标已更改,并且 X 轴坐标保持在 0.002"内,然后旋转围绕 X 轴旋转。
将宏变量中的值输入到设置中,如下所示:
注意: 如果另一个探测循环调用写入这些宏变量,例如再次为从动轴运行该程序时,这些变量将被覆盖。
运行 MRZP 集时可能生成的警报的列表。
版本 A - 2025 年 9 月
这告诉您如何设置机器旋转零点 (MRZP) 粗加工偏置。MRZP 偏移是 Haas CNC 控件中的设置,用于告诉控制器这些距离:
重要: 在进行此步骤之前,必须校准主轴探头。这可确保探头对机器位置的精度正确。请参见 下一代控制器 - 探测校准 (VPS)
校准探头后,通过按 [ZERO RETURN],然后按 [ALL],然后按 [A]以将所有轴返回原点。
若要查看是否已启用 VPS 编辑,可按[DIAGNOSTIC],然后导航至“参数”、“功能”。如果未启用,请联系您当地的 Haas 专卖店。
导航到“设置”页面。将设置 408“排除安全区刀具”设置为“开”。
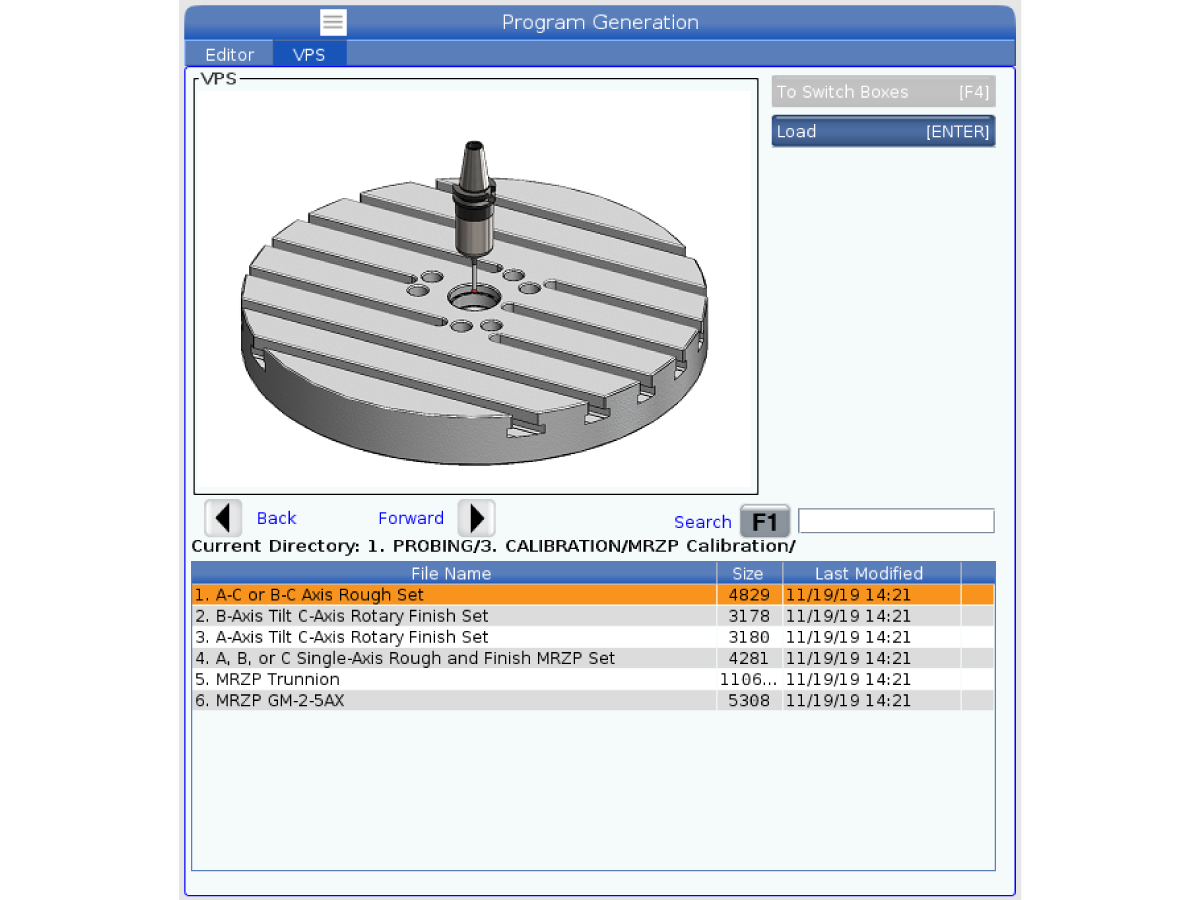
要校准 MRZP,请按 [EDIT] 并然后先后导航至 VPS、“探测”、“校准”、“MRZP 校准”。
选择 A-C 或 B-C 轴粗加工套件
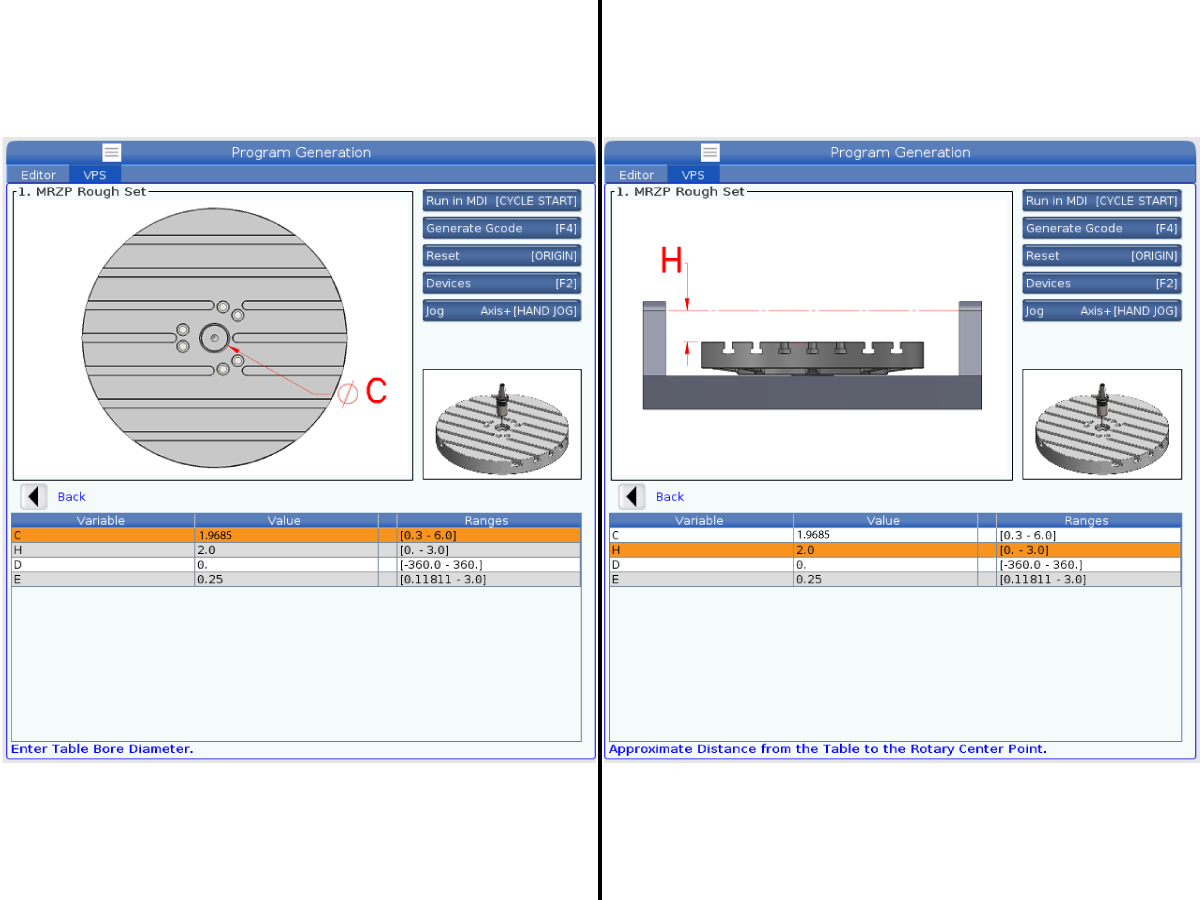
确定中心孔尺寸,并将 C 设置为与中心孔直径相同。
注意:中心孔直径根据机床是否配备了标准转盘或托盘交换系统选件而异。
将 H 设置为与“从工作台至转台中心点”距离相同
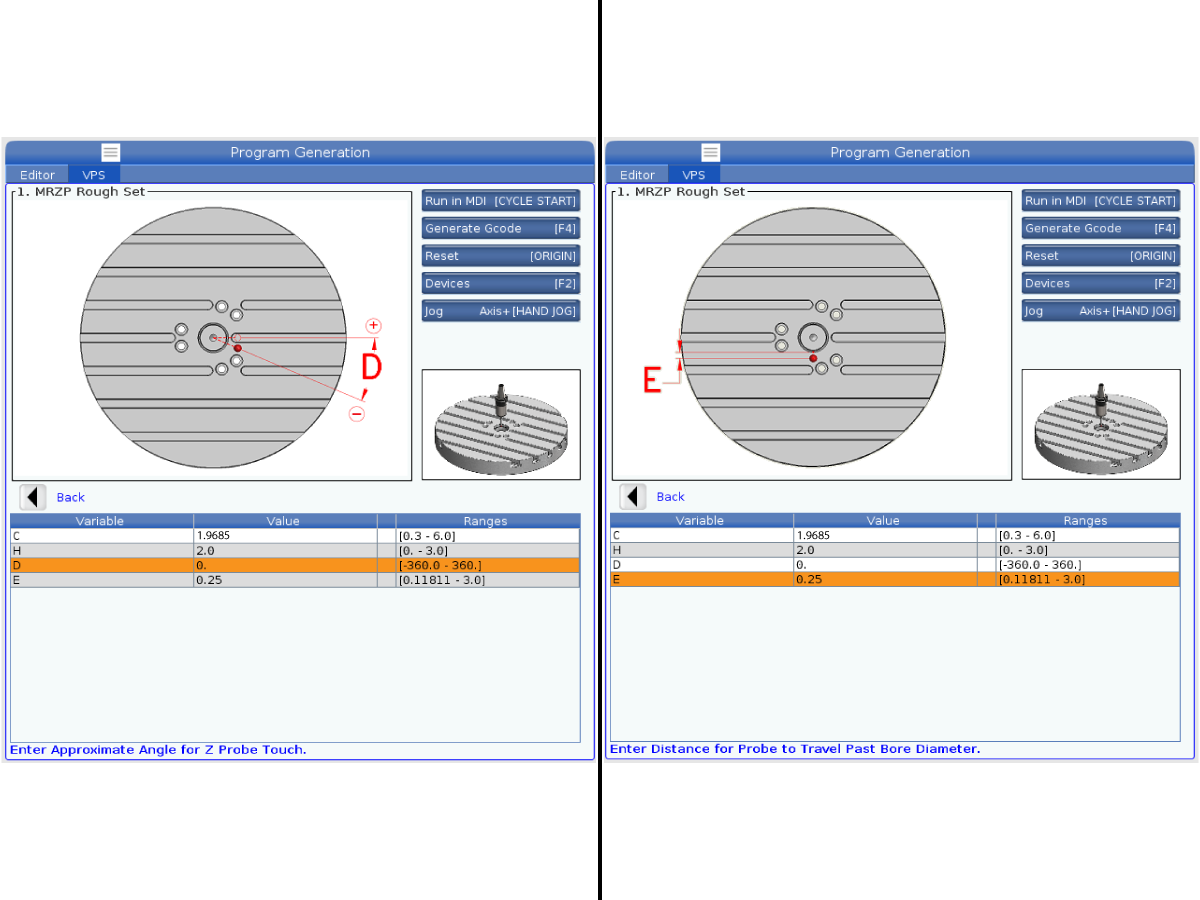
将 Z 探针接触的 D 的近似角度设置为 0.0
将孔径探测行程中的 E 距离设置为 0.25

在转盘孔中心上方电动探测.1" 。
按 [CYCLE START] 开始探测循环。
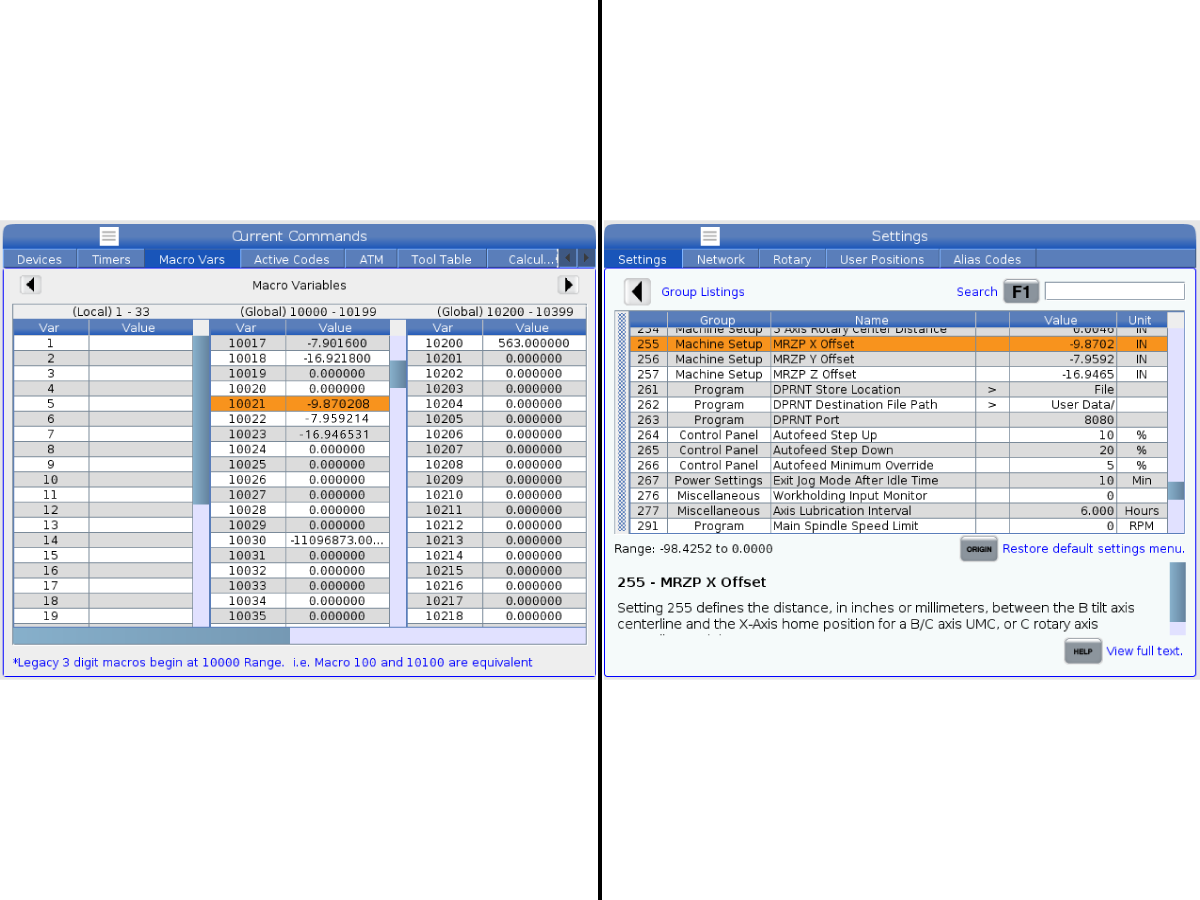
程序完成后,按 [Current Commands] 并导航至宏变量。
记录宏变量 10121、10122 和 10123 值。
按 [Setting] 并导航至“机床设置”。
导航到“设置”页面。把设置 408“排除安全区刀具” 设为OFF。
这告诉您如何设置安全区偏移。
此过程显示使用两个校准组件的图像。
重要: 在进行此步骤之前,必须校准主轴探头。这可确保探头对机器位置的精度正确。请参阅 下一代控制器 - 探头校准 (VPS) 程序,在diy.haascnc.com
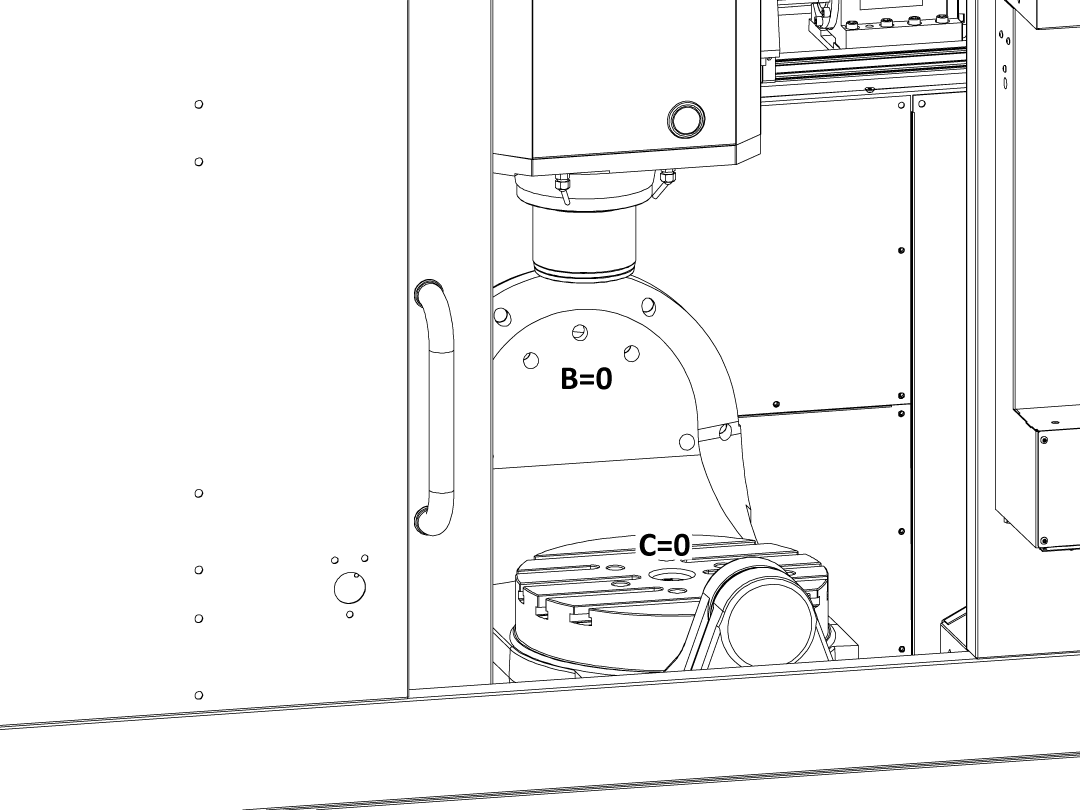
将 B 轴和 C 轴设置为其原始位置。
控制主轴探针置于主轴中。
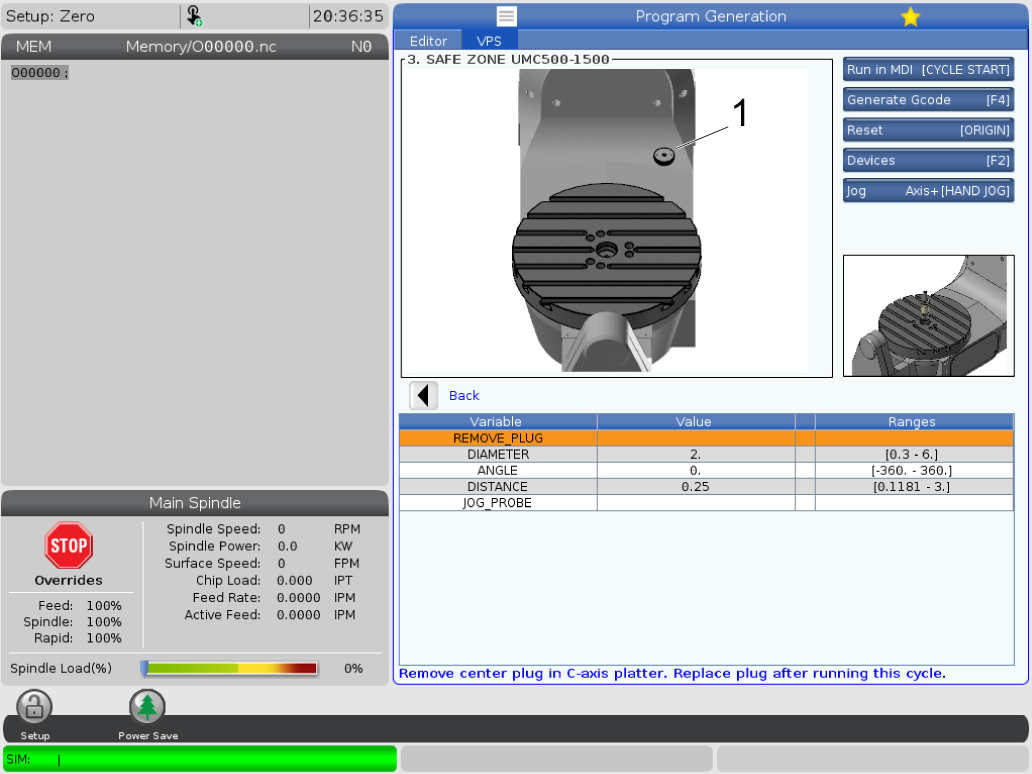
按 [EDIT] 并转到 VPS 选项卡。按下 [RIGHT ARROW] 键并按照校准设置中的提示取下中心探孔。
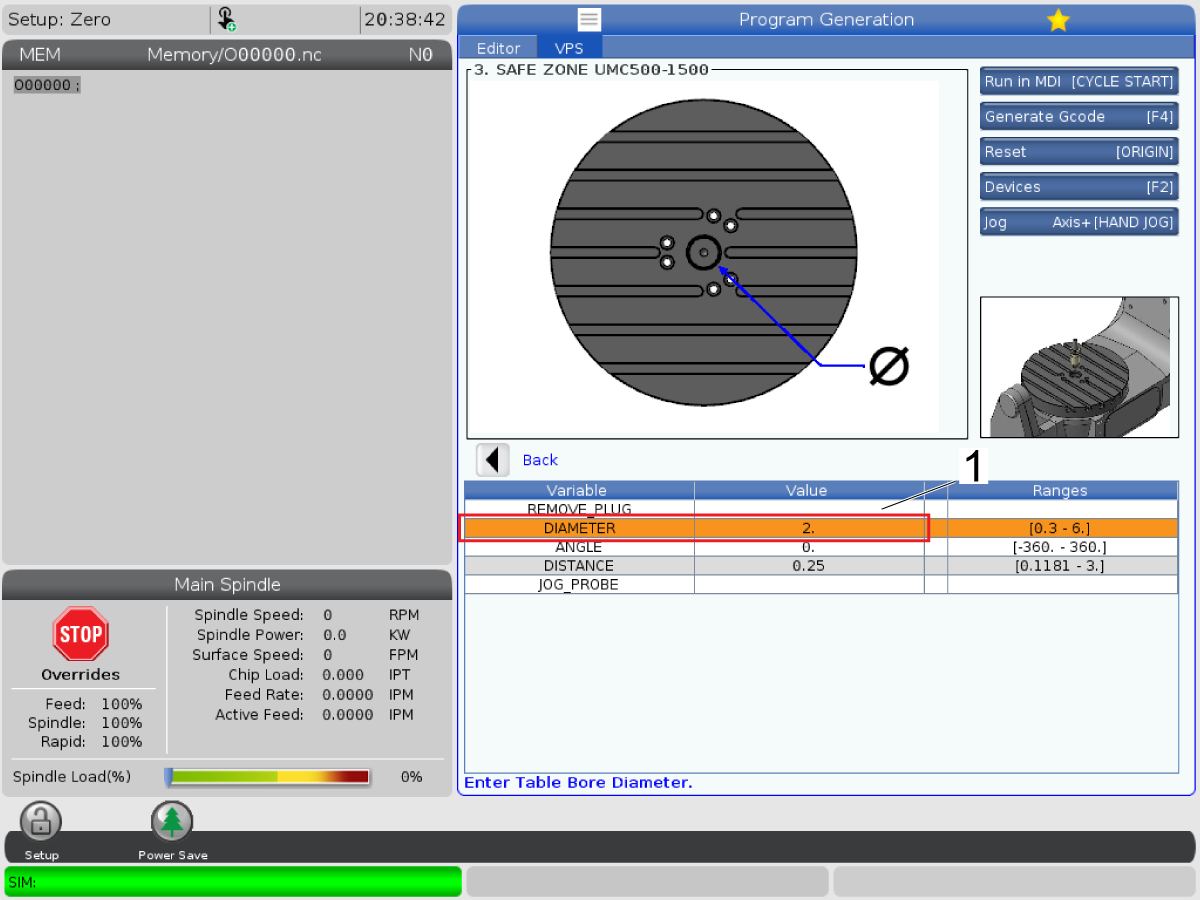
输入中心探孔的大约直径,用卡尺仔细检查。
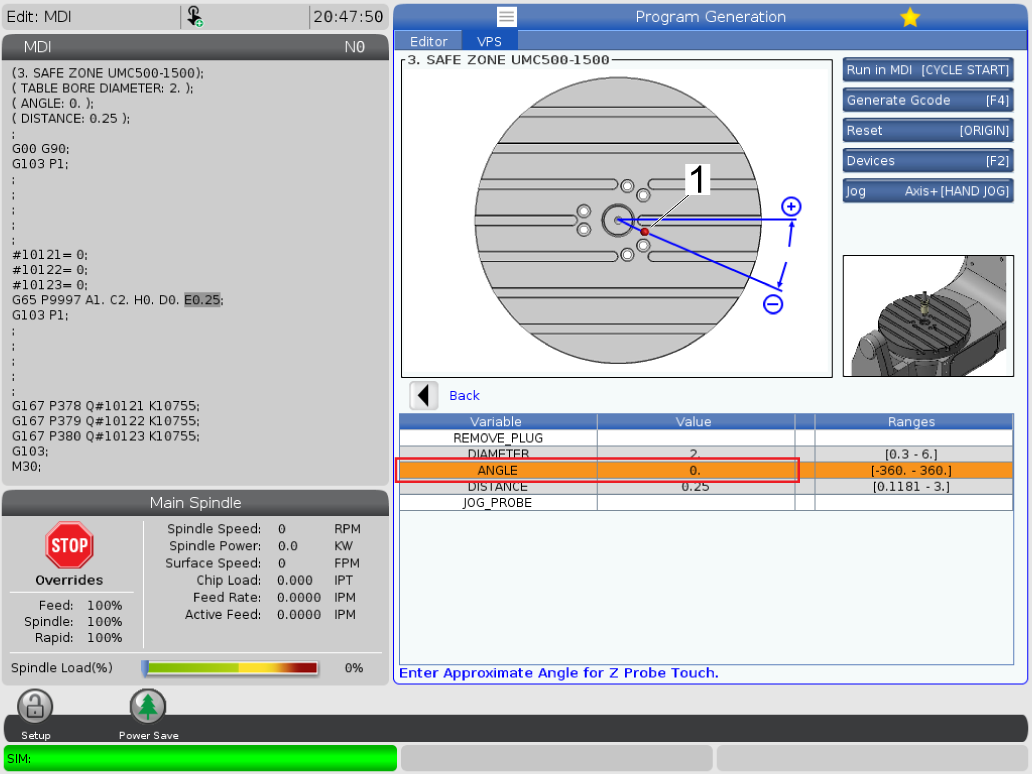
此输入用于设置探针在向下移动接触转盘之前伸出的角度。
注意:此输入是为了避免探针错误地接触任何转盘插头或向下进入 T 型槽时错过转盘。
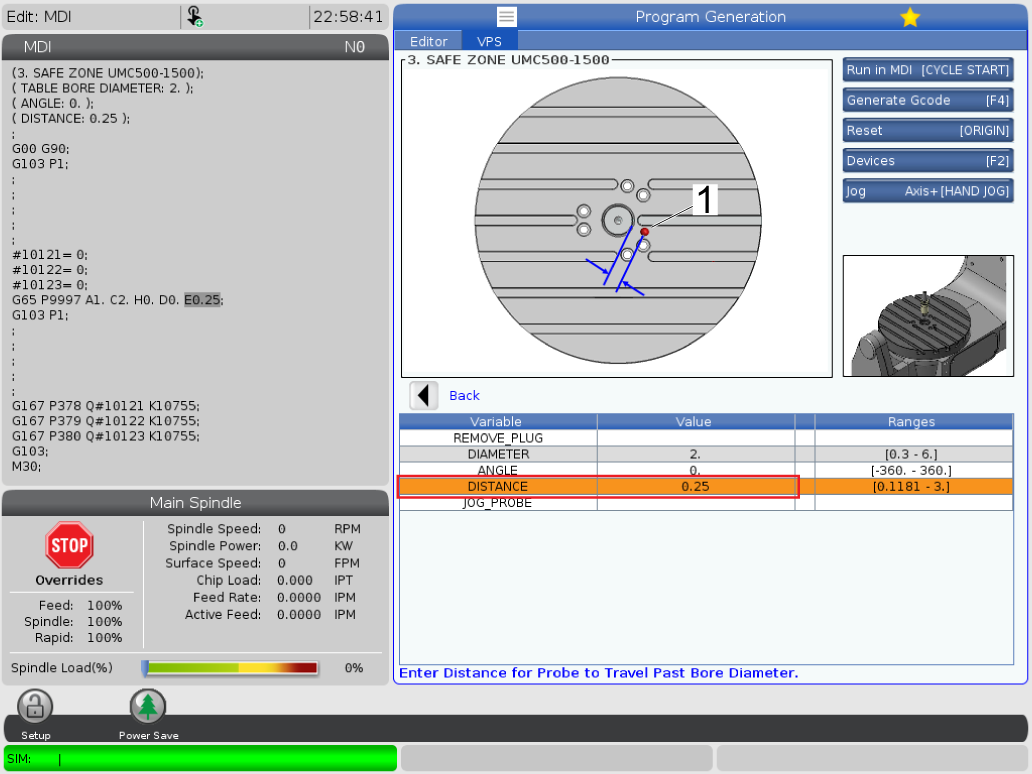
此输入用于设置探针在向下移动接触转盘之前伸出的距离。
注意: 此输入的作用和角度输入值作用类似,是为了避免探针错误地接触任何转盘插头或向下进入 T 型槽时错过转盘。如要避免插头或 T 型槽,同时需要两个输入。
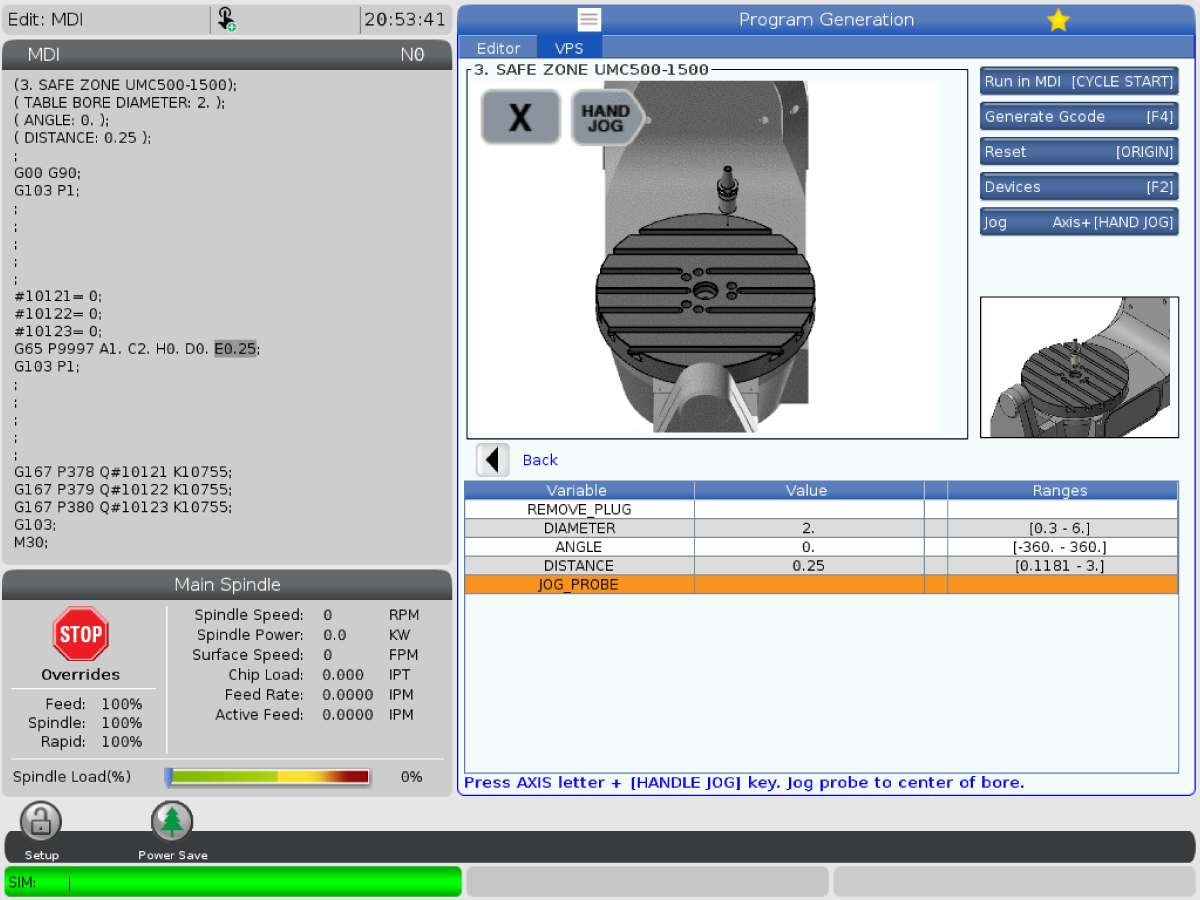
最后一步是将探针点动到校准位置。这将位于转盘上的探孔中心。VPS 将指示您将探针点动至转盘平面上方 0.25 毫米处。
按 [CYCLE START] 运行校准或按 [F4] 输出到 MDI 并查看代码。
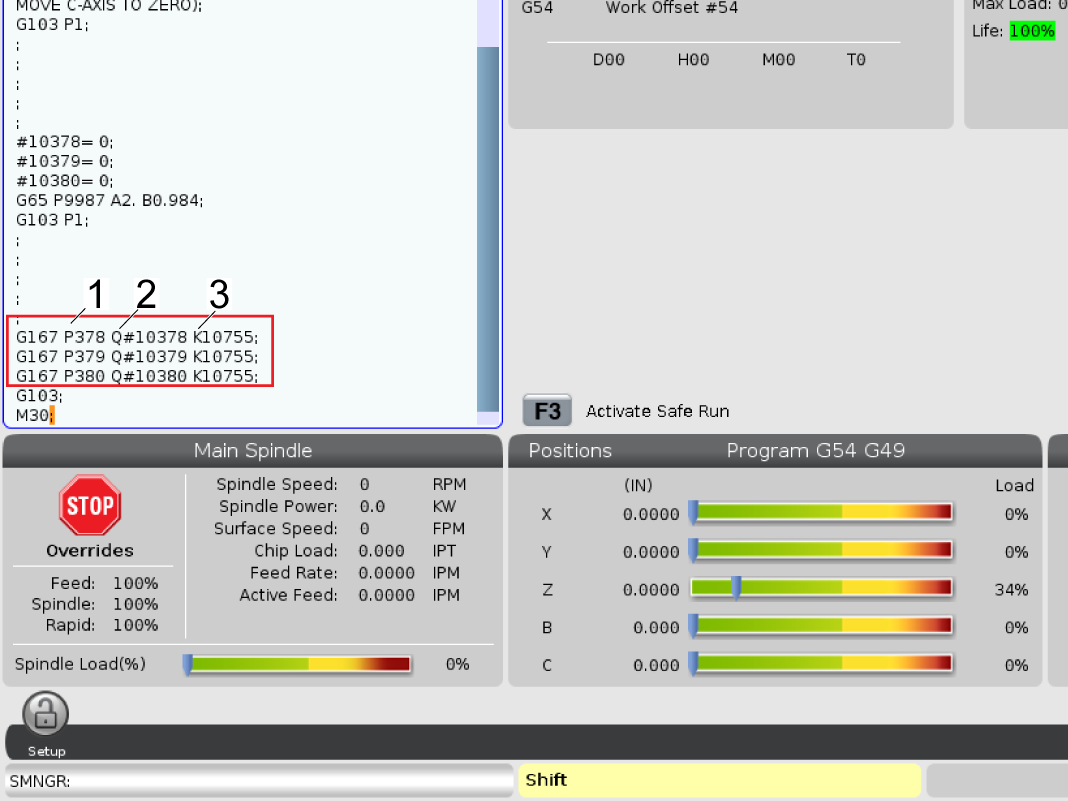
“安全区域”程序将使用图片中显示的代码填充在设置页面中找到的值。
G167 提供写入设置的功能,P 代码 [1] 是程序正在写入的设置编号,Q 代码 [2] 是将填充 P 代码设置的宏变量的值,以及 K 代码 [3] 本质上意味着一旦程序结束,它将把这些值保留在设置中。
验证是否填充了设置 378-380。
Recently Viewed Items
You Have No Recently Viewed Items Yet

此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING 接受以下条件:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255





