

/2026-04-VOP-SquareComponent.jpg/_jcr_content/renditions/cq5dam.thumbnail.319.319.png) 增值选件套
增值选件套
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.
AD0357
A 版 - 2025 年 7 月

此过程告诉您如何更换车床主轴上的非接触式编码器 (NCE)。替换编码器可能来自与要更换的编码器不同的制造商。安装和操作相同。
注意: 始终将编码器环和读取头替换为集。第 1 代和第 2 代 NCE 无法相互通信。更换为 Gen 2 NCE 需要完全更换读取头和环。
说明:第 2 代 NCE 在读取头顶部和环侧面都印有"Gen 2"。第 1 代 NCE 没有任何表示其为第 1 代的印刷标记。
重要: 在保修范围内更换非接触式编码器时,请确保在更换部件包装中退回旧部件,否则保修可能失效。

拆下冷却液收集器护罩、车门、左前护板和左后护板。
注意: 如果机器具有自动工具探头 (ATP),请断开控制柜处的工具探头电缆。从工具探头上拆下气缸。这使得更容易访问 (2) 工具探头空气软管。断开输气软管,并将软管推入前护板左下方中的孔。拆下面板。
拆下卡盘和液压单元。确保塞住 (2) 液压软管。
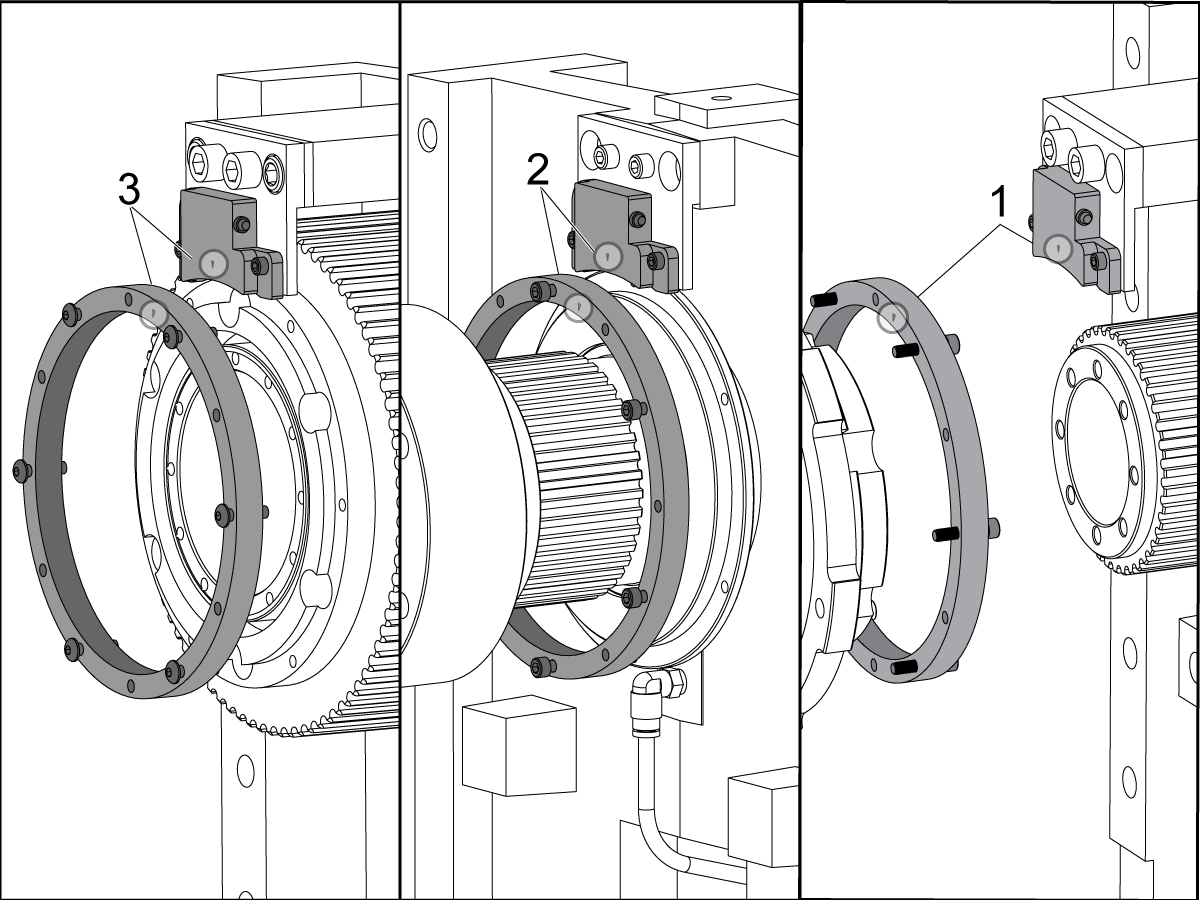
确定编码器环方向:
2016 年 10 月下旬至 2017 年 2 月初制造的 ST-10 主轴将编码器环安装到适配器板上,定向标记面向适配器板 [1] 的加工台阶面。环上的编码器方向标记和读取头必须都面向同一方向 [1]。
ST-10 主轴在 2017 年 2 月初之后制造,将编码器环安装在滑轮上,并露出方向标记 [2]。
ST-15 主轴的方向与最新的 ST-10 相同,环安装在滑轮上,方向标记朝向远离加工面[3]。
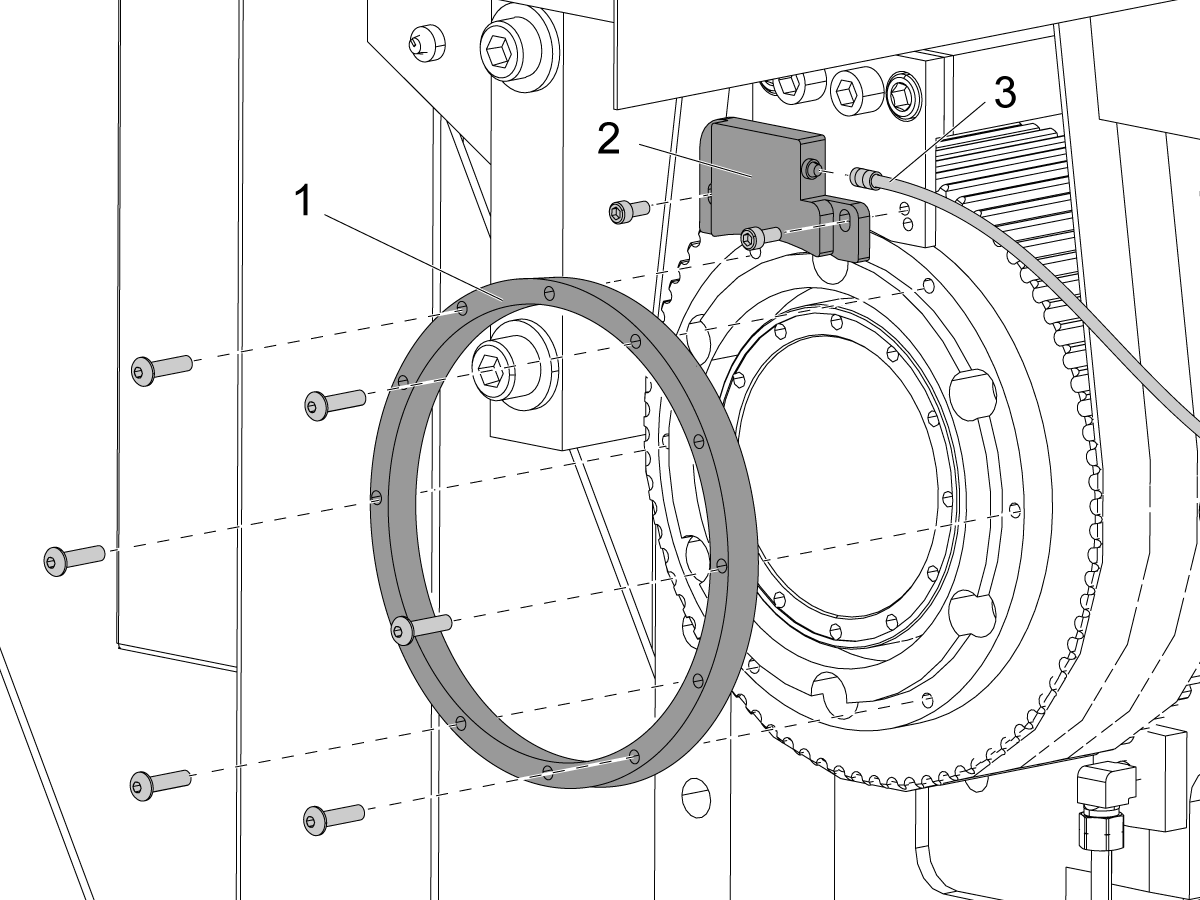
临时卸下读头[2]和电缆[3]。 用电缆扎带将读头固定至电机安装支架上。
如果配件松动:松开螺钉 并小心地拆下环,避免损坏外圈护罩。
如为钎焊安装:从通孔中取出螺钉,将螺钉安装到带螺纹孔形式,将其用作千斤顶螺杆,以均匀地拆下编码器环。
完成后,使用石头将升重螺钉上留下的标记平滑。
安装非接触式编码器。
如将环是滑动装入,安装并指示 .0005" TIR。如果环是钎焊安装,可以直接安装到主轴轴承锁上,也可以安装到编码器环底座上,然后安装到滑轮上。
将热板上的编码器环加热到最高温度 248 +F (120°C)。安装到环安装,均匀地按下,使其方形地插入肩部
注意::确保环上的打印面朝外。确保标签 "·" 环在读取头的箭头下方对齐。
用手拧紧 (6) 编码器环螺钉。
环冷却后检查外径出径 NTE 0.0005" TIR。标记高点。该位置将对读取头进行匀场。
注意: 切勿使用工具敲击环。将导致磁带损坏。
将 (6) 编码器环螺钉扭矩拧至 30 in-lbs。
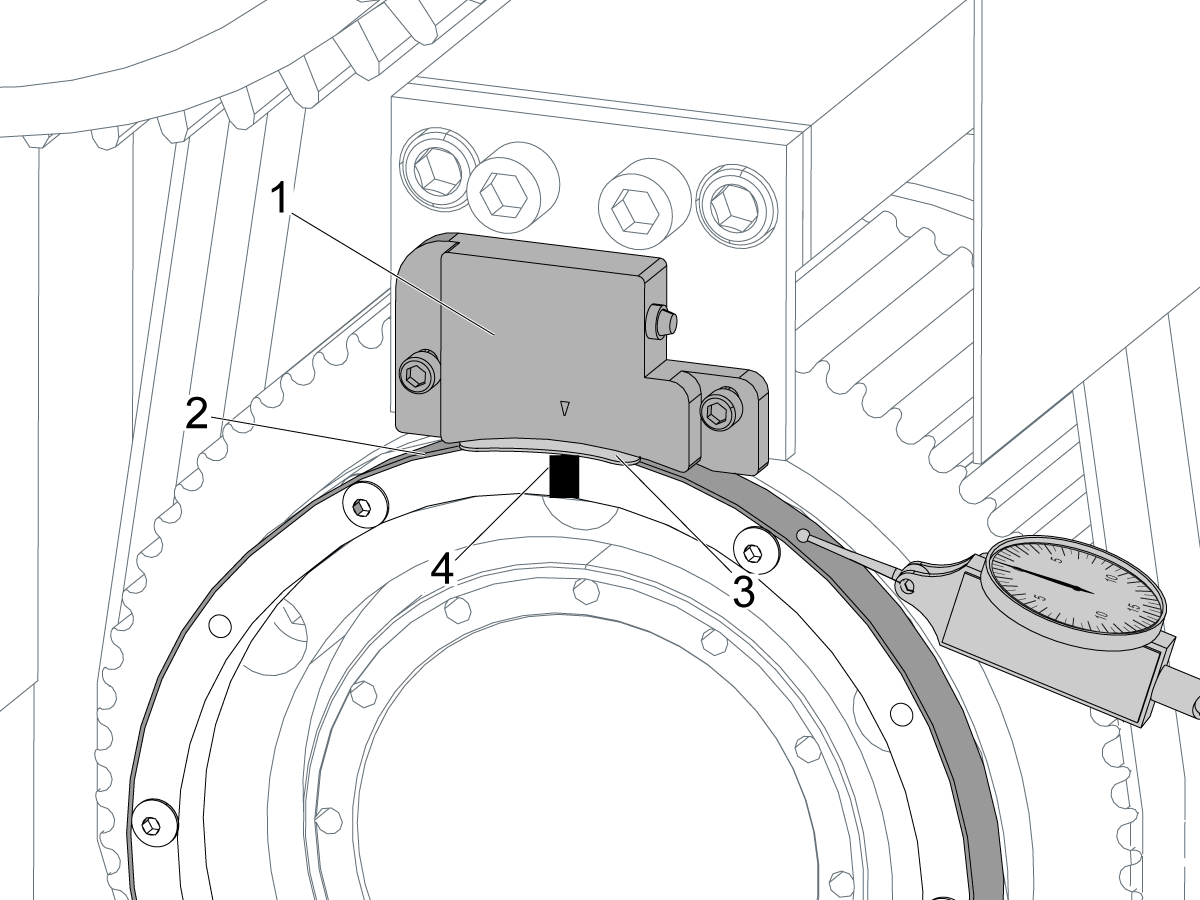
安装 NCE 读头[1] 在安装读头安装螺丝之前,请务必使用(2)WASHER FLAT 0.170ID X 0.400OD。
重要:第 2 代 NCE 读取头不使用任何 45-2000 垫圈。如果这些垫圈位于 Gen 1 NCE 读取头下方,请将其拆下。
使用与 NCE 一起提供的塑料垫片 [3],以通过在标记的高点将读头均匀地推到垫片/环上[4],设置读头和 NEC 环 [2] 之间的间隔。
注意:垫片设置的运行间隙尺寸见 主轴编码器 -故障排除指南-NGC。
拆下垫片。拆下垫片时,应感到细微的阻力。一旦达到正确的间距,将读头螺钉扭动至 到 25 in-lbs 。
连接编码器电缆。

将读头与编码器环适当对准非常重要 对齐方式将因编码器的品牌而异。使用提供的图表确保编码器环和读取头正确对齐。
供应商 RLS
A 0.0118" +0.0079 / -0.0039
B 0.0591" +0.059 / -0.019
C (0.0197")
重要:如果 RLS 2" 或 3" NCE 的 C 超过 0.0197",则需要订购新的 NCE 读取头支座:
如果机床当前使用 20-7328A NCE READ HEAD SPACER, TL,请订购:
如果机床当前使用 20-7669 NCE READ HEAD MOUNT, ST-40/50 GBOX,则订购:
注意:对于 ST-15/20/28/30/35 机床,请参阅 ST-15/20/28/30/35 - 非接触式编码器环 - 更换
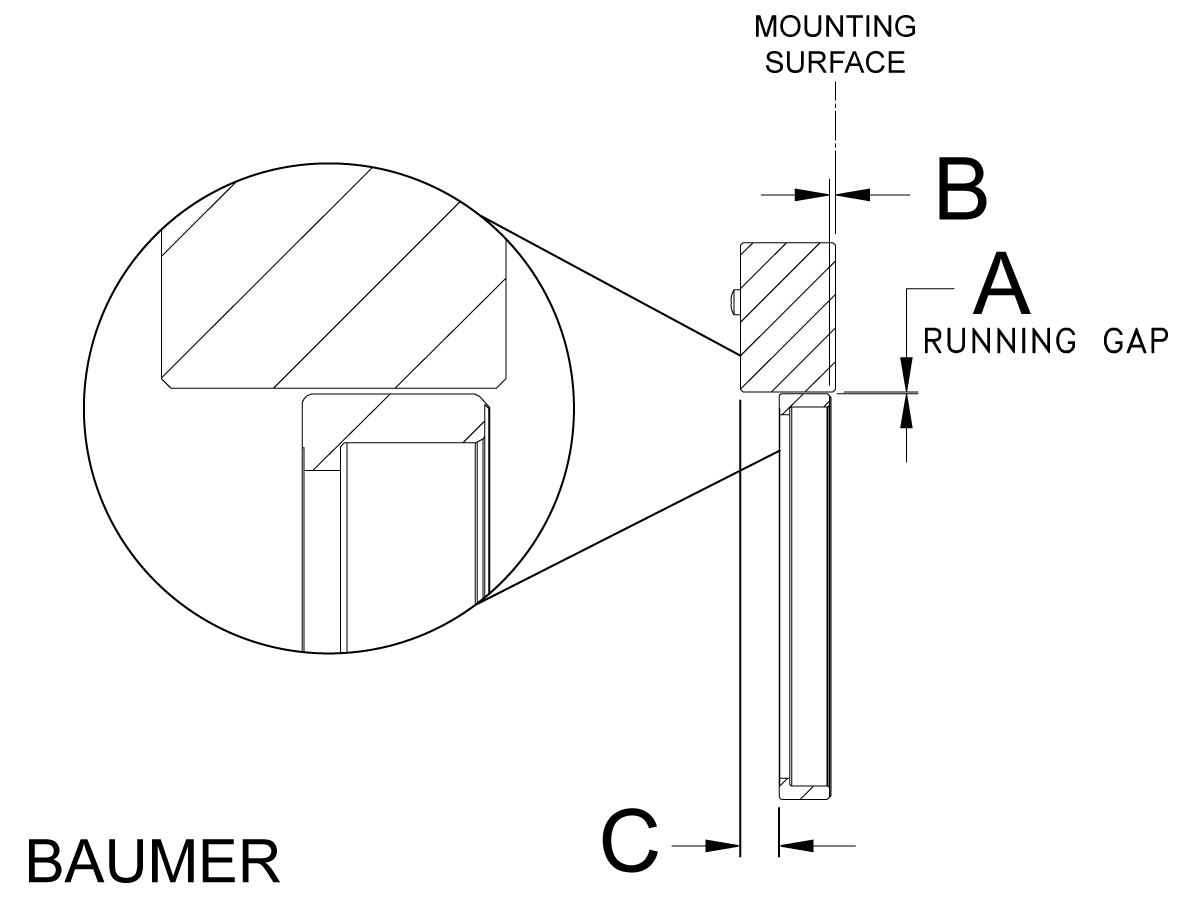
将读头与编码器环适当对准非常重要 对齐方式将因编码器的品牌而异。使用提供的图表确保编码器环和读取头正确对齐。
矢量 BAUMER
A 0.0118" +/-0.004
B 0.045" +/-0.019
C (0.305")
重新组装机器后:
以最大速度的 25%、50% 和 100% 操作主轴。
确保代码中的主轴速度与显示屏上的主轴速度相同。
如果这些主轴速度不同,请确保编码器参数正确。
注意: 由 RLS 和 AMC 制造的编码器使用相同的参数。
Recently Viewed Items
You Have No Recently Viewed Items Yet

此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING 接受以下条件:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255





