

/2026-04-VOP-SquareComponent.jpg/_jcr_content/renditions/cq5dam.thumbnail.319.319.png) 增值选件套
增值选件套
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.
AD0395

本程序适用于 2018 年 2 月之后构建的具有 NGC 控制的 ST/DS 车床。
要在新机器安装期间安装 WIPS-L,请使用套件 PN: WIPS-L。
要现场安装现有机器的 WIPS-L,请使用套件 PN: 93-2850。
车床无线直觉探测系统 (WIPS-L) 具有以下组件:
本文档显示将这些组件安装到 Haas 车床中。此过程不适用于 CL 和 TL 车床。
有关校准信息,请参阅下面的链接。
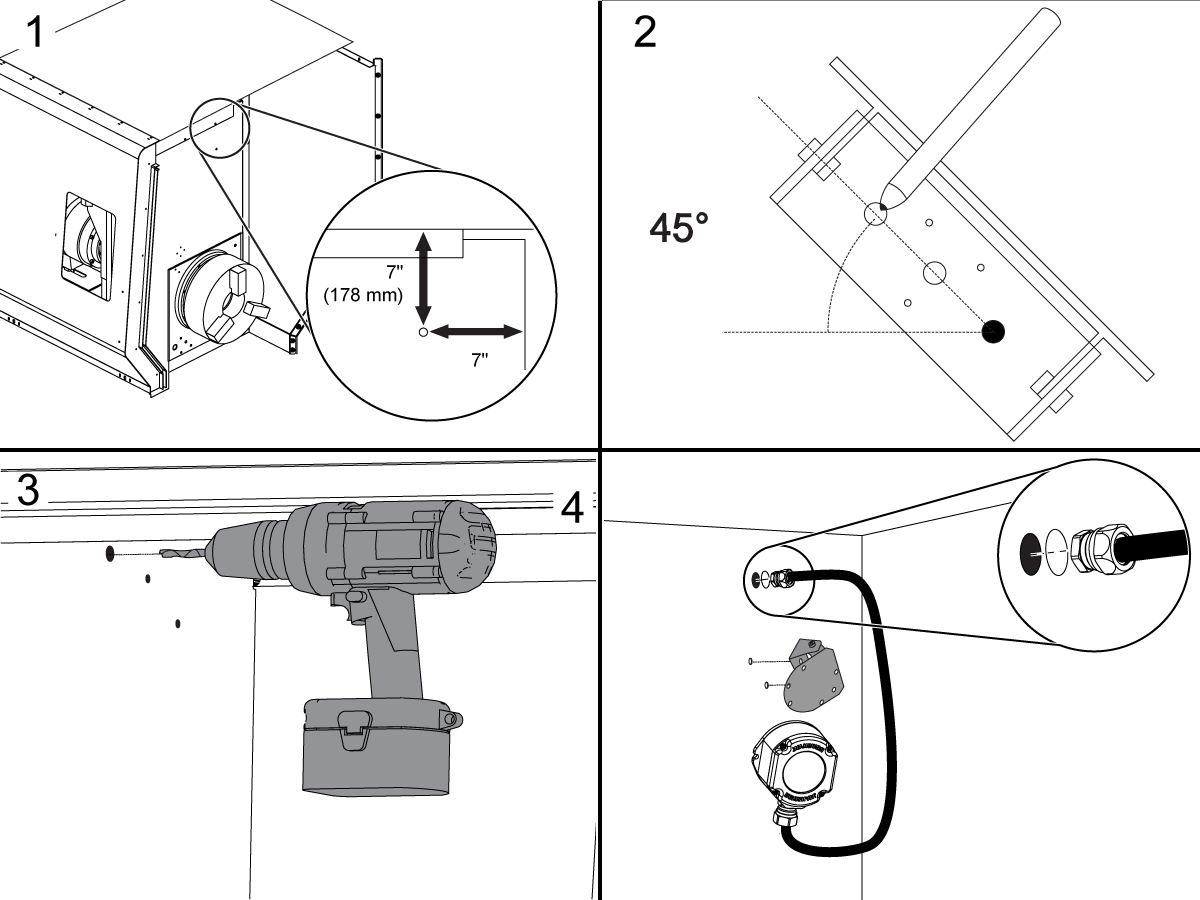
[1] 在车床内隔板盖的主轴侧,放置一个距离面板顶部约 7"(178 毫米)并且距离盖子的远侧约 7" 的点标记。
[2] 将 OMI 支架暂时放在隔板的正确位置,如下所示:将凹陷的三角形图案指向下。保持右侧孔与标记对齐,同时顺时针旋转支架约 45 度。为第二个孔打一个记号。
[3]穿过点标记处的隔板钻 (2) 个 9/32" (7 mm) 孔。穿过隔板,在上方约 1"(25 毫米)和顶部 9/32"(7 毫米)孔左侧 3"(76 毫米)的位置钻一个 7/8"(22 毫米)孔。
[4] 将 OMI 电缆拉过 7/8"(22 毫米)隔板中的孔。将套件中的相应垫环放在电缆上,并将其安装到隔板中。在隔板的另一侧安装带有螺钉和螺母的 OMI 支架。在螺钉上涂抹密封剂。将 OMI 单元安装至支架,使电缆朝下。
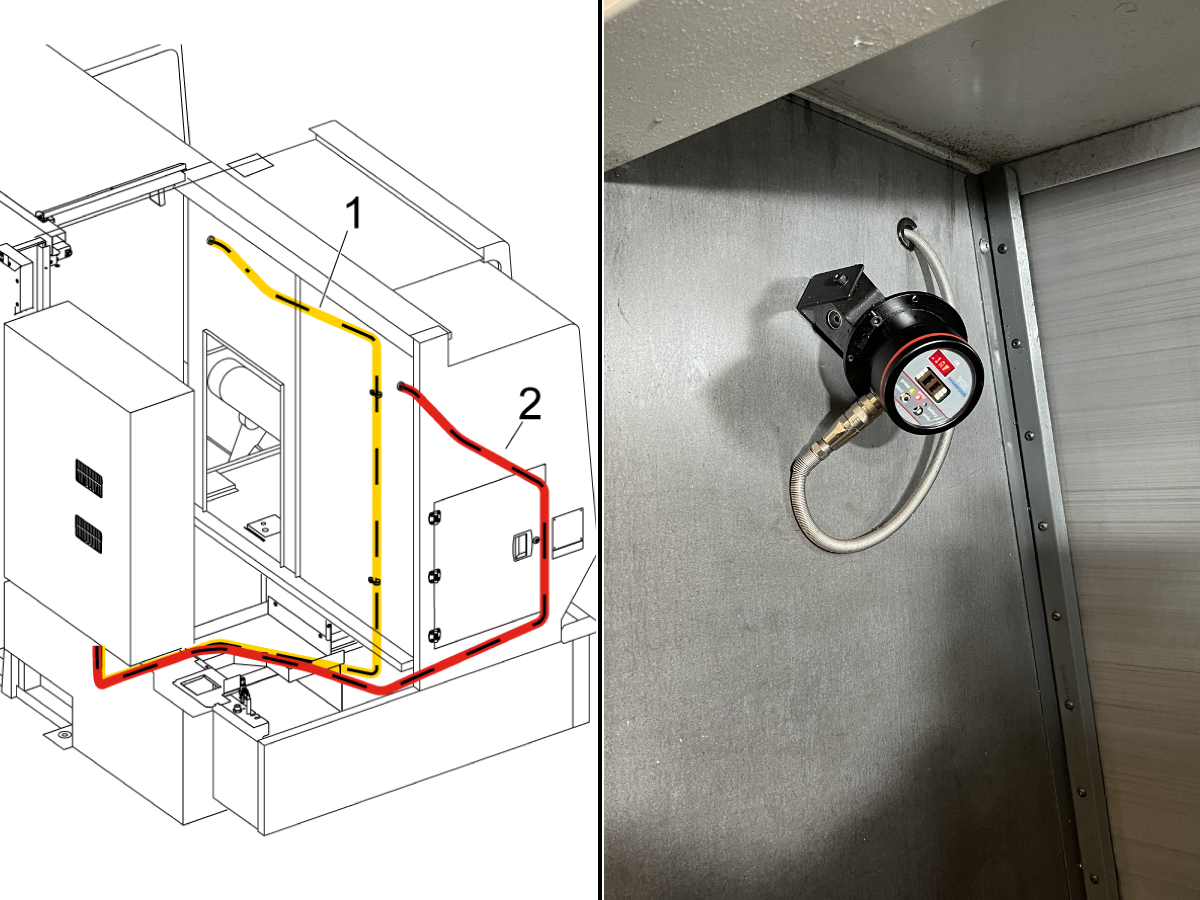
将 OMI 电缆 [1] 穿过护罩到达控制柜,并确保有回路限制冷却剂在电缆和 OMI 上的聚集。
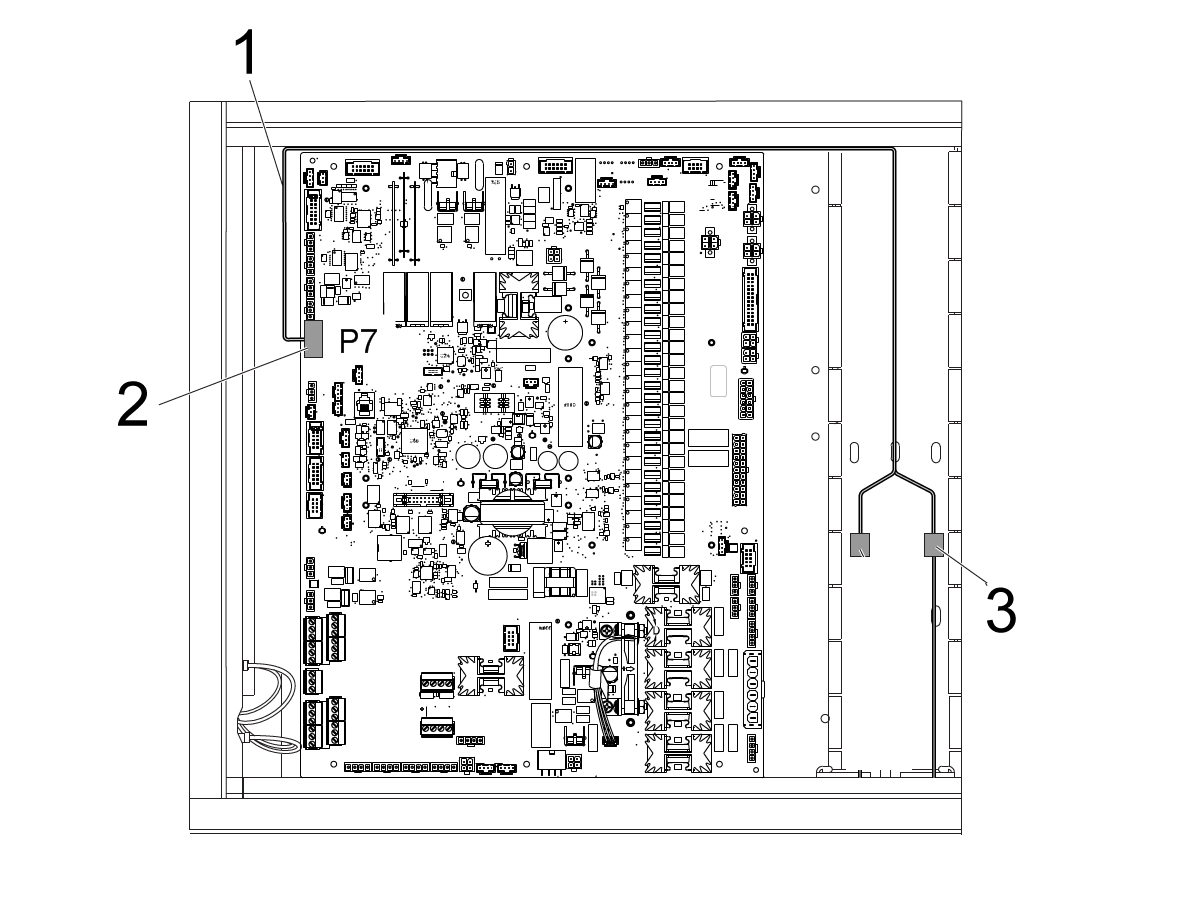
将分路电缆 (P/N: 33-0619A) [1] 连接到 SIO PCB 上的 P7 [2]。
将 OMI 电缆 [3] 连接到分路器电缆的 6 针连接器。
注意: 忽略 33-0619A 电缆上的标签,该电缆表示要将其连接到 P77。
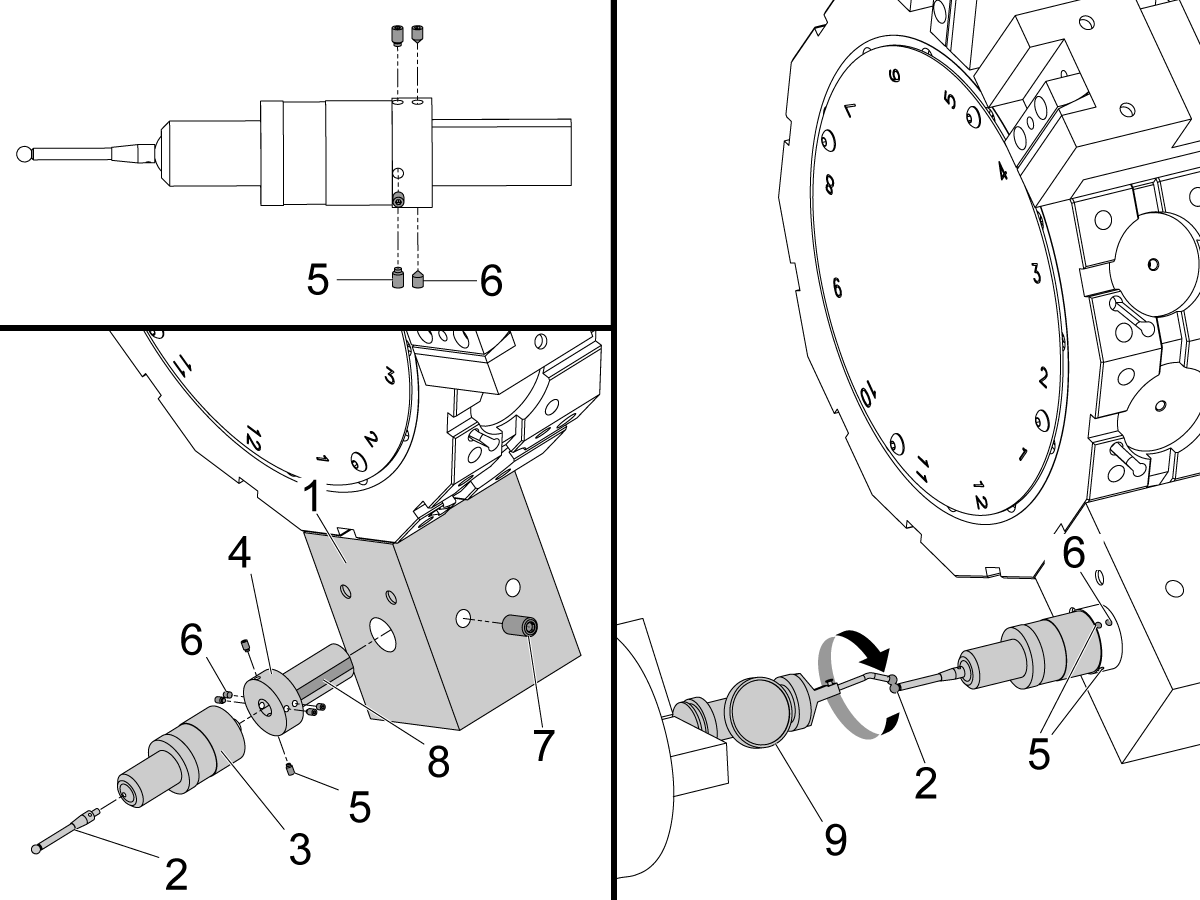
注意: 您需要一个 1 英寸或 25 毫米的钻孔杆支架 [1] 才能将工作探头 [3] 安装到刀塔上。探头套件不包括刀柄。请访问HaasParts .com 以购买正确的刀座。
将钻孔杆架 [1] 安装到所需的刀塔站上。
当刀柄中心线与主轴中心线对齐时,将 X 轴移到该位置。
注意: 此位置存储在“用户位置”选项卡下的设置 319、320、321 中。这些设置是从工厂设置的。如果您有 BOT 或 BMT 刀柄,请使用设置 320。如果使用 VDI 刀座,请使用设置 319。
使用四个带平尖 [5] 的套螺钉和两个带锥形尖端 [6] 的套螺钉将探头 [3] 连接到轴 [4]
重要: 将固定螺钉与平尖端 [5] 安装到靠近探头的四个孔中。将锥形尖端 [6] 安装到其他两个孔中。
将手写笔 [2] 连接到探头 [3]。
将探头组件安装在刀柄上,将平面 [8] 安装在面向固定螺钉 [7] 的轴上,将刀杆的后肩平放在刀柄的正面。拧紧固定螺钉 [1]。
将同轴指示器 [9] 安装到夹头上。
使刀柄与主轴中心线保持中心线,并用指示器扫描探头笔尖。保持锥形设置螺钉 [6] 舒适并调整平设置螺钉 [5],直到手写笔尖端与主轴中心线 NTE 0.0005"(0.0127 毫米)内联。完成对齐后,确保所有设置螺钉都已拧紧。
测试工作探头。
启动工作探头,如下所示:
在 MDI 模式下操作此代码: M59 P2; G04 P1.; M59 P3
停止工作探头,如下所示:
在 MDI 模式下运行此代码: M69 P3
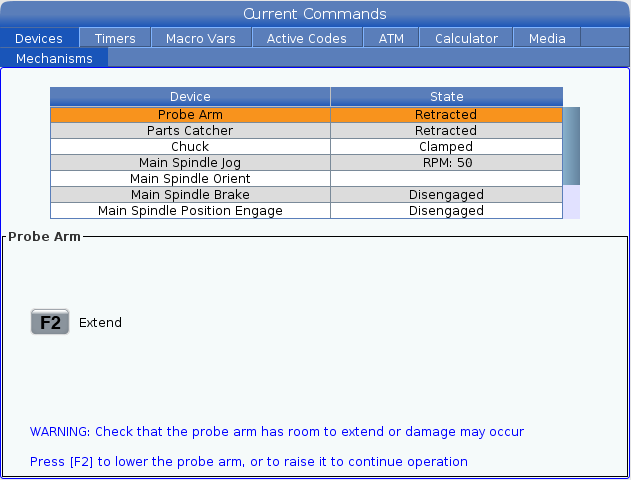
测试自动对刀仪。
重要: 工作探头必须关闭,工具探头才能运行。如果在工作探头打开时尝试探测工具,可能会损坏工具探头触针。
导航到“当前命令”窗口中的“设备/机制”选项卡。高亮探头臂线,然后按 F2 以延长 ATP 臂。
注意: 如果工具探头工作不正常,则检查控制电缆的导线连接。
按 F2 可缩回 ATP 臂。
Recently Viewed Items
You Have No Recently Viewed Items Yet

此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING 接受以下条件:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255





