
 立式加工中心
立式加工中心
 多轴解决方案
多轴解决方案
 车削中心
车削中心
 卧式加工中心
卧式加工中心
 转台和分度器
转台和分度器
 自动化系统
自动化系统
 桌面机床
桌面机床
 车间设备
车间设备
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

AD0483

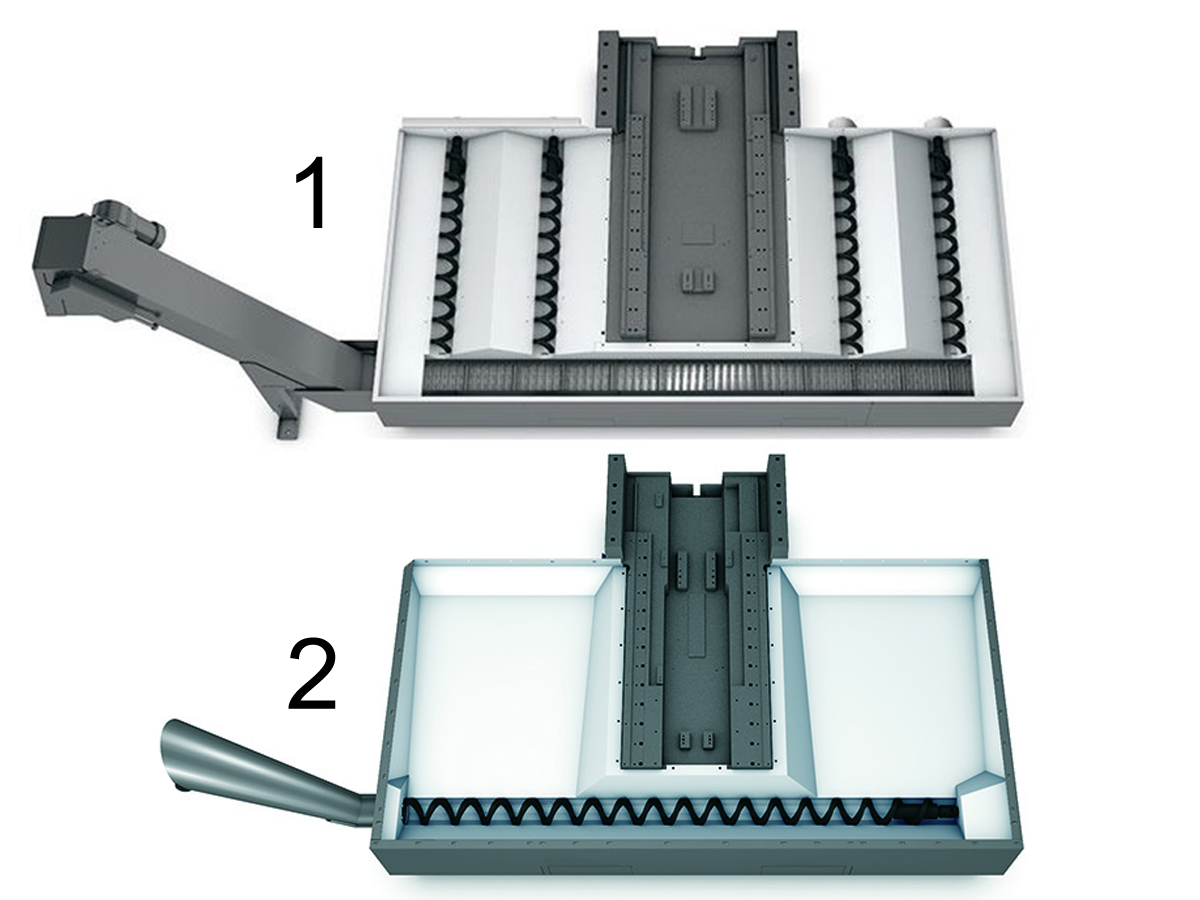
此过程说明如何在以下机床上安装单个排屑螺杆:
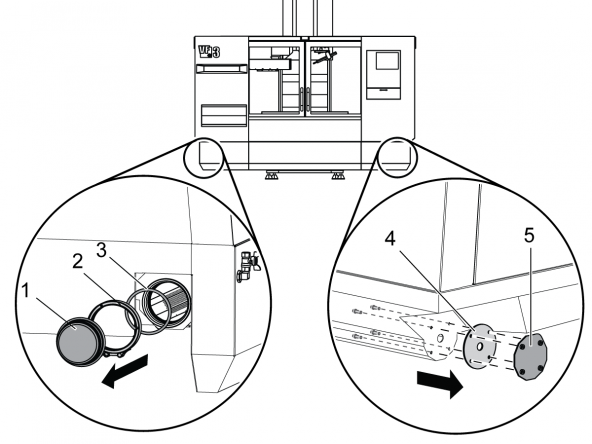
注意: 此过程显示 VF-3 的安装过程。对于上面列出的所有计算机,安装过程是相同的。
本文档适用于以下维修套件:
按 Power OFF(关闭电源)。
将主电路开关设置为 OFF 位置。
锁定主断路器。使用带有已批准安全标签的已批准锁。
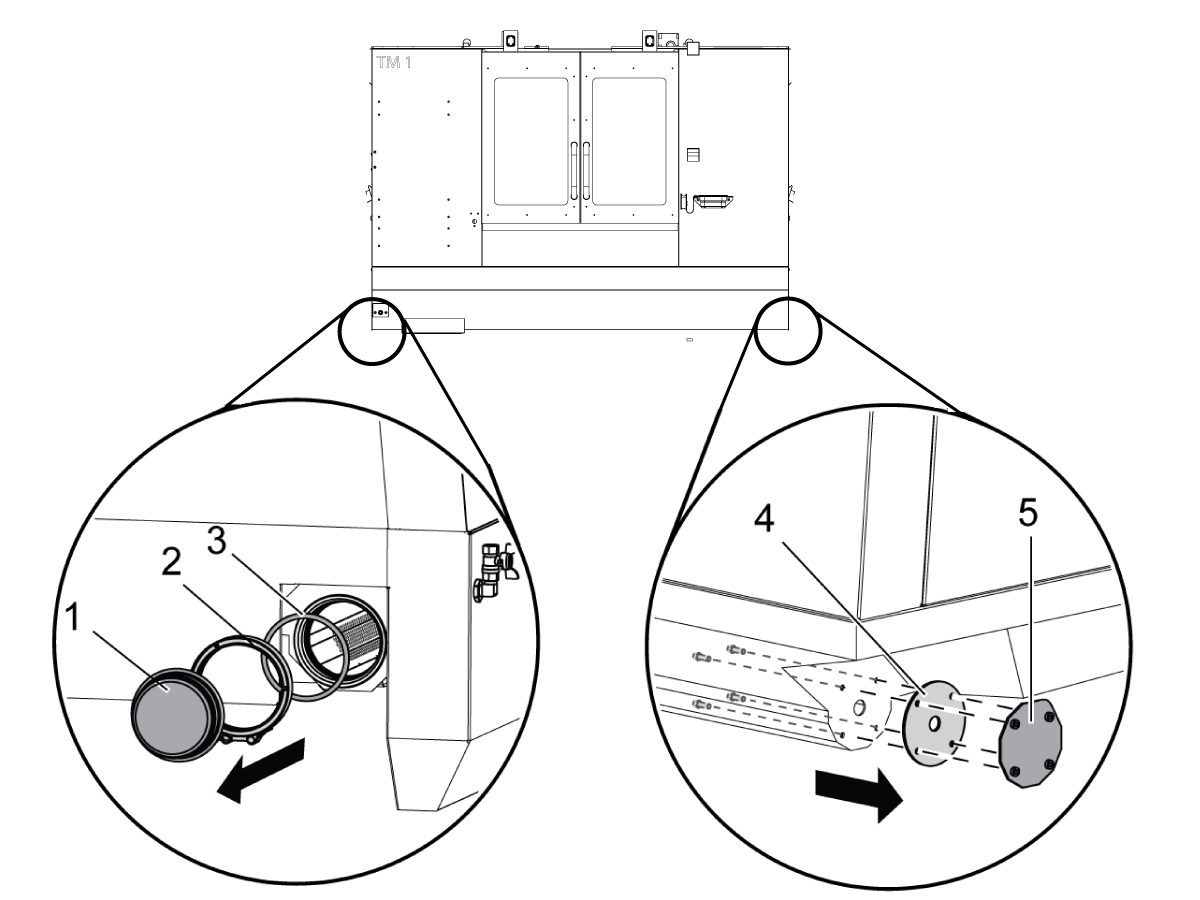
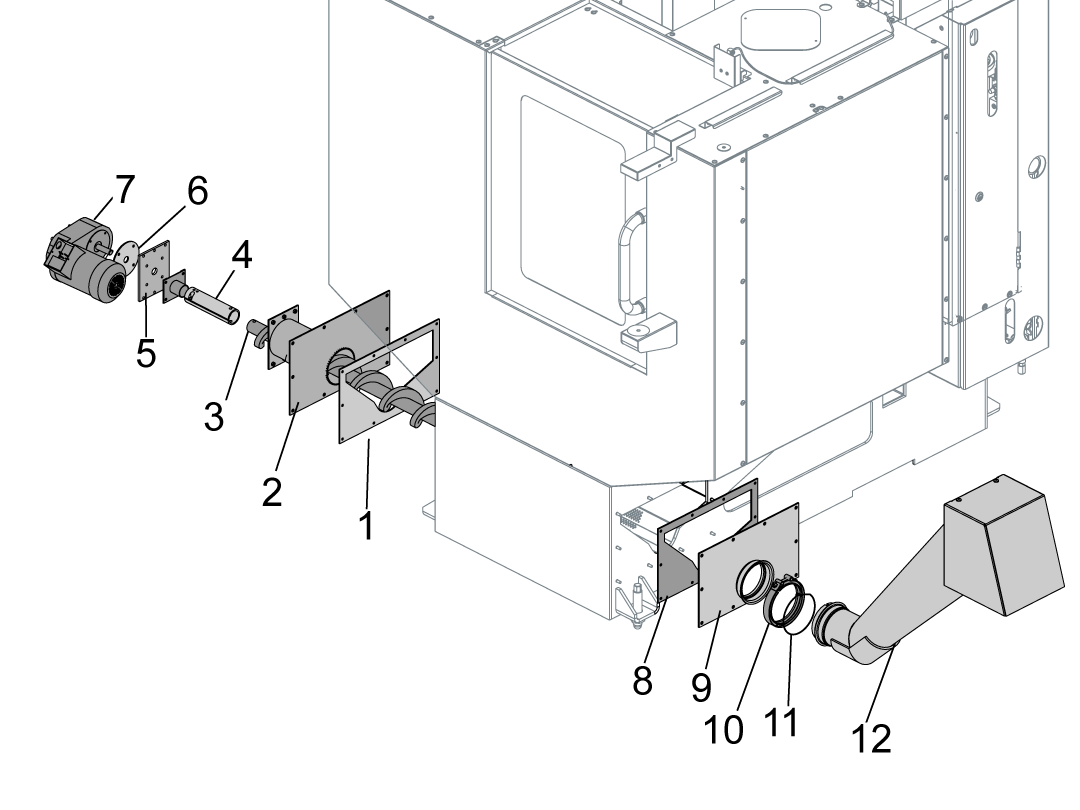
从护罩的左端卸下这些部件:
从护罩的右端卸下这些部件:
从螺旋槽中清洁冷却液和碎屑。
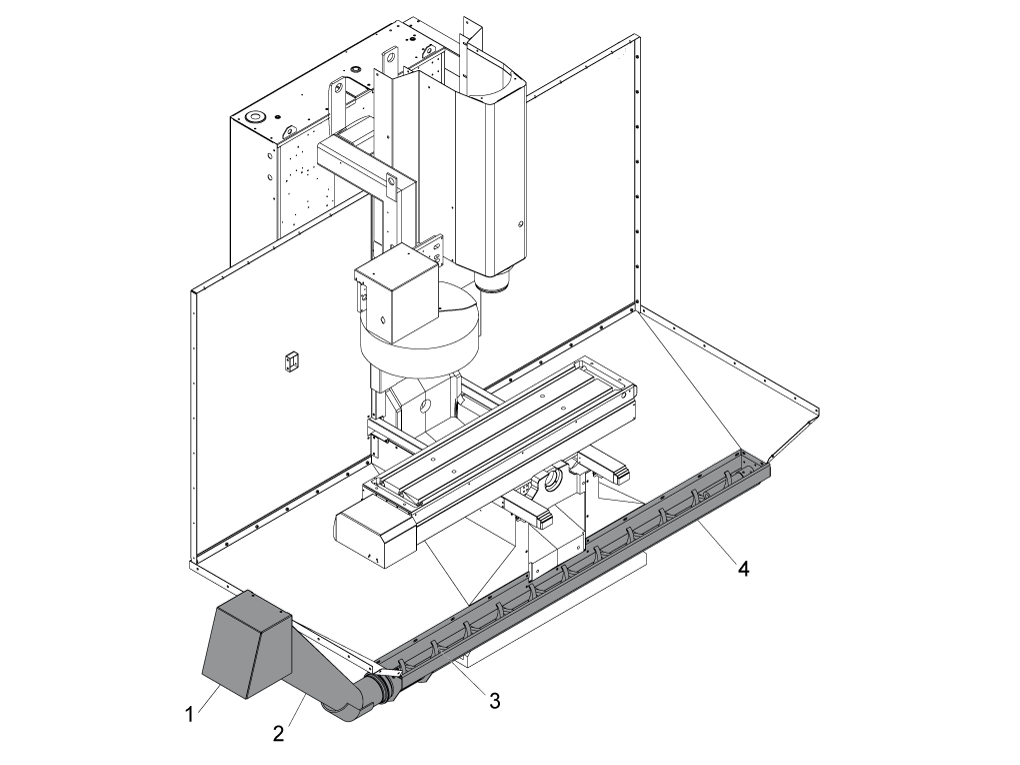
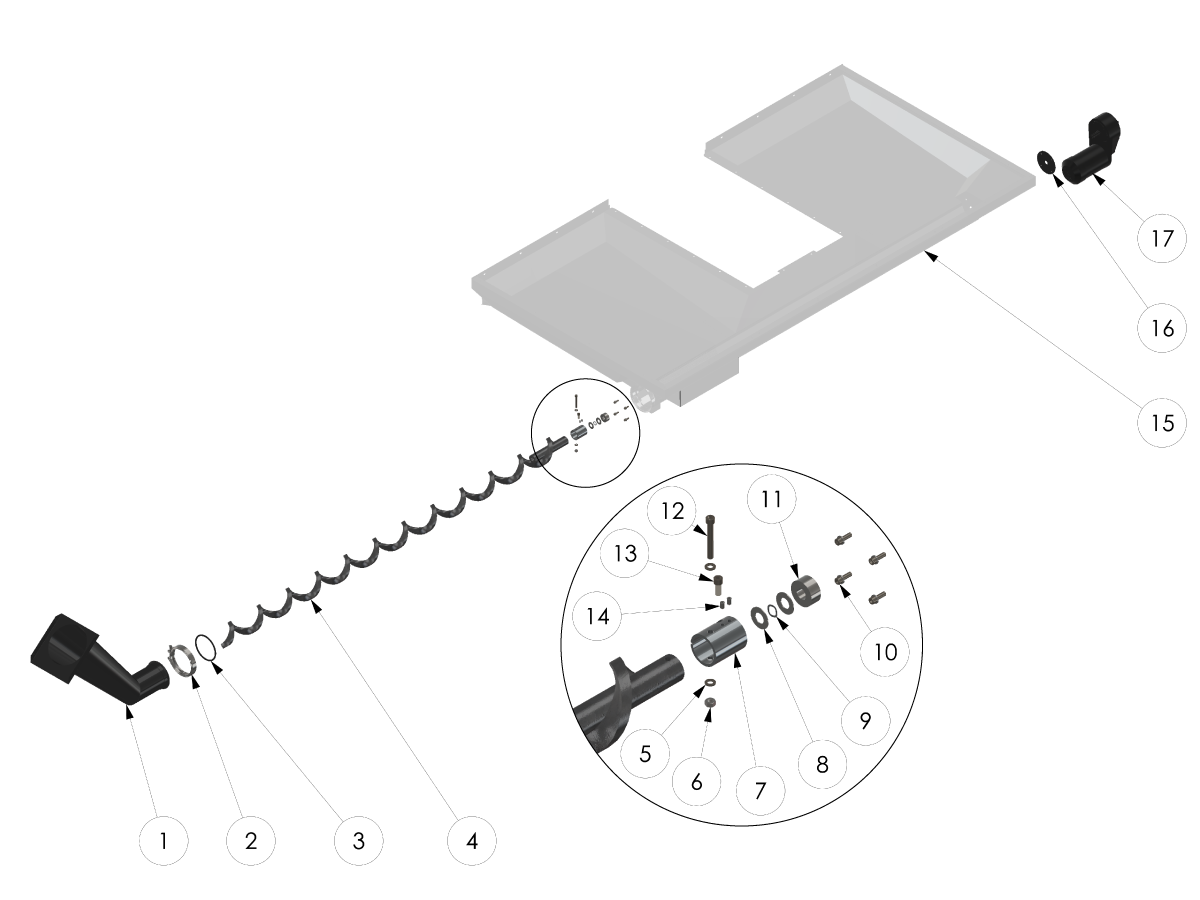
将垫片 [1] 和排屑螺杆 [2] 连接到护罩盘。
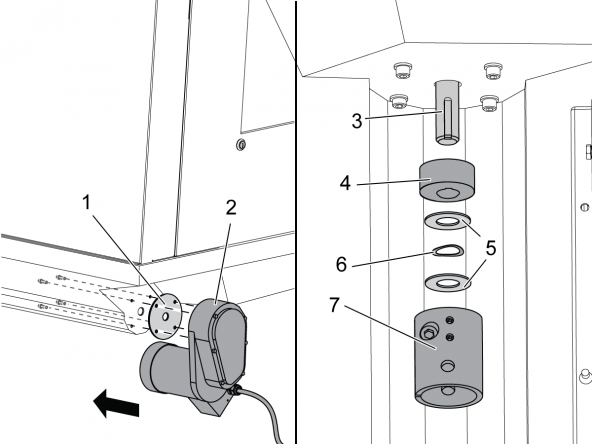
找到电机轴。电机轴在机床内部。将这些零件放在电机轴 [3]上:
将电机接头 [7] 连接到电机轴。
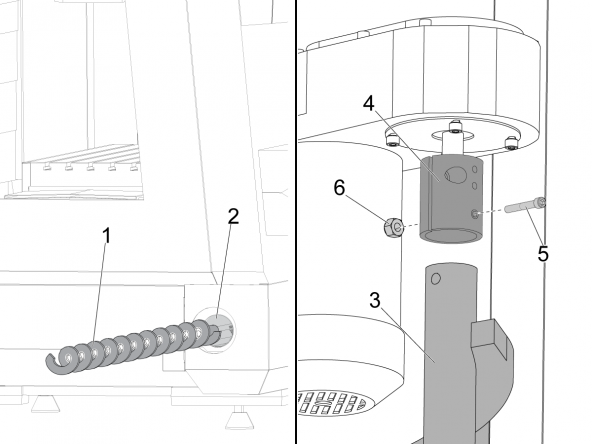
通过放电口 [2] 插入螺旋钻 [1]。
将螺旋钻 [3] 插入电机联轴器 [4]。
将螺栓 [5] 插入联轴器,并通过螺旋钻 [3]。
使用尼锁螺母 [6] 将固定器螺栓 [5] 连接到接头中。
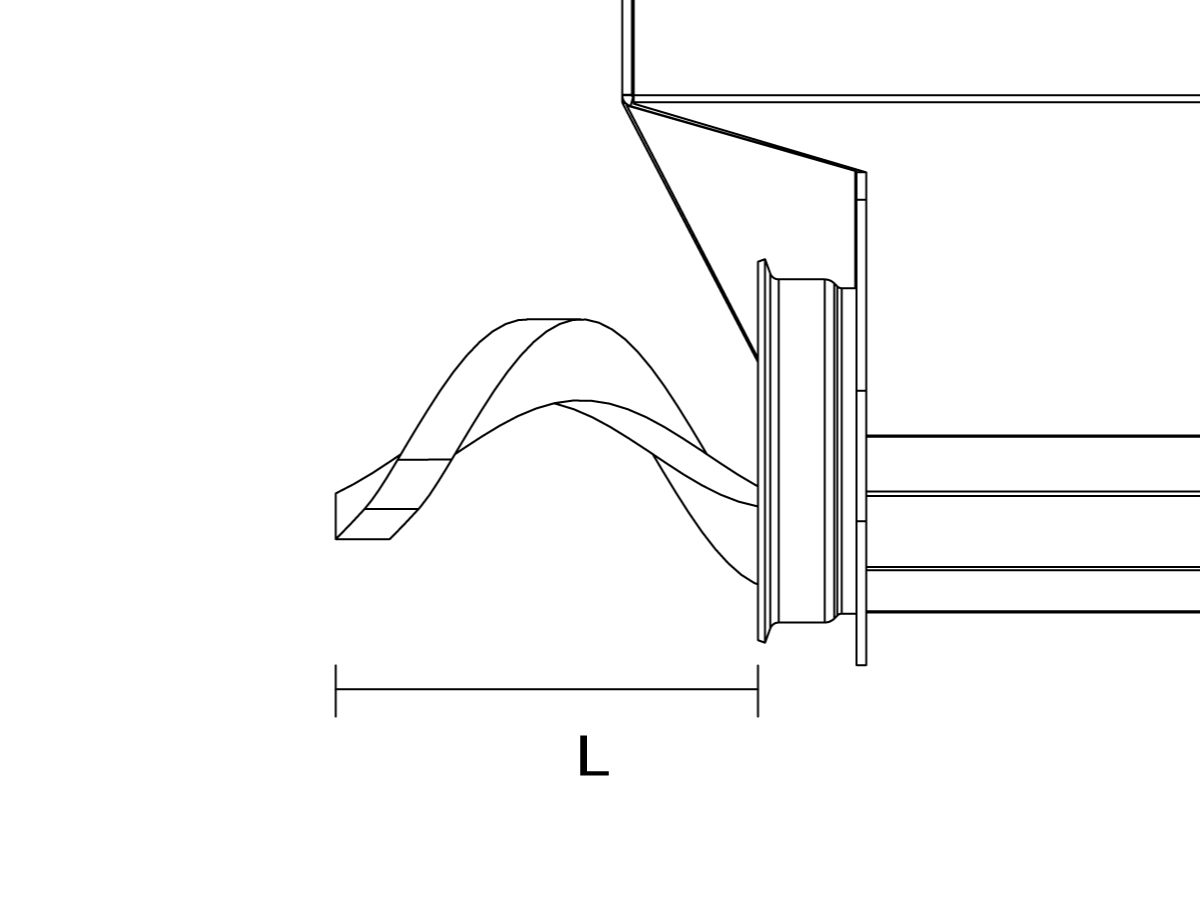
测量螺旋钻的伸出距离。将在 6.25" 处接入切屑滑槽,需要在滑槽上穿一个孔。
螺杆距离滑槽法兰的长度 [L] 范围应为 6" 至 6.25"。
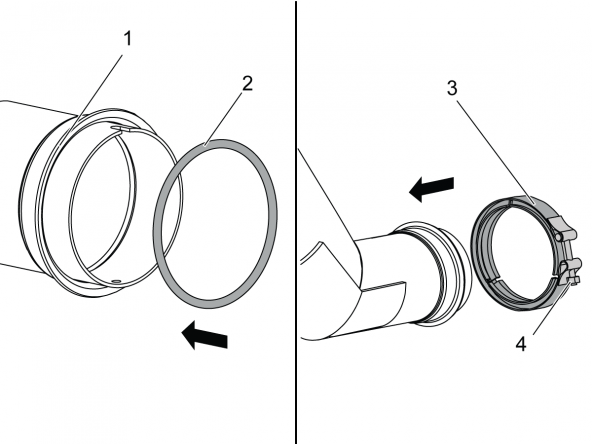
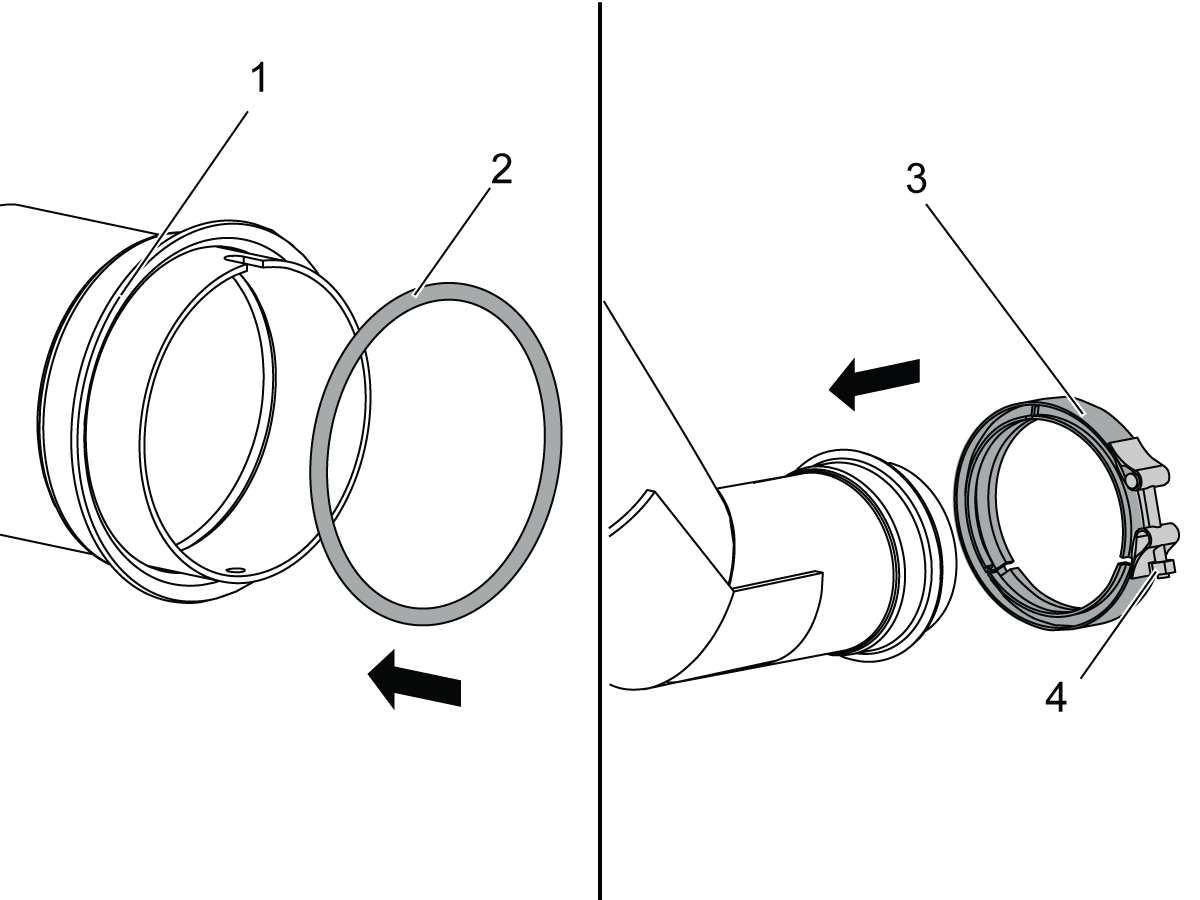
将 O 型环 [2] 放在切屑槽 [1] 上。
将 V 法兰夹具 [3] 放在切屑滑槽上。确保夹具 [4] 上的螺母指向切屑滑槽,如图所示。
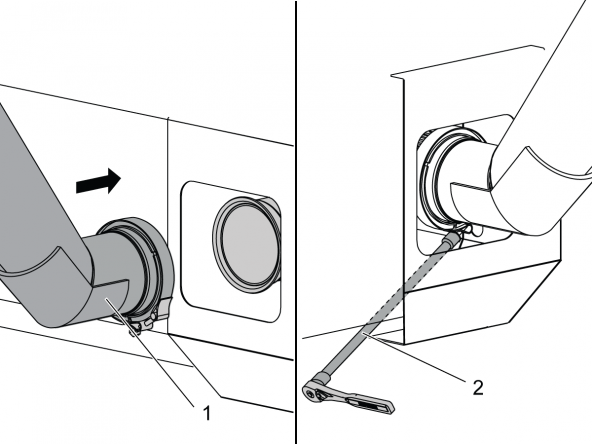
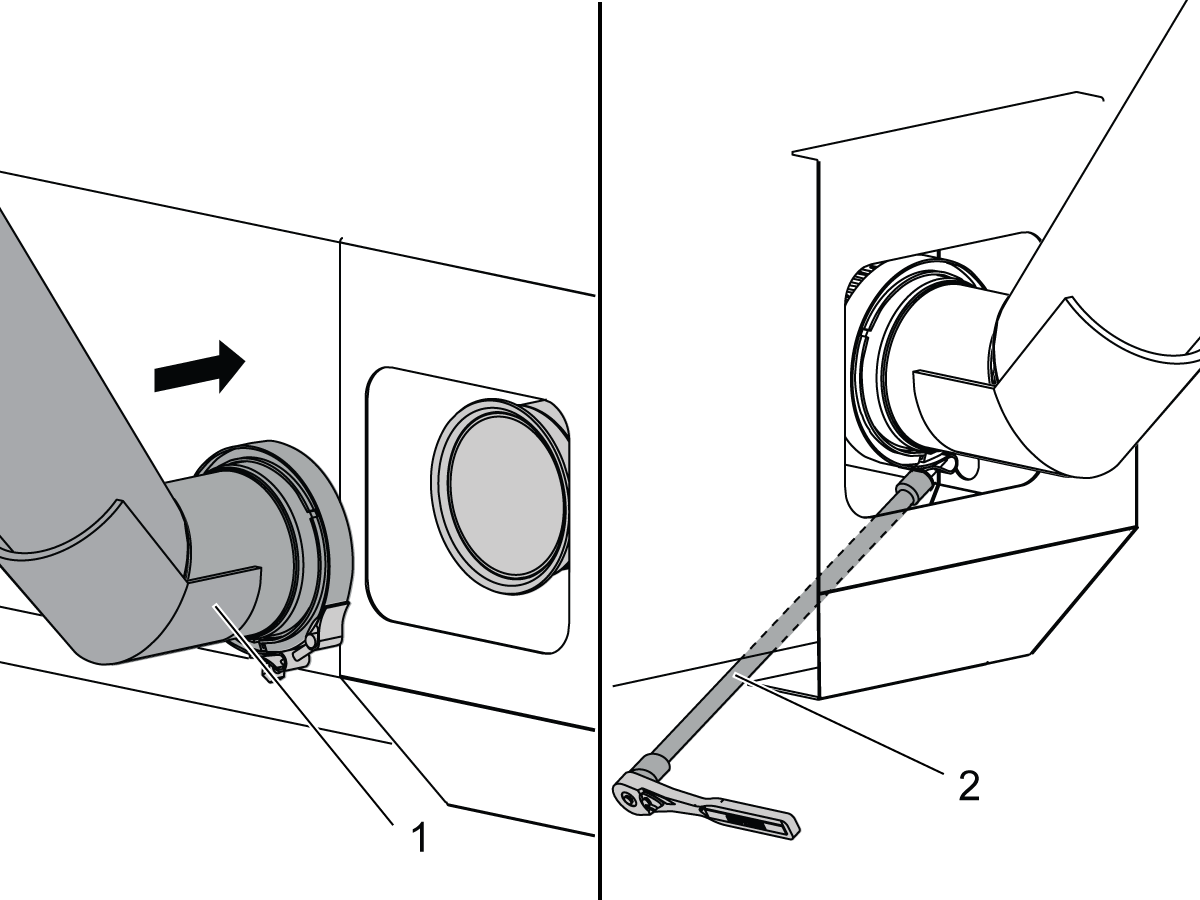
将排屑斜槽 [1] 放在护罩盘的出口管上。
转动夹具,将螺母放在切屑滑槽的底部。确保螺母指向左侧。
使用棘轮延伸 [2] 拧紧螺母。
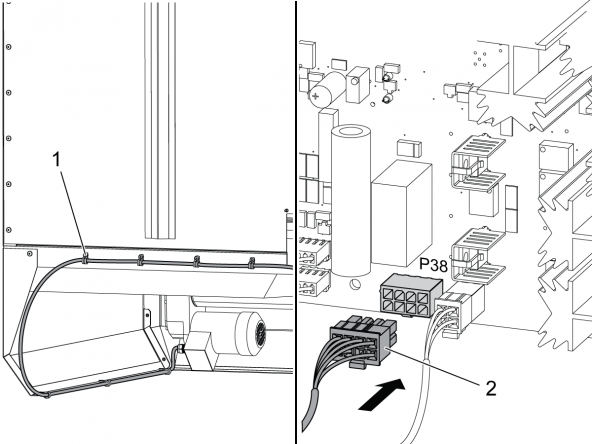
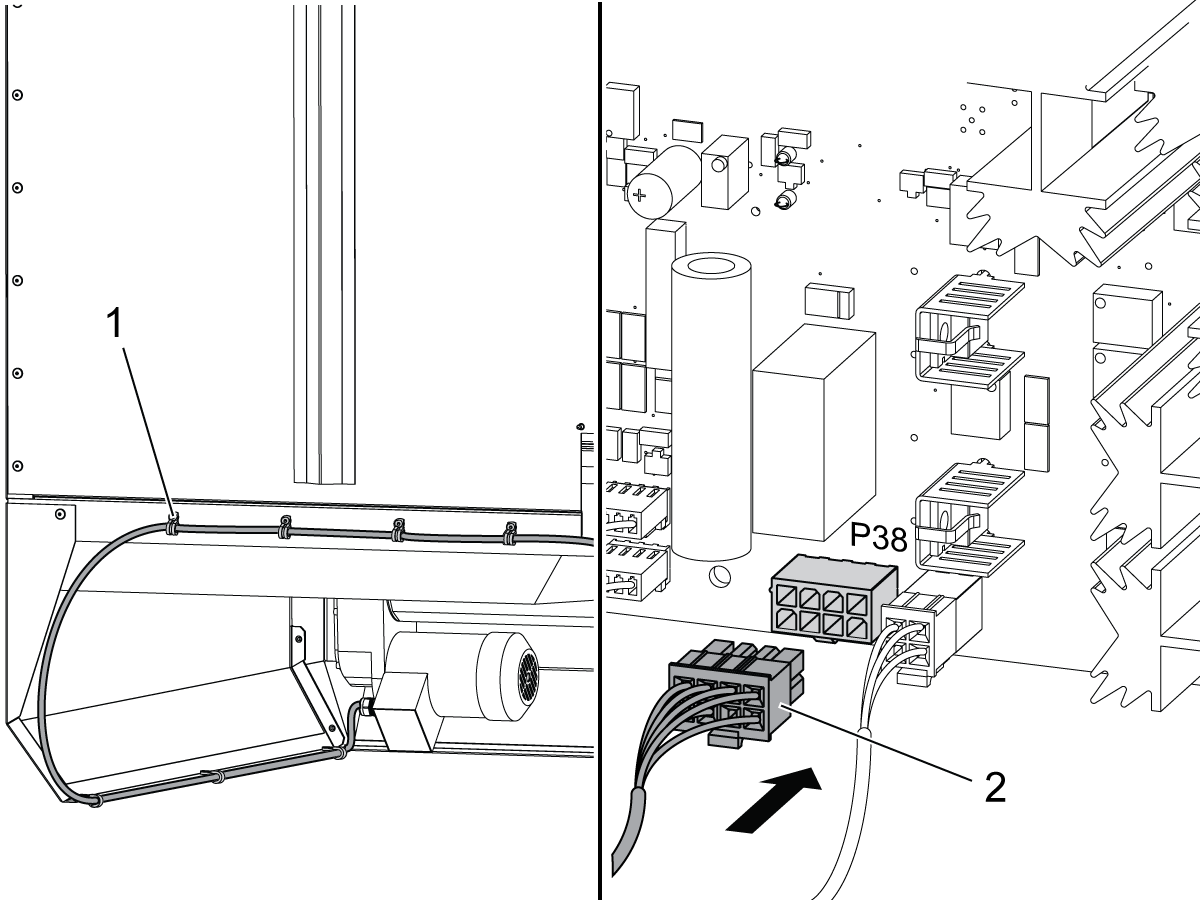
安装螺旋钻电机的电缆 [1]。将电缆沿机器后部放置。使用 (7) 7/16" 11 mm电缆夹。
将电缆放入控制柜底部。
危险: 如果矢量驱动电压指示灯亮起,请勿触摸电气部件。控制柜中的高电压有致命危险。等待矢量驱动器上的电压指示灯完全关闭。
要启用螺旋钻,请跳至本规格页面末尾处。
此过程说明如何在以下机床上安装单个排屑螺杆:
了解以下组件,以完成此程序:
本文档适用于以下维修套件:
重要事项:TM 机床包含两种型号:TM 非重启和 TM 重启。请参见 TM 介绍参考文档,以获取更多信息。
非重启:
注意:重启型排屑螺杆维修套件即将推出。
对于 2012 年 11 月之前生产的机床,请参阅排屑螺杆 - 安装 CHC
如果主轴上有刀具,则移除刀具,然后将 Y 轴点动到机床的后部。
清除润滑脂、冷却剂和切屑。
按 POWER OFF(关机)。
将主断路器设置为 OFF(关闭) 位置。
锁定主断路器。使用带有已批准安全标签的已批准锁。
从护罩的左端卸下这些部件:
从护罩的右端卸下这些部件:
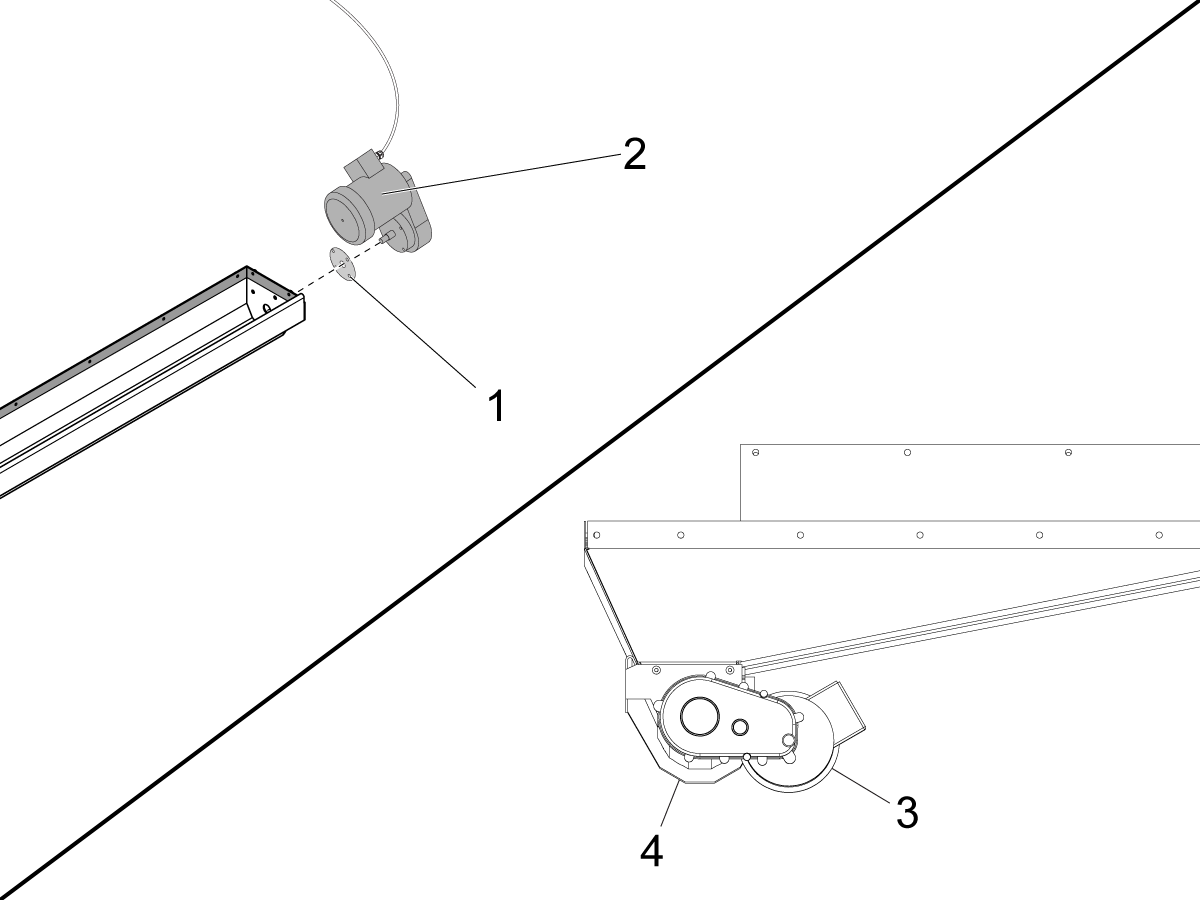
对于所有机床,将电机垫圈[1]置于电机[2]上。
将电机[3]安装至槽[4]。
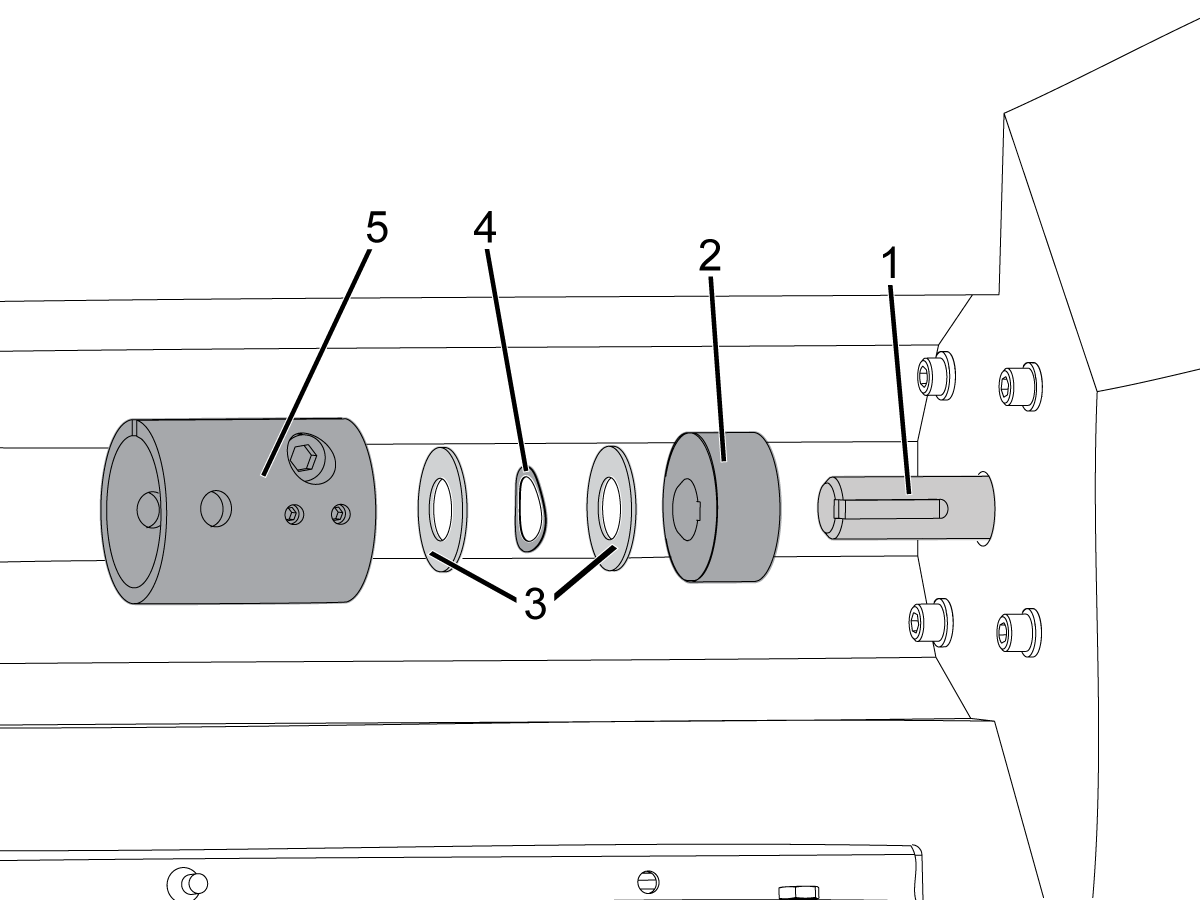
找到电机轴。电机轴在机床内部。将这些零件放在电机轴 [1] 上:
将电机接头 [5] 连接到电机轴。
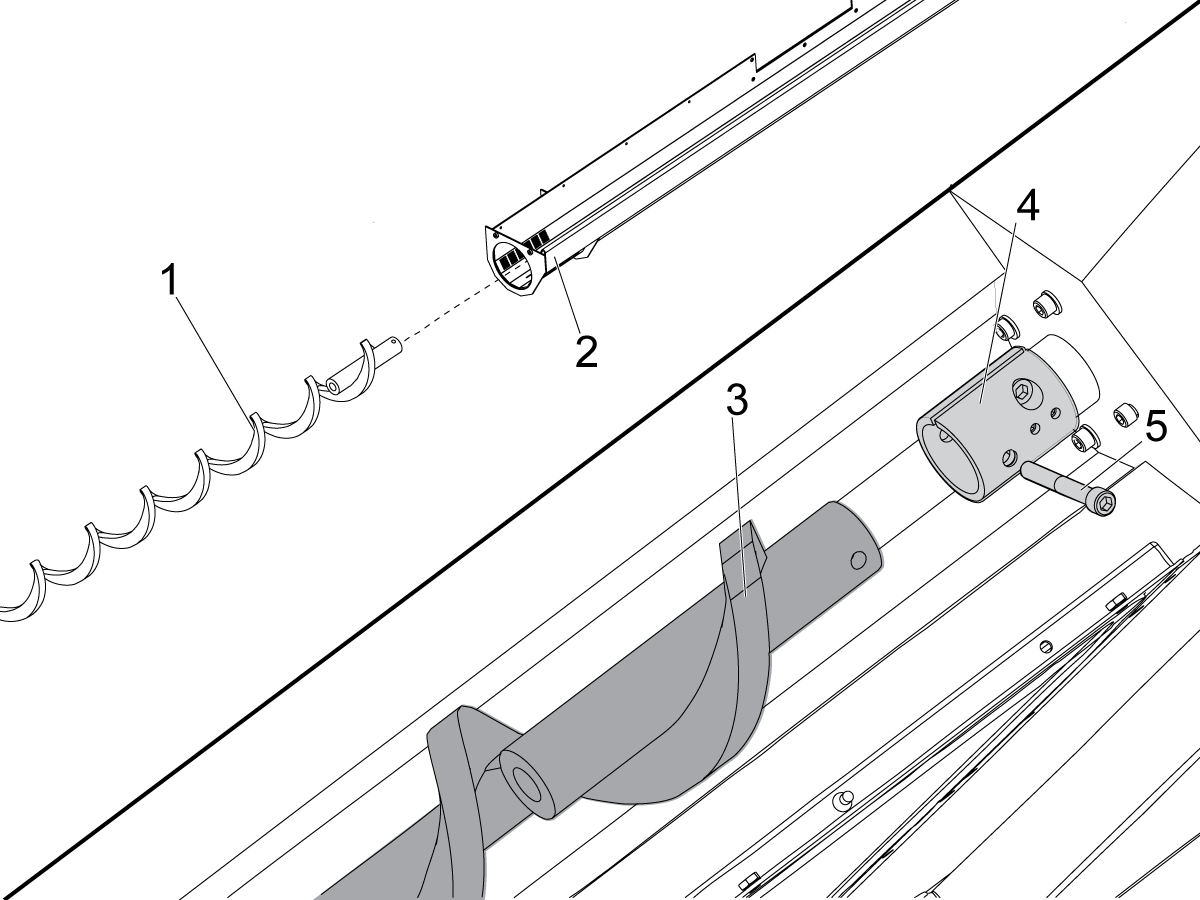
通过放电口 [2] 插入螺旋钻 [1]。
将螺旋钻 [3] 插入电机联轴器 [4]。
将螺栓 [5] 插入联轴器,并通过螺旋钻 [3]。
使用尼锁螺母将固定器螺栓 [5] 连接到接头中。
将 O 型环 [2] 放在切屑槽 [1] 上。
将 V 法兰夹具 [3] 放在切屑滑槽上。确保夹具 [4] 上的螺母指向切屑滑槽,如图所示。
将排屑斜槽 [1] 放在护罩盘的出口管上。
转动夹具,将螺母放在切屑滑槽的底部。确保螺母指向左侧。
使用棘轮延伸 [2] 拧紧螺母。
安装螺旋钻电机的电缆 [1]。将电缆沿机器后部放置。使用 (7) 7/16" 11 mm电缆夹。
将电缆放入控制柜底部。
危险:如果矢量驱动电压指示灯亮起,请勿触摸电气部件。控制柜中的高电压有致命危险。等待矢量驱动器上的电压指示灯完全关闭。
要启用螺旋钻,请跳至本规格页面末尾处。


此过程说明如何在以下机床上安装单个排屑螺杆:
注意: 本规程所述为上述 2000 年 2 月后生产机床设备的安装流程。
先决条件
所需零件:
对于带有 CHC 的机床,请参阅排屑螺杆 - 安装 CHC
如果主轴上有刀具,则移除刀具,然后将 Y 轴点动到机床的后部。
清除铣床工作台上的润滑脂、冷却剂和切屑
按 [POWER OFF](关机)键。
将主断路器设置为关位置。
锁定主断路器。使用带有已批准安全标签的已批准锁。
移除螺杆端口的 (2) 盖。
连接螺杆 安装以下部件:
连接排屑槽。安装以下部件:
Note: Steps 3 thru 7 are for minimill/super minimill machines built after December 2023.
Continue to step 8 to see instructions for all MM/SMM machines.
Put the motor gasket [1] on the motor [2].
Install the motor [3] to the trough [4].
Find the motor shaft. The motor shaft is inside the machine. Put these parts onto the motor shaft [1]:
Connect the motor coupling [5] to the motor shaft.
Insert the auger [1] through the discharge port [2].
Insert the auger [3] into the motor coupling [4].
Insert the bolt [5] into the coupling, and through the auger [3].
Attach the retainer bolt [5] into the coupling with a nylock nut.
Put the o-ring [2] onto the chip chute [1].
Put the V-flange clamp [3] onto the chip chute. Make sure the nut on the clamp [4] points to the chip chute as shown.
Put the chip chute [1] onto the outlet tube on the enclosure pan.
Turn the clamp to put the nut at the bottom of the chip chute. Make sure the nut points to your left.
Use a ratchet extension [2] to tighten the nut.
安装螺旋钻电机的电缆 [1]。将电缆沿机器后部放置。使用 (7) 7/16" 11 mm电缆夹。
将电缆放入控制柜底部。
危险:如果矢量驱动电压指示灯亮起,请勿触摸电气部件。控制柜中的高电压有致命危险。等待矢量驱动器上的电压指示灯完全关闭。
要启用螺旋钻,请跳至本规格页面末尾处。

如果机床在位置 CB4[2]处装有 3A 断路开关[1],则将其移除。
将 5A 断路开关安装至位置 CB4。
将电缆 160 的一端连接到 PSUP PCB 上的 P21 [3]。
将另一端连接到 I/O PCB 上的 P39 [4]。
按机床上的 [POWER ON](开机)键。
确保螺旋钻工作正常。推 [CHIP FWD] 或 [CHIP REV]。
要启用螺旋钻,请跳至本规格页面末尾处。
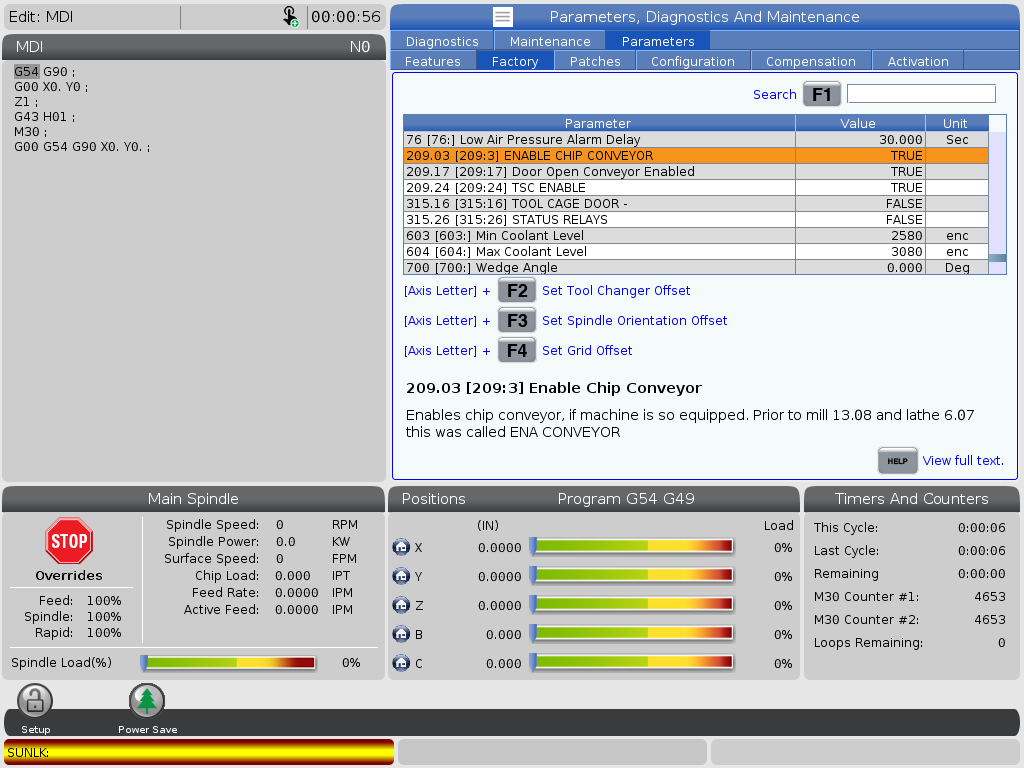
将参数“ 209:3 启动切屑输送机”更改为“真”。
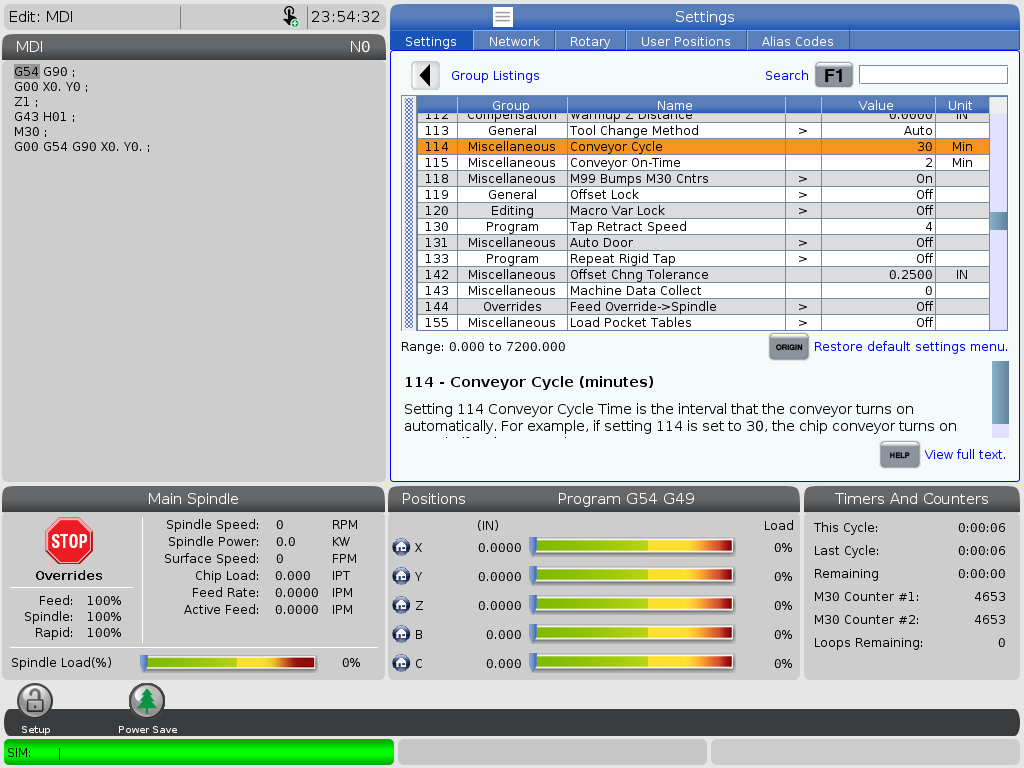
更改“设置 114 输送机周期(分钟) 和 设置 115 输送机准时(分钟)”,以设定排屑螺杆运行时间。例如,把设置 114 设为 30 ,并且把设置 115 设为 2。您将获得以下结果:
通过按控制器上的 CHIP FWD 操作排屑螺杆。确保螺旋钻工作正常。
| 症状 | 可能的原因 | 纠正措施 |
| 警报 9819 排屑器短路 | 螺旋钻电机起动电容器有故障。 | 检查螺旋钻电机起动电容器有无损坏。 |
| 警报 9848 排屑器电机断开连接 | 从 I/O PCB 到电机没有电源。 | 验证 I/O PCB 和电机的电压。 |
| 螺旋钻未启动。 | 断路器跳闸。 | 检查电机或电缆是否短路。 |
| 从 I/O PCB 到电机没有电源。 | 验证 I/O PCB 和电机的电压。 | |
| 保险丝熔断(I/O-verion R 或更早)。 | 检查 I/O PCB 上的保险丝。 | |
| 螺旋钻电机起动电容器有故障。 | 检查螺旋钻电机起动电容器有无损坏。 | |
| 参数设置不正确 | 在维修模式下,检查参数 209.03 是否启用。如果机器是经典 Haas 控制器或 2018 年 10 月 10 日之后未更新的 NGC 机器,请检查是否启用了参数 209.17。如果机器已在此日期之后更新,则此参数将不起作用。 | |
| 螺旋钻有噪音或向前和反向之间振荡。然后,生成 警报 9906 排屑器故障。 | 存在过多的切屑积聚或阻塞。 | 清除螺旋槽槽和切屑槽中的所有切屑和阻塞物。 |
没有切屑堆积或堵塞,机床产生 警报 9906排屑器故障 |
螺旋钻电机卡住。 | 机床正在检测过流情况。从 0 到 1 或 1 到 0(0 表示过载状态)检查离散输入“排屑器过流”周期。 检查电机是否烧坏或卡住。 |
| 螺旋钻不会取出碎屑。 | 螺旋钻驱动组件有机械问题。 | 检查螺旋钻电机和接头有无损坏。 |
| 螺旋钻磨损。 | 检查螺旋钻的末端是否有磨损。 | |
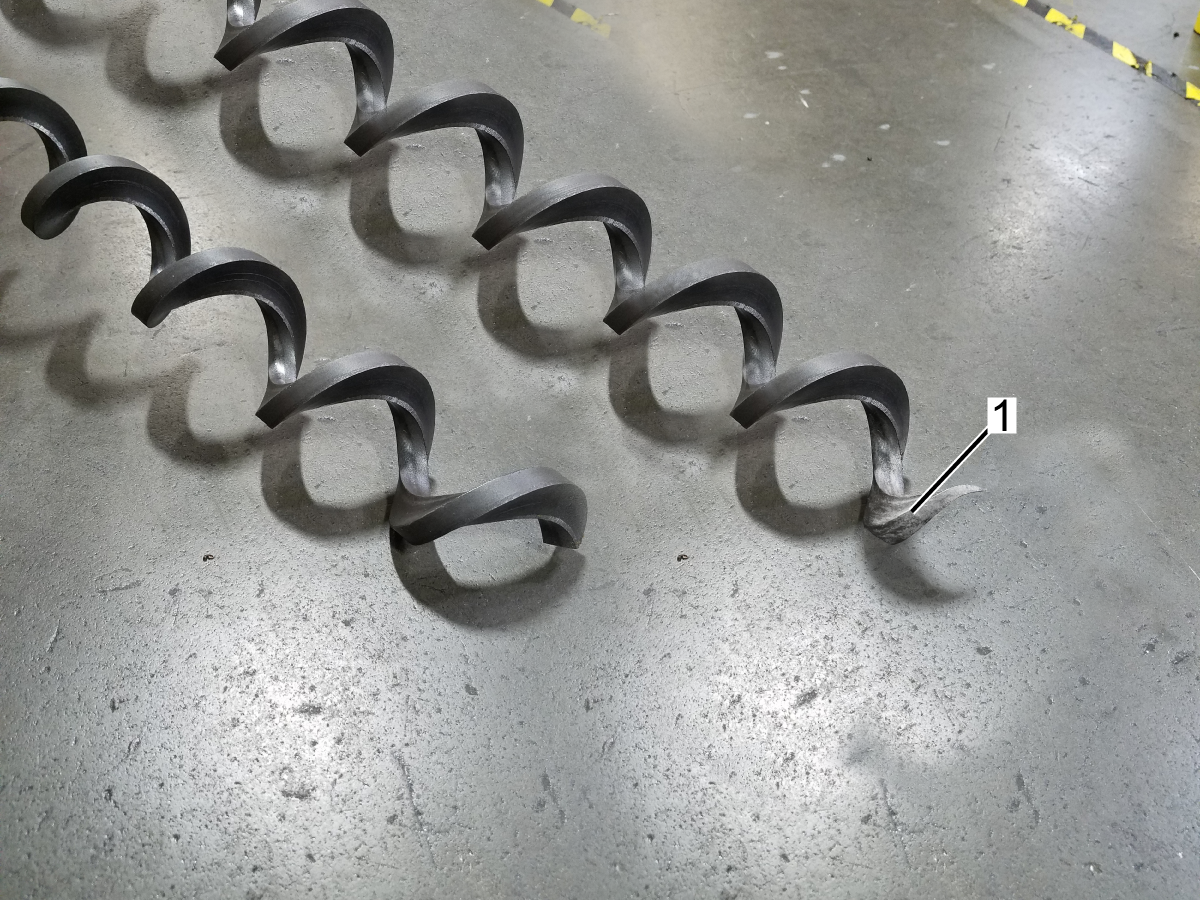
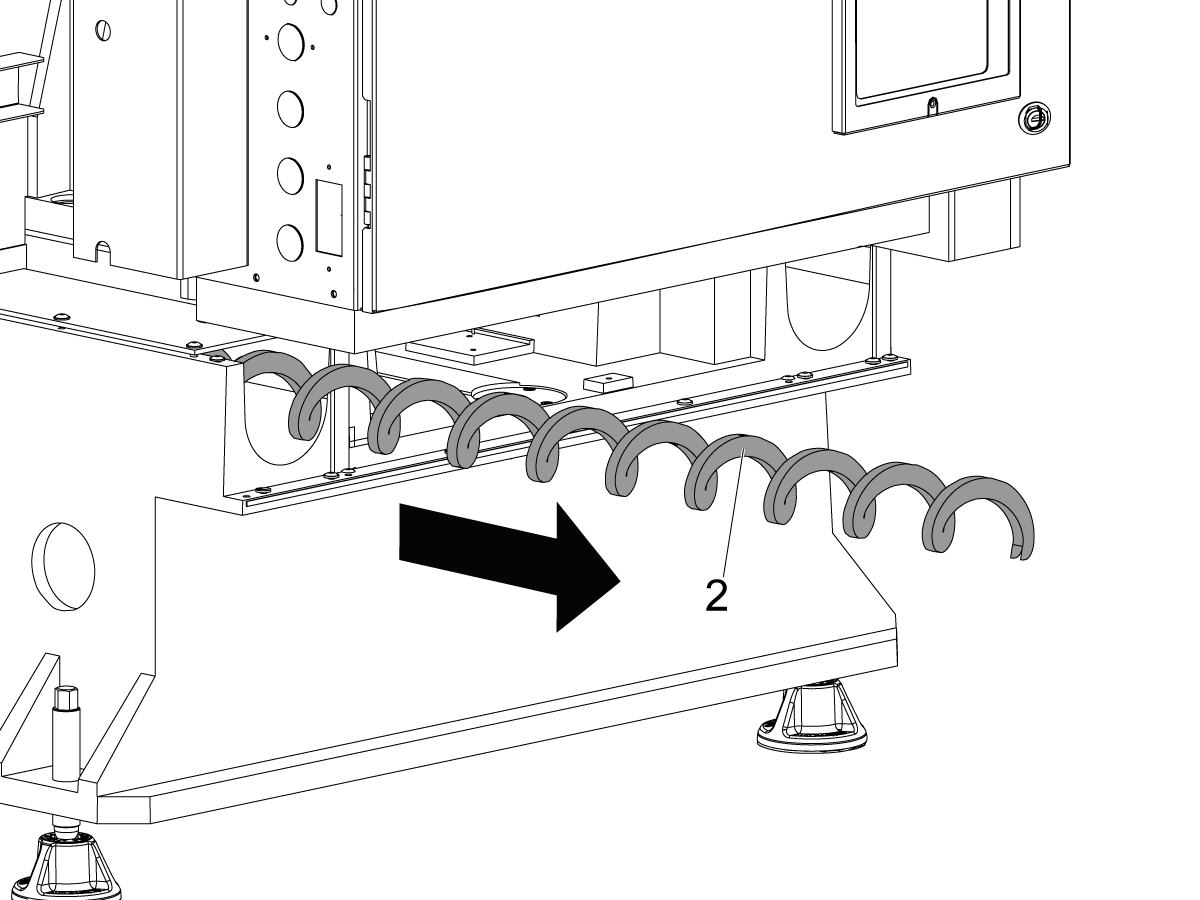
| 螺旋式排屑器弯曲。 | 从机器上拆下螺旋式排屑器。在地板上滚动螺旋式排屑器并目视检查是否弯曲。 | |
排屑螺杆、输送机可以在没有操作员操作的情况下启动,甚至在门打开时。 |
机床有软件 100.17.000.1016 | 将软件更新到 100.17.000.2030 或更高版本。此问题已得到纠正,以便输送机永远不会自动重新启动。使用经典 Haas 控制器,操作员可以在门打开时重新启动输送机。2018 年 10 月 10 日之后更新的 NGC 机床将具有严格的门规则,因此这是不可能的。 |
如果输送机已打开,则 M31 正在重新启动输送机计时器。 |
机床的软件版本 早于 100.17.000.2030,每次遇到 M31 时,输送机循环都会重新启动。 | 将软件更新到 100.17.000.2030 或更高版本。在新软件中,如果输送机循环已在运行,但处于关闭状态,则 M31 不会重新启动输送机。输送机将遵循当前周期。 |
纠正措施:
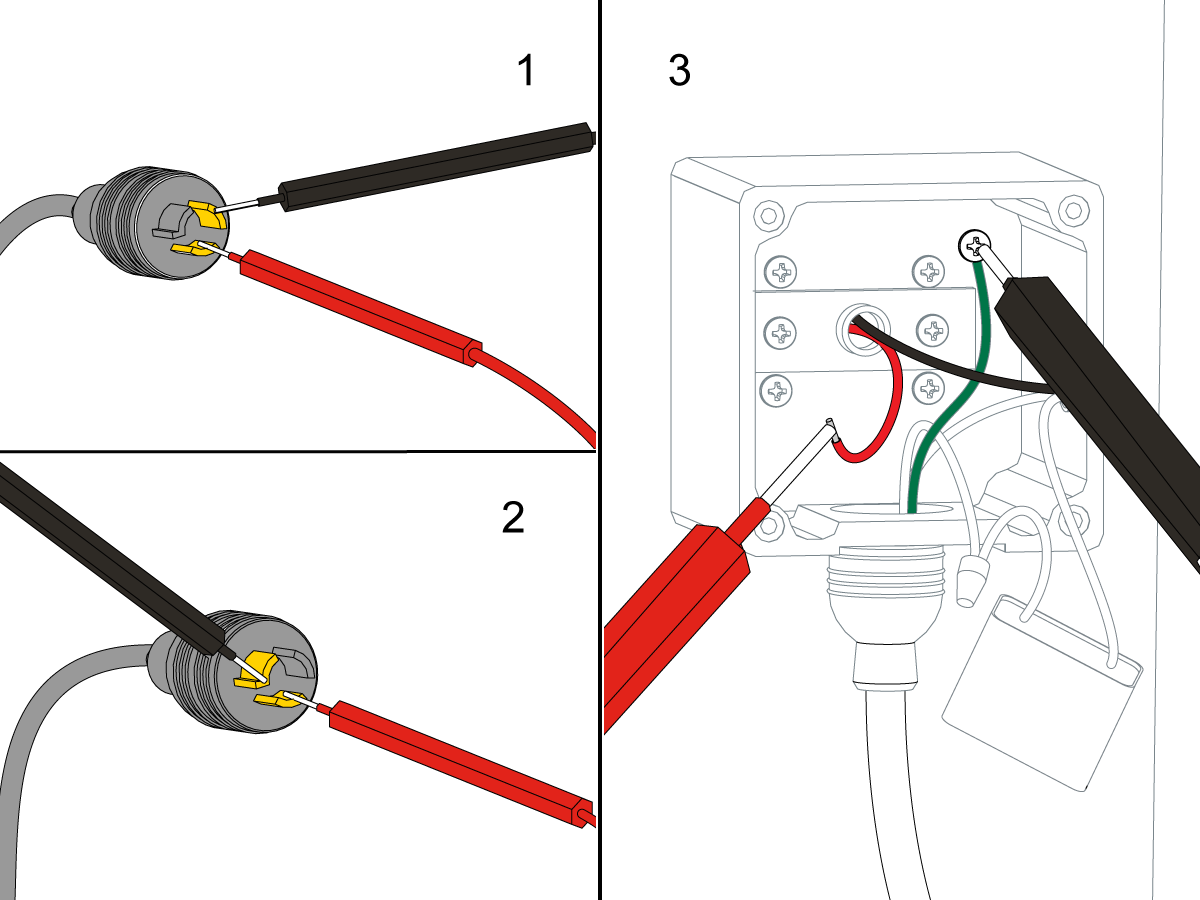
检查电机电缆有无损坏迹象。检查插头处是否有灼烧痕迹。这可能是由冷却液污染引起的。
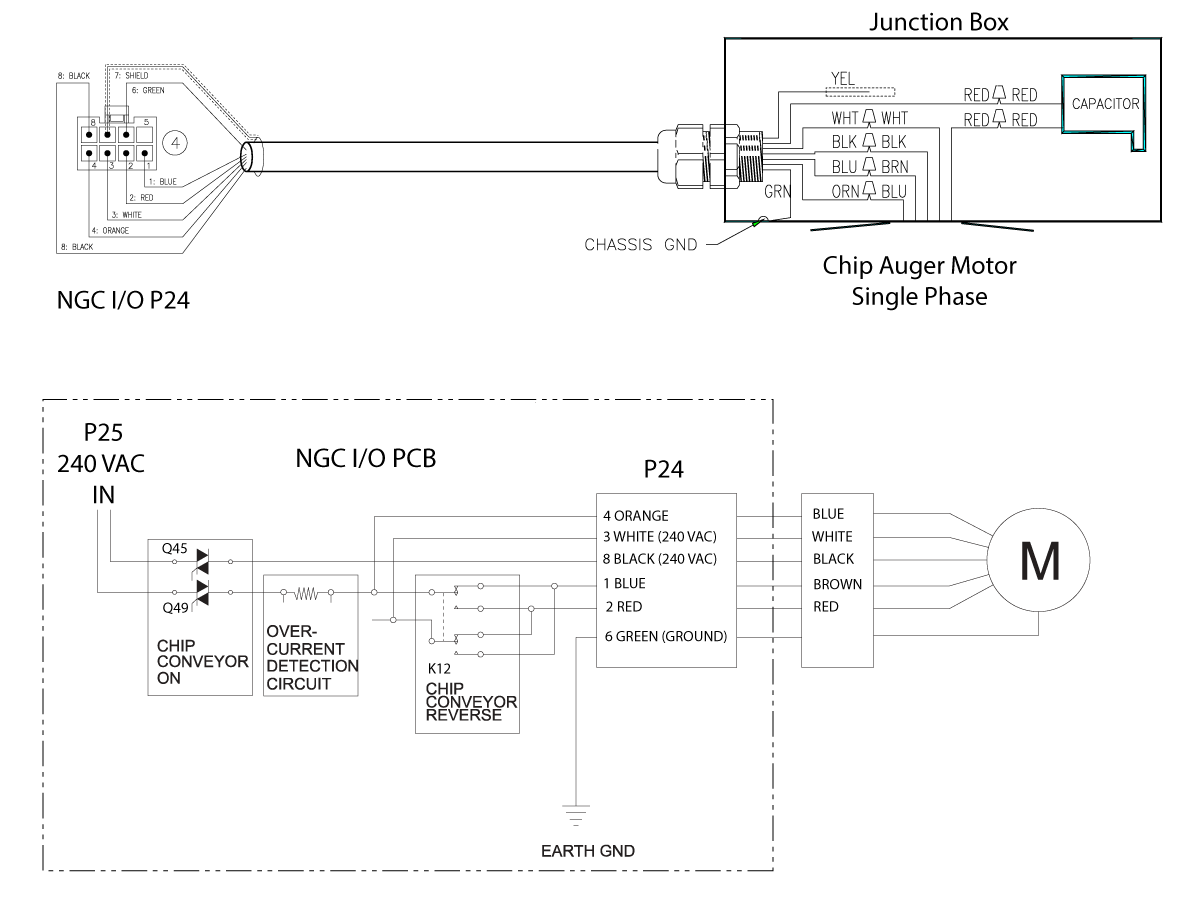
测量插头处的电机电源引线 [1] 的电阻。应该有阻力腿到腿。开读表明电机或电缆损坏。
测量电机电源线上的欧姆,从每个电源支腿到插头的接地段 [2]。此读数应打开。
如果电缆在插头处显示接地的短支腿,请断开电机处的电源线,并检查电机电源引线是否连接到电机底盘 [3]。如果读数打开,则电缆有故障。如果任何引线测试短路,则电机短路。
纠正措施:
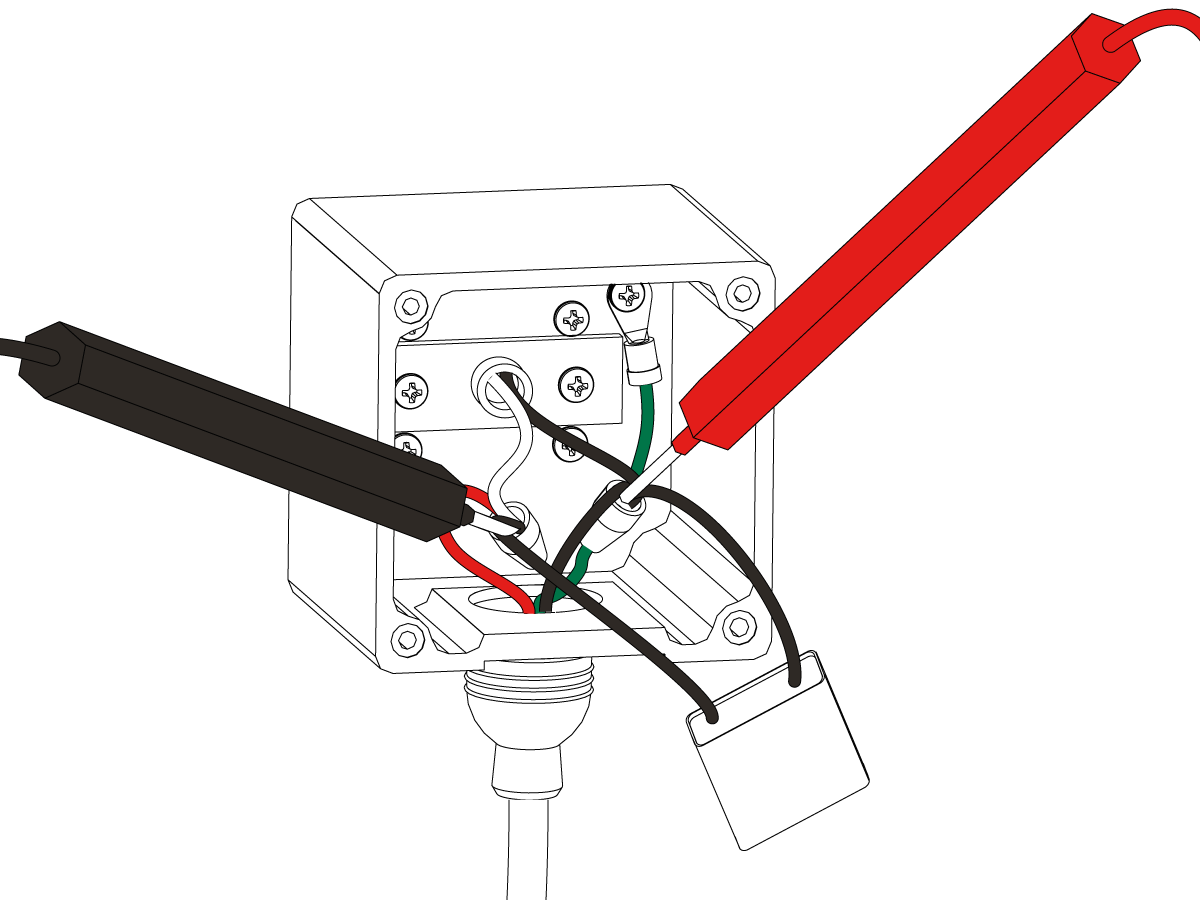
在 I/O PCB 上查找排屑器电机电缆 140。按 [CHIP FWD]。使用带针尖探头的万用表测量电缆上的黑色和红色导线之间的电压。
按住 [CHIP REV]。测量黑色和白色导线之间的电压。当 I/O PCB 正常工作时,每个电压读数为 240 VAC。
如果 I/O PCB 处的电压正常,请打开输送机电机接线盒。使用带针尖探头的万用表检查电机电源引线上的电压。
如果没有电压,请检查电机和电缆。如果有电压,请检查电容器。如果验证电压和电容器是否正确,则检查电机驱动轴和钥匙道。

纠正措施:
检查 I/O PCB 右下角的保险丝(保险丝类型:AGC 5amp):
电机或电缆短路可能熔断保险丝

纠正措施:
检查输送机电机电容器有无损坏。损坏的电容器通常在 外壳上出现变形或冒泡的迹象。这可能是由电机或电缆短路引起的。
打开电机接线盒。检查电容器。查找箱子上的烧伤痕迹。
测量电容器。大多数万用表可在手动激活时测量电容(转到正确的测量单位,然后按下黄色按钮)。如电容器外壳上所述,它应为 6 或 9 微法拉。
纠正措施:
清除切屑和障碍物。确保针对生产的切屑优化输送机设置。
纠正措施:
比螺旋钻更坚硬的切割材料 [2] 会比正常磨损更快地磨损螺旋钻和切屑槽 [1]。使螺旋钻正常工作,它必须延伸到足够远的斜槽,以迫使切屑向上和向外。
拆下切屑槽。检查螺旋钻的末端是否有磨损。
测量螺旋钻从切屑槽连接到机器处延伸的长度。测量滑槽底部的长度,从它连接到机器的位置到滑槽向上倾斜的位置。比较螺旋钻的长度和斜槽的底部。螺旋钻应在 1/2" 到 1" 内,从斜槽角度向上。
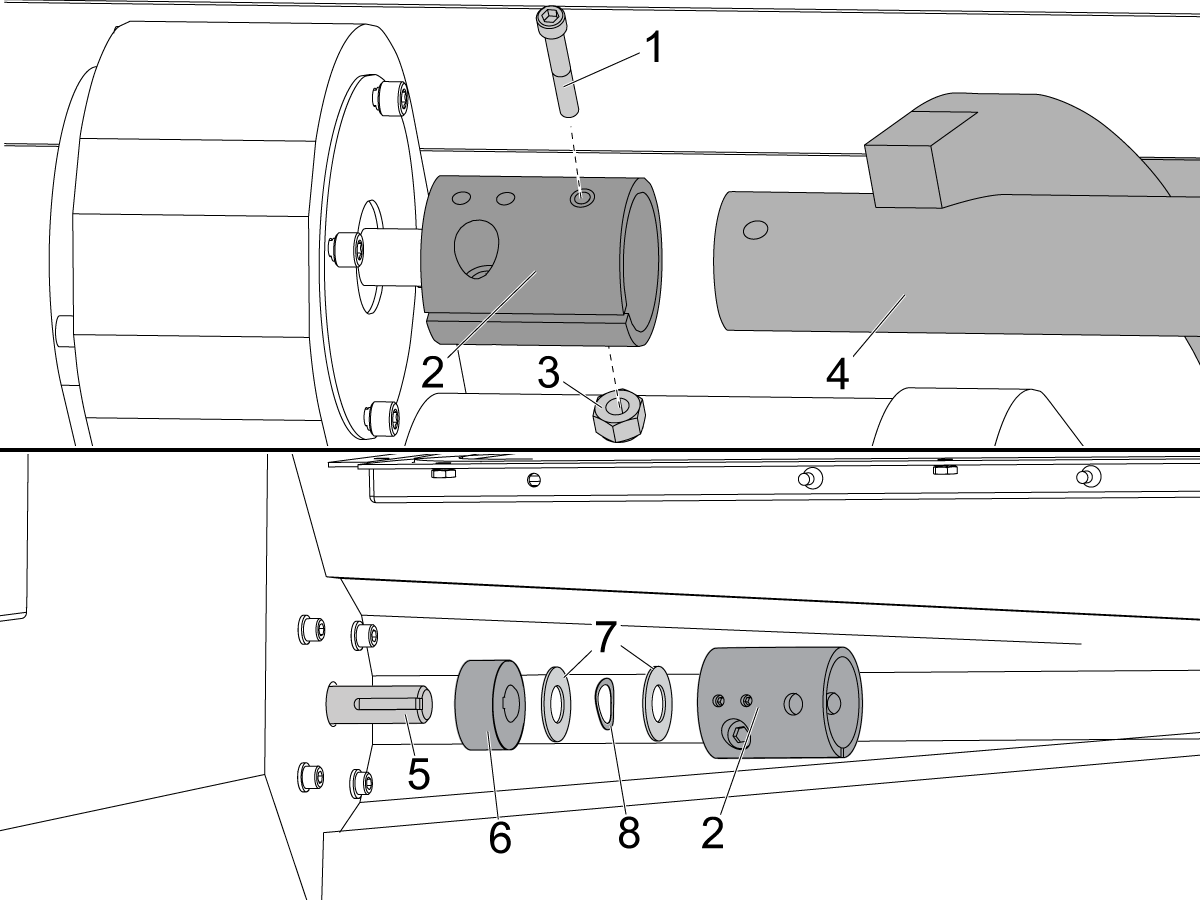
检查螺旋钻上的驱动耦合器 [2]有无损坏。确保所有螺钉都拧紧。下图显示了在 VF-1/2/3/4/5 上安装螺旋钻的硬件。
Recently Viewed Items
You Have No Recently Viewed Items Yet

美元价格不包括关税、报关费用、保险费、增值税及运费。
USD prices DO NOT include customs duty, customs fees, insurance, VAT, or freight.
人民币价格包含关税、报关费用、货运保险和增值税, 但不包括运费。
CNY prices include customs duty, customs fees, insurance, and VAT. DOES NOT include freight.
此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING ACCEPTS THE FOLLOWING:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255






