
 立式加工中心
立式加工中心
 多轴解决方案
多轴解决方案
 车削中心
车削中心
 卧式加工中心
卧式加工中心
 转台和分度器
转台和分度器
 自动化系统
自动化系统
 桌面机床
桌面机床
 车间设备
车间设备
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

维修记录 - 排屑器皮带张力
排屑器故障排除 - Haas 维修提示
工具车床排屑器安装
AD0435
若要识别不重启机床与重启机器,请点击以下链接。
| 机床 | 切屑输送机停止 |
| ST-10/10V/10Y/10YV/15/15Y - 2019 年 12 月之前制造 |
93-1000266 |
| ST-20/20V/20Y/20YV/25/25Y |
93-1000160 |
| ST-30/30Y/30YEU/35/35Y |
93-1000264 |
| ST-40/45 |
93-1000262 |
| ST-40L/45L/50/55 |
93-1000261 |
| 机床 | 切屑输送机停止 |
| ST-10/10Y/15/15Y - 2019 年 12 月 及以后制造 |
93-1000326 |
| ST-20/20Y/25/25Y | 93-1000265 |
| ST-30/30Y/35/35Y |
93-1000263 |
| ST-40L/45L | 93-1001088 |
从 HBC 网站下载输送机修补程序文件并将其安装在机床上。
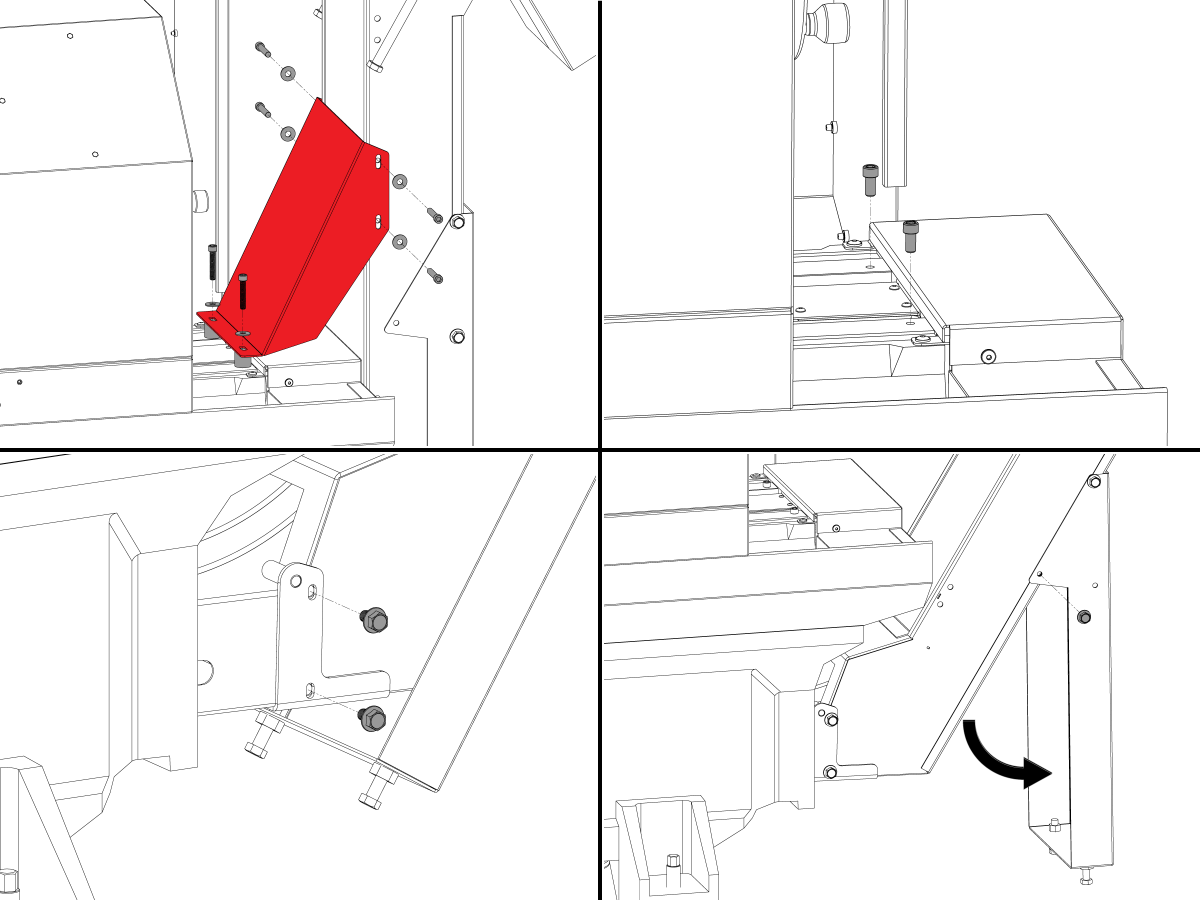
如果机床有屑盘 (ST-10/15),请将其拆下。
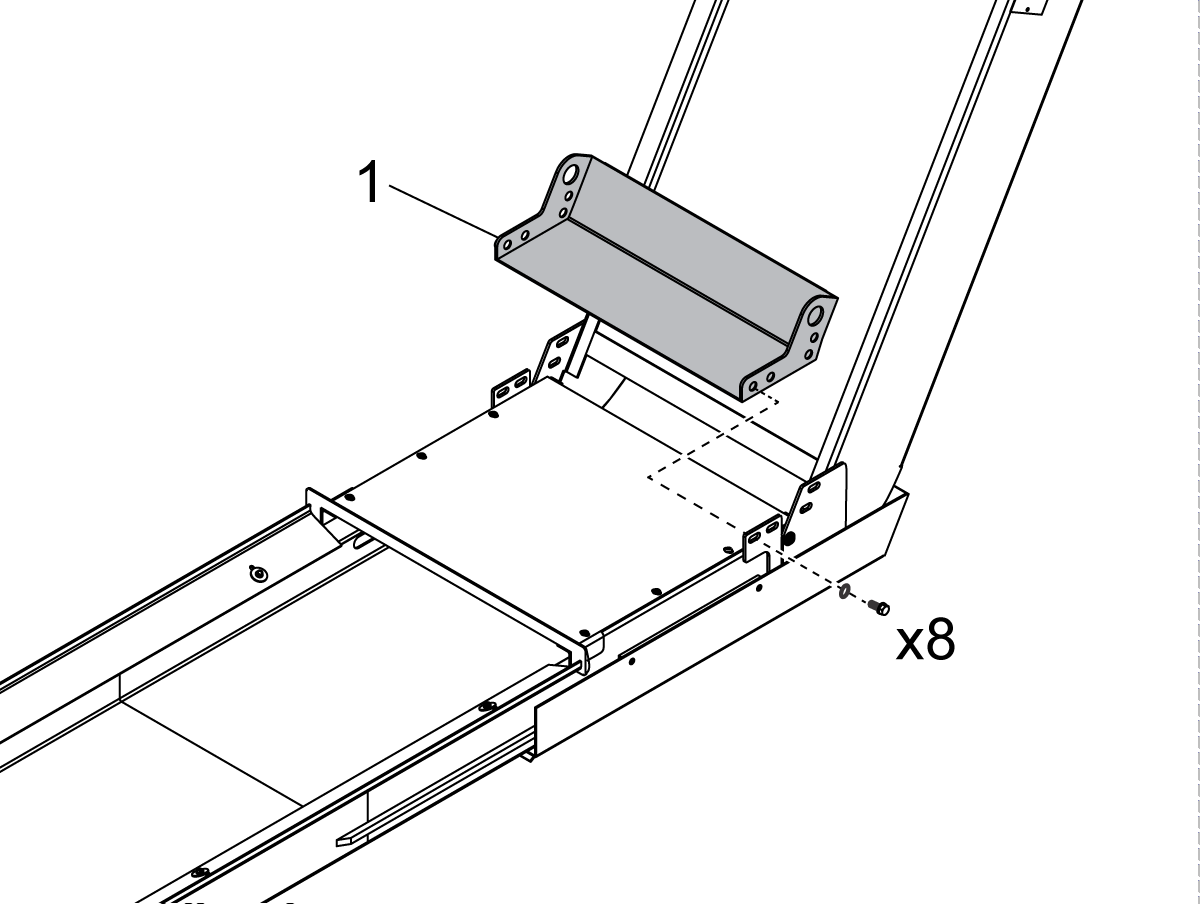
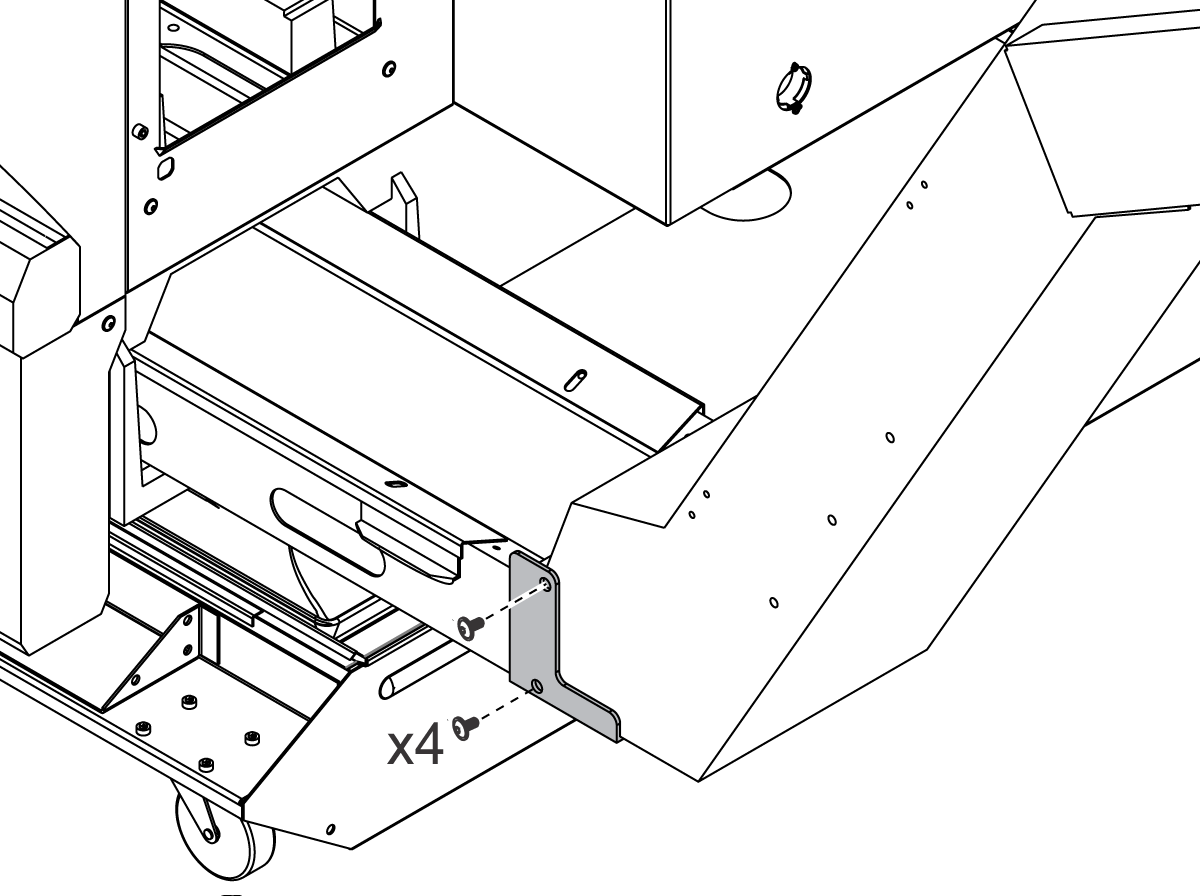
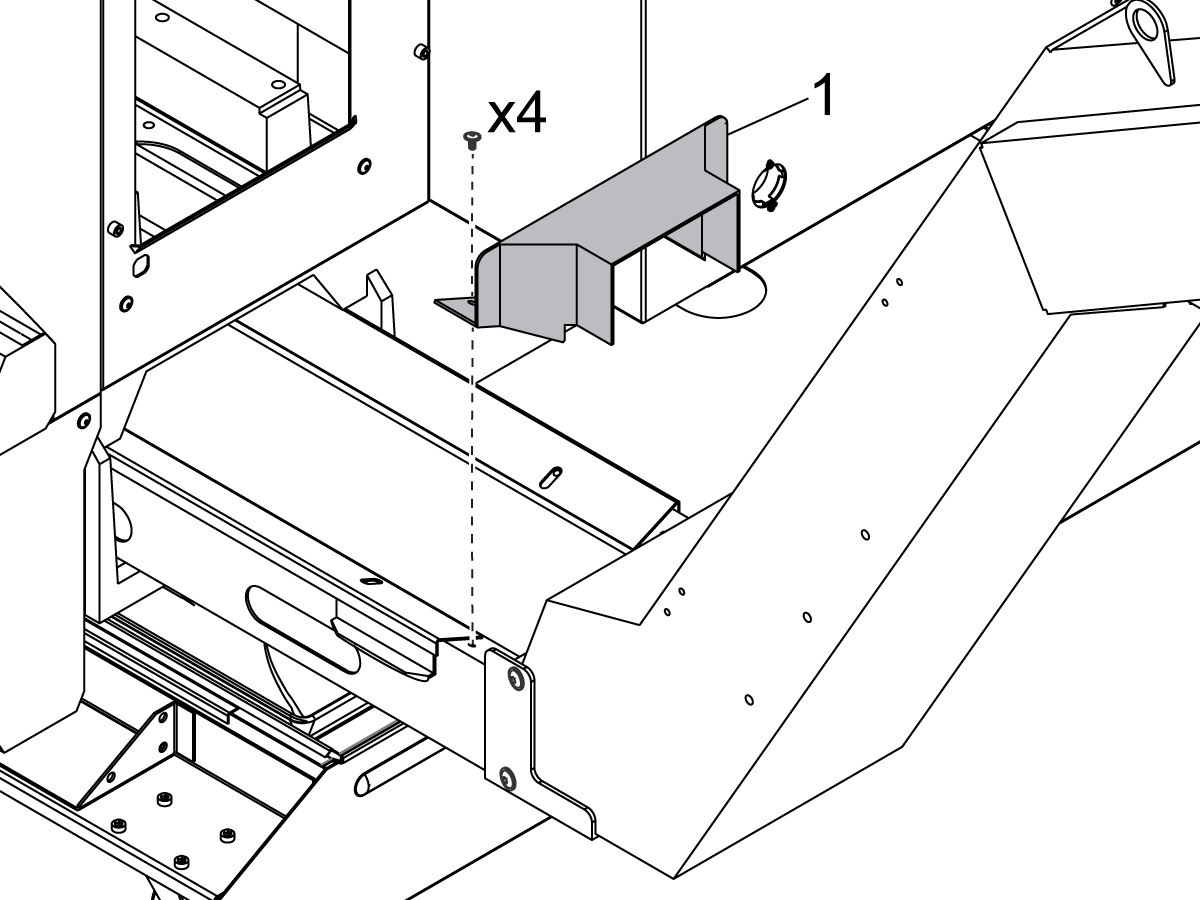
将槽盖 [1] 连接到 CHIP
对于 Jorgensen 输送机,安装 (8) 六角头螺钉和织机以连接槽盖,并将输送机锁定在操作位置,如图所示。
对于 Hennig 输送机,安装 (4) 六角头螺钉和织机以连接槽盖并将输送机锁定在操作位置。
注意: 输送机很重。
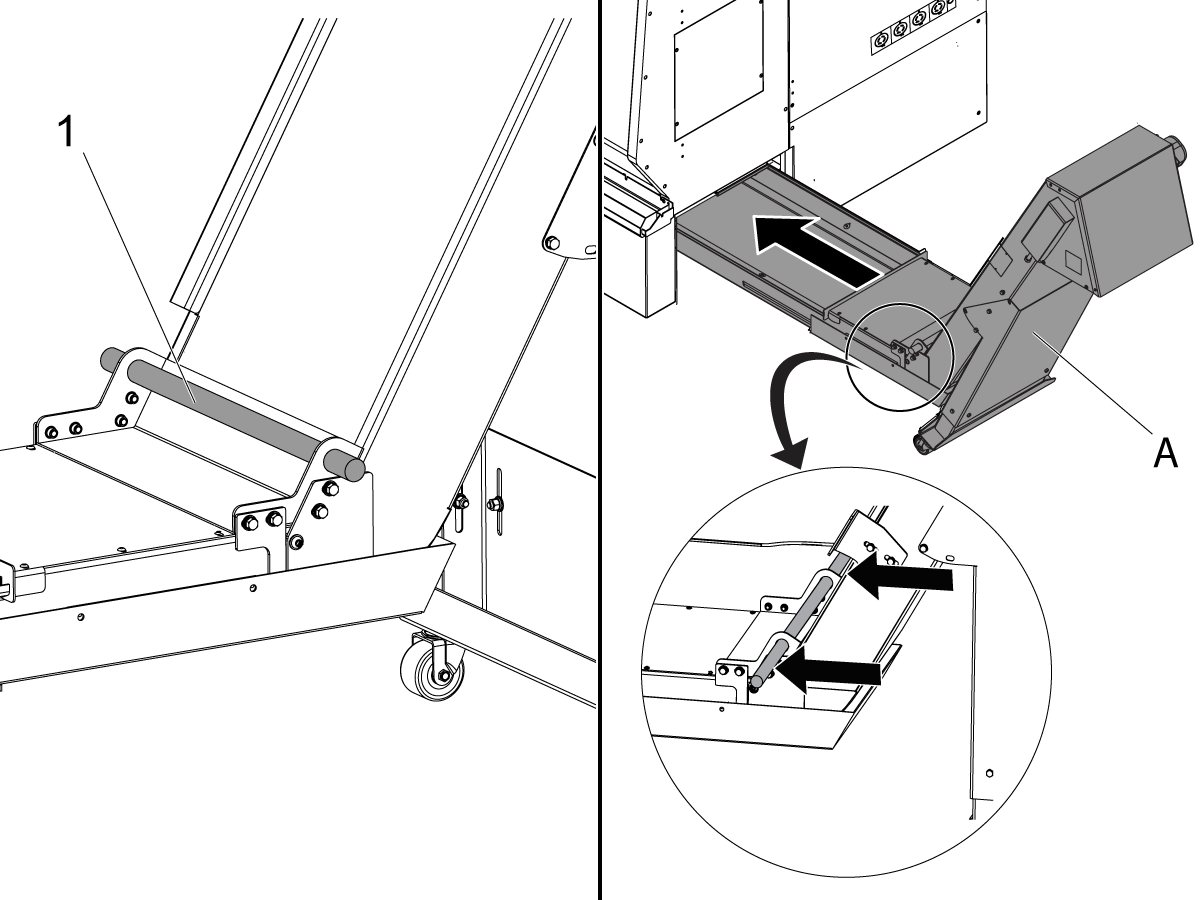
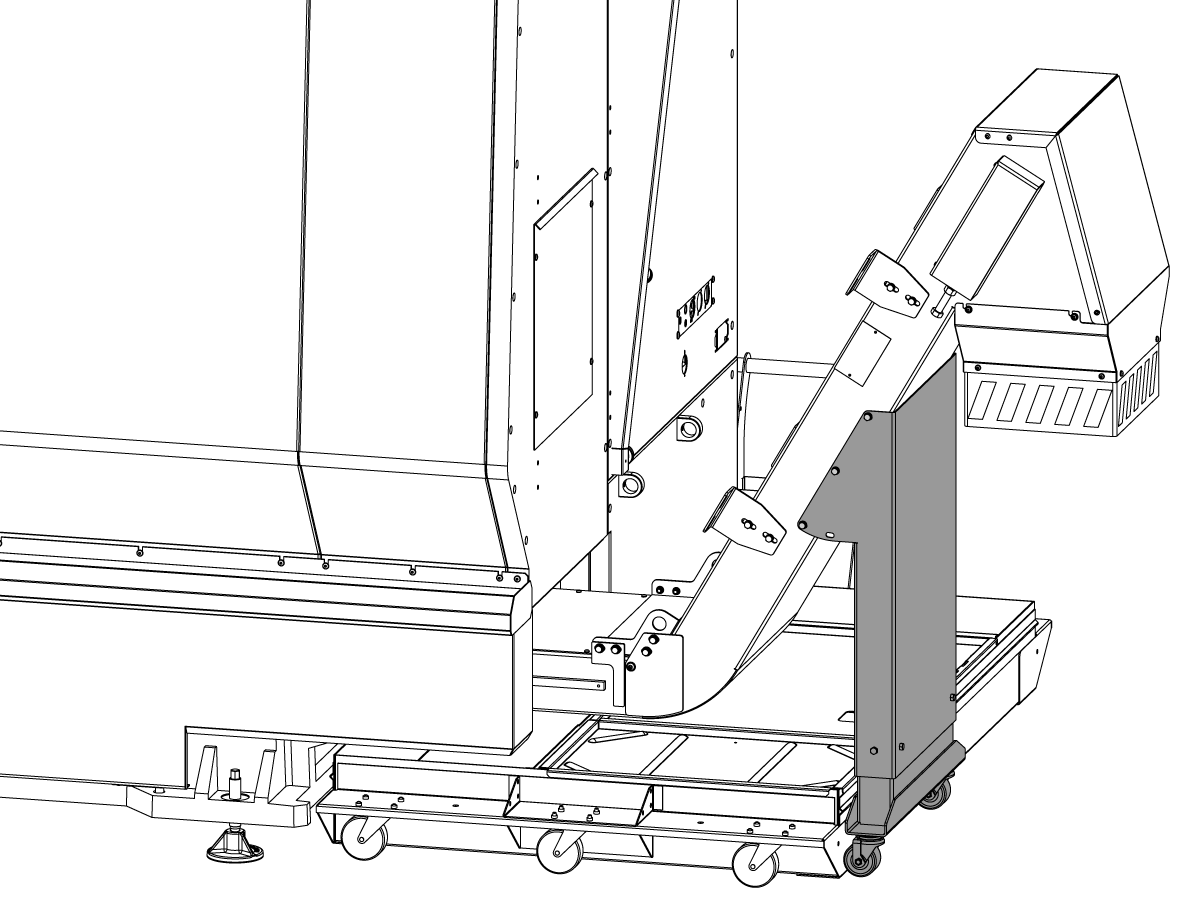
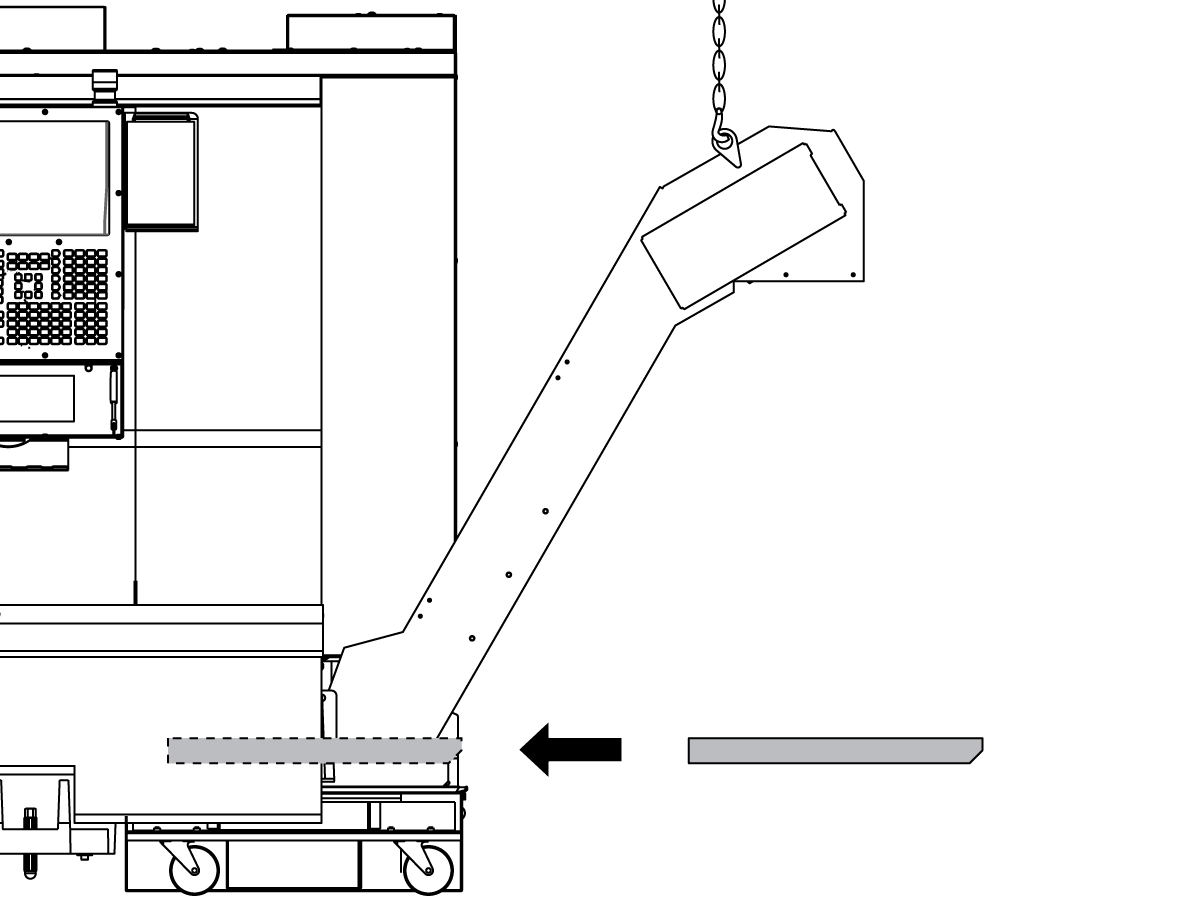
放一块 1" 棒料 [1] 置于升降卡舌的孔内。使用棒料和和叉车(未显示)上的吊索抬起排屑器 [A] 。
升起输送机,直到其与车床排屑器刀套平起平坐。
说明:对于配备 95 加仑冷却液箱的 ST-40/45/40L/45L/50/55 机床,请继续进行下一步。
按下杆子将输送机移入机器。这可能需要 (2) 或更多的人。
注意: 此步骤适用于配备 95 加仑冷却液箱的 ST-40/45/40L/45L/50/55 机床。
注意: 此步骤仅适用于 ST-10、ST-20 和 ST-30 车床。
如为 Hennig 输送机,请安装 (4) 1/4-20 X 1/2按钮头盖螺钉 (BHCS),以将输送机锁定在操作位置,如图所示。
如为 Jorgensen 输送机,请安装 (2) 1/4-20 X 1/2英寸 BHCS 以将输送机锁定在操作位置。
注意: 此步骤仅适用于 ST-10、ST-20 和 ST-30 车床。
将槽盖 [1] 安装到排屑器上。
注意: 此步骤适用于 Hennig 和 Jorgensen 输送机。
将排屑器推入车床。
注意:此步骤适用于带桶式基座铸件的 ST-40/45/S/L/Y 机床。排屑器加注支架可在机床内部找到。如果缺少排屑器加注支架,请订购 93-4984。
将蓝色板更换为排屑器加注支架。
注意:使用原来用于固定蓝色板的螺栓。
在排屑器完全推入的情况下,可以通过前门触及排屑器来进行此操作。
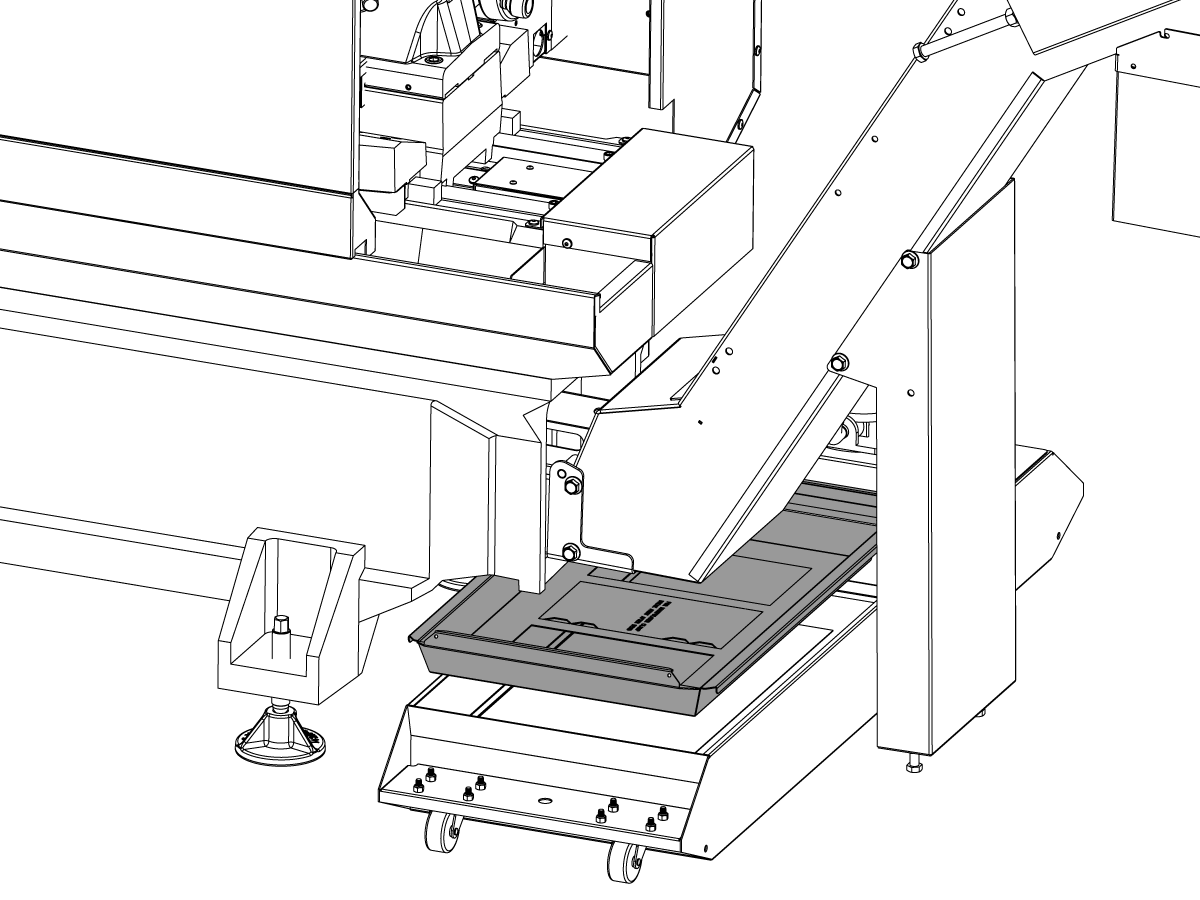
此过程告诉您如何安装排屑器滴盘。ST-10、ST-20 和 ST-30 的排屑器滴盘封装在车床内。ST-40 非重启和 ST-40/45/S/L/Y/SY 重启滴盘已安装。
提起排屑器。
将排屑器下方的滴盘滑至图所示的近似位置。
注意:无需紧固件即可将托盘固定到位。
对于 ST-40/40L 型号,在操作前展开并锁定支腿。需要调整腿部高度,以便在机床调平后脚轮接触地板。
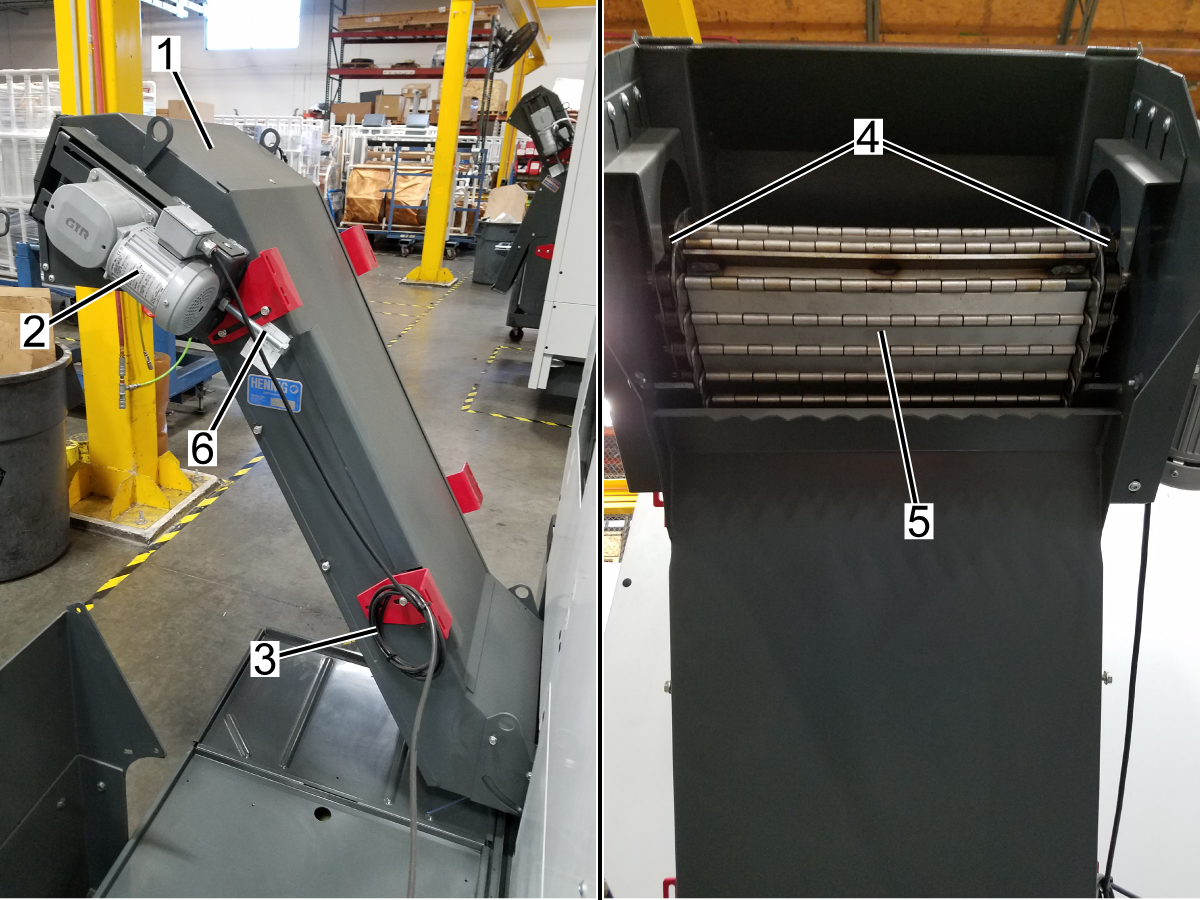
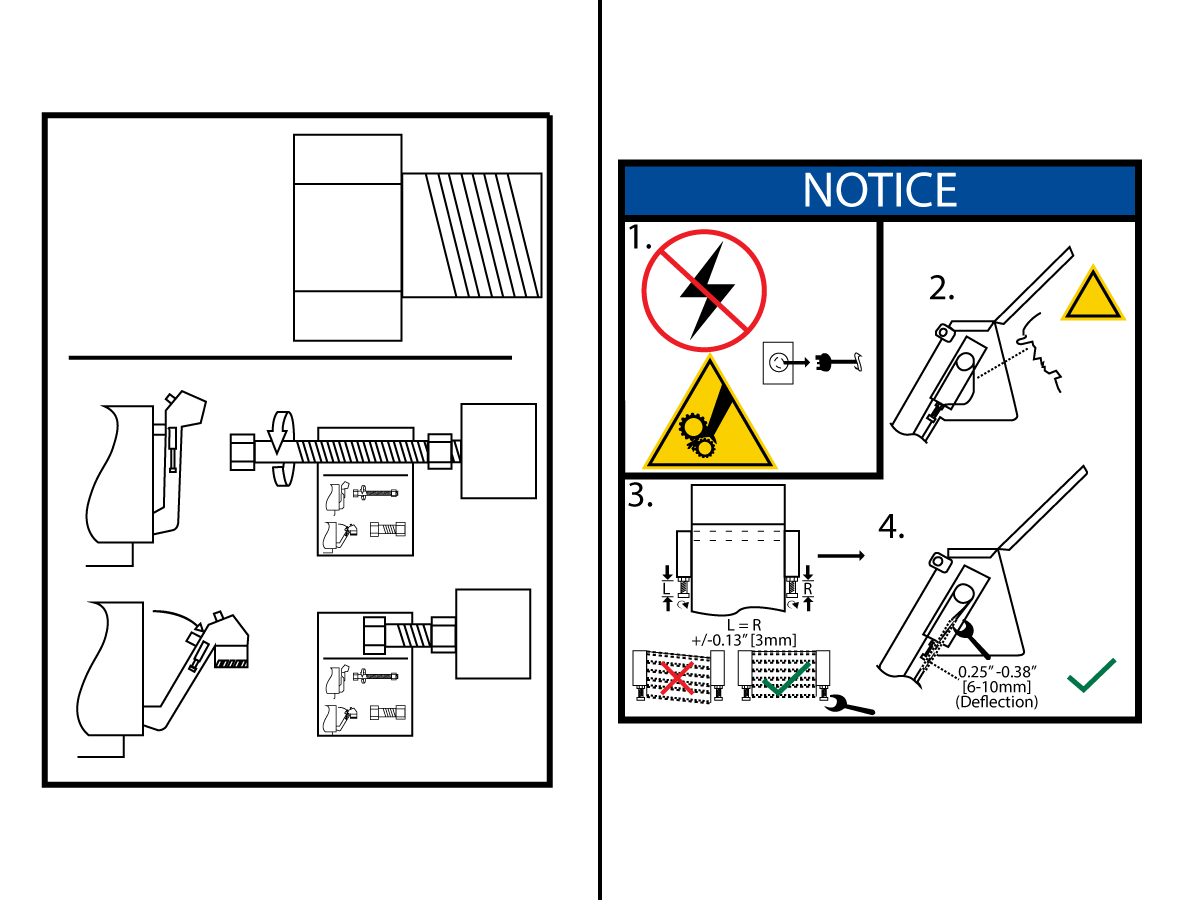
打开输送机头部的盖。当皮带绕着链轮移动时,查看皮带张力。
拧紧输送机头两侧的皮带张紧螺钉,以调整皮带驱动轴并清除皮带上的松弛。
注意: 均匀地调整螺钉,使驱动轴与皮带行程垂直。
调整皮带张紧螺钉时,用皮带头的扳手向上推。测量传送带提升部分皮带中心处的皮带松弛 [1]。约根森输送机的正确皮带松弛为 0.25" - 0.38" (6 - 10 毫米)。Hennig 输送机的正确皮带松弛为 0.12" - 0.25" (3 - 6 毫米)。根据需要重复步骤 2。
在每个张紧螺钉上涂抹卡紧螺母,将其锁定到位。
安装检修盖。
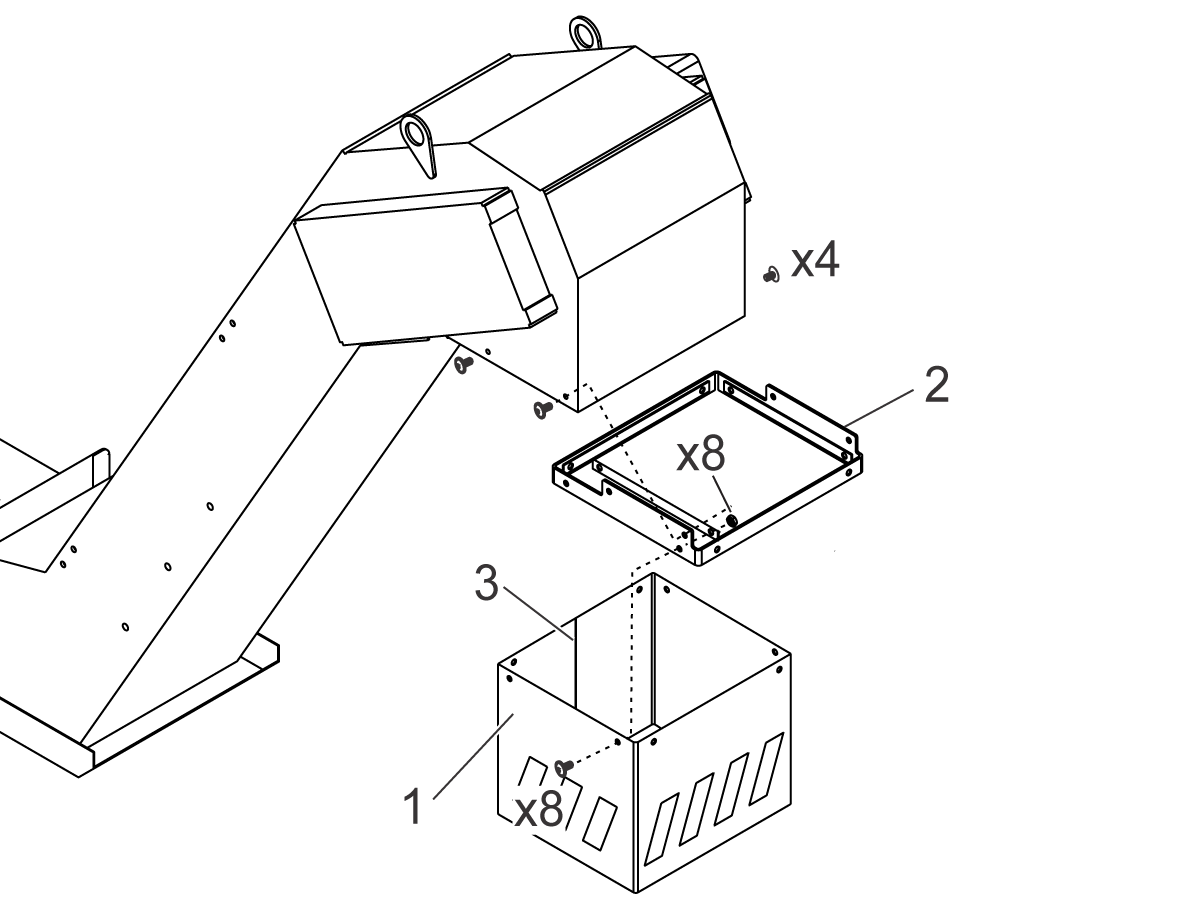
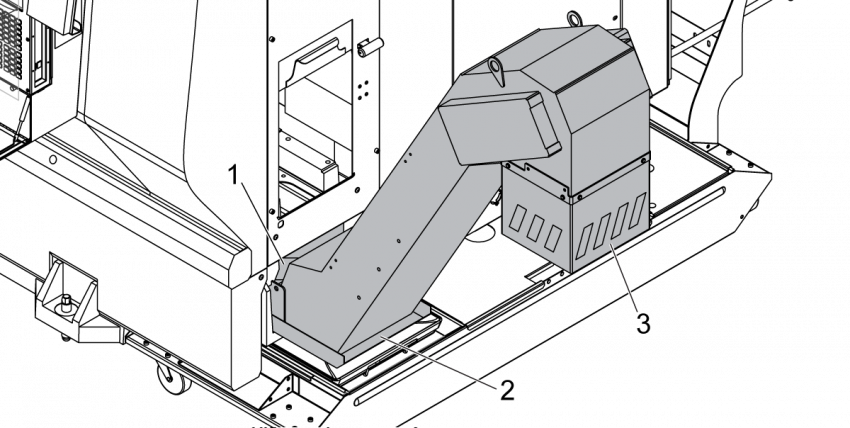
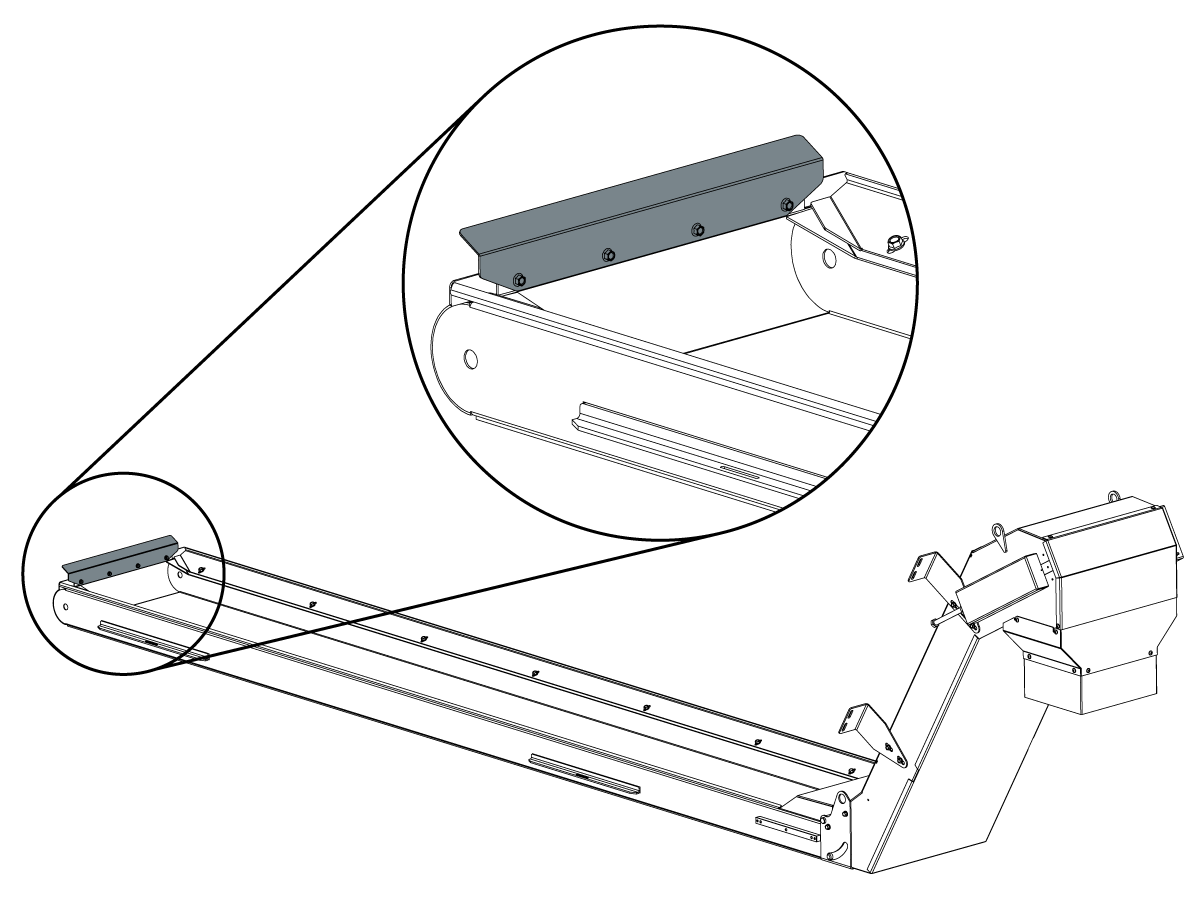
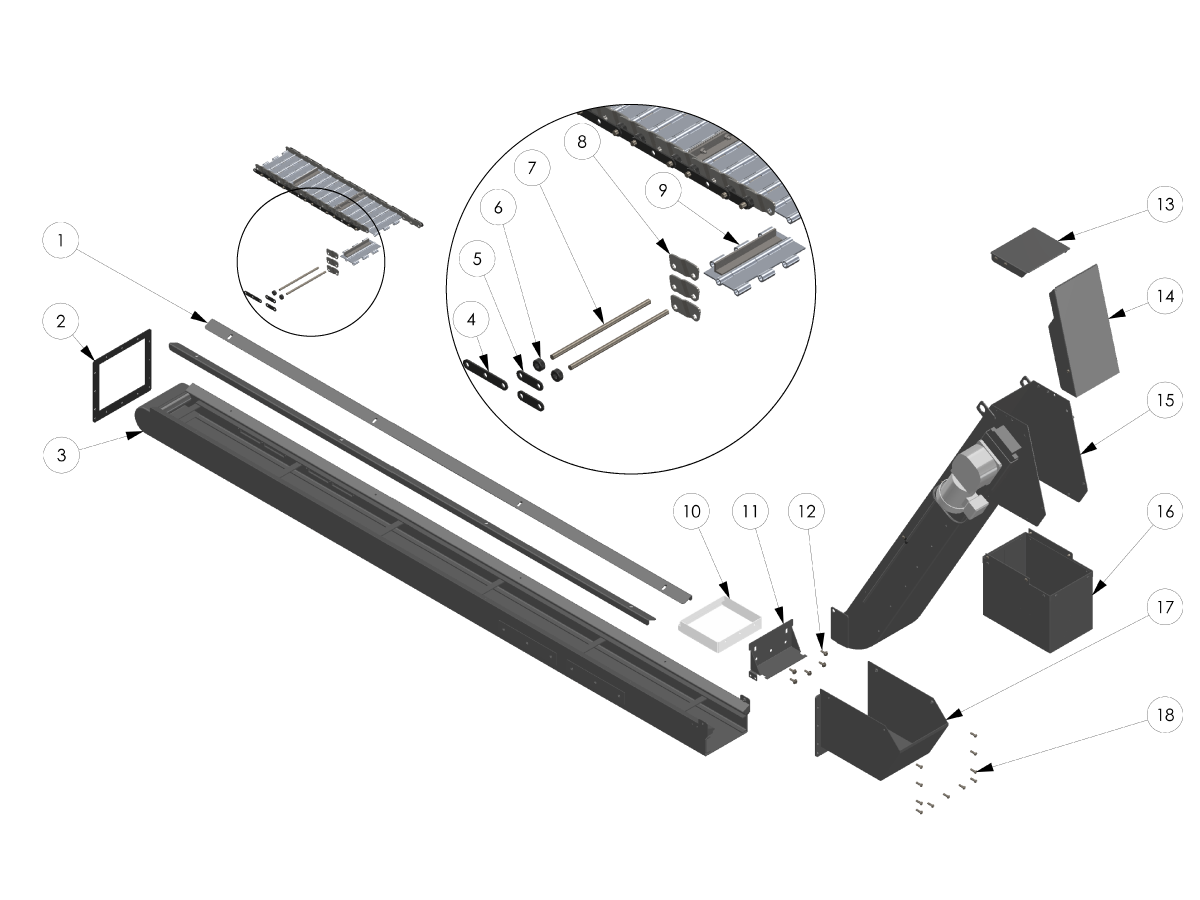
将裙 [1] 连接到支架 [2]。
注意:裙道上的接缝 [3] 朝向输送机,如图所示。
将支架安装到传送带上。
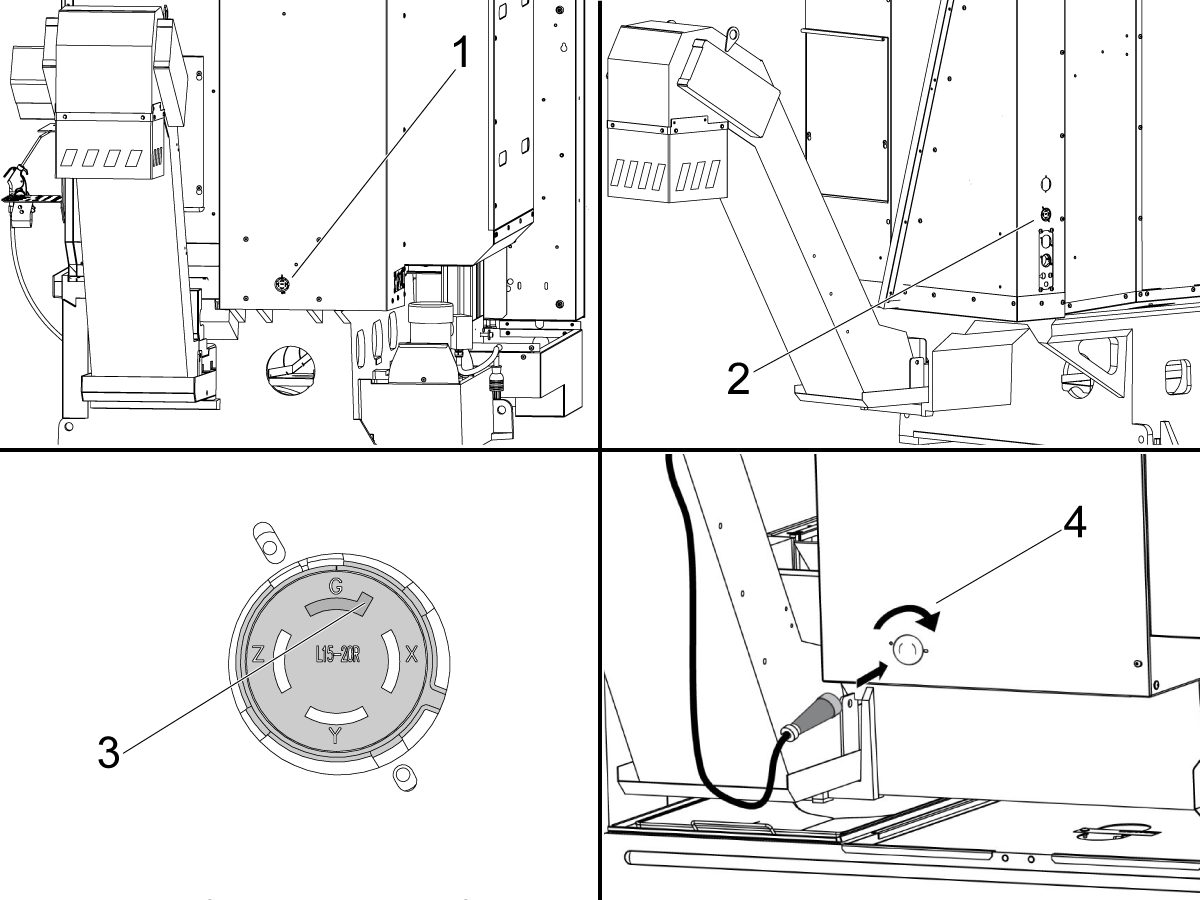
将排屑器电源线连接到护罩上的连接端子。
在 ST-10 和 ST-15 机床上,连接端子位于机床右侧 【1】。
在 ST-20 和更大的机床上,连接端子位于排屑器侧 【2】 的机床背面。
注意: 确保将排屑器电源线连接到正确的端子。您可以通过查看接地端子 【3】 的形状来识别端子。
在电源线中连接时,将公接头推入端子,然后顺时针旋转接头 【4】 以锁定连接。
说明:如果必须随时卸下电源线,则必须在断开连接之前逆时针旋转接头。
AD0491
适用于自以下日期起制造的 NGC 机床:2017 年 1月
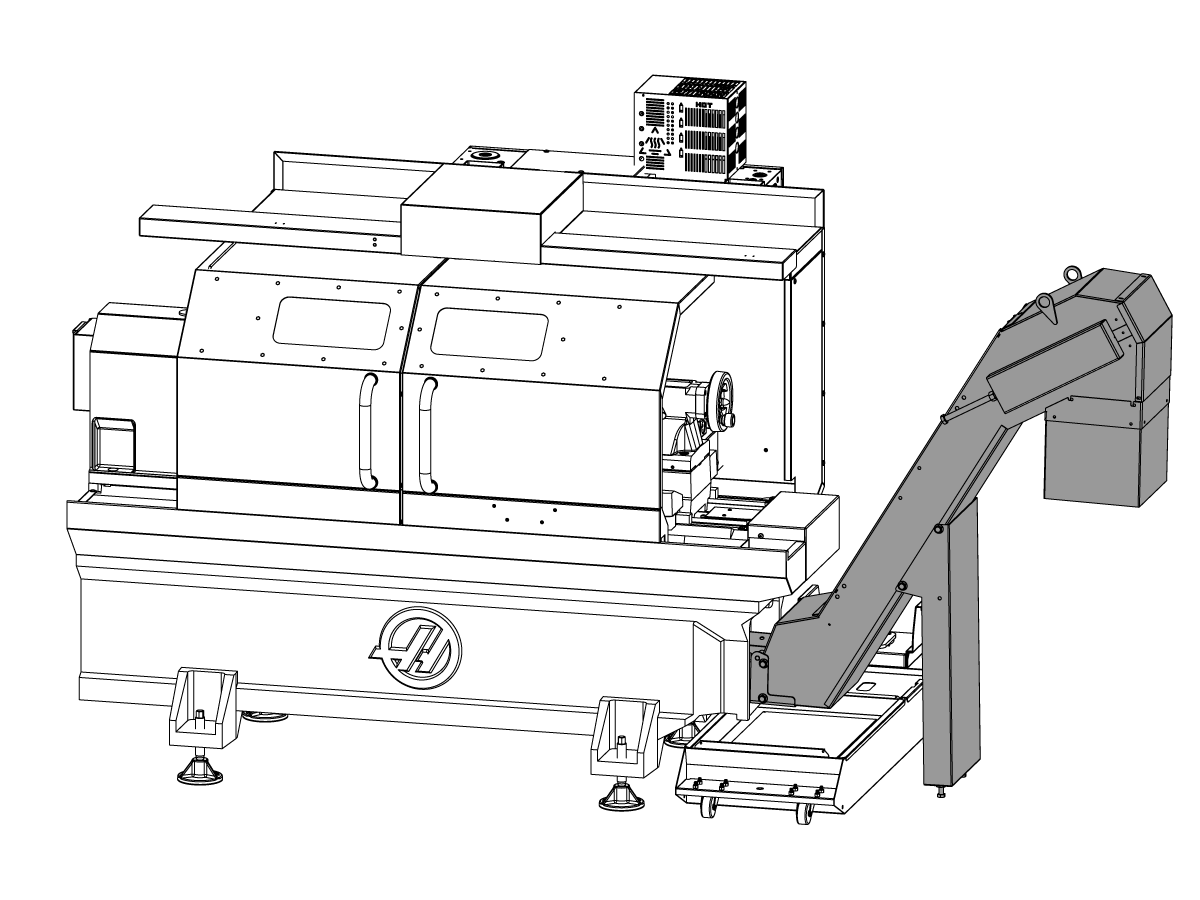
如排屑器为现场安装,则按以下“客户现场安装”部分进行安装。
如机床设备为带排屑器的新设备,请按以下“机床安装”部分执行。
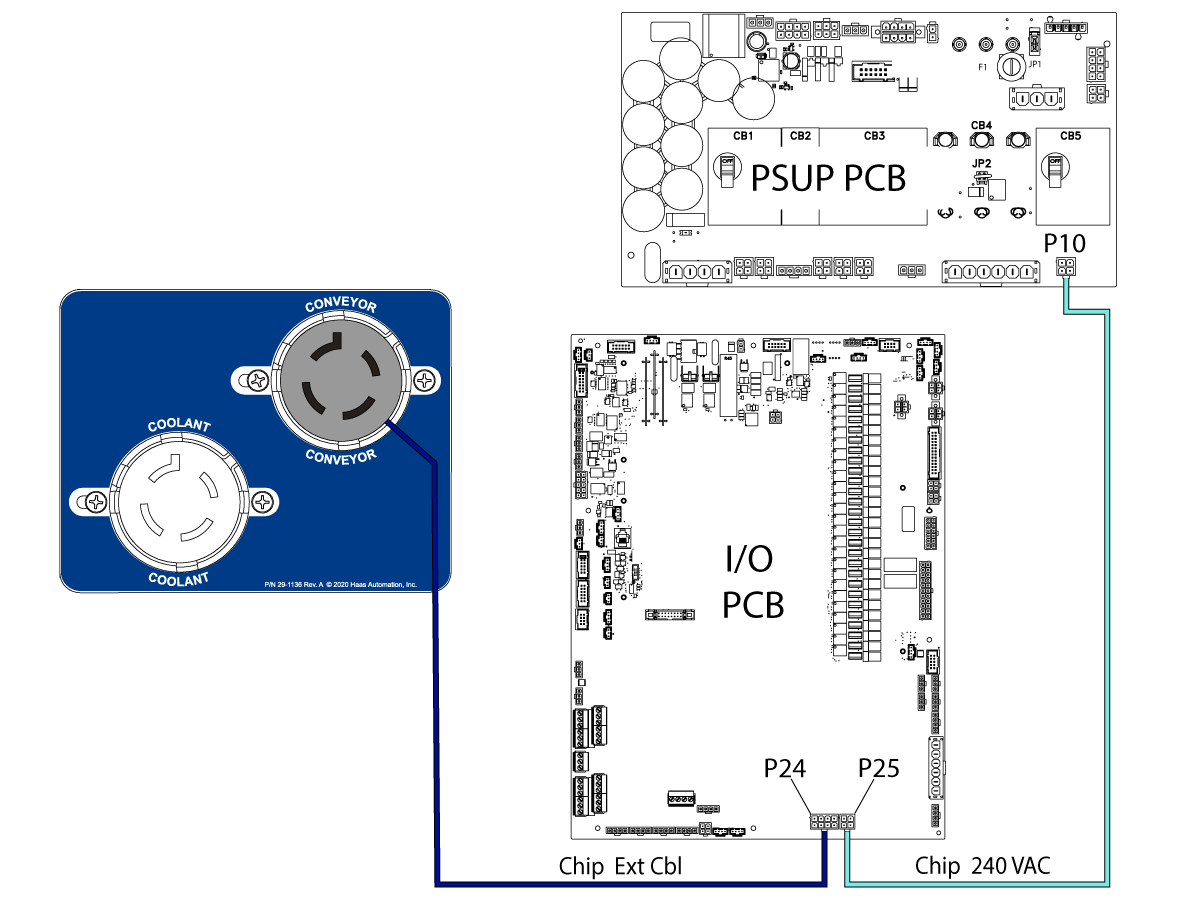
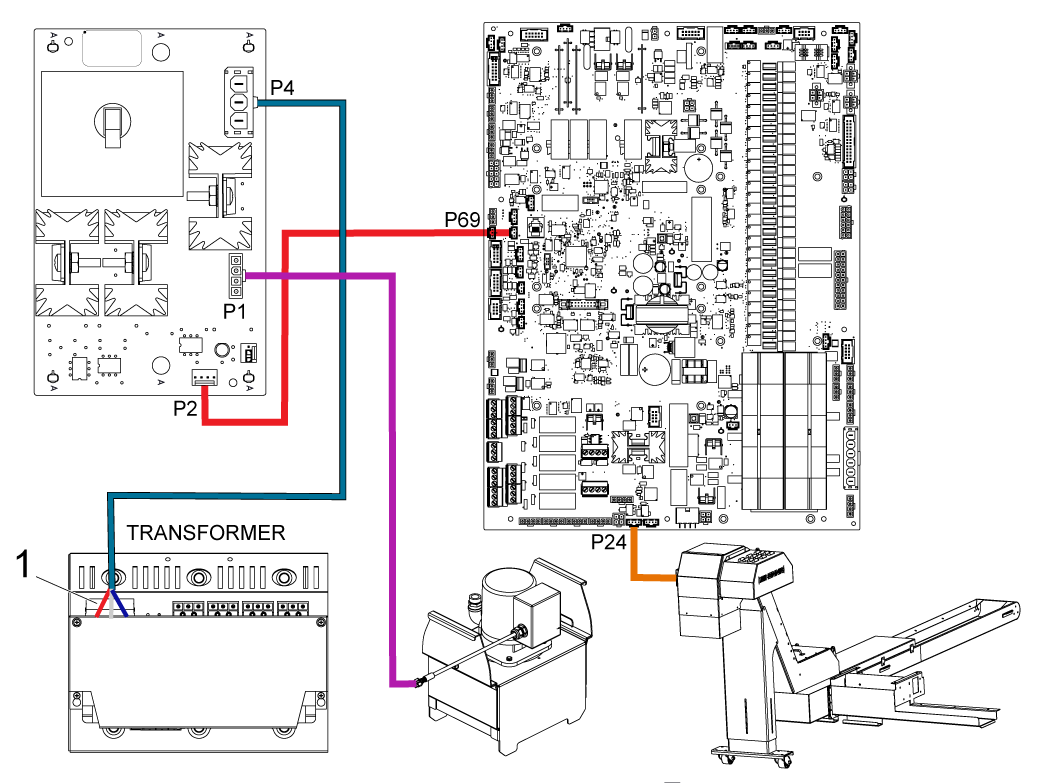
将排屑器传送器线缆从 I/O P24 引出,从控制器底部伸出,并沿着冷却泵线缆布线。
将排屑器电源线缆从 PSUP PCB 的 P10 引出至 I/O 板的 P25。
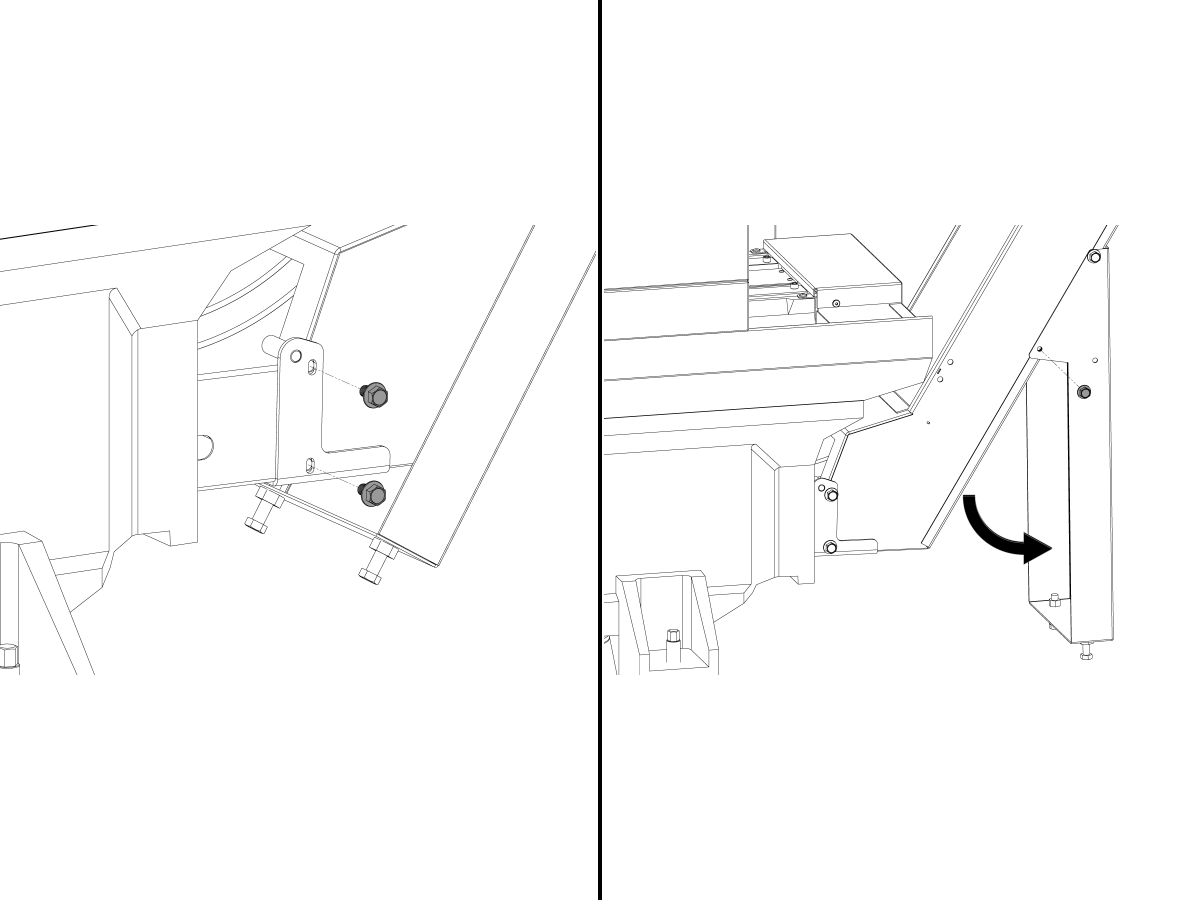
安装下部支架硬件。
调低排屑器支脚位置,重新安装硬件。。
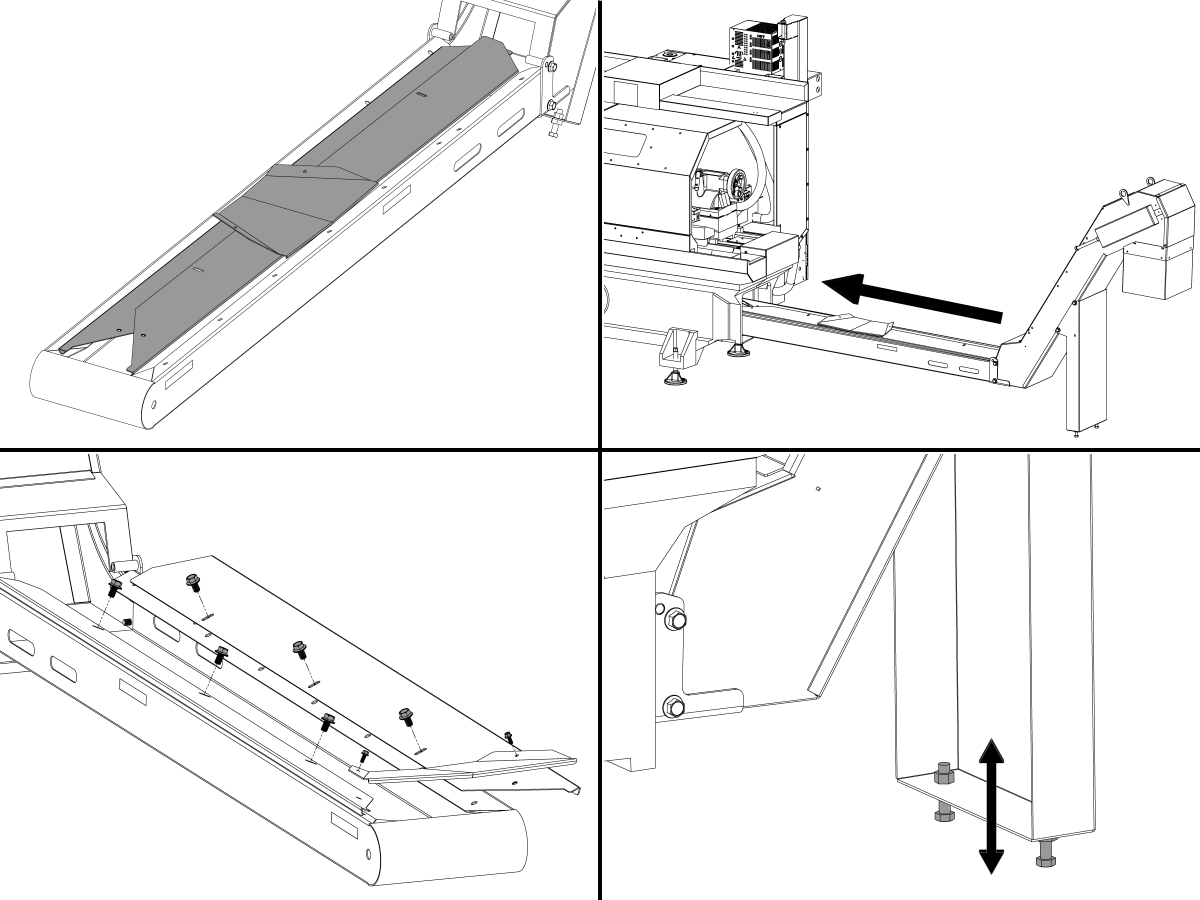
将排屑器翼板置于排屑器皮带上,将排屑器安装至底座内。
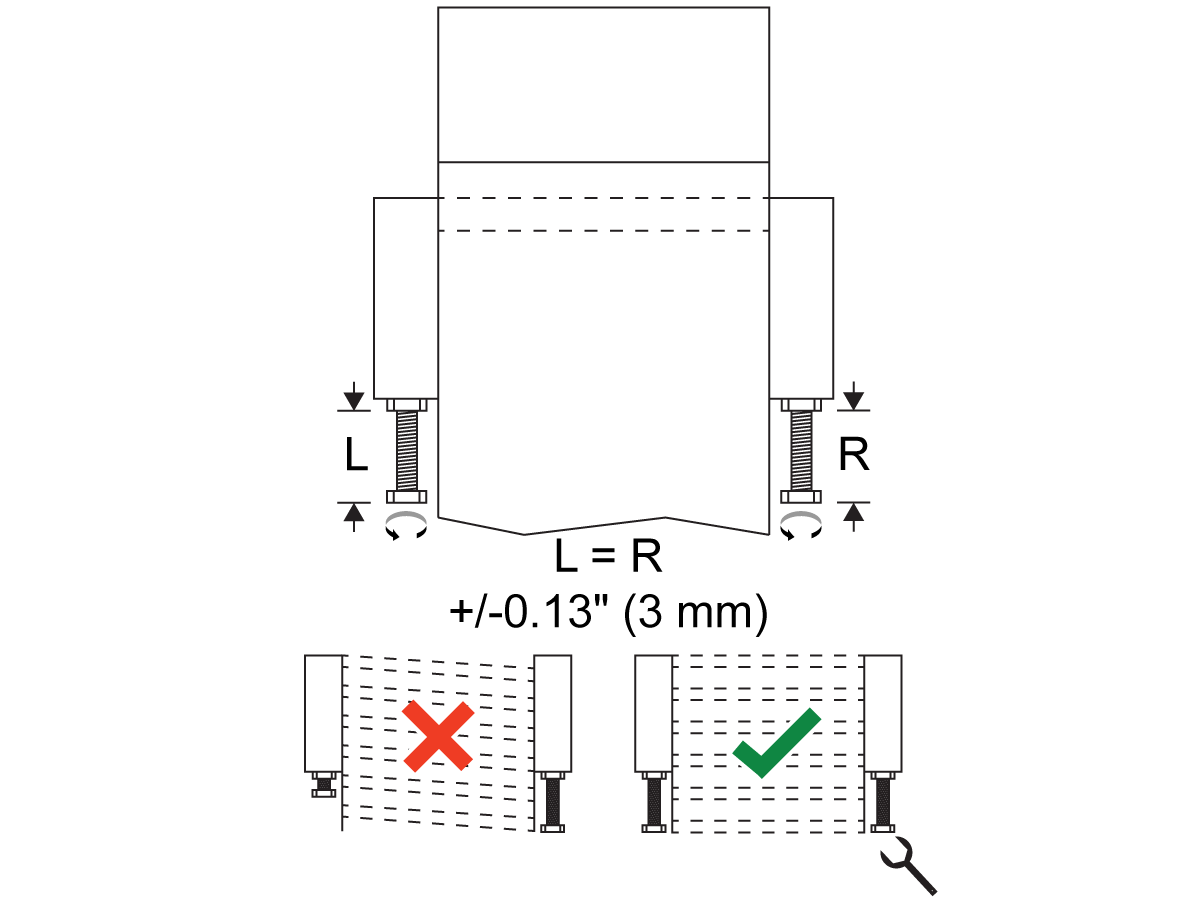
将排屑器翼板重新安装至排屑器并调整,直至逐渐和翼板间无间隙。
调整排屑器支腿,直至排屑器在底座铸件内平放。
打开输送机头部的盖。当皮带绕着链轮移动时,查看皮带张力。
松开电机安装硬件,拧紧输送机头两侧的皮带张紧螺钉,以调整皮带驱动轴并处理皮带上的松弛部分。
注意: 均匀地调整螺钉,使驱动轴与皮带行程垂直。
调整皮带张紧螺钉时,用皮带头的扳手向上推。测量传送带提升部分皮带中心处的皮带松弛 [1]。约根森输送机的正确皮带松弛为 0.25" - 0.38" (6 - 10 毫米)。Hennig 输送机的正确皮带松弛为 0.12" - 0.25" (3 - 6 毫米)。根据需要重复步骤 2。
在每个张紧螺钉上涂抹卡紧螺母,将其锁定到位。
拧紧电机安装硬件。
安装检修盖。
将排屑器裙板[1]安装至支架[2]上,然后安装至排屑器。
注意:裙道上的接缝 [3] 朝向输送机,如图所示。
安装新的冷却液箱屑盘。
将排屑器插至控制器支架上的插头。
移除排屑器输送支架,将尾座止动硬件安装至机床内。
安装下部支架硬件。
将排屑器支腿调低至延伸位置。
将排屑器从底座中拉出,然后将排屑器翼板置于排屑器传送带。
将排屑器整体安装至底座铸件内,将排屑器翼板重新安装至排屑器,然后调整直至逐渐和翼板间无间隙。
调整排屑器支腿,直至排屑器在底座铸件内平放。
打开输送机头部的盖。当皮带绕着链轮移动时,查看皮带张力。
松开电机安装硬件,拧紧输送机头两侧的皮带张紧螺钉,以调整皮带驱动轴并处理皮带上的松弛部分。
注意: 均匀地调整螺钉,使驱动轴与皮带行程垂直。
调整皮带张紧螺钉时,用皮带头的扳手向上推。测量传送带提升部分皮带中心处的皮带松弛 [1]。约根森输送机的正确皮带松弛为 0.25" - 0.38" (6 - 10 毫米)。Hennig 输送机的正确皮带松弛为 0.12" - 0.25" (3 - 6 毫米)。根据需要重复步骤 2。
在每个张紧螺钉上涂抹卡紧螺母,将其锁定到位。
拧紧电机安装硬件。
安装检修盖。
将排屑器裙板[1]安装至支架[2]上,然后安装至排屑器。
注意:裙道上的接缝 [3] 朝向输送机,如图所示。
安装新的冷却液箱屑盘。
将排屑器插至控制器支架上的插头。
安装新的冷却液箱屑盘。
将排屑器插至控制器支架上的插头。
打开机器。
登录到 Haas Service 门户。
下载排屑器选件配置补丁文件。
注意: 订购排屑器套件后,选件文件将在配置下载页面上显示。如果未显示该选项,请与服务部门联系。
将选件配置补丁文件加载至控制器。请参阅 下一代控制器 - 配置文件 - 下载/加载 程序。
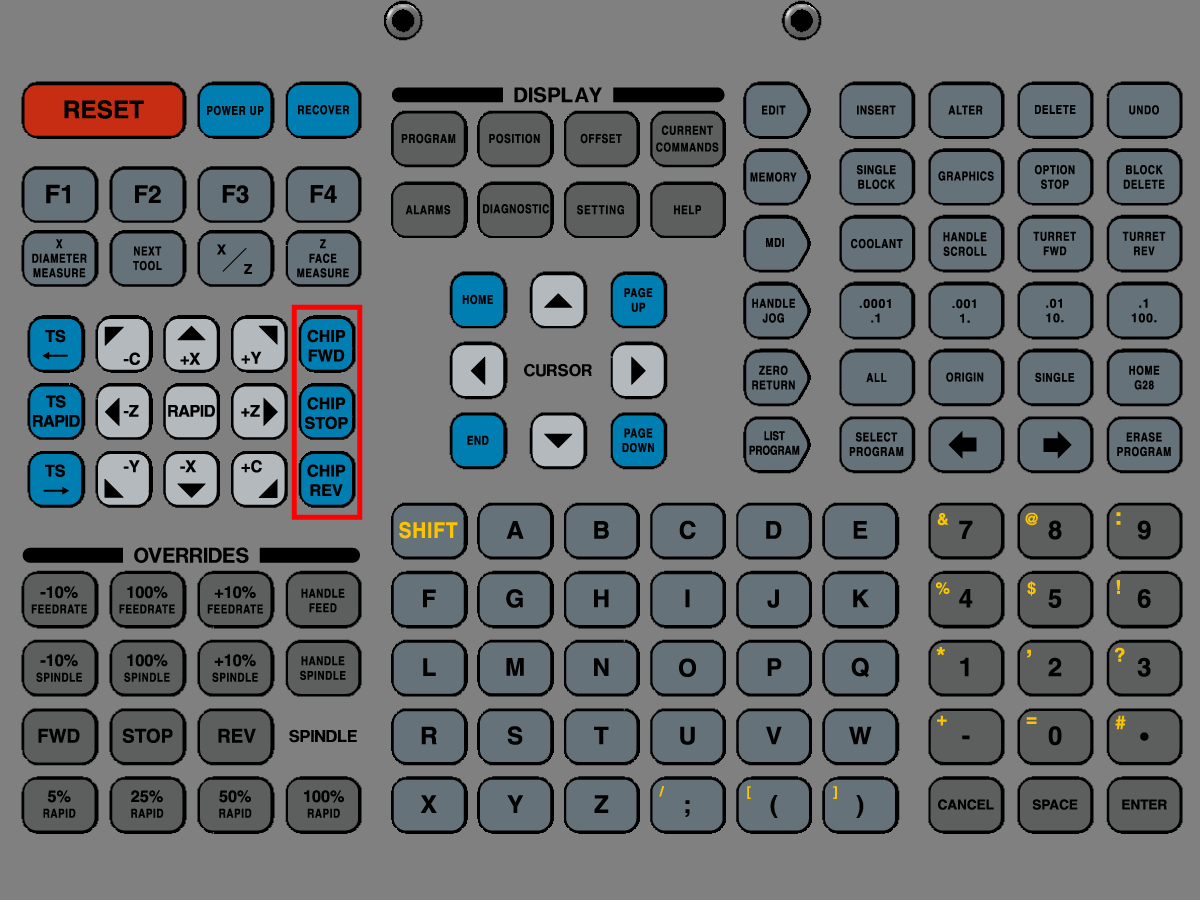
按控制器上的 [CHIP FWD]、 [CHIP STOP] 和 [CHIP REV] 按钮,以测试排屑器。
AD0345
适用于以下时间制造的机床:1998 年 7 月
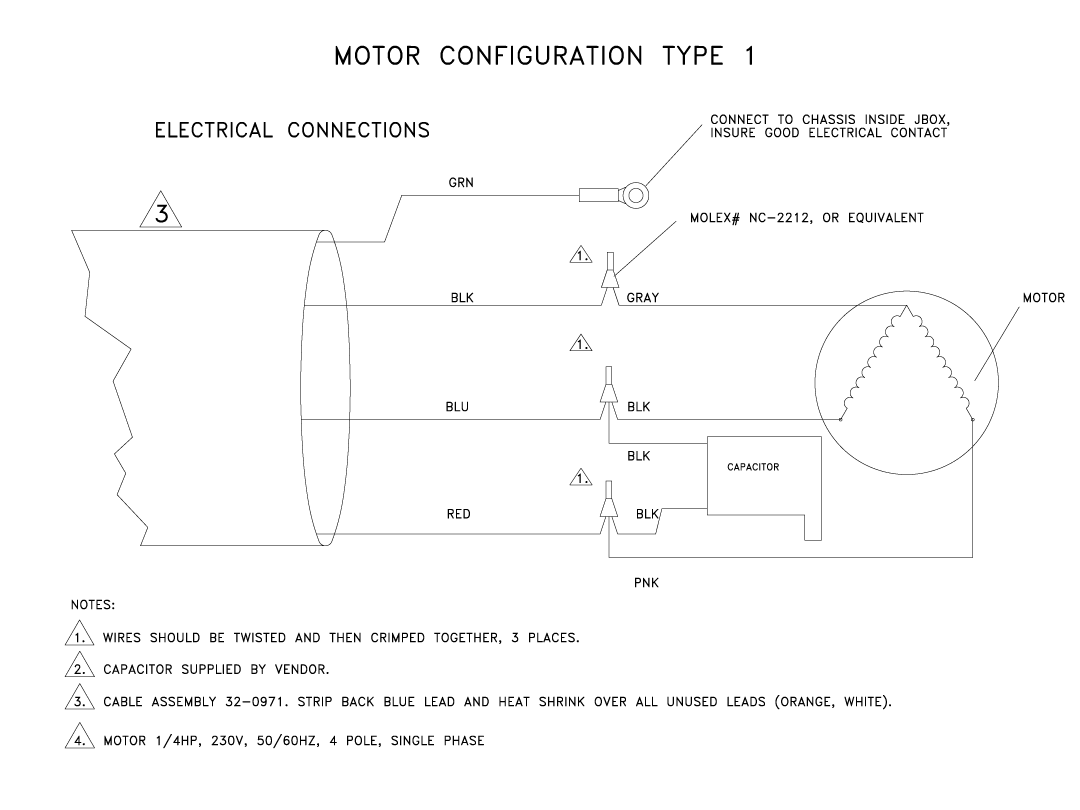
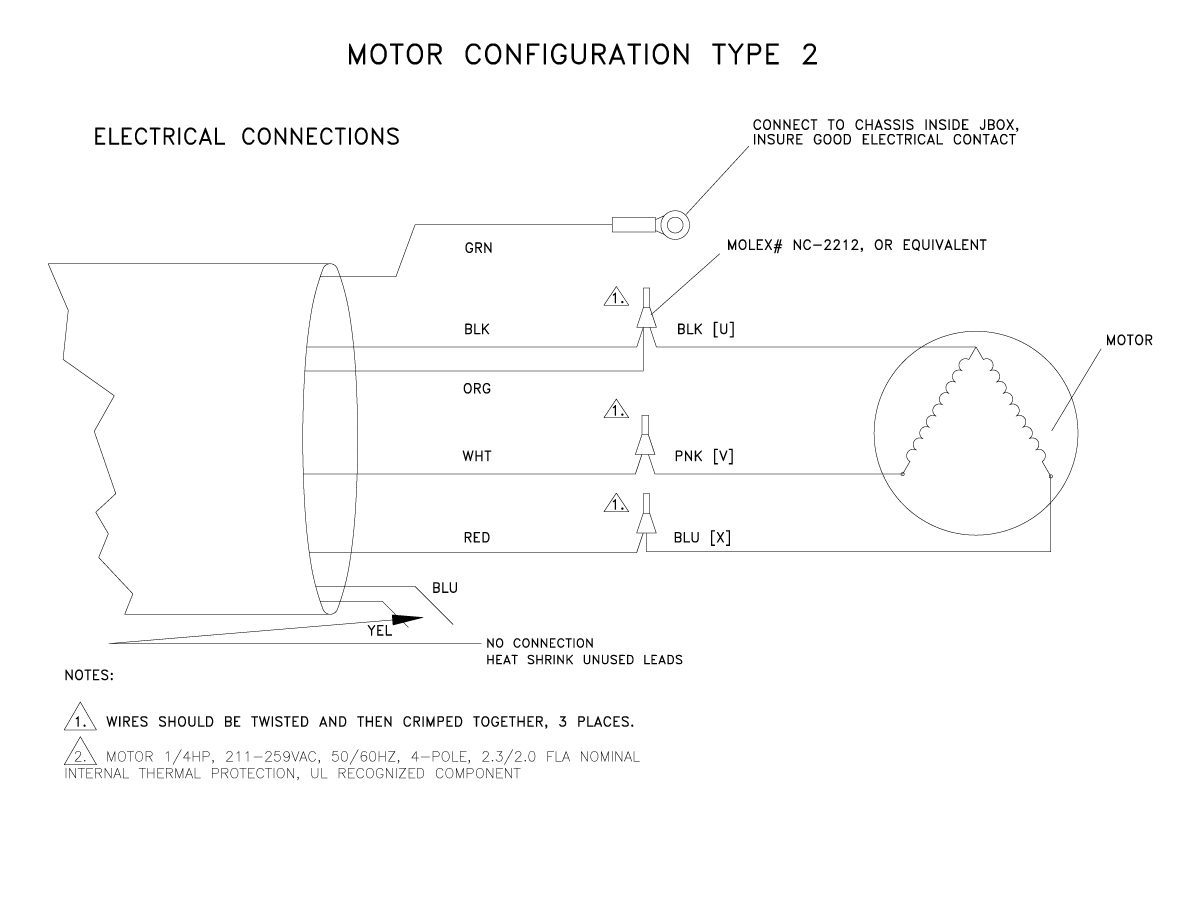
此过程告诉您如何安装和连接输送机的替换电机。收到更换电机时,电机的电缆将具有以下情况之一:
把 P/N 93-1224C 用于立式铣床和车床。
把 P/N 93-2381 用于卧式铣床。
有关 CDF 排屑器电机更换,请参阅 AD0642 - CDF 排屑器 - 电机更换。
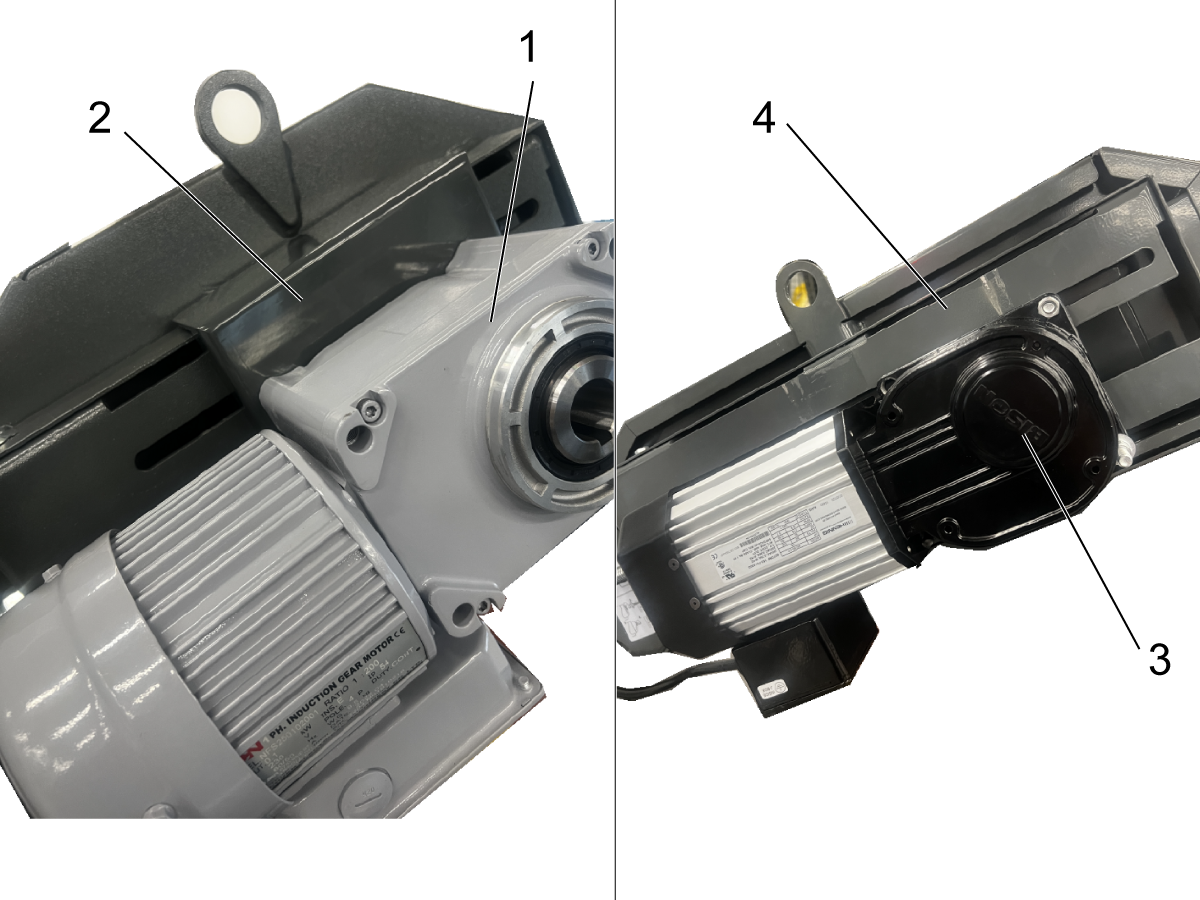
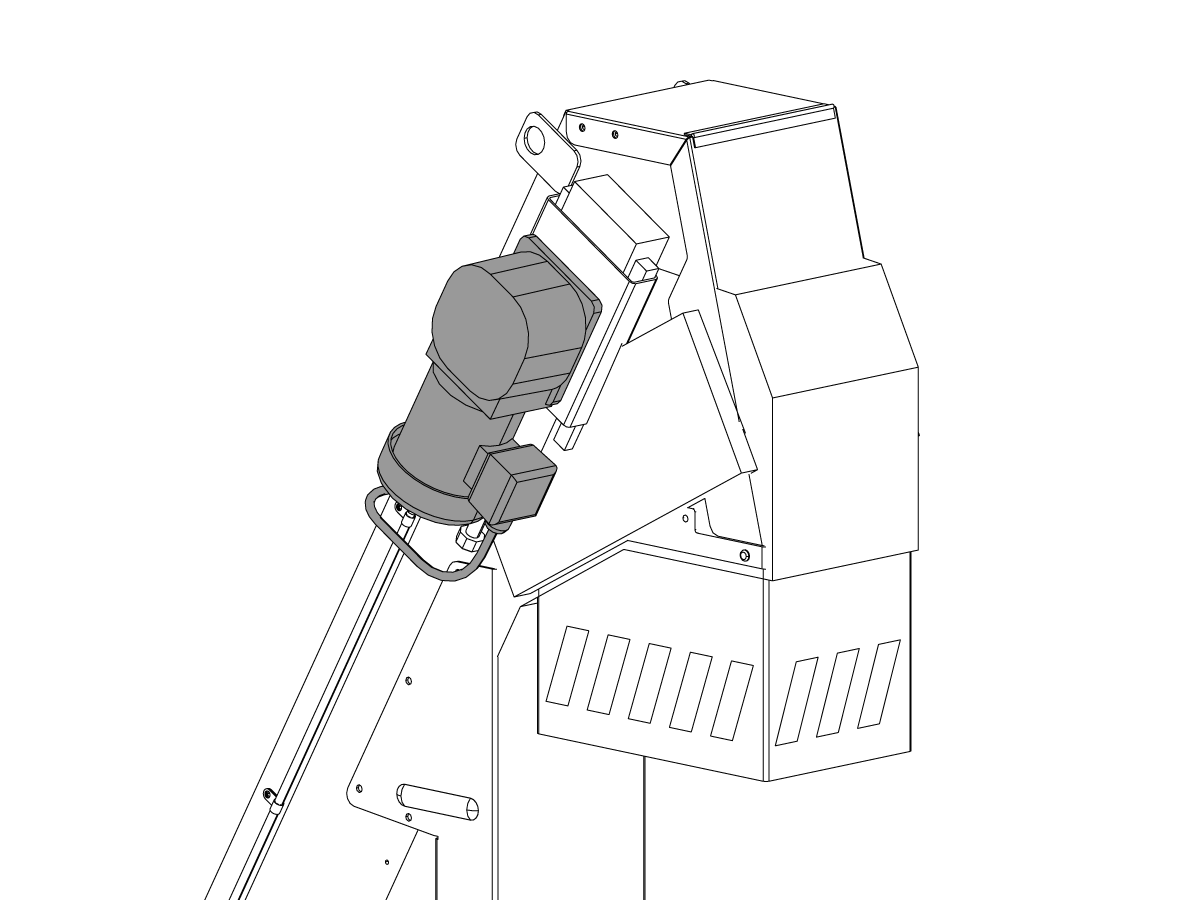
Keyarrow 排屑器配备 Michuen 电机 [1],需要安装板 [2]。
若要更换 Keyarrow 排屑器上的 Bison 电机 [3],则不需要安装板 [4]。
说明:请勿弃置安装板,以备将来需要时使用。
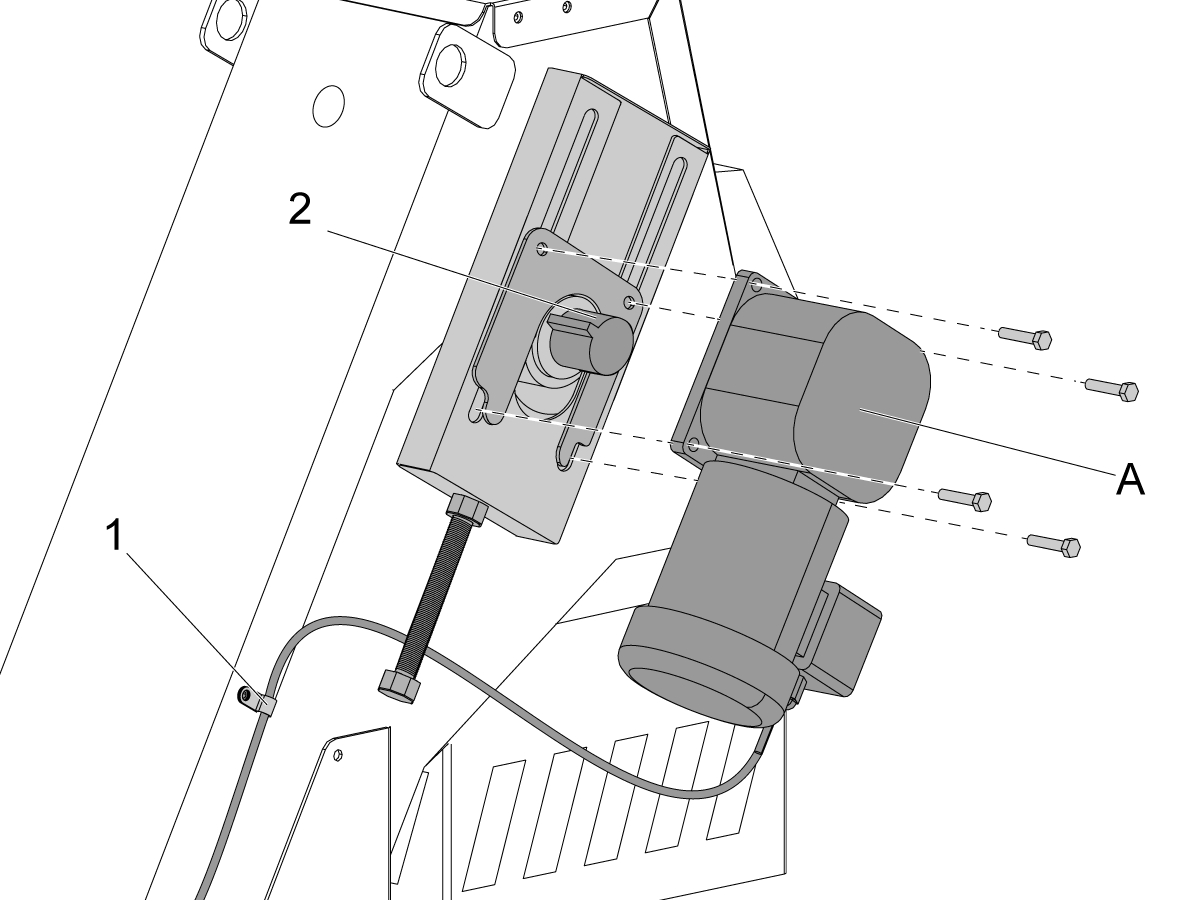
拆下电缆夹 [1]。
拆下用过的电机。
将 CHIPC MOTOR 1/8HP 235V 50/60HZ [A] 压到输送机轴上。将电机轴中的槽与输送机轴上的键 [2] 对齐。
将电机连接到输送机头。
安装电缆夹 [1]。
连接电缆。
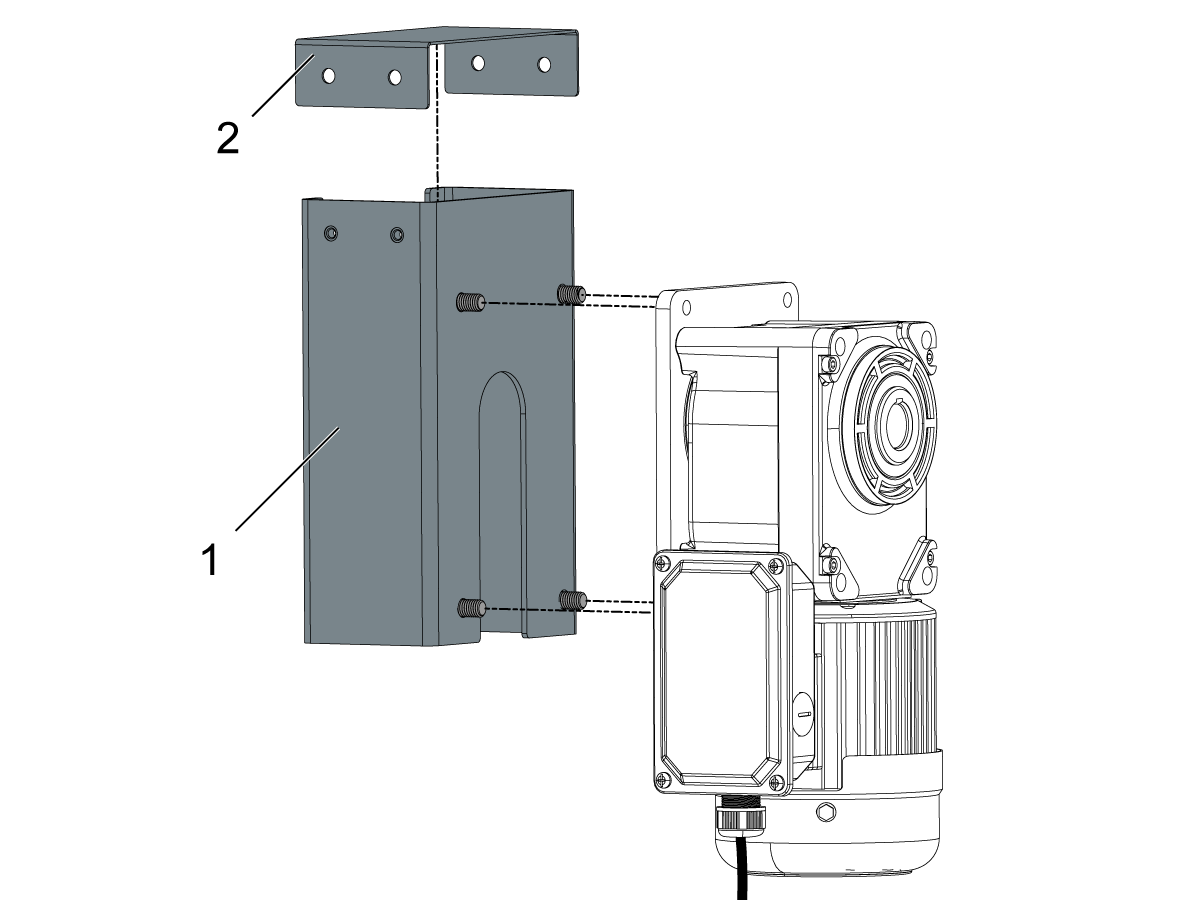
注意::如果立式铣床和车床订购了带有 Jorgenson 排屑器的 93-1224C,将需要安装排屑器支架适配器 [1] 和排屑器支架适配器 SVC MTR 盖 [2]。
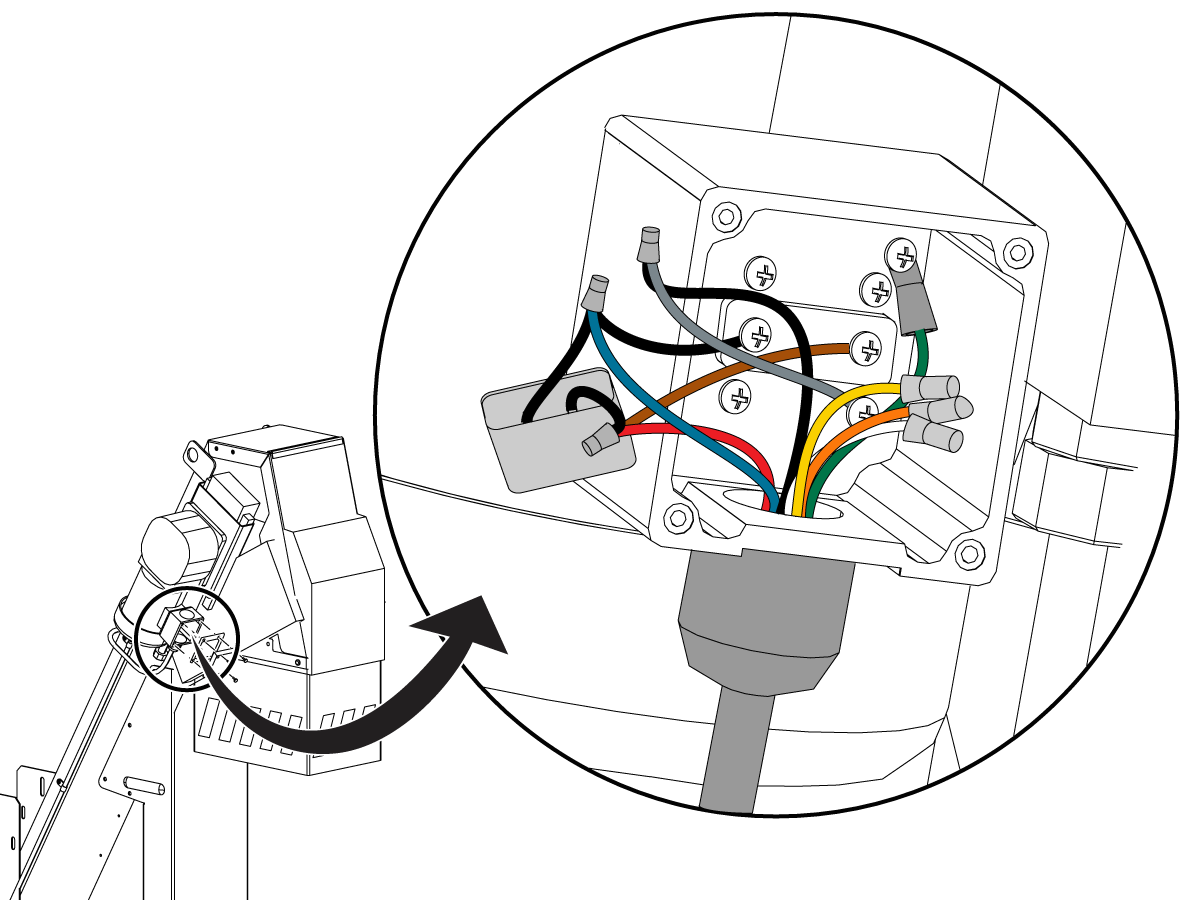
如果必须修改电机附带的电缆,请执行此步骤。
| 电缆电缆 | 连接到: | |
| 蓝色 | 电容器/电机黑色 | |
| 红 | 电容器/电机棕色 | |
| 黑 | 电机灰色 | |
| 绿色 | 地面 | |
| 黄色 | 盖关闭 - 无连接 | |
| 橙 | 盖关闭 - 无连接 | |
| 白色 | 盖关闭 - 无连接 |
接通机床电源。
推 [CHIP FWD]。
如果电机接线正确,排屑器将向前移动。
推 [CHIP REV].
如果电机接线正确,则排屑器向后移动。
注意:要在输送机上获得正确的技术支持,需要拍摄输送机铭牌和电机隔离板照片,且图片应清晰。
| 症状 | 可能的原因 | 纠正措施 |
| 输送机无法启动。 | 断路器跳闸。 | 检查电机或电缆是否存在短路。请参见 电机电缆检查部分。 |
| 从 I/O PCB 到电机没有电源。 | 验证 I/O PCB 和电机的电压。 | |
| 熔断保险丝(I/O 版 R 和更早版本)。 | 检查 I/O PCB 上的保险丝。 | |
| 输送机电容器有故障。 | 检查输送机电机电容器有无损坏。 | |
| 仅适用于 CDF 输送机:230V 系统未打开,电机驱动 PCB 上的红色 LED 熄灭。 | 电机驱动 PCB 上的跳线位置 不正确或有故障。 | 确保电机驱动 PCB 在引脚 1 和 2 (底部两个引脚)之间的 P3 上安装了跳线。 |
| 没有 12V 输入电源。 | 确保 12V 输入电源连接到电机驱动器 PCB 上的 P2 。 | |
| 螺旋钻有噪音或向前和反向之间振荡。 | 切屑堆积如数。 | 清除过多的碎屑和任何障碍物。 |
| 传送带损坏。 | 检查传送带并修理或更换。 | |
| 传送带张力不正确。 | 设置皮带张力。 | |
| 螺旋钻有噪音或向前和反向之间振荡。然后生成 警报 9906 排屑器故障。 | 存在过多的切屑积聚或阻塞。 | 清除螺旋槽槽和切屑槽中的所有切屑和阻塞物。 |
没有切屑堆积或堵塞,机床产生 警报 9906 排屑器故障 |
螺旋钻电机卡住。 | 机床正在检测过流情况。从 0 到 1 或 1 到 0(0 表示过载状态)检查离散输入“排屑器过流”周期。检查电机是否烧坏或卡住。 运行排屑器过流数据收集,请参阅诊断数据收集程序,以了解如何运行数据收集。 |
| 排屑器反转方向,极少甚至没有切屑堆积。 | ||
排屑螺杆、输送机可以在没有操作员操作的情况下启动,甚至在门打开时。 |
机器有软件 100.17.000.1016 | 将软件更新到 100.17.000.2030 或更高版本。此问题已得到纠正,以便输送机永远不会自动重新启动。使用经典 Haas 控制器,操作员可以在门打开时重新启动输送机。2018 年 10 月 10 日之后更新的 NGC 机器将具有严格的门规则,因此这是不可能的。 |
如果输送机已打开,则 M31 正在重新启动输送机计时器。 |
机床在 100.17.000.2030 之前具有软件,每次遇到 M31 时,输送机循环都会不断重新启动。 | 将软件更新到 100.17.000.2030 或更高版本。在新软件中,如果输送机循环已在运行,但处于关闭状态,则 M31 不会重新启动输送机。输送机将遵循当前周期。 |
| 警报 9819 排屑器短路 | 螺旋钻电机起动电容器有故障。 | 检查螺旋钻电机起动电容器有无损坏。 |
| 警报 9848 排屑器电机断开连接 | 从 I/O PCB 到电机没有电源。 | 验证 I/O PCB 和电机的电压。 |
| CDF 输送机在被命令向前运行时向后运行 | 电机接线不正确。 | 验证电机接线,请参考CDF 电机接线部分的接线图。 |
| 在带有桶式基座铸件的 ST-40/45/S/L/Y 机床上,基座铸件和排屑器的前翼之间会积聚切屑。 | 铸件裙板和排屑器翼前部之间有间隙,允许积聚切屑。 | 订购 93-4984 排屑器加注支架服务套件 ST-40/45/L,并参阅排屑器 - 现场安装 - ST 系列 - NGC 以了解如何进行安装。 |
纠正措施:
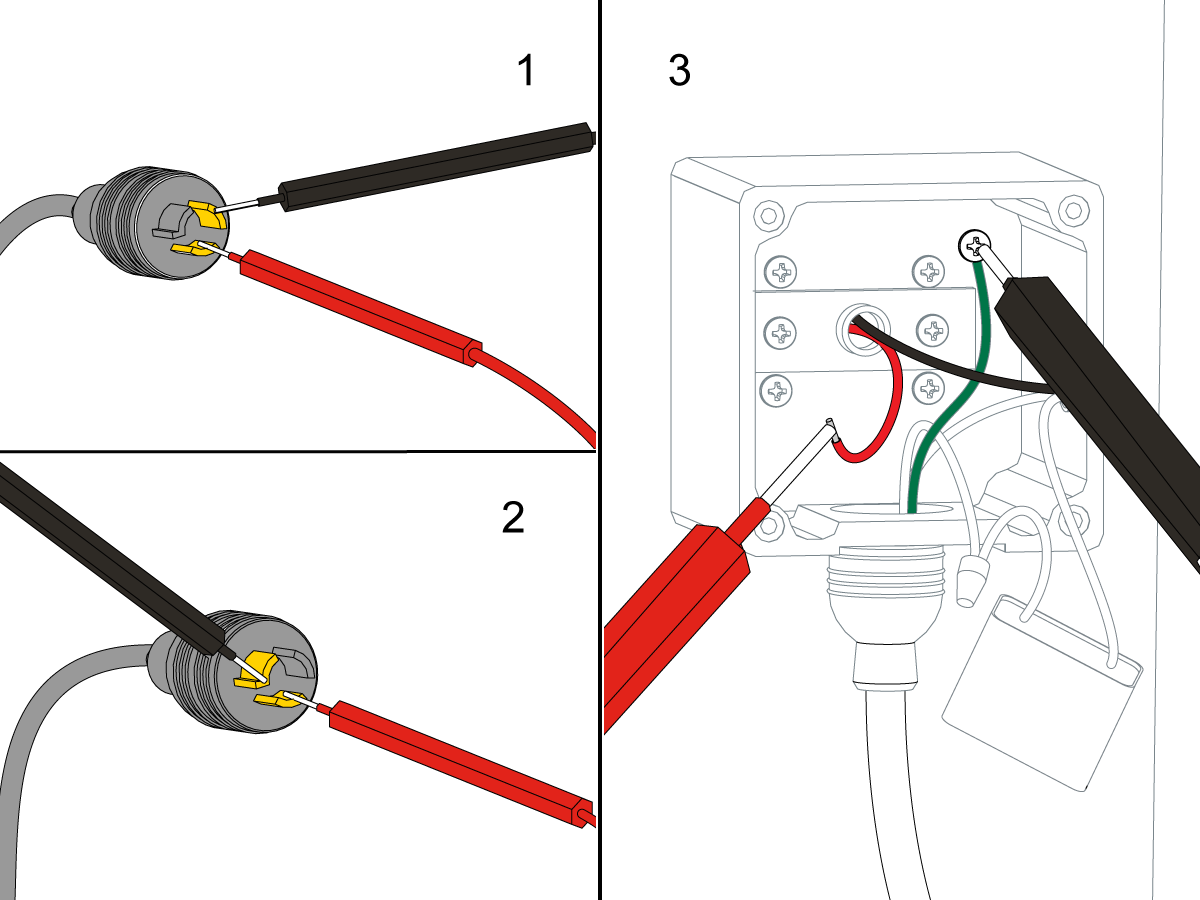
检查电机电缆有无损坏迹象。检查插头处是否有灼烧痕迹。这可能是由冷却液污染引起的。
测量插头处的电机电源引线 [1] 的电阻。应该有阻力腿到腿。开读表明电机或电缆损坏。
测量电机电源线上的欧姆,从每个电源支腿到插头的接地段 [2]。此读数应打开。
如果电缆在插头处显示接地的短支腿,请断开电机处的电源线,并检查电机电源引线是否连接到电机底盘 [3]。如果读数打开,则电缆有故障。如果任何引线测试短路,则电机短路。
纠正措施:
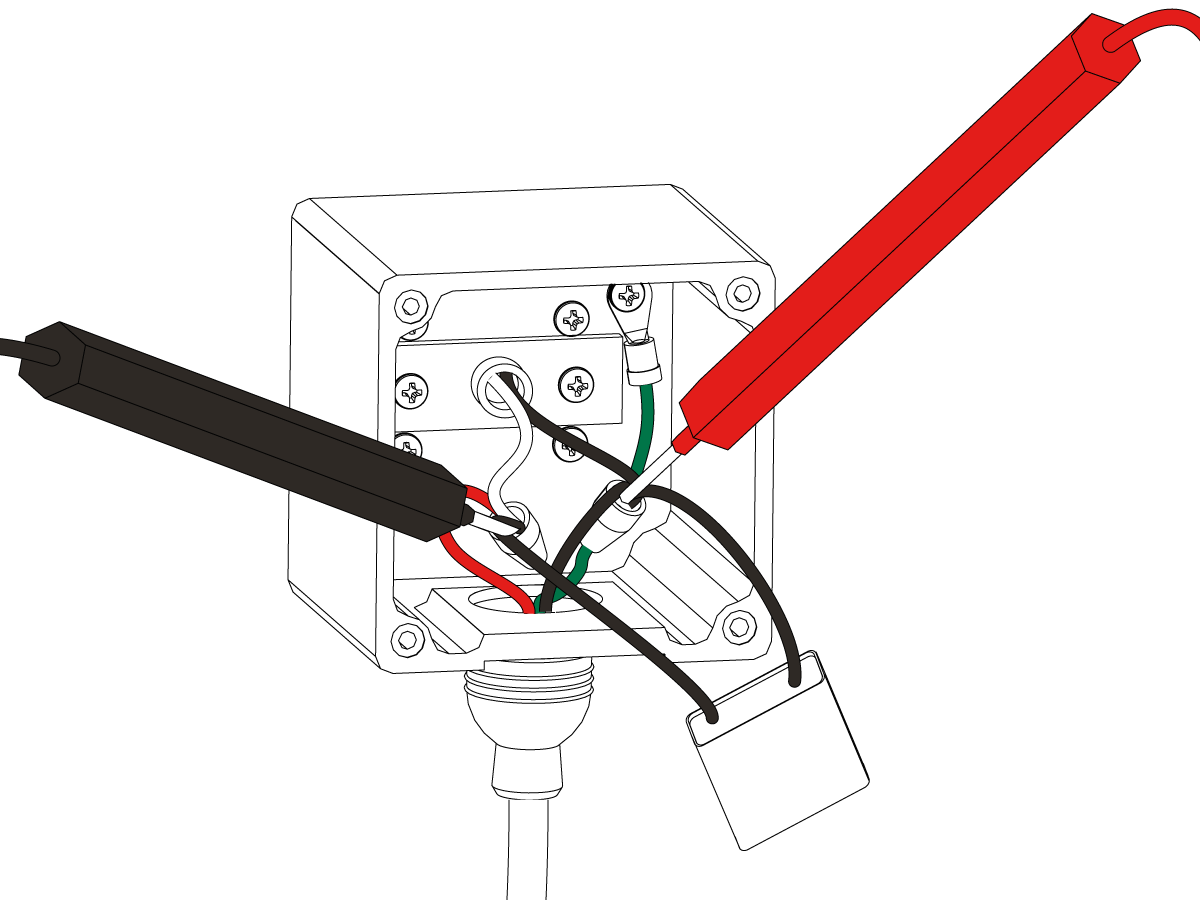
在 I/O PCB 上查找排屑器电机电缆 140。按 [CHIP FWD]。使用带针尖探头的万用表测量电缆上的黑色和红色导线之间的电压。
按住 [CHIP REV]。测量黑色和白色导线之间的电压。当 I/O PCB 正常工作时,每个电压读数为 240 VAC。
如果 I/O PCB 处的电压正常,请打开输送机电机接线盒。使用带针尖探头的万用表检查电机电源引线上的电压。
如果没有电压,请检查电机和电缆。如果有电压,请检查电容器。如果验证电压和电容器是否正确,则检查电机驱动轴和钥匙道。

纠正措施:
检查 I/O PCB 右下角的保险丝(保险丝类型:AGC 5amp):
电机或电缆短路可能熔断保险丝

纠正措施:
检查输送机电机电容器有无损坏。损坏的电容器通常会在电容器外壳上出现变形或冒泡的迹象。这可能是由电机或电缆短路引起的。
打开电机接线盒。检查电容器。查找箱子上的烧伤痕迹。
测量电容器。大多数万用表可在手动激活时测量电容(转到正确的测量单位,然后按下黄色按钮)。如电容器外壳上所述,它应为 6 或 9 微法拉。
纠正措施:
清除切屑和障碍物。确保针对生产的切屑优化输送机设置。

纠正措施:
检查传送带有无损坏。
纠正措施:
谨慎:确保皮带张力正确。请参阅机器侧面的标贴。约根森输送机的正确皮带松弛为 0.25Jorgensen - 0.38 (6 - 10 毫米)。Hennig 输送机的正确皮带松弛为 0.12Hennig - 0.25" (3 - 6 毫米)。
按 [CHIP FWD] 运行输送机,如果输送机反转运行,请检查电机接线并确认接线正确。请参考以下接线图。

Hennig CDF 输送机示意图
Recently Viewed Items
You Have No Recently Viewed Items Yet

美元价格不包括关税、报关费用、保险费、增值税及运费。
USD prices DO NOT include customs duty, customs fees, insurance, VAT, or freight.
人民币价格包含关税、报关费用、货运保险和增值税, 但不包括运费。
CNY prices include customs duty, customs fees, insurance, and VAT. DOES NOT include freight.
此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING ACCEPTS THE FOLLOWING:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255






