

/2026-04-VOP-SquareComponent.jpg/_jcr_content/renditions/cq5dam.thumbnail.319.319.png) 增值选件套
增值选件套
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

维修记录 - 排屑器皮带张力
排屑器故障排除 - Haas 维修提示
工具车床排屑器安装
AD0345
适用于以下时间制造的机床:1998 年 7 月
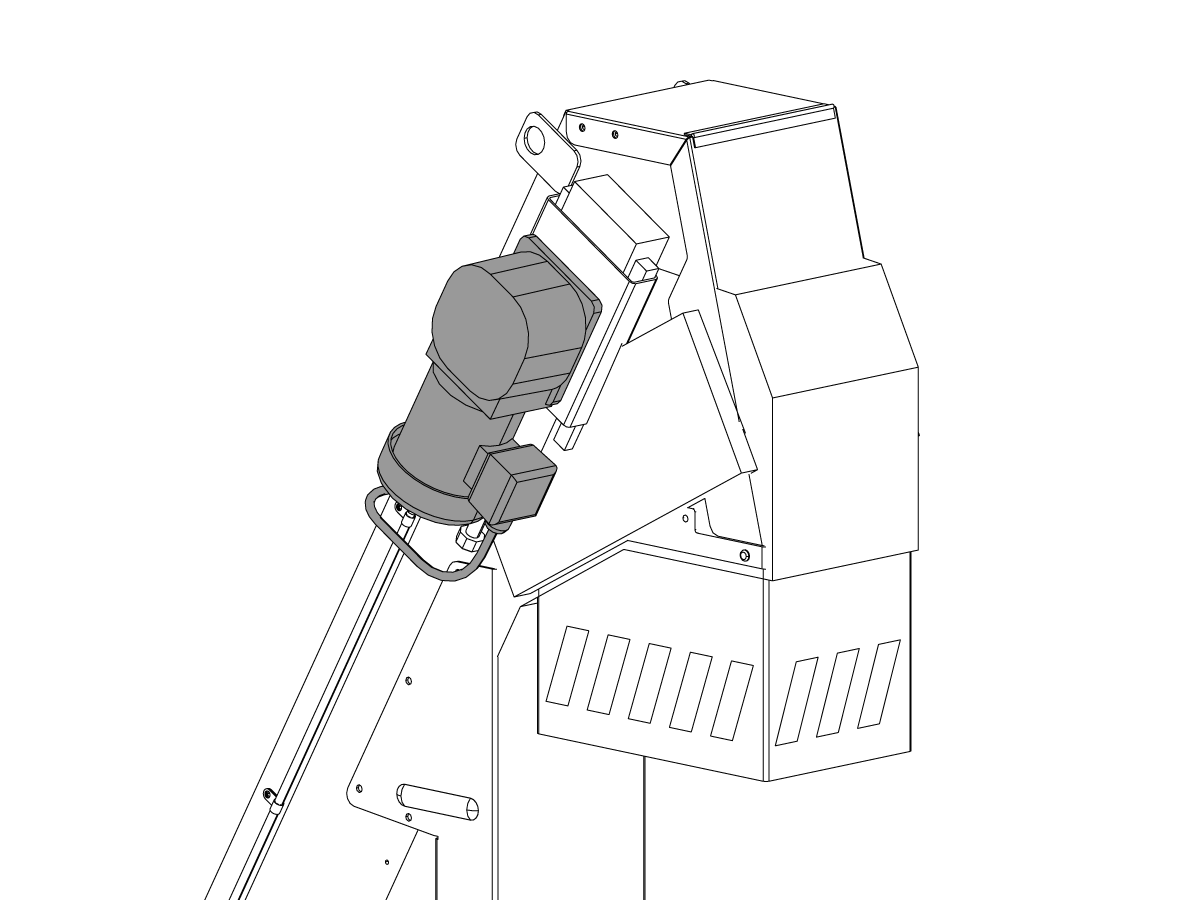
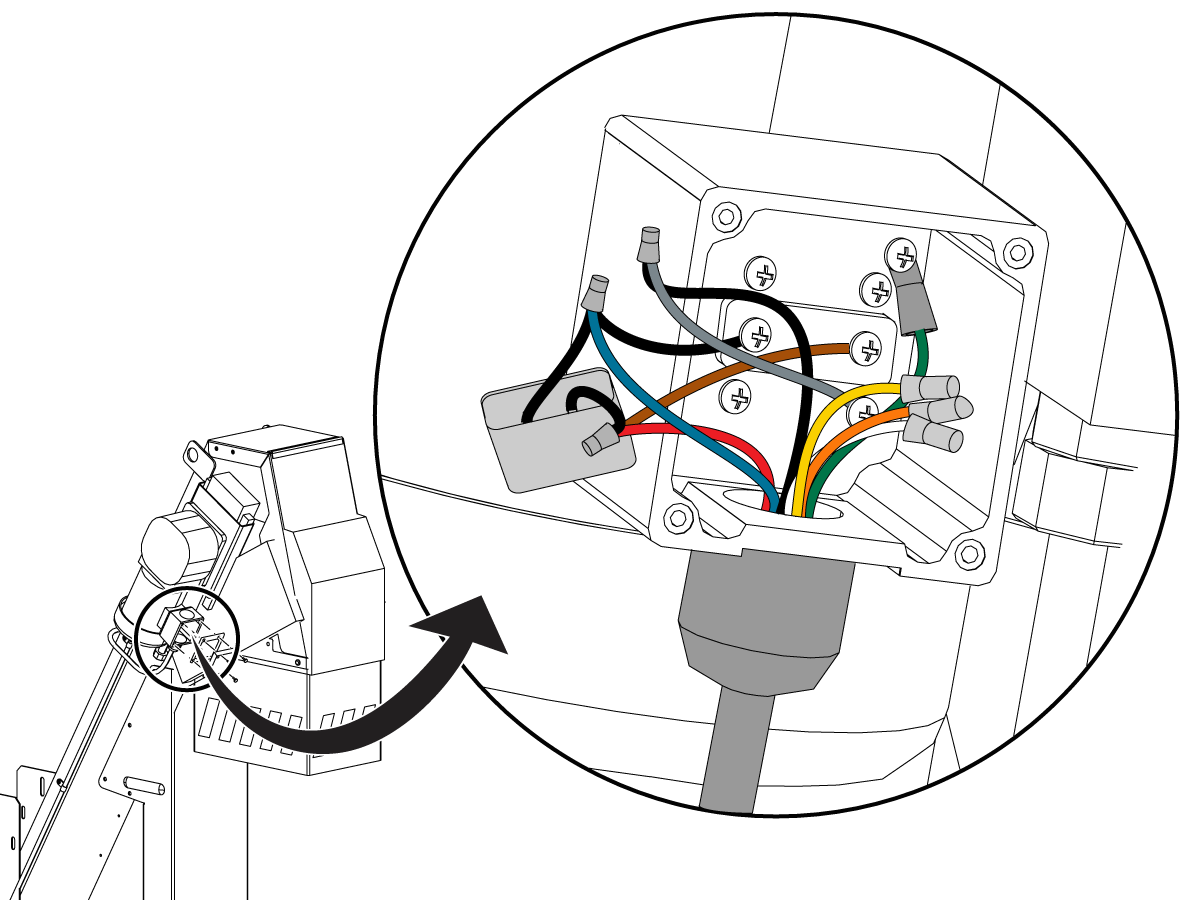
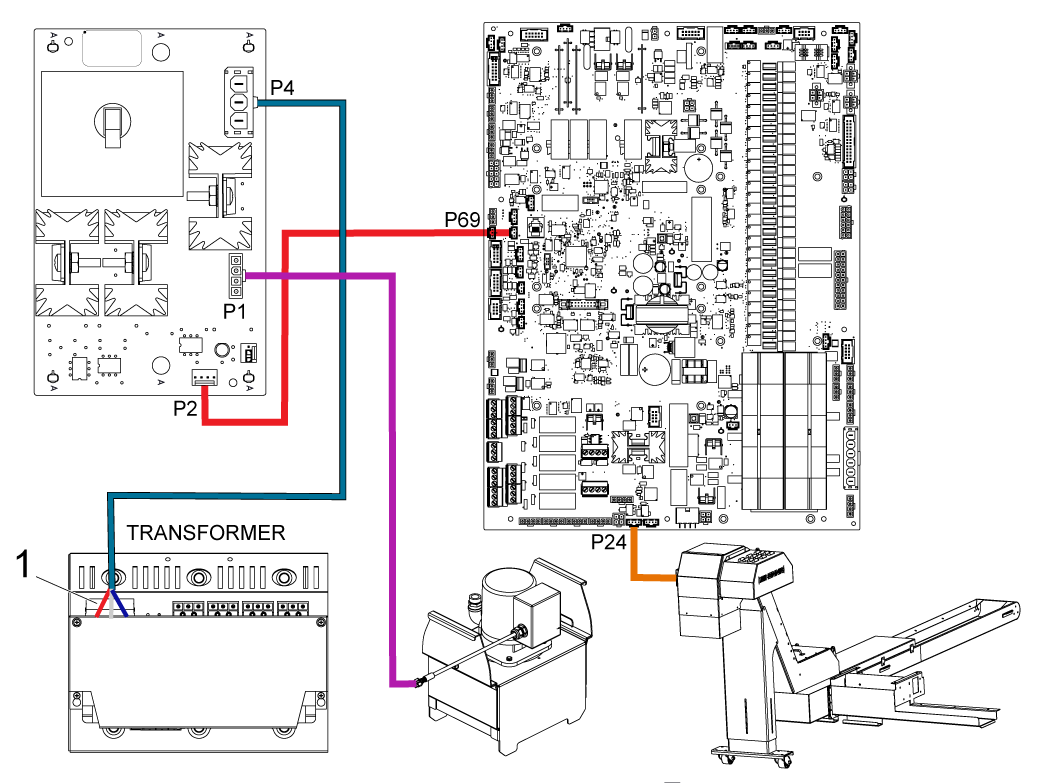
此过程告诉您如何安装和连接输送机的替换电机。收到更换电机时,电机的电缆将具有以下情况之一:
使用 P/N 93-1224B 进行用于立式铣床和车床。使用 P/N 93-2381 用于卧式铣床。
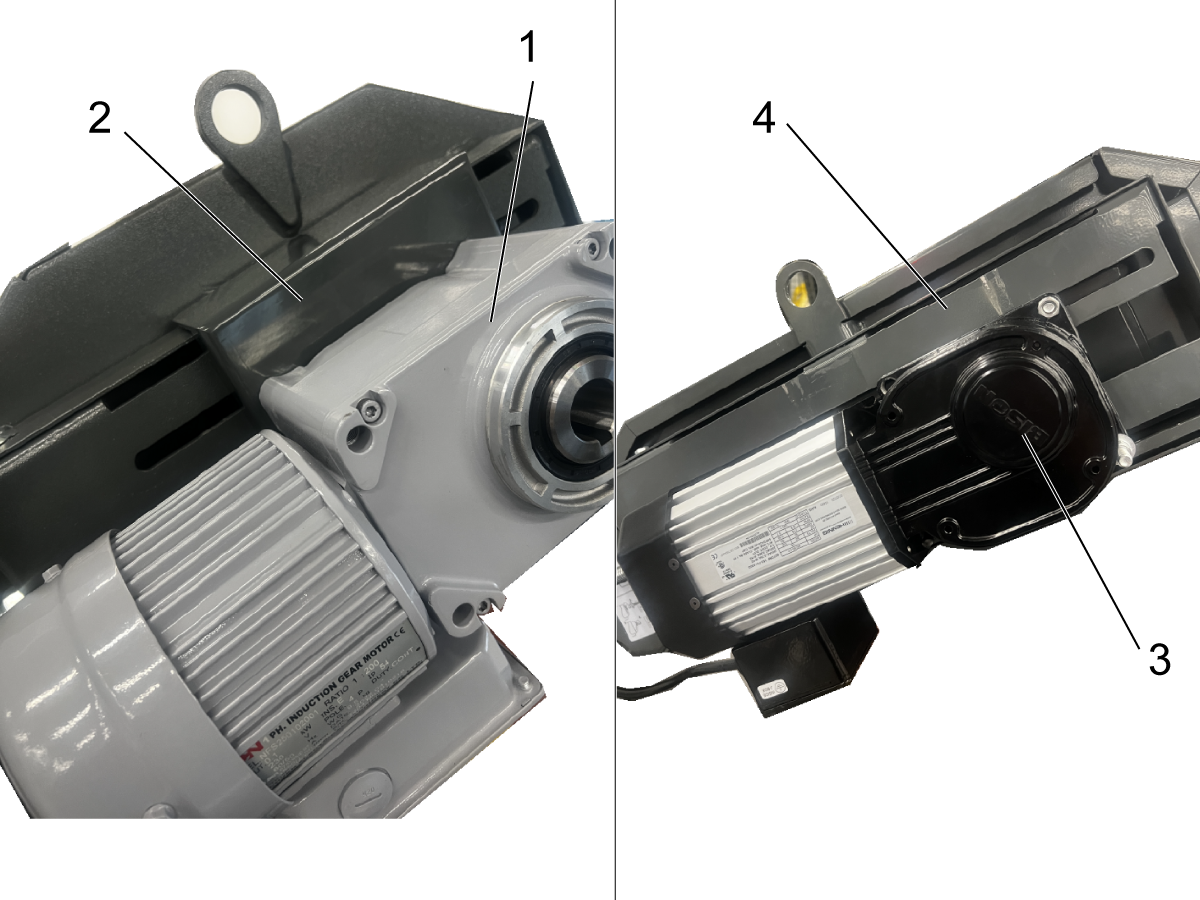
注意 Keyarrow 输送机配备 Michuen 电机 [1],需要安装板 [2]。如更换 Keyarrow 输送机上 Bison 电机 [3],则 不 需要安装板 [4]。请勿处置安装板。
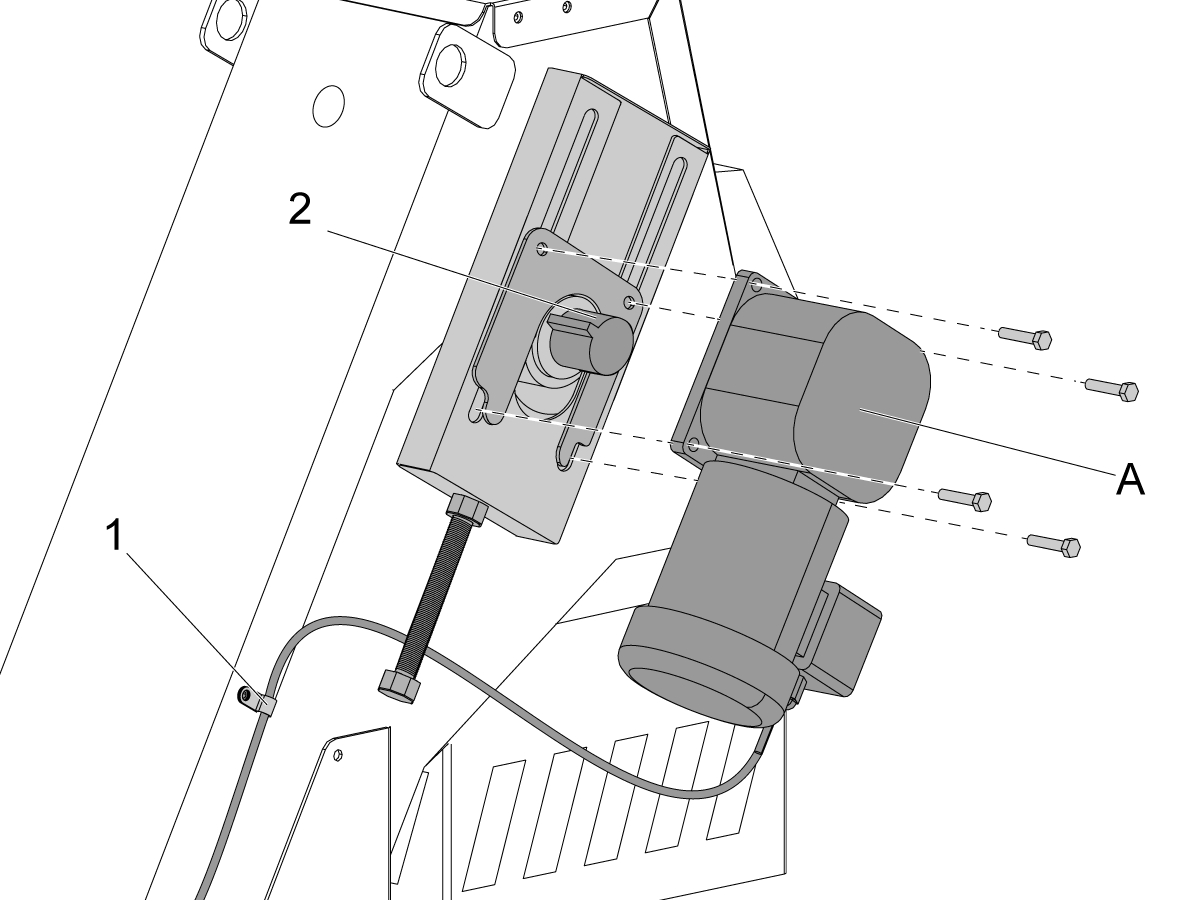
拆下电缆夹 [1]。
拆下用过的电机。
将 CHIPC MOTOR 1/8HP 235V 50/60HZ [A] 压到输送机轴上。将电机轴中的槽与输送机轴上的键 [2] 对齐。
将电机连接到输送机头。
安装电缆夹 [1]。
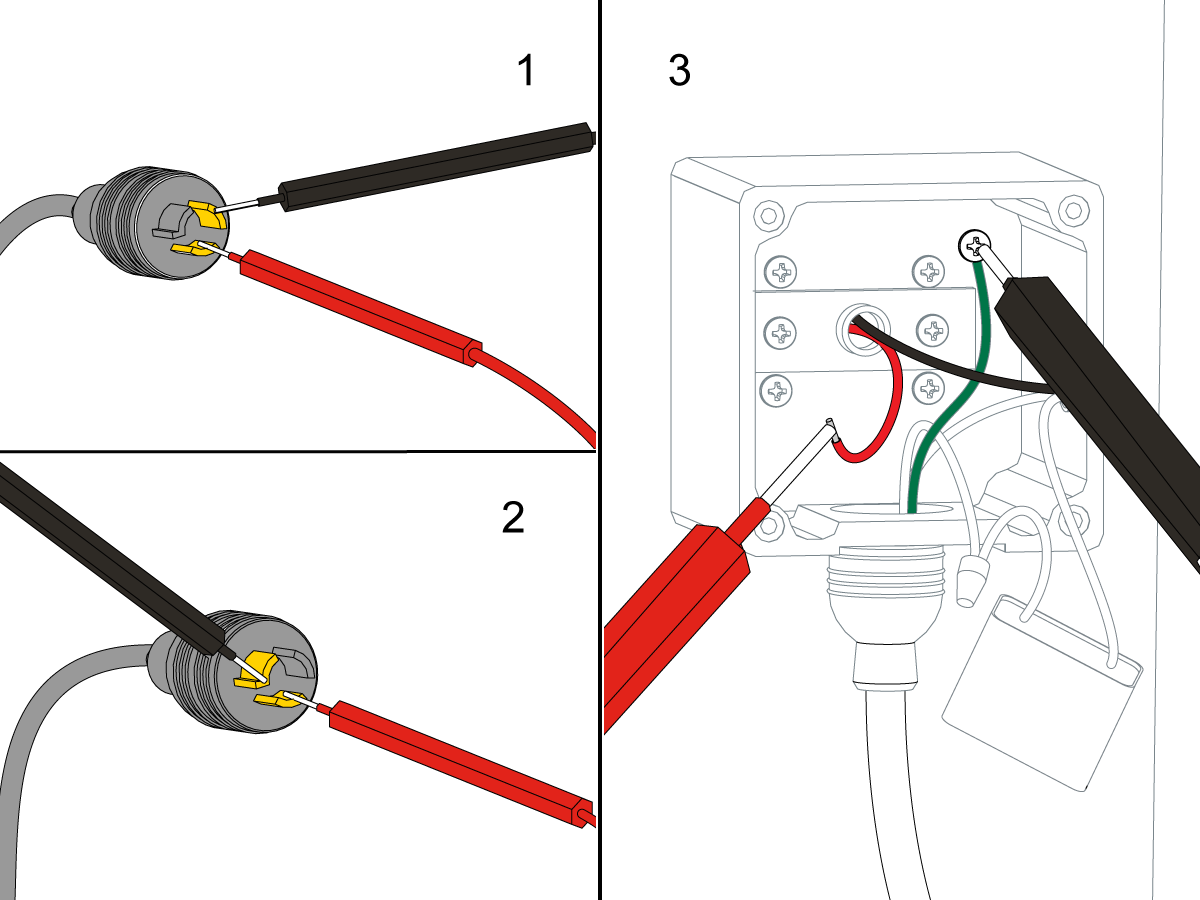
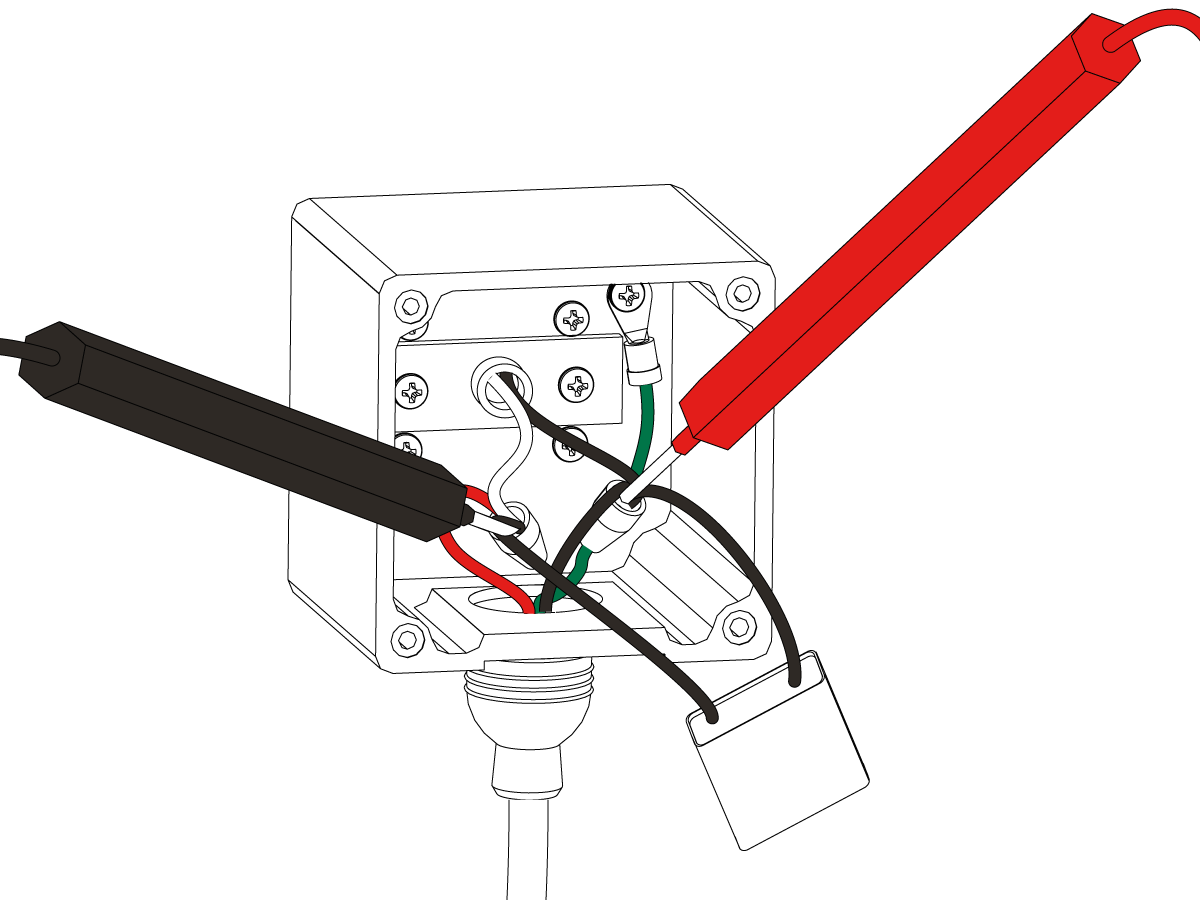
连接电缆。
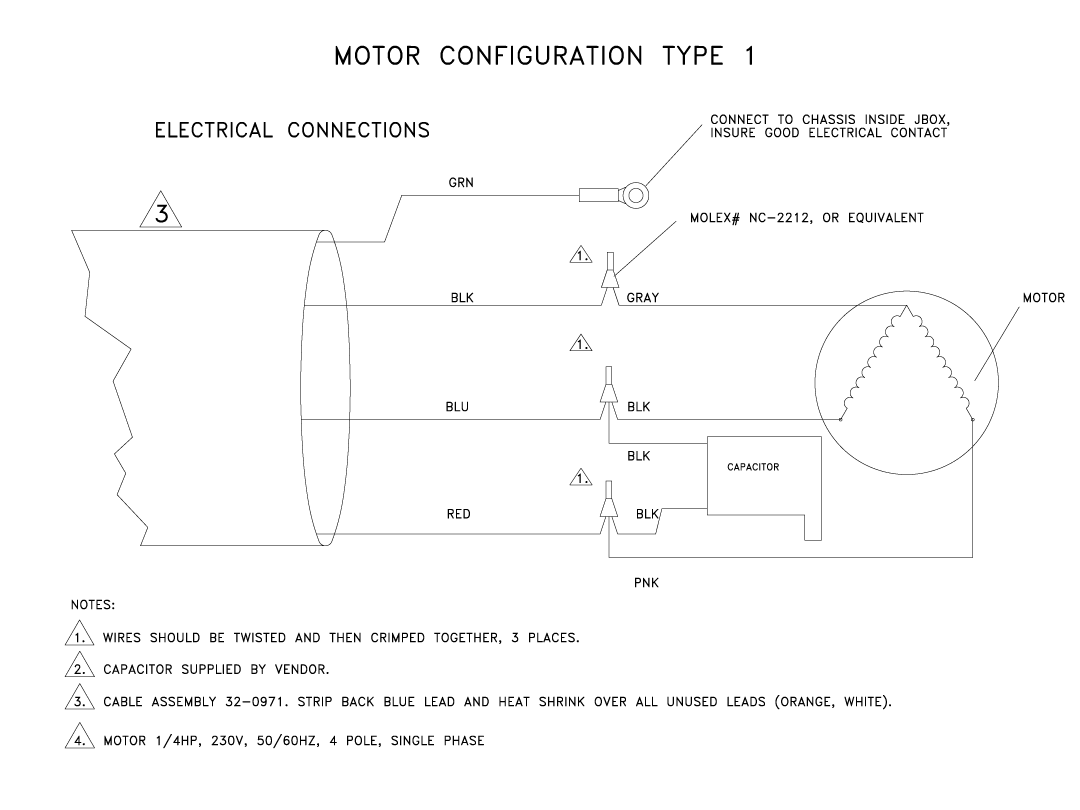
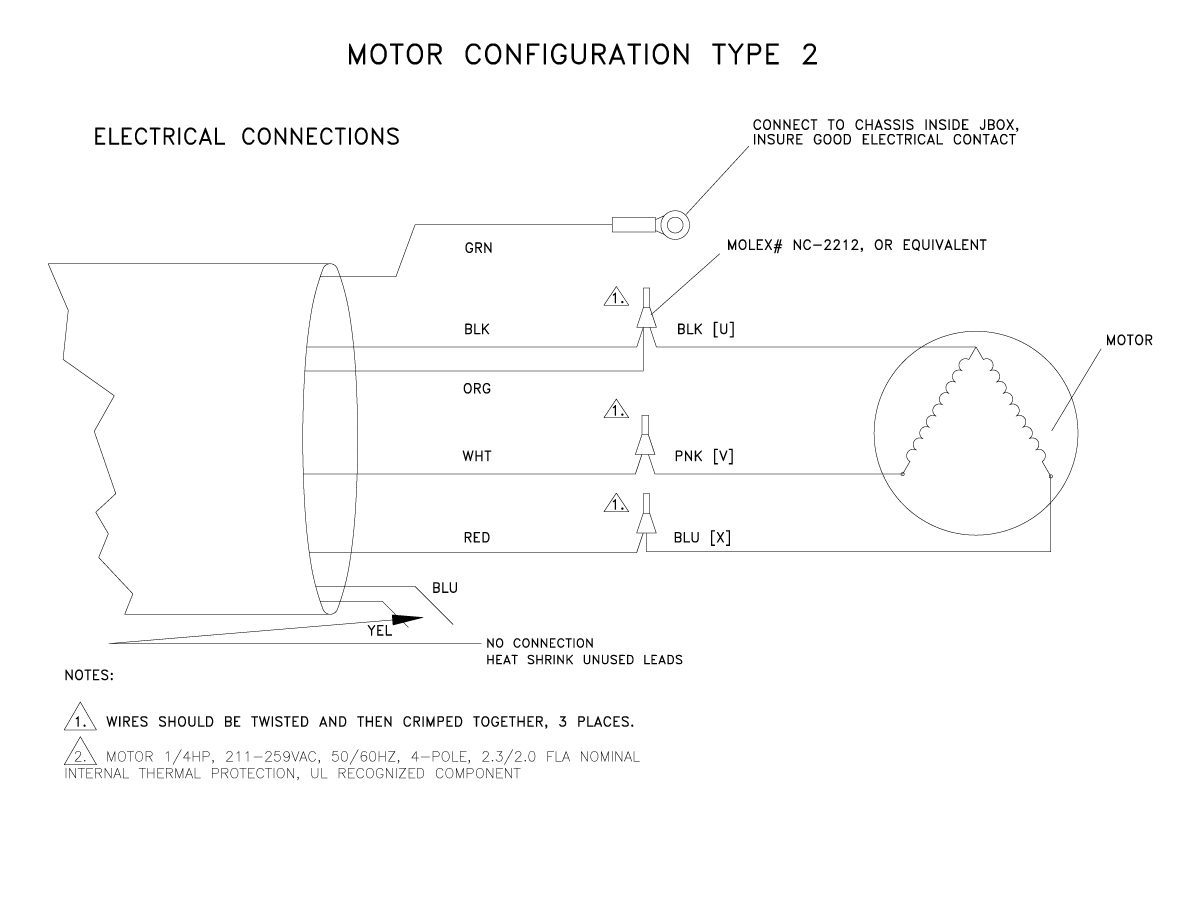
如果必须修改电机附带的电缆,请执行此步骤。
| 电缆电缆 | 连接到: | |
| 蓝色 | 电容器/电机黑色 | |
| 红 | 电容器/电机棕色 | |
| 黑 | 电机灰色 | |
| 绿色 | 地面 | |
| 黄色 | 盖关闭 - 无连接 | |
| 橙 | 盖关闭 - 无连接 | |
| 白色 | 盖关闭 - 无连接 |
接通机床电源。
推 [CHIP FWD]。
如果电机接线正确,排屑器将向前移动。
推 [CHIP REV].
如果电机接线正确,则排屑器向后移动。
注意:要在输送机上获得正确的技术支持,需要拍摄输送机铭牌和电机隔离板照片,且图片应清晰。
| 症状 | 可能的原因 | 纠正措施 |
| 输送机无法启动。 | 断路器跳闸。 | 检查电机或电缆是否存在短路。请参见 电机电缆检查部分。 |
| 从 I/O PCB 到电机没有电源。 | 验证 I/O PCB 和电机的电压。 | |
| 熔断保险丝(I/O 版 R 和更早版本)。 | 检查 I/O PCB 上的保险丝。 | |
| 输送机电容器有故障。 | 检查输送机电机电容器有无损坏。 | |
| 仅适用于 CDF 输送机:230V 系统未打开,电机驱动 PCB 上的红色 LED 熄灭。 | 电机驱动 PCB 上的跳线位置 不正确或有故障。 | 确保电机驱动 PCB 在引脚 1 和 2 (底部两个引脚)之间的 P3 上安装了跳线。 |
| 没有 12V 输入电源。 | 确保 12V 输入电源连接到电机驱动器 PCB 上的 P2 。 | |
| 螺旋钻有噪音或向前和反向之间振荡。 | 切屑堆积如数。 | 清除过多的碎屑和任何障碍物。 |
| 传送带损坏。 | 检查传送带并修理或更换。 | |
| 传送带张力不正确。 | 设置皮带张力。 | |
| 螺旋钻有噪音或向前和反向之间振荡。然后生成 警报 9906 排屑器故障。 | 存在过多的切屑积聚或阻塞。 | 清除螺旋槽槽和切屑槽中的所有切屑和阻塞物。 |
没有切屑堆积或堵塞,机床产生 警报 9906 排屑器故障 |
螺旋钻电机卡住。 | 机床正在检测过流情况。从 0 到 1 或 1 到 0(0 表示过载状态)检查离散输入“排屑器过流”周期。检查电机是否烧坏或卡住。 运行排屑器过流数据收集,请参阅诊断数据收集程序,以了解如何运行数据收集。 |
| 排屑器反转方向,极少甚至没有切屑堆积。 | ||
排屑螺杆、输送机可以在没有操作员操作的情况下启动,甚至在门打开时。 |
机器有软件 100.17.000.1016 | 将软件更新到 100.17.000.2030 或更高版本。此问题已得到纠正,以便输送机永远不会自动重新启动。使用经典 Haas 控制器,操作员可以在门打开时重新启动输送机。2018 年 10 月 10 日之后更新的 NGC 机器将具有严格的门规则,因此这是不可能的。 |
如果输送机已打开,则 M31 正在重新启动输送机计时器。 |
机床在 100.17.000.2030 之前具有软件,每次遇到 M31 时,输送机循环都会不断重新启动。 | 将软件更新到 100.17.000.2030 或更高版本。在新软件中,如果输送机循环已在运行,但处于关闭状态,则 M31 不会重新启动输送机。输送机将遵循当前周期。 |
| 警报 9819 排屑器短路 | 螺旋钻电机起动电容器有故障。 | 检查螺旋钻电机起动电容器有无损坏。 |
| 警报 9848 排屑器电机断开连接 | 从 I/O PCB 到电机没有电源。 | 验证 I/O PCB 和电机的电压。 |
| CDF 输送机在被命令向前运行时向后运行 | 电机接线不正确。 | 验证电机接线,请参考CDF 电机接线部分的接线图。 |
纠正措施:
检查电机电缆有无损坏迹象。检查插头处是否有灼烧痕迹。这可能是由冷却液污染引起的。
测量插头处的电机电源引线 [1] 的电阻。应该有阻力腿到腿。开读表明电机或电缆损坏。
测量电机电源线上的欧姆,从每个电源支腿到插头的接地段 [2]。此读数应打开。
如果电缆在插头处显示接地的短支腿,请断开电机处的电源线,并检查电机电源引线是否连接到电机底盘 [3]。如果读数打开,则电缆有故障。如果任何引线测试短路,则电机短路。
纠正措施:
在 I/O PCB 上查找排屑器电机电缆 140。按 [CHIP FWD]。使用带针尖探头的万用表测量电缆上的黑色和红色导线之间的电压。
按住 [CHIP REV]。测量黑色和白色导线之间的电压。当 I/O PCB 正常工作时,每个电压读数为 240 VAC。
如果 I/O PCB 处的电压正常,请打开输送机电机接线盒。使用带针尖探头的万用表检查电机电源引线上的电压。
如果没有电压,请检查电机和电缆。如果有电压,请检查电容器。如果验证电压和电容器是否正确,则检查电机驱动轴和钥匙道。

纠正措施:
检查 I/O PCB 右下角的保险丝(保险丝类型:AGC 5amp):
电机或电缆短路可能熔断保险丝

纠正措施:
检查输送机电机电容器有无损坏。损坏的电容器通常会在电容器外壳上出现变形或冒泡的迹象。这可能是由电机或电缆短路引起的。
打开电机接线盒。检查电容器。查找箱子上的烧伤痕迹。
测量电容器。大多数万用表可在手动激活时测量电容(转到正确的测量单位,然后按下黄色按钮)。如电容器外壳上所述,它应为 6 或 9 微法拉。
纠正措施:
清除切屑和障碍物。确保针对生产的切屑优化输送机设置。

纠正措施:
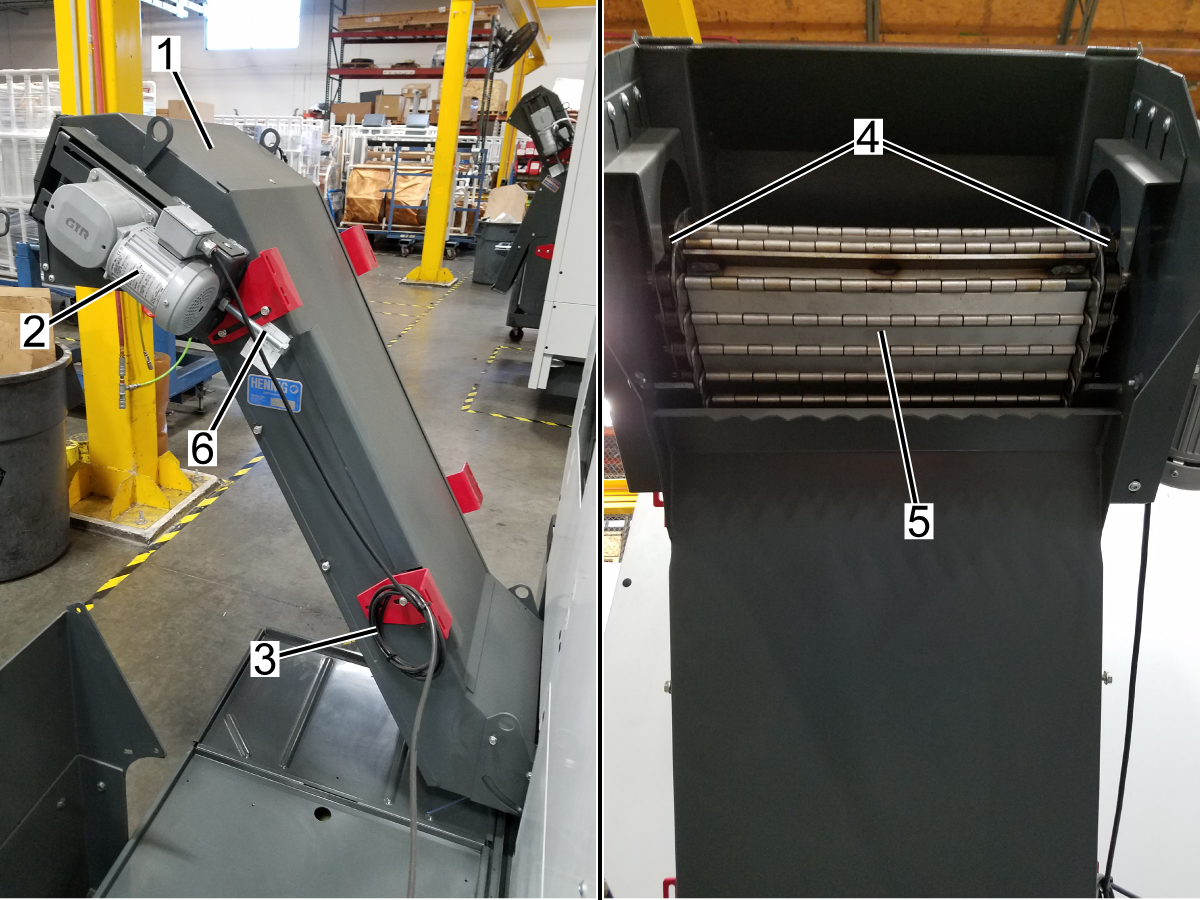
检查传送带有无损坏。
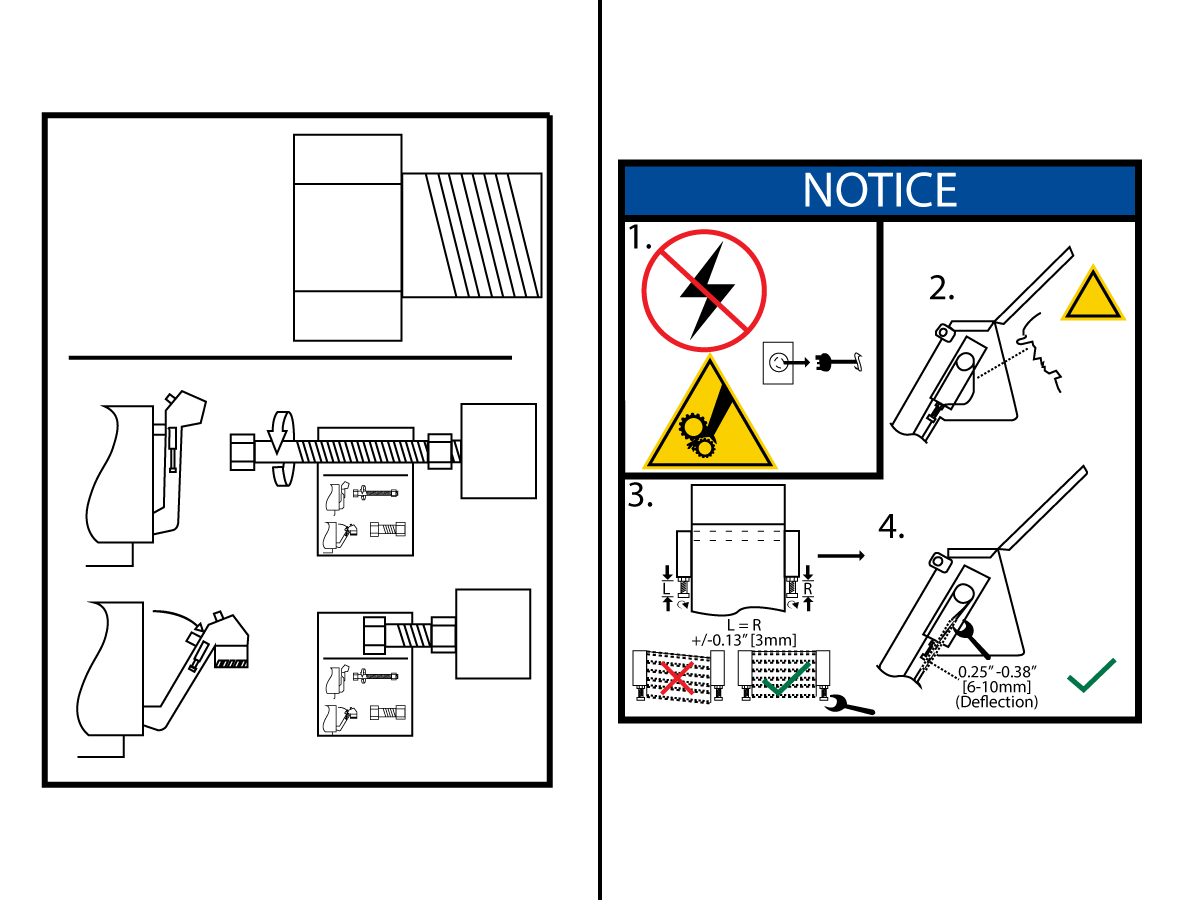
纠正措施:
谨慎:确保皮带张力正确。请参阅机器侧面的标贴。约根森输送机的正确皮带松弛为 0.25Jorgensen - 0.38 (6 - 10 毫米)。Hennig 输送机的正确皮带松弛为 0.12Hennig - 0.25" (3 - 6 毫米)。
按 [CHIP FWD] 运行输送机,如果输送机反转运行,请检查电机接线并确认接线正确。请参考以下接线图。

Hennig CDF 输送机示意图
AD0565
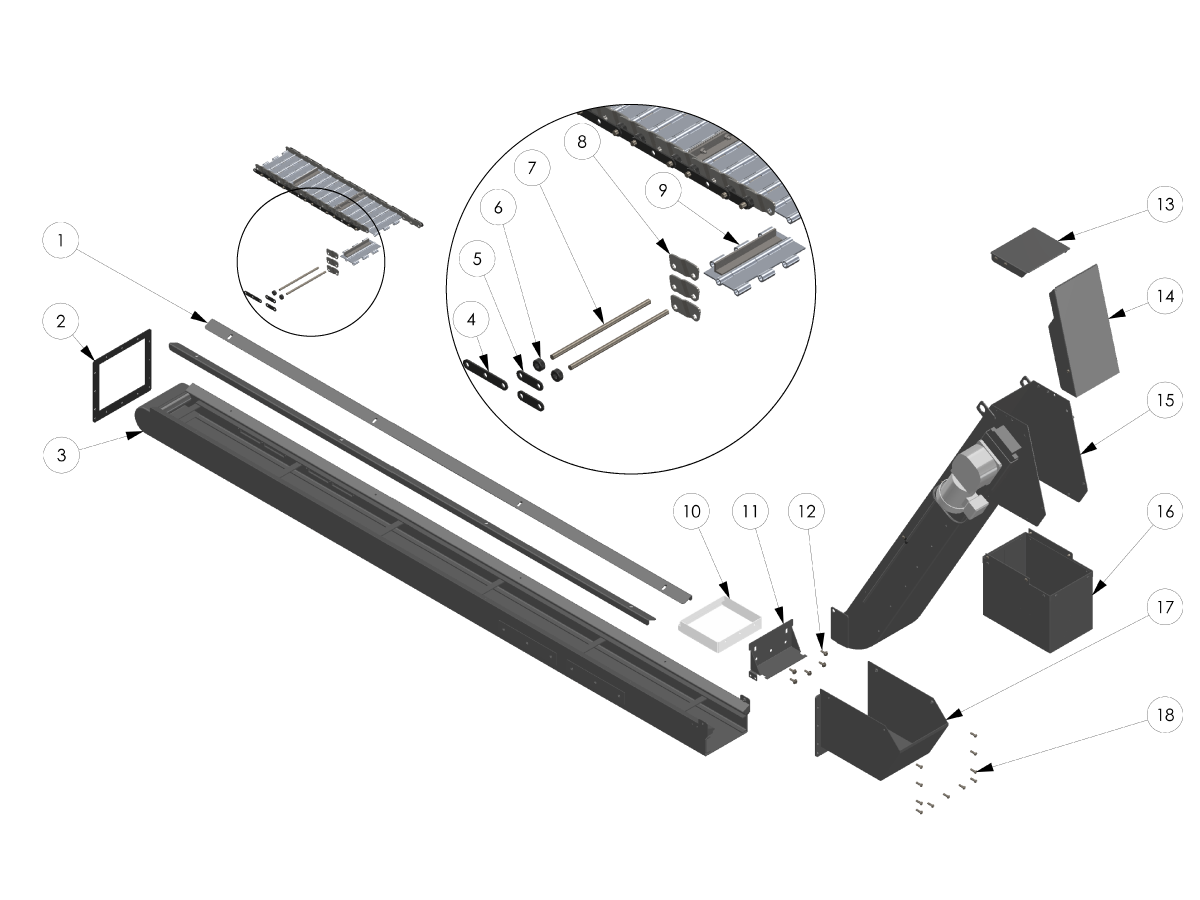
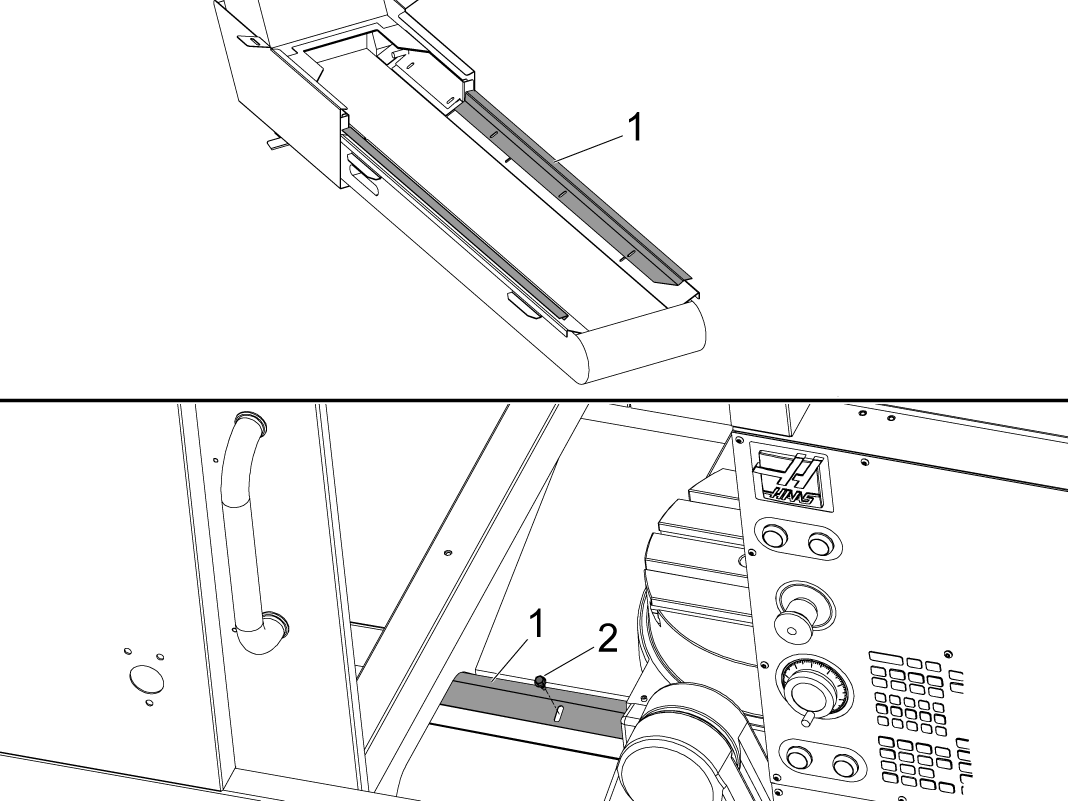
此程序将说明如何为 UMC 系列机床安装排屑器输送道扩展套件。
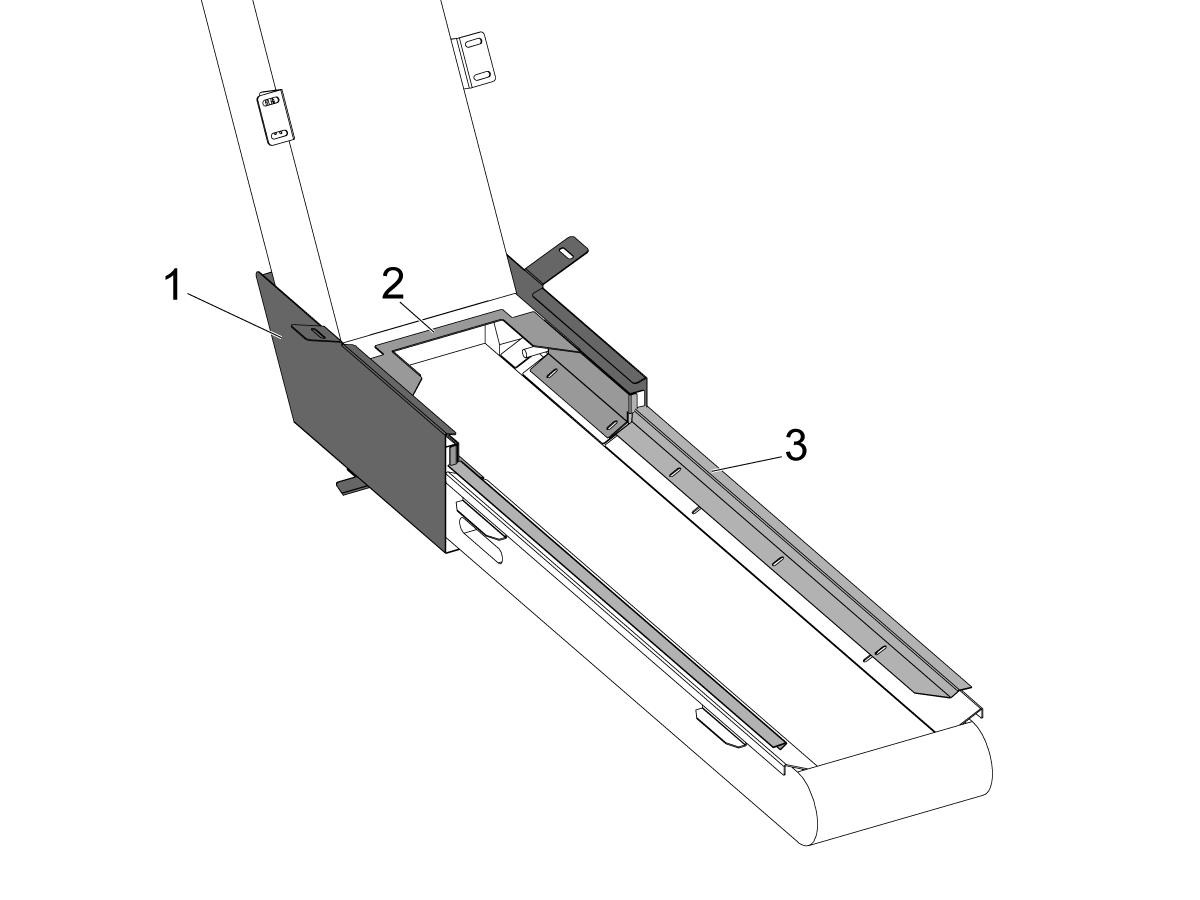
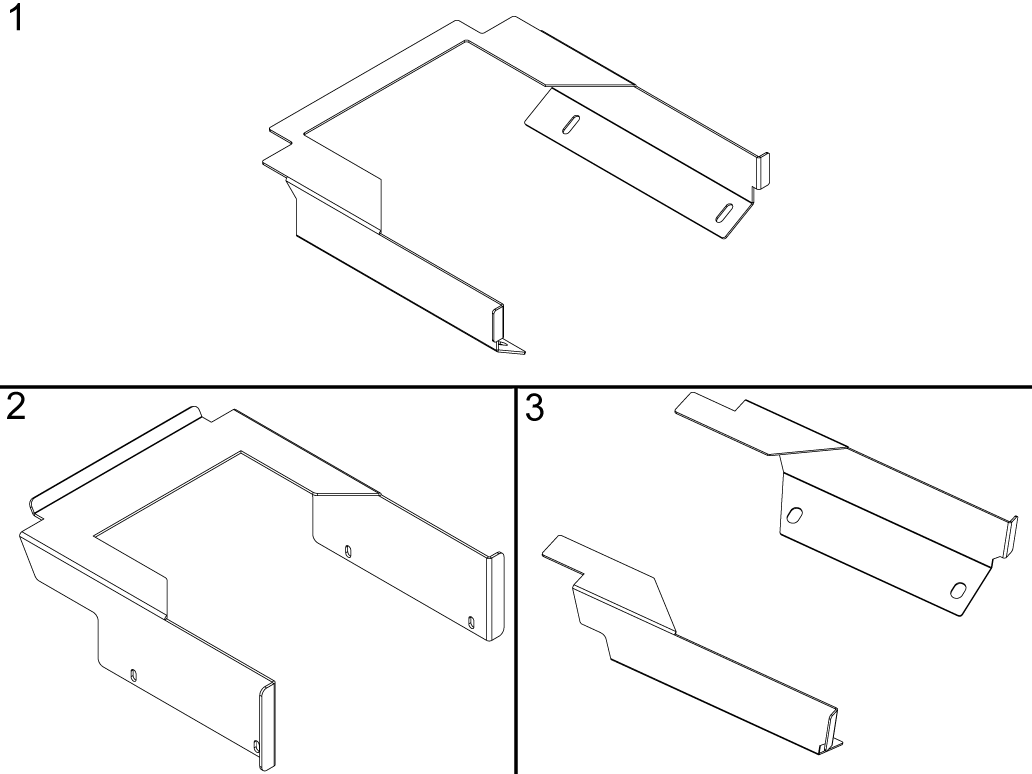
该套件包含三个主要组件,以帮助减少切屑溢出并减少可能导致输送器周围冷却液堵塞的切屑堆积。组件如下:
此过程适用于以下套件:
注意:对于在 2019 年 11 月之前制造的 UMC-500,所提供的配套支架 [2] 可能会干扰钣金。可以使用原配套支架 [2] 代替新的支架。
注意: 对于在 2017 年 10 月至 2020 年 2 月期间制造的 UMC-750/1000,输送道 [1] 可能会干扰护罩。可以使用原输送道 [1] 代替新的输送道。
注意:UMC-500 所需的套件取决于机床上的输送机品牌。对于 UMC-750/1000,93-3409 将适用于所有品牌的输送机。
卸下将传送带连接到护罩 [1] 的螺栓。
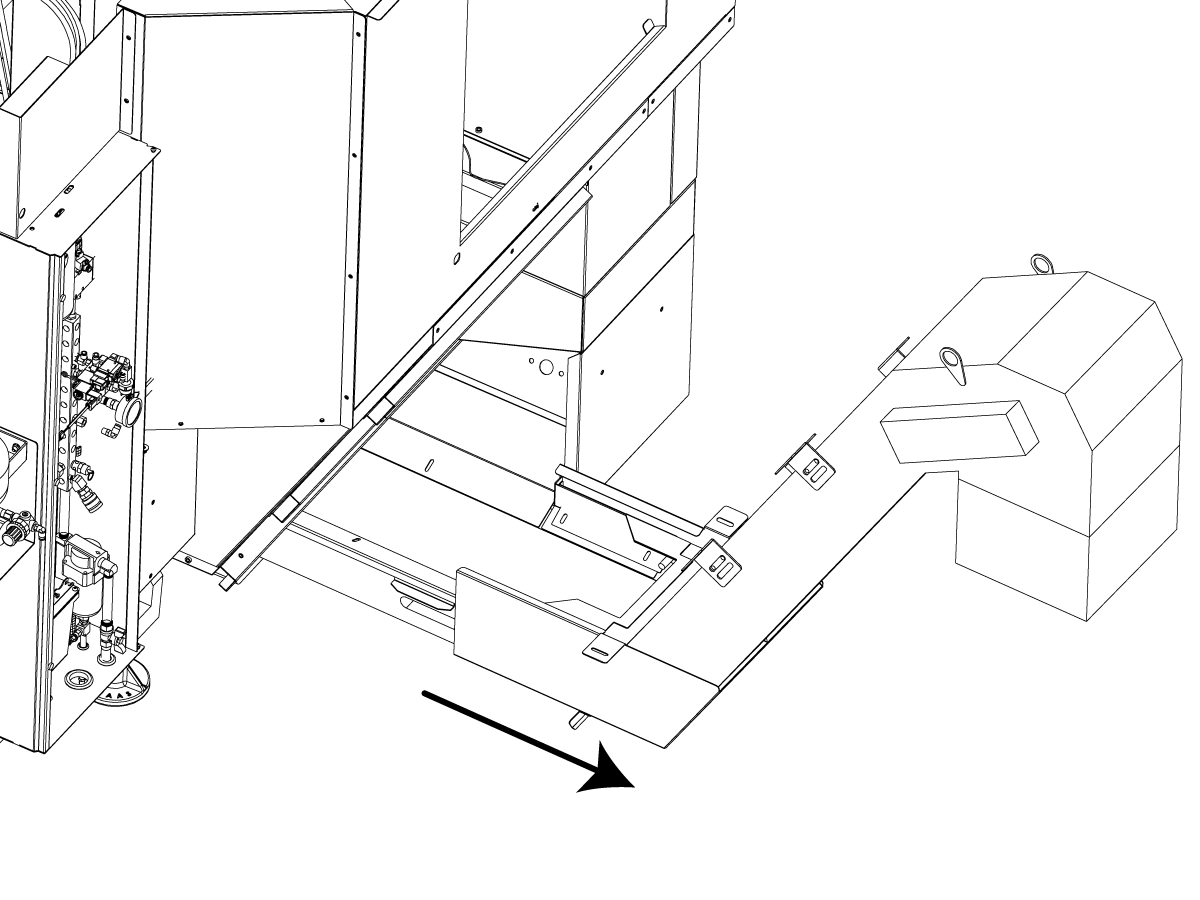
将输送机拉出足够远,以便可以拆除输送道并露出配套支架。
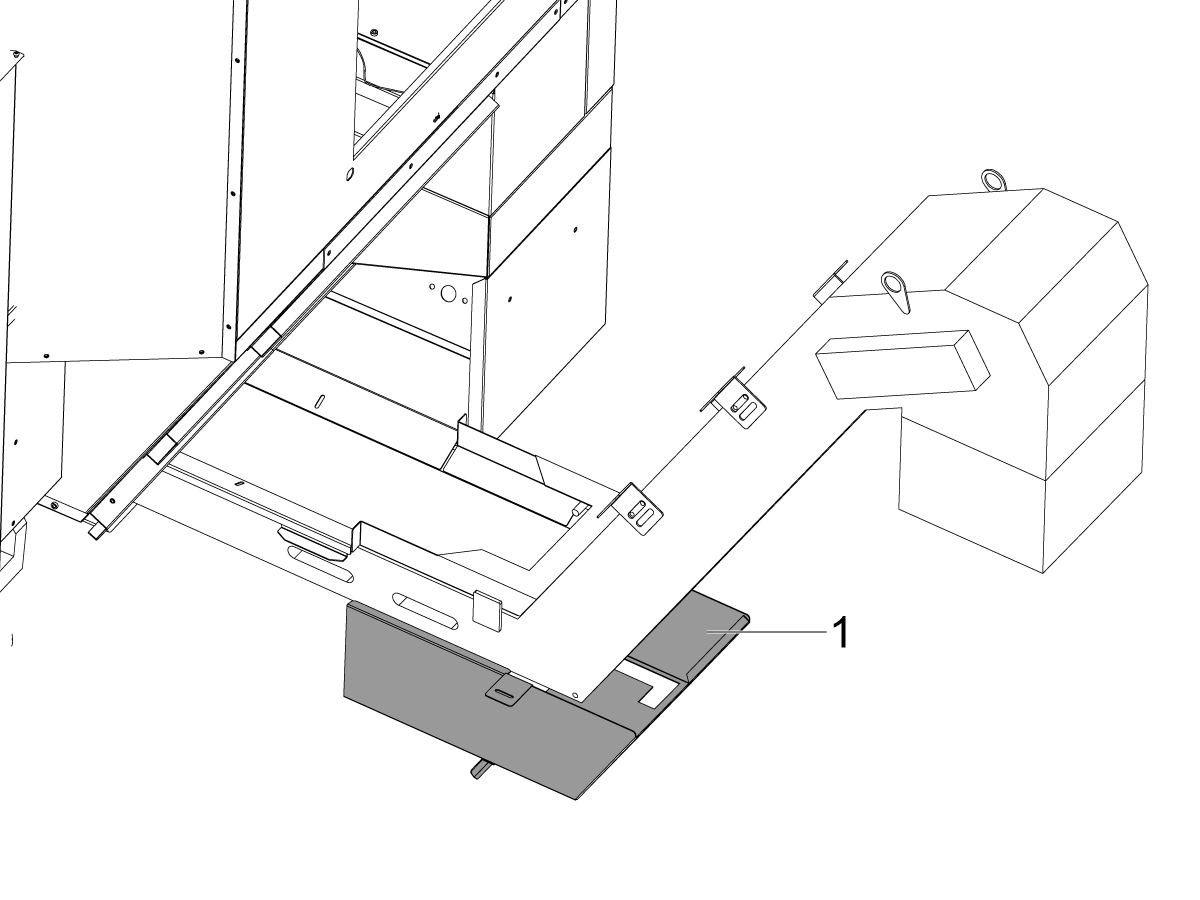
从输送机上拆下输送道,当输送器被拉出时,输送道应该开始脱落。将其更换为套件 [1] 中提供的输送道。
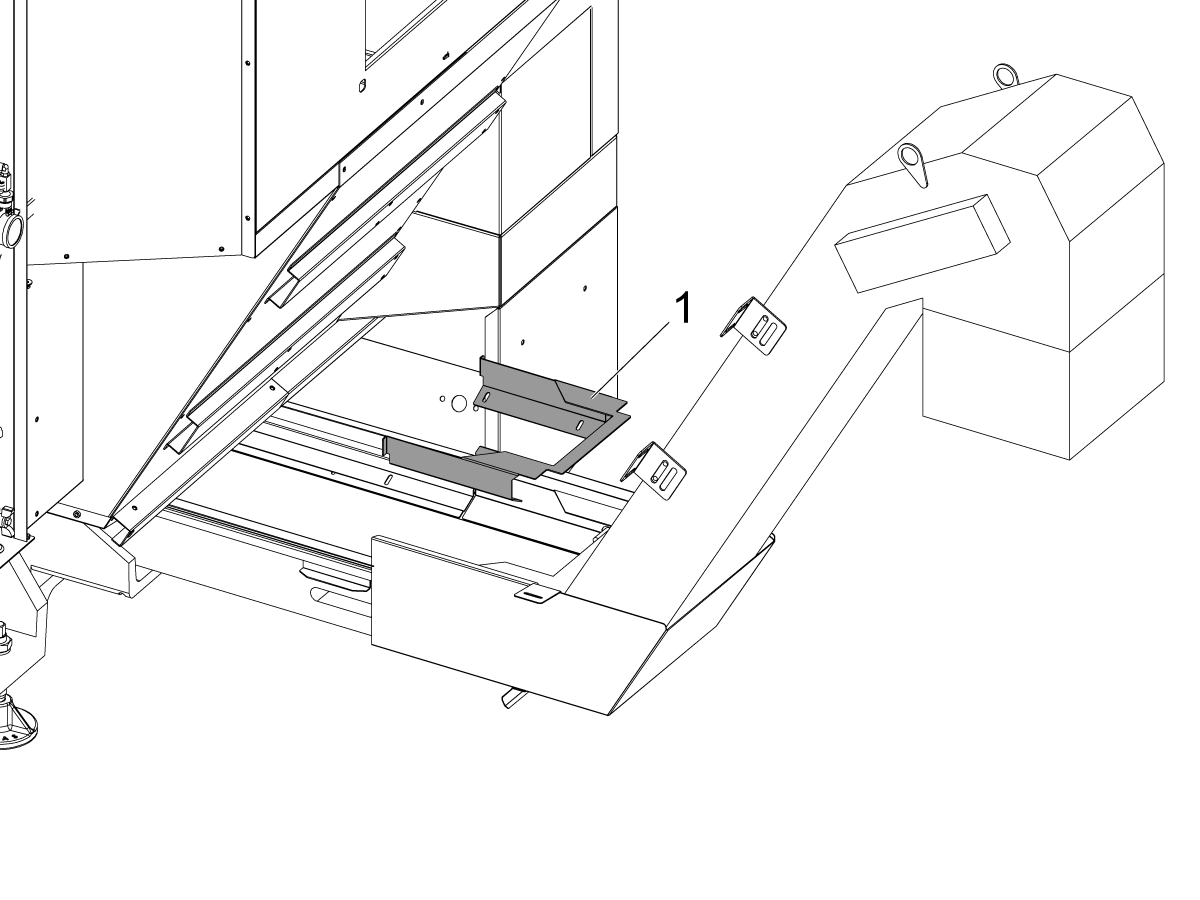
在机翼暴露的情况下,卸下将配套支架固定到输送器上的 4 个螺栓。将其更换为套件 [1] 中提供的配套支架。
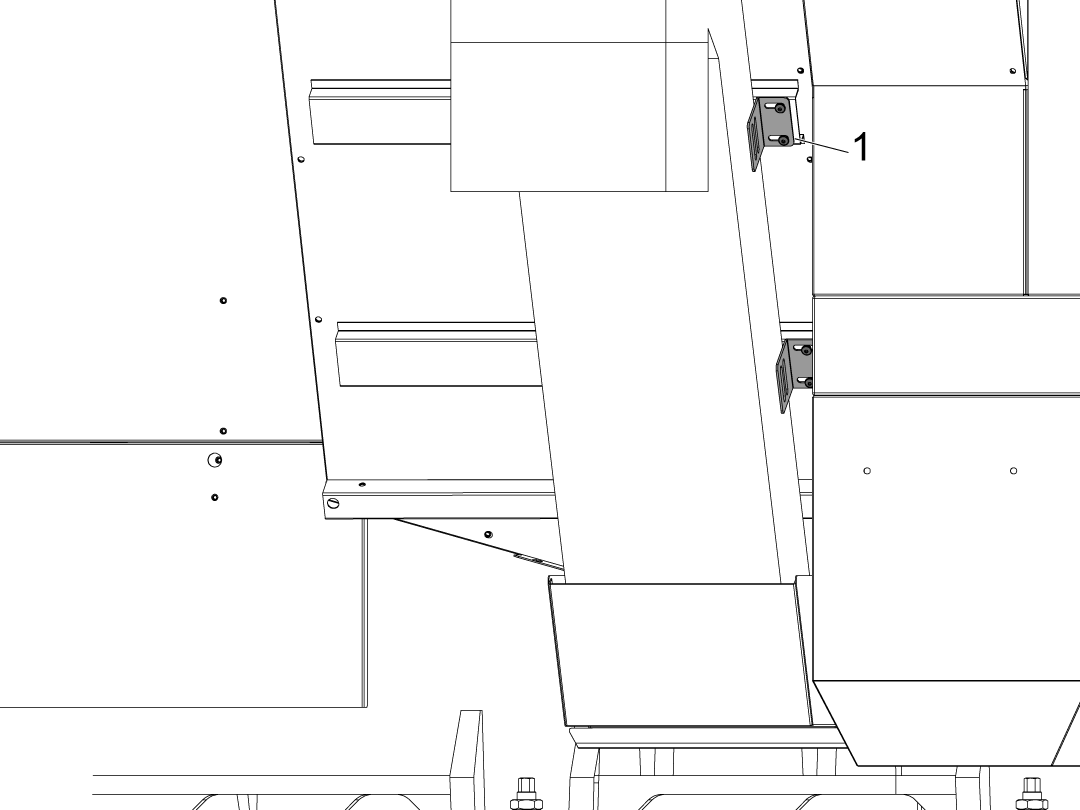
注意:UMC-1000 不使用配套支架,程序的此部分仅适用于 UMC-500/7500。
UMC-500 的配套支架将根据机床上的输送机品牌而有所不同。确保根据图片安装了正确的配套支架:
注意:2019 年 11 月之前制造的机床可能包含有干扰的旧钣金,如果钣金有干扰,请联系 Haas Service 服务中心获取进一步说明。
注意:93-3409, 排屑器管理套件 UMC 750/1000 将有一个配套支架,适用于 UMC-750 的所有品牌的输送机。
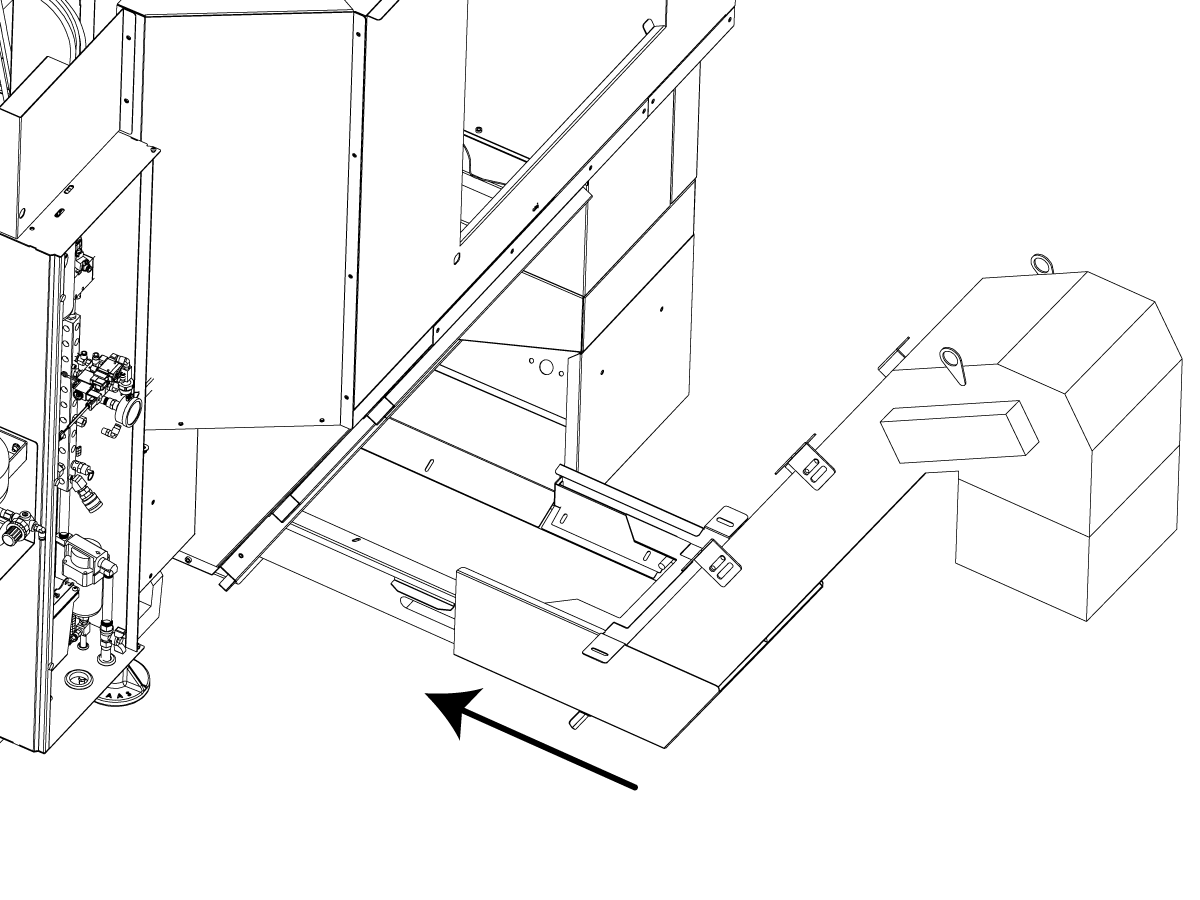
更换输送道和配套支架后,将输送机推回机床内部。
暂时不要将支架用螺栓固定在护罩上。
输送器回到机床中后,推动输送器以在输送器和铸件之间形成间隙。
在输送机顶部和铸件之间插入翼形支架 [1]。确保配套支架的肩部抵住翼形支架。
支架就位后,在支架插槽的顶部安装自攻螺丝。这将让您能够在必要时将支架向上移动以与铸件相接。
注意:确保支架楔在铸件和输送器之间以形成密封,从而切屑不会从间隙泄漏。
重新安装将传送带连接到护罩 [1] 的螺栓。
注意:要在输送机上获得正确的技术支持,需要拍摄输送机铭牌和电机隔离板照片,且图片应清晰。
| 症状 | 可能的原因 | 纠正措施 |
| 输送机无法启动。 | 断路器跳闸。 | 检查电机或电缆是否存在短路。请参见 电机电缆检查部分。 |
| 从 I/O PCB 到电机没有电源。 | 验证 I/O PCB 和电机的电压。 | |
| 熔断保险丝(I/O 版 R 和更早版本)。 | 检查 I/O PCB 上的保险丝。 | |
| 输送机电容器有故障。 | 检查输送机电机电容器有无损坏。 | |
| 仅适用于 CDF 输送机:230V 系统未打开,电机驱动 PCB 上的红色 LED 熄灭。 | 电机驱动 PCB 上的跳线位置 不正确或有故障。 | 确保电机驱动 PCB 在引脚 1 和 2 (底部两个引脚)之间的 P3 上安装了跳线。 |
| 没有 12V 输入电源。 | 确保 12V 输入电源连接到电机驱动器 PCB 上的 P2 。 | |
| 螺旋钻有噪音或向前和反向之间振荡。 | 切屑堆积如数。 | 清除过多的碎屑和任何障碍物。 |
| 传送带损坏。 | 检查传送带并修理或更换。 | |
| 传送带张力不正确。 | 设置皮带张力。 | |
| 螺旋钻有噪音或向前和反向之间振荡。然后生成 警报 9906 排屑器故障。 | 存在过多的切屑积聚或阻塞。 | 清除螺旋槽槽和切屑槽中的所有切屑和阻塞物。 |
没有切屑堆积或堵塞,机床产生 警报 9906 排屑器故障 |
螺旋钻电机卡住。 | 机床正在检测过流情况。从 0 到 1 或 1 到 0(0 表示过载状态)检查离散输入“排屑器过流”周期。检查电机是否烧坏或卡住。 运行排屑器过流数据收集,请参阅诊断数据收集程序,以了解如何运行数据收集。 |
| 排屑器反转方向,极少甚至没有切屑堆积。 | ||
排屑螺杆、输送机可以在没有操作员操作的情况下启动,甚至在门打开时。 |
机器有软件 100.17.000.1016 | 将软件更新到 100.17.000.2030 或更高版本。此问题已得到纠正,以便输送机永远不会自动重新启动。使用经典 Haas 控制器,操作员可以在门打开时重新启动输送机。2018 年 10 月 10 日之后更新的 NGC 机器将具有严格的门规则,因此这是不可能的。 |
如果输送机已打开,则 M31 正在重新启动输送机计时器。 |
机床在 100.17.000.2030 之前具有软件,每次遇到 M31 时,输送机循环都会不断重新启动。 | 将软件更新到 100.17.000.2030 或更高版本。在新软件中,如果输送机循环已在运行,但处于关闭状态,则 M31 不会重新启动输送机。输送机将遵循当前周期。 |
| 警报 9819 排屑器短路 | 螺旋钻电机起动电容器有故障。 | 检查螺旋钻电机起动电容器有无损坏。 |
| 警报 9848 排屑器电机断开连接 | 从 I/O PCB 到电机没有电源。 | 验证 I/O PCB 和电机的电压。 |
| CDF 输送机在被命令向前运行时向后运行 | 电机接线不正确。 | 验证电机接线,请参考CDF 电机接线部分的接线图。 |
纠正措施:
检查电机电缆有无损坏迹象。检查插头处是否有灼烧痕迹。这可能是由冷却液污染引起的。
测量插头处的电机电源引线 [1] 的电阻。应该有阻力腿到腿。开读表明电机或电缆损坏。
测量电机电源线上的欧姆,从每个电源支腿到插头的接地段 [2]。此读数应打开。
如果电缆在插头处显示接地的短支腿,请断开电机处的电源线,并检查电机电源引线是否连接到电机底盘 [3]。如果读数打开,则电缆有故障。如果任何引线测试短路,则电机短路。
纠正措施:
在 I/O PCB 上查找排屑器电机电缆 140。按 [CHIP FWD]。使用带针尖探头的万用表测量电缆上的黑色和红色导线之间的电压。
按住 [CHIP REV]。测量黑色和白色导线之间的电压。当 I/O PCB 正常工作时,每个电压读数为 240 VAC。
如果 I/O PCB 处的电压正常,请打开输送机电机接线盒。使用带针尖探头的万用表检查电机电源引线上的电压。
如果没有电压,请检查电机和电缆。如果有电压,请检查电容器。如果验证电压和电容器是否正确,则检查电机驱动轴和钥匙道。
纠正措施:
检查 I/O PCB 右下角的保险丝(保险丝类型:AGC 5amp):
电机或电缆短路可能熔断保险丝
纠正措施:
检查输送机电机电容器有无损坏。损坏的电容器通常会在电容器外壳上出现变形或冒泡的迹象。这可能是由电机或电缆短路引起的。
打开电机接线盒。检查电容器。查找箱子上的烧伤痕迹。
测量电容器。大多数万用表可在手动激活时测量电容(转到正确的测量单位,然后按下黄色按钮)。如电容器外壳上所述,它应为 6 或 9 微法拉。
纠正措施:
清除切屑和障碍物。确保针对生产的切屑优化输送机设置。
纠正措施:
检查传送带有无损坏。
纠正措施:
谨慎:确保皮带张力正确。请参阅机器侧面的标贴。约根森输送机的正确皮带松弛为 0.25Jorgensen - 0.38 (6 - 10 毫米)。Hennig 输送机的正确皮带松弛为 0.12Hennig - 0.25" (3 - 6 毫米)。
按 [CHIP FWD] 运行输送机,如果输送机反转运行,请检查电机接线并确认接线正确。请参考以下接线图。
Hennig CDF 输送机示意图
Recently Viewed Items
You Have No Recently Viewed Items Yet

此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING 接受以下条件:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255





