
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.
Revision A - 06/2025
The following service video provides information on troubleshooting analog inputs.
Note: This service video is for reference only and does not replace the written procedure.
A Haas machine, depending on the vintage, has anywhere between one and eight analog sensors in various systems throughout the machine. All of these sensors share a common ground. A problem with one of these sensors could potentially affect the signal from all of them, making troubleshooting difficult. If you are troubleshooting a problem with any of these sensors, their cables or the Maincon/ I/O PCB follow these simple steps:
Note: Some signals may take up to 30 seconds to react.
Note: The cable or the sensor are more likely to be the cause of the problem than the Maincon / I/O PCB.
| Symptom | Possible Cause | Corrective Action |
| Alarm 120 Low Air Pressure Or Flow | The compressed air supplied to the machine is below the minimum pressure or flow required. | Check for contamination in air pressure sensor. If contamination is found, sensor must be replaced. Important: Ensure that air supply to the machine is clean and dry to avoid repeat failures. |
| Alarm 9916 EXCESSIVE THERMAL COMPENSATION DISTANCE | There is electrical noise on the signal or the thermal sensor is faulty. | Check the thermal sensor input in diagnostics and see if the signal is fluctuating. If signal is fluctuating, inspect the amplifiers and make sure there is a ferrite bead on ALL axis power cables. Check for loose connection or damage to the thermal sensor cable. If all checks have been done the thermal sensor is faulty. |
| Alarm 9940 AXIS THERMAL SENSOR FAULT | There is electrical noise on the signal or the thermal sensor is faulty. | Check the thermal sensor input in diagnostics and see if the signal is fluctuating. If signal is fluctuating, inspect the amplifiers and make sure there is a ferrite bead on ALL axis power cables. Check for loose connection or damage to the thermal sensor cable. If all checks have been done the thermal sensor is faulty. |
| The cable or sensor is disconnected. | Check for loose connection or damage to the thermal sensor cable. | |
At Power On: Alarm 4.9940 AXIS THERMAL SENSOR FAULT Is generated. |
The I/O Main Firmware is outdated. | Make sure the I/O Main Firmware is version 4.09 or higher. Refer to the I/O Firmware Upgrade procedure. |
After software update machine generates Alarm 4.9916 / 9916 EXCESSIVE THERMAL COMPENSATION DISTANCE OR 4.9940 / 9940 AXIS THERMAL SENSOR FAULT |
Invalid I/O configuration files. | Make sure that the thermal sensor is mapped to the correct I/O analog input. |
| This applies to UMC machines: Axis thermal sensor cable is plugged into the wrong analog input. | Make sure the axis thermal sensor cable is plugged into P45 on the I/O PCB. | |
| There is electrical noise on the signal or the thermal sensor is faulty. | Check the thermal sensor input in diagnostics and see if the signal is fluctuating. If signal is fluctuating, inspect the amplifiers and make sure there is a ferrite bead on ALL axis power cables. Check for loose connection or damage to the thermal sensor cable. If all checks have been done the thermal sensor is faulty. | |
| ALARM 9941 CRASH DETECTED (spindle head accelerometer) | The machine detected a crash | Verify the program machine movements to make sure the machine does not crash |
| The Accelerometer unit, cable or spindle head CAN board is damaged |
|
|
| ALARM 966 EXCESSIVE TOOL IMBALANCE (board accelerometer) | Excessive tool vibration is generated by on board accelerometer | Verify that everything is properly balanced, such as tools and spindles |
Reduce sensitivity using Setting 245
NOTE: Setting 245 will not persist when the power is cycled Please refer to the Accelerometer Troubleshooting Guide for further information |
||
| Spindle motor temperature sensor fluctuating | Electrical noise around that area. | A ground wire should added from the motor lift bracket to the spindle heat shield. Refer to: HSG-N 08-23-2024. |
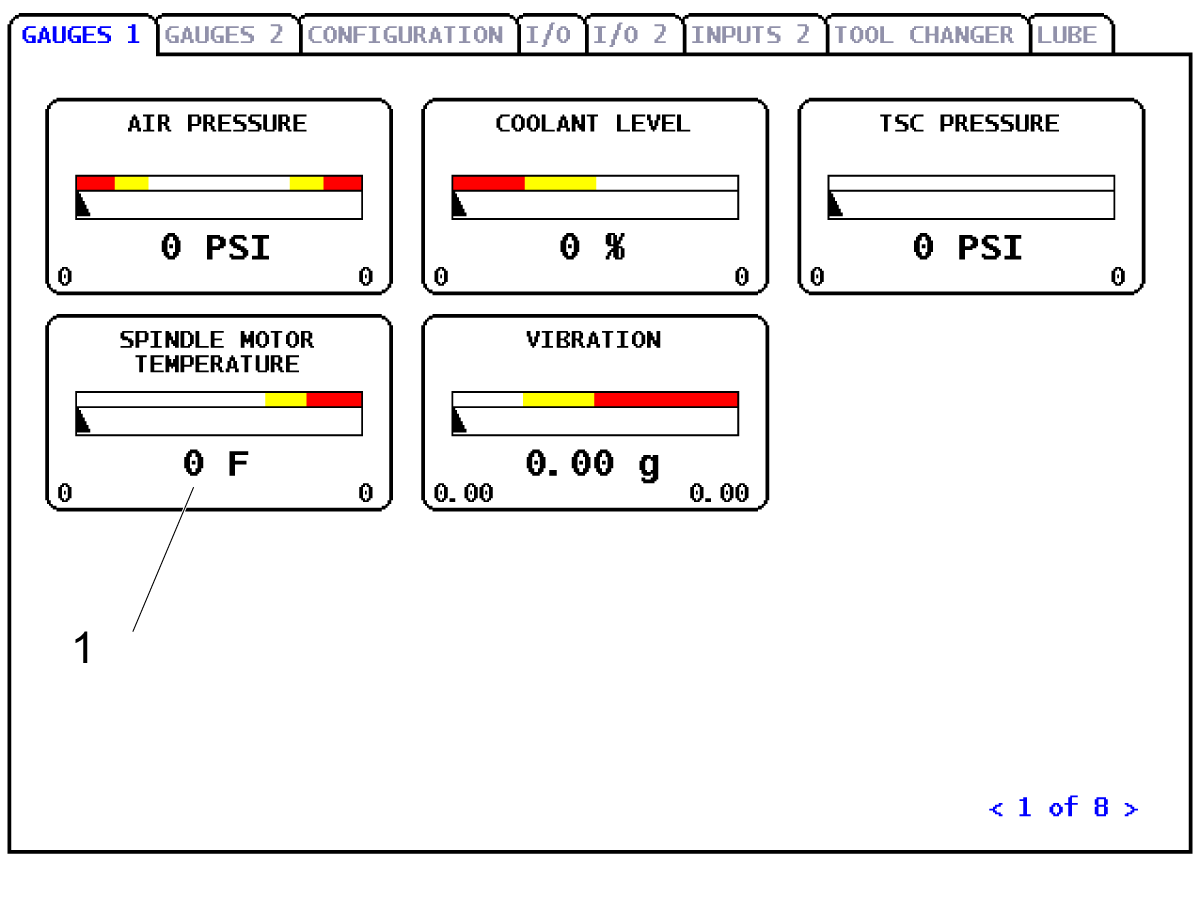
Note: The connector location of these sensors can change, please check the location on the screen. Press [DIAGNOSTIC] and go to the I/O tab and search for keyword "ANALOG" and press [F1].
The raw data analog sensors that are connected to the Maincon PCB, can be view under the Mocon tab.
| Gauge Name / Analog Sensor |
Analog Sensor Location |
Analog Sensor Connector Location* |
Alarm / Warning |
Mills: TSC Pressure Lathe: HPC Pressure |
Mills: On the TSC pump. Lathe: On the HPC pump. |
I/O PCB P39.21 |
Mills: Alarm 151 LOW THRU-SPINDLE COOLANT Lathe: Alarm 8151 HPC LOW PRESSURE. |
| EC-1600: Y-axis temperature sensor. | On the Y-axis column. | I/O PCB P39.19 | N/A |
| Lathe: X-axis temperature sensor. |
On the X-axis ballscrew ballnut. |
I/O PCB P2.14 | N/A |
| Coolant Level |
On the coolant level float. |
I/O PCB P43.1 | Low coolant Icon will apper when the coolant level is low. The Low Coolant Concentrate icon will appear when machine is equipped with the Coolant Refill option. |
| Coolant Temperature | On the coolant filter. | I/O PCB P44.1 | This temperature is for display purposes only and is shown on the gauge tab if the hardware is installed and enabled. |
| HPU Low Hydraulic Pressure | On the hydraulic power unit. | I/O PCB P48.7 | Alarm 8134 LOW HYDRAULIC PRESSURE ON START Note: UMC's that are equipped with Hydraulic Brakes for the B and C-axis can generate this alarm after a software upgrade if the hydraulic analog pressure sensor input is not mapped correctly. Make sure the IO Configuration file has the correct mapping. |
| HPU Oil Temperature |
On the hydraulic power unit. |
I/O PCB P46.1 | Alarm 2096 HPU OIL TEMPERATURE TOO HIGH |
| Spindle Temperature | On the spindle head. | I/O PCB P39.24 | This temperature is for display purposes only and is shown on the gauge tab if the hardware is installed and enabled. |
| Spindle Motor Temperature |
On the spindle motor . |
I/O PCB P39.22 | Alarm 254 SPINDLE MOTOR OVERHEAT |
| Analog Air Pressure |
On the air-lube cabinet. |
I/O PCB P34.5 | Alarm 120 LOW AIR PRESSURE |
| Ambient Temperature | On the base casting. | I/O PCB P51.1 | This temperature is for display purposes only and is shown on the gauge tab if the hardware is installed and enabled. |
| DC Voltage |
Inside the vector drive (the sensor is not serviceable). |
Maincon PCB J16 | Alarm 160 LOW INCOMING LINE VOLTAGE |
| AC Line Voltage |
On the power-fail-detect-module (the sensor is not serviceable). |
Maincon PCB J3 | Alarm 937 INPUT LINE POWER FAULT |
| Electronics Temperature |
On the Maincon PCB (the sensor is not serviceable). |
N/A | Alarm 253 ELECTRONICS OVERHEAT |
Recently Viewed Items
You Have No Recently Viewed Items Yet

美元价格不包括关税、报关费用、保险费、增值税及运费。
USD prices DO NOT include customs duty, customs fees, insurance, VAT, or freight.
人民币价格包含关税、报关费用、货运保险和增值税, 但不包括运费。
CNY prices include customs duty, customs fees, insurance, and VAT. DOES NOT include freight.
此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING ACCEPTS THE FOLLOWING:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255






