/2026-04-VOP-SquareComponent.jpg/_jcr_content/renditions/cq5dam.thumbnail.319.319.png) 增值选件套
增值选件套
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

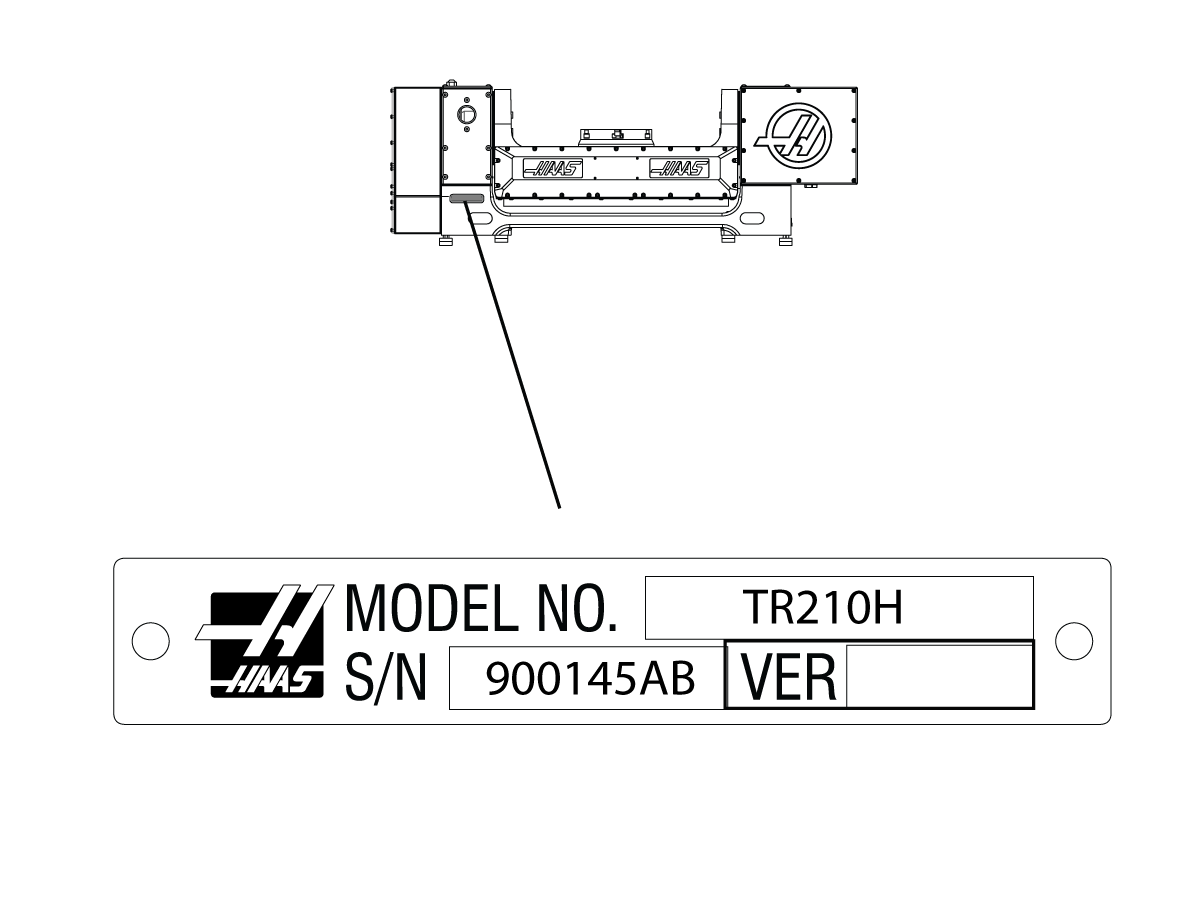
如果不在保修范围内,请不要对转台进行任何类型的维护,请与Haas 专卖店联系,以寻求进一步的帮助。
在更换任何零件之前,请先下载并填写下面的转台检查报告清单。
| 症状 | 可能的原因 | 纠正措施 |
| 警报 5.108、6.108 或 7.108 A、B 或 C 轴伺服过载 | 进给和速度对于工作来说太高了。 | 降低进给和速度。 |
| 切削刀具不锋利或损坏。 | 安装新设备或新工具插入。 | |
| 行驶轴上有机械堵塞。 | 确保轴具有清晰的行驶路径。 | |
| 旋转单元中存在内部机械障碍物。 | 测试旋转单元。 | |
| 旋转单元的制动电磁阀有电气故障。 | 对电磁阀进行故障排除。 | |
| 伺服放大器有问题 | 对伺服放大器进行故障排除。 | |
| 警报 5.103、6.103、 7.103 A、B 或 C 轴伺服错误太大 | 气动制动器未松开。 | 移除转台的所有空气,查看装置旋转时是否无警报。 |
| 编码器连接或电源故障。 | 检查电机编码器和电源线缆连接。 | |
| 加工零件具有不准确的特征 | 旋转中失去运动或反向间隙。 | 进行旋转反向间隙测试。 |
| 进给和速度对于工作来说太高了。 | 降低进给和速度。 | |
| 耳轴斜 (A) 轴找不到原点。 |
原点传感器或电缆有故障。 | 将倾斜轴从正行程限制轻推到负行程限制。确保 A HOME SWITCH 位更改(在诊断输入 2 屏幕上)。如果位未更改,请更换主开关。 这可以在现场完成。无法在 TR110 装置上完成此操作。 注意: 在软件版本为 18.16A 或更高的机床上看不到A HOME SWITCH更改。 注意: 如果 A 轴(倾斜)移动超过 20 度,则超过机床原点, 按[EMERGENCY STOP]。 |
| 倾斜 (A) 轴不位于水平位置。 |
尚未设置换刀偏置参数。 | 设置旋转盘片平整度: 请参阅 旋转 - TR/TRT/T5C - 盘片平整度 - 调节 程序。 |
| 当使用 T5C/耳轴的 P11, P12 和 P13 参数 时,从 软件版本 100.19.000.1120 开始。当装置被指令归零时,旋转过度。 | 参数 *.161 AXIS HOME SWITCH ACTIVE HIGH 未正确设置为 TRUE 。 | 转到 Haas Service 门户并下载最新的配置文件。参考 更新转台配置文件 - NGC 程序,来更新转台配置文件。 |
警报 5.423、6.423 或 7.423 AA、B 或 C 轴辅助编码器位置不匹配 警报 5.9944、6.9944 或 7.9944 A、B 或 C 轴辅助编码器 Z 故障 警报 5.9945、6.9945 或 7.9945 A、B 或 C 轴辅助编码器 Z 通道丢失 警报 5.9946、6.9946 或 7.9946A、B 或 C 轴辅助编码器线缆故障
|
转台光栅或光栅电缆有故障。 | 检查转台光栅电缆。 |
警报175检测到接地故障 警报 552 断路器跳闸
|
轴电机电缆中存在接地短路。 | 短时间测试轴电机电缆。 |
| 轴电机中存在接地短路。 | 短时间测试轴电机。 | |
| HRC 后密封弹出 | 油位过高。 | 排干机油,直到达到正确液位,然后使用油标示液镜确定油是否已注满。 |
| 内部压力无法释放 | 注意:仅验证该油位、以及油封继续弹出时执行该操作。 用改良的紧固件替换两个断裂紧固件。有关进一步说明,请参阅下面的“后密封弹出”部分。 |
|
警报 5.9918、6.9918 或 7.9918 A、B 或 C 轴 串行编码器内部数据错误 警报 5.9922、6.9922 或 7.9922 A、B 或 C 轴 运动通道故障检测 警报 5.9923、6.9923 或 7.9923 A、B 或 C 轴 软件检测到编码器故障 警报 5.9930、6.9930 或 7.9930 A、B 或 C 轴 串行编码器通信不良 警报 5.9959、6.9959 或 7.9959 A、B 或 C 轴 串行编码器断开 警报 5.9948、6.9948 或 7.9948A、B 或 C 轴辅助编码器串行故障 警报 5.9949、6.9949 或 7.9949 A、B 或 C 轴 软件检测到辅助编码器故障 警报 5.9950、6.9950 或 7.9950 A、B 或 C 轴 软件检测到辅助编码器故障 警报 5.9951、6.9951 或 7.9951 A、B 或 C 轴辅助编码器串行通信故障 警报 5.9960、6.9960 或 7.9960 A、B 或 C 轴辅助串行编码器线缆故障
|
软件已过期。 | 警报已过时 在软件中更新编码器故障新警报。更新到最新版本 100.21.000.1130 或更高版本; 添加了 Mocon 主轴和辅助轴上编码器故障检测的警报 9719 和 9720。 |
| 电机外壳发出漏气/嘶嘶声。电机外壳膨胀。侧板与电机外壳之间有过多的气泡泄漏。油从转盘后面泄漏。 | 压力开关可能已出现故障并且正在泄漏。 | 在护罩盖上安装一个 0-15 PSI 压力表。请勿操作转台制动器。如果压力表显示任何压力,请检查配件、空气管道和压力开关是否泄漏。如果压力开关是泄漏的根源,请在重新安装时更换压力开关并重新密封盖。 |
| HRT160SS 和 HRT210SS 制动助力器组件导致制动器漏气。 | 储液罐中积聚了过多的压力。 | 对制动助力器歧管进行更改以解决此问题。将转台单元送回工厂进行制动助力器升级。 参考 HRT160SS/210SS 歧管识别 部分以查看 A 版本的歧管是否已经装配在制动助力器上。 说明:这不适用于 HRT310SS 。 |
| HRT160SS 和 HRT210SS 制动助力器组件正在释放储液罐进给线路中的压力 | ||
| 自定义转台配置设置生成的自定义转台配置文件无法正确加载。 | 配置文件中的所有 XML 对象都需要有标签 "<name>[contents]</name>"。此标签可能无法正确生成。 | 在文本编辑程序中打开 XML 文件并检查每个 XML 对象具有 nessary 标签。如果缺少该标签,则删除 XML 对象。 |
警报 5.4003、6.4003、7.4003 转台制动器释放失败 警报5.4004、6.4004、7.4004 A 轴轴运动发生时,转台制动器啮合 |
电磁阀故障。 | 测试电磁阀。 |
| 压力开关故障。 | 请检查压力开关,如果有故障,请更换。 注意:更换 HRTSS 上的压力开关时,在使用前必须排空制动器。AD0600 - HRT160SS、HRT210SS 和 HRT310SS 制动器排空说明 |
|
| 未正确读取制动器开关。 | 按 [Diagnostics],,然后导航到 Diagnostics (诊断)--- > MOCON 选项卡,并找到 "CH 4 [A] 轴制动气压"。确保开关正在读取制动器的正确状态,并且在致动时它会改变。 注意: “CH 4 [A] 轴制动气压”输入在软件版本为 100.22.000.1000 至 100.22.000.2000 的某些机床上无法正常工作。
|
|
| 由于排气堵塞,转台外壳中积聚气压。 | 拆下排气盖并清洁碎屑。 | |
| 间歇性 5.4003 A(第 4 轴)转台制动释放故障警报 | 压力开关故障。 | 测试 : 需要在压力开关上进行连续性测试。当制动器接合时,应具有连续性。当它分离时,不应有连续性。 HSG-A 01-18-2023 |
| “CH 4 [A] 轴制动压力”始终显示为“1”,无论状态如何 | 100.000.22.1022及更早版本的软件错误。 | 更新到软件版本 100.23.000.1000 或更高版本 注意:此版本的软件当前未发布。 |
| 转盘、转台或耳轴下漏油。 | 车间的空气压缩机在晚上关闭,气压在上午打开后缓慢积聚。这可能导致 O 形环无法正确就位。 | 将球阀和气压表添加到进入转台的空气管道。在压缩机关闭之前关闭阀门,在压缩机打开且气压高于 85 psi 后打开球阀。 |
| 护罩内部会产生正压。 | 按照本页下方标题为“泄漏压力开关”部分中的说明进行操作 。 | |
| 制动 O 形环损坏或转盘 O 形环损坏。 | 更换已损坏的 O 型环。联系 Haas 专卖店获取维修选项。 | |
| 如果金属切屑进入转盘或断裂处,可能会损坏转盘和制动 O 形环。压缩空气会将切屑推到制动板和转盘下方。 | 请勿使用输气软管清洁转盘周围的转台。相反,在使用冷却液或空气清洁剩余切屑之前,请使用刷子清除转盘周围的切屑。 | |
| 护罩内的气压,用于倾斜或旋转。 | 打开护罩,在检查接头、空气管道、压力开关等有无空气泄漏时多次激活和释放制动器。修复已发现的空气泄漏。 | |
| 装置移动时出现噪音 | 参数不正确 | NGC 清除转台型号,重启电源并重新选择转台型号。 |
| 夹具和零件重量可能超过转台的限制。 | 拆下夹具和零件,看看噪音是否相同。 | |
| 在编码器和电源线上无铁氧体。 | 为编码器和电源线添加铁氧体,确保铁氧体没有放置在机箱地线周围。 | |
| 装置崩溃了。 | 联系 Haas 专卖店获取维修选项。 | |
| 警报 4011、, 5.4011、6.4011、 7.4011 转台制动器接合失败 | 空气未连接。 | 检查空气连接。 |
| 制动器中的空气。 | 放气制动器。 对于 HRT160SS /HRT210SS/HRT310SS,请参阅HRT160SS、 HRT210SS和 HRT310SS 制动器排空 - 说明 。 |
|
| 压力开关故障。 | 检查压力开关。 如果在 HTRSS 上更换压力开关,则必须排空制动器。HRTSS 制动器排空说明 。 |
|
| 电磁阀故障。 | 测试电磁阀。 | |
| 制动助力器密封件损坏。 | 使用放气工具包检查压力。 | |
| 气缸被卡住。 | 修理气缸轴。 | |
| 软件更新后 生成了警报 9961 无效或缺少转台文件。 | 已启用反向旋转文件时,将软件更新到不包括反向旋转文件的版本。 |
按照 反向旋转方向设置 - NGC 程序安装和激活反向旋转文件。 |
| TR/TRT 装置设置为 A/C 配置的机床。在 DWO 或 TCPC 操作期间,Y 轴将定位到转台中心线的错误侧。 | 参数不正确 | 将机床更新到 HBC 的最新软件和最新配置文件。不再需要 修补程序;这现在已在配置文件中修复。 |
轴被命令移动,但不会移动,并且已知制动器已释放。 |
传动带松动或损坏。 |
验证传动带的张力,并在必要时将其拧紧。如果已损坏,请联系您的 Haas 专卖店以获取维修选项。 |
滑轮松动或损坏。 |
检查滑轮。如果已损坏,请联系您的 Haas 专卖店以获取维修选项。 | |
| 电机未运行。 | 请与 Haas 专卖店联系以获取维修选项 - 定位 | |
| 定位或精度错误 | 机床水平和几何形状超出公差。 | 让 Haas 专卖店检查机床水平和几何形状,并填写机床检查报告。然后联系 Haas 专卖店获取维修选项。 |
| 皮带松动或磨损 | 检查 HRT、TR 和 TRT 装置上传动带的状况和张力。 | |
| 滑轮松动或磨损 | 检查滑轮的状况。检查滑轮是否打滑。 | |
| 制动器电磁阀工作不正常。 | 检查 HRT、TR 和 TRT 装置的制动器电磁阀是否正常工作。 | |
| 机械反向间隙过高。 | 测量机械反向间隙或让 HFO 检查转台。 在 0 度时,HA5C 和 HRT 至少每 90 度测量一次机械反向间隙,TR 和 TRT 装置的倾斜轴为 +- 90 度。如果装置超出公差范围,请联系您的 Haas 专卖店以获取维修选项。 |
|
| 启用了不正确的参数。 | 确保机床中的参数集正确。然后,制作错误报告并将其发送到Haas Service。 | |
| 转台崩溃。 | 联系 Haas 专卖店获取维修选项。 | |
警报 5.9719、6.9719、7.9719 A、B 或 C 轴主编码器串行故障 警报子代码 (0x1) 编码器数据故障 =(警报 9918 串行编码器内部数据错误) |
编码器信号受高功率电缆噪声的影响。 (伺服电动机编码器故障。) |
请参阅以下 串行数据通信故障/电气噪声 部分。 检查伺服电动机是否存在冷却液污染。 |
警报 5.9719、6.9719、7.9719 A、B 或 C 轴主编码器串行故障 警报子代码 (0x2) 编码器内部轴故障 1 = (警报 9922 检测到运动通道故障) |
(运动通道报告了控制器无法识别的内部故障类型) | 重启机床,如果问题仍然存在,请获取错误报告(Shift F3)并通过电子邮件发送给 Haas Service |
警报 5.9719、6.9719、7.9719 A、B 或 C 轴主编码器串行故障 警报子代码 (0x3) 编码器内部轴故障 2 = (警报 9923 软件检测到编码器故障) |
(软件报告了控制器无法识别的内部故障类型) |
重启机床电源。如果问题仍然存在,请获取错误报告 (Shift F3) 并通过电子邮件发送给 Haas Service |
警报 5.9719、6.9719、7.9719 A、B 或 C 轴主编码器串行故障 警报子代码 (0x4) 编码器 CRC 故障 = (警报 9930 串行编码器通信不良) |
编码器信号受高功率电缆噪声的影响。 |
(请参阅以下 串行数据通信故障/电气噪声 部分。) |
警报 5.9719、6.9719、7.9719 A、B 或 C 轴主编码器串行故障 警报子代码 (0x5) 编码器电缆故障 = (警报 9959 串行编码器断开) |
电缆连接不正确或编码器有故障。 |
(检查电缆和连接器。 请参阅下面的 主处理器/编码器电缆 部分。) |
警报 5.9720、6.9720、7.9720 A、B 或 C 轴辅助编码器串行故障 警报子代码 (0x1)编码器数据故障 =(警报 9948辅助编码器内部数据错误) |
光栅尺信号受高功率电缆噪声的影响。 (光栅尺故障、配置文件问题;电机类型不正确或光栅尺类型不正确。) |
请参阅以下 串行数据通信故障/电气噪声 部分。 (检查光栅编码器有无冷却液污染。) |
警报 5.9720、6.9720、7.9720 A、B 或 C 轴辅助编码器串行故障 警报子代码 (0x2)编码器内部轴故障 1 =(警报 9949 软件检测到辅助编码器故障) |
(运动通道报告了控制器无法识别的内部故障类型) |
重启机床电源。如果问题仍然存在,请获取错误报告 (Shift F3) 并通过电子邮件发送给 Haas Service |
警报 5.9720、6.9720、7.9720 A、B 或 C 轴辅助编码器串行故障 警报子代码 (0x3) 编码器内部轴故障 2 = (警报 9950 软件检测到辅助编码器故障) |
(软件报告了控制器无法识别的内部故障类型)
|
重启机床电源。如果问题仍然存在,请获取错误报告 (Shift F3) 并通过电子邮件发送给 Haas Service |
警报 5.9720、6.9720、7.9720 A、B 或 C 轴辅助编码器串行故障 警报子代码 (0x4) 编码器 CRC 故障 = (警报 9951 辅助编码器串行通信故障) |
(光栅尺信号受高功率电缆噪声的影响。) |
(请参阅以下 串行数据通信故障/电气噪声 部分。) |
警报 5.9720、6.9720、7.9720 A、B 或 C 轴辅助编码器串行故障 警报子代码 (0x5) 编码器电缆故障 = (警报 9960 辅助串行编码器电缆故障) |
(电缆连接不正确或光栅尺有故障。) |
(检查电缆和连接器。 请参阅下面的 主处理器/编码器电缆 部分。) |
可能的原因:进给和速度对于工作来说太高了。
纠正措施:
降低活动程序的馈送和速度,以降低机器负载。
可能的原因:切削刀具不锋利或损坏。
纠正措施:
检查切削工具有无损坏。如果切削刀具损坏或不锋利,则安装新刀具或刀片。
可能的原因:行驶轴上有机械堵塞。
纠正措施:
确保轴具有清晰的行驶路径。过大的工具、部件夹具或工件可能会撞入机床护罩中。
可能的原因:旋转单元中存在内部机械障碍物。
纠正措施:
断开转台装置的空气供应。按[ZERO RETURN],按回转轴字母,按 [SINGL],并点动轴。如果生成警报,请移除必要的护罩盖以接近故障轴。用手旋转轴电机驱动滑轮。如果轴不能手动旋转,则存在内部机械结扎。需要维修旋转装置。关于转台维修设施位置及转台装置发送方法的说明,请前往我们网站的转台维修部分。
可能的原因:旋转单元的制动电磁阀有电气故障。
纠正措施:
确保旋转空气软管连接到空气供应。在 MDI 模式下,推动回转轴字母。推 [HAND JOG],应该能听到空气从旋转装置溢出的声音。有关电磁阀测试说明,请参阅 电磁阀 - 故障排除指南.
可能的原因:轴电机电缆中存在接地短路。
纠正措施:
检查转台电缆有无磨损或损坏。请参阅上述电气图。
可能的原因:
TRT70 的第 5 轴头内有一个 O 型环,可导致以下症状:
纠正措施:
O 型环已在当前生产旋转时已移除,但以前的型号需要在现场将其移除。可能需要添加插头螺栓,40-1631 & 49-4101。
转到 TRT70 O 型环拆卸 程序了解详细信息。
可能的原因:转台光栅或转台光栅电缆有故障。
纠正措施:
确保电缆连接正确。
检查旋转刻度电缆有无磨损或损坏。
检查内部转台光栅电缆接口电缆,轻轻拉扯导线,以确保它们具有良好的压接。 如果电缆连接正确且未损坏,且警报持续,则必须维修旋转装置。
有关在哪里可以找到旋转维修设施以及如何发送旋转装置的说明,请访问 Haas Rotary Repair Center 页面
杆完全伸出,表示贮液器已满[1]
放气后,杆的伸出范围会稍微减少。
断开一根油路,然后将管线浸入油内。推拉杆以填充储液罐。重新连接管线并执行排气程序。
注入储液器时,断开油路[2]并将管线插入液压油容器内。
排气程序
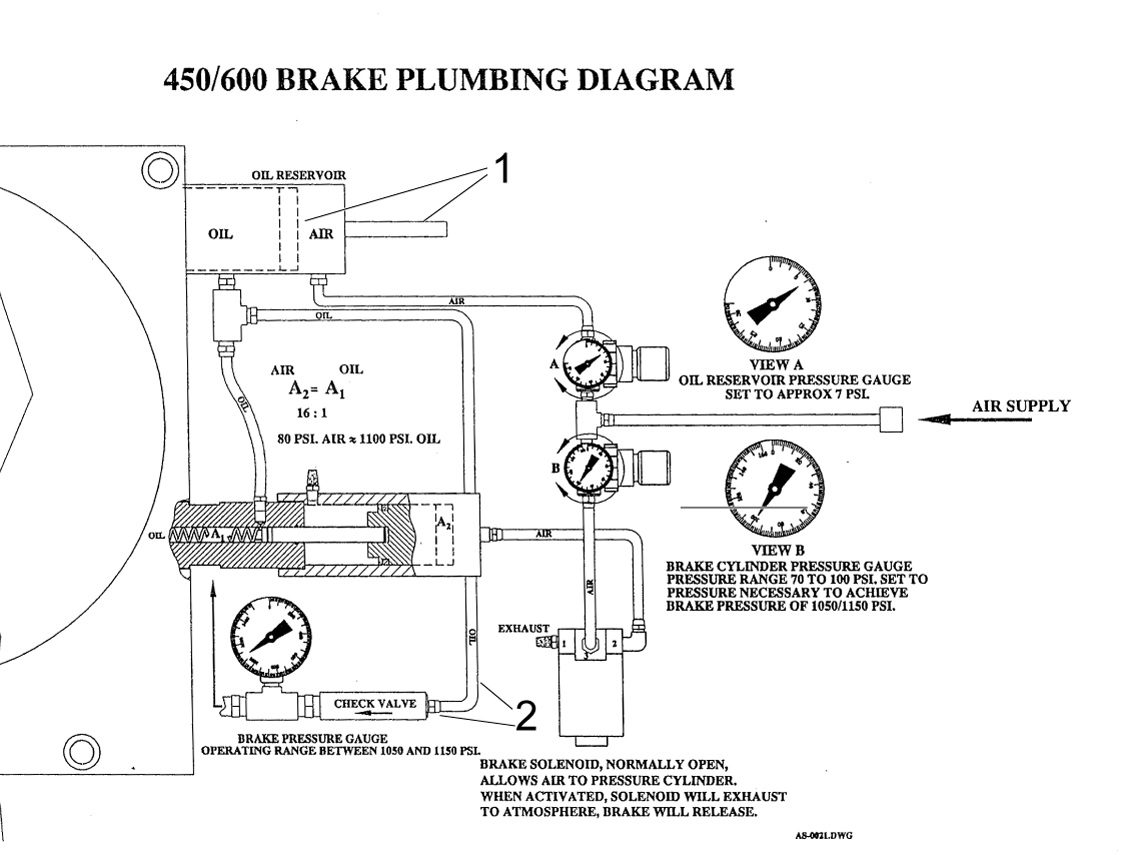
检查主气压表 松开时应为 0 PSI,夹紧时应为 1000 PSI。
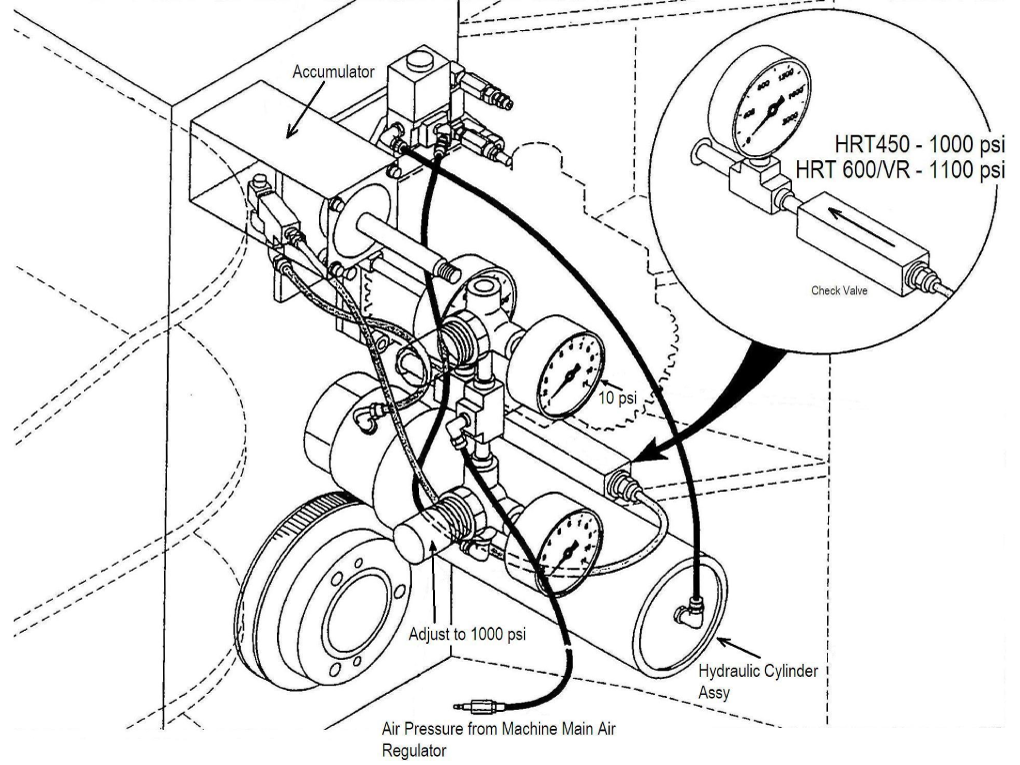
使用左侧的图像作附加参考。
如果不在保修范围内,请不要对转台进行任何类型的维护,请与Haas 专卖店联系,以寻求进一步的帮助。

本节将说明解释后密封条不断弹出问题该如何解决。
注意:仅当已验证油位,且密封条仍然弹出的情况下,才可完成该项目。

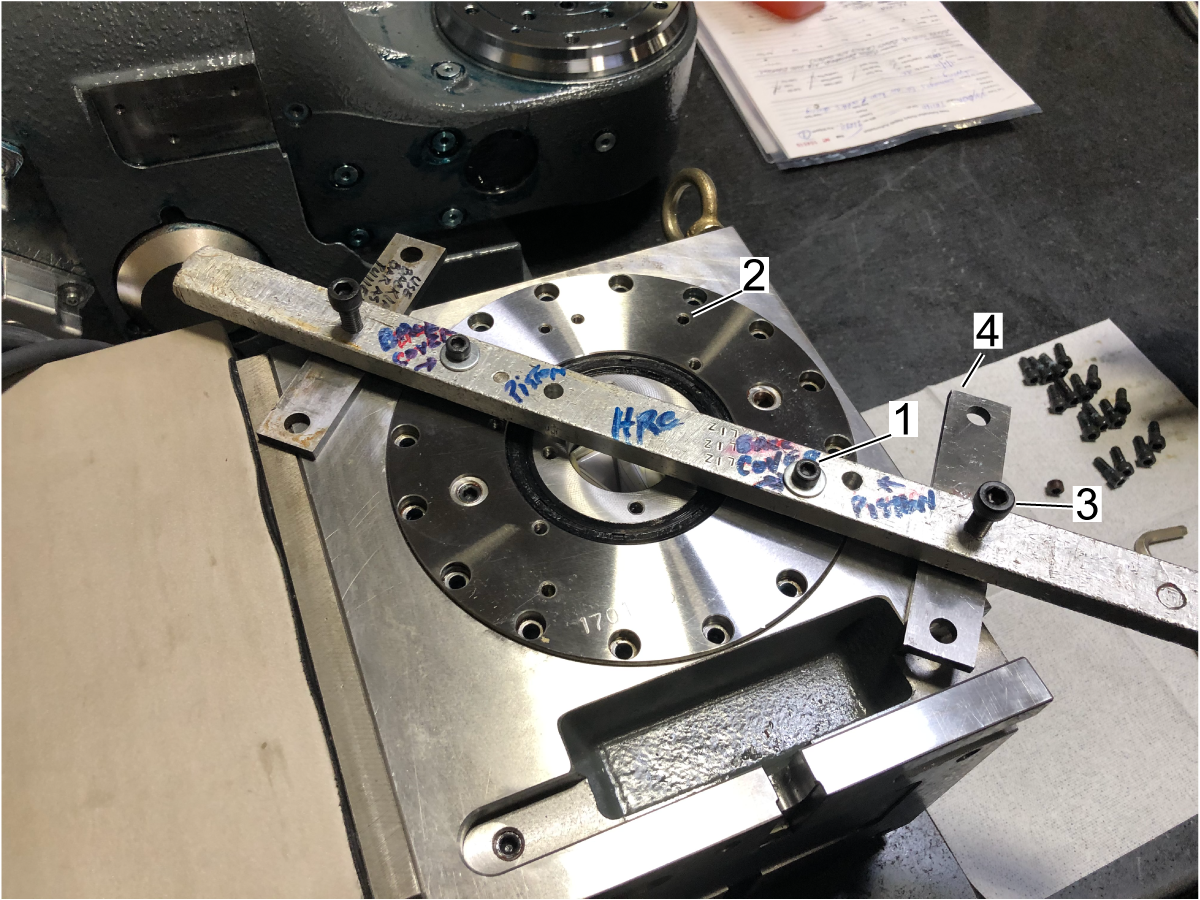
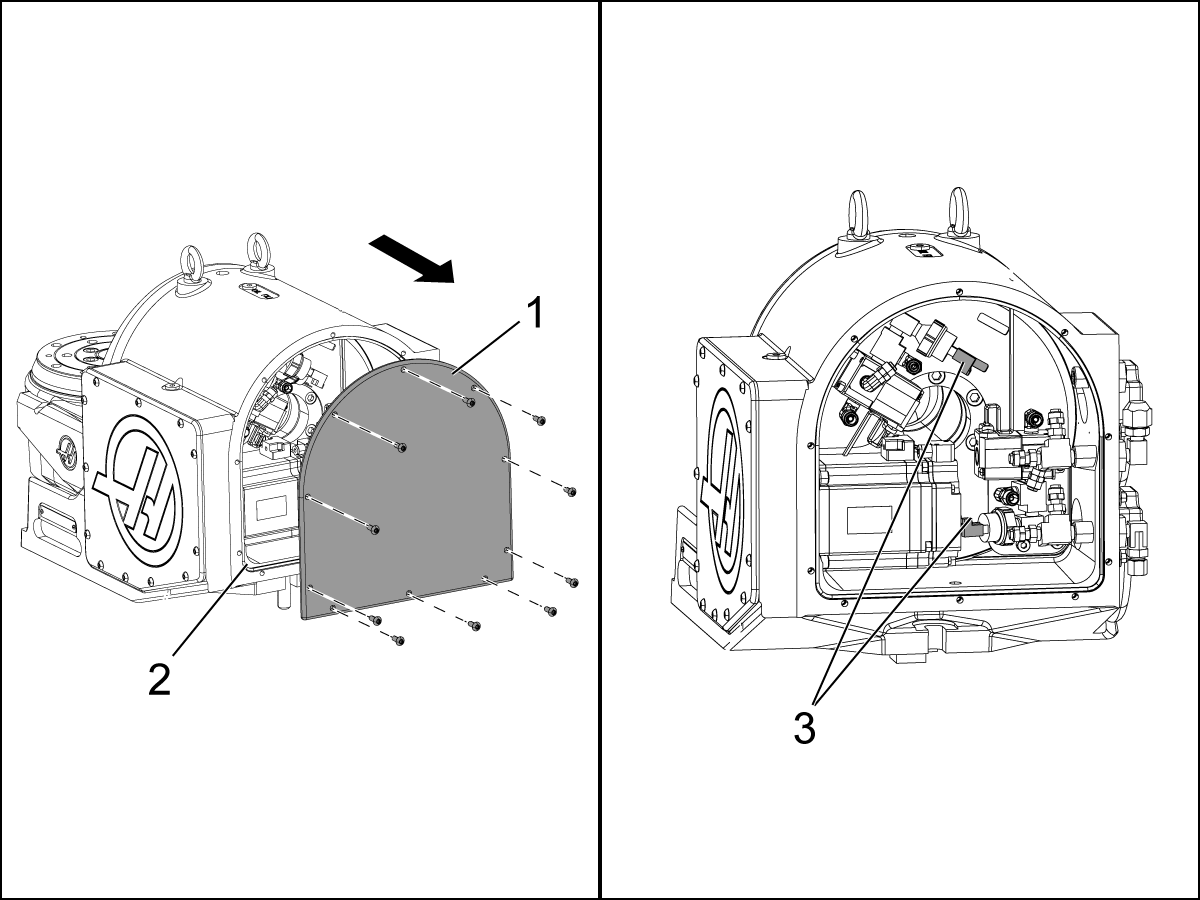
开始前需调整夹具,夹具将配备两个通孔[1],以达到制动盖的后部和外部的两个螺纹孔[2],其会向千斤顶的作用一样置于面板上[3],且不会损坏转台铸件
显示该示例。
移除工作台供气。
将转台置于转盘面上,然后移除后制动螺栓。
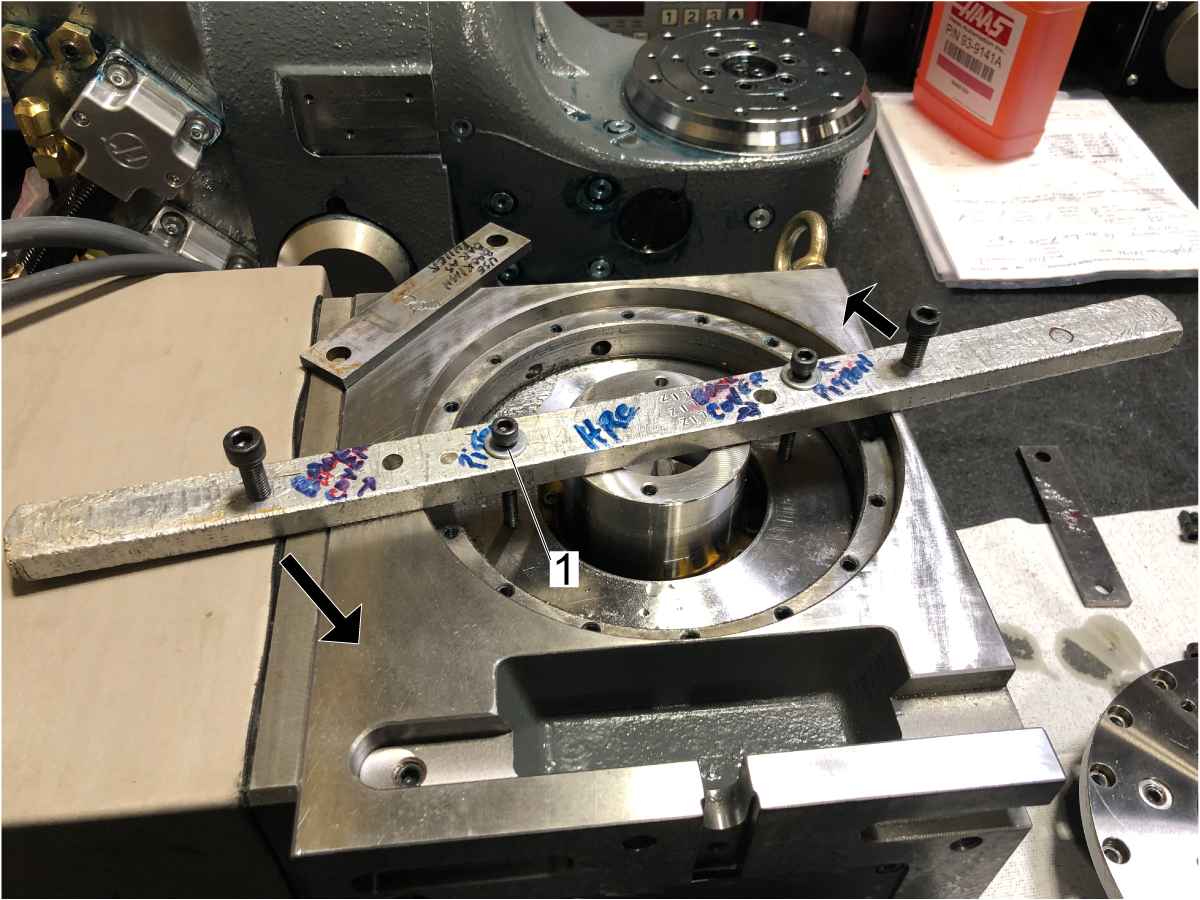
使用夹具拧至制动器盖后部,并将其移除[1]。
车螺纹孔应为表示为[2]的孔,并且应彼此分隔。
将螺纹孔[3]上的其他螺栓用作千斤顶,均匀打开两侧的螺栓,以使面板脱离。
确保使用部分位置面板[4],以防止转台损坏。
使用相同夹具拉出制动活塞。
注意:需要将较长螺栓刺入制动活塞[1]。确保千斤顶螺栓所述箭头指示位置。确保面板位于螺栓下方,以免损坏转台。
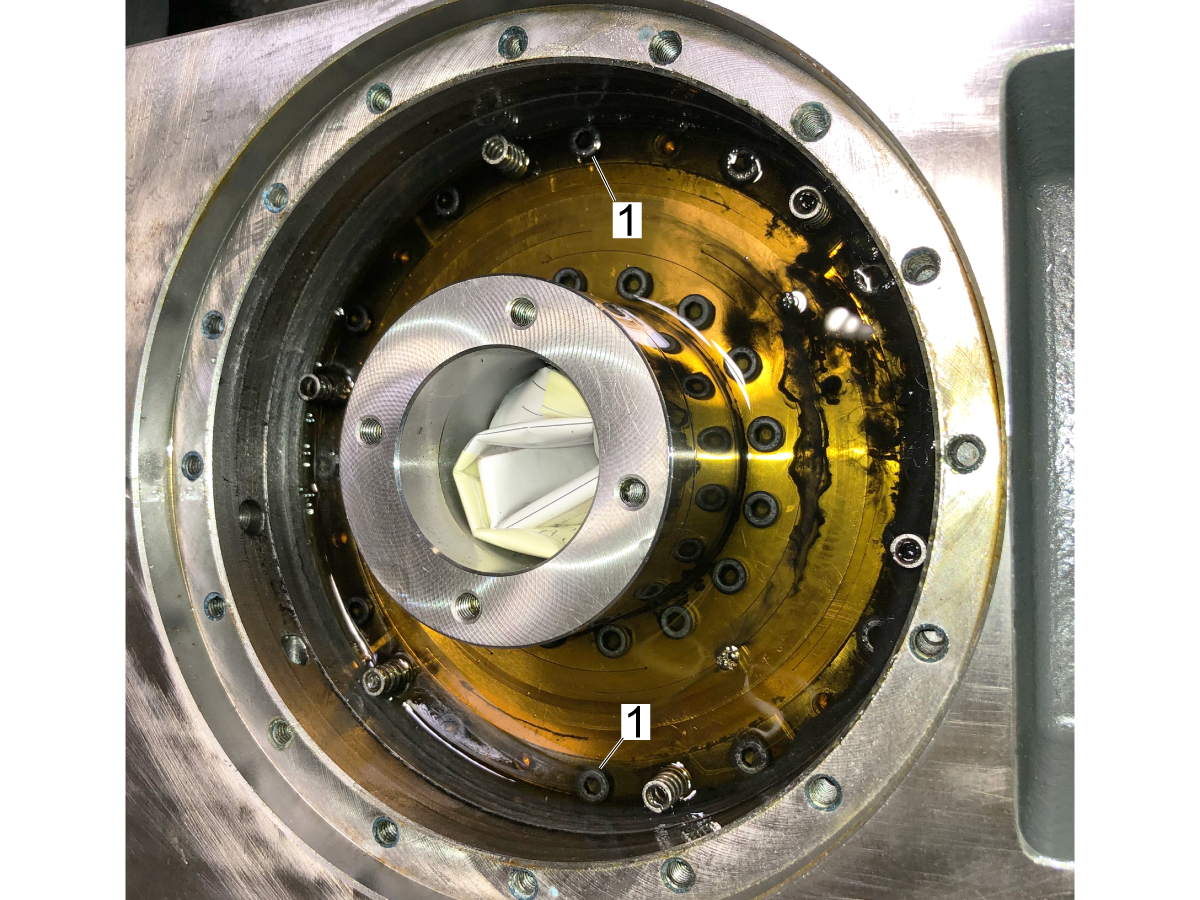
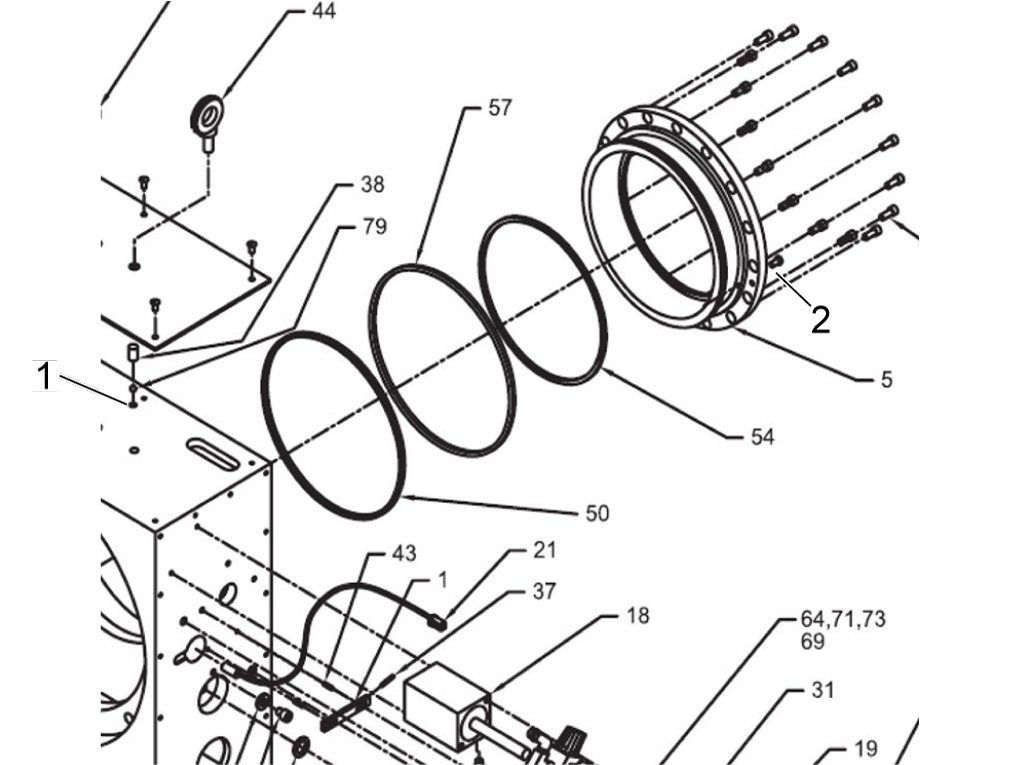
拆下两个相距 180 度[1]的 M5 制动器紧固件,并更换为改良后的紧固件。
改进后紧固件配备通孔,可释放后制动器密封件下方压力。目前无零件编号,需重新生产。
凹痕 [1] 表示制动助力器歧管是 A 型。
说明:这不适用于 HRT310SS 。

在护罩盖上安装一个 0-15 PSI 压力表。请勿操作转台制动器。如果压力表显示任何压力,请检查配件、空气管道和压力开关是否泄漏。如果压力开关是泄漏的根源,请在重新安装时更换压力开关并重新密封盖。
测试 1: 需要在压力开关上进行连续性测试。当制动器接合时,应具有连续性。当它分离时,不应有连续性。
测试 2: 确定问题是否遵循压力开关。按照以下说明操作。
如果压力开关位于双轴转台上,则可以通过切换压力开关的轴来完成步骤 4,如果开关位于单轴转台上,则可以通过将开关移动到其他转台来完成。
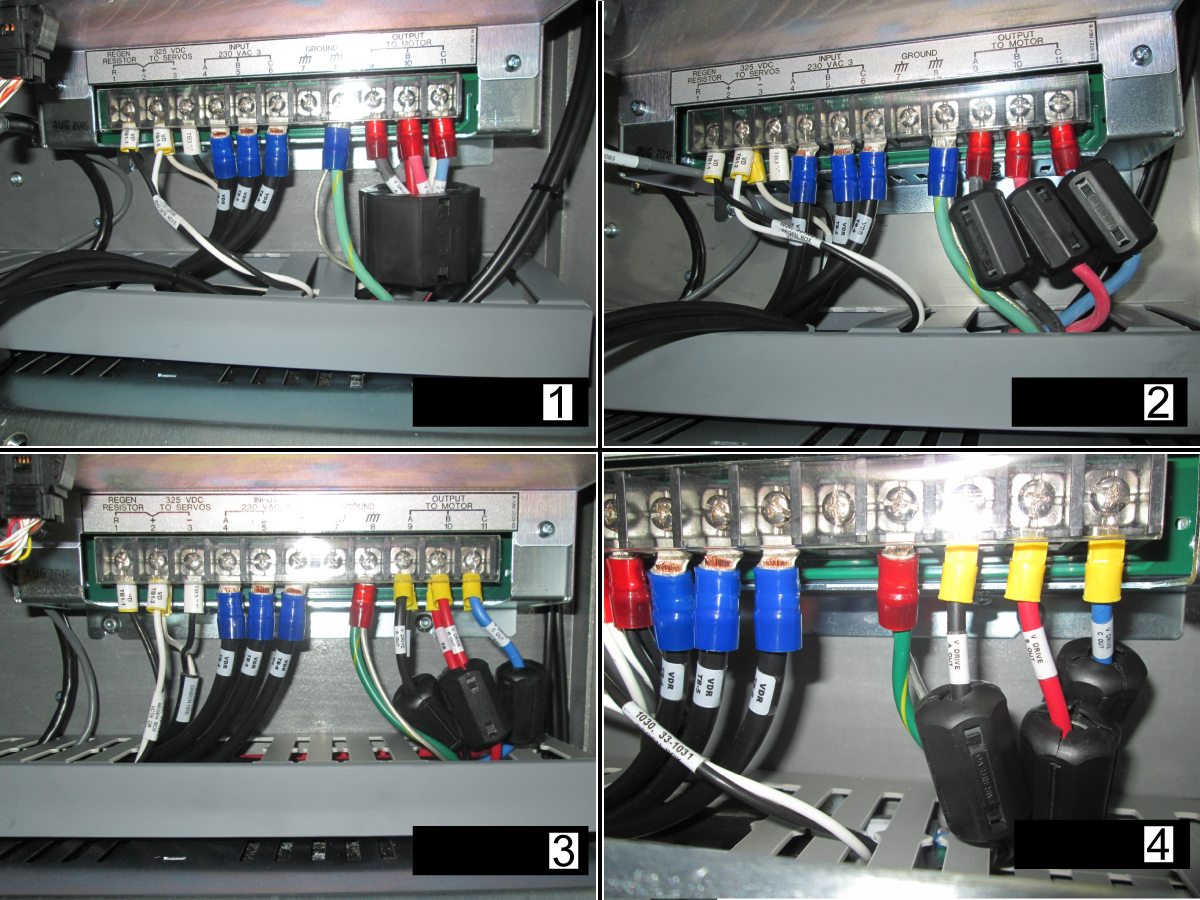
西格玛-5伺服电机,非接触式编码器输出串行数据信号到控制。如果串行数据信号丢失或变得不可靠,则控件将生成串行数据通信错误。电气噪声可能导致来自编码器的串行数据信号变得不可靠,并导致误报。请按照下面的故障排除指南操作,以帮助消除系统中的噪音。
对于带 6 个导线引线 [1] 的 40HP 矢量,请使用铁氧体 P/N 64-1254。
对于 40HP 矢量3 根导线引线[2],请使用铁氧体 P/N 64-1252。
对于 20HP 矢量驱动器6 或 3 根导线引线 [3, 4],使用铁氧体 P/N 64-1252。
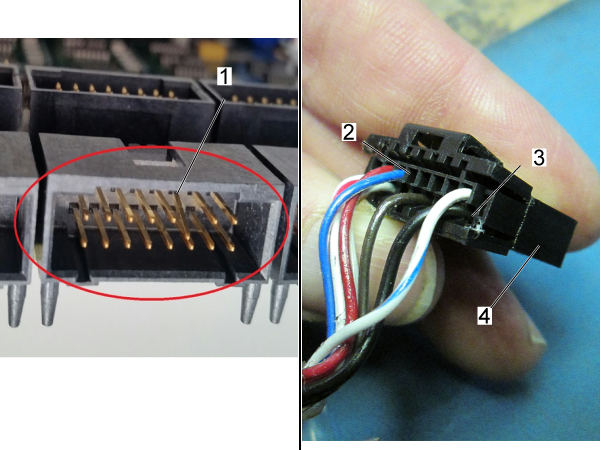
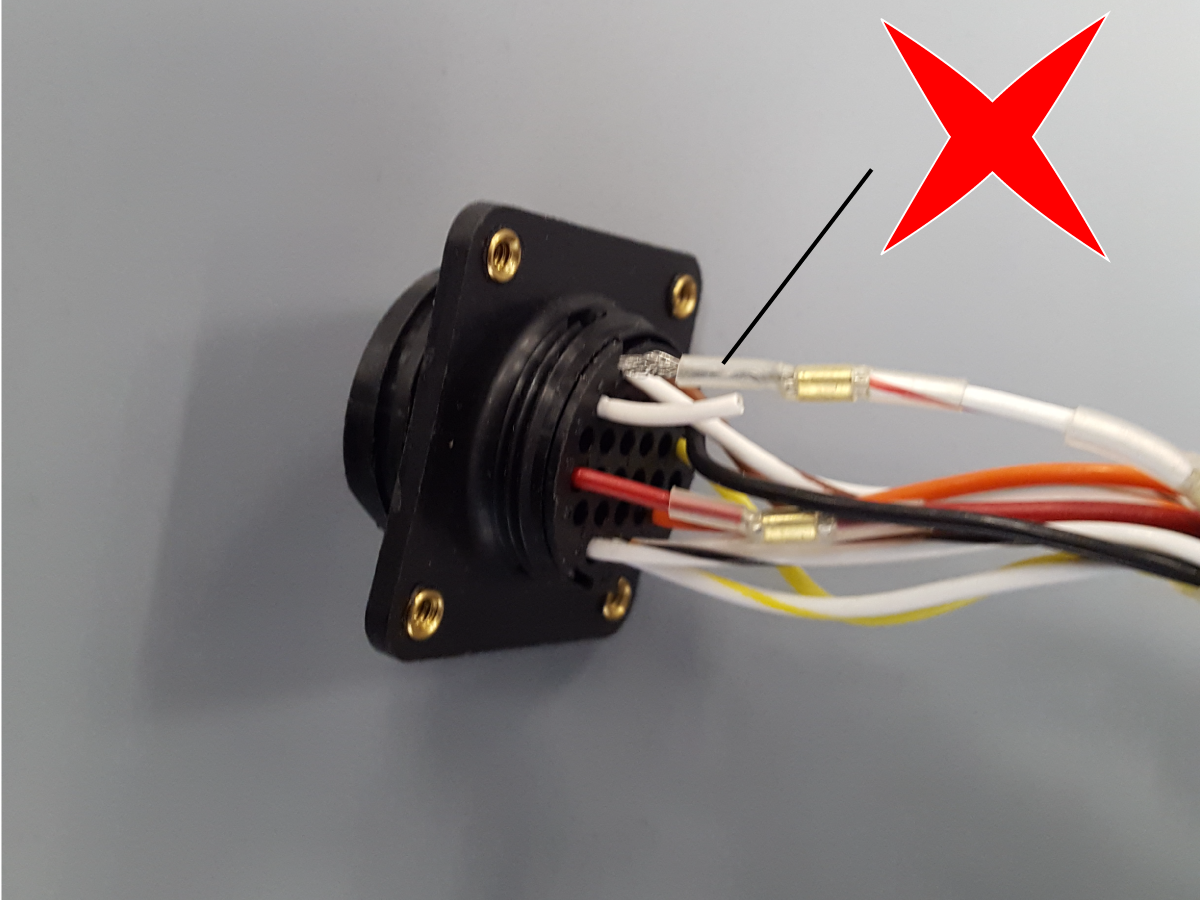
纠正措施:
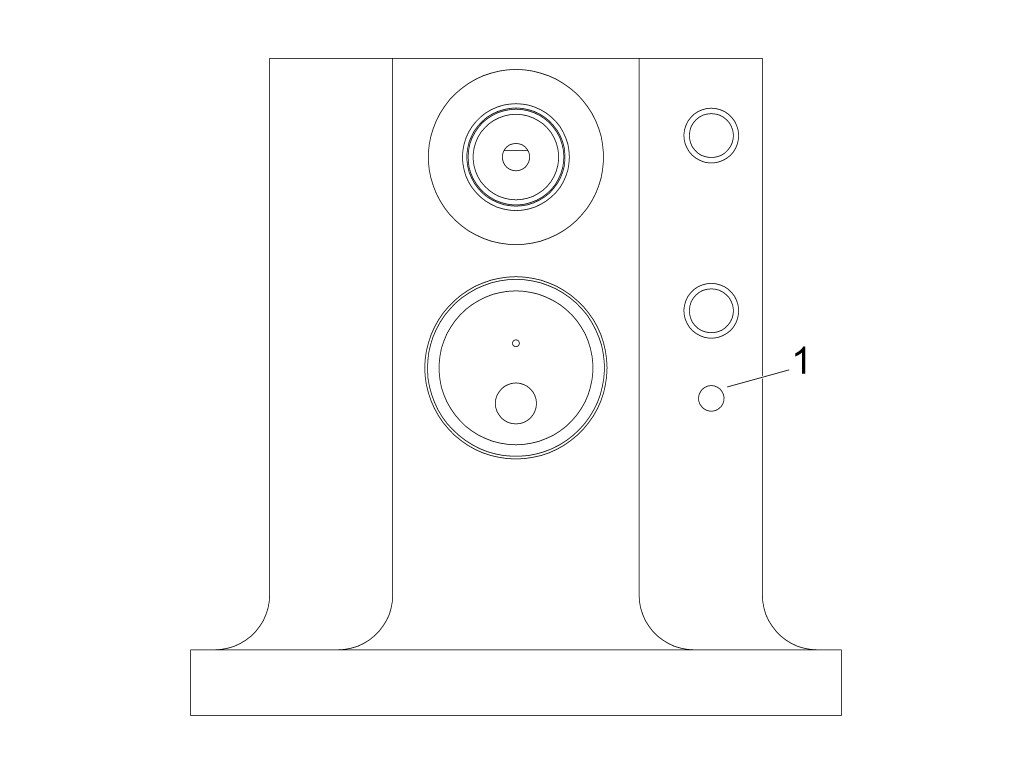
检查 Maincon 上的连接器[1]。确保它未损坏。
检查电缆。寻找损坏或僵硬的迹象。连接器 [4] 电缆引脚有两个外壳 [2,3]。
如果针脚已推入电机,则必须将电机和电缆一起更换。
确保电缆两端牢固连接。重新拔下两个连接。确保电缆安装在 Maincon 或 MOCON PCB 的正确连接器中。
如果不在保修范围内,请不要对转台进行任何类型的维护,请与Haas 专卖店联系,以寻求进一步的帮助。
在更换任何零件之前,请先下载并填写下面的转台检查报告清单。
| 症状 | 可能的原因 | 纠正措施 |
警报 106 A 轴伺服错误大 警报 111 A 轴伺服过载 警报 164 A 轴驱动故障 警报 187 B 轴伺服误差过大 警报 188 B 轴伺服过载 警报 193 B轴驱动故障
|
馈送和速度对于工作来说太高了。 | 降低进给和速度。 |
| 切削工具不锋利或损坏。 | 安装新工具或新工具插入。 | |
| 行驶轴上有机械堵塞。 | 确保轴具有清晰的行驶路径。 | |
| 旋转单元中存在内部机械障碍物。 | 测试旋转单元。 | |
| 旋转单元的制动电磁阀有电气故障。 | 对电磁阀进行故障排除。 | |
| 伺服放大器有问题 | 对伺服放大器进行故障排除。 | |
| 加工零件具有不准确的特征 | 旋转中失去运动或反向间隙。 | 进行旋转反向间隙测试。 |
| 馈送和速度对于工作来说太高了。 | 降低进给和速度。 | |
| 斜 (A) 轴找不到家。 |
家庭传感器或电缆有故障。 | 将倾斜轴从正行程限制轻推到负行程限制。确保 A HOME SWITCH 位更改(在诊断输入 2 屏幕上)。如果位未更改,请更换主开关。 这可以在字段中完成 这在 TR110 装置上无法完成。 注意: 在软件版本为 18.16A 或更高的机床上看不到A HOME SWITCH更改。 注意: 如果 A 轴(倾斜)移动超过 20 度,则超过机床原点, 按[EMERGENCY STOP]。 |
| 倾斜 (A) 轴不位于水平位置。 |
尚未设置刀具更改偏移参数。 | 设置旋转盘片平整度: 请参阅 旋转 - TR/TRT/T5C - 盘片平整度 - 调节 程序。 |
| 倾斜 (A) 轴不一致地位于水平位置。 | 如果参数 1115、1116、1122 不正确,则转动设置7关闭。 | 在具有旋转刻度的机器上,当您安装版本 M18.18A 或更高版本以提高零返回一致性时: 请务必设置 参数 1115,1116, 1122 正确,如下所示: 注意: 在没有旋转刻度的机器上,将参数 1115 设置为 0。名称标签上没有 P2 或 P4 的 TR 系列旋转产品没有旋转秤。
更改参数参数 1116、1122、1115后:
|
警报 426 A轴辅助编码器位置不匹配 警报 558 B轴辅助编码器位置不匹配 警报 559 C 轴辅助编码器位置不匹配
|
旋转刻度或刻度电缆有故障。 | 检查旋转刻度电缆。
|
警报175检测到接地故障
警报 185 A电缆故障 警报 195 B电缆故障 警报 552 断路器跳闸
|
轴电机电缆中存在接地短路。 | 短时间测试轴电机电缆。 |
| 轴电机中存在接地短路。 | 短时间测试轴电机。 | |
| HRC 后密封弹出 | 油位过高。 | 排干机油,直到达到正确液位,然后使用油标示液镜确定油是否已注满。 |
| 内部压力无法释放 | 说明:仅验证该油位、以及油封继续弹出时执行该操作。 用改良的紧固件代替其中两个断裂紧固件,参见下“后密封件弹出”以获取更多说明。 |
|
| 警报 138 A轴过热 | 转台产品具有气压传感器。 | 更新的 P12 和 P15 转台产品旨在 NGC 机床上运行。 注意: 有些 P3 转台产品是用气压传感器制造的。 要在经典 Haas 控制器上运行这些装置,请参见气压传感器部分。 |
| 转盘、转台或耳轴下漏油。 | 车间的空气压缩机在晚上关闭,气压在上午打开后缓慢积聚。这可能导致 O 形环无法正确就位。 | 将球阀和气压表添加到进入转台的空气管道。在压缩机关闭之前关闭阀门,在压缩机打开且气压高于 85 psi 后打开球阀。 |
| 护罩内部会产生正压。 | 按照本页下方标题为“泄漏压力开关”部分中的说明进行操作 。 | |
| 制动 O 形环损坏或转盘 O 形环损坏。 |
更换已损坏的 O 型环。联系 Haas 专卖店获取维修选项。 | |
| 如果金属切屑进入转盘或断裂处,可能会损坏转盘和制动 O 形环。压缩空气会将切屑推到制动板和转盘下方。 | 请勿使用输气软管清洁转盘周围的转台。相反,在使用冷却液或空气清洁剩余切屑之前,请使用刷子清除转盘周围的切屑。 | |
| 护罩内的气压,用于倾斜或旋转。 | 打开护罩,在检查接头、空气管道、压力开关等有无空气泄漏时多次激活和释放制动器。修复已发现的空气泄漏。 | |
| 定位或精度错误 | 机床水平和几何形状超出公差。 | 让 Haas 专卖店检查机床水平和几何形状,并填写机床检查报告。然后联系 Haas 专卖店获取维修选项。 |
| 皮带松动或磨损 |
检查 HRT、TR 和 TRT 装置上传动带的状况和张力。 | |
| 滑轮松动或磨损 | 检查滑轮的状况。检查滑轮是否打滑。 | |
| 制动器电磁阀工作不正常。 | 检查 HRT、TR 和 TRT 装置的制动器电磁阀是否正常工作。 | |
| 机械反向间隙过高。 | 测量机械反向间隙或让 HFO 检查转台。 在 0 度时,HA5C 和 HRT 至少每 90 度测量一次机械反向间隙,TR 和 TRT 装置的倾斜轴为 +- 90 度。如果装置超出公差范围,请联系您的 Haas 专卖店以获取维修选项。 |
|
| 启用了不正确的参数。 | 确保机床中的参数集正确。然后,制作错误报告并将其发送到Haas Service。 | |
| 转台崩溃。 | 联系 Haas 专卖店获取维修选项。 |
可能的原因:行驶轴上有机械堵塞。
纠正措施:
确保轴具有清晰的行驶路径。过大的工具、部件夹具或工件可能会撞入机床护罩中。
P12 和 P15 转台装置旨在 NGC 机床上运行,如果该装置已连接到经典 Haas 控制器,控制器将产生过热警报。
注意: 有些 P3 转台产品是用气压传感器制造的。
如果要在经典 Haas 控制器机床上运行该装置,则需要完成以下操作:
获取正确的 CHC 参数,请与当地(Haas 专卖店)联系。

可能的原因:进给和速度对于工作来说太高了。
纠正措施:
降低活动程序的馈送和速度,以降低机器负载。
可能的原因:切削刀具不锋利或损坏。
纠正措施:
检查切削工具有无损坏。如果切削工具损坏或不锋利,则安装新工具或新刀具刀片。
可能的原因:旋转单元中存在内部机械障碍物。
纠正措施:
断开旋转器的空气供应。按[ZERO RETURN],按回转轴字母,按 [SINGL],并点动轴。如果生成警报,请移除必要的护罩盖以接近故障轴。用手旋转轴电机驱动滑轮。如果轴不能手动旋转,则存在内部机械结扎。需要维修旋转装置。关于转台维修设施位置及转台装置发送方法的说明,请前往我们网站的转台维修部分。
可能的原因:旋转单元的制动电磁阀有电气故障。
纠正措施:
确保旋转空气软管连接到空气供应。在 MDI 模式下,推动回转轴字母。推 [HAND JOG],应该能听到空气从旋转装置溢出的声音。有关电磁阀测试说明,请参阅 电磁阀 - 故障排除指南.
可能的原因:转台光栅或转台光栅电缆有故障。
纠正措施:
确保电缆连接正确。
检查转台光栅电缆有无磨损或损坏。
检查内部转台光栅电缆接口电缆,轻轻拉扯导线,以确保它们具有良好的压接。如果电缆连接正确且未损坏,且警报持续,则需要维修旋转装置。
有关在哪里可以找到旋转维修设施以及如何发送旋转装置的说明,请访问 Haas Rotary Repair Center 页面
可能的原因:轴电机电缆中存在接地短路。
纠正措施:
检查转台线缆是否磨损或损坏,请参阅下面的电气图。
如果不在保修范围内,请不要对转台进行任何类型的维护,请与Haas 专卖店联系,以寻求进一步的帮助。
本节将说明解释后密封条不断弹出问题该如何解决。
注意:仅当已验证油位,且密封条仍然弹出的情况下,才可完成该项目。
开始前需调整夹具,夹具将配备两个通孔[1],以达到制动盖的后部和外部的两个螺纹孔[2],其会向千斤顶的作用一样置于面板上[3],且不会损坏转台铸件
显示该示例。
移除工作台供气。
将转台置于转盘面上,然后移除后制动螺栓。
使用夹具拧至制动器盖后部,并将其移除[1]。
车螺纹孔应为表示为[2]的孔,并且应彼此分隔。
将螺纹孔[3]上的其他螺栓用作千斤顶,均匀打开两侧的螺栓,以使面板脱离。
确保使用部分位置面板[4],以防止转台损坏。
使用相同夹具拉出制动活塞。
注意:需要将较长螺栓刺入制动活塞[1]。确保千斤顶螺栓所述箭头指示位置。确保面板位于螺栓下方,以免损坏转台。
拆下两个相距 180 度[1]的 M5 制动器紧固件,并更换为改良后的紧固件。
改进后紧固件配备通孔,可释放后制动器密封件下方压力。目前无零件编号,需重新生产。
杆完全伸出,表示贮液器已满[1]
放气后,杆的伸出范围会稍微减少。
断开一根油路,然后将管线浸入油内。推拉杆以填充储液罐。重新连接管线并执行排气程序。
注入储液器时,断开油路[2]并将管线插入液压油容器内。
排气程序
检查主气压表 松开时应为 0 PSI,夹紧时应为 1000 PSI。
使用左侧的图像作附加参考。
测试 1: 需要在压力开关上进行连续性测试。当制动器接合时,应具有连续性。当它分离时,不应有连续性。
测试 2: 确定问题是否遵循压力开关。按照以下说明操作。
如果压力开关位于双轴转台上,则可以通过切换压力开关的轴来完成步骤 4,如果开关位于单轴转台上,则可以通过将开关移动到其他转台来完成。
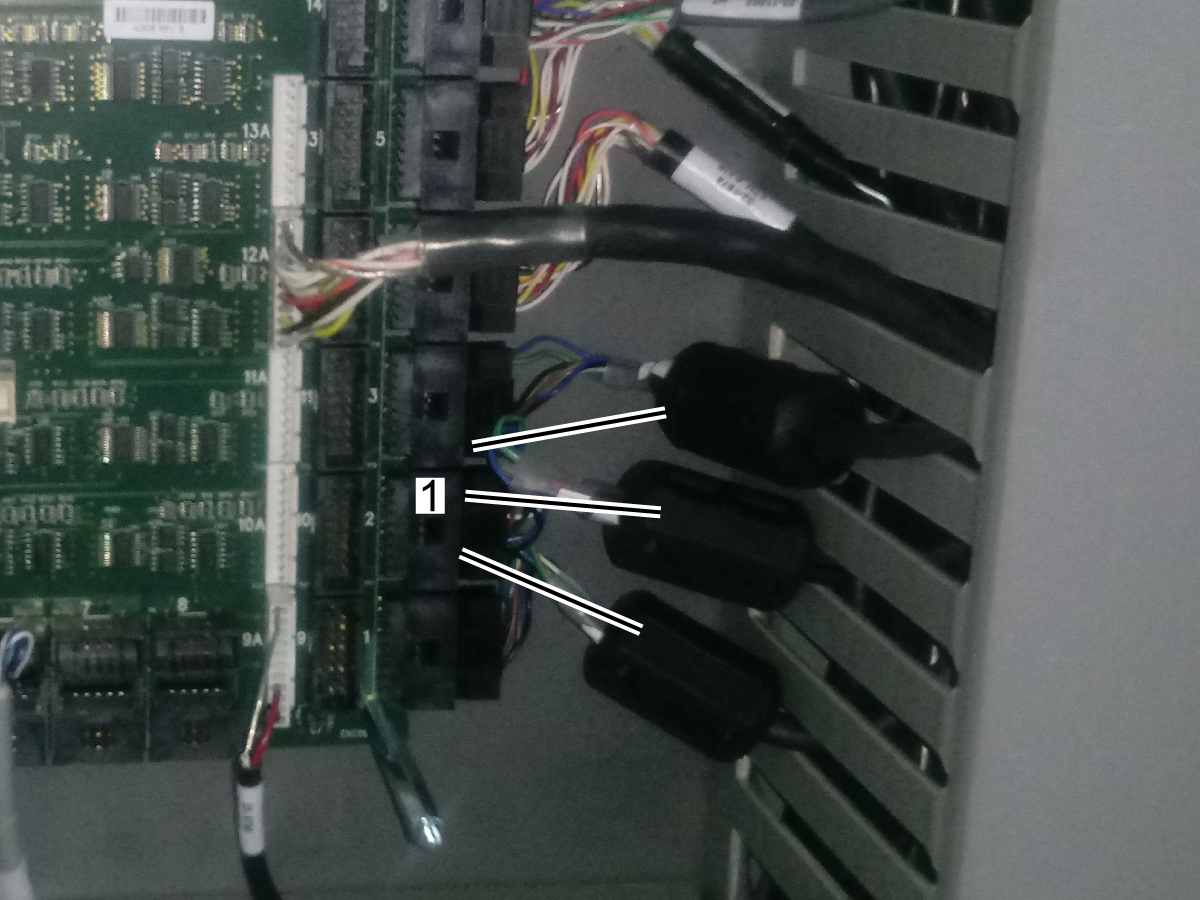
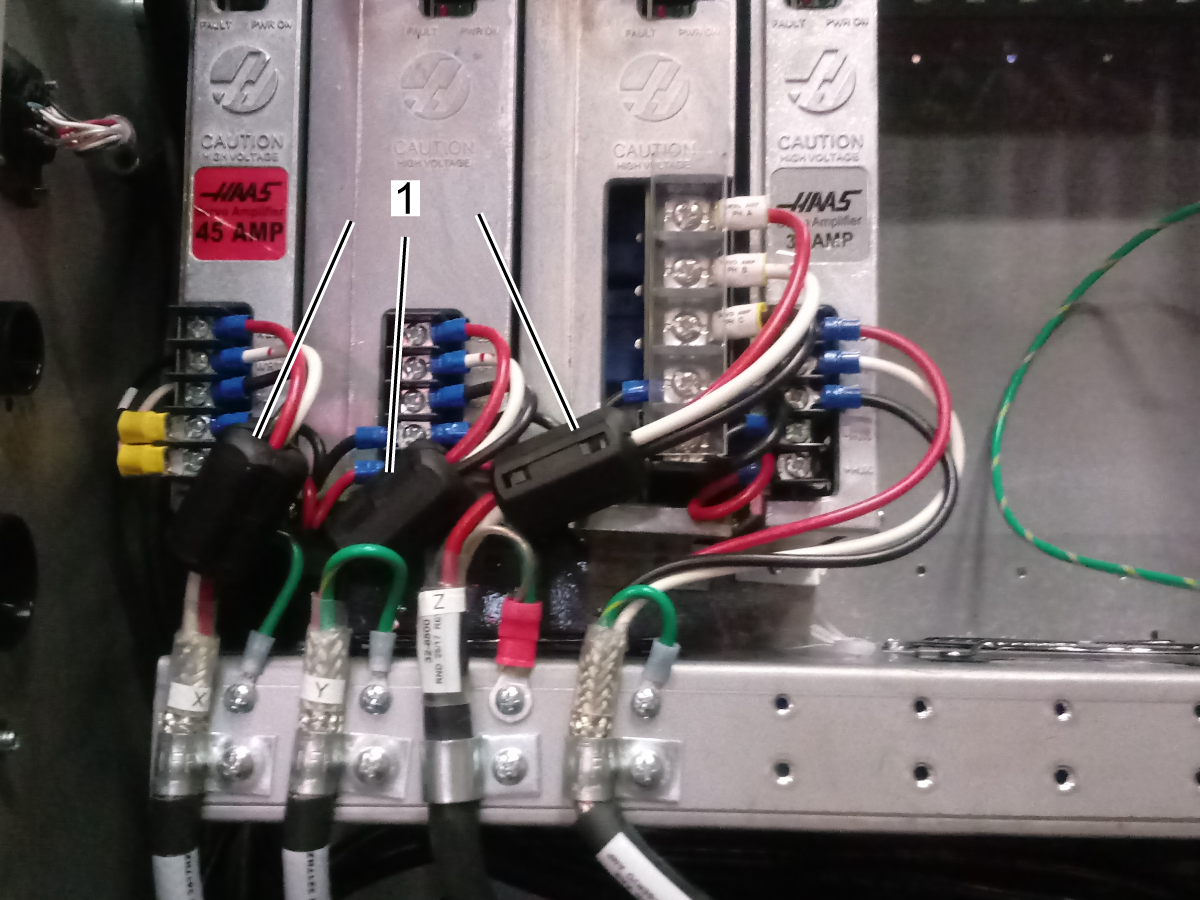
西格玛-5伺服电机,非接触式编码器输出串行数据信号到控制。如果串行数据信号丢失或变得不可靠,则控件将生成串行数据通信错误。电气噪声可能导致来自编码器的串行数据信号变得不可靠,并导致误报。请按照下面的故障排除指南操作,以帮助消除系统中的噪音。
对于带 6 个导线引线 [1] 的 40HP 矢量,请使用铁氧体 P/N 64-1254。
对于 40HP 矢量3 根导线引线[2],请使用铁氧体 P/N 64-1252。
对于 20HP 矢量驱动器6 或 3 根导线引线 [3, 4],使用铁氧体 P/N 64-1252。
纠正措施:
检查 Maincon 上的连接器[1]。确保它未损坏。
检查电缆。寻找损坏或僵硬的迹象。连接器 [4] 电缆引脚有两个外壳 [2,3]。
如果针脚已推入电机,则必须将电机和电缆一起更换。
确保电缆两端牢固连接。重新拔下两个连接。确保电缆安装在 Maincon 或 MOCON PCB 的正确连接器中。
AD0366
确定耳轴的光栅尺类型:
适用于以下套件:

识别由 I/O PCB 提供的电压:
查看将光栅尺连接器连接到 I/O PCB 的电缆上的标签。
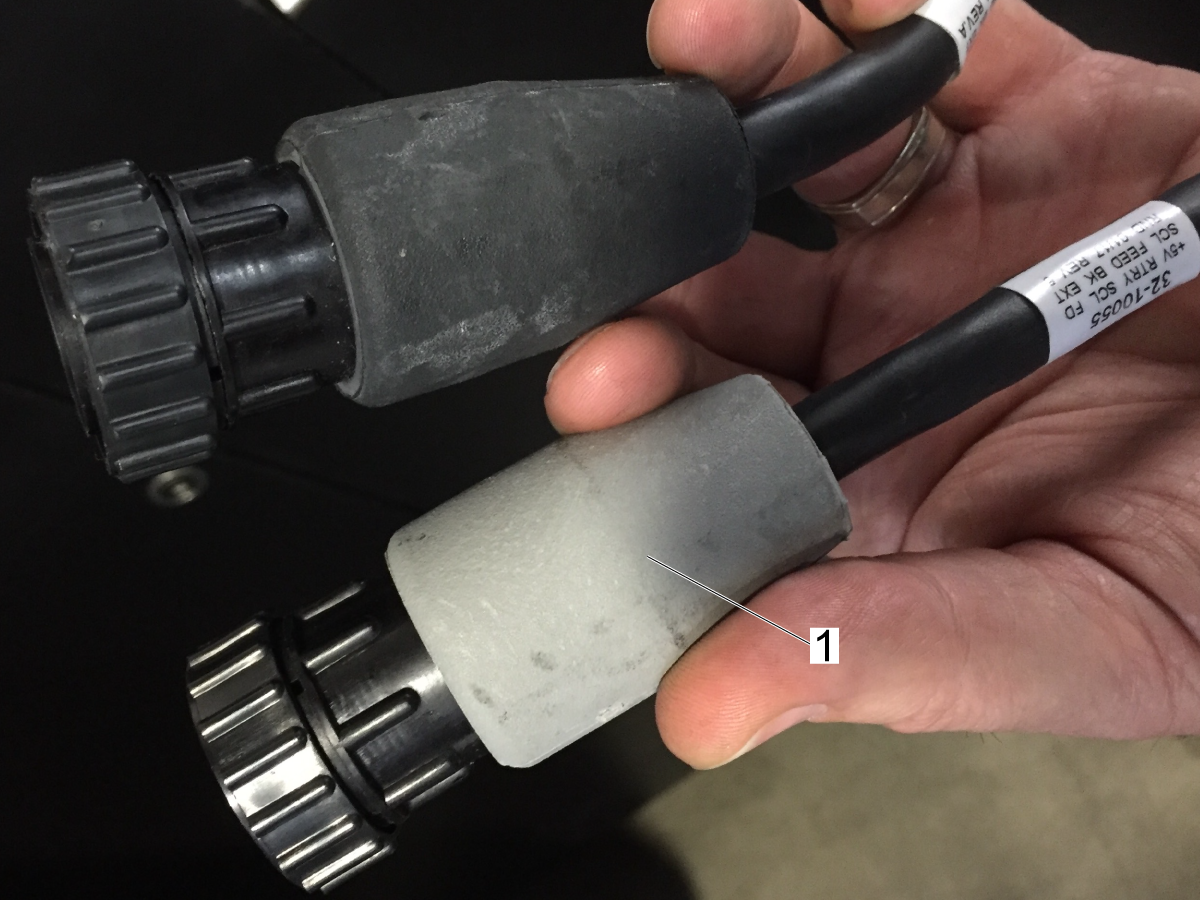
所有带有 32-10049 电缆的经典 Haas 控制器 (CHC) 机器均配置为带 5VDC 光栅尺的耳轴。安装 32-10053(未包含在套件 92-2863 中),将机器配置为 12VDC 光栅尺。
使用 32-10053 电缆的 NGC 机器可配置为带 12VDC 光栅尺的耳轴。
解决 方案:
最好的解决方案是为机器和耳轴配置 12VDC 电源。这样可以保持与过去、当前和将来的设备的兼容性。
所有 CHC 机器均配置为 12VDC。
如果 NGC 机器配置为 5VDC,请安装 32-10053 电缆(未包含在套件 93-2683 中)以将其配置为 12VDC。
通过安装 32-10055 转台电缆,可以使任何耳轴与 12VDC 机器兼容。通过刻度电缆上的灰色连接器 [1],可以识别 32-10055 电缆。
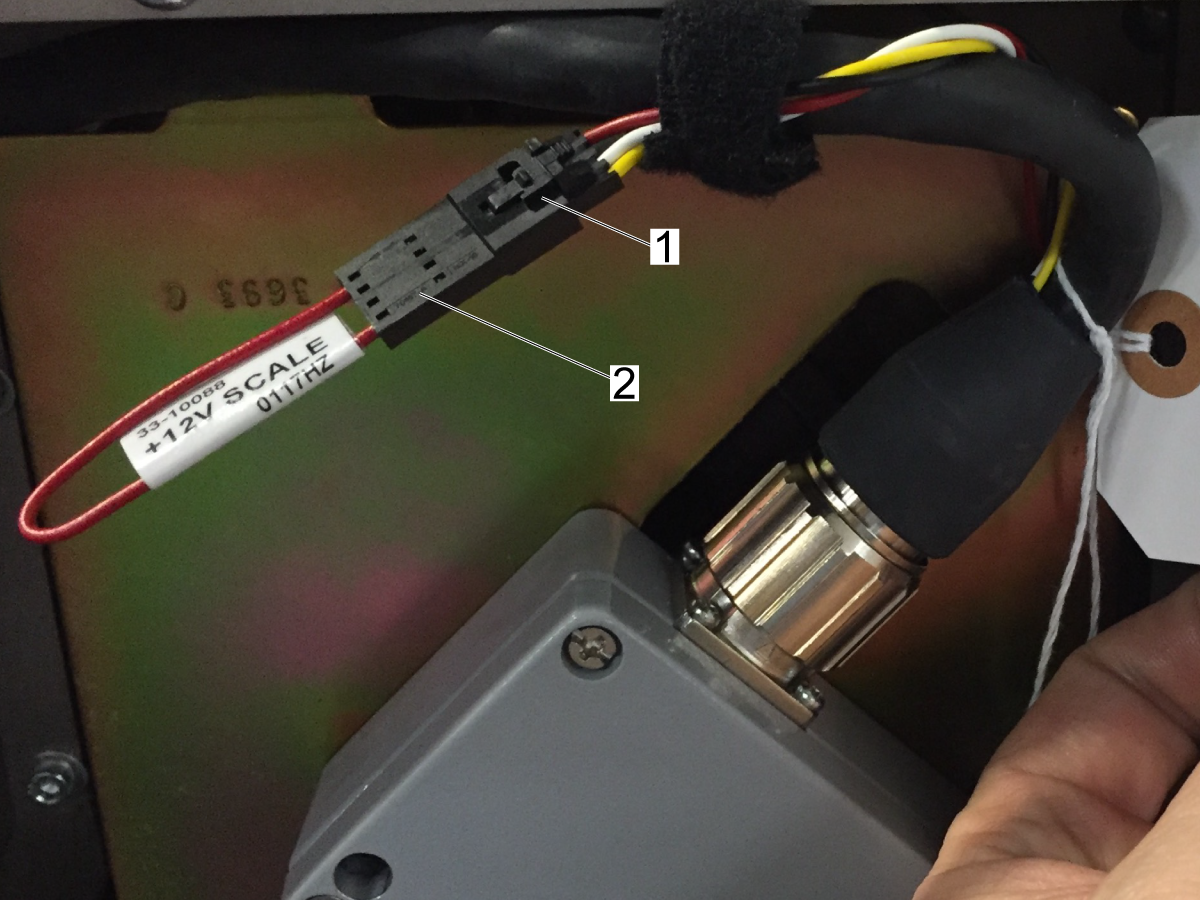
如果耳轴安装了 12VDC 光栅尺,请执行此步骤。
32-10055 电缆在转台护罩内部有一个悬空连接器 [1]。如图所示,将 33-10088 跳线 [2] 插入悬空连接器。
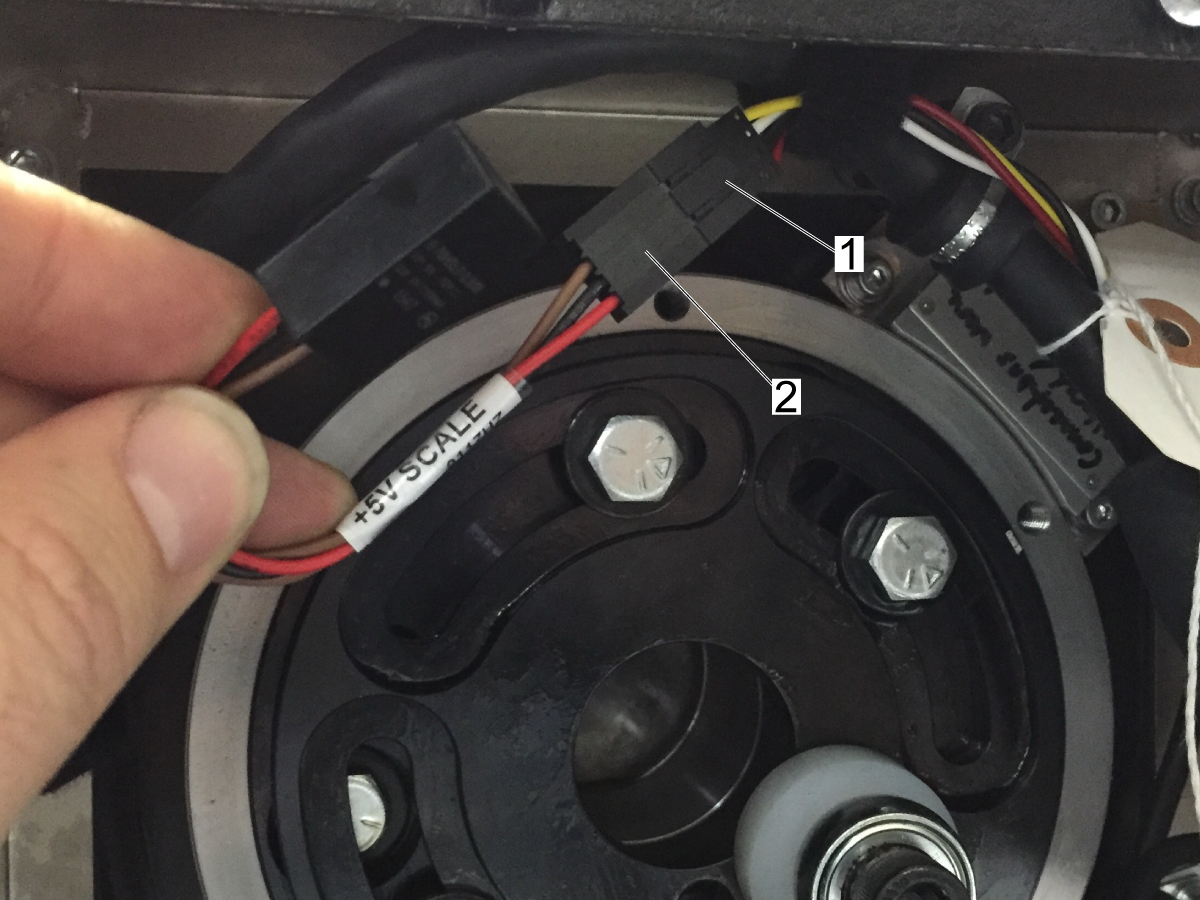
如果耳轴安装了 5VDC 光栅尺,请执行此步骤。
32-10055 电缆在转台护罩内部有一个悬空连接器 [1]。将 32-10057 降压器 [2] 插入如图所示的悬空连接器。现在可以将耳轴插入任何配置为 12VDC 的机器中。

与任何一个数控加工中心搭配使用后,只需一个 M 代码激活即可作为第 4 轴运行。
可以对控制器进行编程,从而使回转主轴能够向任一方向按照从 0.001° 到 999.999° 的步长旋转。
内存中最多存储 99 个步度,且每个步度最多可重复(或循环)999 次。
即便在关闭电源之后,非易失性内存也会保留程序,为您存储多达 10 个独立程序。
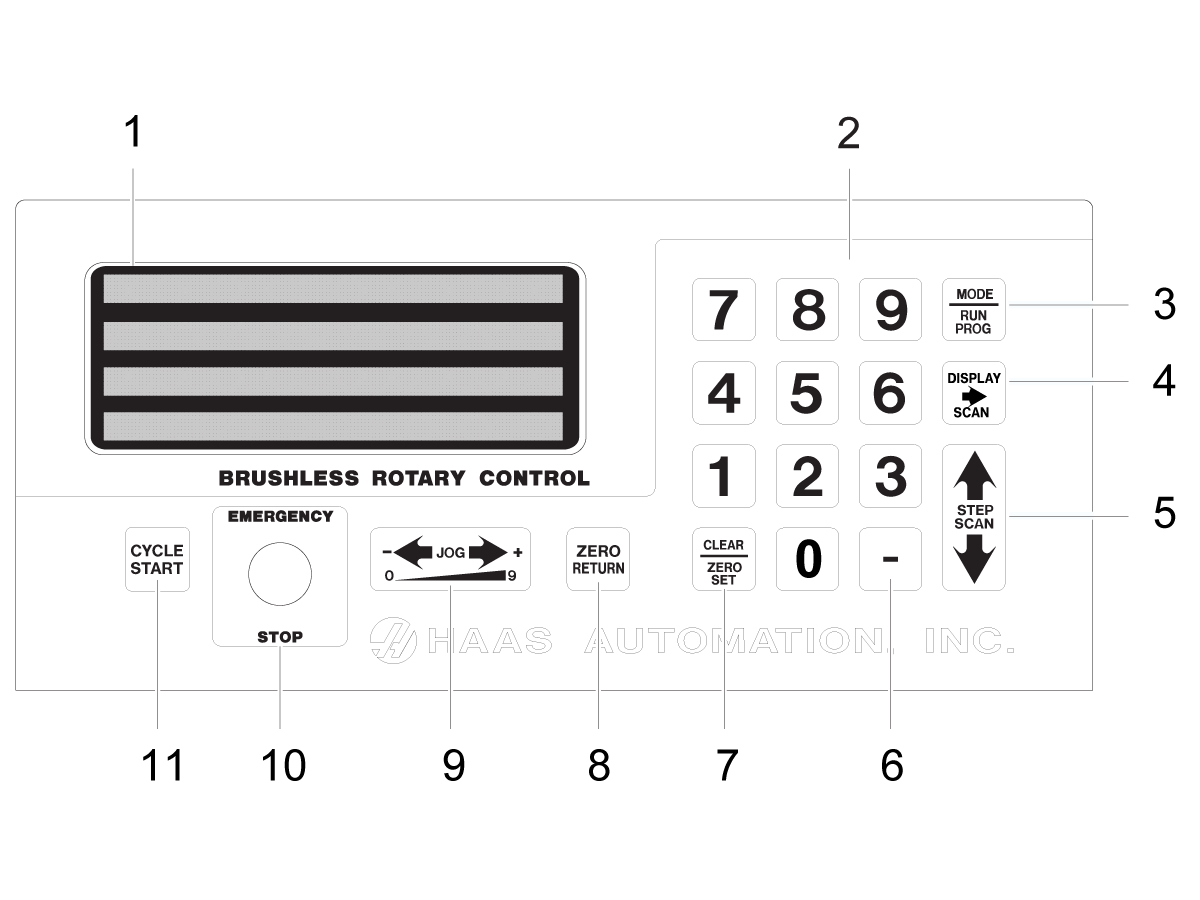
8. 回原点–使伺服器返回到机床原点,搜索机械原点,删除步长,或转至机械偏置。
9. 负载表–表示主轴负载 (%)。高负载表示负载过量或工件支架未对准。如未更正,则会产生高负载或高转速警报。如果继续承受过多的荷载,可能会损坏电机或工作台。欲知更多信息,请参阅第 页起的“故障排除”章节。
点动– 按上次按下的数字键定义的速率,使伺服器向前 + 或向后 - 方向移动。
10. 急停– 当打开和中止进行中的步骤时,请关闭伺服。
11. 循环启动– 开始步骤,停止继续操作,插入步骤,或者打开伺服。
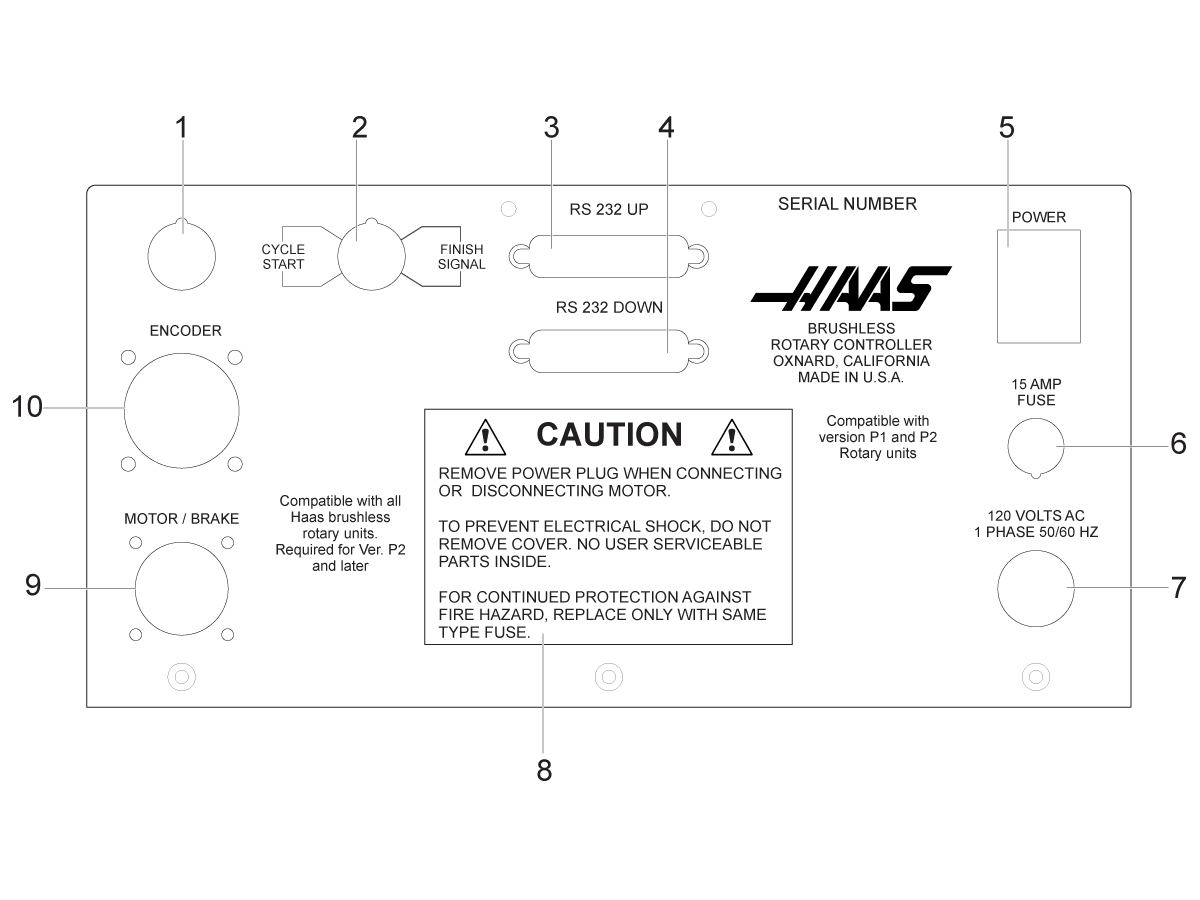
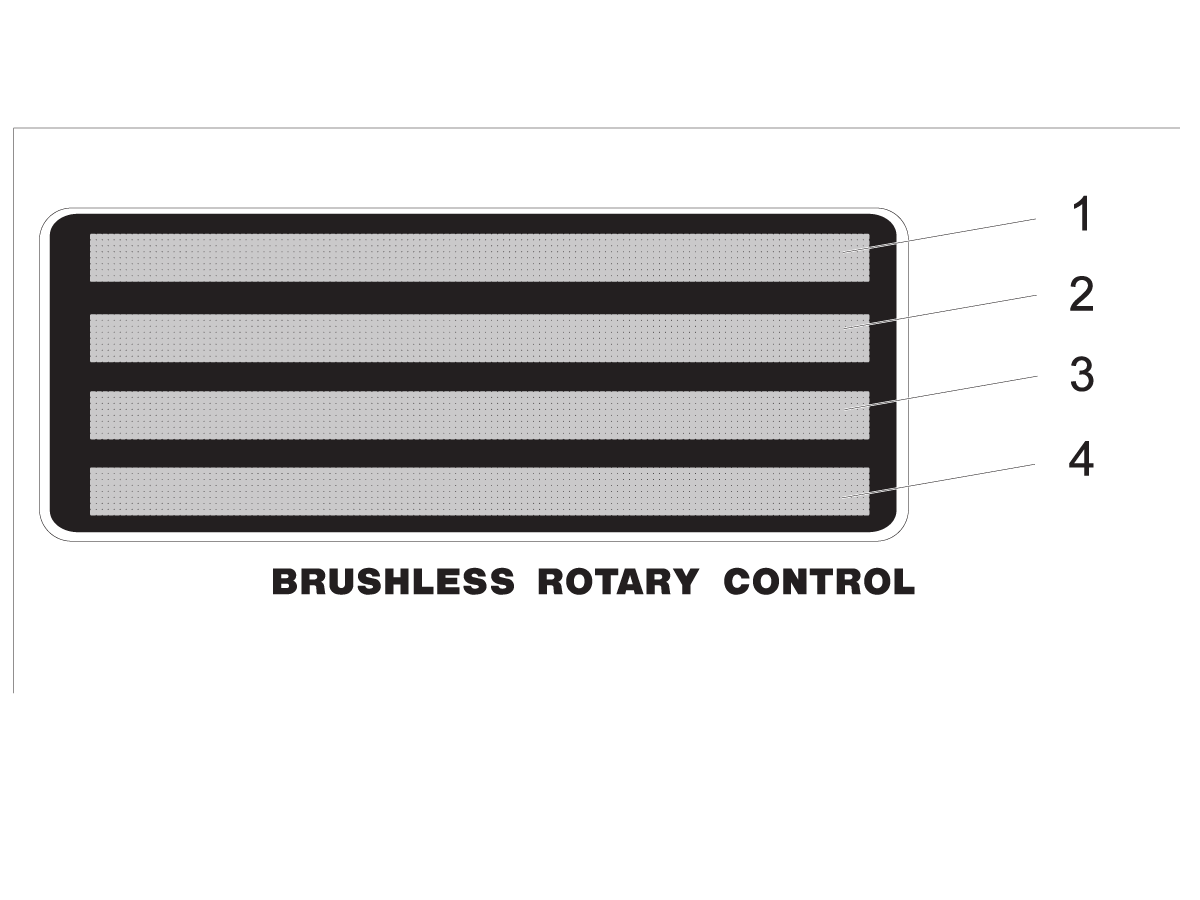
显示屏显示回转装置的程序和模式。该显示屏由 4 行组成,每行最多 80 个字符。所显示的数据包括:
显示屏在其第 2 行突出显示程序的单独步骤。按 DISPLAY SCAN(显示屏扫描)向右箭头,以横向扫描并查看所有单独步骤的信息,在每行从左到右循环,按 STEP SCAN(步骤扫描)向上箭头以显示上一步;按 STEP SCAN(步骤扫描)向下箭头以显示下一步。您可以使用这些键扫描程序中的任何位置。如在该位置输入新编号,则当扫描至其他位置或返回至“运行”模式时,可存储该编号。
每个步骤(或块)都包含该程序所需、且同步显示的部分信息。数据以字母开头,指示所显示信息类型。
按 DISPLAY SCAN(显示屏扫描)向右箭头,显示屏循环至下一个寄存器;也就是说,位置-步长-进给速率-回路圈数-G 代码-位置-等。在“运行”模式下, DISPLAY SCAN(显示屏扫描)右箭头按钮可选择上述五个显示屏的任意一个。在“程序”模式下,可能会显示除“位置”以外的所有内容。
当控制器打开时,将运行一组自检,结果可能表明控件出现故障。这些显示在警报:第四行。
注意: 控制器电量不足可能导致间歇性的低电压错误或电源故障。使用耐用的短延长线。确保插头处的电量至少为 15 amp。
| 错误代码 | 可能的原因 | 纠正措施 |
| 空白前面板 | 程序 CRC 失败 | RMA 错误,如 ROM 或 RAM 程序传输错误可重启。 |
| E0 EProm | EPROM CRC 错误 | 主 PCB 上的内部 EPROM 芯片出现故障。请联系您当地的 Haas 专卖店。 |
| Frt Pnel Short | 前面板开关关闭或短路 | 通电期间进行的控制感应按钮或开关。检查键盘上的按钮,并确保没有将其推入。 |
| 远程短路 | 远程启动开关关闭获得启用,或远程数控输入短路。 | 如果警报消失,电缆或者远程设备短路,请拔下远程启动电缆并重新上电。 |
| RAM 故障 | 内存故障 | 请联系您当地的 Haas 专卖店。 |
| 存储的 Plt Flt | 存储程序故障(电池电量低) | 内部电池电量低。请联系您当地的 Haas 专卖店。 |
| 电源故障 | 电源故障中断(线路电压低) | 检查输入电压。 |
| Enc 芯片故障 | 编码器芯片故障 | 请联系您当地的 Haas 专卖店。 |
| 中断故障 | 定时器/中断故障 | 请联系您当地的 Haas 专卖店。 |
| 1khz 缺失 | 时钟生成逻辑故障(1 kHz 信号缺失) | 请联系您当地的 Haas 专卖店。 |
| Scal Cmp Lrge | 超过最大允许的转台刻度补偿。(仅适用于 HRT210SC) | 验证设备的参数。 |
| 零余量小 | (零余量太小)归位后,原点开关与终端电动机位置之间的距离小于电动机转速的 1/8 或大于电动机转速的 7/8。 | 归位回转工作台时会发生此警报。必须正确设置 A 轴的参数 45 或 B 轴的参数 91。将默认值 (0) 用于轴参数(45 或 91),加上 1/2 的电机转速。1/2 电机转速的计算方式为:A 轴参数 28 值或 B 轴参数 74 值除以 2。输入参数 45 或参数 91 的值,然后重新归位回转工作台。 |
| 编码类型故障 | 检测到的电动机类型与参数 60 指定的电动机类型不同。 | 请联系您当地的 Haas 专卖店。 |
| 电机检测故障 | 启动或控制器初始化期间未检测到电机。 | 检查电机电缆是否已连接至控制箱。 |
| C 初始化 lt 4 | 电池丢失或耗尽 | 缺少电池:打开控制箱并将电池放入电池座中。 |
电池没电:如果存在辅助 电池板,请打开控制箱更换电池。 如果没有电池,请拆下焊接到控制板上的电池并安装辅助 电池板 93-32-4307,此零件不包含电池。 |
当伺服器(点击)关闭时,在警报第 4 行显示原因代码,以及以下代码。
A 或 B 可在 TRT 装置代码前。其参考导致故障的轴。
| 错误代码 | 可能的原因 | 纠正措施 |
| 打开 | 刚上电。 | 这是开机时的正常消息。 |
| Servo Err Lrge | 气动制动器未松开。 | 移除转台的所有空气,查看装置旋转时是否无警报。 |
| 编码器连接或电源故障。 | 检查电机编码器和电源线缆连接。 | |
| 急停 | 紧急停止打开 | 急停按钮处于启用状态。拉动急停按钮,然后按 Cycle Start(循环启动)。 |
| 伺服过载 | 切削工具不锋利或损坏。 | 安装新工具或新工具插入。 |
| 行驶轴上有机械堵塞。 | 确保轴具有清晰的行驶路径。 | |
| 旋转单元中存在内部机械障碍物。 | 测试旋转单元。 | |
| 旋转单元的制动电磁阀有电气故障。 | 对电磁阀进行故障排除。 | |
| RS-232 问题 | 远程 RS-232 命令关闭 | 检查与 PC 连接的 RS-232 电缆, |
| 编码器故障 | Z 通道故障(编码器或电缆损坏) | 短时间测试轴电机电缆。 |
| 刻度 Z 故障 | 转台刻度 Z 通道故障(转台刻度编码器或电缆损坏)仅 HRT210SC | 检查旋转刻度电缆。 |
| Z 编码器丢失 | Z 通道丢失(编码器或电缆损坏) | 短时间测试轴电机电缆。 |
| 刻度 Z 缺失 | 转台刻度 Z 通道缺失(旋转刻度编码器或电缆损坏)(仅适用于 HRT210SC) | 检查旋转刻度电缆。 |
| 再生过热t | 线路电压高 | 检查伺服控制箱的输入电压。 |
| 电缆故障 | 检测到编码器电缆接线断裂 | 短时间测试轴电机电缆。 |
| 刻度电缆 | 检测到转台刻度电缆断裂(仅 HRT210SC) | 检查旋转刻度电缆。 |
| 上电相位错误 | 上电相位错误 | 短时间测试轴电机电缆。 |
| 驱动器故障 | 过电流或驱动器故障。 | 短时间测试轴电机电缆。 |
| 编码器转换故障 | 已检测到编码器转换故障。 | 短时间测试轴电机电缆。 |
| Indr 未抬起 | 转盘未完全抬起(仅适用于 HRT320FB)。原因可能是气压较低。 | 检查与 HRT 装置的空气连接。 |
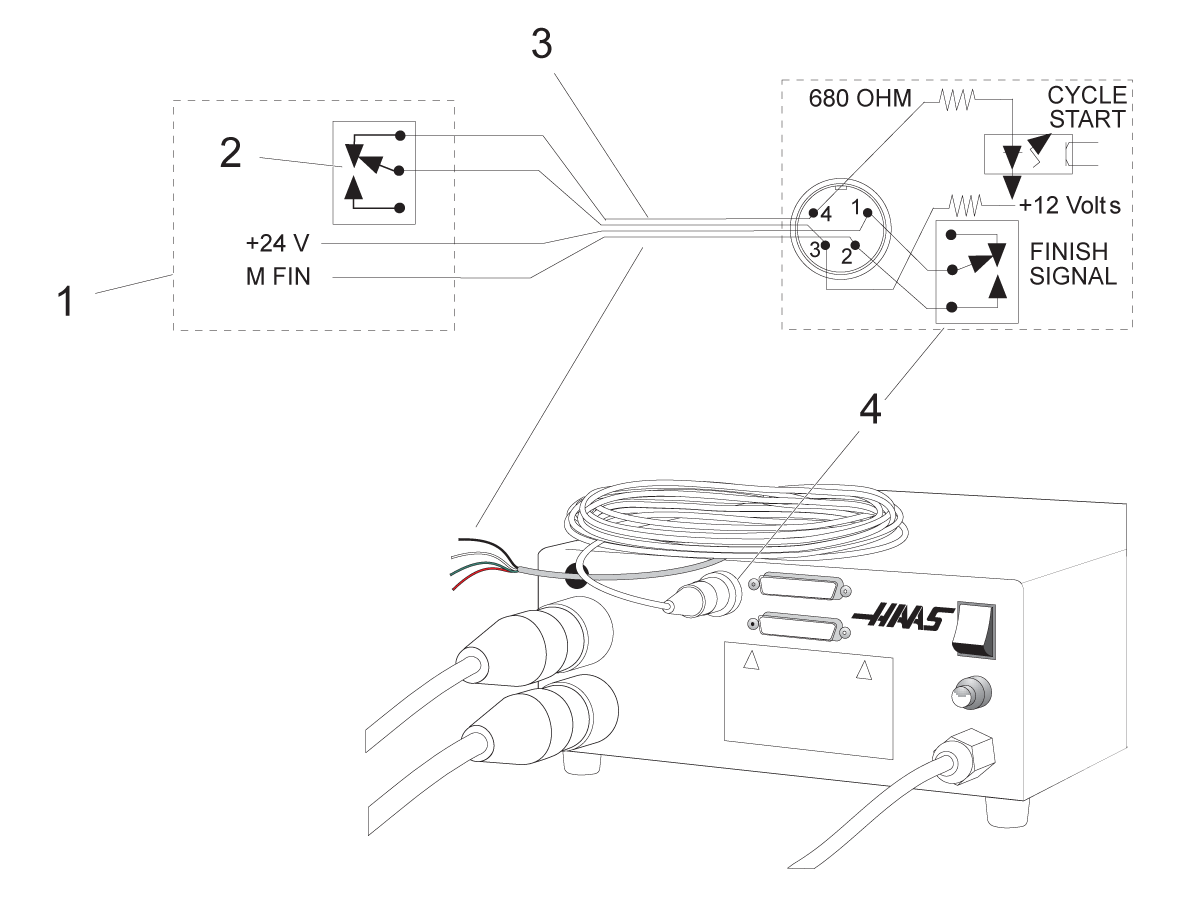
伺服控制继电器:
[1] 内部数控铣床,
[2] M 功能继电器,
[3] 数控接口电缆,
[4] 内部伺服控制
排除数控工件接口故障
如果有问题,请尝试通过分别检查伺服控制装置和铣床来找出问题所在。只有两个信号,并且每个信号都可以分别检查。如果旋转单元由于界面问题而停止分度,请执行以下简单检查:
单独检查伺服控制远程输入
要检查伺服控制的远程输入:
单独检查数控电缆接口
要检查数控电缆接口:
使用电压表检查来自数控的信号。
注意:针脚方向相反。
从铣床执行 M 功能以使其旋转。
铣床信号指示灯应亮起(绿色)并保持常亮。
使用仪表并检查循环启动针脚 3 和 4 的导通性。尽量不要使测试引线和针脚与公插头的屏蔽层短路。
注意:一些铣床的针脚 4 上可能有 +12 至 +24 伏的信号,以激活转台装置。检查针脚 4 和地面之间是否有电压,如果连续性测试失败,这也是有效的循环启动信号。如果针脚 4 上存在电压,则必须使用 Haas 接口箱(零件编号 IB)。如果对如何使用接口箱有疑问,请与您的经销商联系。
要检查循环完成信号,请使用伏特测试探针将铣床电缆上的针脚 1 和 2 短路。
铣床信号指示灯应关闭。
结果:
如果以上测试通过,则表明铣床发出了有效信号。
一起检查伺服控制和铣床
要检查伺服控制和铣床:
1. 按 RESET 重置铣床,或按 POWER OFF 关机。
2. 连接远程电缆,然后打开伺服控制和铣床。
连接后,转台装置应保持空闲状态。如果转台装置移动,则铣床的循环启动信号会短路。
3. 如果它保持空闲,则执行从铣削到分度的 M 功能或对 M 功能进行 MDI。
除非使用单段,否则不要从程序中进行分度。如果转台装置不移动,则表明铣床未输出信号或电缆断裂。
如果伺服控制分度正确,请确保在分度结束时铣床信号指示灯熄灭。如果指示灯不熄灭,则表明循环完成信号未返回到铣床。这可能是远程电缆中的裸线,或者是连接到数控的电缆中的问题。
4. 如果单元仅在单段中工作,而不在运行模式下工作,则可能存在涉及两个 M 功能的计时问题或同时铣削问题。查看有关同时铣削的部分。如果有两个 M 功能,则以 1/4 秒的间隔将它们分开。
Recently Viewed Items
You Have No Recently Viewed Items Yet

此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING 接受以下条件:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255