

/2026-04-VOP-SquareComponent.jpg/_jcr_content/renditions/cq5dam.thumbnail.319.319.png) 增值选件套
增值选件套
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

TG0043
版本 C - 2026 年 5 月
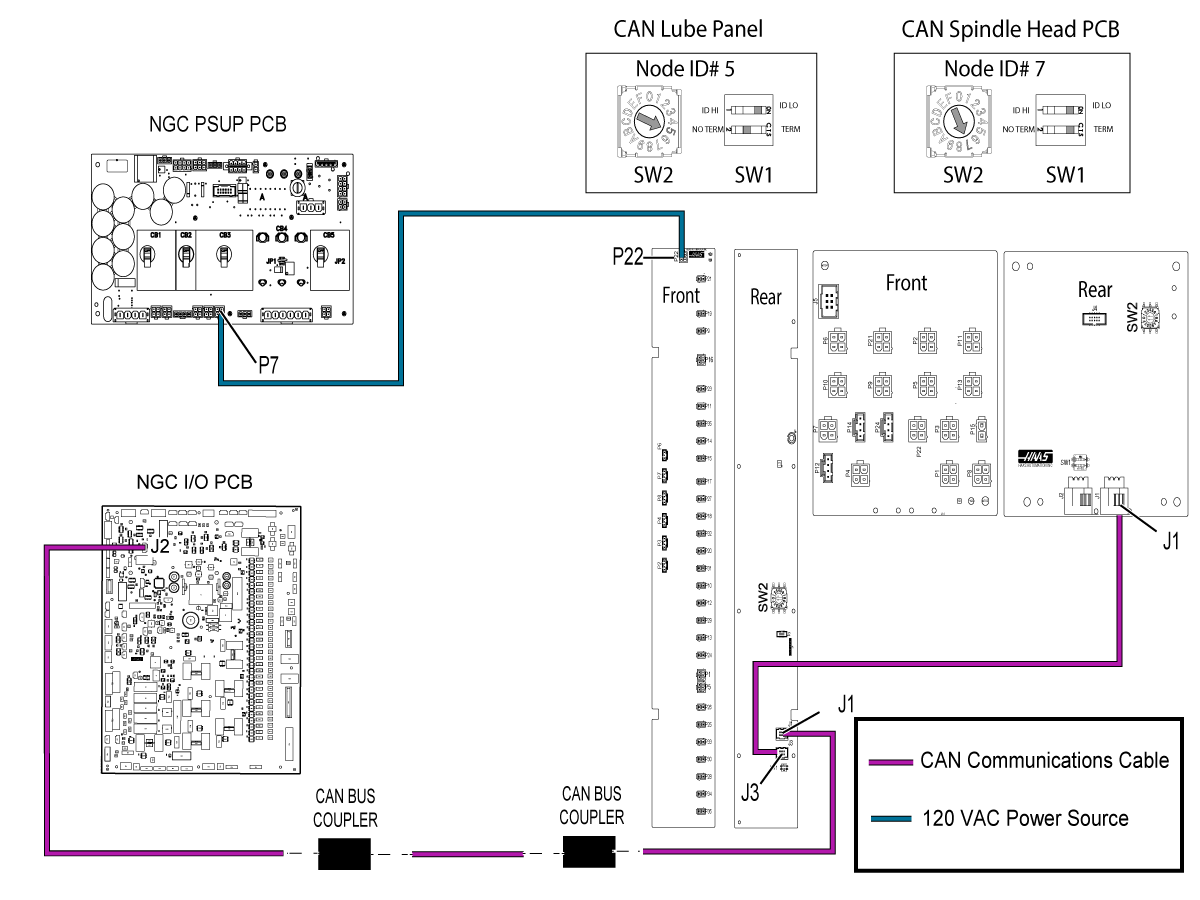
控制器局域网 (CAN) 是一种强大的车辆总线标准,旨在允许微控制器和设备相互通信。此方法用于创建按功能分组的卫星节点,这些节点可以在不更改核心电子设备的情况下进行扩展。
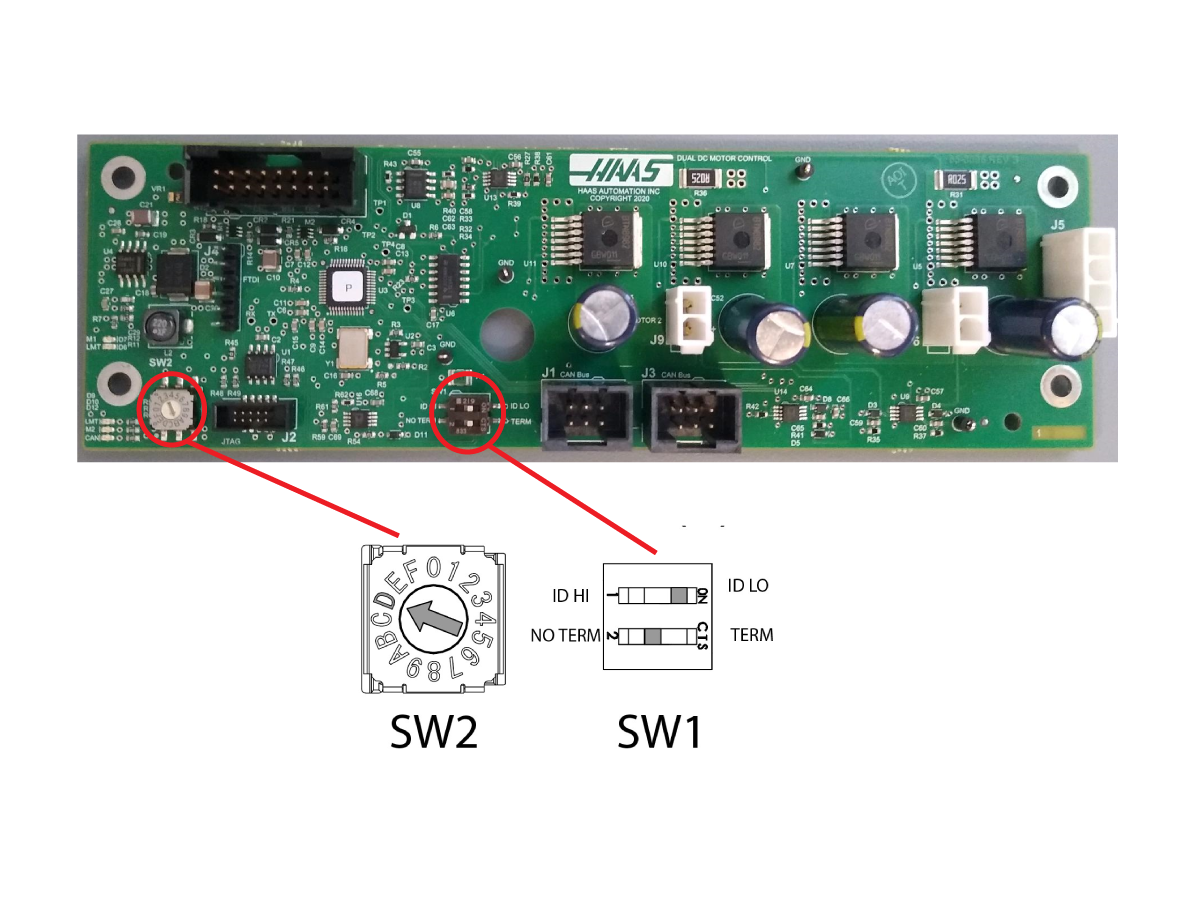
每个板都有一个必须正确设置的节点 ID 选择开关 [SW2]。
设备以菊花链的形式连接。
每个板都有一个必须正确设置的终端开关 [SW1]。
注意:链上的最后一个设备需要终止。
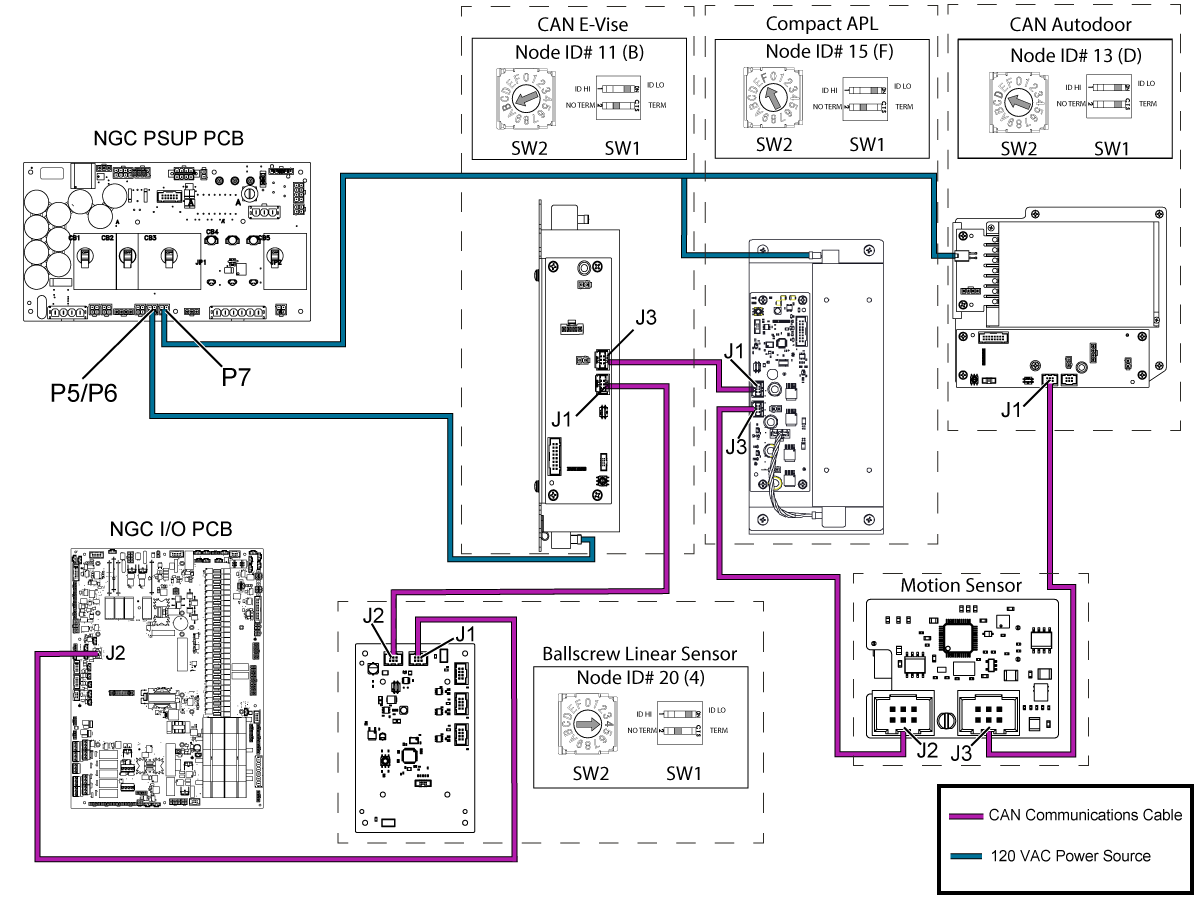
整个 CAN 系统序列应按以下顺序连接: 主动滚珠丝杠补偿 > CAN 电动台虎钳 > 紧凑型 APL > 运动传感器 > CAN 自动门。
重要提示: 序列末尾的 CAN 系统因机床而异,具体取决于机床的选项。序列中的最后一个 CAN 系统应在 TERM 设置上有其终端开关。唯一的例外情况 是,如果运动传感器是序列中的最后一个 CAN 系统,则此板没有终端开关,如果它是最后一个 CAN 系统,则需要在 J3上安装跳线 (PN: 32-1306)。
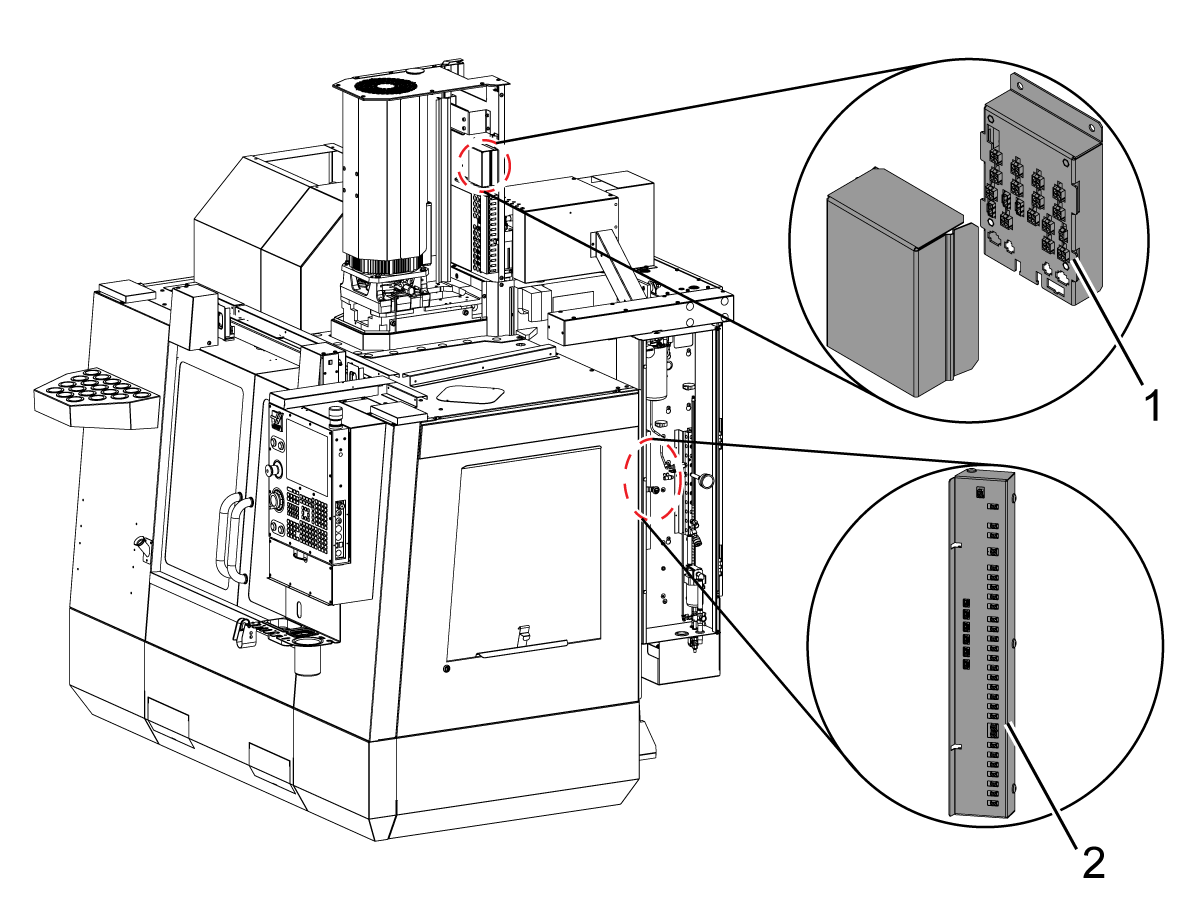
1. VMC CAN 主轴头 PCB
2. CAN 润滑面板 PCB
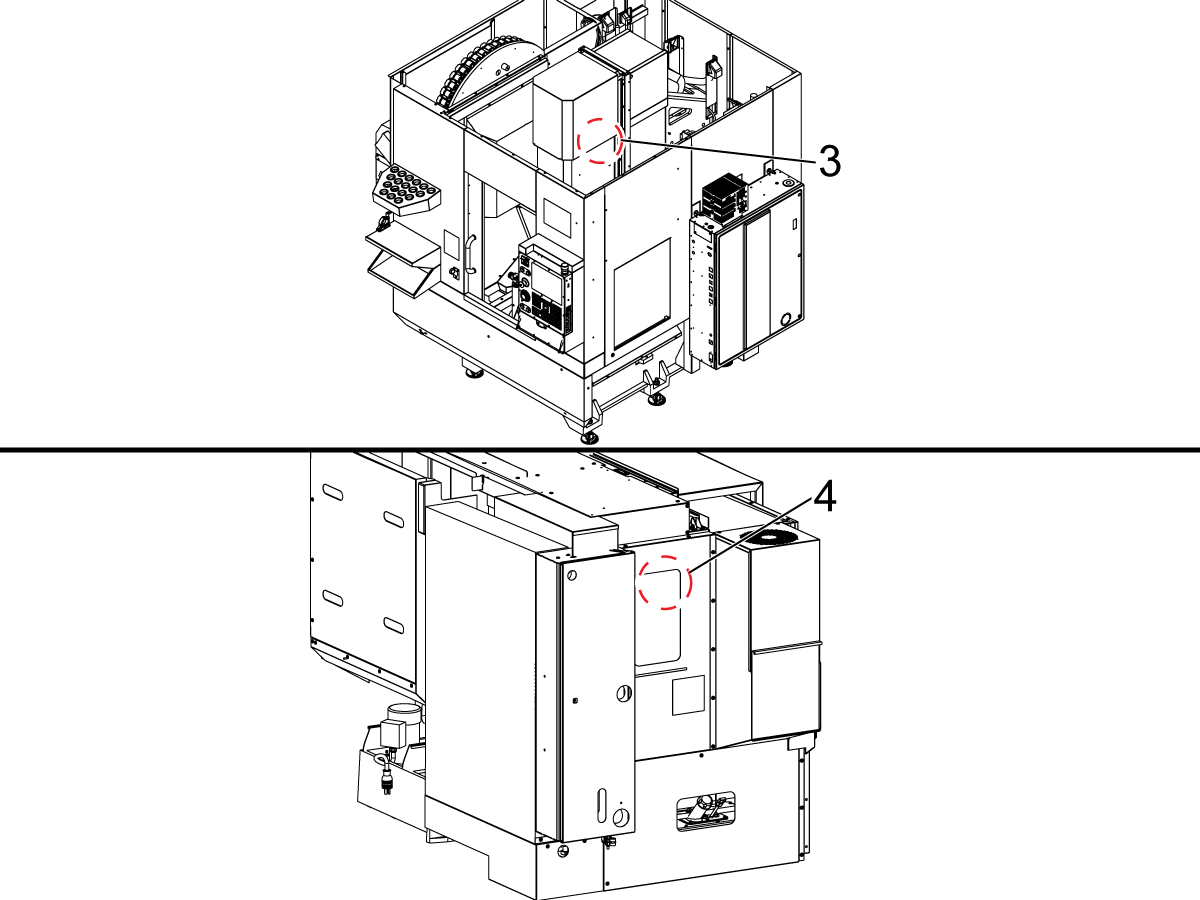
3. UMC CAN 主轴头 PCB
注意:对于 UMC-400 机床,主轴头 CAN 箱 IO 位于柱塞的背面,而不是主轴头的顶部。
4. 车床 CAN 主轴头 PCB
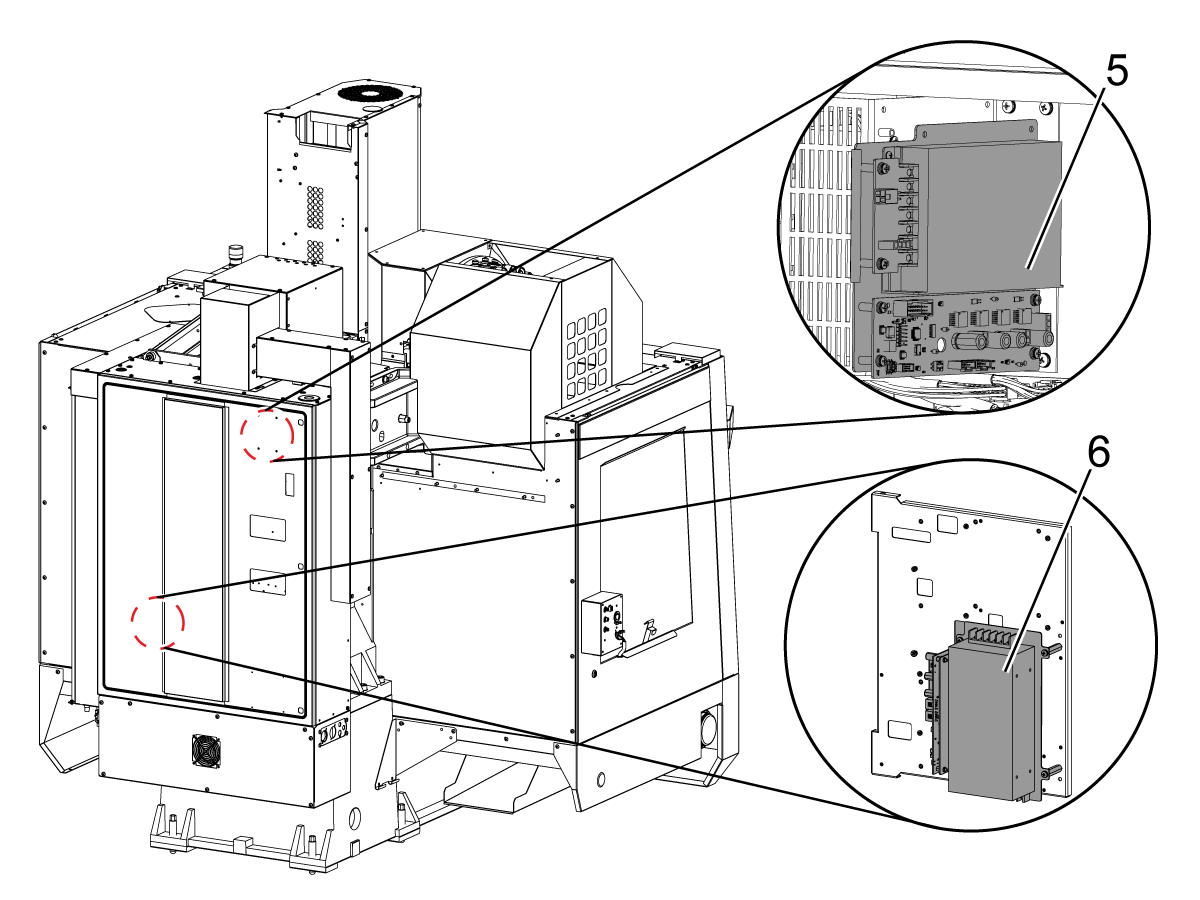
5. CAN 自动门
6. CAN 电动台虎钳
| 装置 | 节点 ID | 出厂设置 | |
| IO 板 | 3 | N/A |
| CAN 自动门 | 13(选择器上的 D) | 9013.001 |
| CAN 电动台虎钳 | 11(选择器上的 B) | 9011.001 |
| CAN 润滑油面板 | 5 | 9005.001 |
| CAN 主轴头 | 7 | 9007.001 |
| 旧版 CAN 自动门 | 9 | 9009.001 |
| 紧凑型自动装料器 (APL) | 15(选择器上的 F) | 9015.001 |
| 主动滚珠丝杠补偿 | 20(选择器上的 4) | 9020.001 |
重要提示:在继续进一步排除故障之前,请完全解决 CAN 通信故障。
| 症状 | 可能的原因 | 纠正措施 |
警报/ CAN 码 软件版本 100.21.000.1100 之前: 警报 9898.001: CAN 节点警告 CAN 代码 [0x43]: CAN 节点警告 软件 100.21.000.1100 及更高版本: 警报 9706 或 (100.001): CAN 的节点指令电流超出范围 CAN 代码 [0x43] |
固件和参数过时 | 升级至最新软件、配置文件和 I/O / CAN AD 固件。 |
警报 9701:节点 ID:XX 节点报告它与 I/O 板失去通信 CAN 代码 [0x01] |
旧的 IO 固件。 | 加载 I/O 固件 4.09 或更高版本。 |
| 连接不良 | 验证 CAN 总线连接器是否完全就位,且终端电阻是否设置正确。 | |
| 警报 9899 IOPCB CAN 故障 和/或警报 9105 IO 板指令执行故障 | CAN 节点的 I/O 配置不正确。 | 通过“I/O 配置”选项卡更新 I/O 配置。 |
| 错误的 CAN 节点已启用。 | 确认出厂设置 9000.001 -> 9031.001 设置正确。仅应启用活动节点。 | |
| 自动门 CAN PCB 没有电。 | 确认低压电源正在为 CAN 自动门 PCB 供电。 | |
| CAN 节点通信电缆已断开。 | 关闭机床电源至少一分钟。确认所有 CAN 通信电缆均已正确连接。 | |
| CAN 模块 ID 选择器不正确。 | 关闭机床电源至少一分钟。正确设置 ID 选择器。给机床通电。 | |
| CAN 模块的端接不正确。 | 关闭机床电源至少一分钟。确认链中只有最后一个节点被终止。给机床通电。 | |
| 需要重置 CAN 节点。 | 通过 9000.001 -> 9031.001 禁用 CAN 节点。如果机床在禁用特定节点后恢复了(I/O 页面不是“ X”),请尝试再次启用该节点。 | |
| 警报 9798: IOPCB CAN FCT CRC 不匹配 | 对位于其中一台 CAN 设备上的工厂配置表 (FCT) 的内部 CRC 进行的测试与机床 FCT 的 CRC 不匹配。这可能是由于在关键时刻发生电源故障造成的,或可能在更换连接到 I/O 板上的 CAN 板后发生的 |
主 CRC 和出厂 CRC 现在相同。 |
软件版本 100.21.000.1100 之前: 警报 9898.001: CAN 节点警告 CAN 代码 [0x43]: 无效的夹钳值 软件 100.21.000.1100 及更高版本: 警报 9706: 无效的夹钳值 CAN 代码 [0x43] |
过时的自动门/电动台虎钳固件 | 将自动门/电动台虎钳更新为 1.06 或更高版本 |
软件版本 100.21.000.1100 之前: 警报 9898.001: CAN 节点警告 CAN 代码 [0x44]: 无效的电压命令 软件 100.21.000.1100 及更高版本: 警报 9707: 无效电压指令 CAN 代码 [0x44] |
||
软件版本 100.21.000.1100 之前: 警报 9899.001: CAN 总线关闭错误 CAN 代码 [0x44]: 无效的电压命令 软件 100.21.000.1100 及更高版本: 警报 9700: CAN 总线关闭错误 |
连接不良 | 验证 CAN 总线连接器是否完全就位,且终端电阻是否设置正确。 |
| CAN 总线短路 | 使用万用表诊断短路:
注意: CAN-H 和 CAN-L 之间应为 60 欧姆 |
|
软件版本 100.21.000.1100 之前: 9899.002: CAN 总线关闭错误 CAN 代码 [0x01]: 节点报告它与 I/O 板失去通信 软件 100.21.000.1100 及更高版本: 警报 9701: 节点报告它与 I/O 板失去通信 CAN 代码 [0x01] |
旧的 IO 固件。 | 加载 I/O 固件 4.09 或更高版本。 |
| 连接不良 | 验证 CAN 总线连接器是否完全就位,且终端电阻是否设置正确。 | |
软件版本 100.21.000.1100 之前: 9899.002: CAN 总线关闭错误 CAN 代码 [0x30]: I/O 板报告它与节点失去通信 软件 100.21.000.1100 及更高版本: 警报 9702: I/O 板报告其与节点失去通信 CAN 代码 [0x30] |
I/O 映射缺少节点 | 在 I/O 配置选项卡中验证是否已映射节点。从门户网站获取最新配置。 |
| 启用了错误的节点 | 确认出厂设置 9000.001 - 9031.001 仅针对安装在机床中的节点设置为 true。 | |
| 节点 ID 在节点上设置不正确 | 在 ID 选择开关上选择正确的节点 ID。重新启动机床。 | |
| 节点断电 | 使用万用表验证节点是否通电。如有必要,请更换电源。 | |
| 连接不良 | 验证 CAN 总线连接器是否完全就位,且终端电阻是否设置正确。 | |
软件版本 100.21.000.1100 之前: 警报 9899.003: CAN 总线关闭错误 软件 100.21.000.1100 及更高版本: 警报 9703: CAN 节点错误 |
节点致命警报。固件具有不可恢复的警报。 | 循环节点启用 (90nn.001) 或更新 I/O 页面中的配置表。机床可能需要重新启动。 |
| 警报 9713: 节点应用程序损坏 | IO 板检测到 CAN 设备存在损坏的应用程序固件。 | 尝试更新受影响 CAN 设备的固件。 |
| 警报 9714: 节点引导装载程序损坏 | IO 板检测到 CAN 设备存在损坏的引导加载程序固件。 |
尝试更新受影响 CAN 设备的固件。 |
| 警报 966 EXCESSIVE TOOL IMBALANCE(板加速度计) | 板载加速度计产生过大的工具振动 | 验证一切都正确平衡,例如工具和主轴 |
使用 设置 245 降低灵敏度
注意: 设置 245 重新通电时不会持续 注意: 如需更多信息,请参阅 加速度计故障排除指南 。 |
||
| 警报 9941 CRASH DETECTED(主轴头加速度计) | 机床检测到碰撞 | 验证程序机床动作以确保机床不会碰撞 |
| 加速度计、电缆或主轴头 CAN 板损坏 |
|
当机床具有主动滚珠丝杠补偿、CAN 电动台虎钳、紧凑型 APL、运动传感器和 CAN 自动门时的 CAN 总线序列。
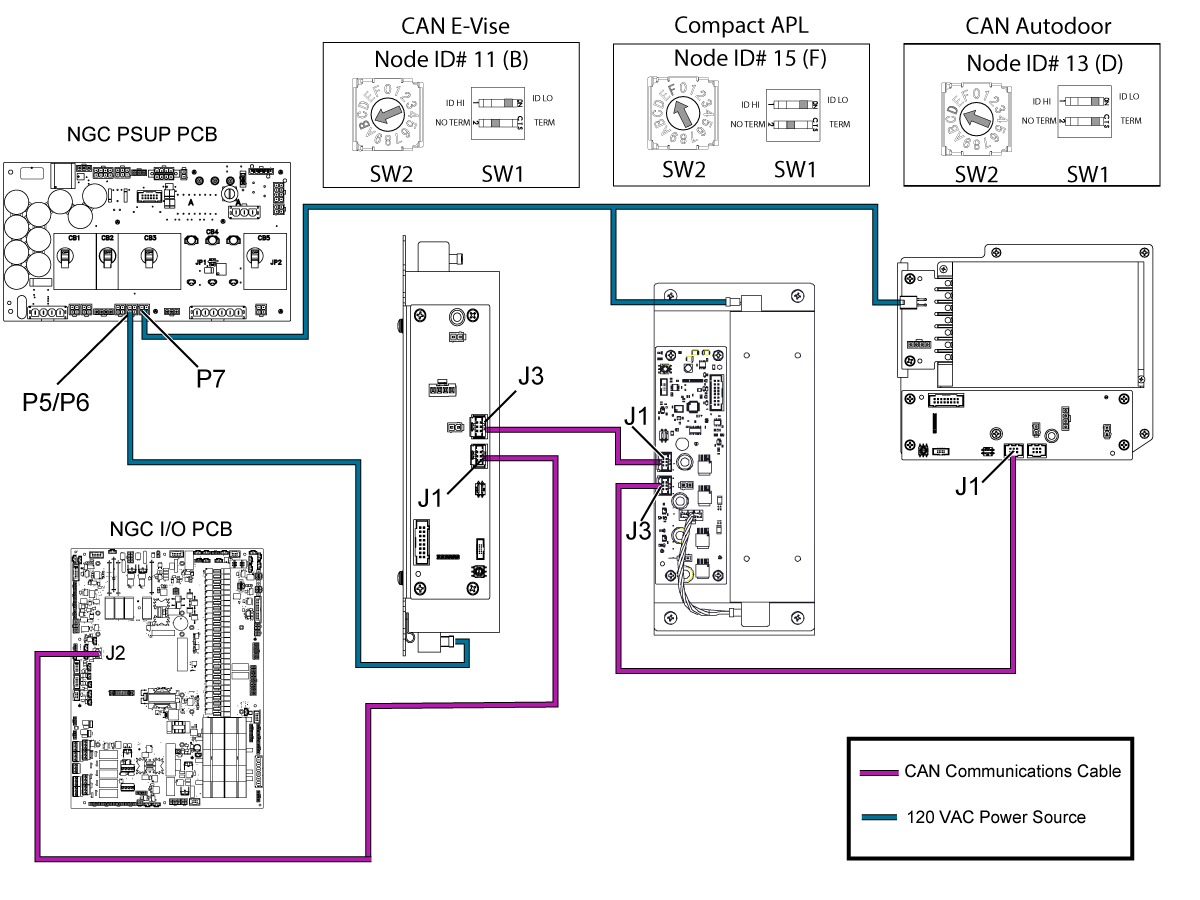
当机床具有 CAN 电动台虎钳、紧凑型 APL 和 CAN 自动门时的 CAN 总线序列。
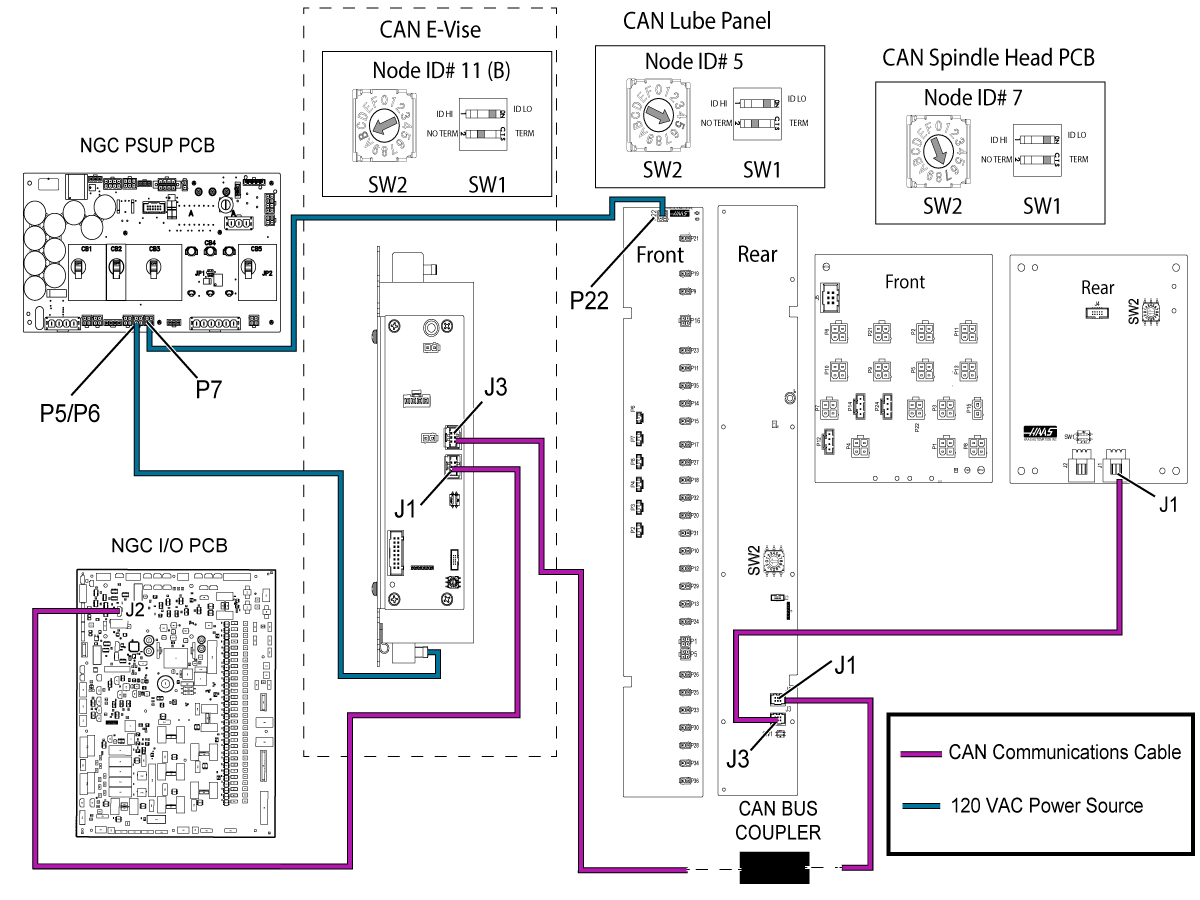
带有 CAN 自动门和 CAN 电动台虎钳的 CAN 润滑面板和 CAN 主轴头 PCB 示意图

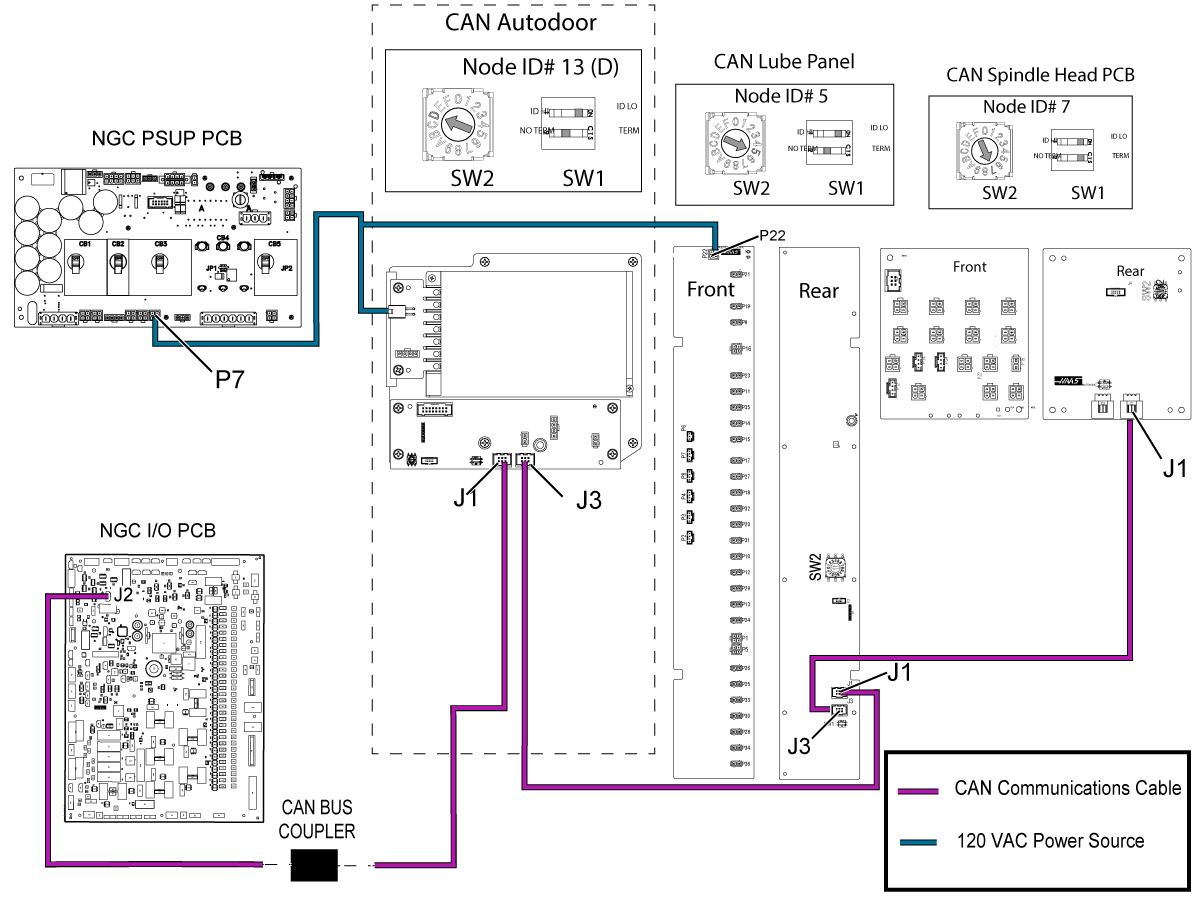
带有 CAN 自动门且不带 CAN 电动台虎钳的 CAN 润滑面板和 CAN 主轴头 PCB 示意图
带有 CAN 电动台虎钳但不带 CAN 自动门的 CAN 润滑面板和 CAN 主轴头 PCB 示意图
不带 CAN 自动门或 CAN 电动台虎钳的 CAN 润滑面板和 CAN 主轴头 PCB 示意图
TG0045
控制器局域网 (CAN) 是一种强大的车辆总线标准,旨在允许微控制器和设备相互通信。此方法用于创建按功能分组的卫星节点,这些节点可以在不更改核心电子设备的情况下进行扩展。
注意: 链上的最后一个设备需要终止。
1. VMC CAN 主轴头 PCB
2. CAN 润滑面板 PCB
3. UMC CAN 主轴头 PCB
注意: 对于 UMC-400 机床,主轴头 CAN 箱 IO 位于柱塞的背面,而不是主轴头顶部。
4. 车床 CAN 主轴头 PCB
| 装置 | 节点 ID | 出厂设置 | |
| IO 板 | 3 | N/A |
| CAN 自动门 | 13(选择器上的 D) | 9013.001 |
| CAN 电动台虎钳 | 11(选择器上的 B) | 9011.001 |
| CAN 润滑油面板 | 5 | 9005.001 |
| CAN 主轴头 | 7 | 9007.001 |
| 旧版 CAN 自动门 | 9 | 9009.001 |
| 紧凑型自动装料器 (APL) | 15(选择器上的 F) | 9015.001 |
| 主动滚珠丝杠补偿 | 20(选择器上的 4) | 9020.001 |
警报/ CAN 码 软件版本 100.21.000.1100 之前 |
警报/ CAN 码 软件版本 100.21.000.1100 之后 |
可能的原因 | 纠正措施 |
警报 9105:IO 板命令执行失败 机床通过此警报输出以下警报:
|
主 I/O固件已过时。 | 将 I/O PCB 主固件更新至最新版本。 请参见 固件升级 程序。 |
|
| 警报 9899 IOPCB CAN 故障 和/或 9105 IO 板命令执行失败 | CAN 节点的 I/O 配置不正确。 | 通过“I/O 配置”选项卡更新 I/O 配置。 | |
| 错误的 CAN 节点已启用。 | 确认出厂设置 9000.001 -> 9031.001 设置正确。仅应启用活动节点。 | ||
| 主轴头或润滑面板 CAN PCB 没有电。 | 确认低压电源正在为 CAN 主轴头或润滑面板 PCB 供电。 | ||
| CAN 节点通信电缆已断开。 | 关闭机床电源至少一分钟。确认所有 CAN 通信电缆均已正确连接。 | ||
| CAN 模块 ID 选择器不正确。 | 关闭机床电源至少一分钟。正确设置 ID 选择器。给机床通电。 | ||
| CAN 模块的端接不正确。 | 关闭机床电源至少一分钟。确认链中只有最后一个节点被终止。给机床通电。 | ||
| 需要重置 CAN 节点。 | 通过 9000.001 -> 9031.001 禁用 CAN 节点。如果机床在禁用特定节点后恢复了(I/O 页面不是“ X”),请尝试再次启用该节点。 | ||
| 警报 9798: IOPCB CAN FCT CRC 不匹配 | 对位于其中一台 CAN 设备上的工厂配置表 (FCT) 的内部 CRC 进行的测试与机床 FCT 的 CRC 不匹配。这可能是由于在关键时刻发生电源故障造成的,或可能在更换连接到 I/O 板上的 CAN 板后发生的 |
主 CRC 和出厂 CRC 现在相同。
|
|
警报 9898.001: CAN 节点警告 CAN 代码 [0x41]: 电机 1 的命令无效 |
警报 9704: 电机 1 的命令无效 CAN 代码 [0x41] |
待定 | 待定 |
警报 9898.001: CAN 节点警告 CAN 代码 [0x42]: 电机 2 的命令无效 |
警报 9705: 电机 2 的命令无效 CAN 代码 [0x42] |
待定 | 待定 |
警报 9898.001: CAN 节点警告 CAN 代码 [0x43]: 无效的夹钳值 |
警报 9706: 无效的夹钳值 CAN 代码 [0x43] |
过时的自动门/电动台虎钳固件 | 将自动门/电动台虎钳更新为 1.06 或更高版本 |
警报 9898.001: CAN 节点警告 CAN 代码 [0x44]: 无效的电压命令 |
警报 9707:无效的电压命令 CAN 代码 [0x44] |
||
警报 9898.001: CAN 节点警告 CAN 代码 [0x81]: 电机 1 短路 或者 警报 9898.001: CAN 节点警告 CAN 代码 [0x82]: 电机 2 短路 |
警报 9708: 电机 1 短路 CAN 代码 [0x81] 或者 警报 9709: 电机 2 短路 CAN 代码 [0x82] |
电缆故障 | 更换电机电缆。 |
| 板故障 | 更换自动门/电动台虎钳板。 | ||
| 电机故障 | 更换液晶屏显示器。|||
| 警报 9899.001:CAN 总线关闭错误 | 警报 9700:CAN 总线关闭错误 | 连接不良 | 验证 CAN 总线连接器是否完全就位,且终端电阻是否设置正确。 |
| CAN 总线短路 | 使用万用表诊断短路:
说明:CAN-H 和 CAN-L 之间应为 60 欧姆 |
||
警报 9899.002: CAN 总线关闭错误 CAN 代码 [0x01]: 节点报告它与 I/O 板失去通信 |
警报 9701: 节点报告它与 I/O 板失去通信 CAN 代码 [0x01] |
旧的 IO 固件。 | 加载 I/O 固件 4.09 或更高版本。 |
| 连接不良 | 验证 CAN 总线连接器是否完全就位,且终端电阻是否设置正确。 | ||
| 警报 9899.002: CAN 总线关闭错误 CAN 代码 [0x30]: I/O 板报告它与节点失去通信 |
警报 9702:I/O 板报告它与节点失去通信 CAN 代码 [0x30] |
I/O 映射缺少节点 | 在 I/O 配置选项卡中验证是否已映射节点。从门户网站获取最新配置。 |
| 启用了错误的节点 | 确认出厂设置 9000.001 - 9031.001 仅针对安装在机床中的节点设置为 true。 | ||
| 节点 ID 在节点上设置不正确 | 在 ID 选择开关上选择正确的节点 ID。重新启动机床。 | ||
| 节点断电 | 使用万用表验证节点是否通电。如有必要,请更换电源。 | ||
| 连接不良 | 验证 CAN 总线连接器是否完全就位,且终端电阻是否设置正确。 | ||
| 警报 9899.003:CAN 总线关闭错误 | 警报 9703: CAN 总线关闭错误 | 节点致命警报。固件具有不可恢复的警报。 | 循环节点启用 (90nn.001) 或更新 I/O 页面中的配置表。机床可能需要重新启动。 |
警报 9898.001: CAN 节点警告 未识别的 CAN 代码 |
警报 9712: CAN 节点警告 未识别的 CAN 代码 |
待定 | 待定 |
警报 9899.002:CAN 总线关闭错误 未识别的 CAN 代码 |
警报 9711: CAN 总线关闭错误 未识别的 CAN 代码 |
待定 | 待定 |
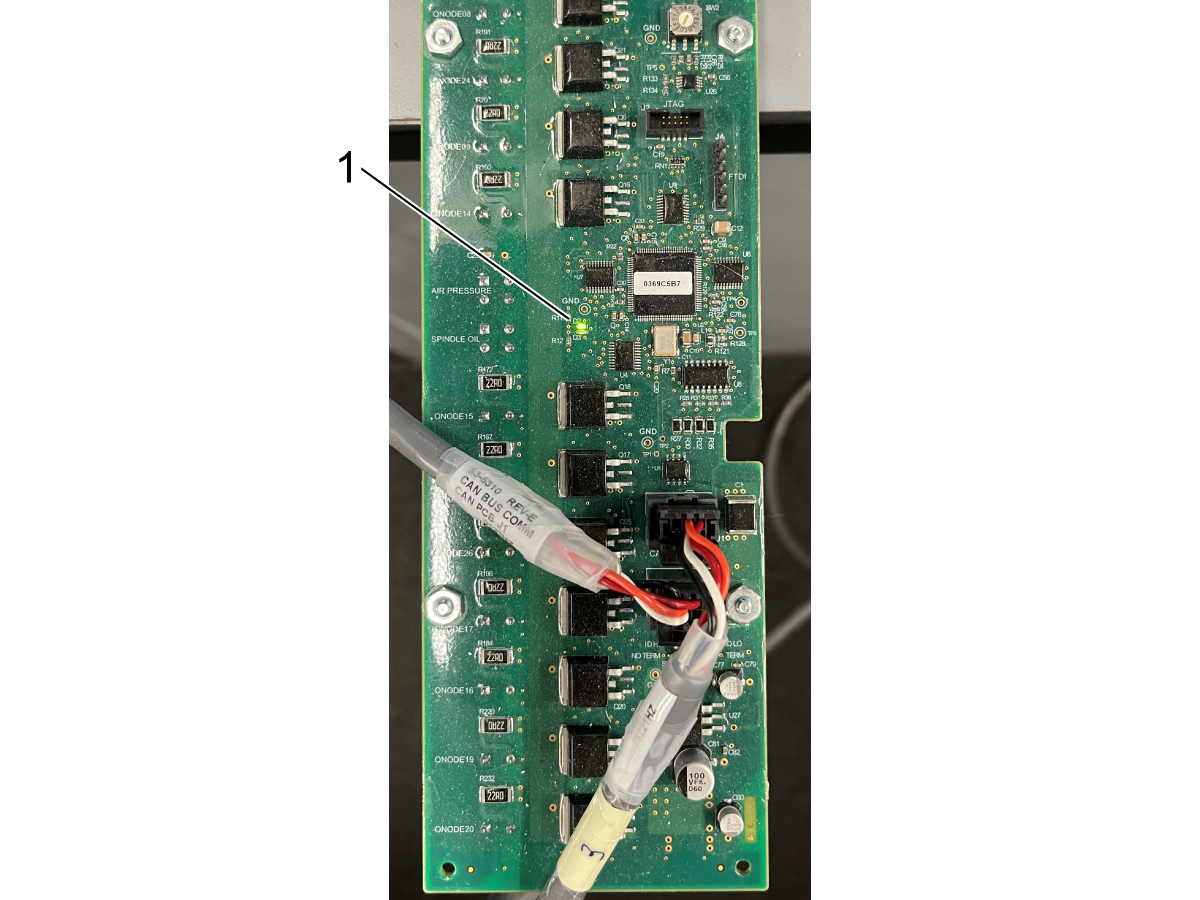
主轴头状态 LED 位置

润滑面板状态 LED 位置
| PCB 状态 | 模式 | 红色 LED |
绿色 LED |
| 引导加载程序 | N/A | 关 |
开 |
| 应用 | 停用(节点已禁用) | 关 |
闪烁 1 Hz |
| 启用(节点已启用) | 关 |
闪烁 2-5 Hz |
|
| 安全节点 | 闪烁 2-5 Hz |
关 |
|
| 死节点 | 开 |
开 |
问题:软件版本为 100.21.000.1003 及更早版本的机床:警报 9899.002:节点 ID:XX [0x30] IOPCB CAN 故障或其他 9899 CAN 总线警报。
软件版本为 100.21.000.1100 及更高版本的机床:警报 9702:I/O 板报告它与节点 CAN 代码 [0x30] 失去通信或者报告了其它 CAN 总线警报。
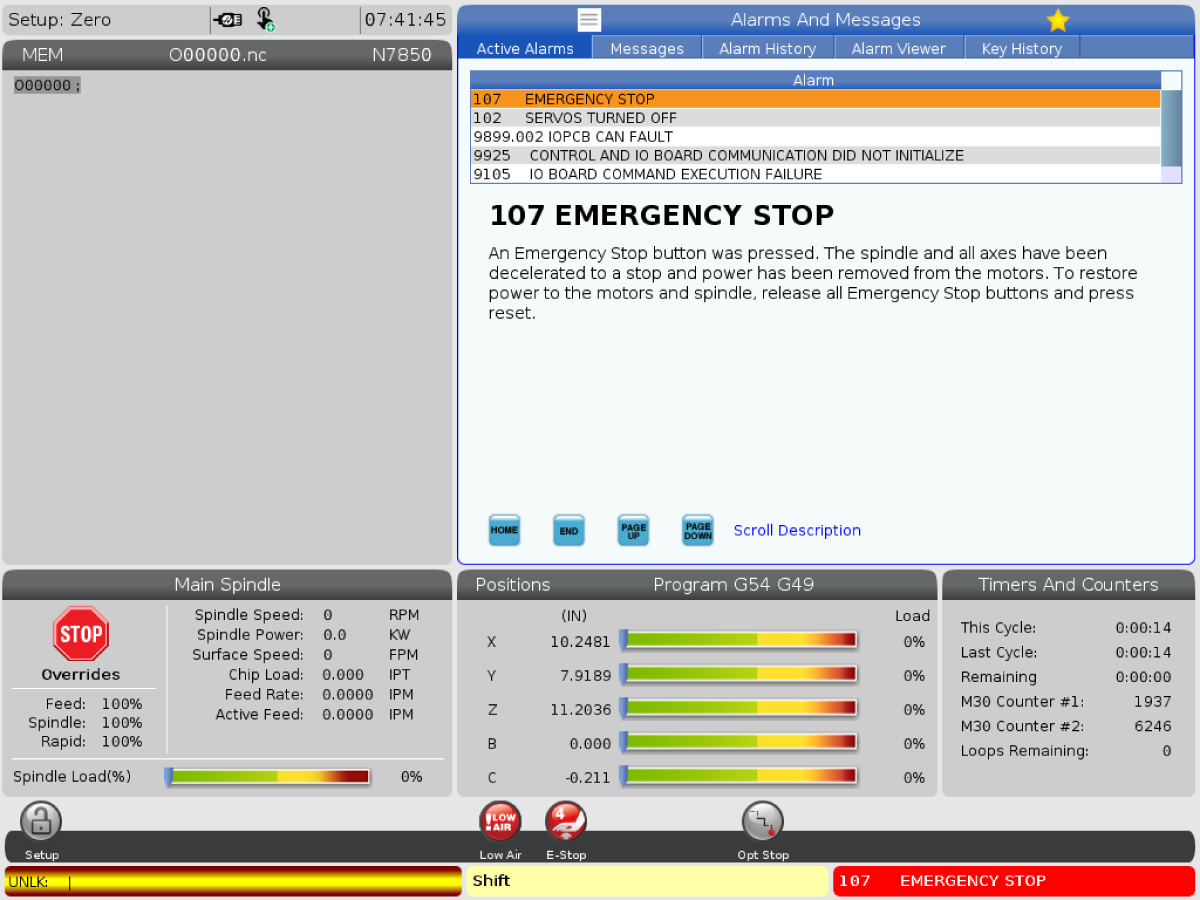
重启机床后,将生成警报 9105 IO 板命令执行故障以及其他 I/O 和 CAN 警报。模拟传感器都读取零。
原因 IO PCB 和 CAN 总线 PCB 之间的通信丢失。原因可能是通信中断,或 CAN 总线 PCB 或 CAN 电源出现故障。

更新软件、IO 固件和所显示的所有可更新到最新版本的 CAN 设备。如果节点损坏或断开,则可能无法显示在节点列表中。所有节点都显示在固件更新页面上。[1]页面[2]
中缺少主轴头节点,这表示该节点可能有问题。按下急停按钮重启电源后,按复位以恢复 I/O PCB。按复位后,注意任何 CAN 或 I/O 警报。
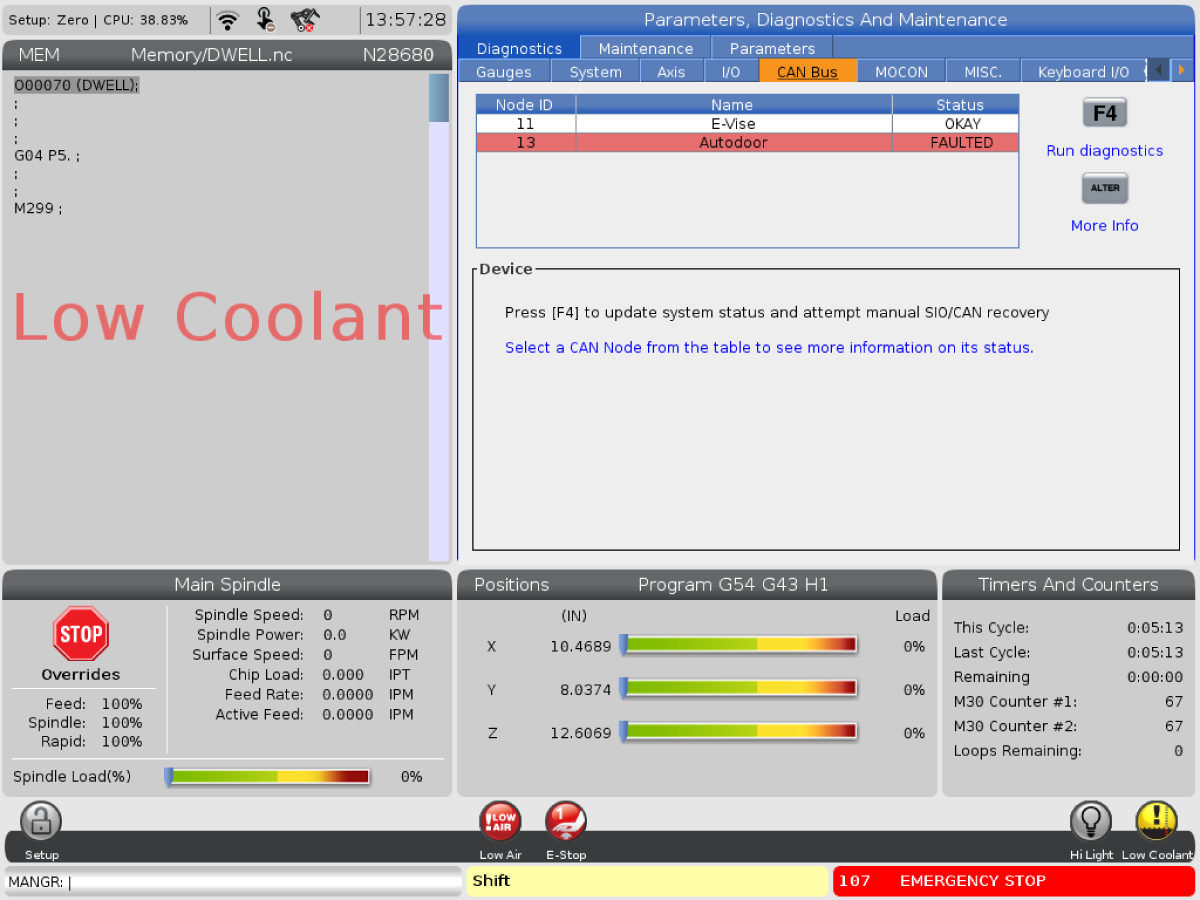
导航到 CAN 总线诊断页面。这需要服务密钥。注意每个节点的状态,故障节点是否对应于 CAN 警报中显示的节点。按 F4 运行诊断。
如果链末端或链中间的单个节点处于故障状态,则对该 PCB 进行故障排除。
如果两个或多个节点出现故障,请对最靠近 I/O PCB 的链中的第一个故障节点进行故障排除,然后转至最后一个。
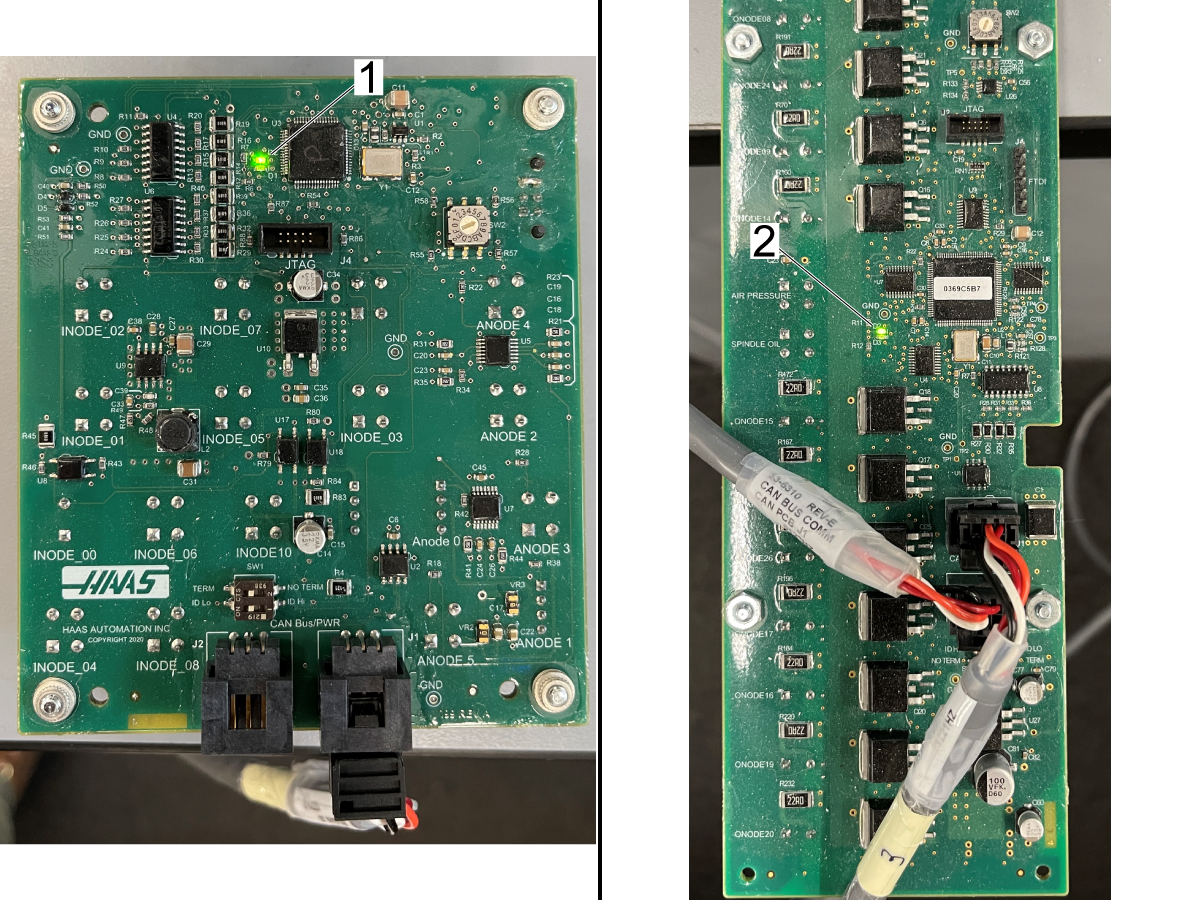
访问 PCB 并检查状态灯。主轴头 PCB LED 位置[1]。润滑面板 PCB LED 位置[2]。
PCB 状态 |
模式 |
红色 LED |
绿色 LED |
引导加载程序 |
N/A |
关 |
开 |
应用 |
禁用(节点已禁用)- 故障状态 |
关 |
闪烁 1 Hz |
启用(节点已启用)- 正常状态 |
关 |
闪烁 2-5 Hz |
|
安全模式 - 故障状态 |
闪烁 2-5 Hz |
关 |
|
死节点 - 故障状态 |
开 |
开 |
如果状态 LED 处于故障状态,请检查节点 ID 选择器和终端。如果不正确,请关闭机床电源,并将节点 ID 选择器更改为正确的节点 ID,并根据机床配置和机床上安装的 CAN 设备设置终端。
机床断电后,检查电缆并断开和重新连接电缆和 CAN 总线联轴器。
打开机床电源并检查 CAN 总线页面,然后按 F4 运行诊断。
如果故障节点是电动台虎钳或自动门,请禁用该节点并验证警报是否已清除。
警告:请勿禁用主轴头或润滑面板并运行机床。否则可能会造成损坏或伤害。
带有 CAN 自动门和 CAN 电动台虎钳的 CAN 润滑面板和 CAN 主轴头 PCB 示意图
带有 CAN 自动门且不带 CAN 电动台虎钳的 CAN 润滑面板和 CAN 主轴头 PCB 示意图
带有 CAN 电动台虎钳但不带 CAN 自动门的 CAN 润滑面板和 CAN 主轴头 PCB 示意图
不带 CAN 自动门或 CAN 电动台虎钳的 CAN 润滑面板和 CAN 主轴头 PCB 示意图
单击下图以进入自动门 - 维修手册
单击下图以进入自动门 - 维修手册
TG0025
控制器局域网 (CAN) 是一种强大的车辆总线标准,旨在允许微控制器和设备相互通信。此方法用于创建按功能分组的卫星节点,这些节点可以在不更改核心电子设备的情况下进行扩展。
每个板都有一个必须正确设置的节点 ID 选择开关 [SW2]。
设备以菊花链的形式连接。
每个板都有一个必须正确设置的终端开关 [SW1]。
注意:链上的最后一个设备需要终止。
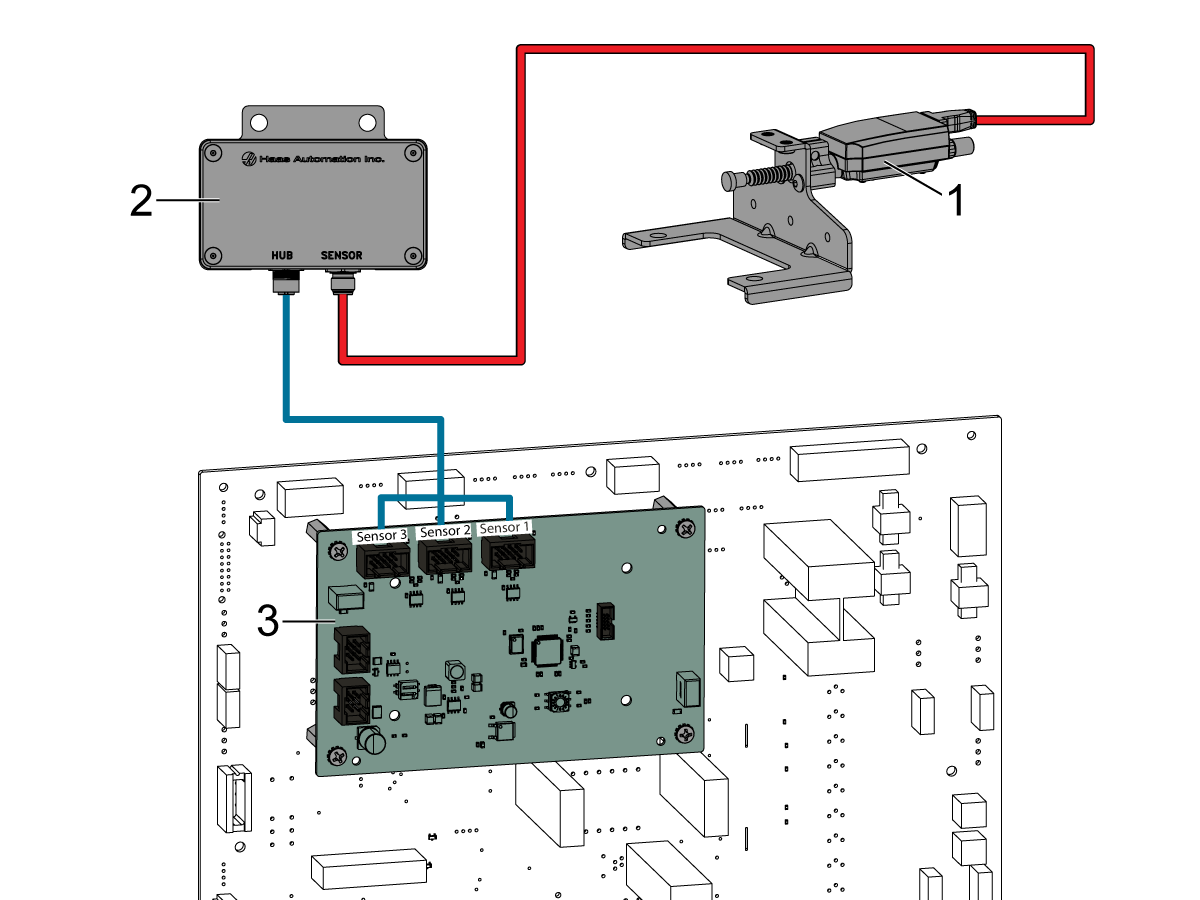
主动滚珠丝杠补偿包括:
每个轴都有自己的线性量规传感器 [1] 和 CAN 节点箱 [2],它们将连接到 CAN 集线板 [3]。
来自每个轴的 CAN 节点盒的电缆将连接到 CAN 集线板上的以下端口:
目前,在以下机床及其变体上可采用主动滚珠丝杠补偿:
| 装置 | 节点 ID | 出厂设置 | |
| IO 板 | 3 | N/A |
| CAN 自动门 | 13(选择器上的 D) | 9013.001 |
| CAN 电动台虎钳 | 11(选择器上的 B) | 9011.001 |
| CAN 润滑油面板 | 5 | 9005.001 |
| CAN 主轴头 | 7 | 9007.001 |
| 旧版 CAN 自动门 | 9 | 9009.001 |
| 紧凑型自动装料器 (APL) | 15(选择器上的 F) | 9015.001 |
| 主动滚珠丝杠补偿 | 20(选择器上的 4) | 9020.001 |
警报/ CAN 码 |
可能的原因 | 纠正措施 |
| 无法升级 CAN 板固件。 | I/O 板的固件版本低于 4.24。 | 请将 I/O 固件升级到最低为 4.24。在升级 I/O 固件后,请尝试升级 CAN 板固件。 |
| 警报 9417: 检测到线性传感器故障 | 检测到线性传感器读数无效。传感器可能已经断开。 | 验证所有硬件连接是否安全且一致,请参阅上述概述部分,了解系统内所有组件,并可通过下方的接线图获取 CAN 系统中的位置。 |
警报 9105:IO 板命令执行失败 机床通过此警报输出以下警报:
|
主 I/O固件已过时。 | 将 I/O PCB 主固件更新至最新版本。 请参见 固件升级 程序。 |
| 警报 9899:IOPCB CAN 故障 和/或 9105:IO 板命令执行失败 | CAN 节点的 I/O 配置不正确。 | 通过“I/O 配置”选项卡更新 I/O 配置。 |
| 错误的 CAN 节点已启用。 | 确认出厂设置 9000.001 -> 9031.001 设置正确。仅应启用活动节点。 | |
| CAN 节点通信电缆已断开。 | 关闭机床电源至少一分钟。确认所有 CAN 通信电缆均已正确连接。 | |
| CAN 模块 ID 选择器不正确。 | 关闭机床电源至少一分钟。正确设置 ID 选择器。给机床通电。 | |
| CAN 模块的端接不正确。 | 关闭机床电源至少一分钟。确认链中只有最后一个节点被终止。给机床通电。 | |
| 需要重置 CAN 节点。 | 通过 9000.001 -> 9031.001 禁用 CAN 节点。如果机床在禁用特定节点后恢复了(I/O 页面不是“ X”),请尝试再次启用该节点。 | |
| 警报 9798: IOPCB CAN FCT CRC 不匹配 | 对位于其中一台 CAN 设备上的工厂配置表 (FCT) 的内部 CRC 进行的测试与机床 FCT 的 CRC 不匹配。这可能是由于在关键时刻发生电源故障造成的,或可能在更换连接到 I/O 板上的 CAN 板后发生的 |
主 CRC 和出厂 CRC 现在相同。
|
警报 9701: CAN 节点与 IO 失去通信 CAN 代码 [0x01] |
旧的 IO 固件。 | 加载 I/O 固件 4.09 或更高版本。 |
| 连接不良 | 验证 CAN 总线连接器是否完全就位,且终端电阻是否设置正确。 | |
| 警报 9702: IO 失去与 CAN 节点 的通信 [0x30] |
I/O 映射缺少节点 | 在 I/O 配置选项卡中验证是否已映射节点。从门户网站获取最新配置。 |
| 启用了错误的节点 | 确认出厂设置 9000.001 - 9031.001 仅针对安装在机床中的节点设置为 true。 | |
| 节点 ID 在节点上设置不正确 | 在 ID 选择开关上选择正确的节点 ID。重新启动机床。 | |
| 连接不良 | 验证 CAN 总线连接器是否完全就位,且终端电阻是否设置正确。 | |
警报 9703:CAN 节点错误 |
节点致命警报。固件具有不可恢复的警报。 | 循环节点启用 (90nn.001) 或更新 I/O 页面中的配置表。机床可能需要重新启动。 |
警报 9737.00X:线性传感器错误 子代码: |
传感器节点与线性传感器失去通信。原因可能是传感器故障或节点连接松动。 | 1. 验证线性传感器与节点的电缆连接。 2. 在“诊断”选项卡下,导航到 I/O 页面,并检查生成警报的轴的模拟输入。
3. 如有可能,请用手对开关施加压力,以查看模拟值是否随着开关的推入而增加。验证输入是否不始终为 0。 4. 还要验证当恒定/无压力施加到开关时,输入没有波动。 |
当机床具有滚珠丝杠线性传感器 CAN 电动台虎钳、紧凑型 APL 和 CAN 自动门时的 CAN 总线序列。
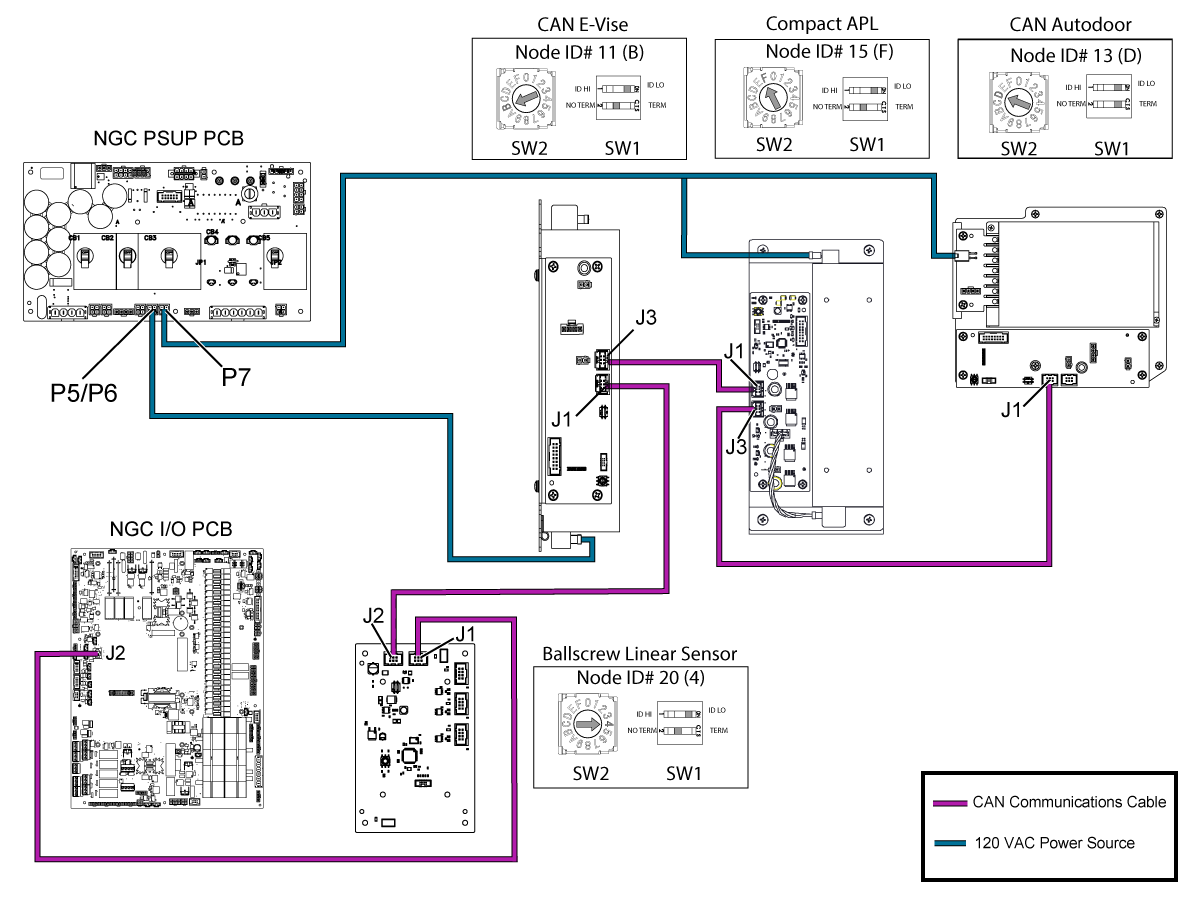
当机床具有主动滚珠丝杠补偿、CAN 电动台虎钳、紧凑型 APL、运动传感器和 CAN 自动门时的 CAN 总线序列。
Recently Viewed Items
You Have No Recently Viewed Items Yet

此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING 接受以下条件:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255





