

/2026-04-VOP-SquareComponent.jpg/_jcr_content/renditions/cq5dam.thumbnail.319.319.png) 增值选件套
增值选件套
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.
版本 A - 2025 年 9 月
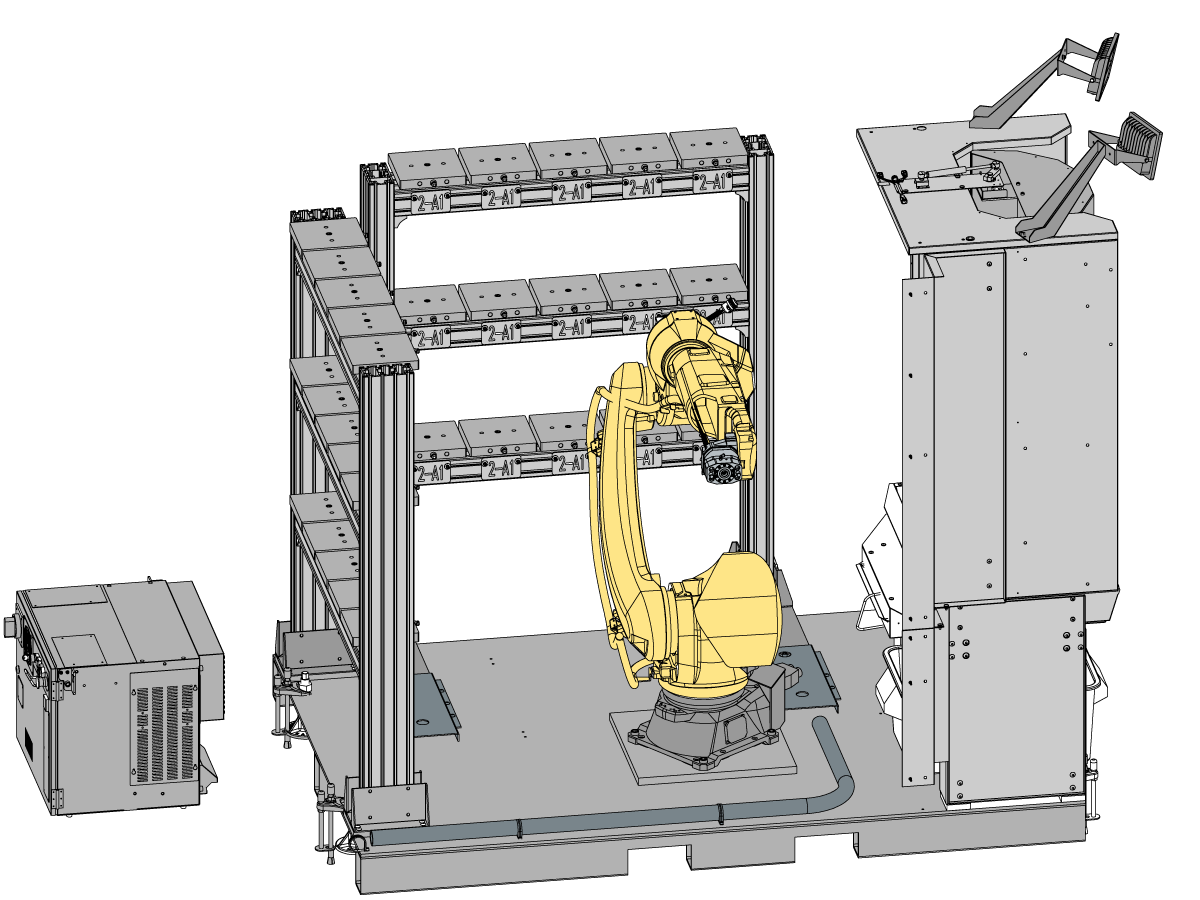
此过程演示如何在客户现场安装第二托盘架到机器人托盘装载系统上。
本程序适用于以下编号的零件:
说明:安全围栏套件仅在 CE 区域需要。
以下是在现有 RPL 系统上客户现场安装第 2 托盘架的要求:
说明:双架 RPL 所需的最低软件版本为 100.25.001.1100 或更高版本。 这意味着 15 英寸监视器 NGC 机床与双架 RPL 不兼容。
此安装需要将第二个机架提升到位。机架可重 100 磅。

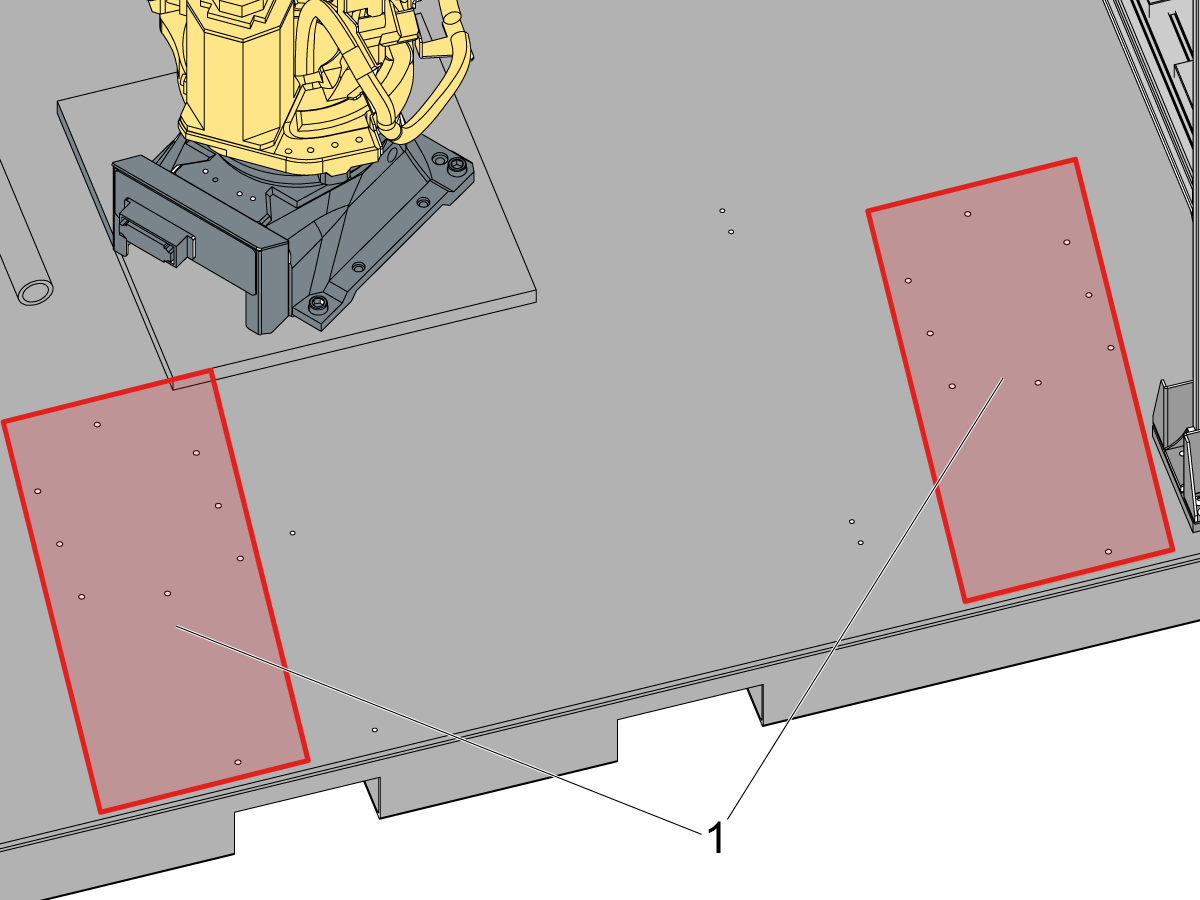
底板应具有用于安装第二个机架的孔形式。
注意: 如果底板没有这些孔形式,则底板是以前的版本。 25-10797B 或更高版本 的底板具有这些孔形式。
如果您不想安装 C 通道导轨,则只需要钻孔和攻丝 6 个支撑腿安装孔 [1]。
要使用 C 通道导轨,剩余的 12 个孔 [2] 需要攻丝。
注意: 运输双机架 RPL 时,C 通道导轨有助于将托盘架滑入和滑出。对于第二个机架的客户现场安装,C 通道导轨是可选的。
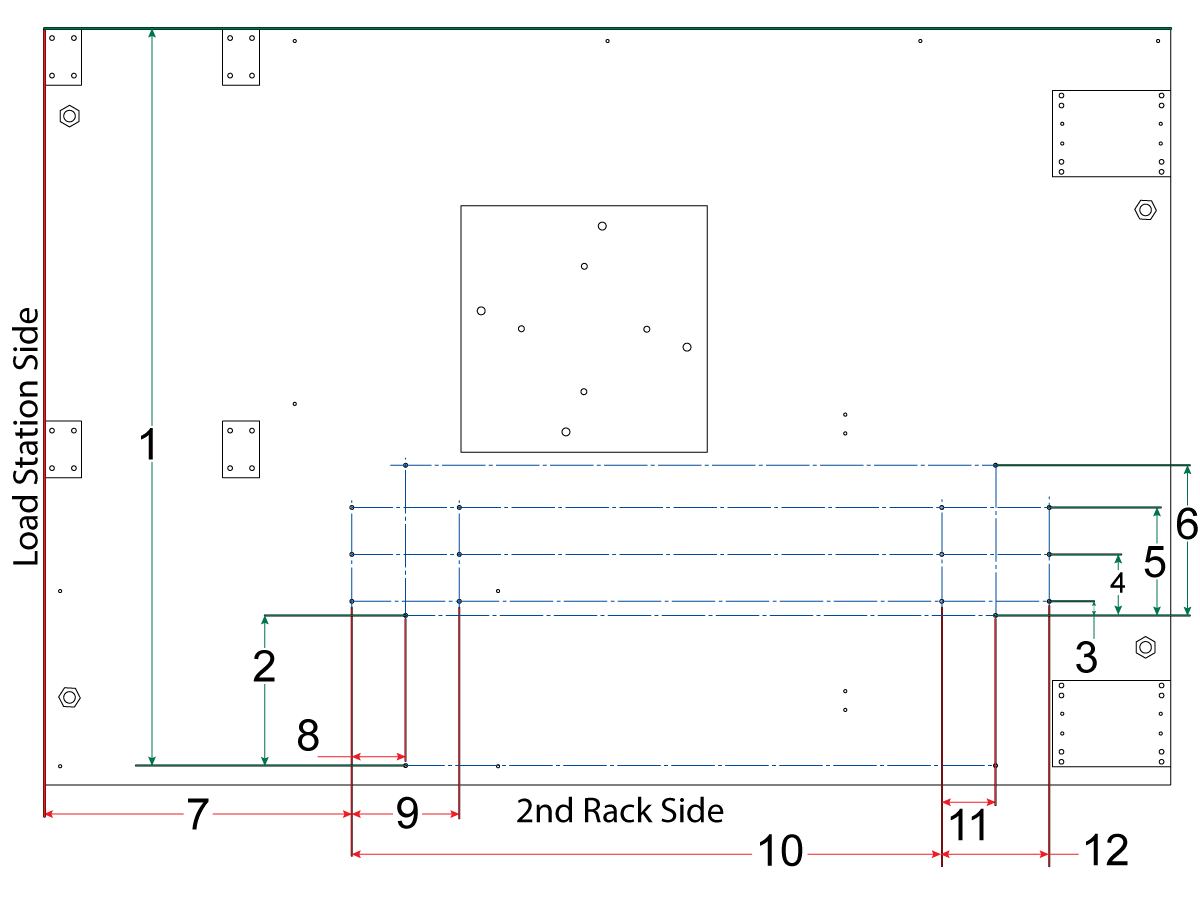
重要提示: 图中所示的所有孔的大小和螺纹为:
机架支撑腿安装孔位置:
C 通道导轨安装孔位置(选项):
注意:如果要使用 C 通道导轨,只需钻孔/攻丝 C 通道导轨安装孔。
底板应具有用于安装第二个机架的孔形式。这些孔形式[1]是机架支撑腿和 C 通道导轨安装的位置。
注意: 如果底板没有这些孔形式,则底板是以前的版本。 25-10797B 或更高版本 的底板具有这些孔形式。
这些孔必须钻孔和攻丝。有关使板与第二个机架兼容的信息,请参阅修改底板部分。
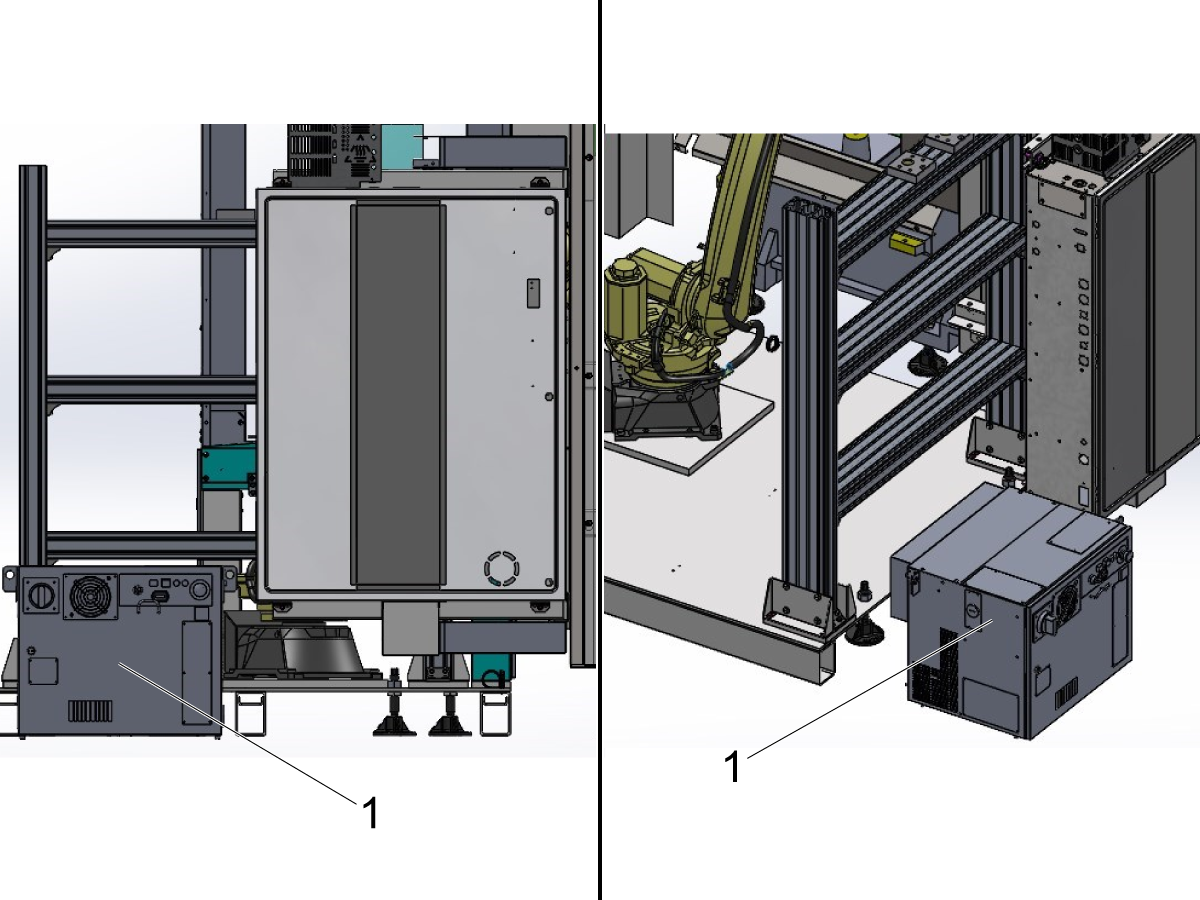
说明:对于双机架 RPL,HRP 电气箱不能位于托盘上。如图所示,将电气箱移到机架 1 后面。
例如,在 UMC 上,电气箱将位于机床电气柜下方或旁边。
将从电气箱引出的机器人电源电缆重新布置在机床底部,以免卷起。
说明:将电源线卷起可能会导致电气噪音,从而导致机器人控制柜发出警报。确保电源线不会相互叠放布设。

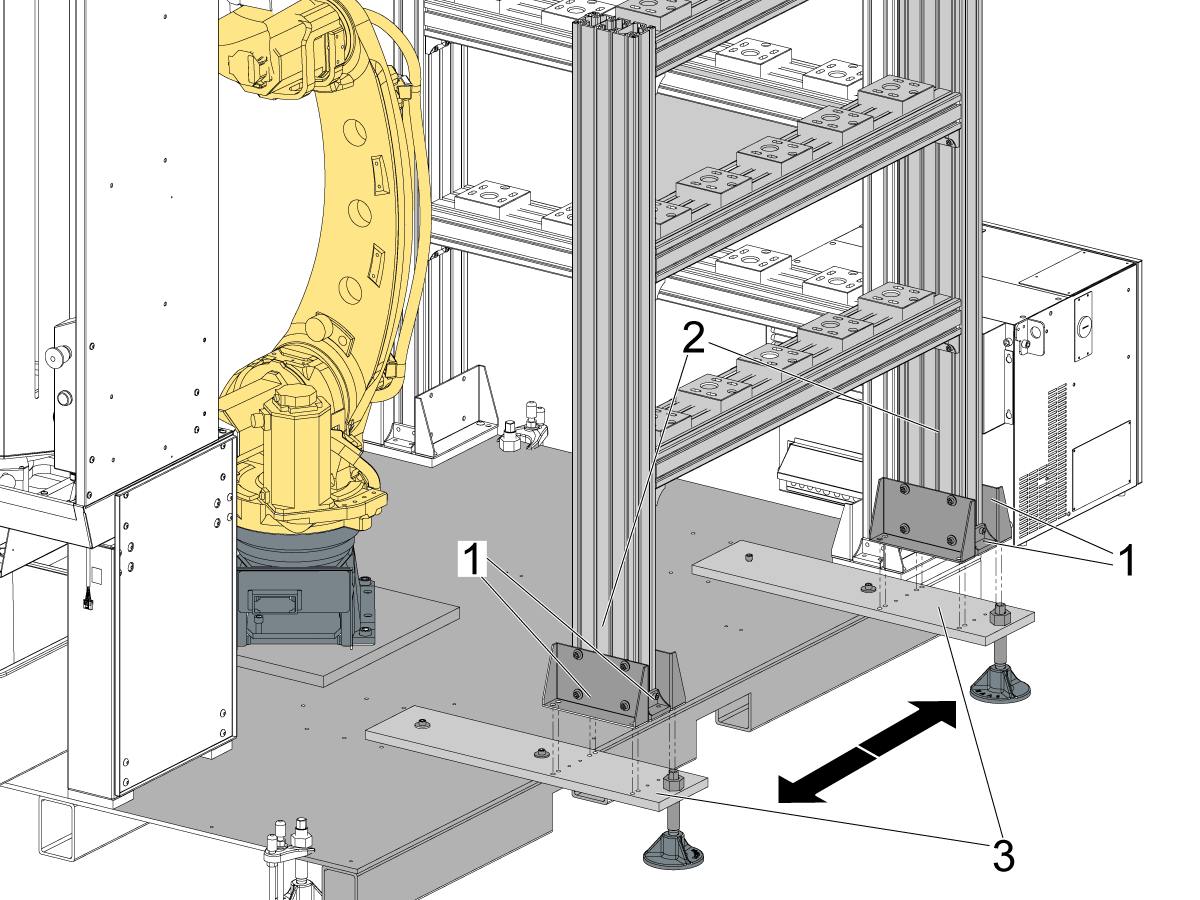
将第二个机架支撑腿 [1] 放在底板上。
使用 3/8-16 x 1-1/4 SHCS [2] 和 3/8 垫圈 [3](1.25 英寸外径)将支撑腿固定在托盘上。
说明:确保使用中间 [4] 和外部 [5] 安装位置。这样,将机架放在支腿上之后,就不需要将机架滑出。
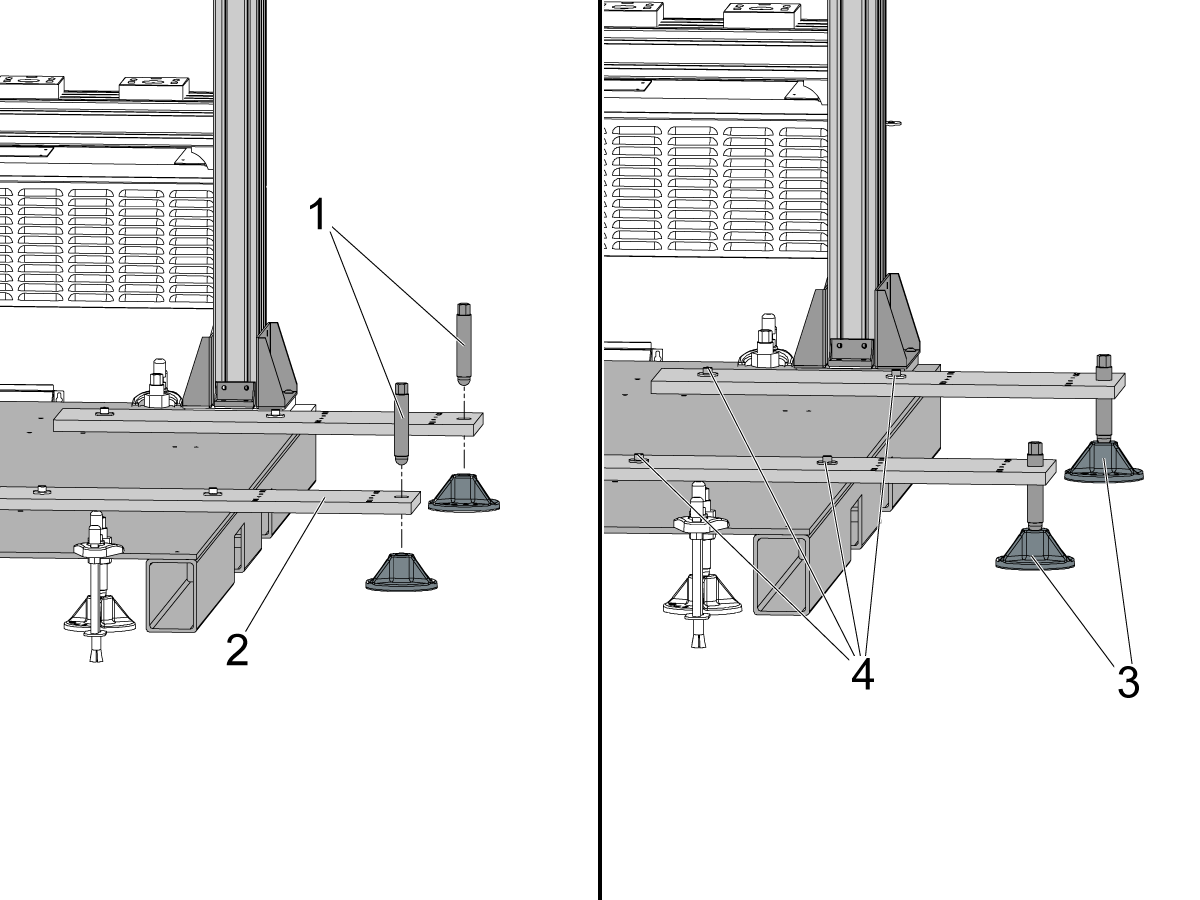
将调平螺钉 [1] 放入第 2 个机架支撑支腿 [2]。
向下运行螺柱,使其位于调平盘 [3] 内。
调平螺钉接触圆盘后,松开 4 个将支撑腿固定到位的 SHCS [4]。
说明:这些是上一步中安装的相同 SHCS。它们需要松动,以便在后续步骤中调整支撑腿。
注意:此步骤需要 2 个人帮助将托盘架提升到位。如果没有 2 个人,您可能需要使用叉车或其他物品来辅助提升托盘架。
将托盘架安装支架 [1] 固定在托盘架的柱 [2] 上。
提起托盘架并将其放在支撑腿 [3] 的顶部。
将机架放在支撑腿上。对机架和/或支撑腿的位置进行小调整,直到安装支架与支撑腿上的孔对齐。

使用 3/8-16 x 1/2 BHCS [1] 将安装支架 [2] 固定到机架支撑腿上。
使用垫圈和 1/4-20 SHCS [3] 将较小的安装支架 [4] 固定在机架的支撑腿上。
托盘架固定到支撑腿后,使用调平螺钉对机架进行粗调平。

使用 12 个 3/8-16 BHCS [2] 将两个 C 型槽导向罩 [1] 安装在支撑腿上。
说明:C 型槽导向罩 [1] 顶部的开口应对准固定支撑腿与底座托盘的垫圈和螺栓 [3] 的中心。

通过使用机架垂直柱 【1】 上的气泡水平仪开始调平。
根据需要升高/降低调平螺钉 【2】,以使每个柱垂直。
继续调整调平螺钉,直到水平仪位于每个柱的中间。
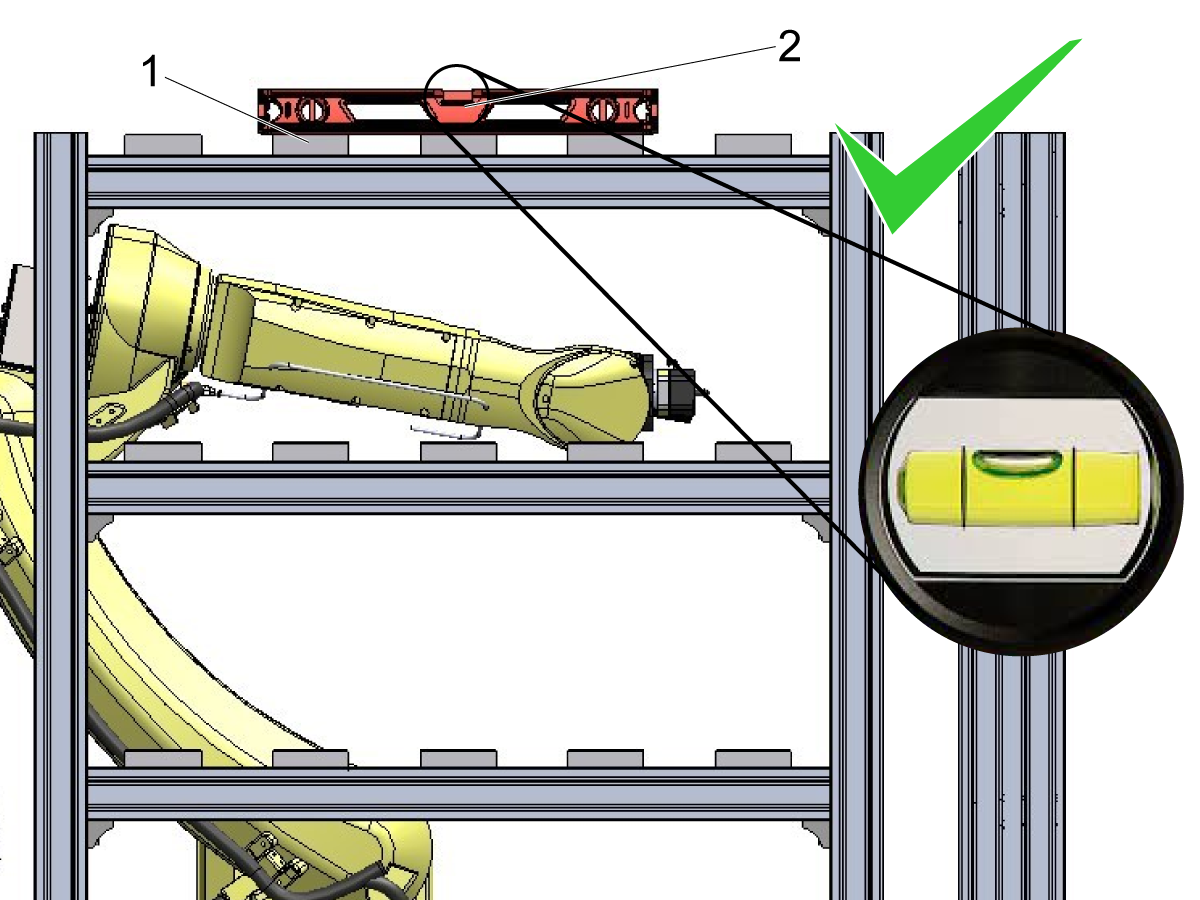
立柱垂直后,将水平仪移到顶部架子上。
将水平仪 【2】 放在托盘支架 【1】 的顶部。
根据需要调整调平螺钉。
说明:机架只需要粗略调平。优先保证当前这个水平度,而非之前让支柱保持垂直的步骤。
重要: 建议调整机器人框架以匹配架子,而不是尝试调整机架的水平以匹配框架。有关创建与架子匹配的框架,请参阅以下部分。

为了在机架 2 上设置位置,首先导航到多托盘交换系统,然后在当前命令中导航到托盘工位设置 选项卡。
将机架计数值更改为 2 [1]。
这将为菜单填充更多额外机架的字段。

检查模板中的其余字段。将机架 2 [1]上的 托盘总数 更改为 15,以进行设置。
说明:即使您没有 15 个托盘,也建议将其更改为 15 个托盘进行设置。您需要这样做,以便您可以命令机器人移动到机架上的任何位置。

要浏览托盘架设置 选项卡,您需要将所有托盘分配至架子位置。
转到托盘计划表 并输入每个托盘的架子位置。双机架上的托盘指定由 <Rack number>-<shelf position> 指定。例如,要将托盘分配给机架 2 上的架子 C5,您可以输入 2-C5 ,然后按 Enter 突出显示托盘的架子值。
有关分配架子位置[1]时要突出显示的位置,请参阅图像。
分配机架 2 上的所有 15 个点后,您可以继续设置/验证初始拾取位置。这在下一节中有详细说明。

需要设置机架 2 的初始拾取位置。
要设置此位置,首先将红色设置托盘夹在夹持器中。
在当前命令中使用托盘架设置选项卡。在此页面按[F1] 可在机架 1 和机架 2 之间切换。
突出显示位置 2-A1 并按 [F3] 移动到突出显示的工位。不要让它一步到位。靠近机架时,准备好急停机器人。
重要提示:缓慢运行机器人,以便在机器人与机架就要发生碰撞时可以紧急停止机器人。
当设置托盘延伸至机架上方时,按急停。您将以笛卡儿运动方式点动机器人,以将设置托盘与 2-A1 托盘支架对齐。

按急停按钮后,切换到机器人运动设置选项卡。
按 [Handle Jog] ,然后选择 RJH 上的笛卡尔模式。
点动机器人,使红色设置托盘与托盘支架 的侧面和背面对齐。向下点动,使设置托盘与托盘支架齐平或高于托盘支架几毫米。
请参阅图像,了解良好的对齐方式。

对齐后,突出显示 机架 2 菜单 [3] 中的 初始拾取位置,然后按 [F2] 以记录位置。
注意: 确保将活动框架设置为 托盘工位 R2 [4]。要更改框架,请按 [F3]。


在测试初始拾取位置之前,请检查框架是否与架子匹配。
要测试框架,首先需要恢复机器人。
恢复后,返回到托盘架设置选项卡,并将设置托盘夹在夹持器中。
突出显示工位 2-A5 [1]并按 [F3] [2] 移动此托盘位置。这将测试框架是否与架子匹配,或者是否需要创建新框架。
警告 当机器人接近 2-A5 位置时,请仔细观察机器人。建议缓慢运行机器人,以确保其按预期移动。
说明:如果机器人在架子上移动时发出警报,请恢复机器人,然后返回就绪位置,然后前往 2-A5 位置。
说明:如果框架设置正确,则设置托盘将正好位于托盘支架上方。您应该能够将托盘支架滑到设置托盘下方,间隙小于 1/4"。
如果设置托盘离得很远(如图所示),则需要重置框架以及初始拾取位置。
注意: 有关重置框架的信息,请参阅以下部分。

如果设置托盘的高度在 A5 位置上方正确,则可以在第二个机架上设置剩余的托盘支架。
移到架子上将使用的每个托盘位置。
将托盘支架 【1】 放在红色设置托盘 【2】 下方的位置。
托盘支架与设置托盘对齐后,拧紧 4 SHCS 【3】 以将托盘支架固定到位。


如果需要为第二个机架重置框架,请在当前命令中进入“框架”选项卡,并使用名为“架子 2”的框架的 3 点方法选项
使用以下架子区域来使用 3 点方法创建框架。这将确保您的 Z 方向指向正确的方向:
将红色设置托盘夹紧在机器人夹持器中。
使用托盘支架 [1] 和机架柱 [2] 的内边缘,为框架设置 3 点方法中的每个点。
首先,在机架工位 2-C1 附近点动机器人,如图所示(左下角)。
说明:图像显示机架 2 的背面。设置托盘最接近图像中的 2-C1 托盘位置。

按[F2] 以记录第一个位置。然后将机器人点动到工位 2-C5(右下角)以设置第二个参考位置。
执行与设置参考位置 1 相同的过程。使用托盘支架[1]和架柱[2]的内边缘对齐设置托盘。
设置托盘对齐后,按 [F2] 将当前位置记录为第二个参考位置。然后继续设置 3 点方法的最终参考位置。
说明:图像为 Rack2 的背面。设置托盘最接近图像中的 2-C5 托盘位置。

执行与设置前两个参考位置相同的过程,但这次使用架子 2-A5 作为近似位置。使用托盘支架[1]和架柱[2]的内边缘对齐设置托盘。
设置托盘对齐后,按 [F2] 将当前位置记录为最终参考点。
现在将创建框架。
重要: 如上述步骤所述,使用此框架并重置初始拾取位置。如果您需要调整运动文件,也请使用此新框架。您也可以将此框架直接输入至架子 2 。
要测试第 2 个机架,请排程所有将使用的托盘,并在机器人在每个托盘位置拾取和放下时缓慢观察。
有关运行 RPL 系统的更多详细信息,请参阅第 9 章 - RPL 设置 和 第 10 章 - RPL 操作 。
重要提示:可能需要调整 DCS 区域以便机器人能够到达第二个机架。在运行模式下运行 RPL,查看是否产生 DCS 报警。如果出现报警,请扩展 DCS 区域,使第 2 个机架位置位于区域内。若要获取 更多信息,请参阅第 8 章 - RPL - DCS 设置。
Recently Viewed Items
You Have No Recently Viewed Items Yet

此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING 接受以下条件:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255





