
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

本节将介绍 RPL 的设置。包括将所有托盘设置为正确位置。
RPL 系统附带了机床中的配置,其中包含 RPL 的各种默认信息。此配置包括机器人帧、机器人运动文件以及就绪和拾取位置。
配置中的这些默认值应当用于 RPL 系统,但可能需要进行小幅调整。有关如何对 RPL 问题进行故障排除,请参阅第 9.2 和 9.3 节 。

重要提示:在继续操作之前,请检查默认运动文件和位置是否已正确加载。
按[CURRENT COMMANDS],然后转到设备->机器人运动设置选项卡 [1]。
要确定是否从配置加载了默认值,请在窗口中检查以下位置:
注意:这些迹象都意味着值未加载。请参阅第 12 章 - 故障排除,了解如何将默认值加载到控制器。

需要设置两个参数:
说明:如果应用需要,也可以设置 Y 轴托盘偏置和 Z 轴托盘偏置。
参数 1.310:
将 X 轴一直点动到换刀装置附近的机床左侧。记录 X 轴位置的值。
导航到“工厂”选项卡 [1] 中的 P1.310。找到 1.310 并输入记录的值,然后按 [Enter] 以设置参数。
注意:这是命令更换托盘时 X 轴会移动到的位置。
参数 7.310:
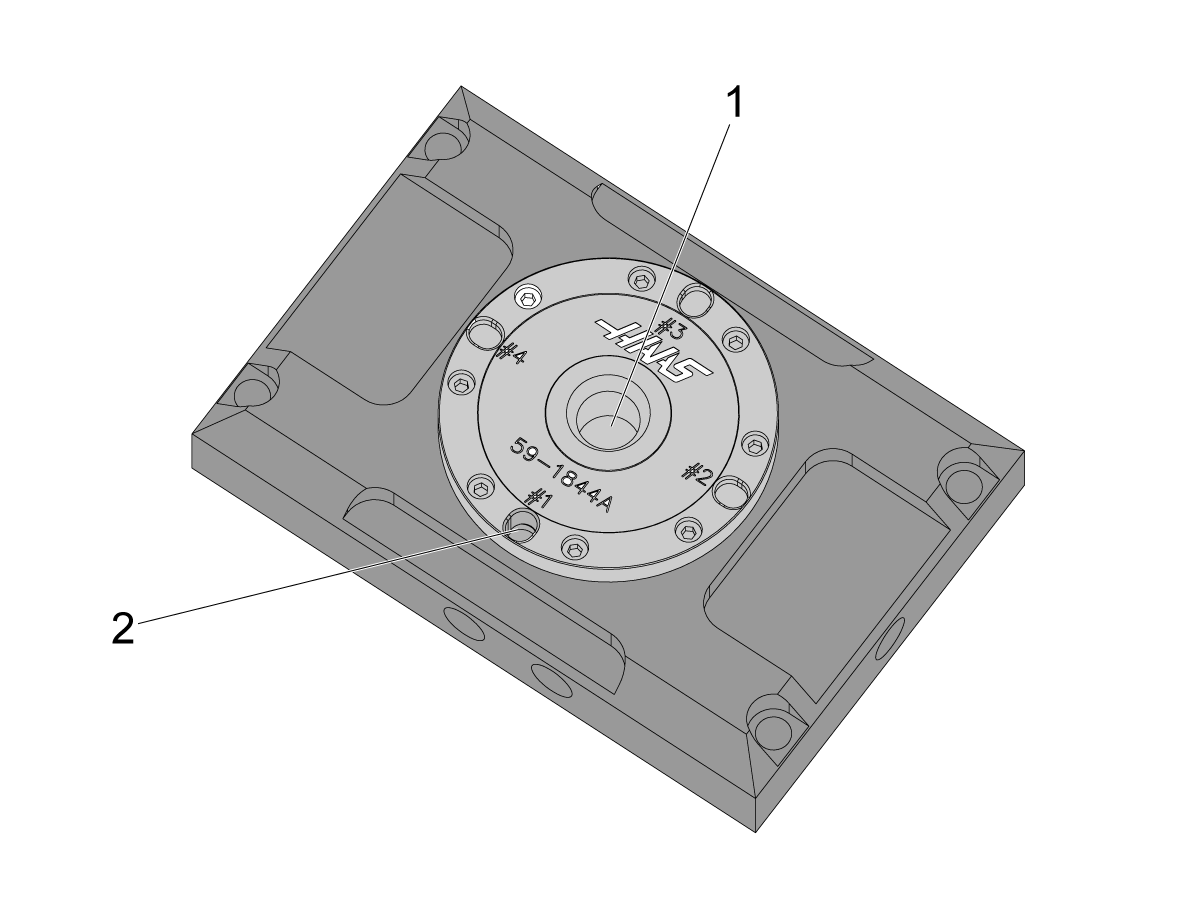
点动 C 轴,使零点接收装置的背面背对自动窗。
说明:零点接收装置 [1] 的背面可通过 4 个插槽中最深的槽孔 [2] 找到。最深的孔是托盘上的定位销夹紧在零点接收装置中时的位置。
像设置 P1.310 一样设置此参数。
说明:根据托盘接收器的安装方式,该值应接近 90.0 或 -90.0 度。
下表列出了 VF 机床上托盘偏置的默认值。
注意: 如果需要从默认值调整这些参数,表下的部分提供如何更改这些参数的更多信息。根据应用和机床尺寸,这些参数可能需要微调。
| 出厂设置 | | 说明 | 值 |
| 1.310- X 轴托盘偏置 | 更换托盘时,X 轴移动到此位置 | 759.250 |
| 2.310 - Y 轴托盘偏置 | 更换托盘时,Y 轴 移动到此位置 | 161.476 |
| 3.310 - Z 轴托盘偏置 | 更换托盘时,Z 轴 移动到此位置 | 0.0 |
可能需要设置两个参数:
参数 1.310:
将 X 轴一直点动到自动窗附近的机床右侧。记录 X 轴的位置值。
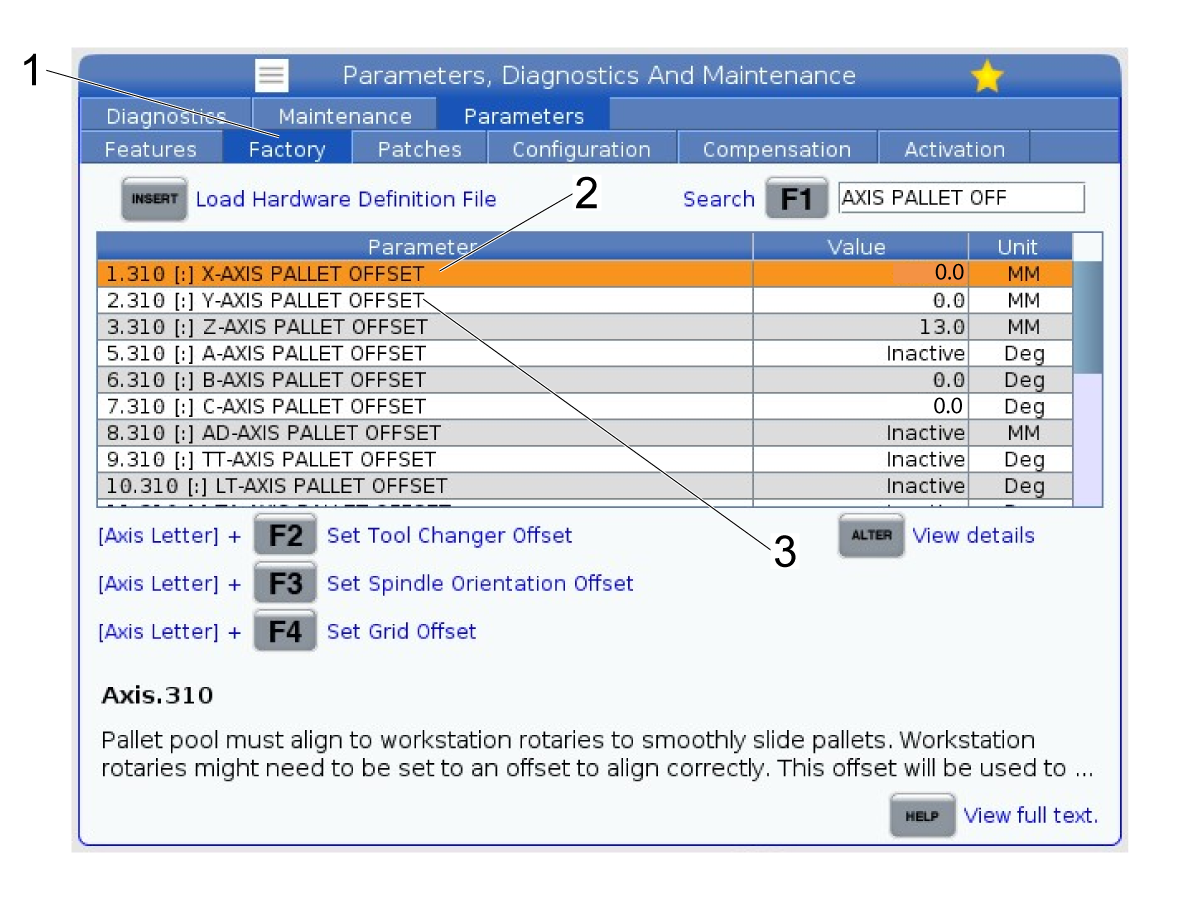
导航到“工厂”选项卡 [1] 中的 P1.310 [2]。找到 1.310 并输入记录的值,然后按 [Enter] 以设置参数。
参数 2.310:
点动 Y 轴,使工作台以自动窗为中心。记录 Y 轴的位置。
导航到“工厂”选项卡 [1] 中的 P1.310 [3]。找到 2.310 并输入记录的值,然后按 [Enter] 以设置参数。
像设置 P1.310 一样设置此参数。
注意:更换托盘时,X 轴和 Y 轴会移动到这些位置。
参数 3.310:
托盘更换操作期间,Z 轴将旋转至该位置。不需要将其从默认值 0 进行更改
说明:对于 VF 机床,可以通过调整 X 和 Y 托盘偏置来设置机床内部的初始拾取位置。 您可以通过调整偏置来移动工作台上的接收装置,以匹配机器人尝试拾取托盘的位置。此方法与在 VF 上设置正常 Haas 多托盘交换系统的偏置相同。
即使在调整 VF 机床的 X 和 Y 托盘偏置后,机器人的拾取位置仍可能需要调整。有关设置拾取点的详细信息,请参阅本部分的其余内容。
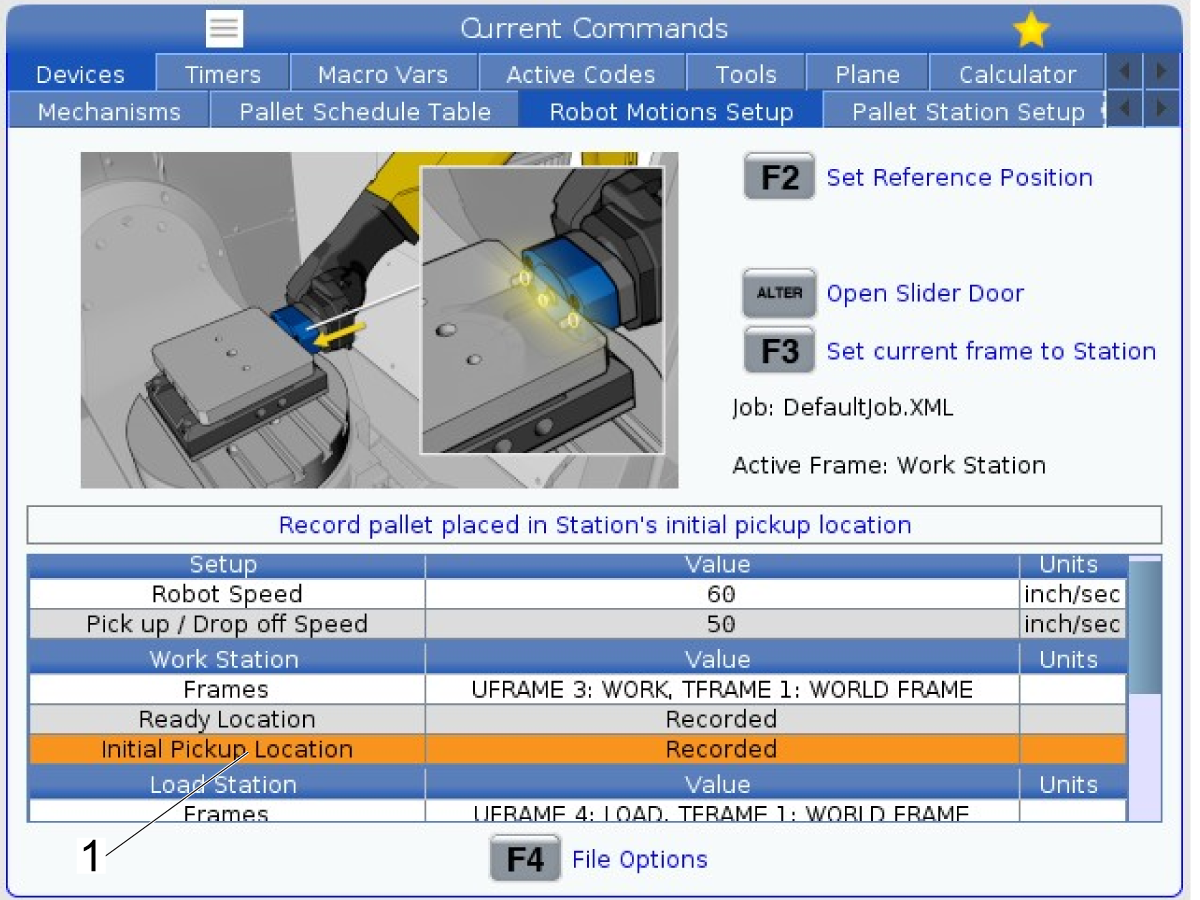
由于 RPL 托盘的放置因机床而异,因此需要在安装时设置工位 初始拣选位置【1】。
这是机器人前往机床零点接收装置中的拾取托盘和投放托盘的位置。
本节将展示如何记录拾取位置。

按 Haas 控制器上的[CURRENT COMMANDS],然后导航到机器人运动设置选项卡。
突出显示工位 [2] 部分下的初始拾取位置选项 [1]。
按 [Alter] [3] 打开滑动窗。
检查活动帧是否设置为“工位”[4]。如果设置为其他帧,请按 [F3] [5] 将活动帧更改为“工位”。
在继续操作之前,请确保活动帧设置为“工位”。
注意:也可以通过在 Haas 控制器上依次导航至机器人选项卡和帧选项卡或输入“恢复”来更改活动帧。

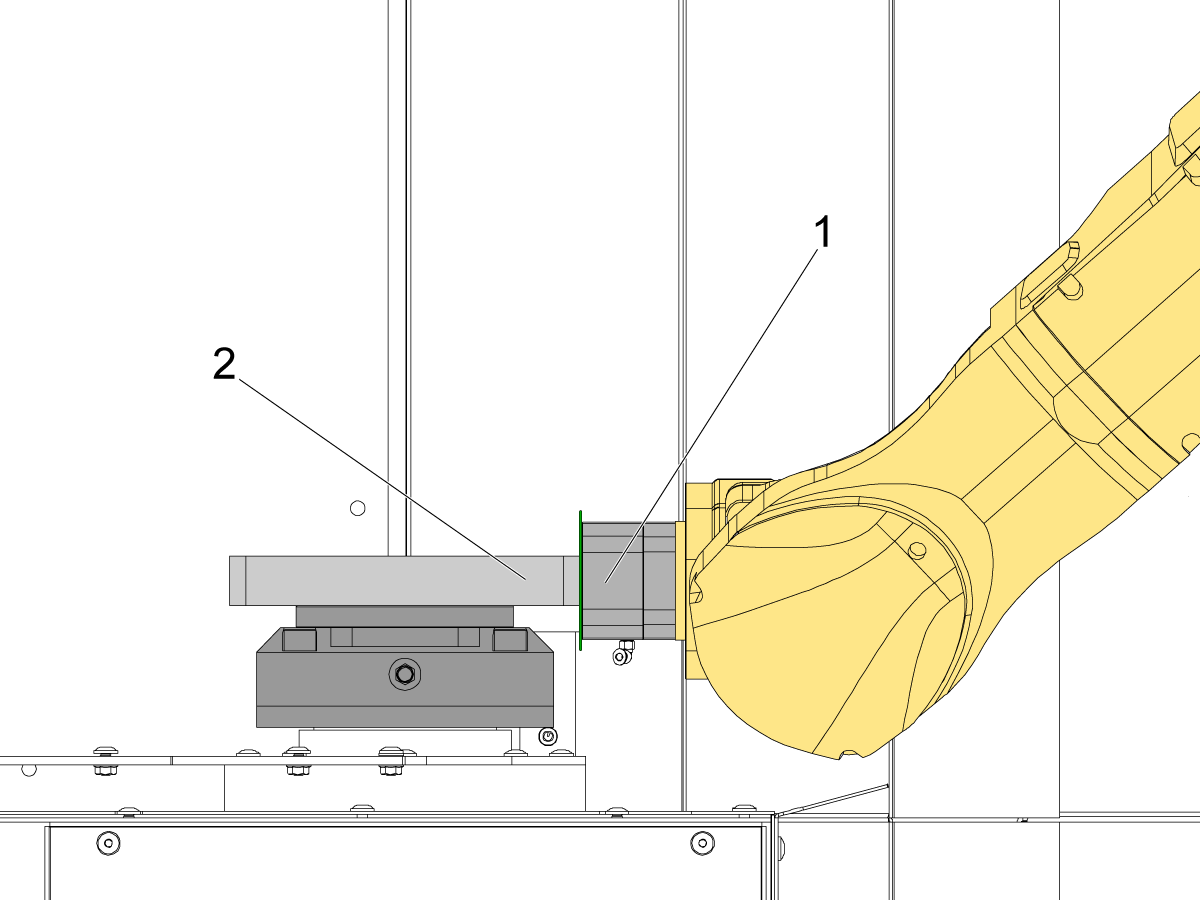
按控制器上的 [HANDLE JOG],以便您可以将 C 轴点动到托盘更换偏移 (P7.310) 值。此值应为接近 90.0 度或 -90.0 度 【1】。
按 [CURRENT COMMANDS],然后转到“机器人”选项卡 [2]。
转到“点动”窗口 [3]。
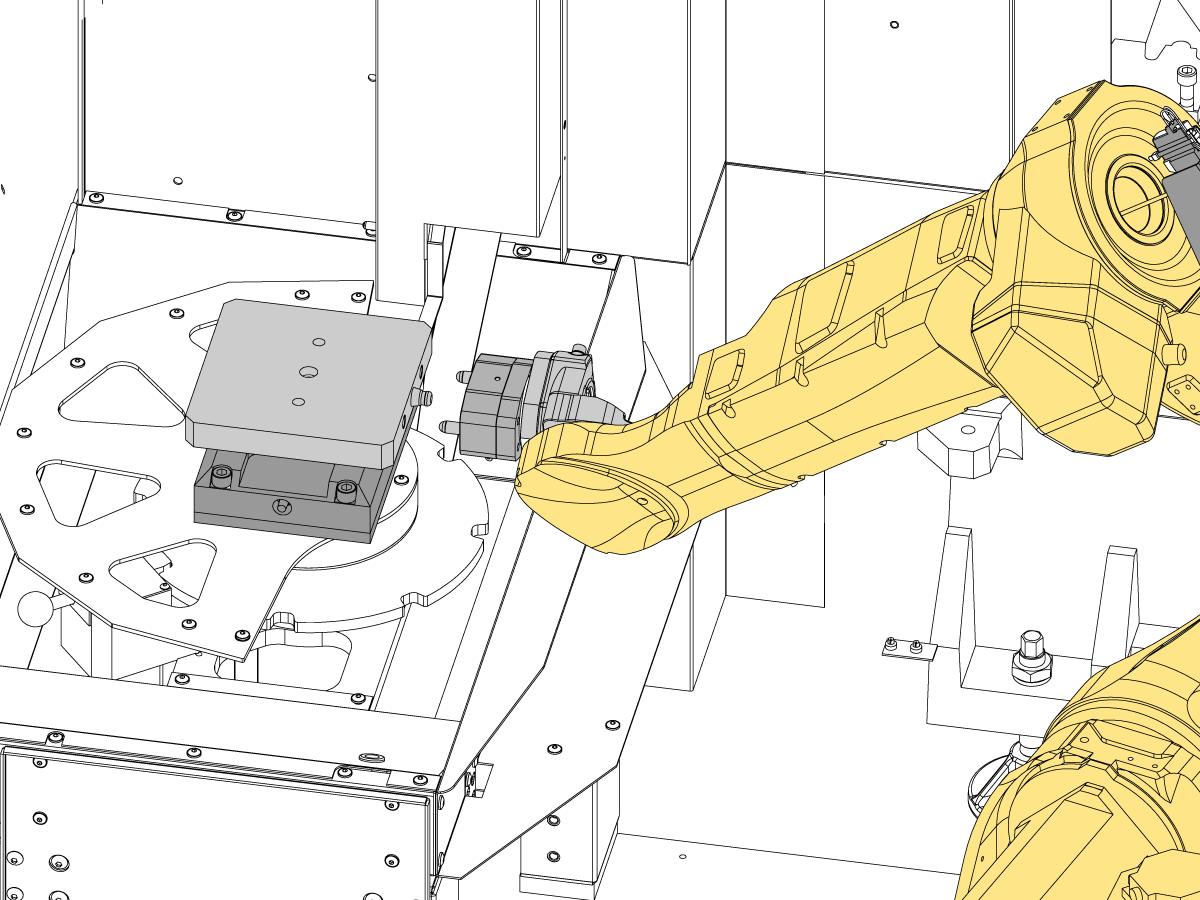
使用遥控手轮 [4] 将机器人点动到机床。

在转盘附近点动机器人。
将托盘[1]放在零点接收装置[2]中,拉钉[3]面向机器人[4]。
说明:尝试设置夹持器的参考位置时,不应夹紧托盘。确保托盘已松开。
点动机器人,使夹持器 [5] 上的定位销位于托盘中的校准孔内。
有关机器人点动位置的更多详细信息,请参阅下一步。
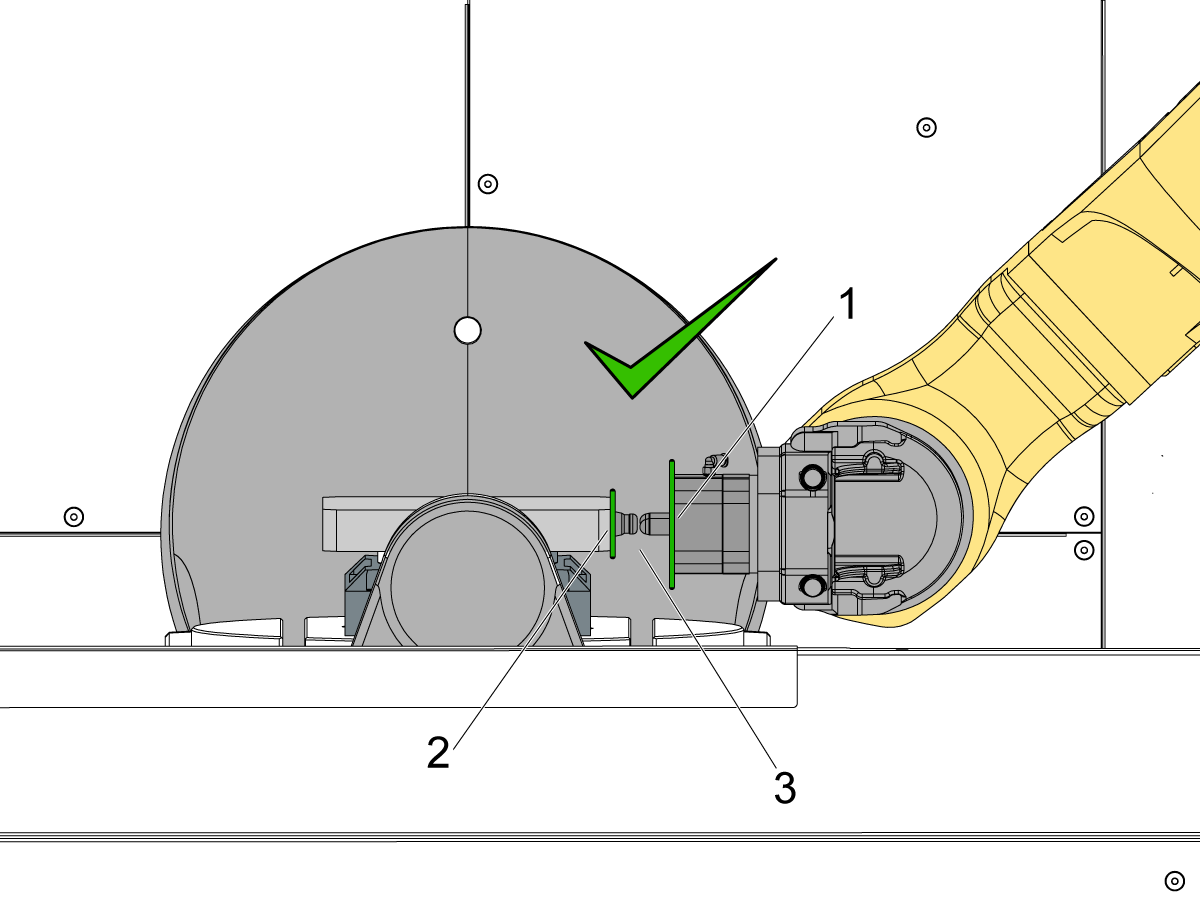

夹持器[1]的面需要尽可能与托盘[2]的面平行。
确保夹持器不会绕 x 轴和 z 轴扭曲,如图 3 和 4 所示。
点动机器人,直到夹持器对齐,如图 5 所示。
重要提示:销钉位于托盘内时,请勿沿 U、V 或 W 方向点动机器人。如果夹持器表面和托盘不平行,需要进行调整,将夹持器从托盘中退回,并通过点动 RJH 调整夹持器。在托盘内部旋转夹持器可能会给机器人施加负载,导致警报状态。
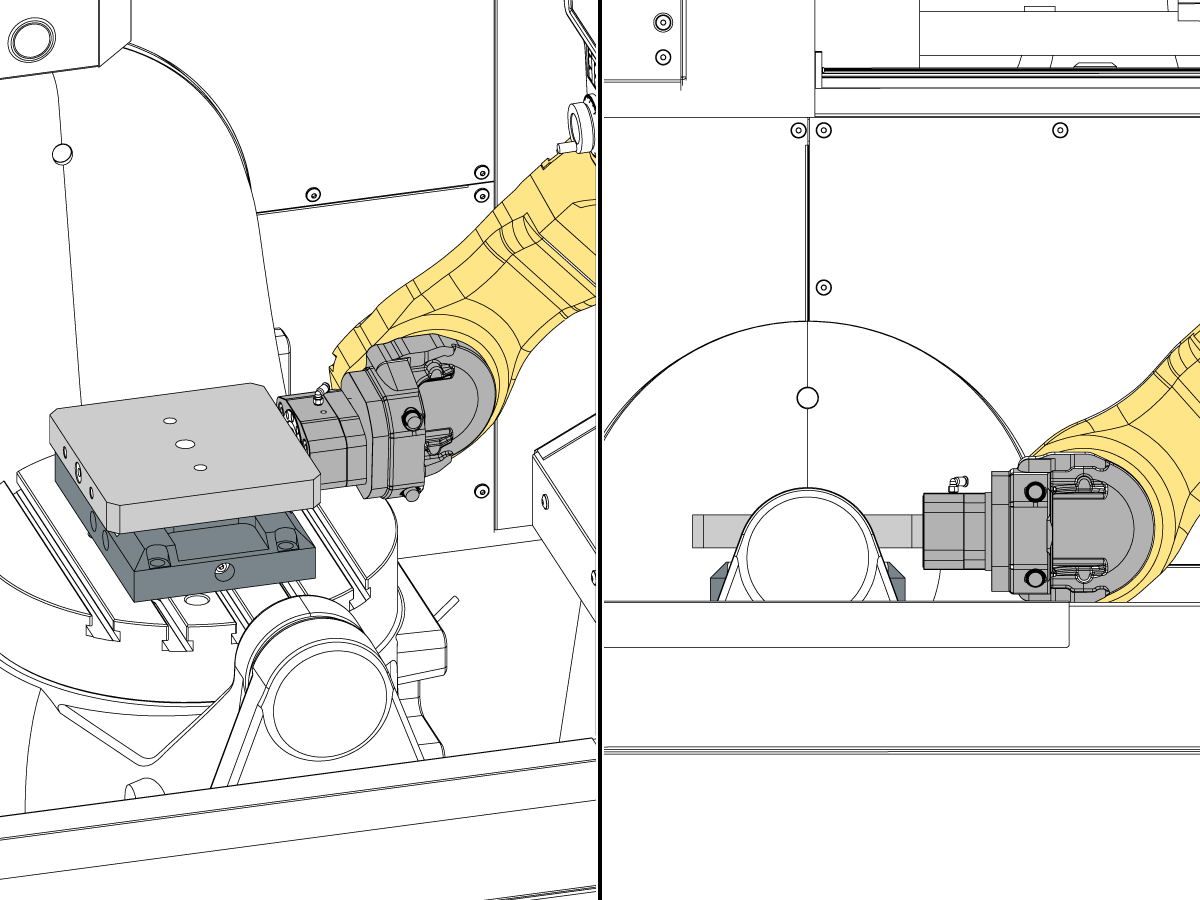
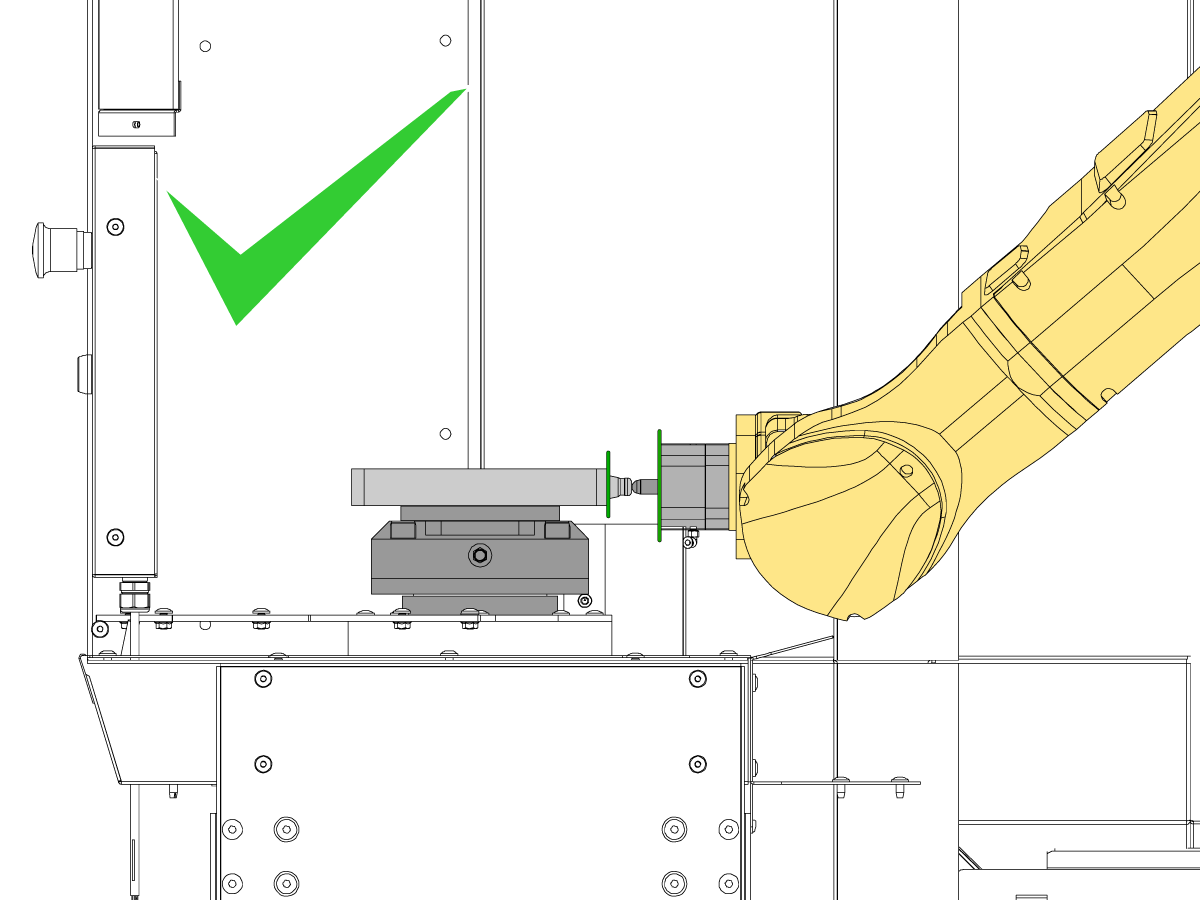
夹持器面与托盘正确对齐后,使用笛卡儿坐标点动机器人。
点动机器人,使夹持器和托盘几乎接触。夹持器和托盘之间的间隙应小于 0.002"。
说明:如果需要验证间隙,可以使用垫片。
夹持器和托盘之间可以接触,但请确保夹持器没有用过大的力推到托盘上,否则会导致在装卸托盘时出现错位情况。
要测试夹持器是否处于良好位置,请测试夹紧和松开托盘上的夹持器。
夹紧时,查看托盘是否被拉向夹持器。或者,查看夹持器是否被拉向托盘。如果在夹持器夹紧和松开时有明显的移动,请调整夹持器的位置。
说明:夹紧时轻微移动是可以接受的,但托盘可能会卡在接收装置中,从而导致机器人发出警报。
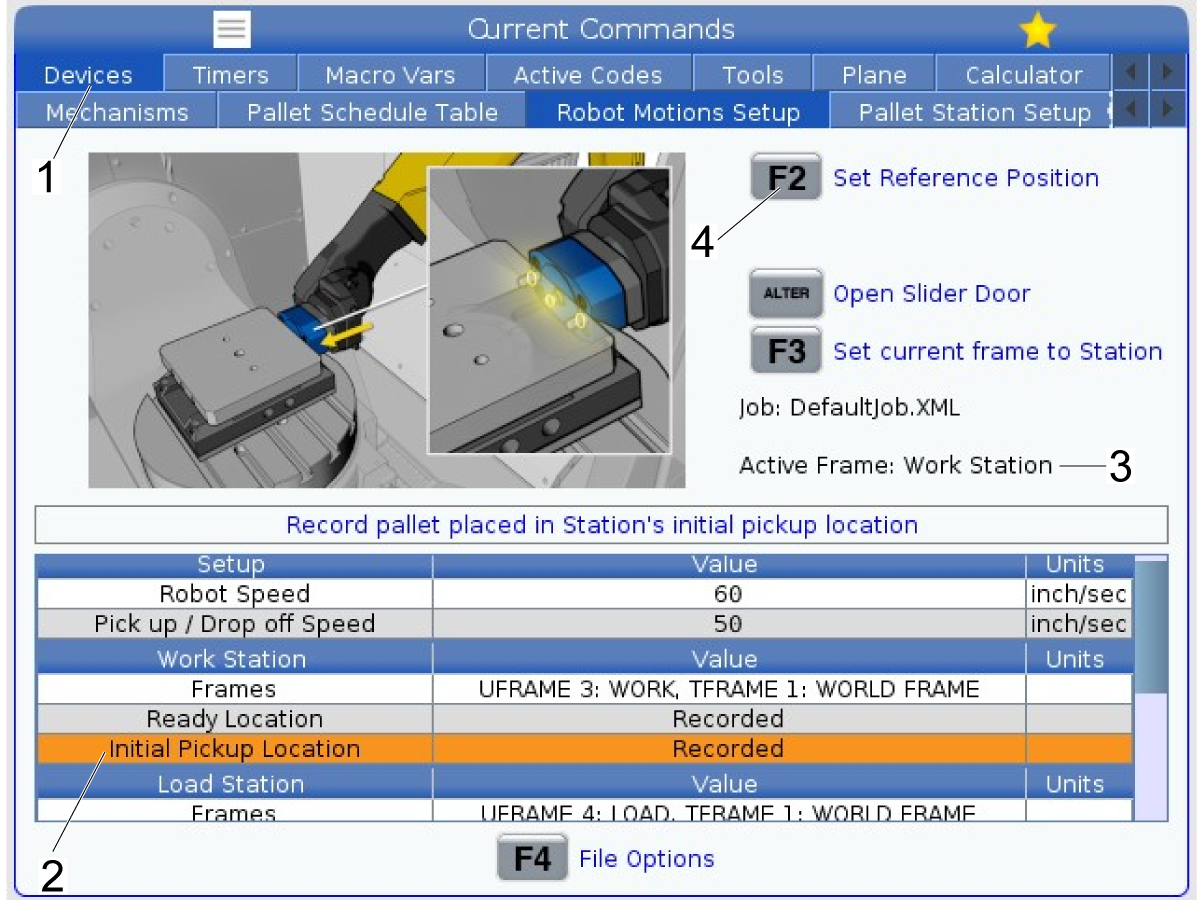
当机器人处于与上一步相同的位置时,通过按 [CURRENT COMMANDS] ,然后到“设备”选项卡[1]中,导航到机器人动作设置 页面。
突出显示工作站表中的“初始拾取位置”[2]。
检查活动框架是否为“工作站”[3]。
按[F2] 将当前机器人位置设置为“初始拾取位置”的记录值。
说明:这是机器人从机床上放下或拾取托盘时将到达的位置。机器人动作设置 页面上的其他位置不需要更改。
RPL 设置现在应该已完成。有关设置程序以验证系统是否正常工作,请参阅操作部分。

还可能需要设置装载工位初始拾取位置 [1]。
这是机器人从装载工位抓取托盘的位置。
转到“当前命令”下的机器人运动设置选项卡,突出显示控制器上的初始拾取位置行。这是可能需要调整的位置。
使用脚踏板松开装载工位零点接收装置。
将托盘放在装载工位接收装置内,并使用脚踏板来夹紧托盘。这将用于帮助将夹持器与托盘对齐,以设置拾取位置。
将机床速度调成 25% 速率。
转至“托盘计划表”,然后按 [F4] 将托盘从装载工位拾取。当夹持器靠近托盘时,观察定位销与托盘的对齐情况。
当夹持器靠近托盘时,按 [E-Stop] 按钮以停止机器人。然后,您可以继续点动机器人,以完成夹持器与托盘的对齐。
警告:确保夹持器和装载工位松开。如果其中任何一个被夹紧,则机器人可能会收到伺服过载警报。
在控制开关上,“机器人运动设置”选项卡。
按 [Handle Jog] 并使用 RJH 来点动机器人。
说明:由于夹持器已接近其拾取位置,请使用笛卡尔运动来点动机器人。确保将活动帧设置为“Load Station(装载工位)”。
将机器人点动至靠近托盘。在完全接合托盘之前,请检查以确保夹持器与托盘平行。
确保夹持器没有扭曲(与托盘相比)。使用 U、V 和 W 旋转夹持器。
重要提示:销钉位于托盘内时,请勿沿 U、V 或 W 方向点动机器人。如果夹持器表面和托盘不平行,需要进行调整,将夹持器从托盘中退回,并通过点动 RJH 调整夹持器。
确保将活动框架设置为“装载工位”框架。
夹持器与托盘平行后,沿 Z 负方向点动机器人,使其直接朝托盘移动。
观察定位销的高度,以确保它们与托盘中的孔对齐。您可以沿 X 方向和 Y 方向进行微调,以解决对齐问题。
点动夹持器,直至夹持器 [1] 和托盘 [2] 差不多彼此接触到。
说明:要测试位置是否适当,请夹紧然后松开夹持器,并观察臂和托盘的移动或扭曲情况。这有助于查明错位的方向。

机器人处于正确位置后,在初始拾取位置 [1] 行中突出显示装载工位的位置。
按控制器上的 [F2] [2],将机器人的当前位置设置为初始拾取位置。
当机器人要从装载工位抓取托盘时,就会来到这个位置。可以通过如下方法来进行这方面的测试:进入托盘计划表 [3] 选项卡,按 [F3] [4],让机器人从装载工位抓取托盘。
说明:为了使用托盘计划表,必须为所有托盘分配一个位置。请参阅第 10.2 节“托盘计划表”,了解如何使用此选项卡。
警告:首次运行机器人来拾取托盘时,建议以 5% 的快移速度拾取托盘。

在继续执行本节所述的操作之前,需要在控制器中配置托盘架网格。
转到控件上“CURRENT COMMANDS(当前命令)”中的“Pallet Station Setup(托盘工位设置)” 窗口。根据所需任务配置网格。
说明:RPL 标配 3 个托盘。RPL 系统最多可使用 15 个托盘。
如需详细了解如何配置托盘架,请参阅第 10.1 节“设置托盘架网格”。
要将所有托盘设置为架子上的正确位置,请导航到控制器上的托盘架设置选项卡。
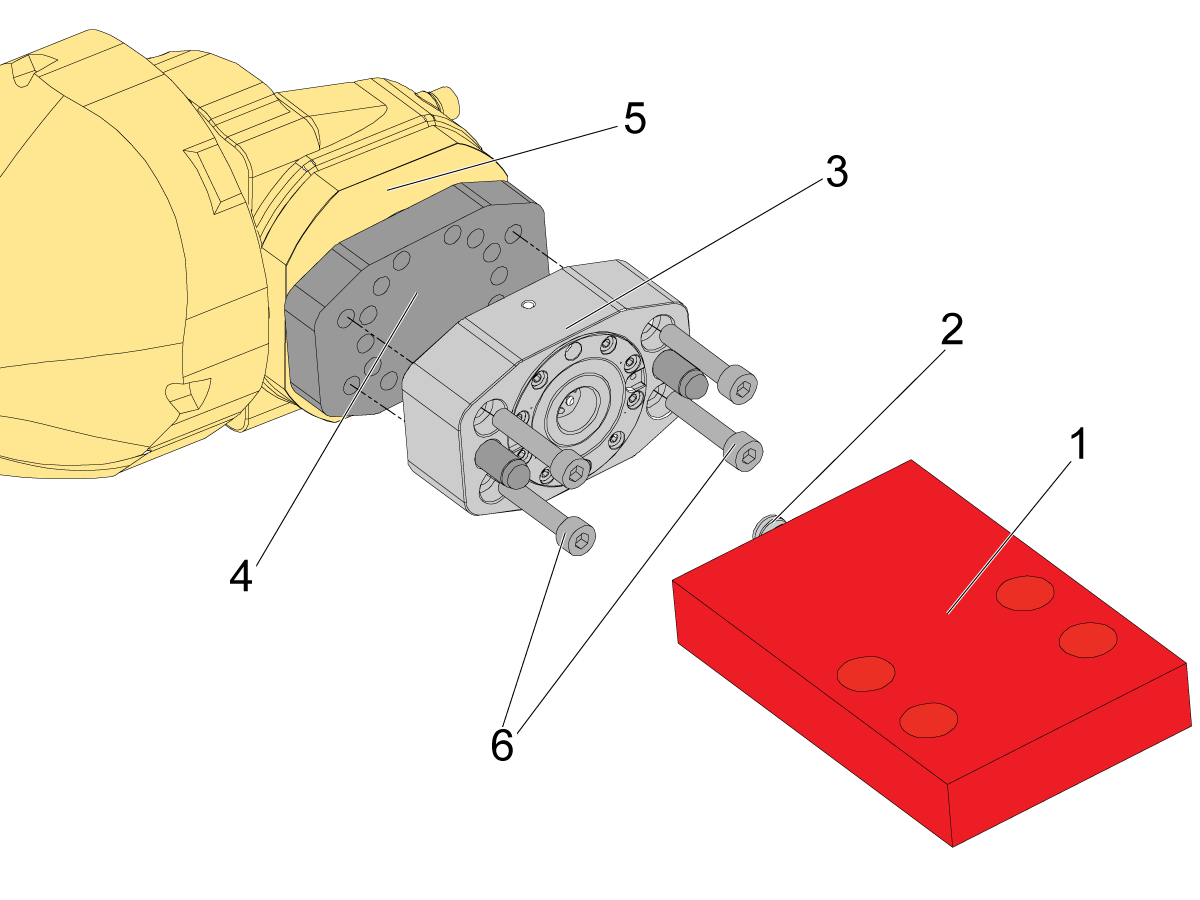
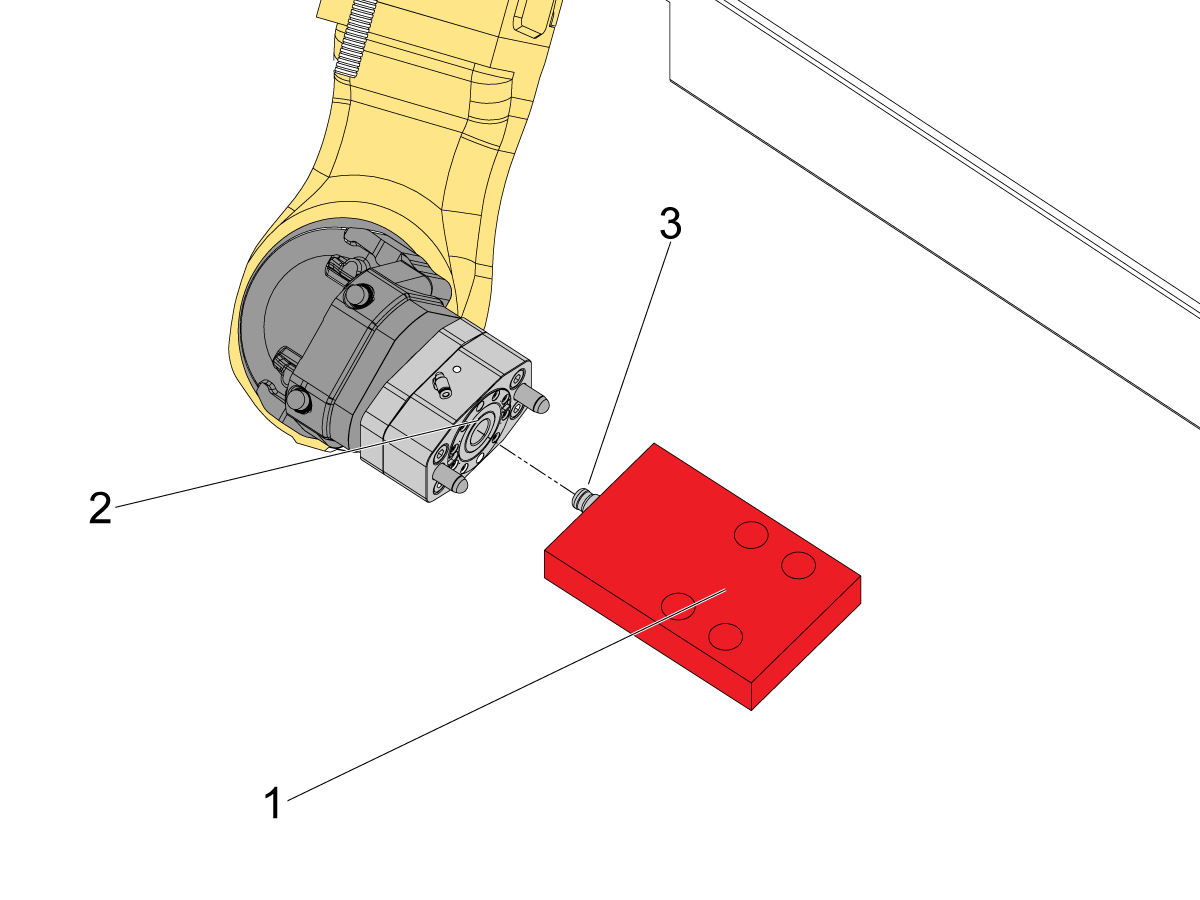
进入页面后,您需要找到 RPL-25KG 设置托盘 (30-14426) [1](其已安装拉钉 [2]),以设置架子上的每个托盘位置。
将零点夹持器 [3] 和安装板 [4] 固定到 HRP-2 的端接头 6 [5]。如未安装,则使用内六角螺钉 【6】 将夹持器安装到板上。
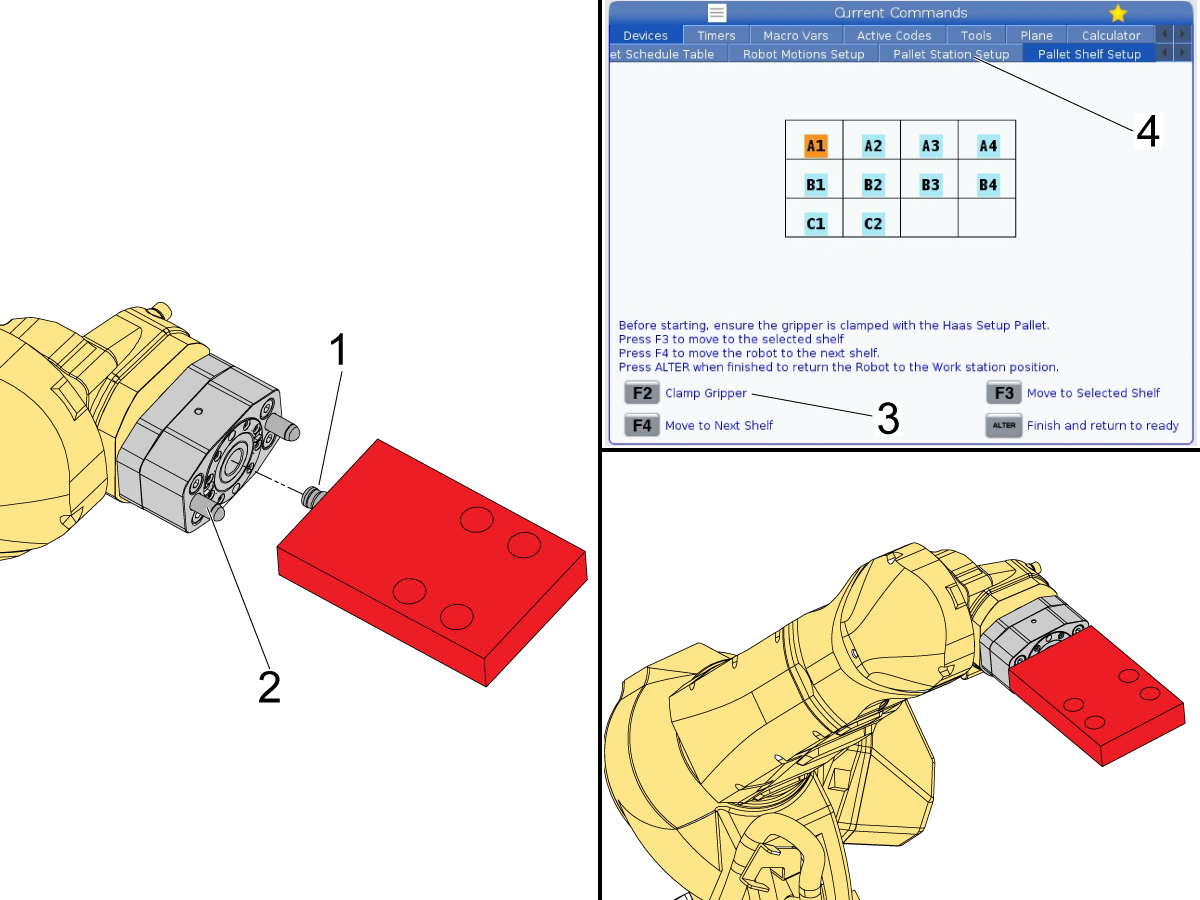
将拉钉安装在设置托盘上后,将拉钉 [1] 放入夹持器中,并允许夹持器导销 [2] 抓住设置托盘。
托盘完全被压入夹持器后,按控制器上的 [F2] [3] 以夹紧夹持器。
说明:确保有空气进入夹持器。否则,拉钉上不会有夹紧力。
说明:托盘在“托盘架设置”页面上的排列方式由托盘工位设置选项卡 [4] 中的信息决定。 设置所需的架子配置,然后继续。有关该页面的详细信息,请参阅第 10.1 节“设置托盘架网格”。
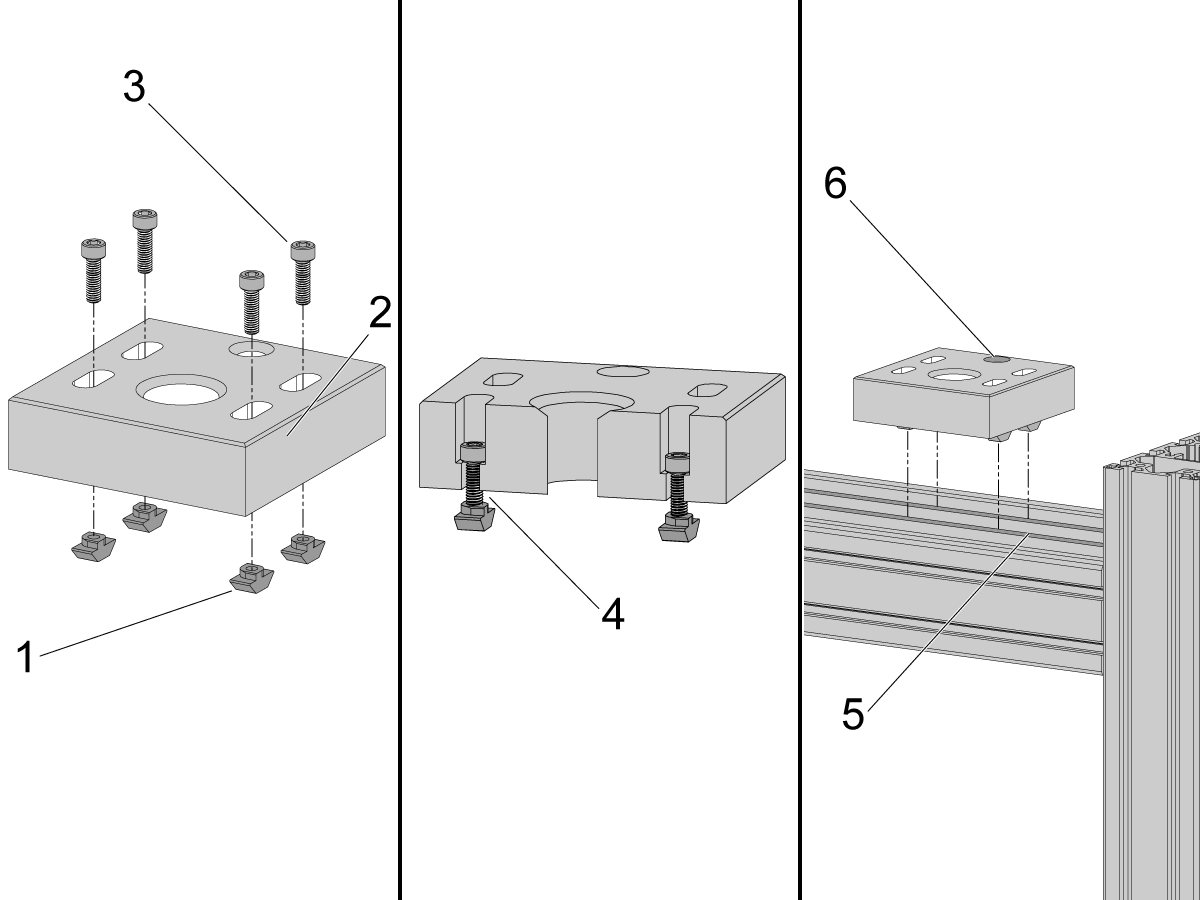
要开始在架子上设置托盘支架,请使用 4 颗 M6 x 20mm 内六角螺钉 [3] 将 4 颗有槽 T 型螺母 [1] 固定到每个托盘支架 [2]。
此时不要拧紧内六角螺钉。有槽 T 型螺母在螺钉上应为几乎完全没拧紧的状态,以使托盘支架和 T 型螺母之间留有间隙 [4]。
T 型螺母需要能够移动和旋转,以便它们可以进入架子的 T 型槽 [5]。
将 T 型螺母连接到托盘支架后,将托盘支架置于架子内,使 T 型螺母落入到位。
说明:对齐孔 [6] 位于托盘支架的后部。确保此孔背向机器人

确保夹持器夹紧在设置托盘上,并且托盘网格配置正确。
说明:如果您仅使用 RPL 标配的 3 个托盘,则只能在架子布局图上看到代表托盘 A1、A2 和 A3 的正方形。
此程序中的示例显示了使用架子上 10 个托盘位置的应用。无论使用多少托盘,设置都一样。
此页上的布局图显示了架子的正视图。点 A1 [1] 是顶行最左侧的托盘 [2],点 B4 [3] 是中间架子上最右侧的托盘 [4]。
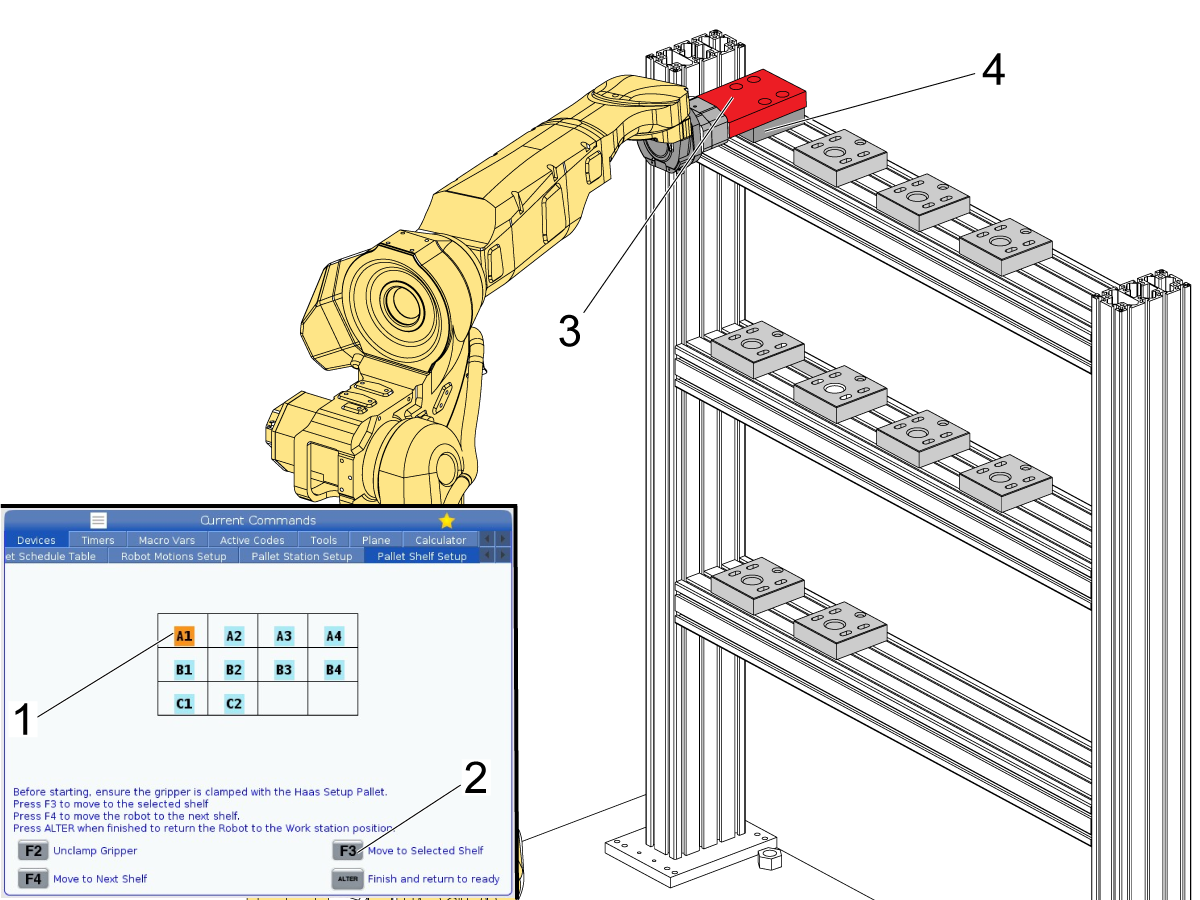
当设置托盘 [3] 夹在夹持器中时,确保位置 A1 [1] 在控制器上突出显示。
重要提示:将控制器设置为 5% 快移,并密切观察,以防止机器人损坏任何物品。
最左侧 [4] 的托盘支架应距离左柱内边缘约 2.25 英寸(57 毫米)(这是默认的初始拾取位置)。该点之后的托盘将根据托盘工位设置选项卡中设置的列间距离值进行间隔。
按控制器 [2] 上的 [F3],将机器人移动到突出显示的托盘位置。
机器人会移动到架子上,然后停在应放置托盘 1 的位置。
调整设置托盘 [3] 下方的第一个托盘支架 [4],使设置托盘中的通孔位于托盘支架 [4] 中的内六角螺钉正上方。
说明:如果您想将第一个托盘放在离柱内边缘较远的地方,则需要更改架子的初始拾取位置。

托盘支架 [1] 应在设置托盘 [2] 下方滑动。
需要能够在俯视图中看到内六角螺钉 [3],如图所示。尽可能使托盘支架上的槽对准设置托盘的检修孔。
拧紧 M6 内六角螺钉 [3] 的紧固件,使托盘支架固定到位。
注意:会对其余托盘支架重复这个过程。

在控制器上,按 [F4] [1],使机器人移动到下一个位置。例如,按控制器上的 [F4] 会将机器人从托盘 A1 移动到架子上的托盘 A2 [2]。
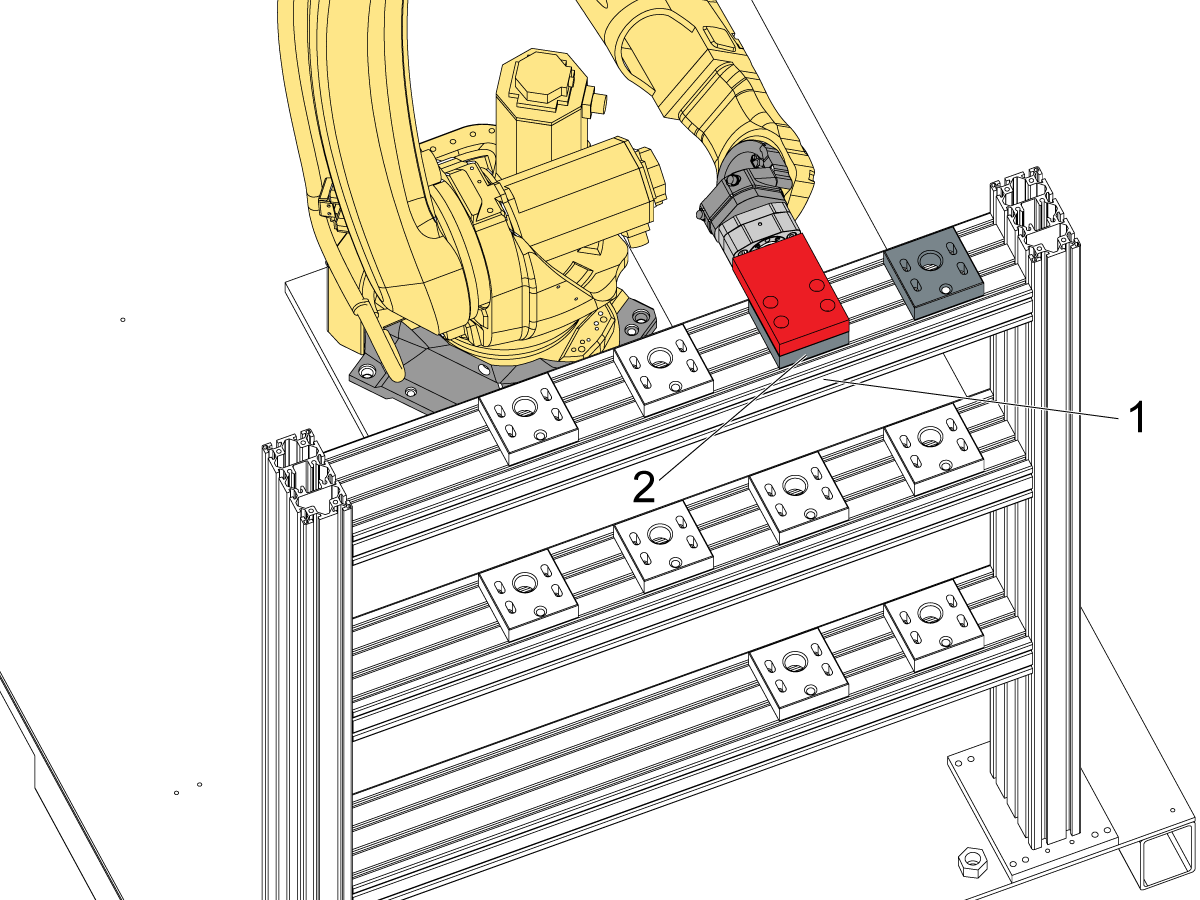
机器人现在应位于托盘位置 A2 [1]。
调整托盘支架 [2],使其正确就位,然后拧紧 M6 内六角螺钉,使托盘支架固定到位。
说明:这与第 6 步相同。如需了解更多详细信息,请参阅该步骤。
按控制器上的 [F4],移动到下一个托盘位置。重复此操作,直至所有托盘支架都固定到位。
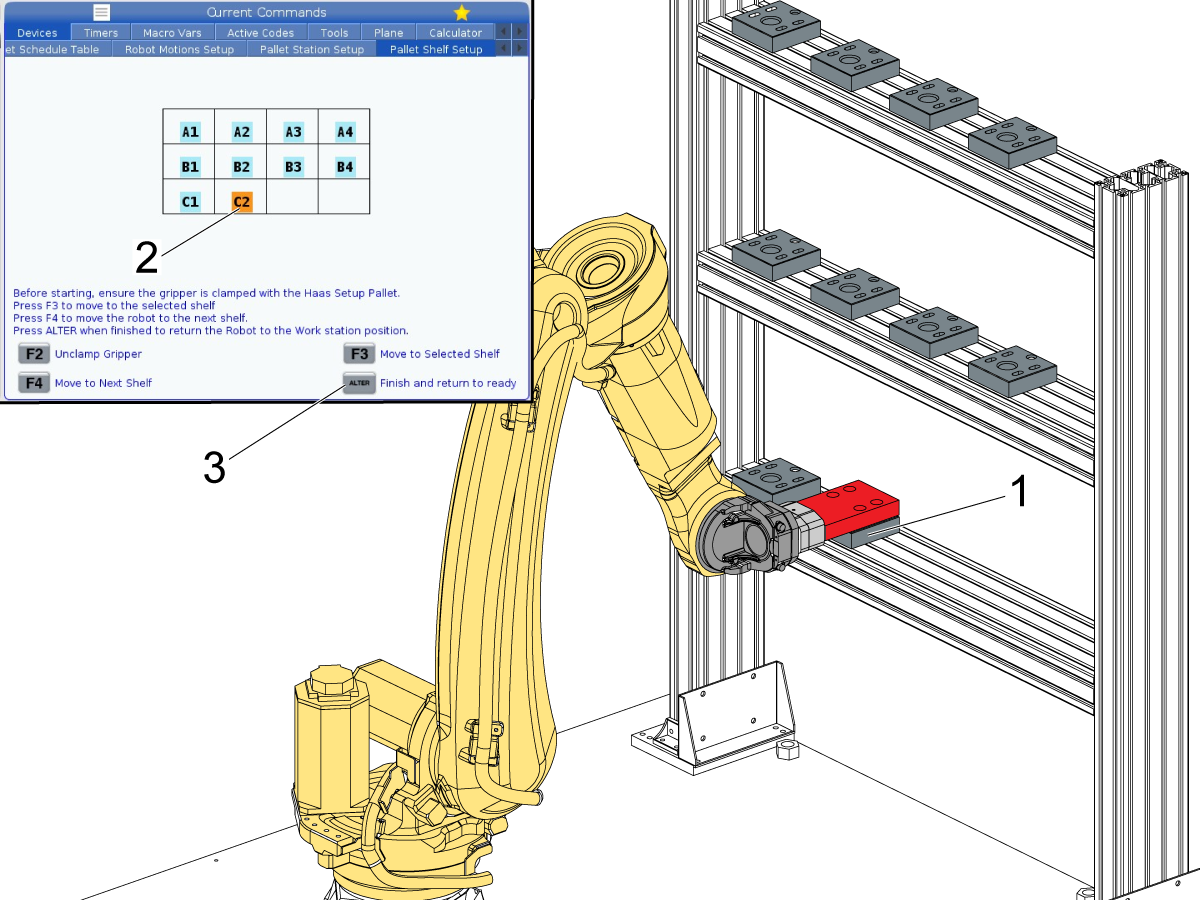
最后一个托盘支架 [1] 固定好后,按控制器 [2] 上的 [ALTER],使机器人回到就绪位置。
说明:在此示例中,共有 10 个托盘,托盘位置 C2 [2] 是最后一个托盘位置。
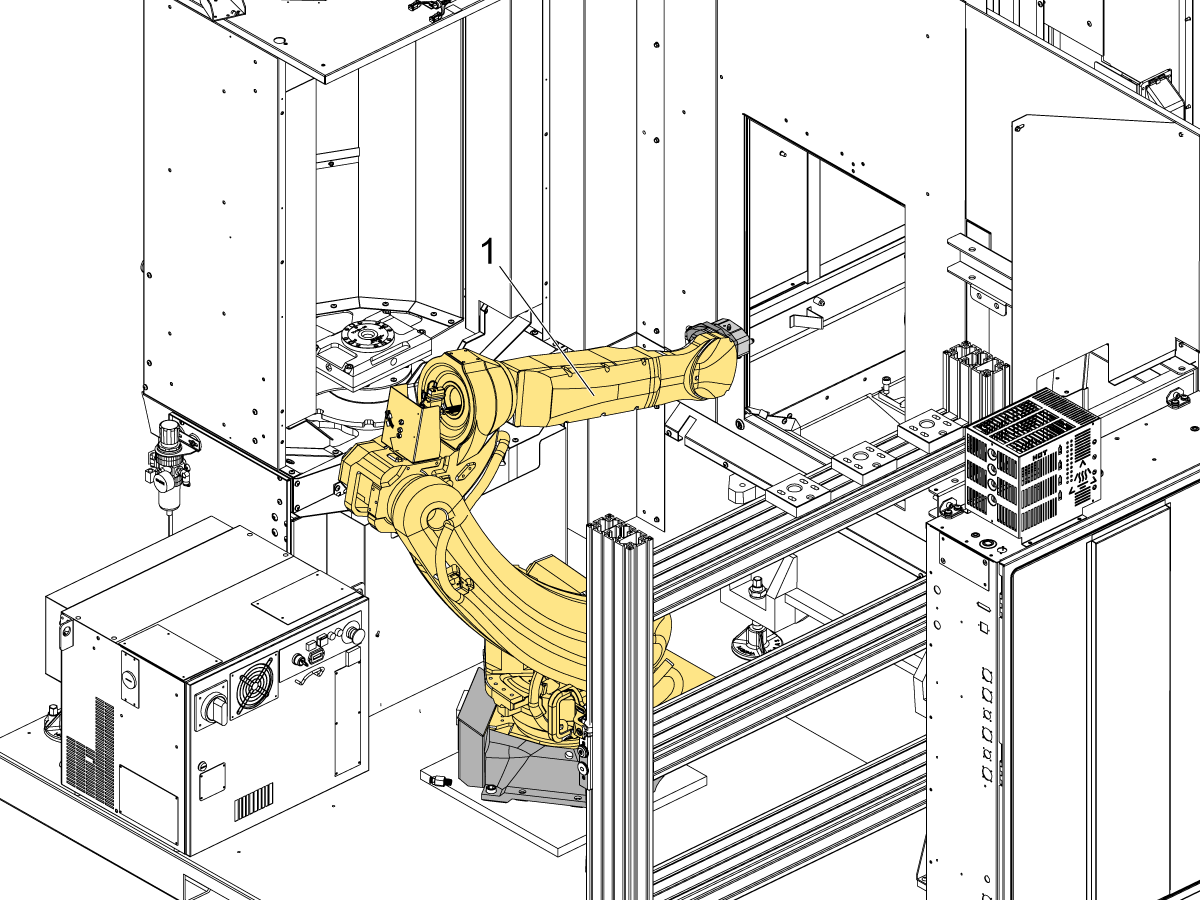
说明:就绪位置是机器人面向侧窗前机床的位置。底部图像显示了就绪位置。
当机器人处于就绪位置 [1] 时,按控制器上的 [F2] 松开零点夹持器,以便拆下设置托盘。
请参阅下一节,了解如何在机床内部设置托盘放下/提起位置。

如果需要更改机器人框架,请按照本节操作。
注意: 这只能在极端情况下完成。
RPL 需要 3 个框架才能工作:
这些框架彼此旋转 90 度。
本节向您展示如何设置所有这些框架以配合托盘架的定位。
注意: 机器人框架更改后,需要重新设置就绪和拾取位置。
首先,设置托盘架的框架。
要设置此框架,请使用设置托盘 25-10950 [1]。将设置托盘夹紧到零点夹持器 [2] 的末端。
说明:设置托盘拉钉 59-2273 [3] 需要连接到托盘,以便将托盘夹紧在夹持器中。

使用设置托盘浏览用于创建机器人框架的三点方法。
如需详细了解用于创建框架的三点方法,请参阅 HRP 手册的第 11.1 节 - HRP 设置。
说明:创建此框架旨在使其与托盘架的方向匹配。因此,架子将用作三点方法的参考。
使用托盘架的左下角 [1]、右下角 [2] 和右上角 [3] 作为创建框架的参考位置。
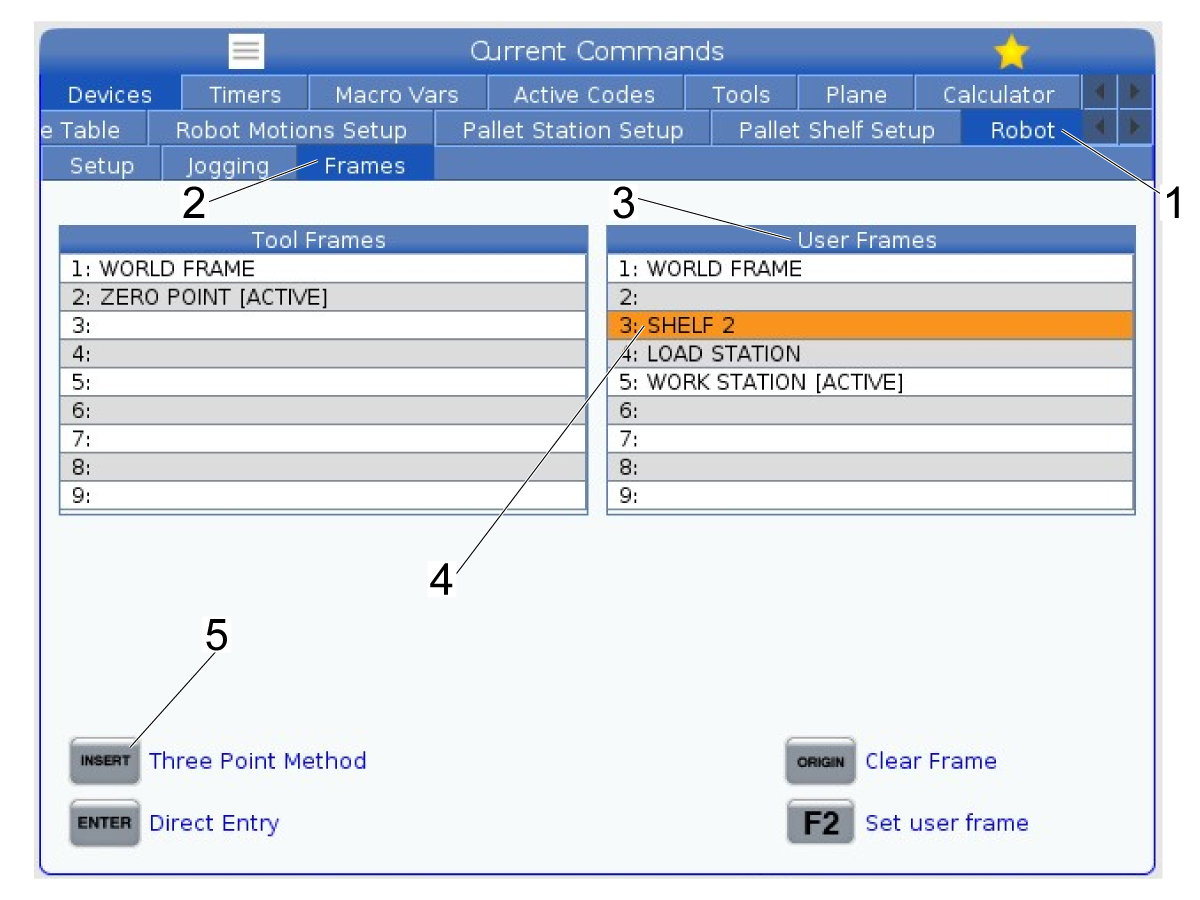
在 Haas 控制器上,按[当前命令]。
在设备选项卡中,转到机器人选项卡 [1],然后转到框架窗口 [2]。
在用户框架表 [3] 中突出显示架子框架 [4]。
要开始使用三点方法,请按控制器上的[插入] [5]。系统随即会提示您记录创建框架所需的位置。
如图所示,将机器人点动到架子左下角。
使设置托盘 [1] 的顶部与底架的顶面 [2] 对齐。
使设置托盘 [3] 的左侧与架子柱的内表面 [4] 对齐。
说明:确保设置托盘的边缘与架子 [5] 的边缘对齐。
确保设置托盘与架子 [6] 的前部齐平。设置托盘的两个边缘都需要接触到架子,以确保框架和架子之间没有错位。
机器人处于正确位置后,按 [F2],将其设置为三点方法的点 1。

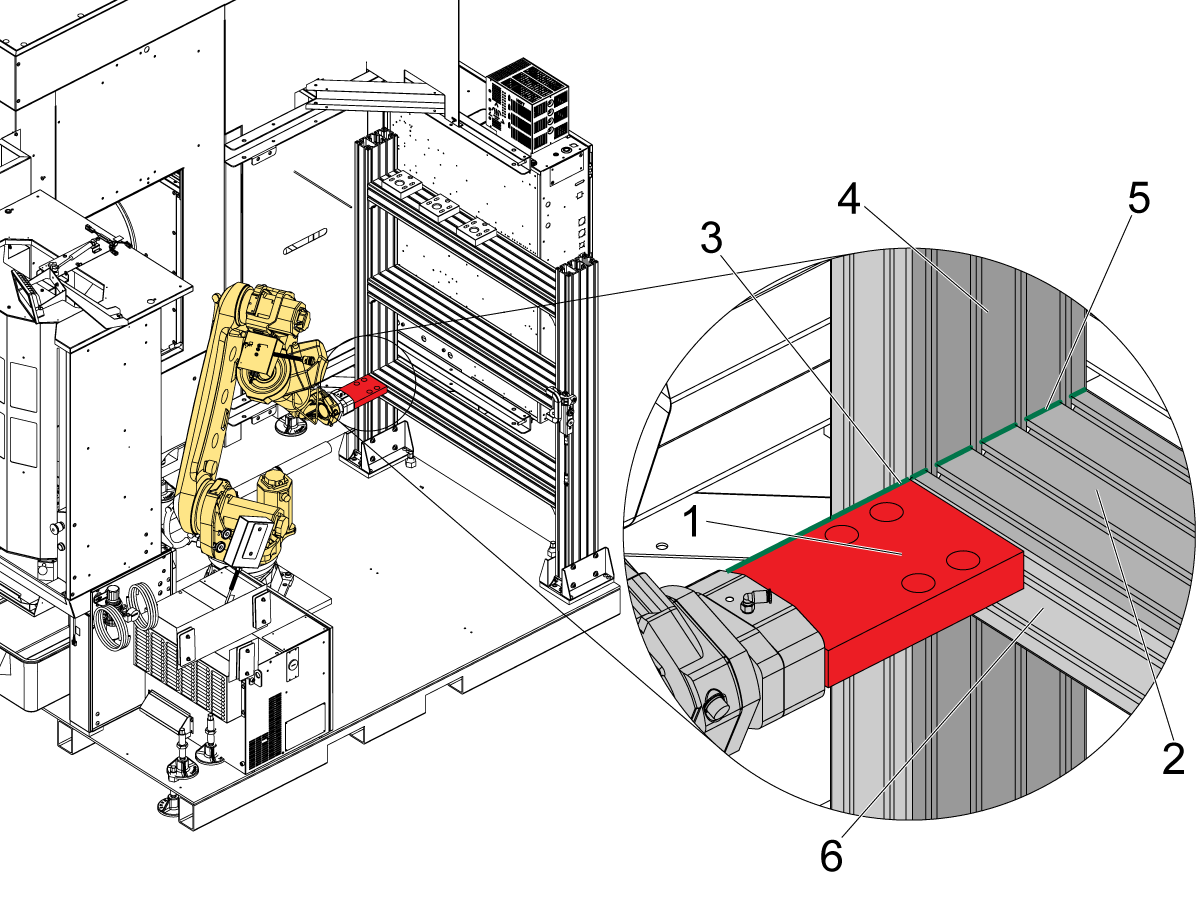
如图所示,将机器人点动到架子右下角。
使设置托盘 [1] 的顶部与底架的顶面 [2] 对齐。
使设置托盘 [4] 的右侧与架子柱的内表面 [3] 对齐。
说明:确保设置托盘的边缘与架子的边缘对齐。这在图中用绿线显示。
确保设置托盘与架子 [5] 的前部齐平。设置托盘的两个边缘都需要接触到架子,以确保框架和架子之间没有错位。
机器人处于正确位置后,按 [F2],将其设置为三点方法的点 2。
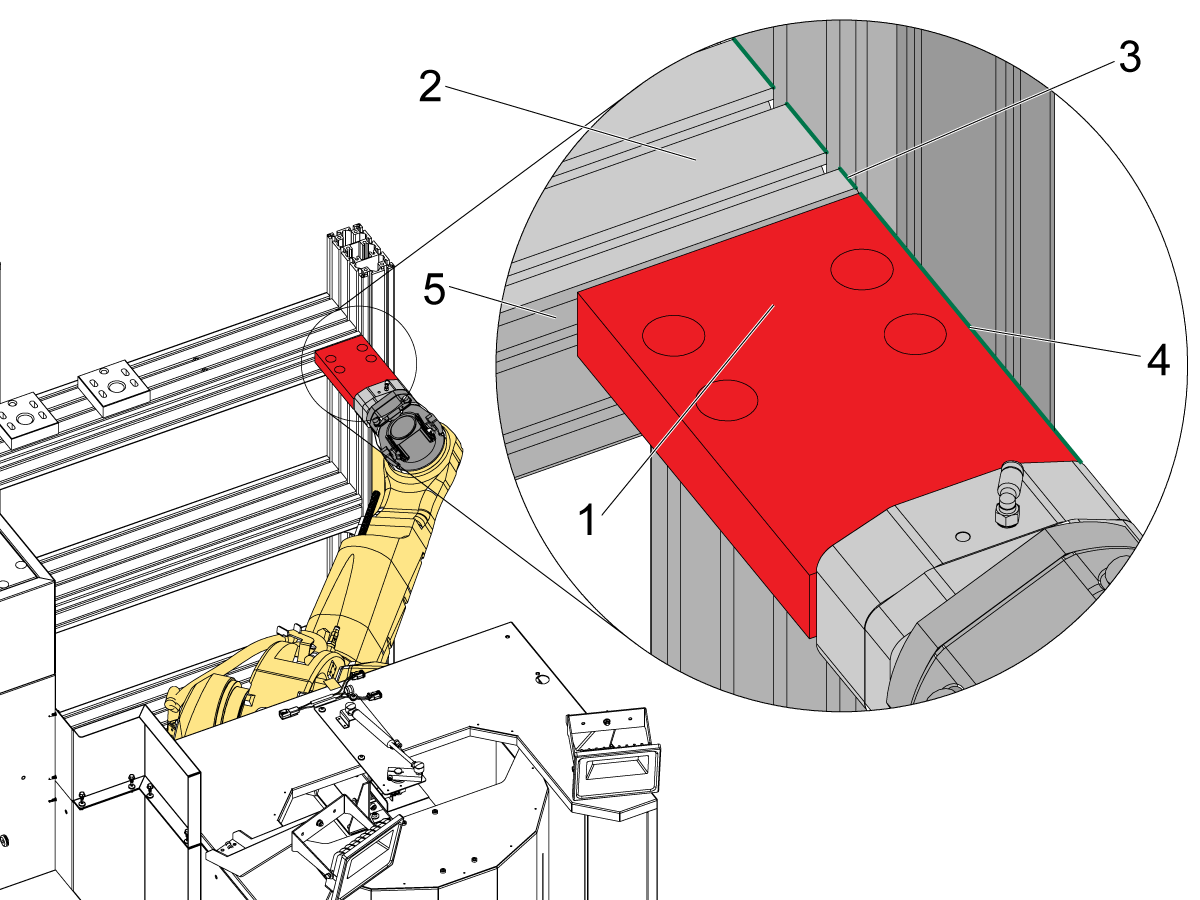
如图所示,将机器人点动到架子右上角。
使设置托盘 [1] 的顶部与底架的顶面 [2] 对齐。
使设置托盘 [4] 的右侧与架子柱的内表面 [3] 对齐。
说明:确保设置托盘的边缘与架子的边缘对齐。这在图中用绿线显示。
确保设置托盘与架子 [5] 的前部齐平。设置托盘的两个边缘都需要接触到架子,以确保框架和架子之间没有错位。
机器人处于正确位置后,按 [F2],将其设置为三点方法的点 2。

设置架子框架后,可以使用直接输入方法设置工作站 [1] 框架和装载工位 [2] 框架。
对架子框架拍照。
对于工作站框架,对 X、Y、Z、W 和 P 输入相同的值。
将 R 的值更改 90 度。例如,如果架子框架的 R 值为 -124.6461,则工作站框架 [3] 的 R 值为 -124.6461 + 90 = -34.6461
对装载工位框架重复此步骤,将装载工位框架的 R 值增加 90。
托盘架在运输过程中或可能发生碰撞时可能会移动。如果发生这种情况,可能需要调整托盘架以便使用现有软件。
本节详细介绍了当托盘架似乎未校准时要检查什么,以及如何修复校准。
重要提示:在尝试更改托盘架之前,请先浏览第 9.1 节“设置 RPL 系统”。默认软件系统应匹配架子的位置和朝向。本部分仅用于故障排除。
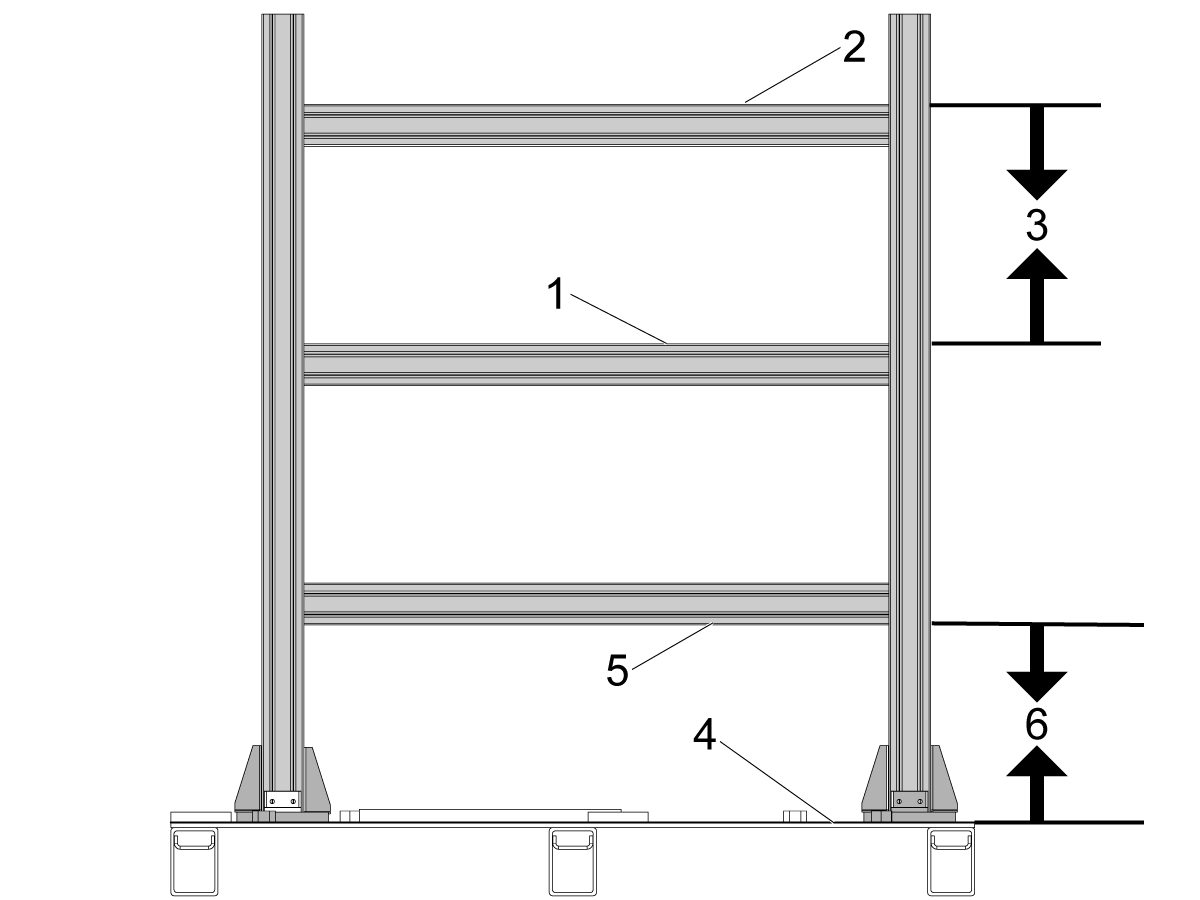
架子之间的间距需保持一致。
任何一个架子 [1] 顶部与其上方架子 [2] 顶部之间的距离应为 18 英寸(457.2 毫米)[3]。
从底板 [4] 到最底层架子 [5] 底部的距离也应为 18 英寸(547.2 毫米)[6]。

如果在移动到下层架子时机器人位置变得不准确,则可能是因为保持架子的柱子不是垂直的。
沿每个柱子的前部 [2] 放置水平仪并验证其是否水平,确保保持架子 [1] 的柱子是垂直的。
注意:当金属托盘处于水平状态时,架子才会是垂直的。在调整架子之前,调整调平支脚,以确保金属托盘处于水平状态 [3]。
如果架子的柱子不是垂直的,请拧松内六角螺钉 [4],然后调整柱子,直至水平仪的读数显示柱子是垂直的。使用锤子对柱子进行调整。用柱子水平仪重新拧紧 SHCS。
调整架子柱后,请浏览第 9.1 节中的托盘支架设置。
如果机器人从一个工位移动到另一个工位与架子的方向不对齐,则可能需要更改机器人框架。
第 9.2 节详细介绍了如何根据托盘架设置机器人框架。
Recently Viewed Items
You Have No Recently Viewed Items Yet

美元价格不包括关税、报关费用、保险费、增值税及运费。
USD prices DO NOT include customs duty, customs fees, insurance, VAT, or freight.
人民币价格包含关税、报关费用、货运保险和增值税, 但不包括运费。
CNY prices include customs duty, customs fees, insurance, and VAT. DOES NOT include freight.
此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING ACCEPTS THE FOLLOWING:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255






