

 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.
TG0092
如果刀具磨损过多,切割产生的切削力将增加。这些增加的切削力可能导致切割过程中的颤动。
检查您的工具,并在必要时更换。
工具随时间磨损是正常的。在稳定的加工过程中,刀具磨损是可预测的。这将允许您使用在Haas控制中标配的工具寿命管理系统。刀具寿命信息可以输入到 Haas 控制中,以提醒操作员在刀具对加工过程产生负面影响之前更换刀具。
有关如何使用这些系统的详细信息,请参阅工具寿命管理部分。

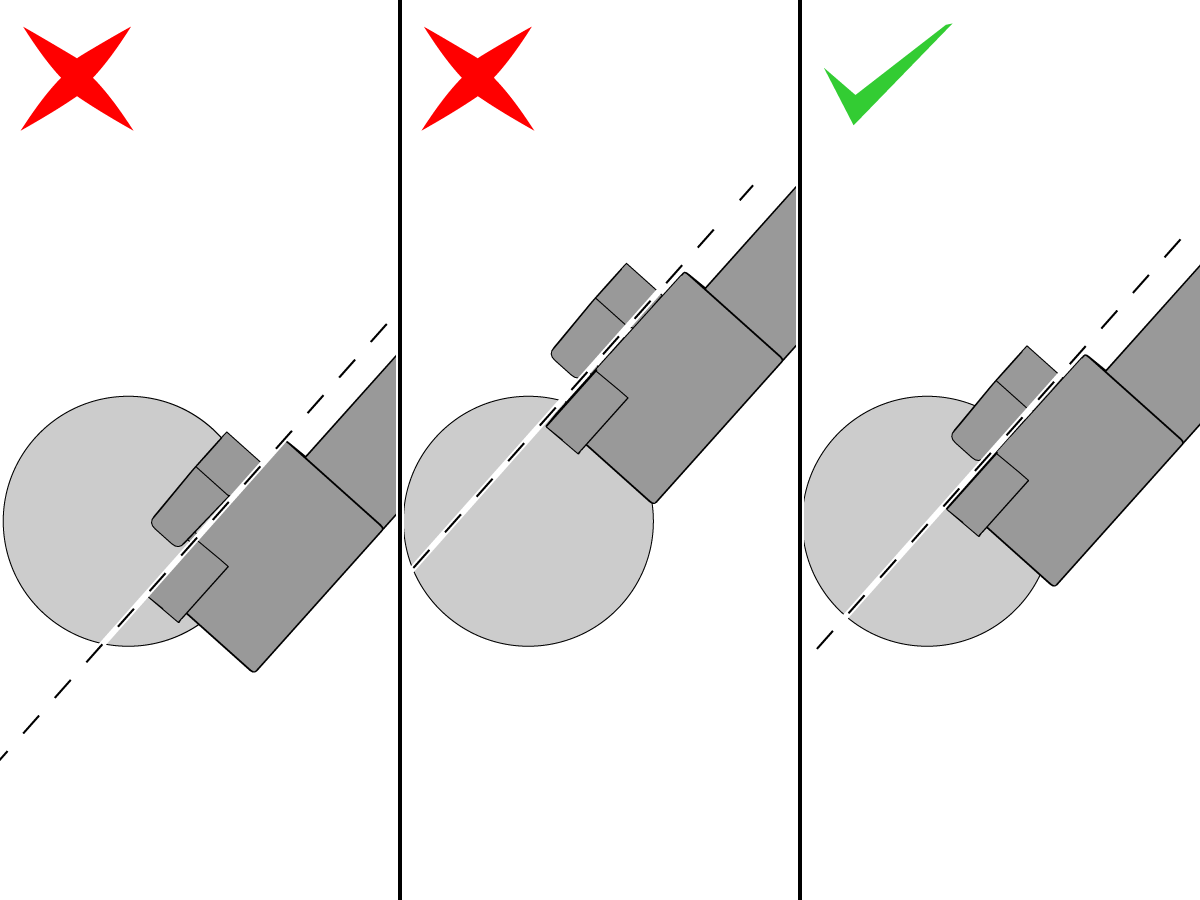
较长的刀具刚度较低,因此稳定性较低,但即使对刀具长度的微小更改也会产生很大差异:长宽比减少 10% 可使刀具刚度提高 25%。
如果必须使用较长的粘刀伸入间隙,请考虑使用 Haas 双刀具车刀刀座或延长的双刀具车刀刀座 BOT 支架来完全支撑粘刀。
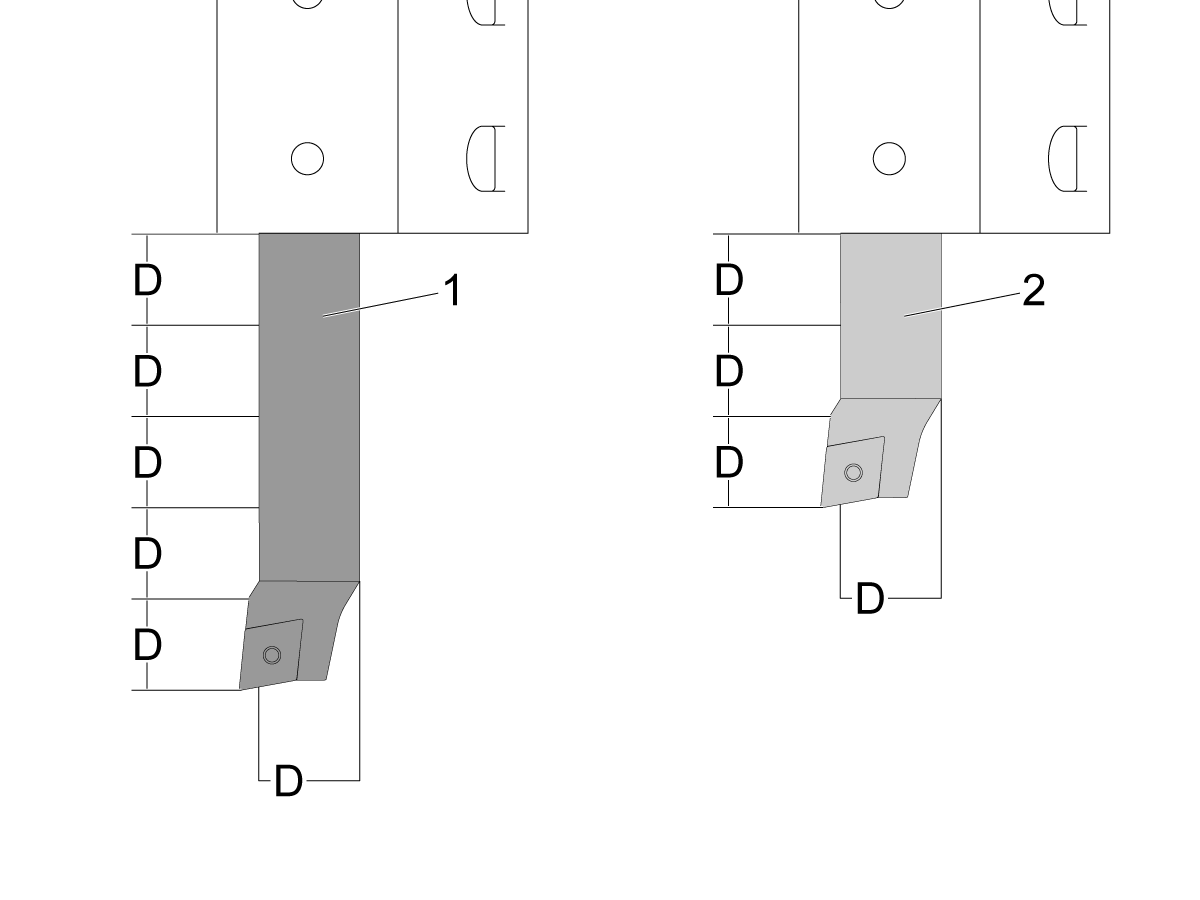
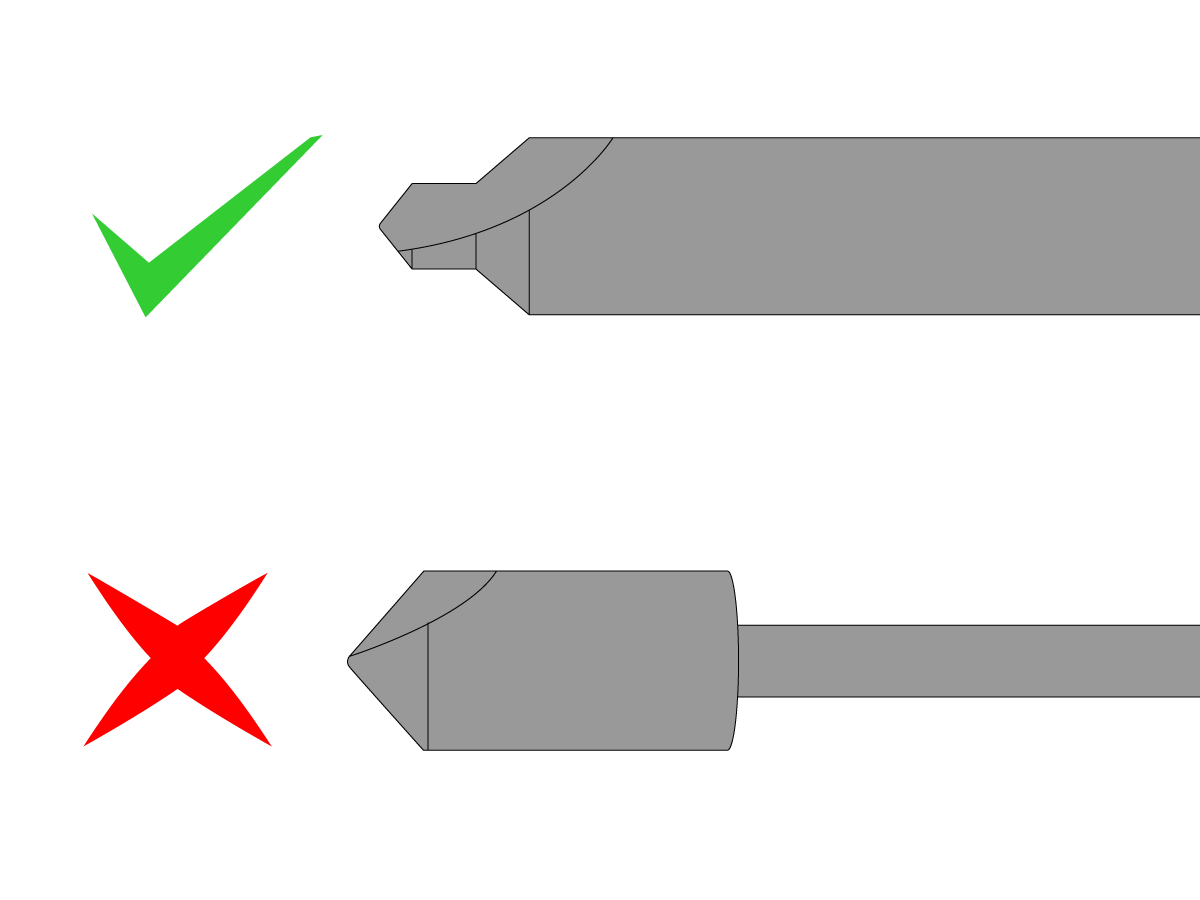
对于钻孔条形,条形材料类型会影响其稳定性。钢制钻孔杆 (2) 稳定到直径的 3 倍。硬质合金钻孔杆 (1) 稳定,长度可达其直径的 5 倍。如果必须超过这些限制,则必须降低切割参数以补偿降低的稳定性 ,从而降低切割深度、进给率或主轴速度以进行补偿。
注意: 当您需要极长的直径比来加工孔时,可提供特殊的减震钻孔杆。
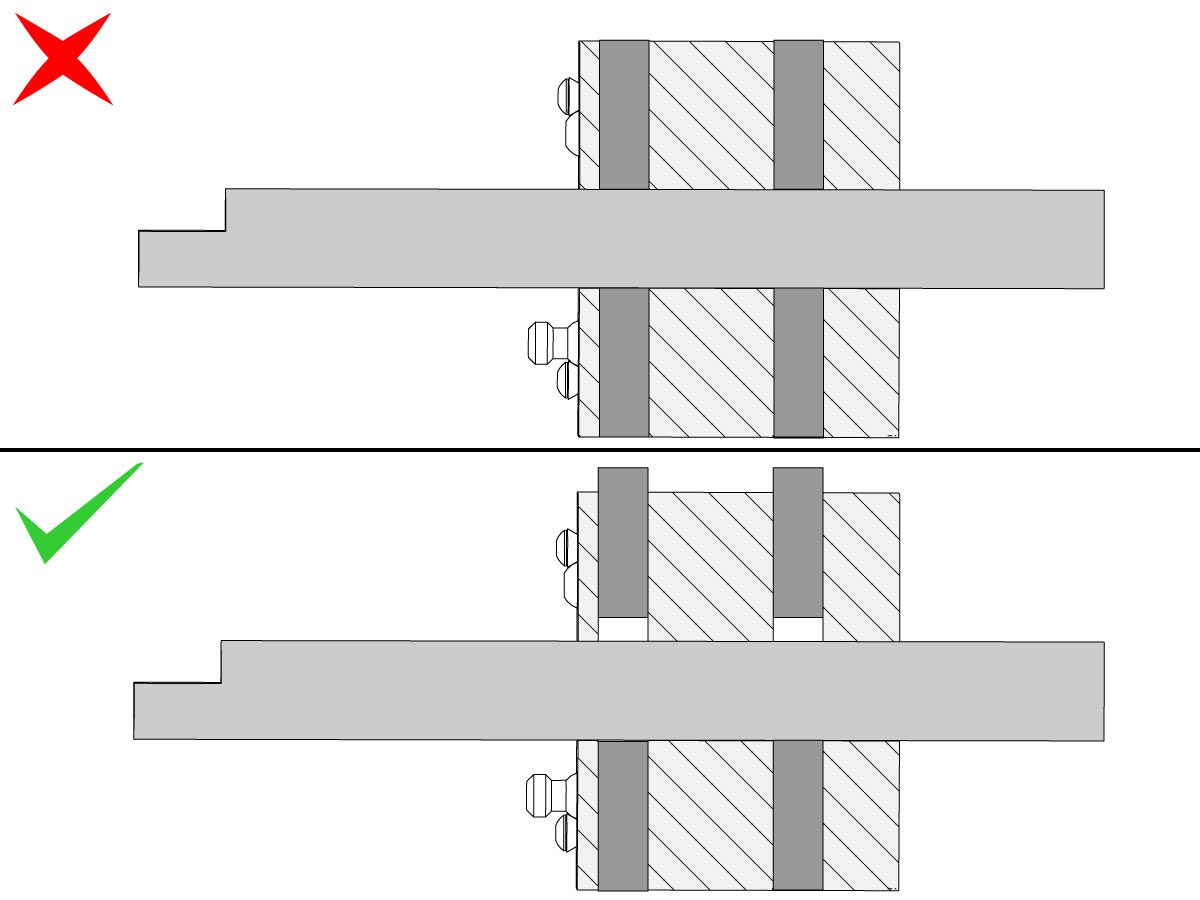
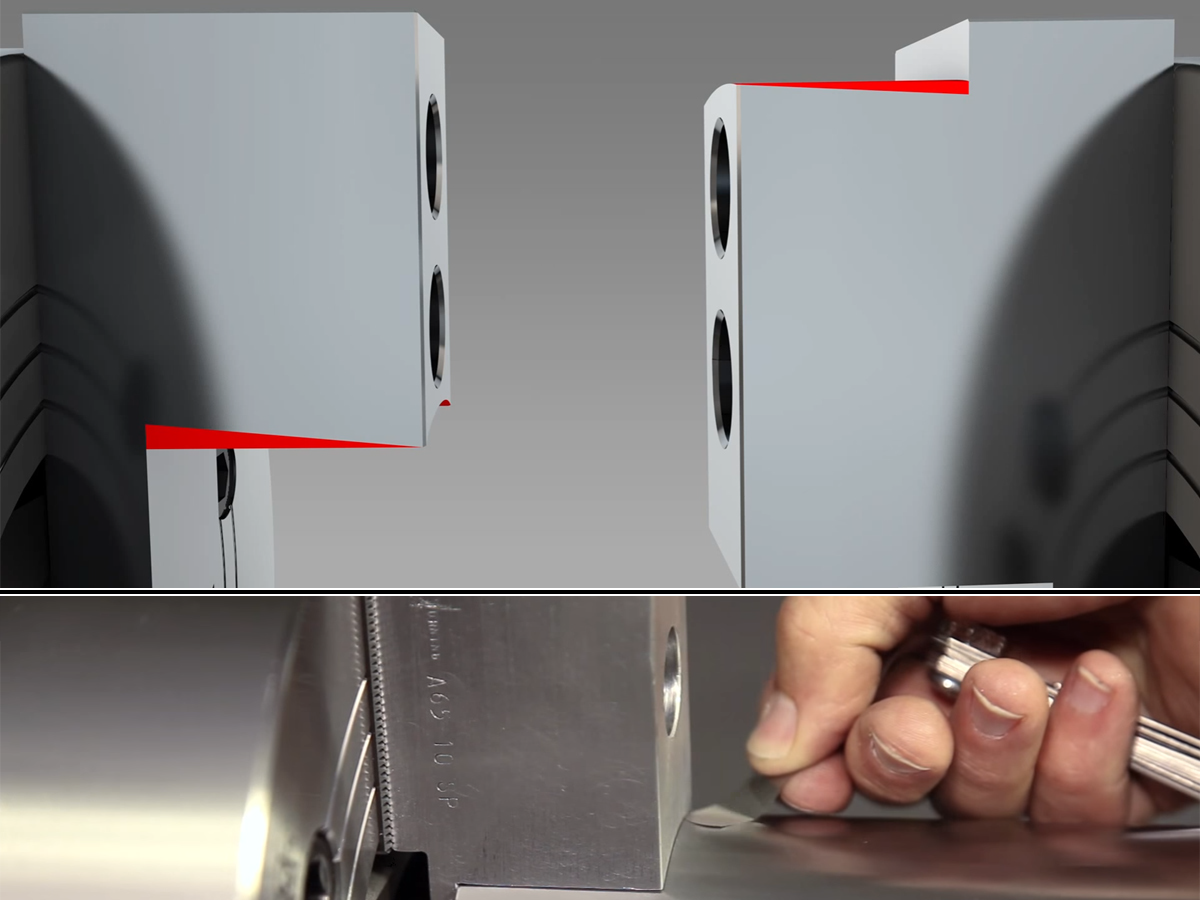
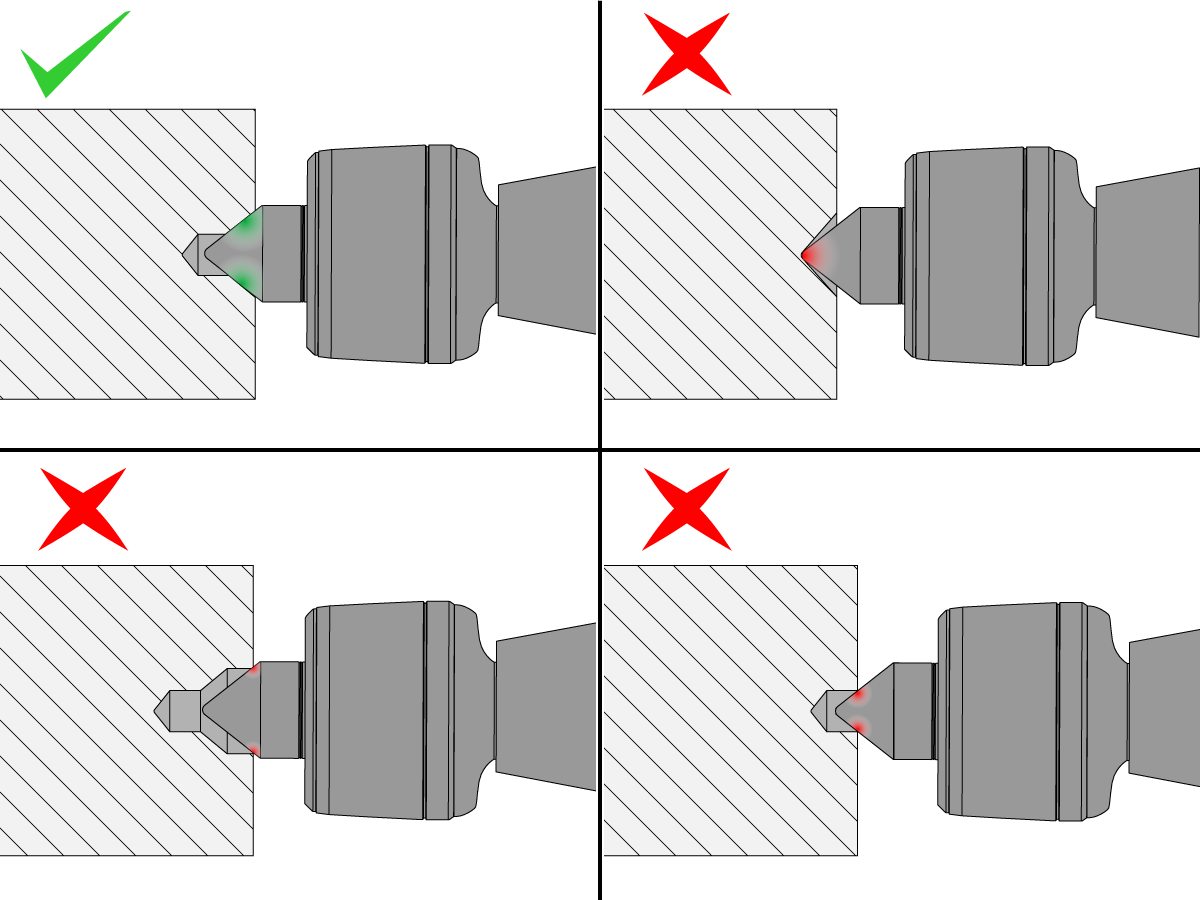
固定螺栓固定杆在支架中可以更改钻孔杆的谐振频率。BOT 支架有四个固定螺栓;每边两个。最佳做法是仅拧紧支架一侧的固定螺栓。这可确保杆牢固地固定在 BOT 支架的孔上。如果拧紧支架两侧的螺钉,则杆可能未与孔接触,实际上漂浮在支架中心 [1]。
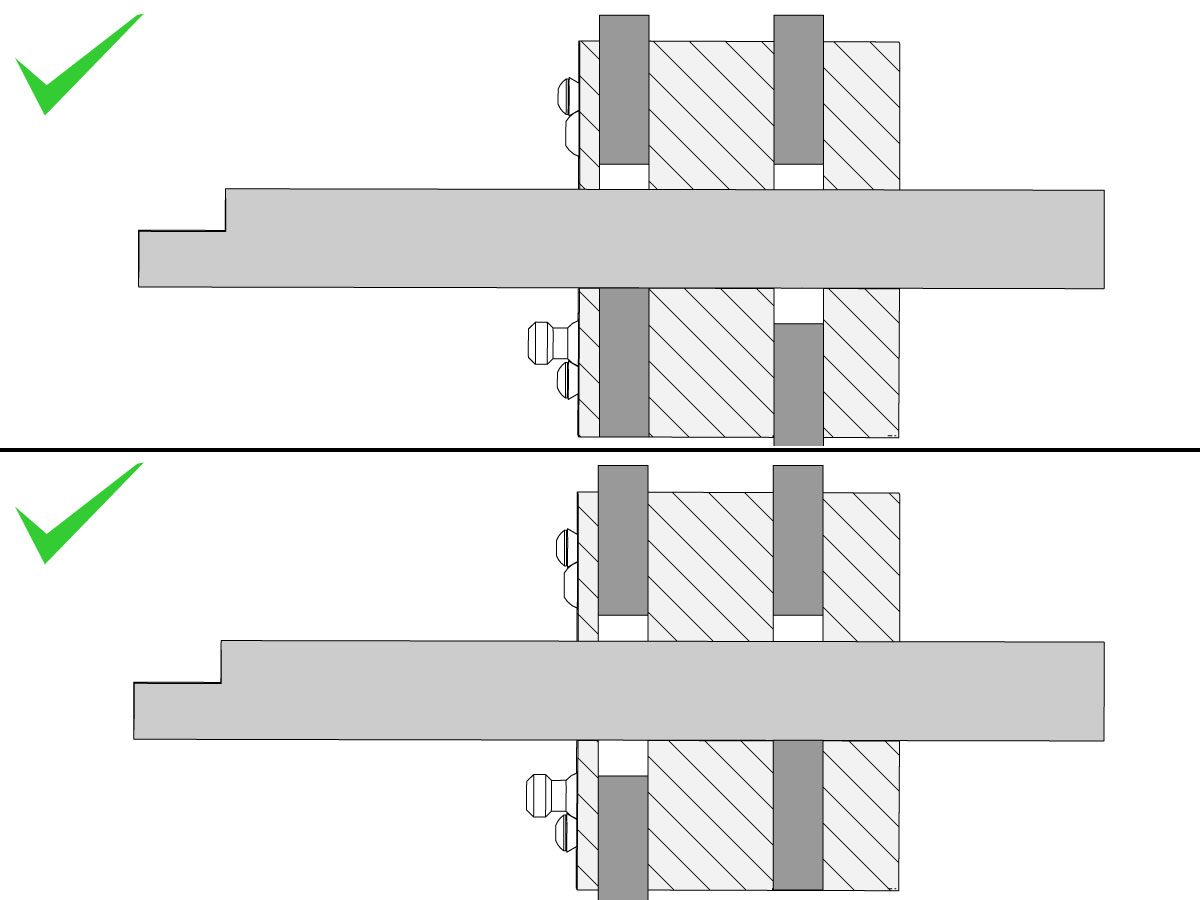
如果使用一侧的两个螺钉仍有颤动问题,则可以松开其中一个固定螺栓以更改杆的谐振频率。
当切削速度(表面英尺/分钟或米/分钟)过高或进给率(每转一次进给)过低时,切削可能会变得不稳定并开始产生共振,留下颤动的表面光洁度。
降低切削速度或提高进给速率以稳定切削。有关用于工具和工件材料的最佳速度和进给的指南,请参阅工具制造商的说明。测试运行应用并使用主轴速度和馈送覆盖来查找不抖动的速度/进给组合。
注意: 检查工具插入框,了解切割参数建议。许多制造商直接在插入盒标签上打印切割信息。
注意: 如果进行故障排除后仍然遇到高跳动和表面光洁度差的问题,请参阅主轴 - 车床故障排除指南。
如果刀具的切削刃不在主轴中心线上,则切削力过大可能会导致颤动、精度和刀具寿命问题。
纠正措施:
确保斗杆工具的大小适合您的刀塔或刀柄。
确保刀片下方的座椅厚度正确。
在 Y 轴车床上,您可以使用 Y 轴刀具偏移将切削刃带到主轴中心线。
检查并纠正机床中的任何对齐错误。
刀片选择对于稳定的切割至关重要。切屑断路器、涂层、半径尺寸、几何形状和硬质合金等级必须为工件材料设计。不当的刀片可能会导致表面光洁度、刀具寿命和颤动问题
纠正措施:
请咨询您的切削刀具供应商,为您的应用选择合适的刀片几何形状、半径尺寸、涂层和硬质合金等级。
如果您的工件在工作固定中移动 切割时,您会有准确性问题,难以持有公差和颤动问题。
不正确无聊的夹头钳口会让工件移动。应加工软钳口,以匹配所持零件的标称尺寸。
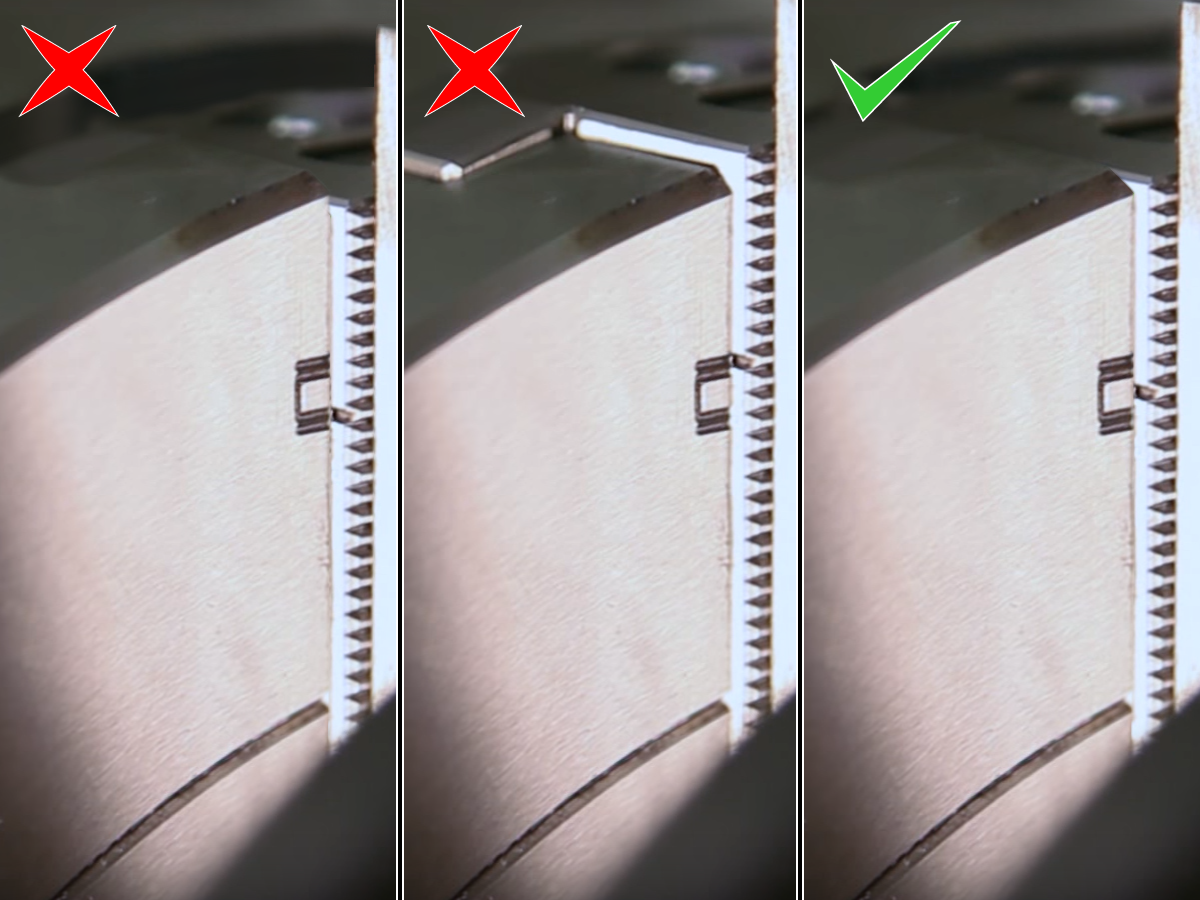
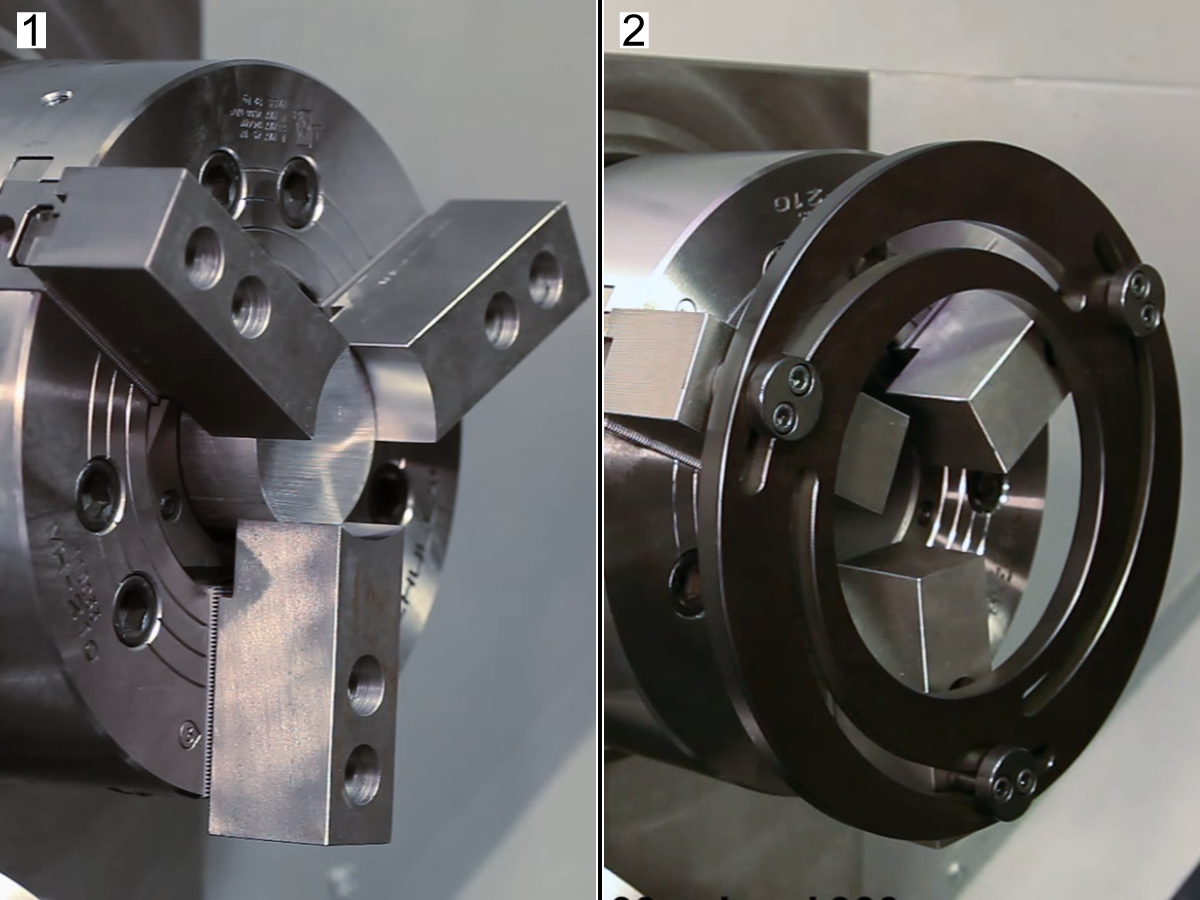
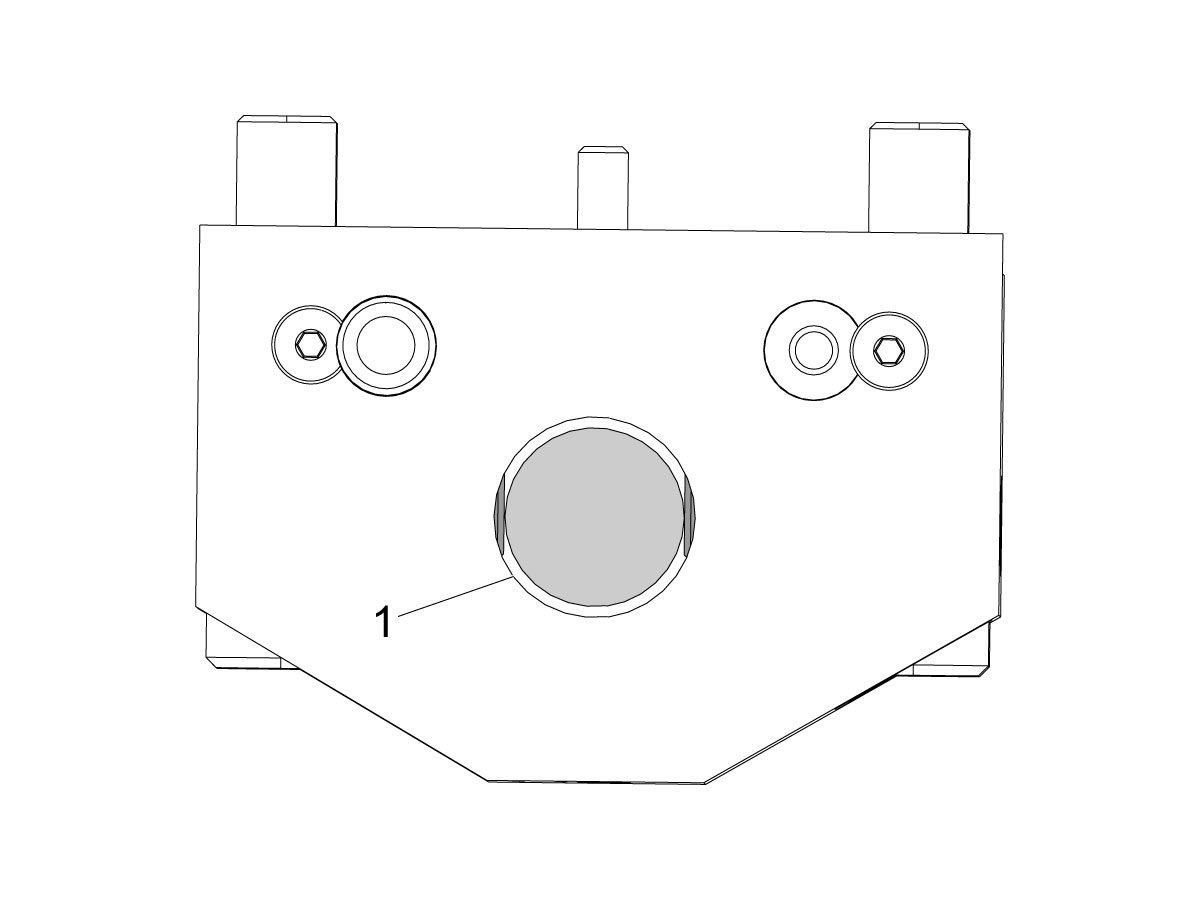
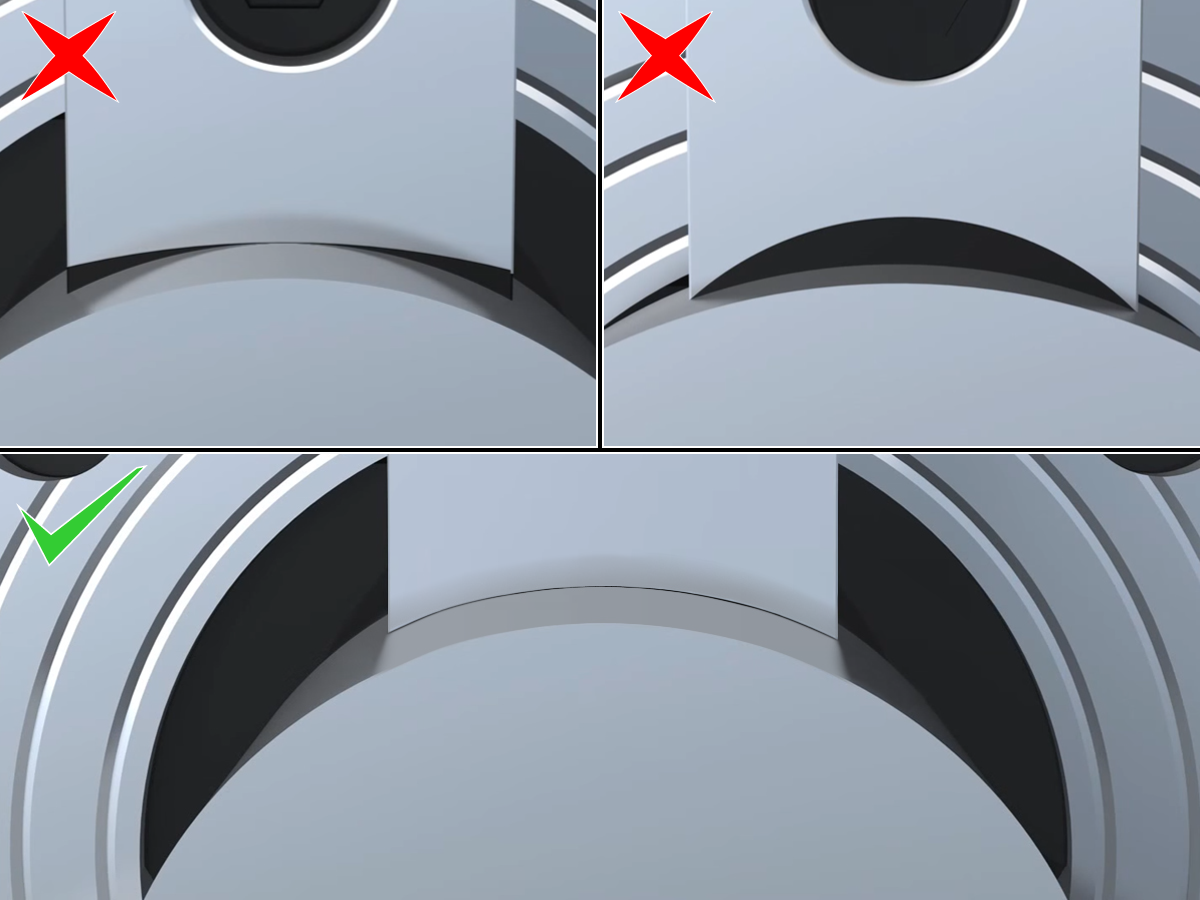
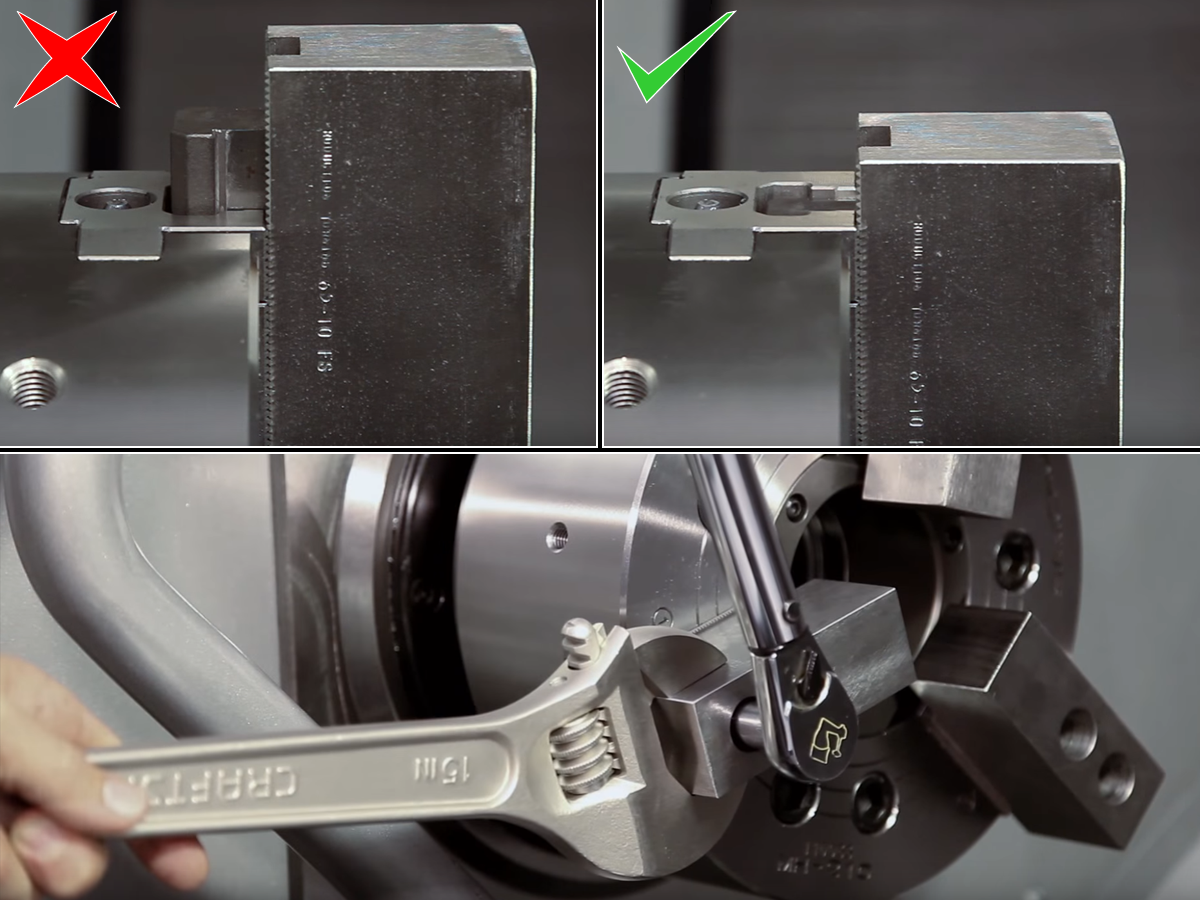
在加工下颚之前,请务必在钳口的中心行程中使用夹头钳支撑杆 (1) 或可调钻孔环 (2)。如果 Jaws 太靠近冲程的顶部,则在钳口中加载和卸载工件时,如果钳口太靠近冲程的底部,则无法实现完全夹紧力。
使用 0.001" (0.03 mm) 塞尺,用于检查工件和夹头钳口之间的间隙。检查正面和背面。钳口可能偏离了钳位力,在某些情况下,您可能需要在钳口中加工一个轻微的切整,以补偿下颚的偏转,从而允许与工作孔完全接触下颌。
确保夹头钳紧,并且螺钉不会从 T 形螺母或 T 形槽底部。T 形螺母不应延伸到 T 型槽外。
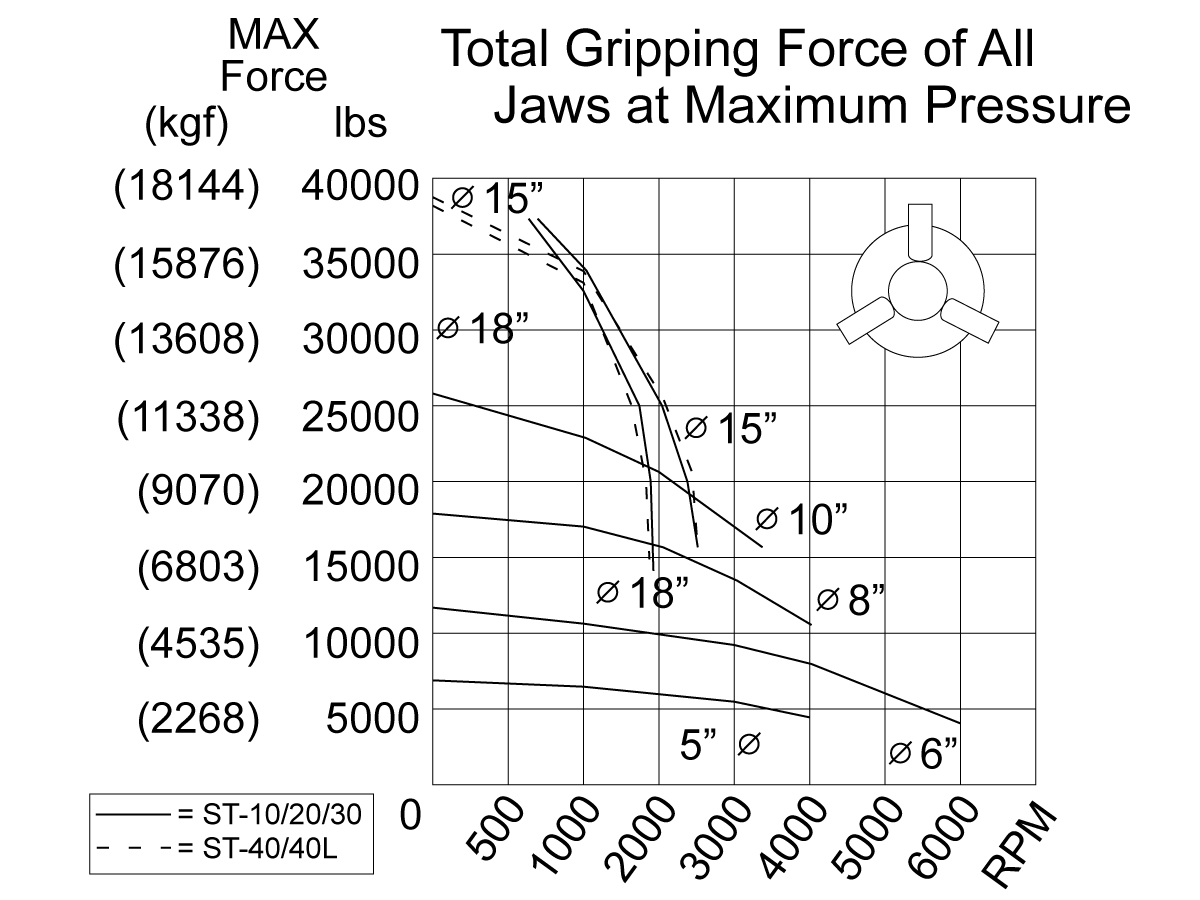
当 OD 夹紧零件时,在高 RPM 下产生的离心力将降低夹紧力,并可能允许零件移动。使用此图表确定在程序期间是否需要增加夹头夹紧力或降低最大转速。您可以在车床液压泵附近的贴纸上找到此图表。
请参阅。
说明:在将工件夹入固定装置之前,请务必清洁和取消毛刺。肮脏的表面、碎屑或毛刺会让工件在切割过程中移动。
如果工件未正确支撑,它将开始振动,并在切口中引入颤动。
通常,如果伸出夹头的工件部分的直径与长度比超过 3:1,请使用尾架来稳定切口。
如果工件的长度与直径比超过 10:1,您可能需要使用稳定静止、不同工作保持或不同加工策略的额外支撑来稳定切割。
有用的提示:
请考虑使用 主轴速度变化 (SSV) 功能来干扰喋喋不休。
有关尾架手表的更多详细信息 尾架基础知识: 如何在 Haas 车床上使用尾架
磨损或损坏的活活顶尖可能会导致振动,使部件移动。这可能导致颤动、光大、表面光洁度差和刀具寿命问题。
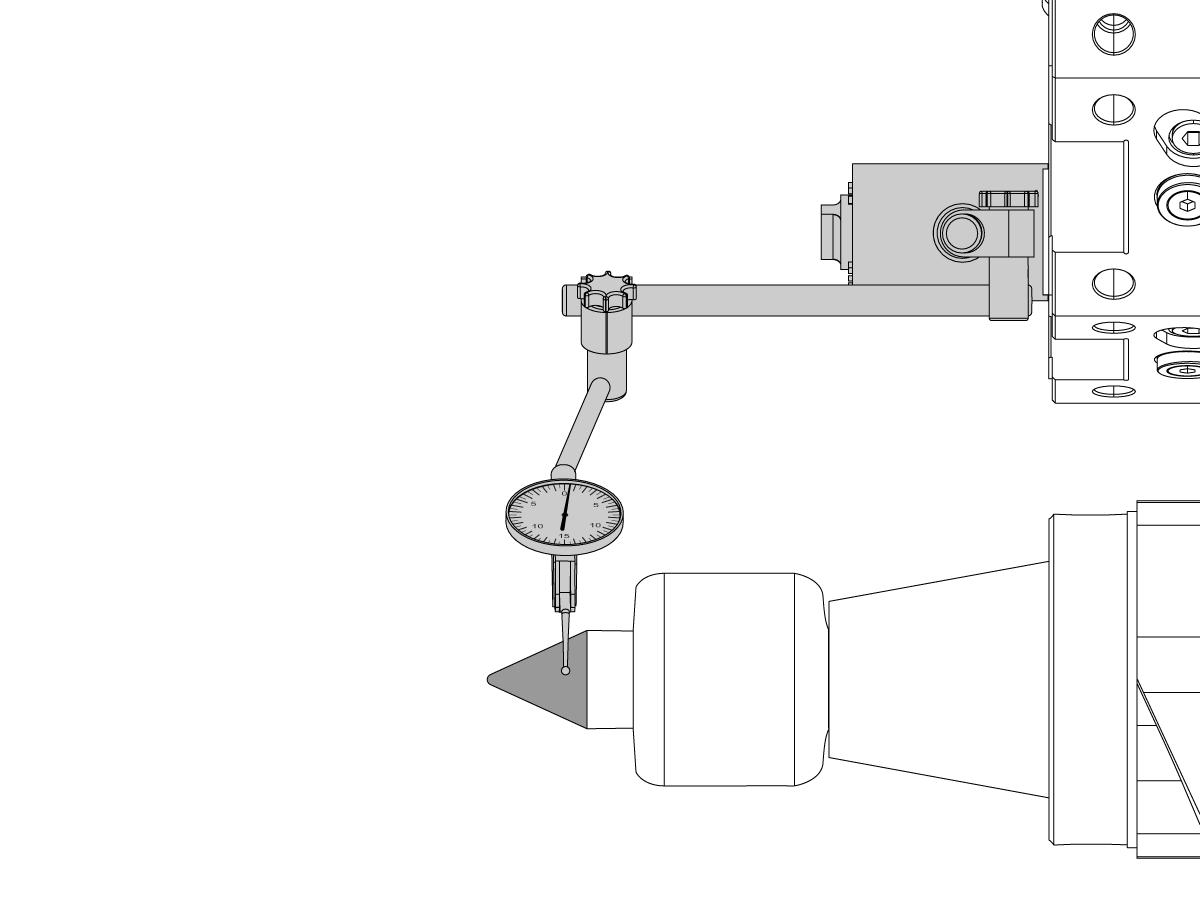
检查活顶尖仍在设备中时是否有跳动和轴承损坏。
通过在 60 度上放置指示器,然后轻轻旋转中心的点来检查耗尽。TIR 应在制造商的规格范围内。
通过牢牢抓住点并朝一个方向旋转,检查轴承磨损情况。主轴应自由转动,如果感觉到阻滞或跳动,则表明轴承磨损。
注意: 实时中心具有使用寿命和维护计划。有关活顶尖的详细信息,请参阅活顶尖制造商的文档。 尾架压力过大可能会过早磨损活顶尖。
如果中心钻孔的角度不正确、太小、太浅、太深或损坏,则活钻中心将无法与工件充分接触以正确稳定切口。
错误瞄准冷却液喷嘴或流中的障碍物会阻止冷却液到达切割区域。调整冷却液喷嘴,将冷却液输送到切割区域。
请务必在应用中使用推荐的冷却液混合物浓度。如果您的浓度过于稀薄,降低的润滑性会对刀具寿命和表面光洁度产生负面影响。
对于不同的应用和材料,有许多不同的冷却液。请与您的冷却液经销商联系以寻求建议。
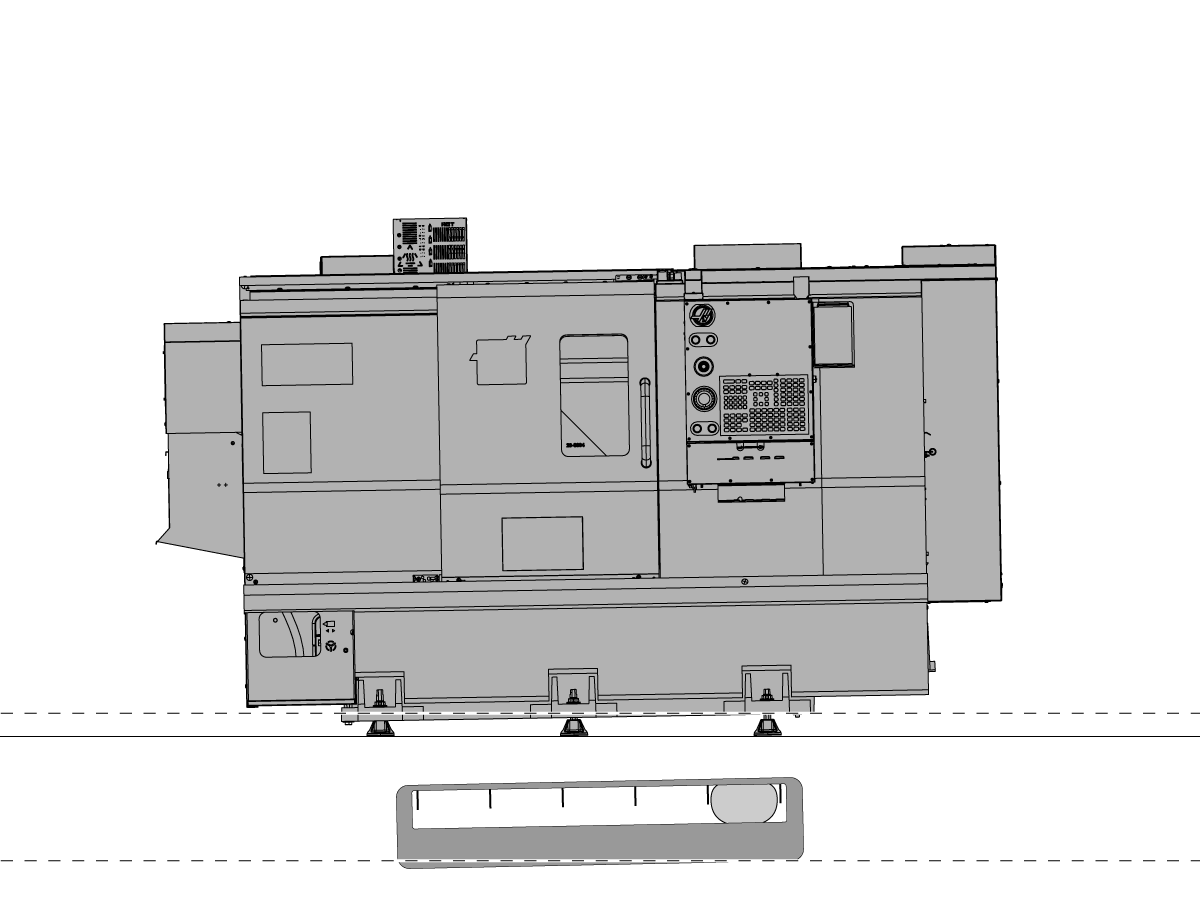
机器必须位于稳固稳定的地基上。请参阅 安装前信息 有关基础要求的完整说明。
如果地基严重开裂,将机器移到基础稳固的位置,或修复地基。
机器应坐在一块连续的钢筋混凝土板上。如果机器跨越多个板,您可能需要将机器移到单个连续的板中。
使用带有 G76 螺纹循环的可选 A 和 P 代码来控制进给角度 (A) 和切削方法 (P)。
A 值指定螺纹的进给角度或刀具刀尖角度。此值的范围可以从 0 到 120 度;不要使用小数点。如果不指定 A 值,则控件假定为零。
P 值指定切割方法。选项为 P1、P2、P3 和 P4。这些控制切割深度是每个刀路的深度是恒定深度,还是不断减小切割深度,越深入到螺纹中。P 值还指定单边或双边切割。如果不指定 P 代码,控件将选择在 设置 232.
有用的提示:
要减少线程时的抖动,请使用比螺纹包含的角度低 1-3 度的 A 值;例如,使用 A57、A58 或 A59 切割 60 度包括角螺纹。这允许在刀片的背面间隙,因此在最终深度切割之前,它不会与螺纹形式接触。
请参阅 G76 螺纹循环,多通道(组 00) - 车床 有关线程的更多详细信息。
应用的刀片几何体、刀片坡度和/或插入垫片不正确。
纠正措施:
请咨询您的工具制造商,以获得关于正确选择应用刀具的建议,并在必要时进行调整。
有用的提示 1:
螺纹插入具有许多不同的形状和大小。浇头刀片是 CNC 机器上最常用的螺纹刀片。浇头刀片一次切割一个完整螺纹形式,它们专为特定间距而设计。
请务必为应用使用正确的插入件。
有用的提示 2:
检查插入件下方是否有底座,有时称为垫片。这个座位是接地到一定角度。不同的螺纹直径需要不同的座椅角度。请与刀片制造商联系,以确保您使用的是切割螺纹的正确座椅。
设置 99 (线程最小 CUT) 和 设置 86 (THREAD FINISH ALLOWANCE) 控制 G76 螺纹周期的最小粗加工深度和最终完成通过切割深度。
纠正措施
使用工具制造商的进给图表设置设置 86 和 99 的值。
此图表指定特定螺纹尺寸的最小和最终切割值,以及粗加工的深度切割总数。
OD 或 ID 螺纹工具太长,或者未正确支持。
纠正措施:
调整外径粘刀架,使刀座从刀塔突出的长度尽可能短。 如果必须使用较长的粘刀伸入间隙,请考虑使用 Haas 双刀具车刀刀座或延长的双刀具车刀刀座 BOT 支架来完全支撑粘刀。您可以让这些支架parts.haascnc.com。
调整 ID 钻孔栏 保持,以便工具的投影长度从旧工具尽可能短。条形材料类型会影响其稳定性。钢制钻孔杆稳定,直径达直径的 3 倍。硬质合金钻孔杆的长度稳定,其直径可达其直径的 5 倍。如果必须超过这些限制,则必须牺牲切割参数以补偿降低的稳定性 —降低切割深度或主轴速度以进行补偿。
有用的提示:
如果您需要使用衬套作为钻孔杆,请使用分片衬套来增加杆支撑。
当您需要极长的直径比以加工 ID 螺纹时,可提供特殊的减震钻孔杆。
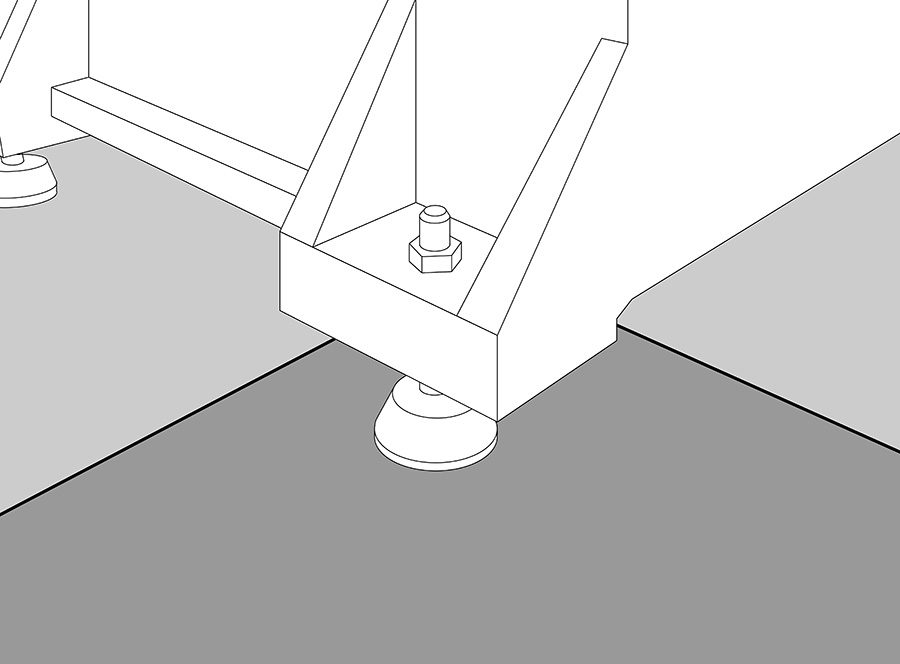
要正确操作,机器必须平位。台外机器可能会遇到表面光洁度差、锥形零件、精度和可重复性问题、圆形运动外和真实线性运动等问题。
观看 车床调平 视频,了解如何正确平放 Haas 车床,或联系您的 Haas 专卖店,以检查您的机床水平级别。
线性导轨、滚珠螺钉或球螺母损坏:
在卸下封路器之前,请确保机器上的这些项目符合规范。如果不是,则进行调整并测试机器。
如果问题仍然存在,请拆下盖板并检查直线导轨、滚珠螺钉和球螺母是否有损坏、移动或碰撞迹象。
注意: 卡车中用于线性导轨的轴承损坏或松动,可能导致机床在主动切削过程中抖动。机器上的线性导垫不应有任何侧对侧/上下移动超过 0.002".
如果线性导轨、滚珠螺钉或滚珠螺母损坏或松动,请更换它们。
顶尖尾架体内有跳动。(ST-20/30):
如果顶尖有跳动,则更换完整的顶尖组件。程序集不可现场维修。
安装零间隙线性导垫。(SL-30/SL-30T/TL-25):
如果 SL-30/SL-30T/TL-25 在尾架/辅助主轴使用期间有颤动/振动,请确定 z 轴线性导轨是否为 Rexroth 导轨。如果是,请将现有的左后线性导垫替换为零间隙线性导垫 (P/N 93-1320)。 如果机器仍有颤动,请将第二个后垫更换为另一个零间隙线性导垫。
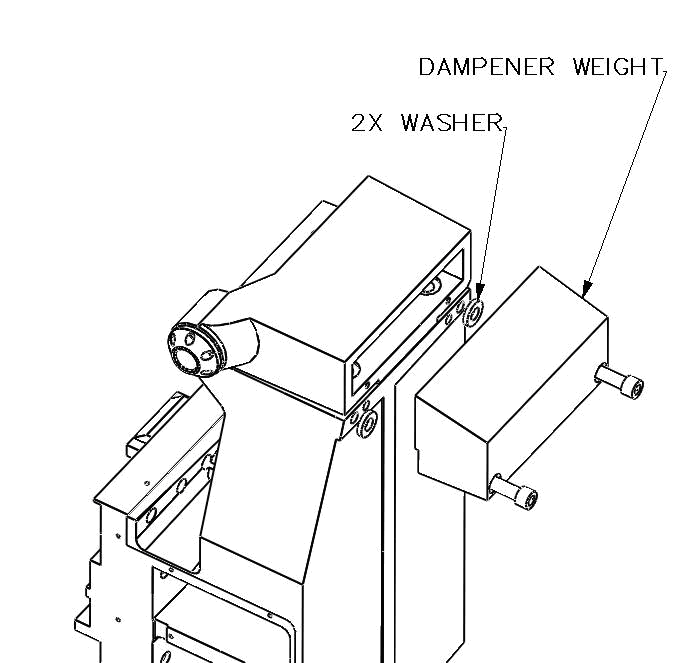
添加尾架阻尼器重量。(SL-20/30):
阻尼器重量和高质量的现场中心可以解决 SL-20 和 SL-30 车床中的尾架抖动问题。订购必要的零件,如下所示:
SL-20
阻尼器重量,P/N 20-3041 数量:1
垫圈 P/N 45-2011 数量:2
SHCS 5/8-11 X 4", P/N 40-0002 数量:2
SL-30
阻尼器重量,P/N 20-3042 数量:1
垫圈 P/N 45-2011 数量:2
SHCS 5/8-11 X 4", P/N 40-0002 数量:2
请参阅: 车床 - 液压尾架 - 故障排除指南
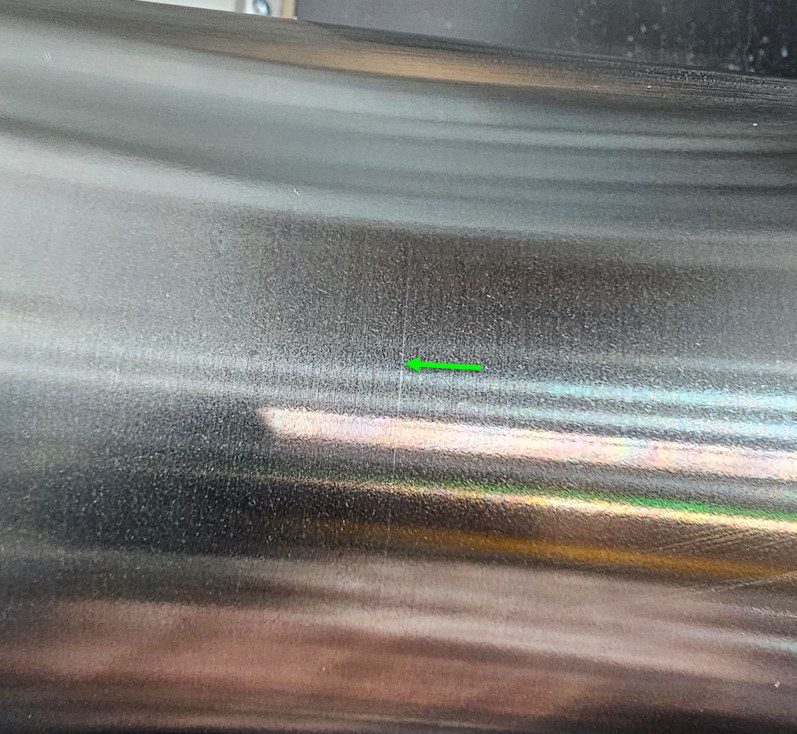
在 X 轴快速移动后沿 Z 轴进行长切削期间,如果观察到表面光洁度步长,请验证参数 1.042 是否设置为 0。
说明:这些步长非常小 (0.0002"-0.0003"),但可见。
Recently Viewed Items
You Have No Recently Viewed Items Yet

此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING 接受以下条件:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255





