-
machines
-
Verticale bewerkingscentra
Verticale bewerkingscentra
-
Multi-asoplossingen
Multi-asoplossingen
-
Draaimachines
Draaimachines
-
Horizontale freesmachines
Horizontale freesmachines
-
Draai- en indexeertafels
Draai- en indexeertafels
-
Automatiseringssystemen
Automatiseringssystemen
-
Desktop-machines
Desktop-machines
-
Werkplaatsapparatuur
Werkplaatsapparatuur
-
Fabricagemachines
Fabricagemachines
WINKELEN VOOR GEREEDSCHAPWILT U MET IEMAND SPREKEN?Een Haas Factory Outlet (HFO) kan uw vragen beantwoorden en de beste mogelijkheden met u bespreken.
CONTACT YOUR DISTRIBUTOR > -
Verticale bewerkingscentra
-
Opties
-
/2026-04-VOP-SquareComponent.jpg/_jcr_content/renditions/cq5dam.thumbnail.319.319.png) Waardeoptiepakketten
Waardeoptiepakketten
Waardeoptiepakketten
Waardeoptiepakketten -
 Spillen
Spillen
Spillen
Spillen -
 Gereedschapswisselaars
Gereedschapswisselaars
Gereedschapswisselaars
Gereedschapswisselaars -
 4e- | 5e-as
4e- | 5e-as
4e- | 5e-as
4e- | 5e-as -
 Revolvers en aangedreven gereedschappen
Revolvers en aangedreven gereedschappen
Revolvers en aangedreven gereedschappen
Revolvers en aangedreven gereedschappen -
 Tasten
Tasten
Tasten
Tasten -
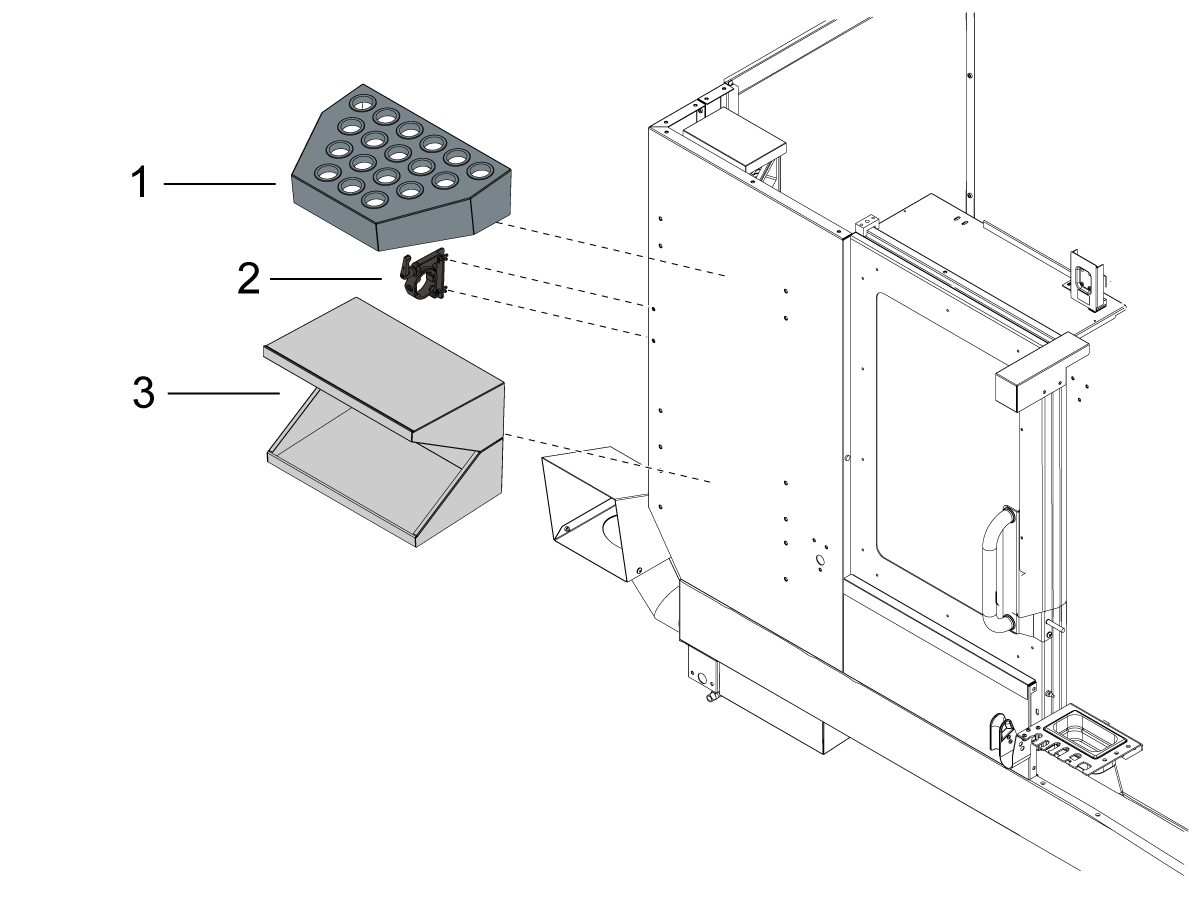
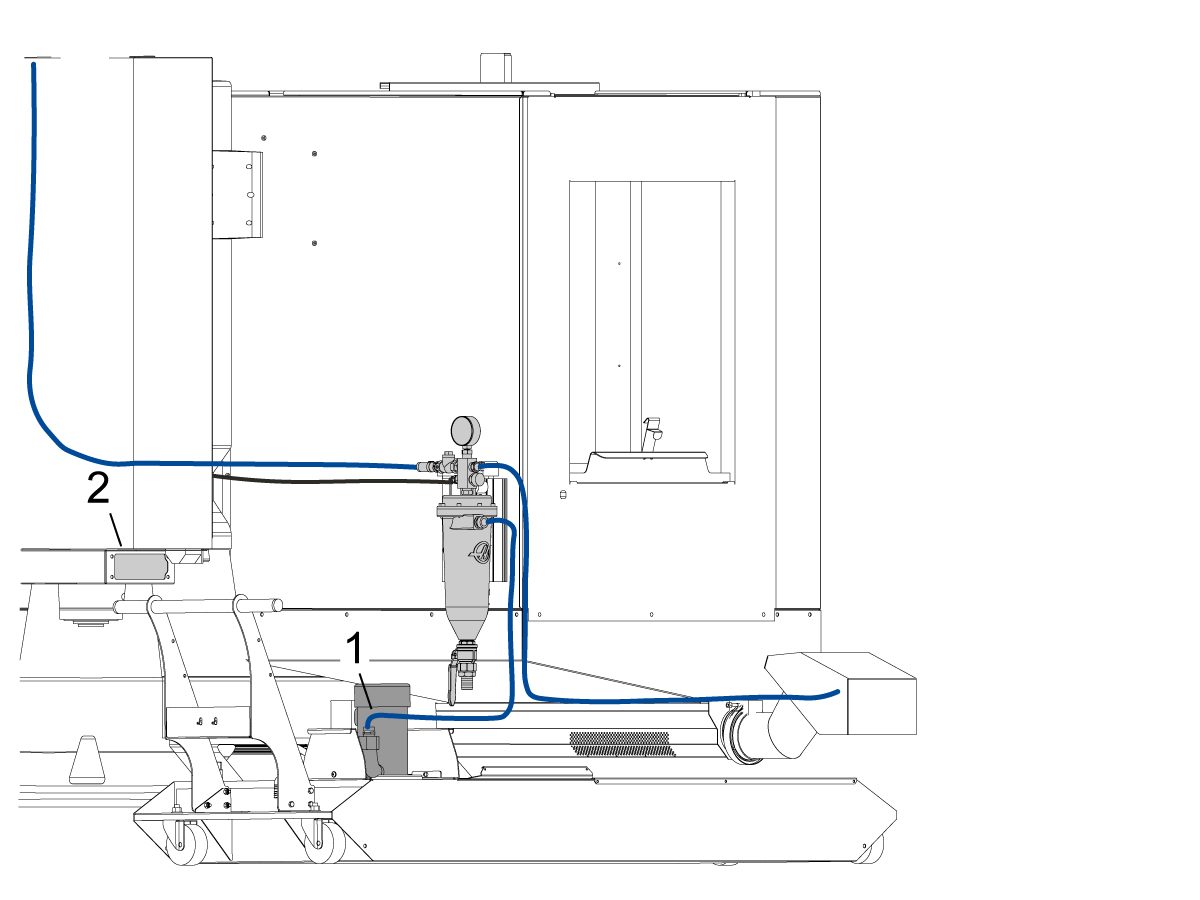
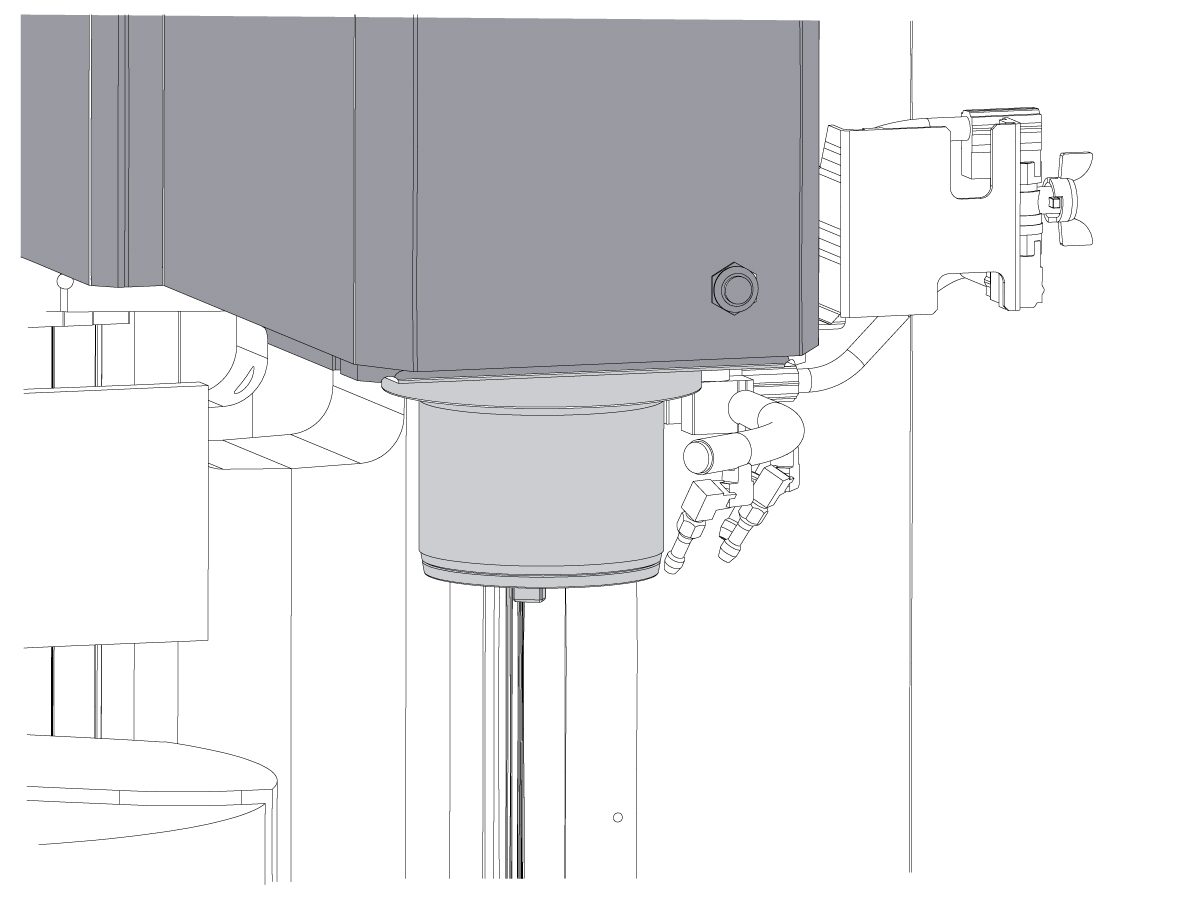
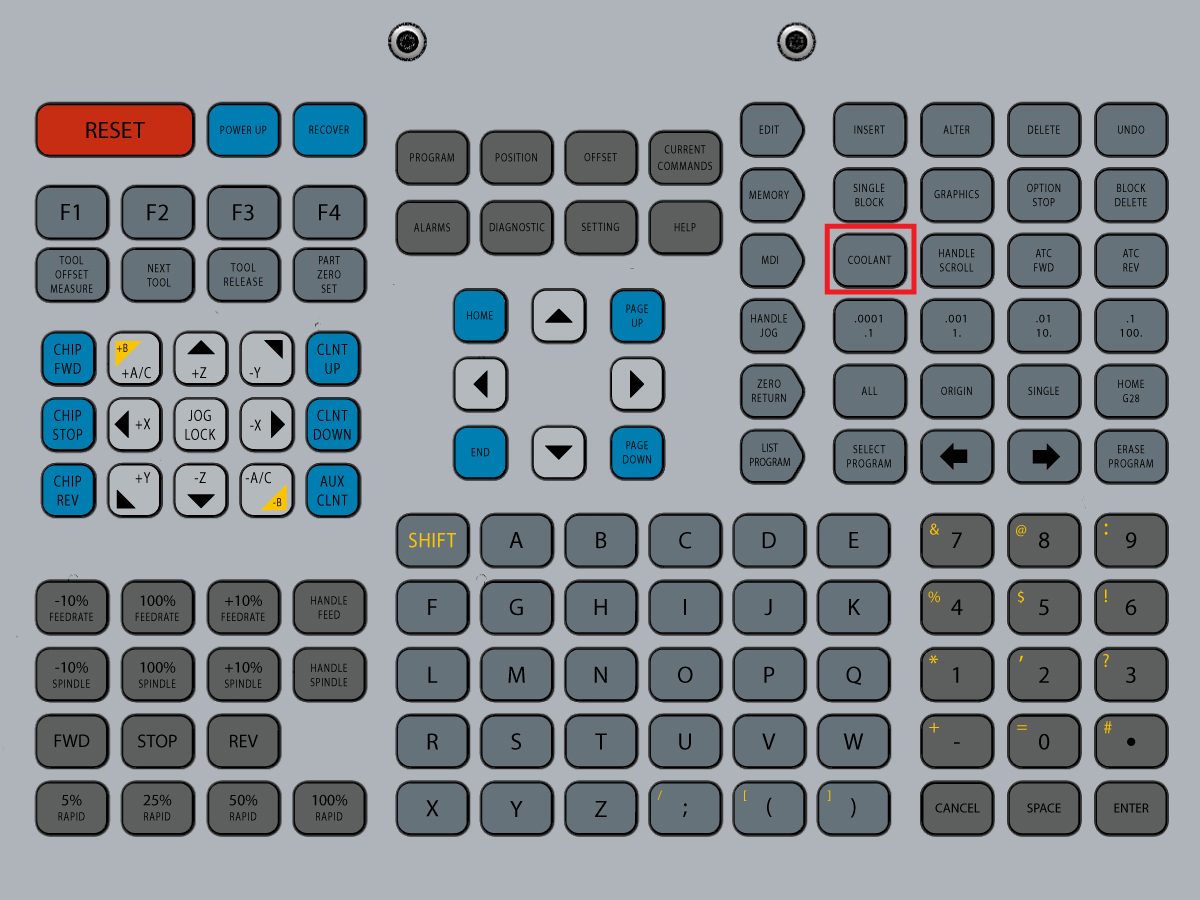
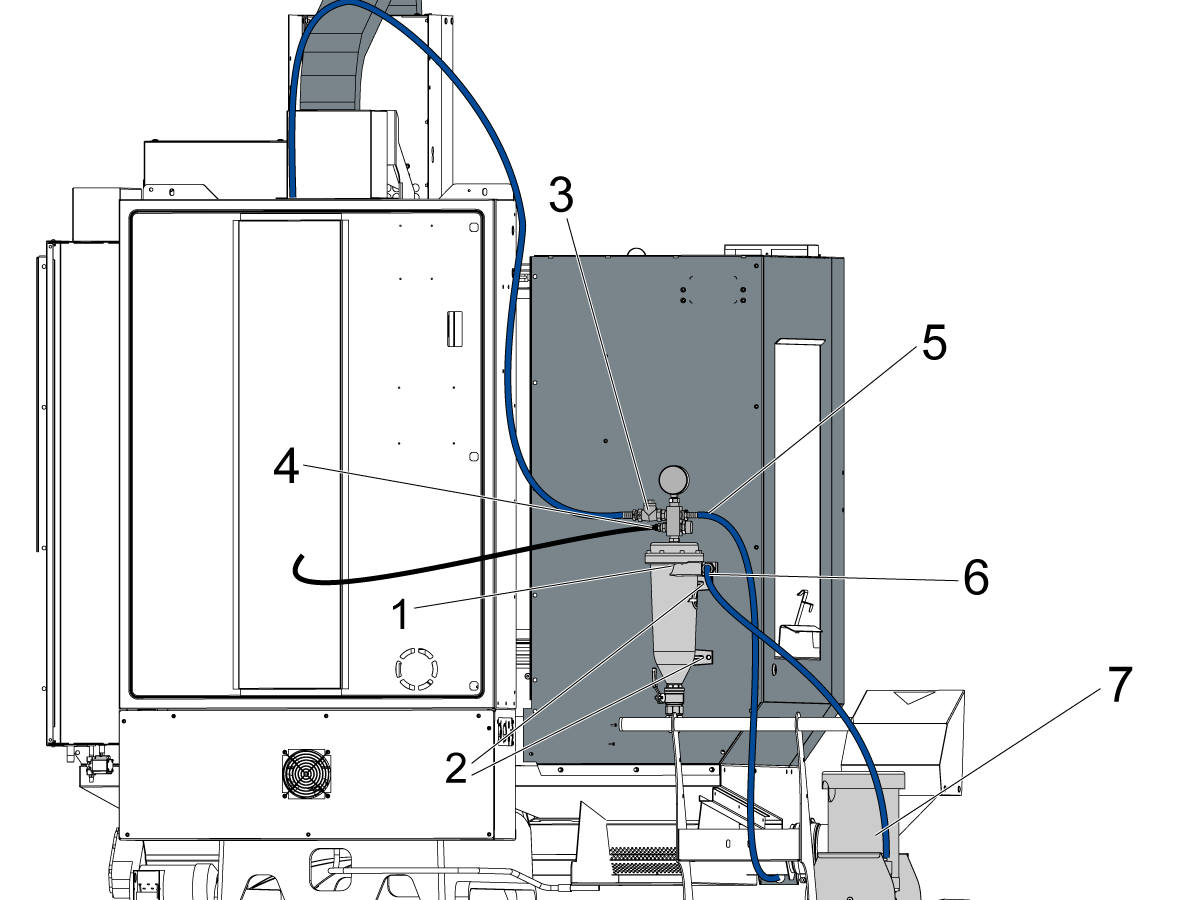
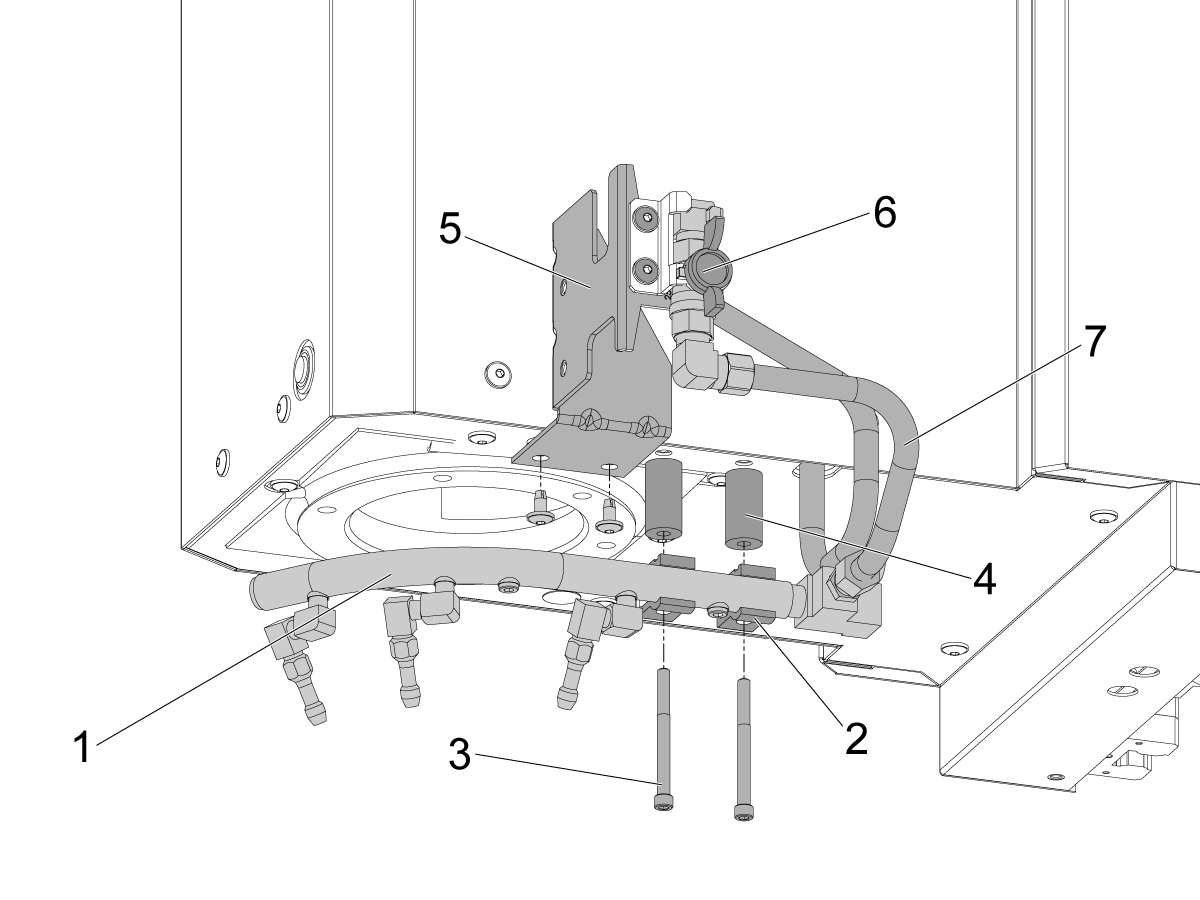
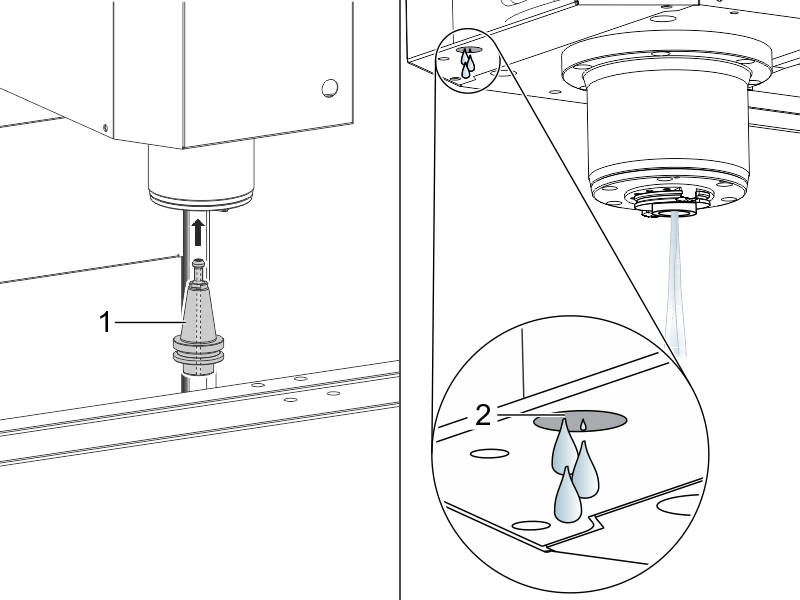
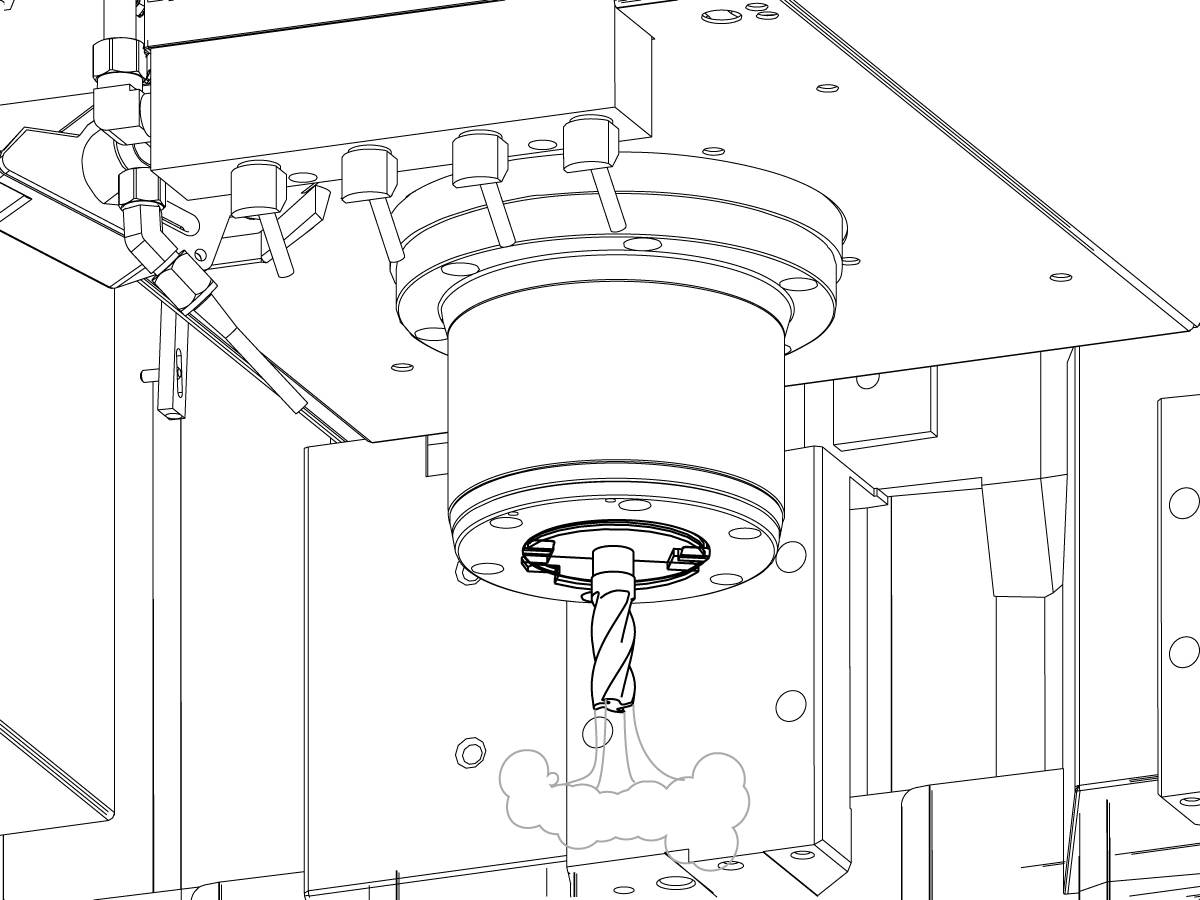
 Beheer van spanen en koelmiddel
Beheer van spanen en koelmiddel
Beheer van spanen en koelmiddel
Beheer van spanen en koelmiddel -
 De Haas besturing
De Haas besturing
De Haas besturing
De Haas besturing -
 Productopties
Productopties
Productopties
Productopties -
 Gereedschap en opspanning
Gereedschap en opspanning
Gereedschap en opspanning
Gereedschap en opspanning -
 Werkstukopspanning
Werkstukopspanning
Werkstukopspanning
Werkstukopspanning -
 5-assige oplossingen
5-assige oplossingen
5-assige oplossingen
5-assige oplossingen -
 Automatisering
Automatisering
Automatisering
Automatisering
WINKELEN VOOR GEREEDSCHAPWILT U MET IEMAND SPREKEN?Een Haas Factory Outlet (HFO) kan uw vragen beantwoorden en de beste mogelijkheden met u bespreken.
CONTACT YOUR DISTRIBUTOR > -
-
Why Haas
Ontdek het verschil dat Haas maakt
-
Service
- Video’s
- Haas-gereedschap








%20-%20Copy.jpg)
.JPG)

.jpg)



.jpg)
.jpg)

.jpg)
.jpg)
.jpg)
.jpg)