

/2026-04-VOP-SquareComponent.jpg/_jcr_content/renditions/cq5dam.thumbnail.319.319.png) 增值选件套
增值选件套
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.
TG0002
版本 B - 2026 年 5 月
在更换任何零件之前,请先下载并填写下面的 NGC I/O PCB检查报告清单。

注意: 固件版本无法升级到版本 02.XX
注意: 固件版本无法升级到版本 02.XX

注意: 固件版本无法升级到版本 02.XX
注意: 固件版本无法升级到版本 02.XX
I/O PCB 连接器和引脚信息
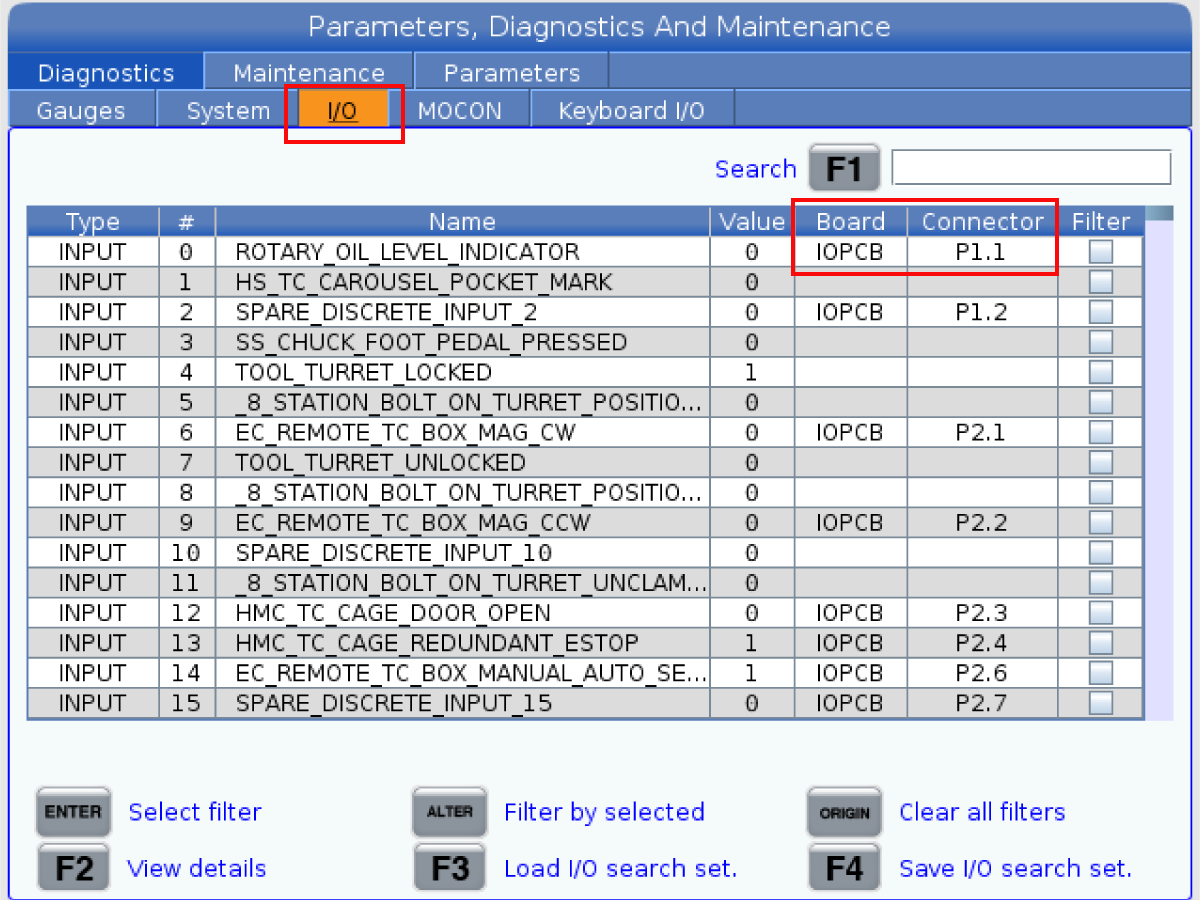
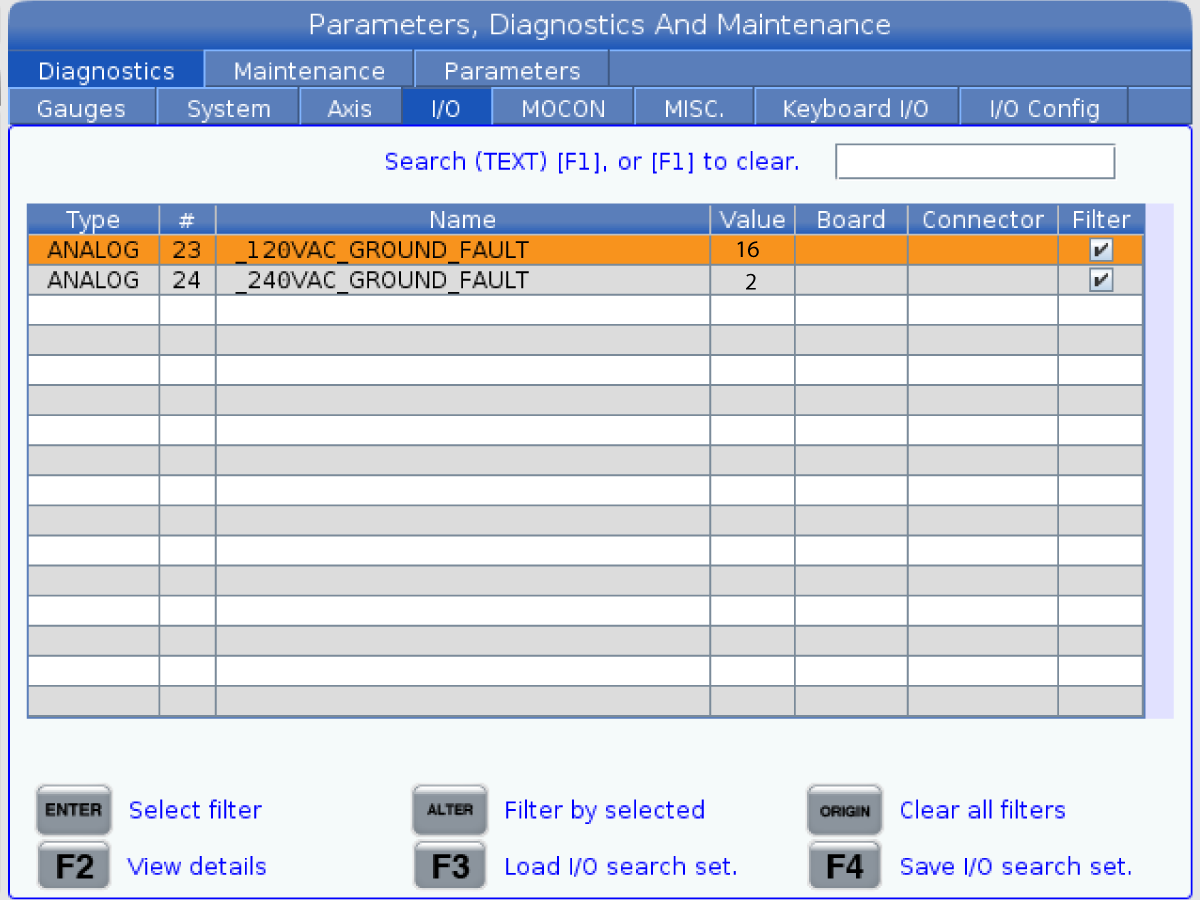
自 NGC 软件版本 100.17.000.1016 或更高版本连接器和引脚编号添加到 I/O 诊断选项卡时。 还添加了PCB板名称。 这在排除机器故障并尝试找出要探测的连接器和引脚编号时会有所帮助。
连接器和引脚号的格式为 Pmm.nn,其中 mm 是连接器编号,nn 是引脚编号。 例如,连接器 P56 和引脚 5 表示为 P56.5。 在某些情况下,给定信号可能存在于多个引脚或连接器上。 在这种情况下,它们将被逗号分隔。
除了提供有关 I/O 信号的信息外,该表现在还包括电源和接地引脚等行。
您还可以使用搜索功能来搜索特定的连接器编号。 例如,您可以搜索连接器 P3,然后按 [F1], 这将显示连接器 P3 的所有输入和输出功能。
.png)
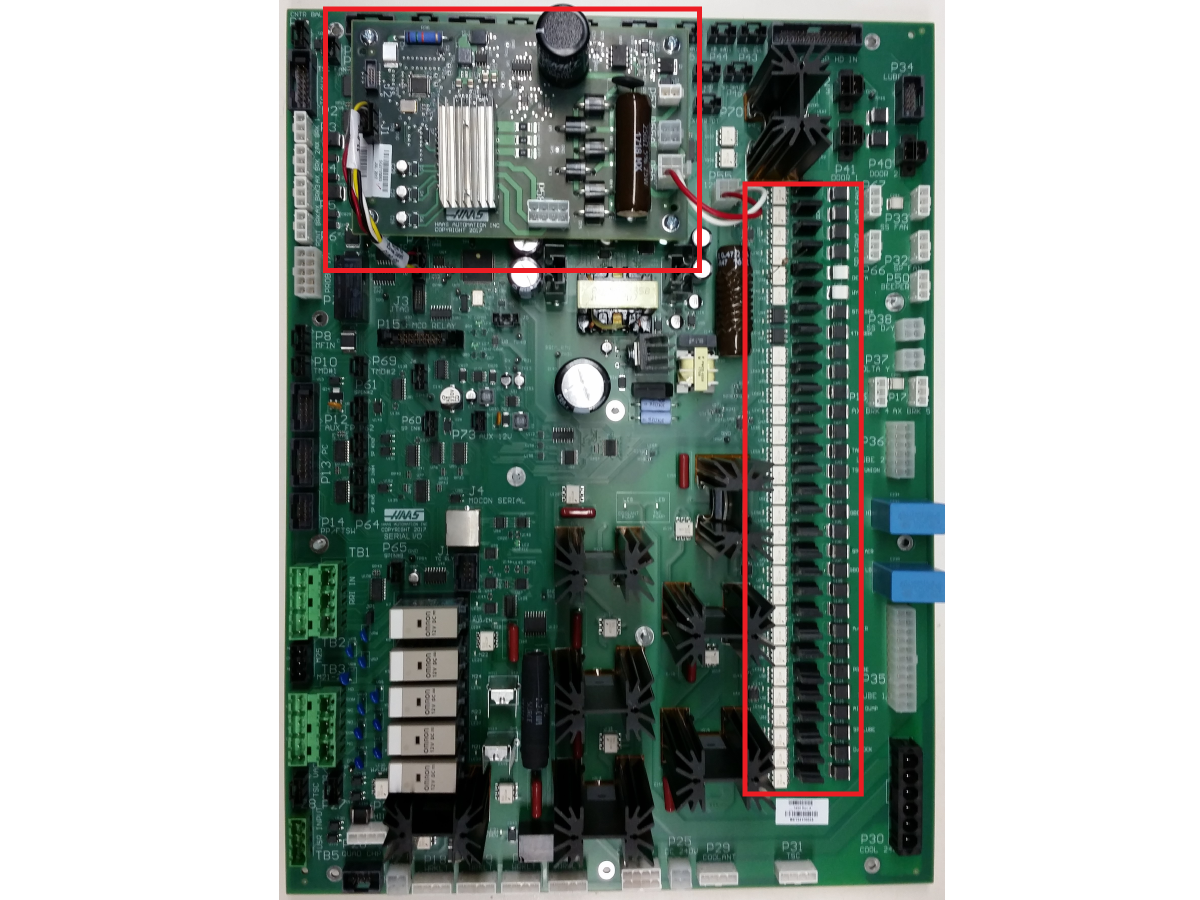
注意: PCB 的序列号必须包含在检查报告清单中。序列号位于检查清单顶部的贴纸 [1] 上。
序列号将以两个字母开头,后跟八位数字。在检查报告中包括字母和数字。
危险:使用数控设备所需的电气服务非常危险,可能会导致严重伤害或死亡。
在将电线连接到数控设备之前:
如果您不确定如何安全地断开电源或执行 LOTO 程序:
如果不遵守这些预防措施,可能会导致触电、设备损坏或致命伤害。
危险:在控制柜内开始任何工作之前,请确认 320V 电源/矢量驱动的高压指示灯已熄灭至少五 (5) 分钟。这段等待时间可确保剩余电压消散并降低触电风险。
某些服务程序涉及高风险电气部件,可能会造成严重伤害或致命危险。技术人员不得尝试执行任何程序,除非已完全了解涉及的步骤和相关风险。
如果对程序有任何疑问,请联系 Haas 专卖店 (HFO) 以安排符合资质的维修技术人员。
| 症状/警报 | 可能的原因 | 纠正措施 |
| 警报9924 控制器和 IO 板通信丢失 警报 9925控制器和 IO 板通信未初始化。 警报 9915 IO 板配置 CRC 不匹配 |
I/O PCB 内置的低电压电源 (LVPS) 电压不存在或 LVPS 不工作。 | 对 I/O PCB LVPS 进行故障排除。 请参阅下面的 I/O PCB 低电压电源部分。 |
| 警报 9924 控制器和 IO 板通信丢失 | The I/O PCB 未通电 | 检查为 I/O 板供电的 PSUP 断路器。如果断路器已接通,则 I/O PCB 上应该有 LED 灯亮起。检查 I/O 板上的指示灯是否亮起。 |
| 从 I/O PCB 连接到 Maincon 板的 RJ45 电缆有问题。 | 连接到 I/O PCB 上 J1 的 RJ45 电缆可能已损坏。检查电缆和接头是否已损坏。把电缆与另一个 RJ45 进行交换,并尝试清除警报。如果警报清除,则需要更换原始电缆。 | |
| 警报9924 控制器和 IO 板通信丢失间歇性地生成。 | 电噪声干扰了连接到 I/O PCB 的通信信号。 | 使用服务键,按诊断 -> MISC 以导航到控制器上的 MISC页面。查看显示已生成的通信错误的 IO 性能字段。请参阅下面的检查 IO 性能 部分。 如果错误数量不断增加,则表示控制柜中存在电气噪音。
|
| 警报 9924 控制和 IO 板通信丢失 和 9100 不可重置系统错误 | 可能的原因与上述 9924 警报相同。 | 对于 9924 警报,请遵循上面列出的纠正措施。如果此操作未清除警报,请重启机床电源。如果重启电源后出现警报,请获取错误报告并联系 Haas Service。 |
| 警报 9100 电源打开或警报时未重置软件错误或警报 9915 IO 板配置不匹配。 | 主要 CRC 和工厂 CRC 由于 I/O PCB 被换出,因此不匹配。 |
按[HOME G28]。 按[HOME G28]。 主 CRC 和工厂 CRC[3] 现在相同。 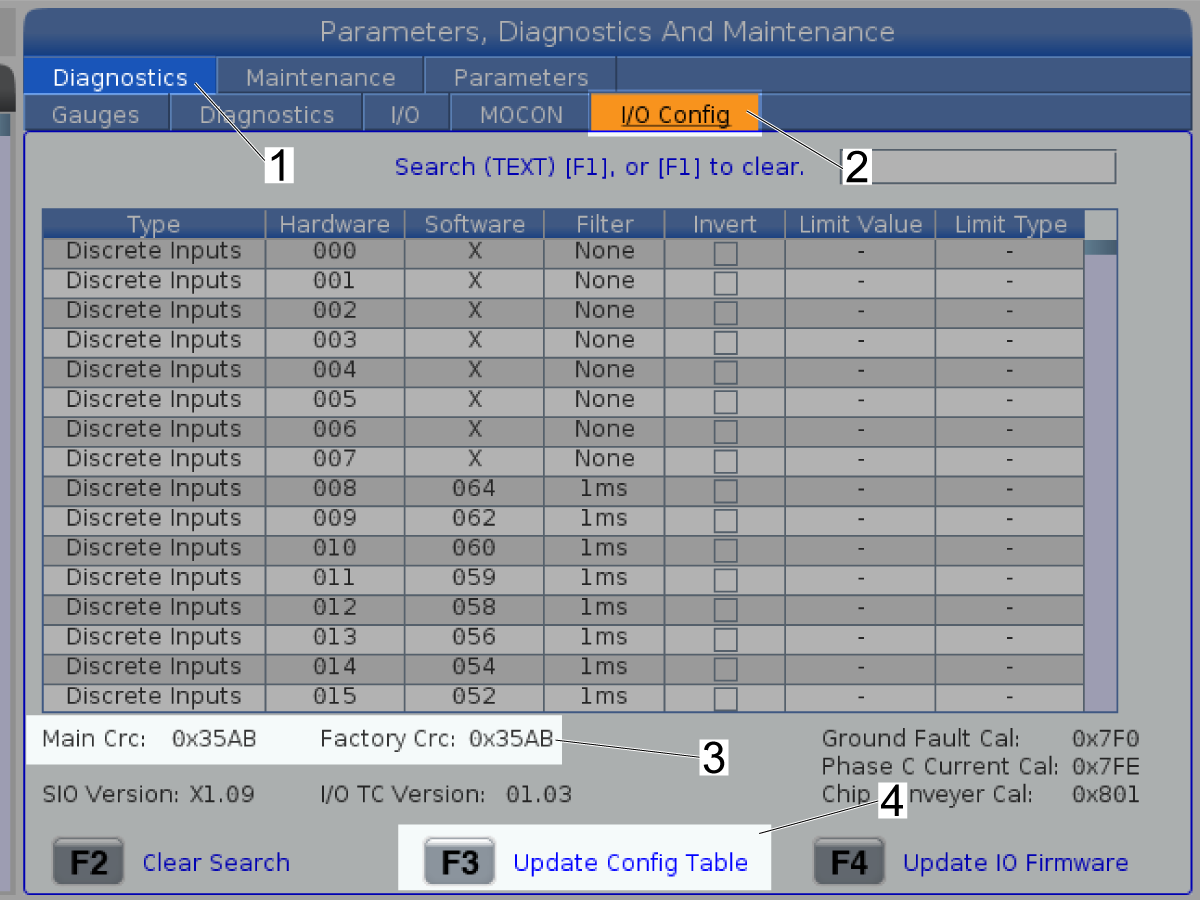 |
| 警报 9933 软件版本不匹配和 9100 非重置软件错误 |
固件更新失败,或 I/O 固件已损坏。 | 重新加载 I/O PCB 主固件参考 下一代控制器 - I/O PCB 主固件 - 更新。 |
| 警报 9899 IOPCB CAN 故障 和/或 9105 IO 板命令执行故障。参阅 CAN 总线系统故障排除指南了解更多信息。 | CAN 节点的 I/O 配置不正确。 | 通过“I/O 配置”选项卡更新 I/O 配置。 |
| 错误的 CAN 节点已启用。 | 确认出厂设置 9000.001 -> 9031.001 设置正确。仅应启用活动节点。 | |
| 自动门 CAN PCB 没有电。 | 确认低压电源正在为 CAN 自动门 PCB 供电。 | |
| CAN 节点通信电缆已断开。 | 关闭机床电源至少一分钟。确认所有 CAN 通信电缆均已正确连接。 | |
| CAN 模块 ID 选择器不正确。 | 关闭机床电源至少一分钟。正确设置 ID 选择器。给机床通电。 | |
| CAN 模块的端接不正确。 | 关闭机床电源至少一分钟。确认链中只有最后一个节点被终止。给机床通电。 | |
| 需要重置 CAN 节点。 | 通过 9000.001 -> 9031.001 禁用 CAN 节点。如果机床在禁用特定节点后恢复了(I/O 页面不是“ X”),请尝试再次启用该节点。 | |
| 主轴负载钉到 200% | 120 VAC 输出电路组件(电磁阀、惠尔塔、油泵等) |
检查此电路的接线、针脚和接头。 检查 I/O 板有无故障。必要时进行更换。 | I/O TC PCB 安装后,
| 机床产生多个警报 20014.1 “没有 SIO 换刀装置 PCB”和20014.0“显示 SIO 换刀装置 PCB”。 |
The I/O 或 TC PCB 固件已过期。 | 将 I/O 主固件和 TC 固件更新到最新版本。请参阅下一代控制器 - I/O PCB 主固件 - 更新。 |
| 已配备I/O PCB P/N 的机床:34-3490A/B 的带有辅助急停装置的机床在关闭机床门后会产生急停警报。 | 门关上后,摇晃紧急停止位置,导致暂时断开连接并导致机床停机。 | 反馈电容器将需要添加至 I/O PCB。请参阅 急停 - 反跳 程序。 |
| 主 I/O 固件加载失败。 | TC PCB 导致故障。 | 从主 I/O PCB 上拆下 TC PCB。 然后再次尝试固件升级。 |
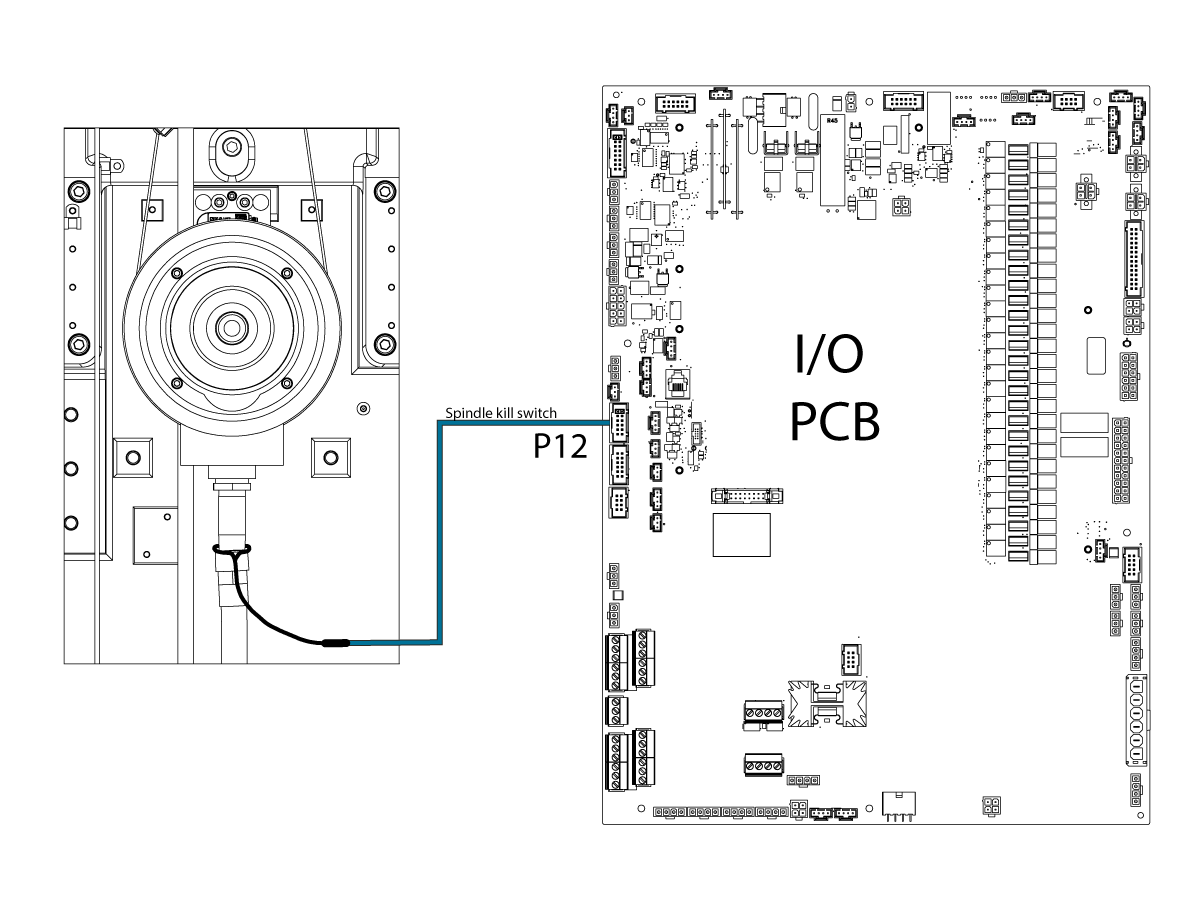
| 警报 2001 紧急停止开关错误 | 液压接头安全设备适配器与 I/O PCB 之间连接松动。 仅适用于 12/20/2023 之后制造的这些机器: ST - 10/15/20/25/28/30/35/L/Y/LY 仅重启:ST-40/40Y/45/45Y(注:适用于配备 可选工件夹具的 ST-45/45L/45Y 机床) |
检查连接到 P12 处 I/O PCB 的电缆, 确保电缆未损坏或连接松动。. |
根据机器软件版本,I/O PCB 主固件版本您将获得不同的警报,请参见下表:
警报* / 标题 软件 100.17.000.2021 及更低 I/O PCB 主固件 02.04 及更低 |
警报* / 标题 100.17.000.2030 或更高版本 I/O PCB (34-348xC) 主固件 02.05 及更高版本 |
警报故障排除 |
| 9830-IOPCB 内存数据已锁定 | 尝试在配置内存锁定时下载 I/O 配置文件。 | |
| 850-内部 I/O 错误 | 9800-内部 I/O 错误 - 移位链 | 检测到移位链中的内部 I/O 电路板错误。按[RESET]按钮。关闭电源并检查 I/O PCB 上的电路组件,请参阅以下部分。 |
| 9801-内部 I/O 错误-TC 通信 | 感应到内部 I/O 电路板错误,主要和换刀装置微控制器无法通信。按[RESET]按钮。 检查工具更换器继电器,确保继电器插座已焊接到 PCB 板中。 更换 I/O PCB。 对于 IO PCB (34-348xA): · 将 I/O PCB 工具更换器固件升级到最新的 01.xx 版本。 对于 IO PCB (34-348xC): · 将 I/O PCB 主固件更新到最新的 02.xx 版本。 · 将 I/O PCB 工具更换器固件更新到最新的 01.xx 版本。 对于 IO PCB (34-349x): · 将 I/O PCB 主固件更新到最新的 03.xx 版本。 请参阅 下一代控制器 - SKBIF PCB 固件更新 程序。 |
|
| 9900-IOPCB 通信丢失 | 9802-SIO MCU 通信丢失 | IOPCB 通信丢失。通过查找 12/24V 绿色 LED 指示灯,检查 I/O PCB 供电情况。查找跳闸断路器。如果主板有电源,则 |
| 1. 检查从 Maincon PCB (J14) 到 I/O PCB (J4) 的 RJ-45 电缆连接。要测试电缆,请参阅 网络电缆测试工具 程序。 | ||
| 2. 检查从 PSUP (P4) 到 I/O PCB (P55) 的三相电源输入。 | ||
| 3. 检查主孔 PCB 上的 RJ-45 连接器 & I/O PCB,用于弯曲的引脚。 | ||
| 将软件升级到 100.17.000.2045 或更高版本。如果收到此警报的版本 100.17.000.2045 或更高版本,请下载错误报告和电子邮件到 Haas 服务。 | ||
| 9831-I/O = 错误 | 主处理器命令未在 I/O 配置文件中配置的输出。 | |
| 9832-SIO MCU 通信错误 | IOPCB 已收到来自主处理器的部分或无效通信。 | |
| 9833-PCB 温度过高 | IOPCB 报告温度超过限制 (65°C) | |
| 9834-12V 故障 | IOPCB 上的 12V 电源超出了 10 至 14V 的限制。 | |
| 175-检测到接地故障 | 9803-120V 交流接地故障 | I/O PCB 检测到 120 VAC 接地故障。 接地故障信号由 PSUP PCB 生成。 接地故障信号被发送到位于 P56 的 I/O PCB 用于监控。检查所有 120V 输出,以查看有无接地短路。请参阅下面的接地故障故障排除部分。 |
| 9804-240V 交流接地故障 | I/O PCB 检测到 240 VAC 接地故障。 接地故障信号由 PSUP PCB 生成。 接地故障信号被发送到位于 P56 的 I/O PCB 用于监控。检查所有 240 V 输出是否可能对地短路。包括任何放大器或矢量驱动输出短路,以及任何 240V 泵或排屑器短路。请参阅下面的接地故障故障排除部分。 | |
| 9903-120V 交流短路 | 9805 120V C 相位短路 | 在 I/O PCB 的 120V 输出中检测到短路。 检查所有 120V 输出是否可能接地短路。请参阅下面的接地故障故障排除部分。 |
| 9835 120V 交流相位 C 过流 | 在 I/O PCB 的 120V 输出中检测到部分短路。检查所有 120V 输出是否可能接地短路。请参阅下面的接地故障故障排除部分。 | |
| 9836 120V 交流相位 C 无过流 | 已打开输出,但未检测到电流变化。检查接线/电缆是否断开。 | |
| 9837 校准错误 | IOPCB 校准错误。在通电期间未进行校准。或新校准值与此前值不匹配。 | |
| 9838-TSC 风扇故障 | TSC 散热器的风扇已停止;可能导致 TSC 稍后过热。 | |
| 9820 TSC 散热器温度过高 | TSC 散热器温度超过 85°C 的限值。检查风扇有无损坏。 | |
| 9904 PCOOL 故障 | 9806-小故障 | 可编程冷却液回路检测到短路(>2.5A),并已关闭。按 [RESET] 清除警报。如有必要,重新启动机床设备电源。检查电缆有没有短路。 |
| 9807-冷却接地故障 | 检测到可编程冷却液回路接地故障,且已关闭。按[RESET]清除警报。如有必要,重新启动机床设备电源。检查短路电缆是否接地。 | |
| 9808-超热 | 可编程冷却液回路过热和关闭。留出一定的时间冷却,然后按 [RESET] 键以清除警报。检查有无 P-COOL 移动阻碍。 | |
| 9839-暂停 | 在可编程冷却液回路中检测到高电流 (2.5A = I = 1A)。检查有无 P-COOL 移动阻碍。检查 P-COOL 单元中有无绑定连接。||
| 9840-PCOOL 过载 | 可编程冷却液回路检测到过载情况。检查 P-COOL 单元中有无绑定连接。 | |
| 9841-PCOOL 电机已断开 | 已命令可编程冷却液回路打开,但未检测到电流。查看发布命令后 Pcool 是否转动。检查接线是否断裂。 如果机床配备了 34-3090B I/O PCB,请确保主 I/O 固件的版本为 3.18 或更高。 参考 下一代控制-I / O PCB 主固件 - 更新 程序。 | |
| 9905 IOPCB 换刀装置故障 | 9809-换刀装置总线短路 | IOPCB 出现内部短路。更换 4 个换刀装置继电器。如果问题仍然存在,则更换 I/O PCB。 |
| 9810-内部 I/O 错误-TC 晶体管故障 | IOPCB 换刀装置(或送料器)晶体管似乎已损坏。更换 I/O PCB。 | |
| 9811-换刀装置电缆短路 | 其中一个换刀装置输出量检测到短路。检查所有换刀装置电机输出量,了解是否有短路。 | |
| 9812-换刀装置接地故障 | IOPCB 换刀装置检测到接地故障。检查所有换刀装置电机输出,以查看是否可能出现接地短路。 | |
| 9813换刀装置再生短路 | IOPCB 在换刀装置再生电路上出现短路。检查 P57 在外部再生电阻器上是否短路。 | |
| 9814刀库过温制动电阻 | 待定 | |
| 9815-臂式制动电阻超过温度限制 | 待定 | |
| 9816再生过载 | 待定 | |
| 9817-多电机命令 | 待定 | |
| 9818-工具更换器过载 | 待定 | |
| 9842过压 | 待定 | |
| 9822 - IOPCB 垂直制动器故障 NGC 机器配备 I/O PCB P/N:34-3490A/B 伺服制动电机可产生警报 9822 IOPCB 制动器。 将主 I/O PCB 固件升级到 3.06 或更高版本。 请参阅 I/O PCB 固件 - 更新 - NGC 程序。 | ||
将主 I/O PCB 固件升级到 4.21 或更高版本。 |
||
| 880 - 160V 直流总线欠电压 | 9843-TC 欠电压 | 系统从 TC 电路或 TC PCB 检测到欠电压情况。 检查 TC PCB 的 115 VAC 输入,检查刀具更换器电机是否短路。
|
| 9844-REGEN(再生)打开 | 待定 | |
| 9845-配置冲突 | 待定 | |
| 9846电机停止 | 待定 | |
| 9847-电机已断开 | 控制软件和 I/O 固件不兼容,或者 I/O 固件已过时。 | |
| 9906排屑器故障 | 9819-排屑器 | 待定 |
| 9848-排屑器电机断开 | 待定 |
---troubleshooting-guide/io-pcb-le7-location.png)
注意:上图显示了 IO 板 34-349C 上 LE7 的位置。LE7 的位置可能因机床上的 IO PCB 版本而异。
LE7 [1] 是机床通电时亮起的指示灯之一。LE7 有三种状态,可用于排除潜在问题:
LE7 已熄灭
LE7 闪烁 - 这可能意味着几件事:
LE7 常亮

注意: 仅当在机床上使用服务密钥时,才能看到 MISC 选项卡。
使用服务密钥进入服务模式。按 诊断,然后转到 MISC 选项卡 【1】。
监控传输 (Tx) 和接收 (Rx) 的总误差和 CRC 误差 【2】。
如果错误数量不断增加,则控制柜中可能存在电气噪音。
按 [E-STOP] 关闭伺服电机。检查这是否阻止了错误数量的增长。来自 IO 板上方的伺服放大器的电源线可能会产生电气噪音。

如果伺服关闭时错误数量停止增加,请确保所有铁氧体滤波器都安装在通信电缆上,并且来自放大器和矢量驱动器的放大器电源线已正确接地。
确保有铁氧体滤波器 【1】 接地连接 【2】,并且裸露的屏蔽在所有放大器 【3】 上接地。
在 NGC 控制器上,有一个接地故障电路监视器。此电路监控 115V 和 230V 的接地故障状况。
发生接地故障警报时要检查的部件
注意: *无需生成警报,即可将这些设备与 I/O PCB 断开连接。
| 机床组件 | I/O PCB 位置 | 工作电压 |
| 第 4 和第 5 轴制动电磁阀* | P16 - P17 | 120 VAC |
| 工作灯* | P18 - P21 | 120 VAC |
| 高亮度照明灯* | P22 | 120 VAC |
| GFI | P23 | 120 VAC |
| 门联锁* | P40、 P41、 P42 | 120 VAC |
| 润滑油面板电磁阀 | P35, P36 | 120 VAC |
| Y/D 接触器线圈 | P37, P38 | 120 VAC |
| 直流换刀电机* | P58 | 160 VDC,由 120 VAC 生成 |
| 主轴电机风扇/机油泵 | P32 | 120 VAC |
| 子主轴风扇 /液压泵风扇 | P33 | 120 VAC |
| TSC/HPC 泵* | P31 | 240 VAC |
| 冷却液泵* | P29 | 240 VAC |
| 排屑螺杆/排屑器* | P24,四联苯 | 240 VAC |
| Z 轴电机 | 240 VAC | |
| 主轴电动机 | 240 VAC | |
| 液压泵电机 | 240 VAC |
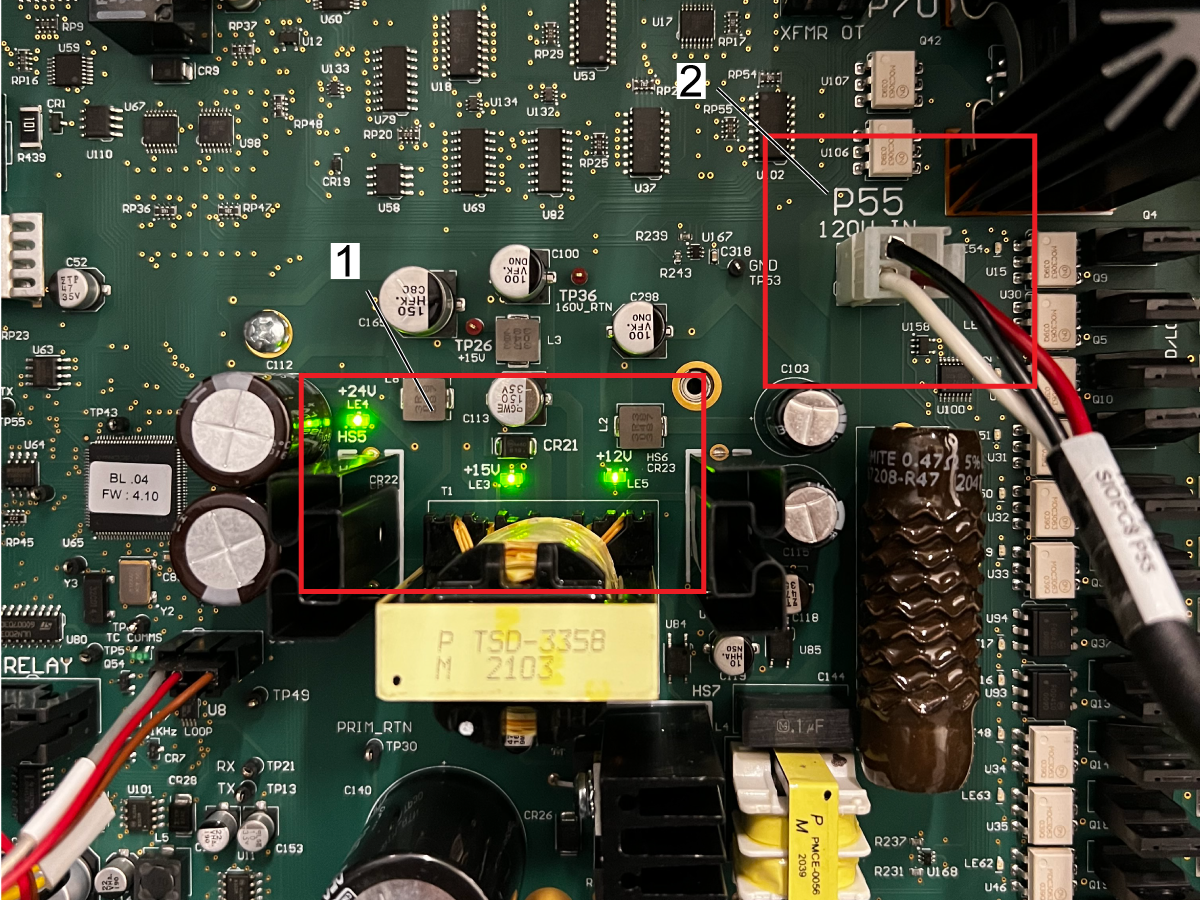
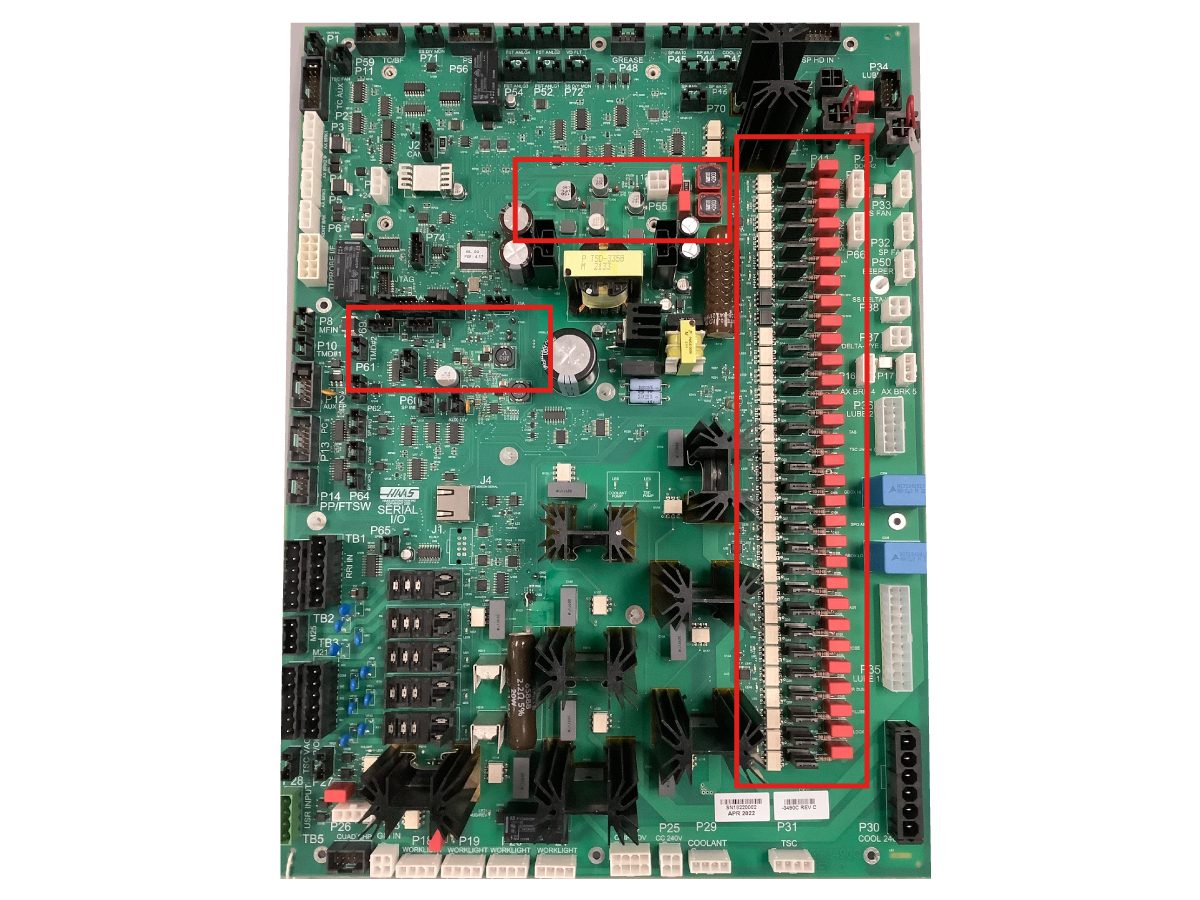
I/O PCB 已配备内置的低电压电源 (LVPS)。 此电源产生 3 种直流电压: +24V, +15V 和 +12V [1]。
这些电压用于为 I/O PCB 上的低电压电路供电,也用于为外部设备(如探针、轴制动器和用户输入)供电。
有 3 个 LED 显示 I/O PCB 上存在这些电压。
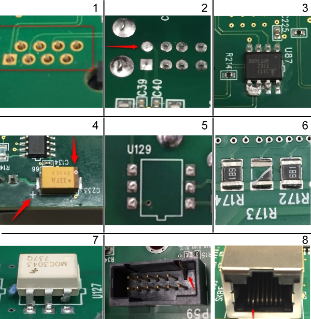
间歇性警报或症状可能由组件故障引起。下面是可能失败的列表:
注意: 有些PCB有未使用的电路,并且故意缺少元件,寻找断损元件。
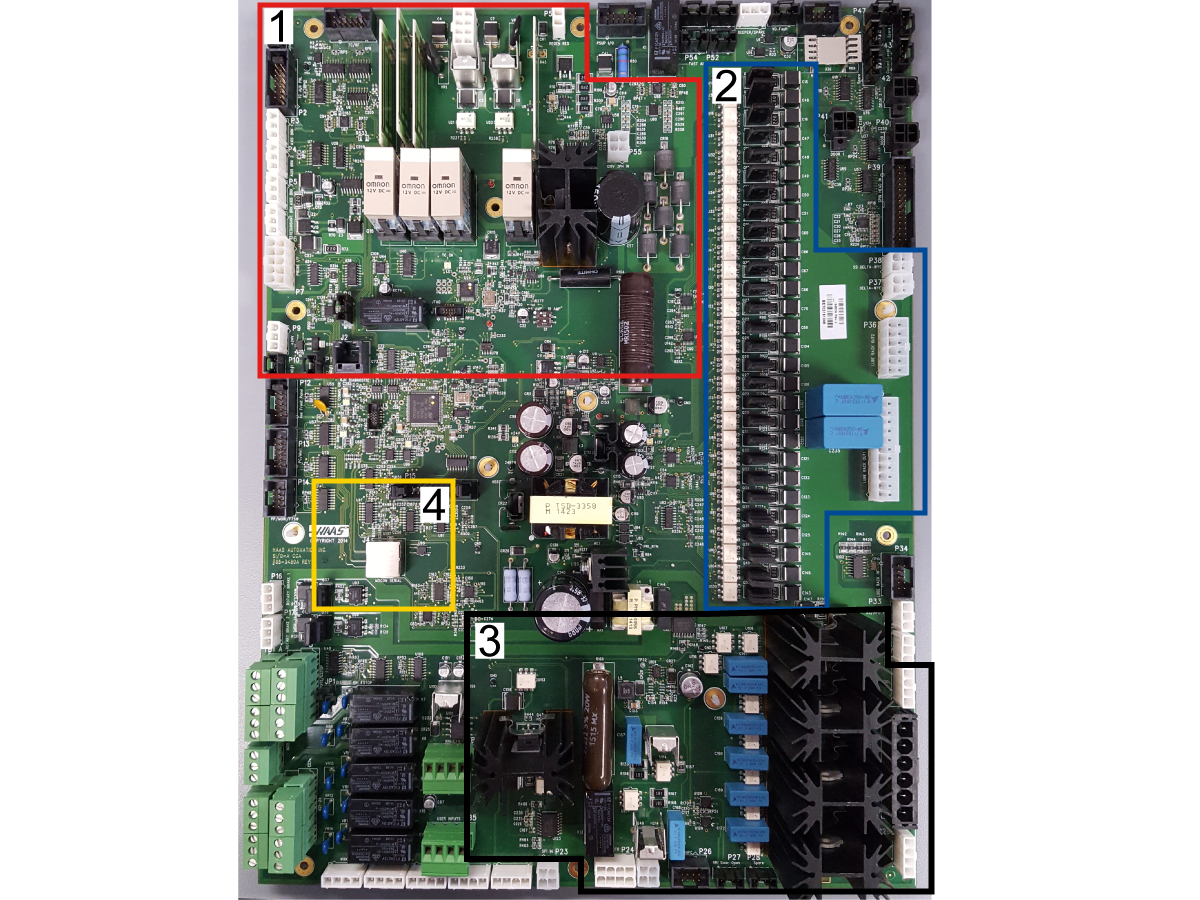
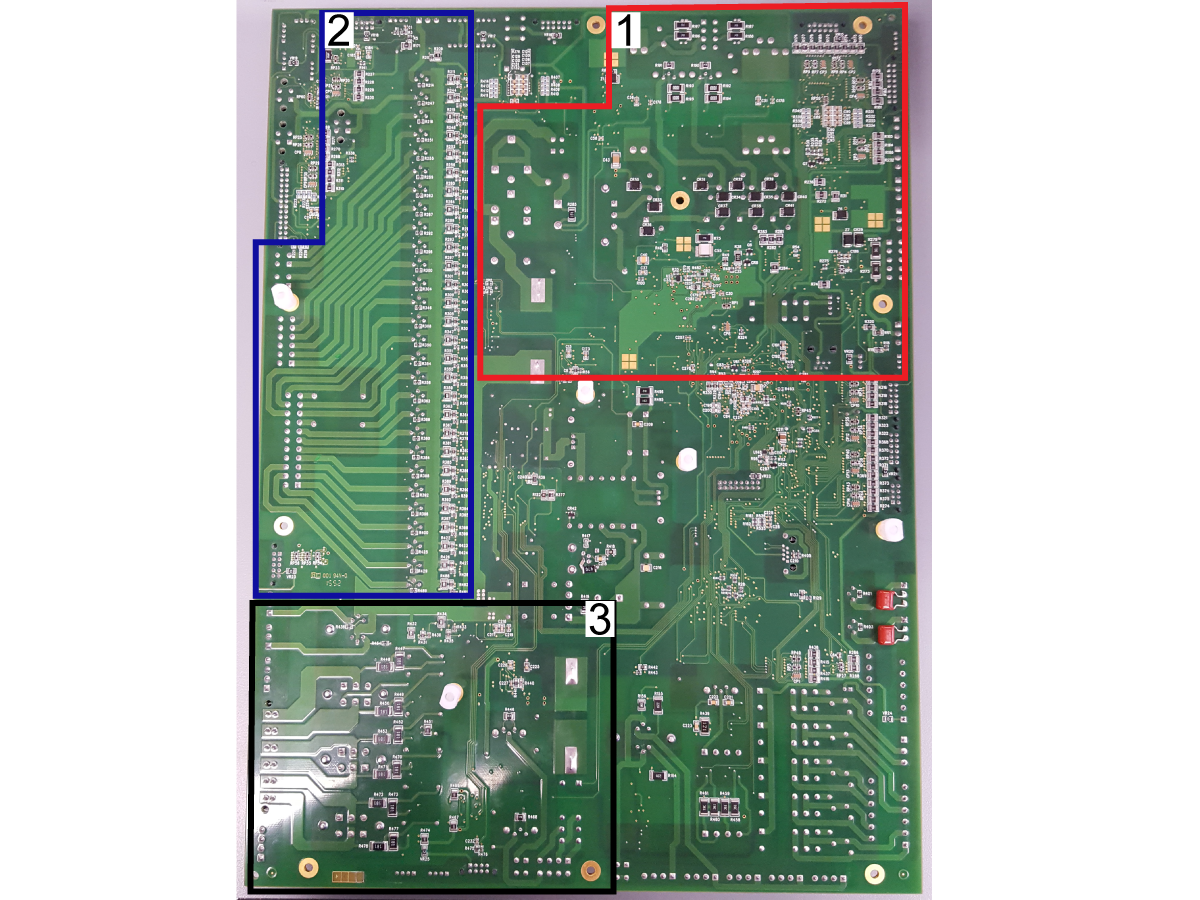
使用放大镜检查 I/O PCB 前后的电路部件。以下是要检查的电路组件区域:
重要: 如果发现部件损坏,请更换 I/O PCB,在安装前检查新的 I/O PCB 电路组件。
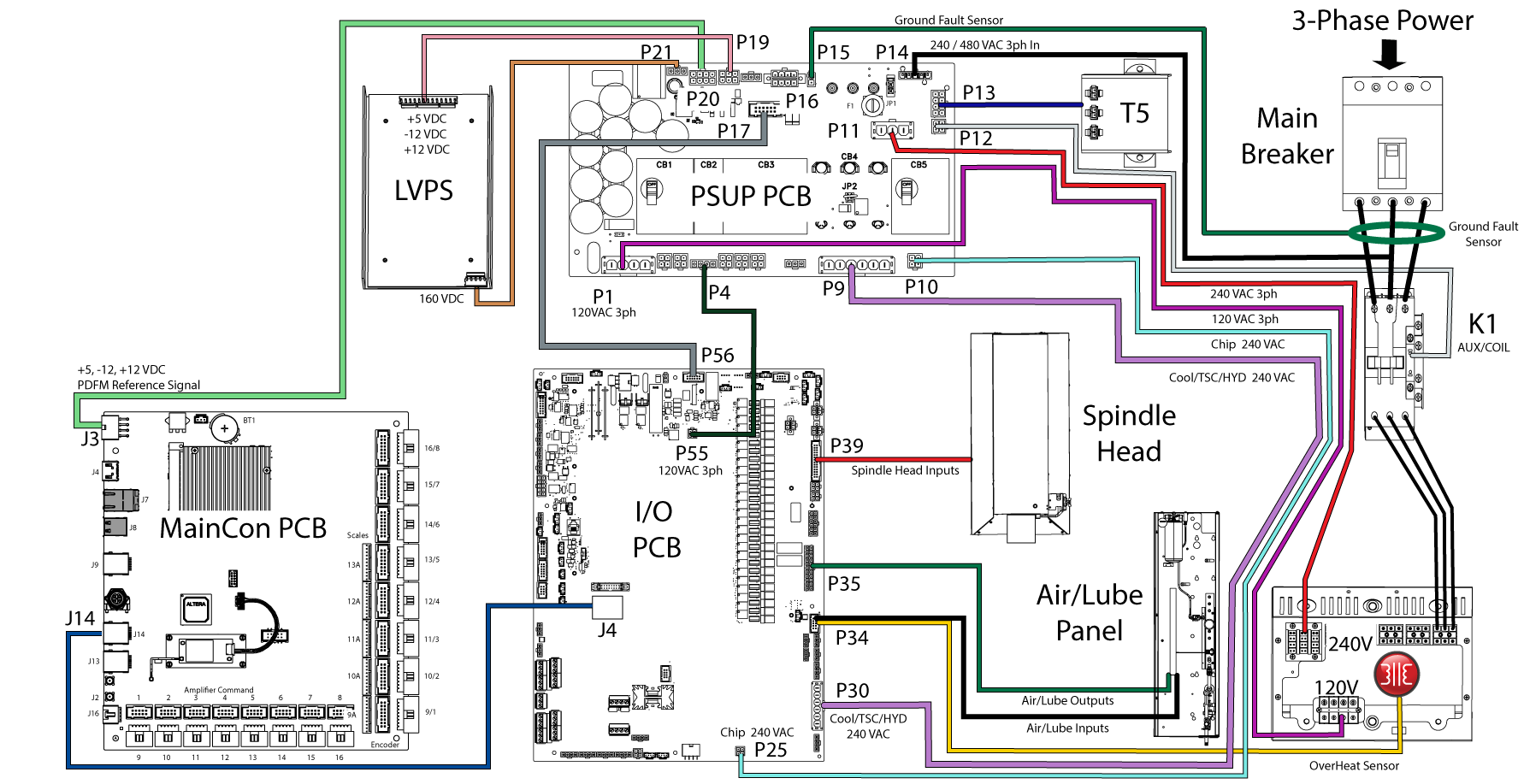
I/O PCB 互连图

I/O PCB (P39) 到铣削 - 主轴头输入 详细图

I/O PCB (P34, P35) 到铣削 - 空气/润滑面板 详细图

PSUP (P17) 到 I/O PCB (P56) 详细图
Recently Viewed Items
You Have No Recently Viewed Items Yet

此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING 接受以下条件:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255





