主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

版本 B - 2025 年 6 月
本文档所述为如何对 Haas 机器人套件进行故障排除。 如果您未在本文档中找到警报或症状。请执行以下操作并附加到工作订单中,并联系 Haas Service 部门。
当机床和机器人没有通信时,可能会发出这些警报和症状。
| 警报/症状 | 可能的原因 | 纠正措施 |
| 9147 机器人协议版本不匹配 | 连接到重启电源的机器人可能会导致版本不匹配。这将导致所有机器人功能被锁定,直到警报清除为止。 | 释放 E-Stop (急停)并按 RESET (重置)清除警报。然后按 E-Stop (急停)并按 F1 连接机器人 |
| 9154 机器人运动未定义 | 尝试使用无效路径或目标来命令无效运动,或解析运动定义数据失败。 可在 M300 或 APL 序列期间发生。 要检查的内容:
注意: 机器人简单模板将打开/关闭夹持器和工件。插入夹持器状态或工件夹具状态仅适用于零件翻转运动序列。 |
检查运动文件并验证其内容。
|
| 9155 机器人超出最大有效载荷 | 机器人试图夹紧一个零件,这会导致超出允许的最大有效载荷。 | 减轻零件重量。有关每个机器人尺寸的有效载荷规格,请参阅布局图。 |
| 9156 机器人命令故障,无子代码或其他机器人警报。 | 机器人软件更新后降级。示例:原来的机器人软件版本为1.22 并降级为版本 1.15。 | 请参阅下面的“HRP - 初始化启动”部分。 |
| 9157 机器人软件更新失败 | 机器人更新失败。 | 您必须再次更新机器人软件,然后才能使用机器人。有关更多信息,请参阅 机器人软件更新 程序。 |
| 9158 机器人通信丢失 | 与机器人的通信已丢失。 | 机器人控制器必须重启。按机床上的 RESET 并重启机器人控制器。 |
| 9160 机器人急停 | 从机器人控制柜或远程控制器上按下急停按钮。或者机器人急停链断了。 | 请松开机器人急停按钮并按复位键继续。 确认所有机器人急停按钮都已松开。确认机器人急停接线(包括外部急停输入)完好且接线正确。 |
| 机器人运动停止, 系统消息和通知 20021。32来自的 UOP 的机器人 SYST-032 ENBL 信号丢失。 | FANUC 控制器与 Haas 控制器断开连接。 | 请参阅下面的“HRP 断开警报”部分以增加 Modbus TCP 超时和禁用 DHCP。 |
| 机器人运动停止, 系统消息和通知 20021。34 SOP/UOP 机器人 SYST-034 HOLD 信号丢失。 | FANUC 控制器与 Haas 控制器断开连接。 | 请参阅下面的“HRP 断开警报”部分以增加 Modbus TCP 超时和禁用 DHCP。 |
| 机器人运动停止和系统消息和通知 20021.224 机器人HOST-224 DHCP:服务器未响应。 | FANUC 控制器与 Haas 控制器断开连接。 | 请参阅下面的“HRP 断开警报”部分以增加 Modbus TCP 超时和禁用 DHCP。 |
| 机器人无法连接到数控系统 | 从接口到 Haas 控制器的接线不正确。 | 确保已按正确顺序连接 TB-1B 上的端子连接器。 请参阅机器人安装程序电气部分。 |
| 机器人未解锁和未激活。 | 首次将机器人连接至机床设备时,将弹出“机器人激活”窗口。此弹出窗口显示门户网站上机床的软件版本、机器人的 MAC 地址以及用于机床时间延长的机床生成的代码。 说明:使用笔记本电脑前往机器人 MAC 地址章节,查找 MAC 地址。 |
|
| 数控软件已过期。 | 确保软件为 100.20.000.1200 或更高版本。 请参阅机器人安装程序机床要求部分。 | |
| 机器人 IP 地址和数控系统不匹配。 | 如果机器人软件为 1.11 或更低版本。将机器人控制器升级到 1.15 或更高版本。敬请联系 Haas 专卖店以了解更多信息。有关更多信息,请参阅“机器人 IP 地址”部分。 | |
| 断电时机臂移动。 | 参考以下视频连接并校准 Haas 机器人。 | |
| RJ45 转 USB 适配器有缺陷。 |
|
|
| 机器人不采用直线点动方式。当沿单轴在笛卡儿坐标移动时,机器人会发出弧线运动。 | 设置“入门”或“快速入门”程序时,机器人关节未对齐到正确的位置。 | 将所有接头移至零点,并检查接头两侧的管线是否对齐。 对齐所有轴上的标记,然后重新执行 “入门”/“快速入门” 程序。 |
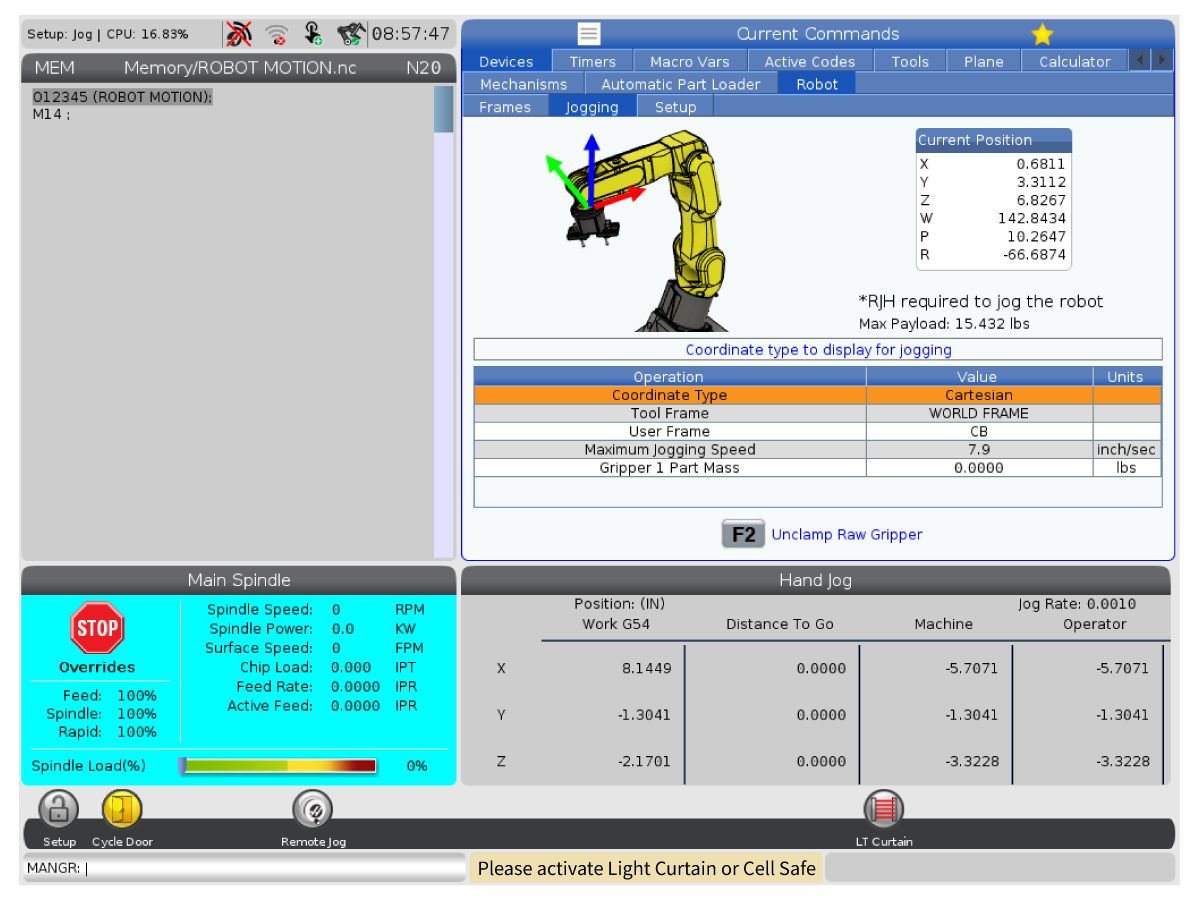
机器人不点动。尝试点动时,会出现一条黄色警告消息,提示 "Please activate Light Curtain or Cell Safe"(请激活光幕或电池安全)。
|
尚未应用安全参数。 | 从 HBC 重新上传配置文件以接收安全参数。 |
尝试从 PC 连接到 iPendant 时出现以下错误:
|
机器人可能需要重新初始化。 | 执行以下步骤:
|
| 急停警报无法清除。 | SIO PCB 上的 JP1的跳线可能缺失。 | 验证跳线安装在 SIO PCB 上的 JP1处。如果未安装,请重新安装。 |
| 机床需要手动恢复或进入机器人 APL 恢复。 | 机器人循环中断或机床/机器人处于不安全状态,需要恢复。 | 有关更多信息,请参阅 HRP 操作中的 Haas 机器人 - APL 恢复部分。 |
| 机床在两个计划作业之间进入“机器人 APL 恢复”。 | 启动下一个作业时,机床运动处于活跃状态。 | 将“机床停留”添加到第一个作业的“运行后”序列。停留时间需要足够长,以便机器人有足够的时间完成零件的下放并移动到就绪位置。从大约 15-20 秒开始,然后从那里向上或向下调整。如果第二个作业能够启动并且机床未进入机器人 APL 恢复,则停留时间就足够长。 |
| 在命令 M180 和 M181 时生成警报 391“功能已禁用” | 来自 HRP 或 APL 的单开关自动窗无法被单独命令。 | 功能必须由机器人或 APL 命令。客户需要购买自动窗安装套件以获得独立功能。请参阅适用于您的机床型号的 AD 文档。 AD0652 - DT/DM/UMC-350 - 自动窗 - 安装 |
| 尝试通过 HBC 激活 HRP 时,您会收到警告: RobotDetails "macAddress" 字段不能为空。 | 需要在系统中更新 MAC 地址。 | 拍摄 Haas 机器人序列号牌和 Fanuc F 号牌的照片。将照片附加到工件订单中,并联系 Haas Service 部门以更新系统。请参阅以下 HBC 注册 - MAC 地址缺失 章节。 |
当机器人无法执行命令时,会生成这些警报。 子报警编号表示故障 ID,由 FANUC 机器人提供。
| 警报/症状 | 可能的原因 | 纠正措施 |
|
TB1-B 和 TB3-B 连接器插入错误的位置或拔下插头。 | 将连接器插入正确的位置。请参阅下面的“SRVO-004 围栏打开”部分。 |
| 9156.050 机器人命令故障 SRVO-050 碰撞检测警报 | 在设置模式下点动机器人,J6 的旋转中心与 J4 的旋转中心一致。然后旋转 W 或 P,将导致 J4 轴尝试以非常快的速度旋转。这个奇异点称为腕部奇异点。 | 按 RESET (重置)清除警报。请勿通过该奇异点来点动机器人。 |
| 机器人运动文件没有足够的点生成非平滑运动。 | 向运动文件添加更多点,以平滑机器人运动。 | |
| 9156.406 SRVO-406 DCS SSO SVOFF 输入 1,1 | 未安装 I/O PCB 上的 K9 和 K10 继电器。 | 确保在 I/O PCB 上安装了 K9 和 K10 继电器。 请参阅机器人安装程序电气部分。 |
| 围栏在运行模式下打开。 | 确保联锁正常工作,并且机床正在接收联锁输入信号。 | |
| TB3-B 接线损坏或接线错误。 | 检查 TB3-B 连接器的接线。将连接器的接线与接线图进行比较。 | |
| 未设置 DCS 笛卡尔位置检查区 。 | 遵循 DCS 笛卡尔位置检查区 程序。 | |
| 输入 1 的安全 I/O 设置不正确。 | 按照以下安全 I/O 输入 1 程序操作。 | |
| 9156.037 SRVO-037 IMSTP 输入(组:1) | TB3-B 接线损坏或接线错误。 | 检查 TB-3B 连接器的接线。将连接器的接线与接线图进行比较。 |
| 9156.062 机器人命令失败 SRVO-062 BZAL 警报 | 机器人手臂中的电池没电了。 | 遵照 HRP - 电池更换程序更换电池并遵照 HRP - 快速入门程序重制机器人。 |
| 9156.115 SRVO-115 限制出错(运动组编号、轴编号) | 线性路径超出轴限制范围。 | 重新教授程序点或使用关节位置记录轴位置,使其处于行程限制范围内。 |
9156.378 FANUC 机器人警报 - SFDI12 状态异常 或者 9156.378 FANUC 机器人警报 - SFDI22 状态异常 |
未安装 I/O PCB 上的 K9 和 K10 继电器。 | 确保在 I/O PCB 上安装了 K9 和 K10 继电器。 请参阅机器人安装程序电气部分。 |
| 检测到链警报和SFDI信号。 | 如果检测到链错误,请纠正警报原因,然后查看下面的“重置链错误”部分。 | |
9156.230 FANUC 机器人警报 - 链 1 异常 a,b 或者 9156.231 FANUC 机器人警报 - 链 2 异常 a,b |
TBOP20 导线或连接器接线损坏或错误。 重复安全信号之间发生不匹配。如果发生不匹配【与链 1 侧连接的触点(EAS1 和 EAS11 之间)关闭,并且链 2 侧的触点(EAS2 和 EAS21 之间)打开】,则发出 SRVO-230。如果发生不匹配【链 1 侧的触点打开,并且链 2 侧的触点关闭】,则发出 SRVO-231。 |
检查围栏的信号线是否损坏或接线不当。Fanuc 控制柜内的 TBOP20 连接器和电缆,或接口箱 M12 连接器机器人信号。请参阅下面的“SRVO-230/231/266/267 FENCE1/2 状态异常”部分。 纠正警报原因后,请参阅下面的“重置链错误”部分。 |
9156.217 SRVO-217 急停板未找到 或
|
当安全总线中缺少急停 PCB 或安全 I/O PCB 时,会生成此警报。 | HRP-1: 检查安全 I/O PCB 是否完全插入到位。检查电缆是否连接到急停 PCB 和安全 I/O PCB。 HRP-2/3: 检查电缆 JRS20 是否在急停 PCB 和主板上完全就位。 检查保险丝 1 是否完全就位且未出现故障。保险丝 1 A60L-0001-0290/LM10C 见 93-3378。 检查电缆 CRP33 是否在急停 PCB 上完全就位。 |
| 9156.219 SRVO-219 安全 I/O 板保险丝%d 熔断 %s | 未能成功执行机器人命令。附加安全 I/O 板上的保险丝已熔断。TB1-B 或 TB3-B 接线损坏、接线错误或插入错误的位置。 | 发生报警的安全 I/O 设备的编号在消息末尾处显示,如 (1) 所示。安全 I/O 设备编号在 DCS 安全 I/O 设备菜单中显示。纠正接线问题。更换其他安全 I/O 板上的保险丝或其他安全 I/O 板。请参阅下面的保险丝更换部分。 |
| 9156.266 SRVO-266 FENCE1 状态异常 | TBOP20 导线或连接器接线损坏或错误。 重复安全信号之间发生不匹配。如果发生不匹配【与链 1 侧连接的触点(EAS1 和 EAS11 之间)关闭,并且链 2 侧的触点(EAS2 和 EAS21 之间)打开】,则发出 SRVO-266。如果发生不匹配【链 1 侧的触点打开,并且链 2 侧的触点关闭】,则发出 SRVO-266。 |
检查围栏的信号线是否损坏或接线不当。Fanuc 控制柜内的 TBOP20 连接器和电缆,或接口箱 M12 连接器机器人信号。请参阅下面的“SRVO-230/231/266/267 FENCE1/2 状态异常”部分。 纠正警报原因后,请参阅下面的“重置链错误”部分。 |
| 9156.267 SRVO-267 FENCE2 状态异常 | TBOP20 导线或连接器接线损坏或错误。 重复安全信号之间发生不匹配。如果发生不匹配【与链 1 侧连接的触点(EAS1 和 EAS11 之间)关闭,并且链 2 侧的触点(EAS2 和 EAS21 之间)打开】,则发出 SRVO-266。如果发生不匹配【链 1 侧的触点打开,并且链 2 侧的触点关闭】,则发出 SRVO-266。 |
检查围栏的信号线是否损坏或接线不当。Fanuc 控制柜内的 TBOP20 连接器和电缆,或接口箱 M12 连接器机器人信号。请参阅下面的“SRVO-230/231/266/267 FENCE1/2 状态异常”部分。 纠正警报原因后,请参阅下面的“重置链错误”部分。 |
| 9156.289 SRVO-289 平滑停止 | DCS 区域未正确设置。当应禁用时,将启用笛卡尔速度检查、关节位置检查或关节速度检查。 | 有关禁用步骤,请参阅下面的“禁用 DCS 速度检查”部分。 |
| 9156.490 PRIO-490 Modbus TCP 服务器错误 | 干扰或故障 RJ-45 以太网电缆。 | 根据机器人制造日期,电缆未安装铁氧体过滤器。安装铁氧体过滤器 PN: 64-1252 到电气接口盒上的 RJ-45 通信电缆和主处理器 PCB 上的 USB 转以太网适配器。请参见下面的“铁氧体过滤器”一节。如果警报依然存在,请参考 网络电缆测试仪工具 程序来测试电缆。 如果电缆通过网络电缆测试,请参阅下面的 HRP 分离警报部分以增加 Modbus TCP 超时和禁用 DHCP。 |
| 9156.043 机器人命令失败 | 当未连接示教控制器时,Fanuc 控制器操作面板上的模式开关未正确设置为示教模式。 |
将模式开关切换到自动模式。 |
当机器人处于故障状态时,会生成这些警报。子报警编号表示故障 ID,由 FANUC 机器人提供。
| 警报/症状 | 可能的原因 | 纠正措施 |
| 9150.219 SRVO-219 安全 I/O 板保险丝%d 熔断 %s | 未能成功执行机器人命令。附加安全 I/O 板上的保险丝已熔断。TB1-B TB3-B 接线损坏、接线错误或插入错误的位置。 | 发生报警的安全 I/O 设备的编号在消息末尾处显示,如 (1) 所示。安全 I/O 设备编号在 DCS 安全 I/O 设备菜单中显示。纠正接线问题。更换其他安全 I/O 板上的保险丝或其他安全 I/O 板。请参阅下面的保险丝更换部分。 |
| 9150.289 SRVO-289 平滑停止 | DCS 区域未正确设置。当应禁用时,将启用笛卡尔速度检查、关节位置检查或关节速度检查。 | 有关禁用步骤,请参阅下面的“禁用 DCS 速度检查”部分。 |
| 9150.378 FANUC 机器人警报 - SFDI12 状态异常 或 9150.378 FANUC 机器人警报 - SFDI22 状态异常 |
未安装 I/O PCB 上的 K9 和 K10 继电器。 | 确保在 I/O PCB 上安装了 K9 和 K10 继电器。 请参阅机器人安装程序电气部分。 |
| 9150.402 FANUC 机器人警报 - SRVO-402 DCS Cart 位置限制 | 当机器人有一个 DCS 笛卡尔位置检查区 设置了速度限制,并且在速度限制以上的工作区外点动机器人时,会产生该警报。 | 降低进给速度,然后点动回到 DCS 笛卡尔位置检查区。通过检查 4D DCS 显示器,确认工作区设置是否正确。 |
| 9150.403 SRVO-403 DCS Cart. 速度限制、 9150.404 SRVO-404 DCS 关节位置限制或 9150.405 SRVO-405 DCS 关节速度限制 | DCS 区域未正确设置。当应禁用时,将启用笛卡尔速度检查、关节位置检查或关节速度检查。 | 有关禁用步骤,请参阅下面的“禁用 DCS 速度检查”部分。 |
| 9150.488 FANUC 机器人警报 - SRVO-488 DCS CPC 速度限制 | 当机器人有一个 DCS 笛卡尔位置检查区 设置了速度限制,并且在速度限制以上的工作区外点动机器人时,会产生该警报。 | 降低进给速度,然后点动回到 DCS 笛卡尔位置检查区。通过检查 4D DCS 显示器,确认工作区设置是否正确。 |
| 9152.x机器人触及关节限制或机器人不点动 | 在设置模式下点动机器人,J6 的旋转中心与 J4 的旋转中心一致。然后旋转 W 或 P,将导致 J4 轴尝试以非常快的速度旋转,超过行程限制。这个奇异点称为腕部奇异点。关节位置将大于机器人关节行程限制。警报的子代码代表关节编号。 | 通过 web 界面使用远程控制器连接到机器人。清除警报并点动机器人关节远离行程限制。重新连接到 Haas 控制器。 |
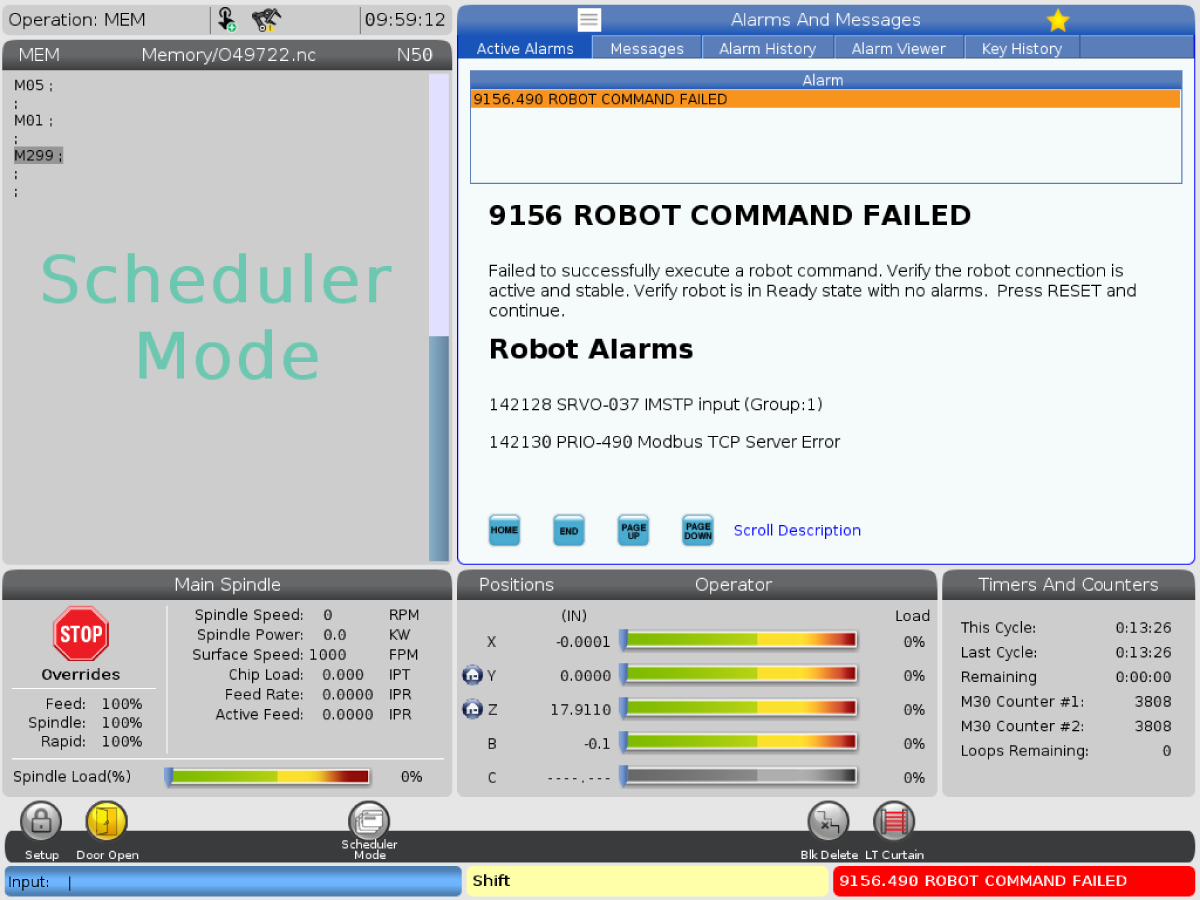
如果机床产生警报,则可能存在多个 Fanuc 警报。导航至 Active Alarms(活动警报)选项卡,以查看所有活动的 Fanuc 警报。
如生成警报 9152.x 机器人触及关节限制,则按以下视频操作。通过 web 界面使用远程控制器连接到机器人。清除警报并点动机器人关节远离行程限制。重新连接到 Haas 控制器。
如果机器人运动停止,并且系统消息和通知为 20021。32 UOP 机器人 SYST-032 ENBL 信号丢失, 20021. 34 来自 SOP/UOP 的机器人 SYST-034 HOLD 信号丢失, 或 20021.224 机器人HOST-224 DHCP:在报警历史记录中 未生成来自服务器的响应,请按照以下视频操作。通过 web 界面使用远程 iPendant 连接到机器人。验证机器人信号电缆上是否安装了铁氧体滤波器,如果缺少铁氧体滤波器,则安装铁氧体滤波器。请参阅下面的铁氧体过滤器安装部分以获取更多信息。
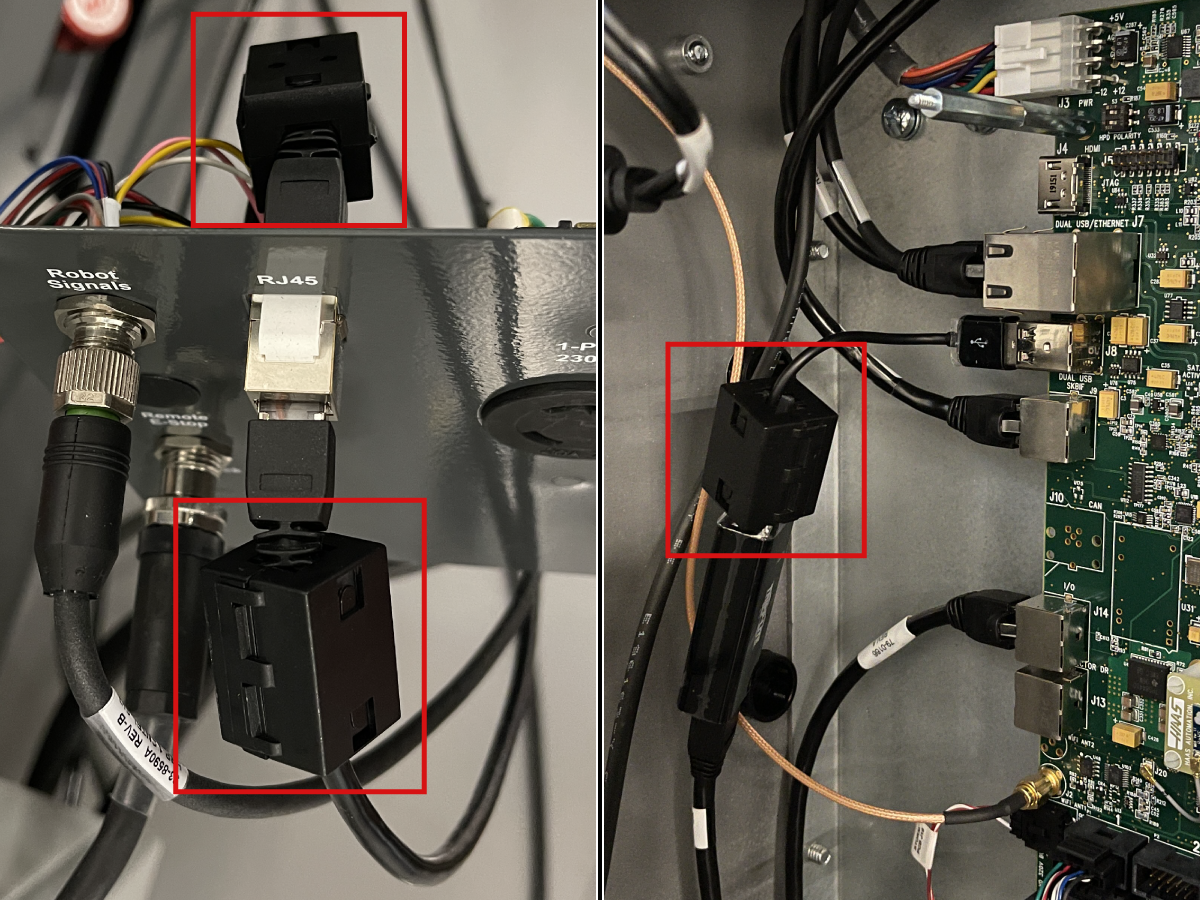
根据机器人制造日期,电缆未安装铁氧体过滤器。安装铁氧体过滤器 PN:64-1252到电气接口盒上的 RJ-45 通信电缆和主处理器 PCB 上的 USB 转以太网适配器。
如果生成了警报 SRVO-219 安全 I/O 板保险丝1 熔断 (2)。TB1-B 或 TB3-B 接线损坏、接线错误或插入了错误的位置。纠正接线问题。然后执行以下步骤以更换安全I/O 板上的保险丝 1。保险丝 1 A60L-0001-0290/LM10C 见 93-3378。
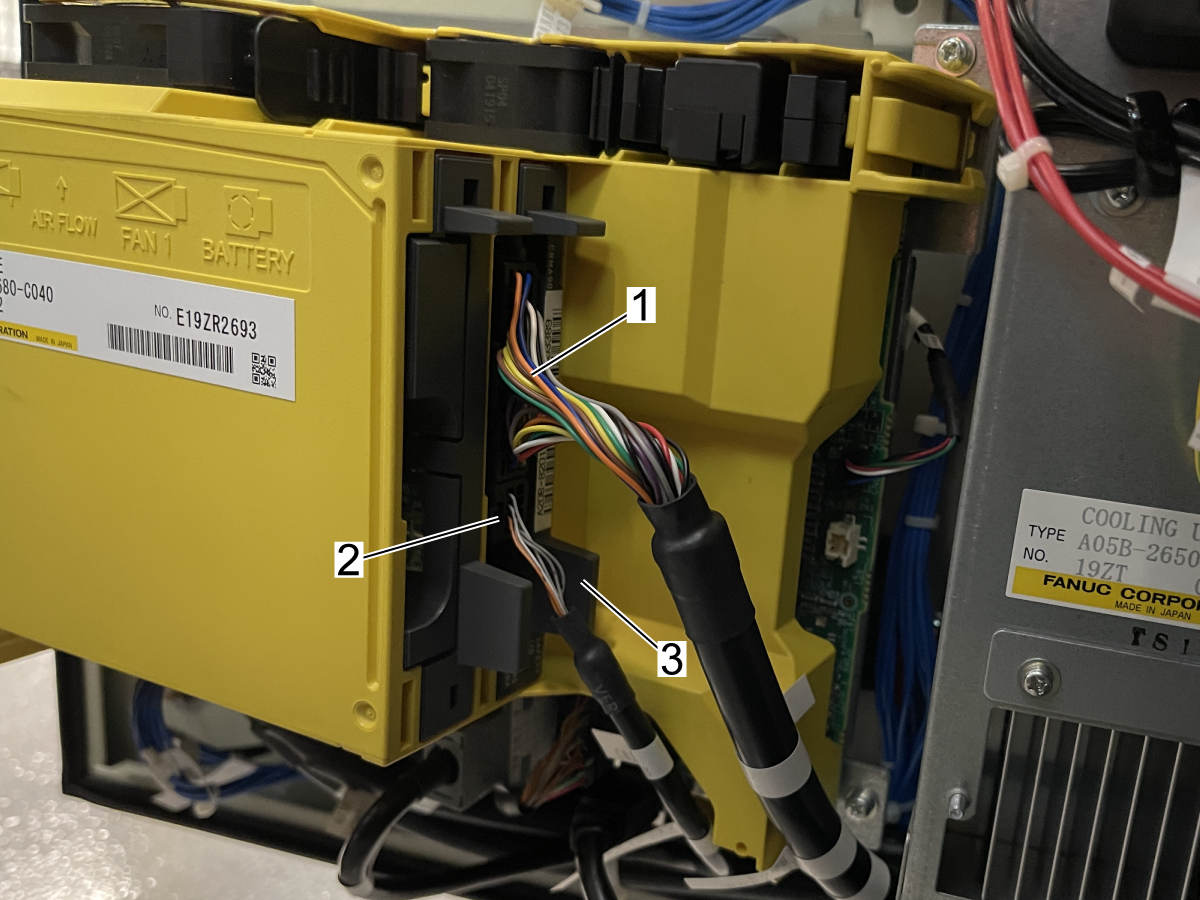
关闭机床和机器人电源以访问 Fanuc 控制箱。打开控制门。断开电缆 [1] 和 [2]。
按选项卡[3]以释放和卸下安全 I/O PCB。
更换安全 I/O PCB 上的保险丝 1[1]。

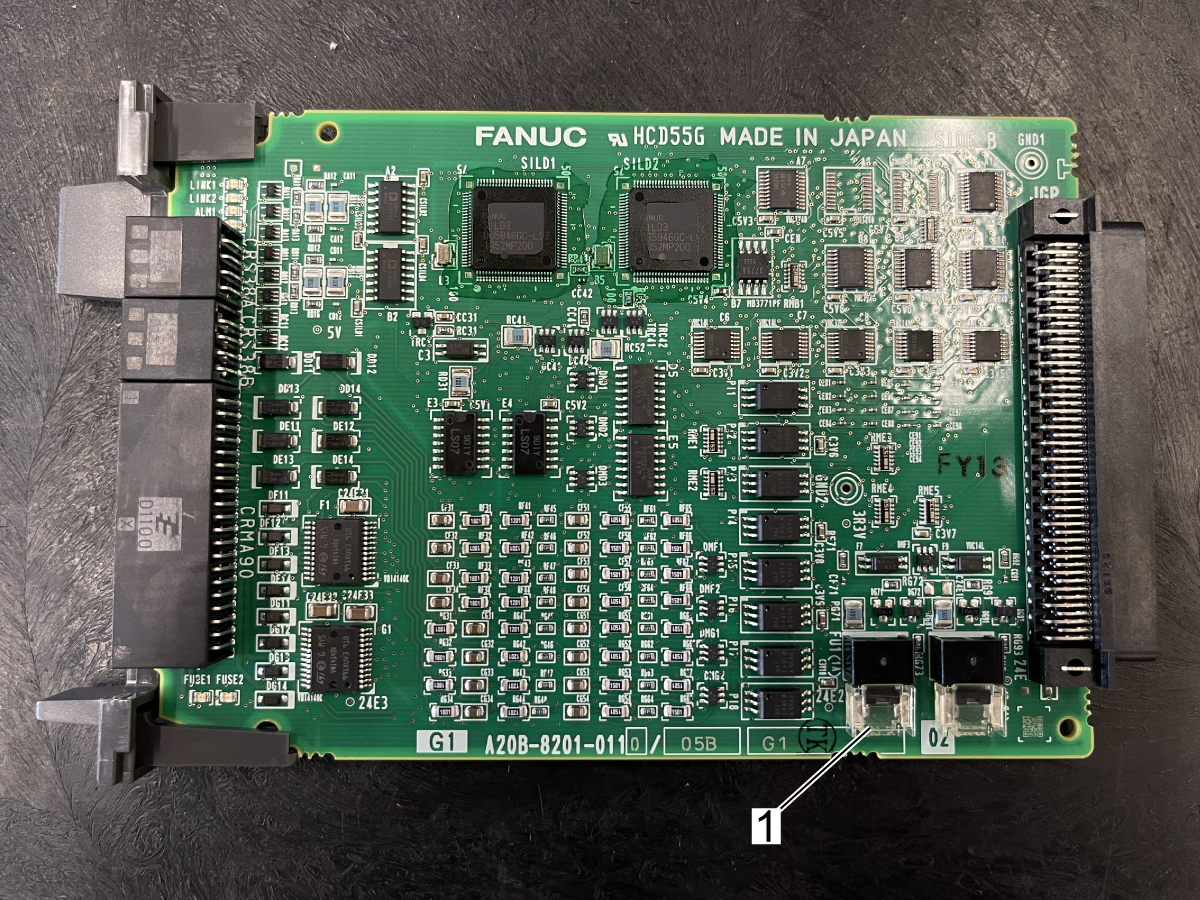
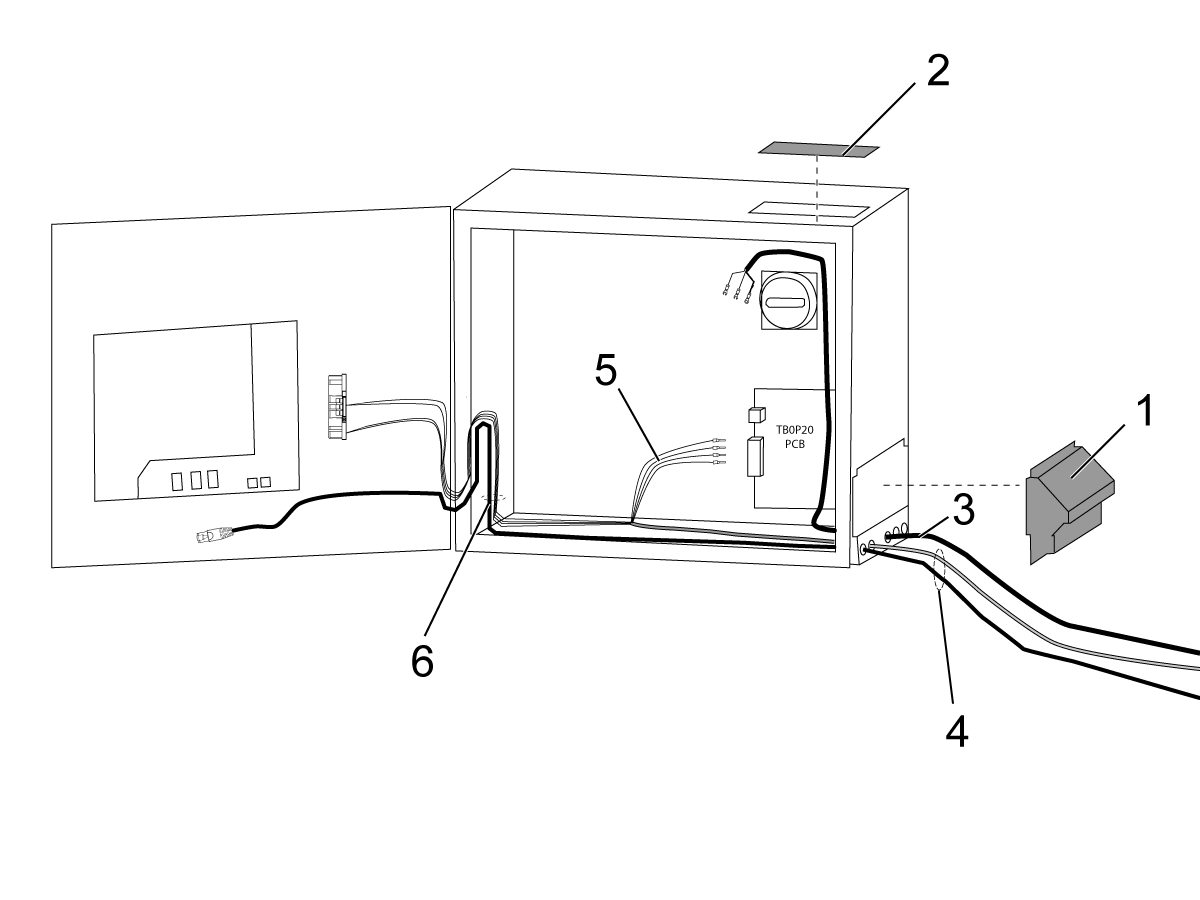
此电路与 Fanuc 控制箱相连,始于电气接口箱中的安全继电器,止于 Fanuc 控制箱中的 TBOP20。检查电缆是否损坏。
示例:机器人信号电缆 M12 连接器上的引脚弯曲变形 【1】。
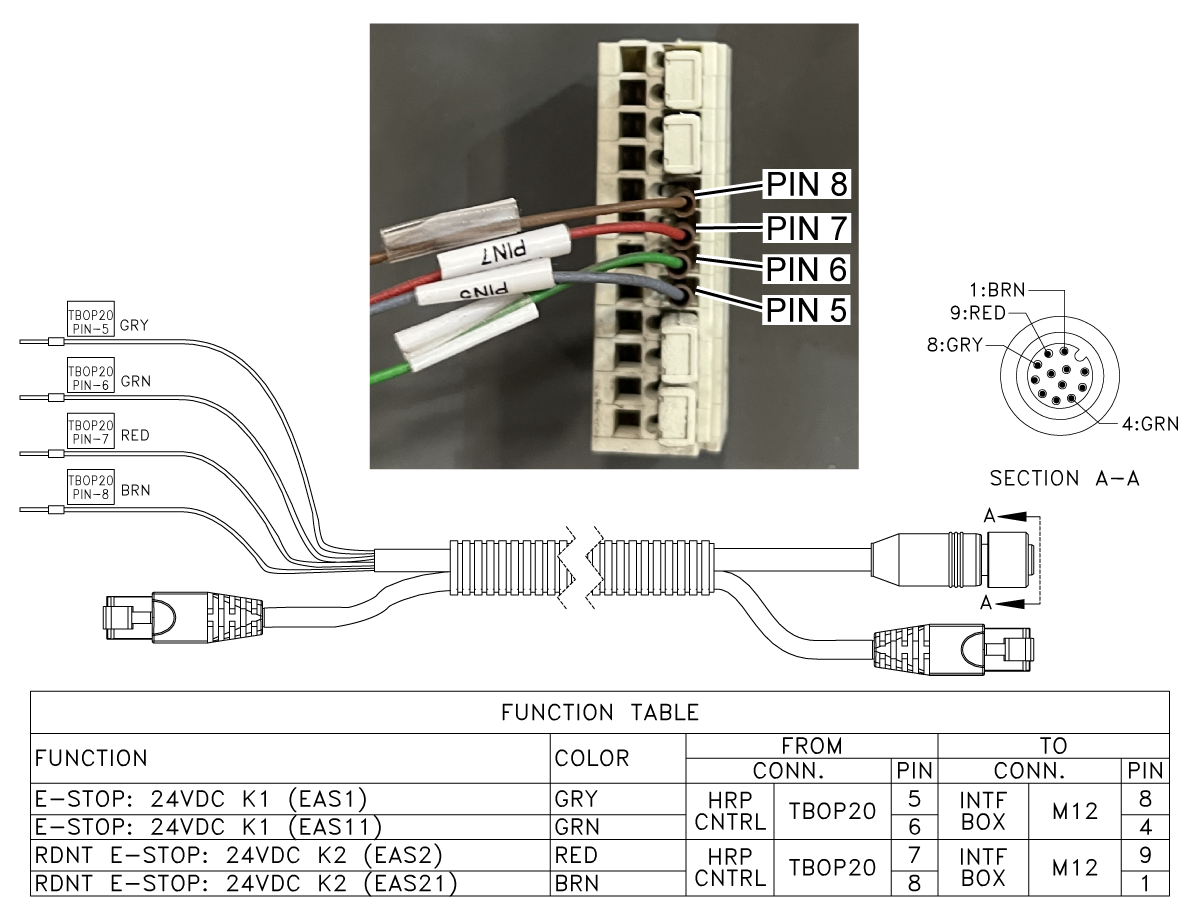
检查 TBOP20 连接器和销。检查插入电气接口箱的 M12 连接器。
EAS1 和 EAS11 是 SRVO-230 链 1 和 SRVO-266 围栏 1。
EAS2 和 EAS 21 是 SRVO-231 链 2 SRVO-267 围栏 2。
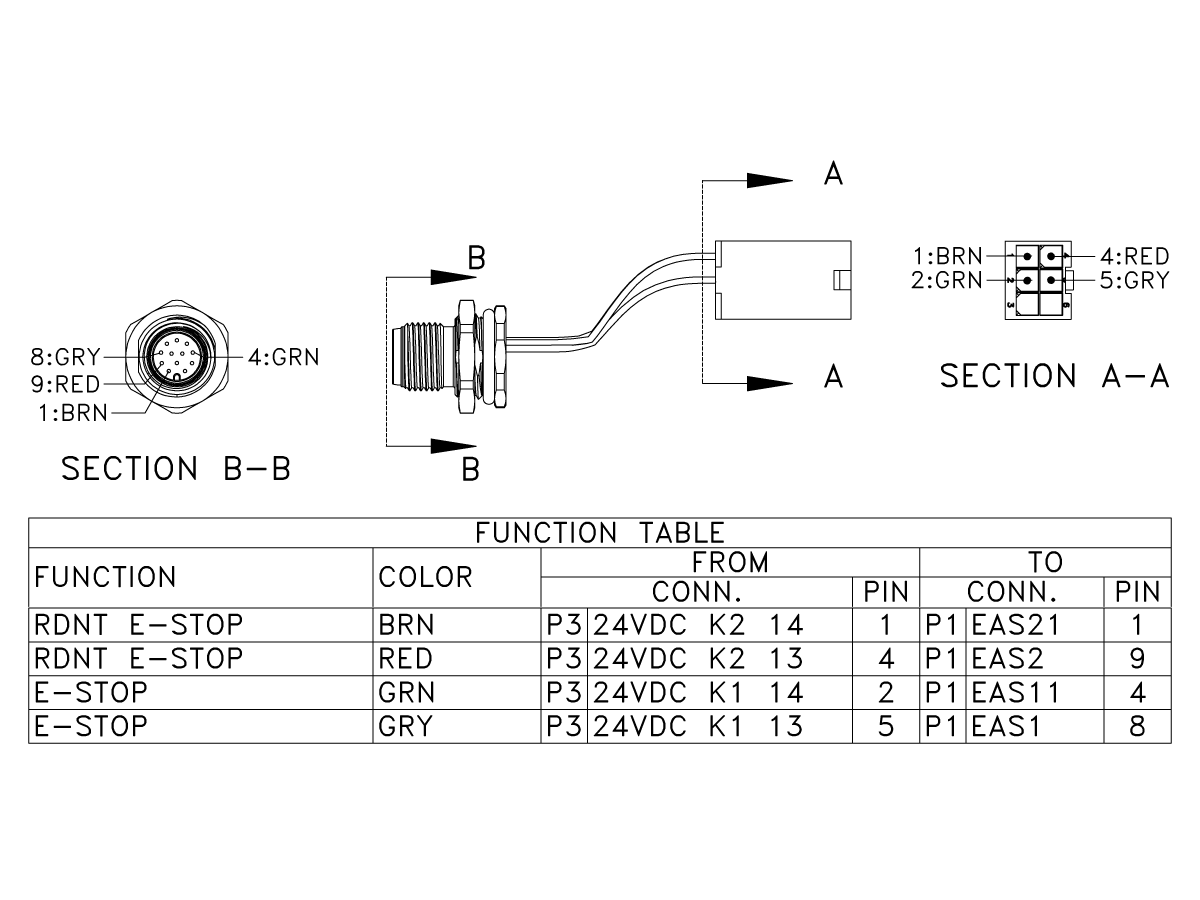
检查电气接口箱上的 M12 连接器。检查插入安全继电器的电缆。
EAS1 和 EAS11 是 SRVO-230 链 1 和 SRVO-266 围栏 1。
EAS2 和 EAS 21 是 SRVO-231 链 2 SRVO-267 围栏 2。

如果出现了警报 9156.217SRVO-217 急停板未找到。关闭机床和机器人电源以打开 Fanuc 控制箱门。
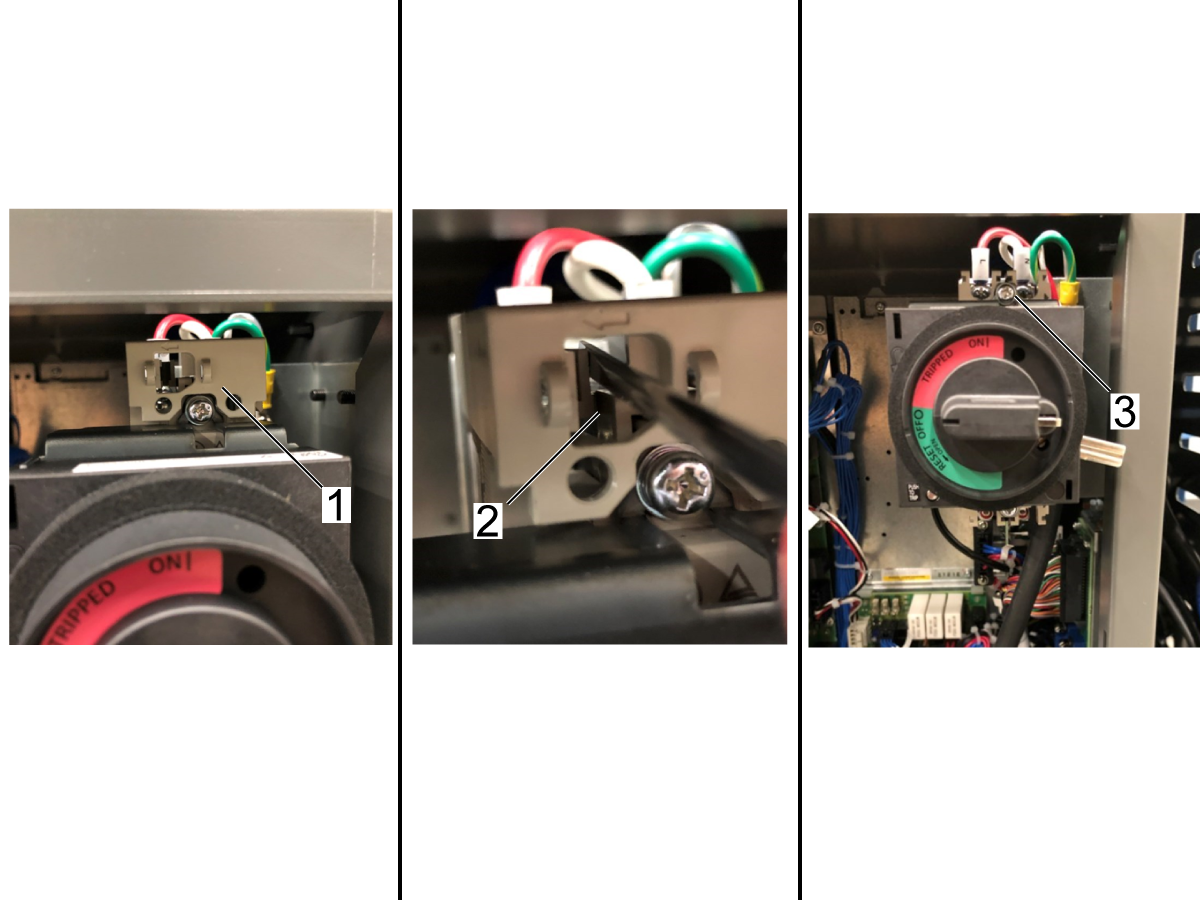
若要连接电源线,请从断路器上方移除塑料盖。 要卸下外盖,请将一字螺丝刀插入开口处,然后向左推动卡舌以使外盖向前滑动。
将电缆 L 连接至 1,将 N 连接至 3。 将接地线连接至断路器右侧面板。
连接电源线后,重新插入塑料外盖。
如果电缆 33-8591A 或 33-8592A未安装到 Fanuc 控制柜,请执行以下步骤:
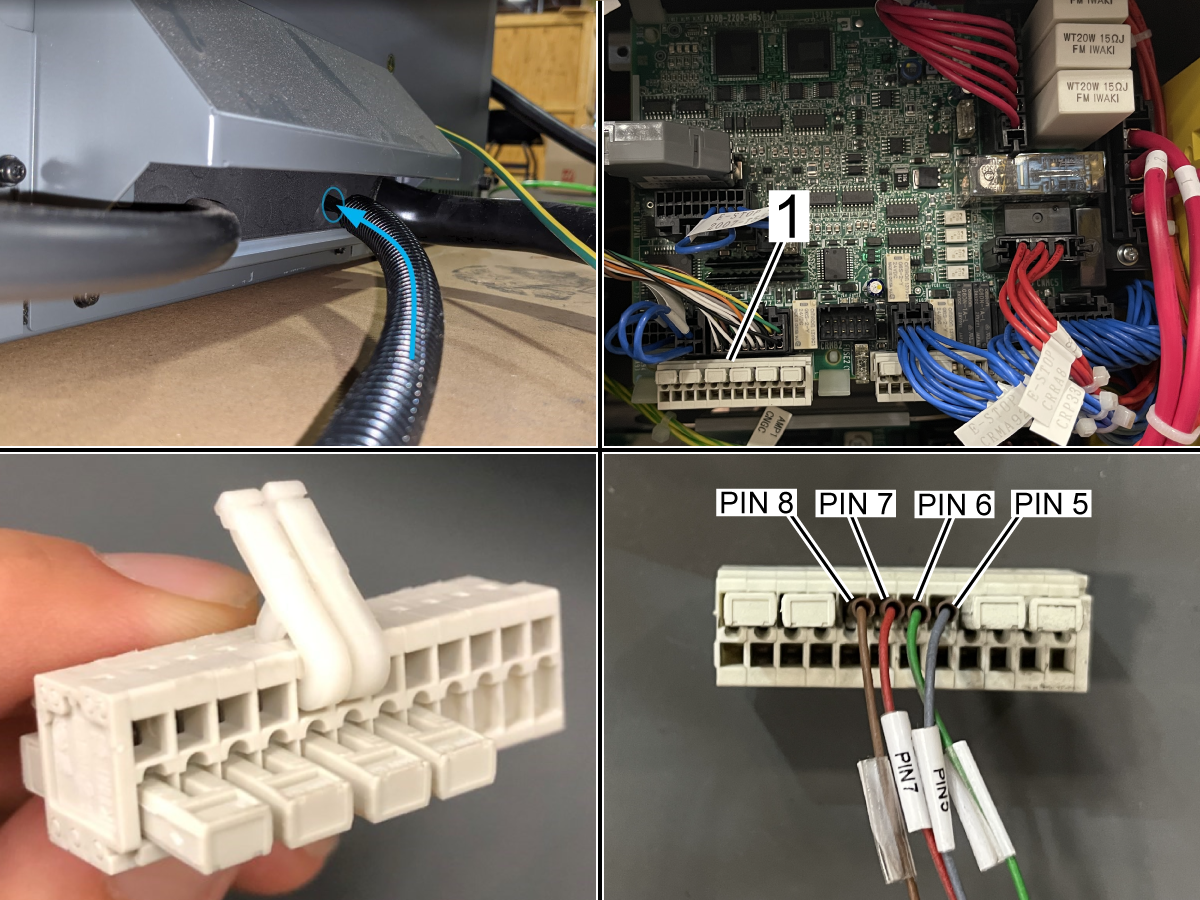
将电缆穿过 Fanuc 控制柜的背面。
移除 Fanuc 控制柜内 TBOP13[1] 处的连接器。
使用 Fanuc 安装套件中包含的工具,拆下跳线并按以下顺序将电线安装在连接器中。
注意:安装套圈都需要使用这两种工具。
把标有 TBOP20 的电缆安装到连接器 TBOP13[1]。
把标有 CRMB2 的电缆安装到标有 CRMB2[2] 的连接器。
安装标有ENET CD38A 的 RJ-45 以太网电缆到标有 CD38A[3] 的以太网端口 1。
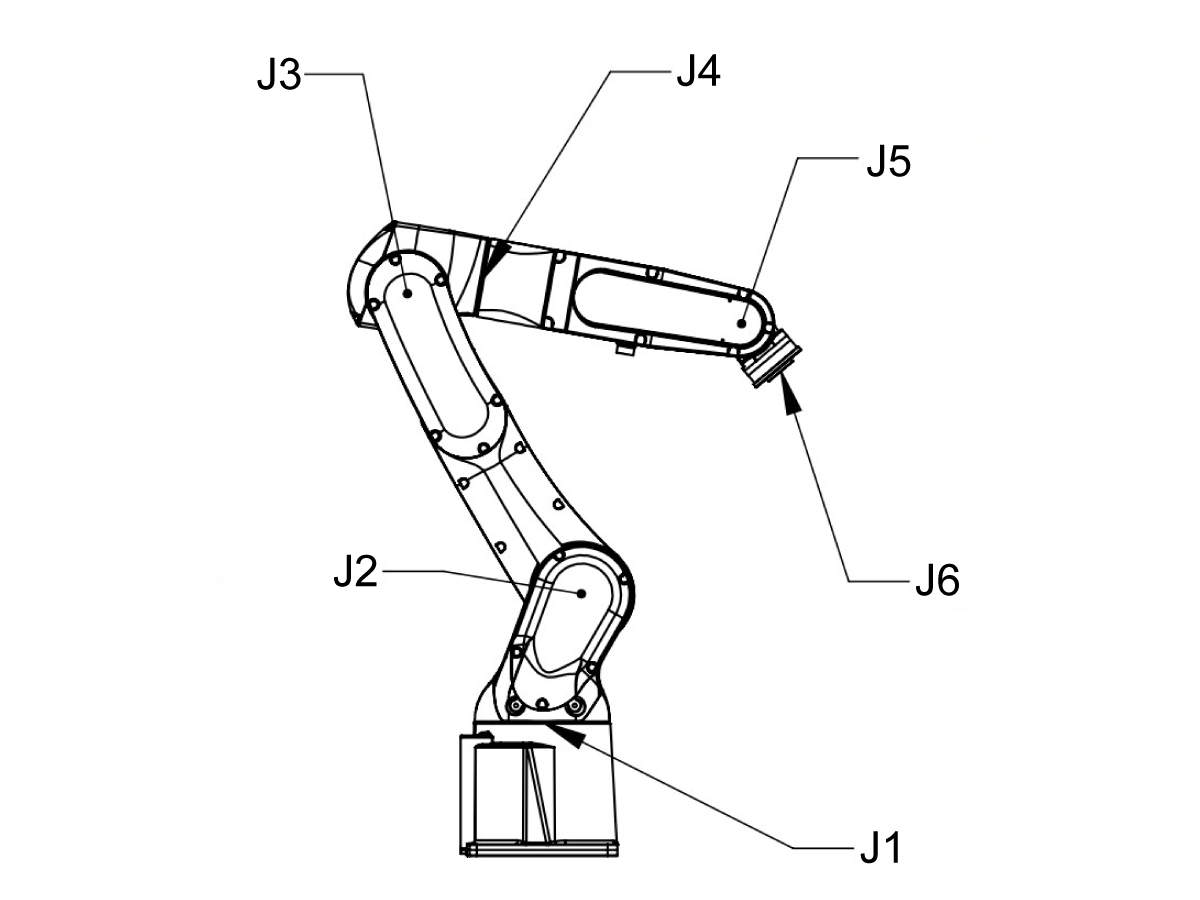
机器人关节行程限制
J1 (+/-170°)
J2 (+/-122.5°)
J3 (+/-215°)
J4 (+/-190°)
J5 (+/-125°)
J6 (+/-360°)
取决于机器人生产日期。机器人控制器的 IP 地址可能与 Haas 控制器 IP 地址不同。 如果机器人软件为1.11或更低版本。将 机器人软件 更新至 1.15 或更高版本,并验证以下参数值设置是否正确:
2262 机器人 IP 地址 更改为 10.72.65.82
2263 辅助 IP 地址 更改为10.72.65.77
重新检查连接。
如果生成了警报 9150.403 SRVO-403 DCS Cart. 速度限制、9150.404 SRVO-404 DCS 关节位置限制或 9150.405 SRVO-405 DCS 关节速度限制或 9150.289 平滑停止。DCS 区域设置不正确。当应禁用时,将启用笛卡尔速度检查、关节位置检查或关节速度检查。按照以下步骤禁用这些设置。
通过 Web 浏览器登录至 HMI 点动控制器。
导航至“用户框架设置”视图。
导航至 DCS 菜单。
点击右上方的“打开/关闭”按钮启用控制器。
根据生成的警报,进入已启用的设置。SRVO-404 是关节位置检查 (3),SRVO-405 是关节速度检查 (4),SRVO-403 是 Cart.。速度检查 (6)。
转至 No. 1。
在底部选择并按[CHOICE] 以启用位置检查 No. 1。
按 PREV 3 次以返回到主 DCS 屏幕。
现在,我们将在 DCS 菜单中应用所有更改。上次应用后的任何 DCS 更改旁边将显示 RED CHGD。按底部的“应用”。
输入 1111 作为主密码。
您将进入另一个菜单,显示上次应用后的 DCS 变化。如果所有更改正确,请按“确定”。
关闭 HMI 控制器窗口。
关闭电源开关,等待5秒钟,然后再打开,以重新接通机器人控制器的电源。
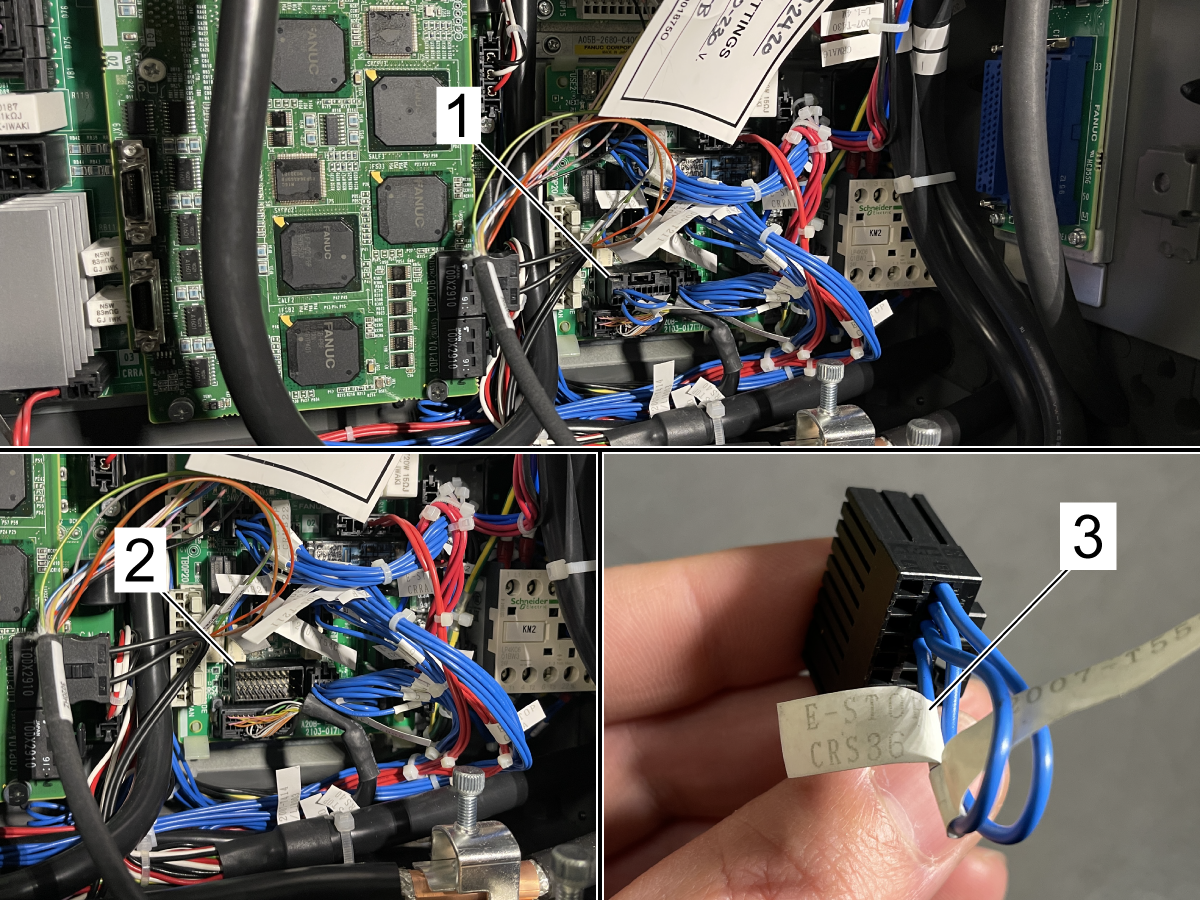
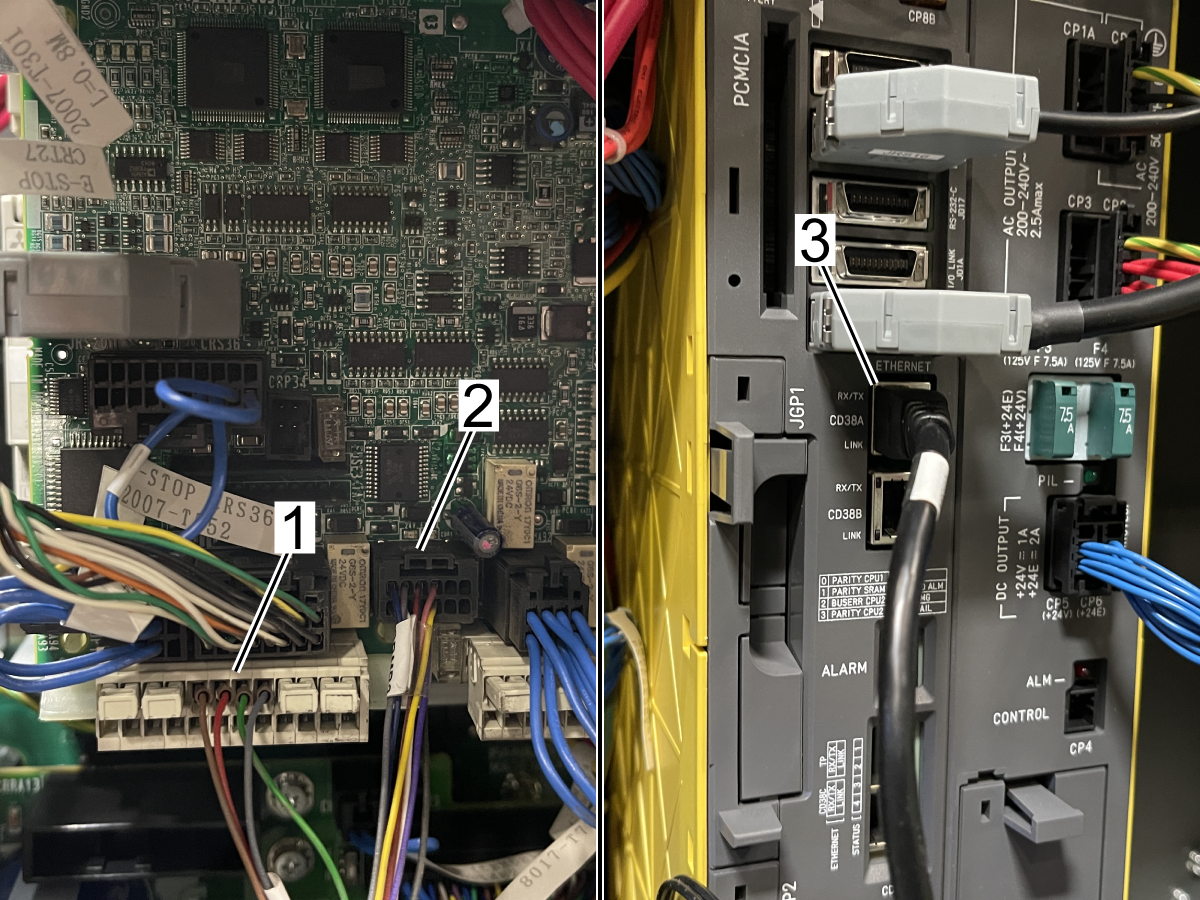
从急停板上卸下标有急停 CRS36 [3] 的示教控制器跳线 [1]。
将 Fanuc 示教控制器电缆插入此位置[2]。
注意:使用 Fanuc 示教控制器完成后,更换急停板上的跳线。

从急停板上卸下标有急停 CRS36 [3] 的示教控制器跳线 [1]。
将 Fanuc 示教控制器电缆插入此位置[2]。
注意:使用 Fanuc 示教控制器完成后,更换急停板上的跳线。

从 Fanuc 控制箱门上的端口 1 上拆下标有 CD38B 的 RJ45 电缆[1]。
将连接到笔记本电脑的 RJ45 电缆插入插头位置 CD38A。
注意:使用 Fanuc iPendant 完成后,插入标有 CD38B 的电缆。

从 Fanuc 控制箱中的插头位置 CD38A 上拆下 RJ45 电缆[1] 。
将连接到笔记本电脑的 RJ45 电缆插入插头位置 CD38A。
注意:使用 Fanuc iPendant 完成后,将拆下的 RJ45 电缆重新连接至 插头位置 CD38A 。
如果在运行模式下生成 SRVO-406,并且接线正确,则 DCS 设置正确,并且光幕未断开。验证安全 I/O 输入 1 设置是否正确。
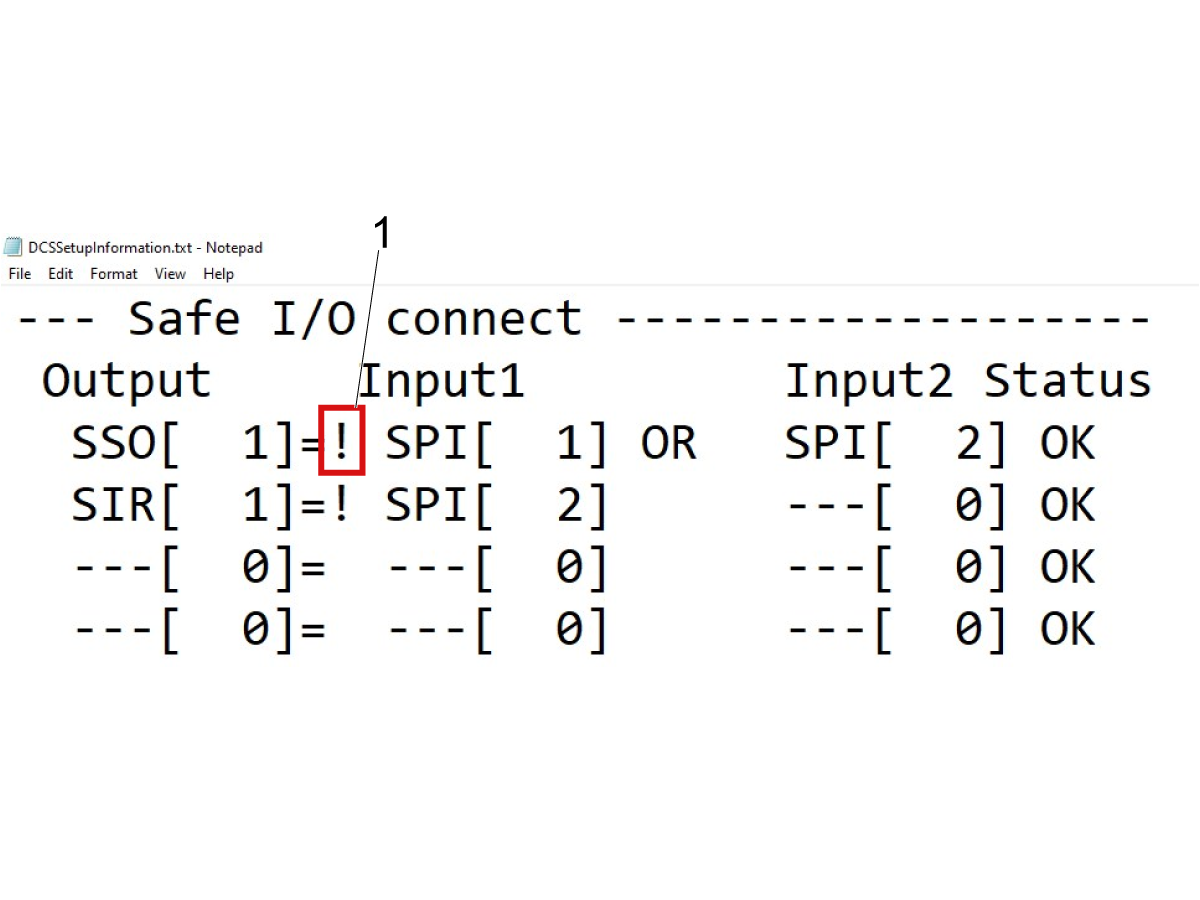
生成警报且机器人已连接到 Haas 后,生成错误报告。然后在错误报告中,导航到 Haas 数据 > 机器人日志 > DCS 设置信息。打开文件并滚动到文件的安全 I/O 连接部分。检查在 SPI 之前的 SSO 行上是否有感叹号 [1]。如果有,请按照以下文档正确设置输入 1。
如果警报 9156 机器人命令失败,无子代码或其他机器人警报。执行以下操作。
注意:需要 Fanuc 示教控制器才能执行初始化启动。
1. 对当前状况进行 MD 备份。请参阅下面的“ Fanuc 内存设备 (MD) 备份”部分。
警告:如果在之前未进行 MD 备份,则需要恢复机器人。
2. 通过旋转机器人断路器来关闭机器人电源。
3. 按住 F1 和 F5 键
4. 按住 F1 和 F5 键的同时打开机器人断路器,直到显示“启动菜单”。
5. 在启动菜单上,选择INIT START(初始化启动)。
6. 恢复 ROBOT_ACTIVATION 和 SYSMAST.SV 文件。按照以下链接的说明操作。
创建机器人的内存设备 (MD) 备份。使用笔记本电脑和 iPendant 连接到 Fanuc 控制。参见以上“连接和点动机器人”视频。
将带有 MD 备份的拇指驱动器插入控制器 (UD1:)上黑门的 USB 端口或示教控制器 (UT1:) 上的 USB 端口。
导航到“导航”控制器。
将默认设备设置为您想要的设备。两个选项是 UT1:用于 Fanuc 示教控制器或 UD1:用于 Fanuc 控制柜前面的 USB 端口。
如果用于连接到 Fanuc 控制器的笔记本电脑没有 RJ45 以太网端口。使用 RJ45 转 USB 适配器 PN: 33-0636 连接到笔记本电脑。按照视频更改适配器设置并确认连接。
如果用于连接到 Fanuc 控制器的笔记本电脑没有 RJ45 以太网端口。
使用 RJ45 转 USB 适配器 PN:33-0636 连接到笔记本电脑。按照视频更改适配器设置并确认连接。
注意: 需要 Fanuc 示教控制器才能还原 MD 备份。
警告: 如果在之前未进行 MD 备份,则需要恢复机器人。
将带有 MD 备份的拇指驱动器插入控制器 (UD1:)上黑门的 USB 端口或示教控制器 (UT1:) 上的 USB 端口。
执行受控启动:
示教控制器启动后:
导航到存储 MD 备份的目录。如果文件夹中有一个文件夹。导航直到有包含备份的文件列表。
将提示您“Restore from Ud1:(OVERWRT)(OVERWRT)?(从 Ud1 还原:(覆盖)?)”。
TP 将显示““Accessing device. PREV to exit.(访问设备。按“上一步”退出)。” 约 30-60 秒,然后开始还原。开始后,通常的还原时间为 2-6 分钟,具体取决于机器人的内容。
将还原尽可能多的文件。还原完成后,您需要执行冷启动:
重置 DCS 区域。
检测到链警报和SFDI信号。检查连接到双输入信号 (SFDI) 的电路是否有故障。
警告:如果发出此警报,则在识别和修复故障之前,请勿重置链错误警报。如果在其中一个重复电路出现故障的情况下继续使用机器人,则当另一个电路出现故障时,可能无法保证安全。
重复安全信号之间发生不匹配。如果发生不匹配【与链 1 侧连接的触点(EAS1 和 EAS11 之间)关闭,并且链 2 侧的触点(EAS2 和 EAS21 之间)打开】,则发出 SRVO-230/266。如果发生不匹配【链 1 侧的触点打开,并且链 2 侧的触点关闭】,则发出 SRVO-231/267。
链错误重置程序:
警告: 在纠正警报原因之前,请勿执行此操作。
方法 1:
方法 2:
1. 按示教控制器的屏幕选择键。
2. 在示教控制器选择[4 ALARM]。
3. 按示教控制器上的 F4 [CHAIN RESET]。

根据电气图,将连接器插入正确的位置。
TB1-B[1]是右侧的连接器。
TB3-B[2] 是右侧的连接器。

尝试通过 HBC 激活 HRP 时,您会收到警告: RobotDetails "macAddress" 字段不能为空。
需要在系统中更新 MAC 地址。

拍摄 Haas 机器人序列号牌和 Fanuc F 号牌的照片。将照片附加到工件订单中,并联系 Haas Service 部门以更新系统。
HRP-1 - SN 板【1】 和 F 编号板【2】
HRP-2/3 - SN 板【3】 和 F 编号板【4】
按照此视频将笔记本电脑连接到机器人。
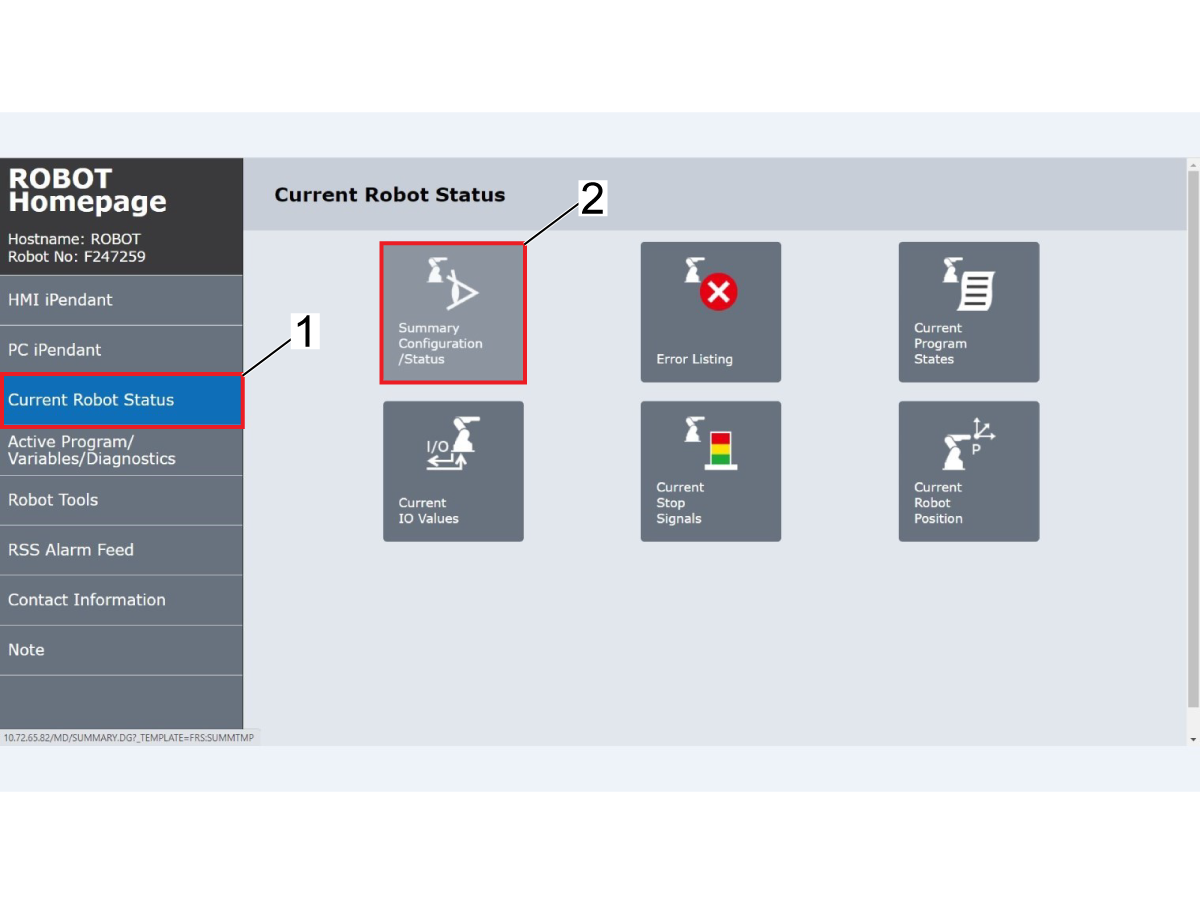
连接到笔记本电脑上的机器人后,从左侧菜单中选择“当前机器人状态”[1]。
然后,单击“摘要配置/状态” [2]。
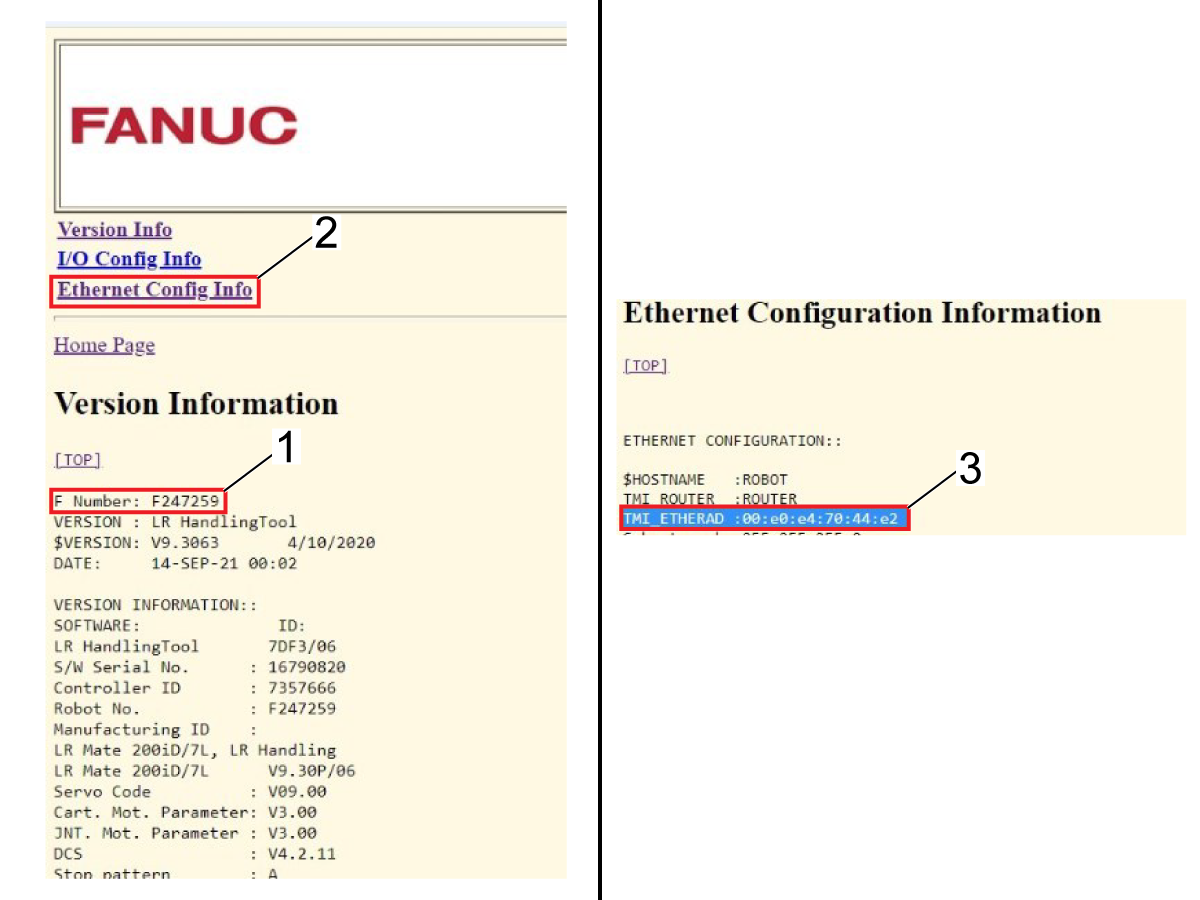
此时,如果需要,可以在此页面上找到 F 号[1] 。
单击“以太网配置信息”链接 [2] ,即可在这个页面上的 [3] 处找到 MAC 地址。
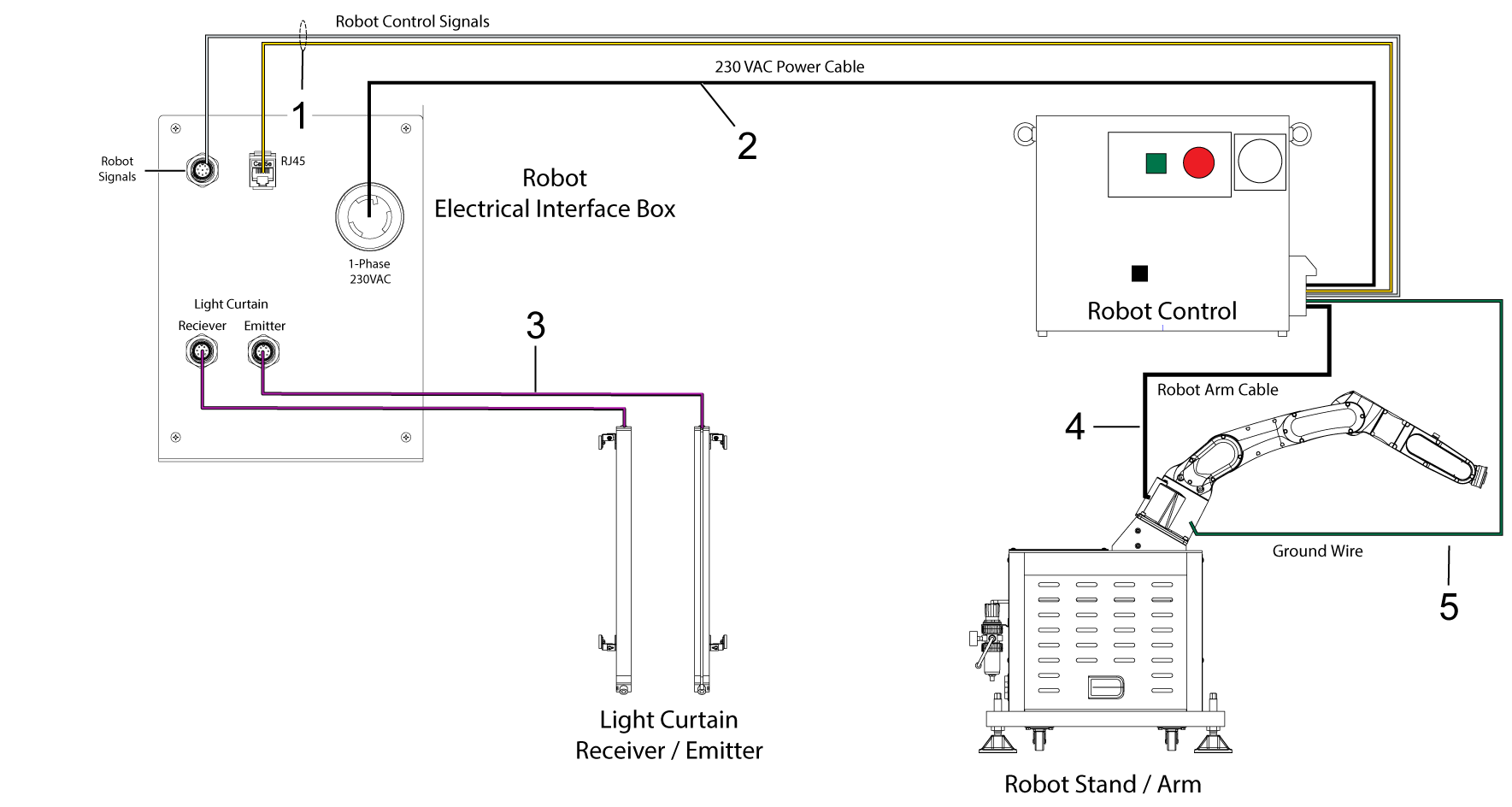
机器人供电
光幕
接地线
.png)
为使双夹持器接触到台虎钳,可能需要将 B 轴背向机器人倾斜。
所有配备 HRP-2 的 UMC 均是如此。
.png)
确定装载位置后,可前往Current Commands(当前命令) -> Devices(设备) -> Automatic Part Loader(自动上料器)->Load part [2](上料) -> Internal Axes Location for Load(上料内部轴位置) [1] 以保存装载位置。 按 F2 将机床当前位置设置为装载位置。
有关 HRP 模板设置的更多信息,请参阅 HRP - 操作 。
如果需要不同的装载和卸载位置,则需要使用自定义模板。 HRP - 操作 - 9.3 - 自定义模板。
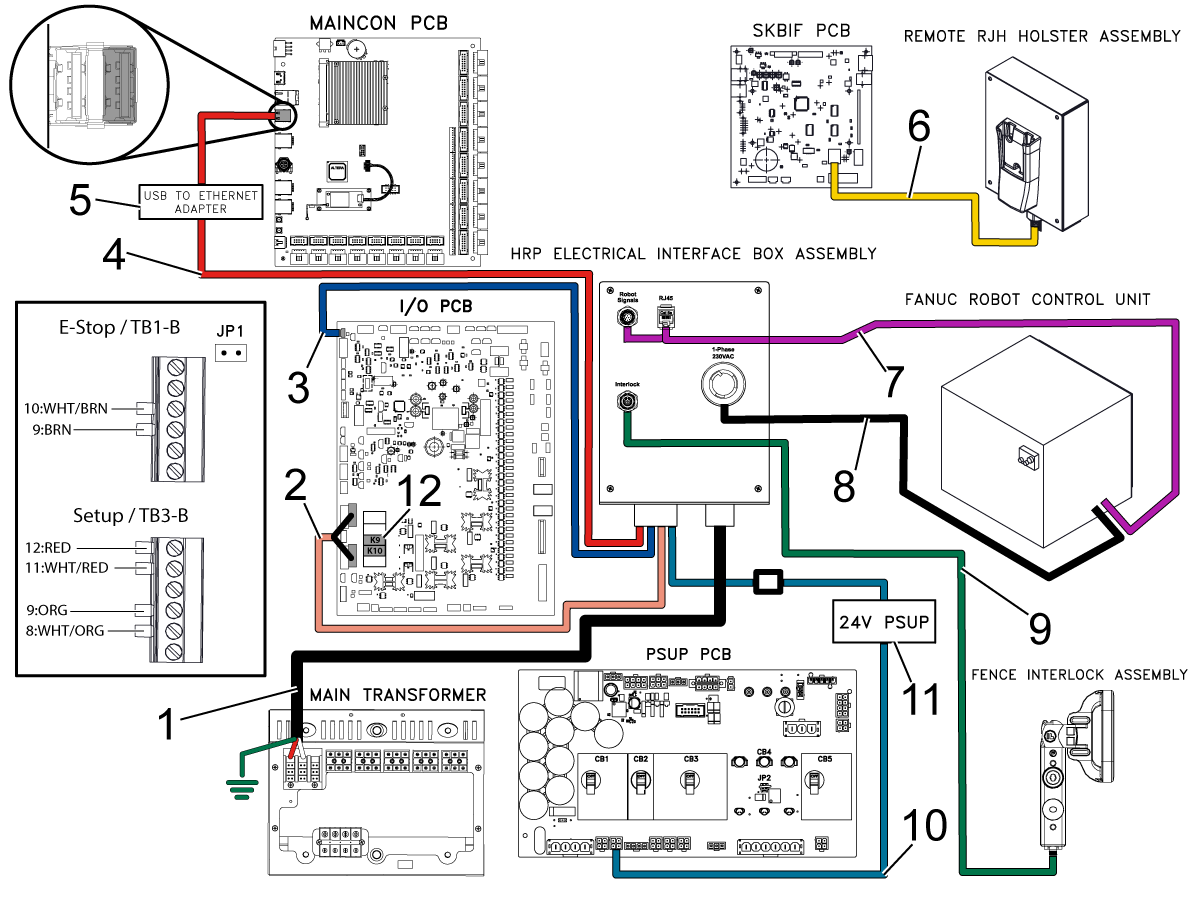
HRP-1 接线图
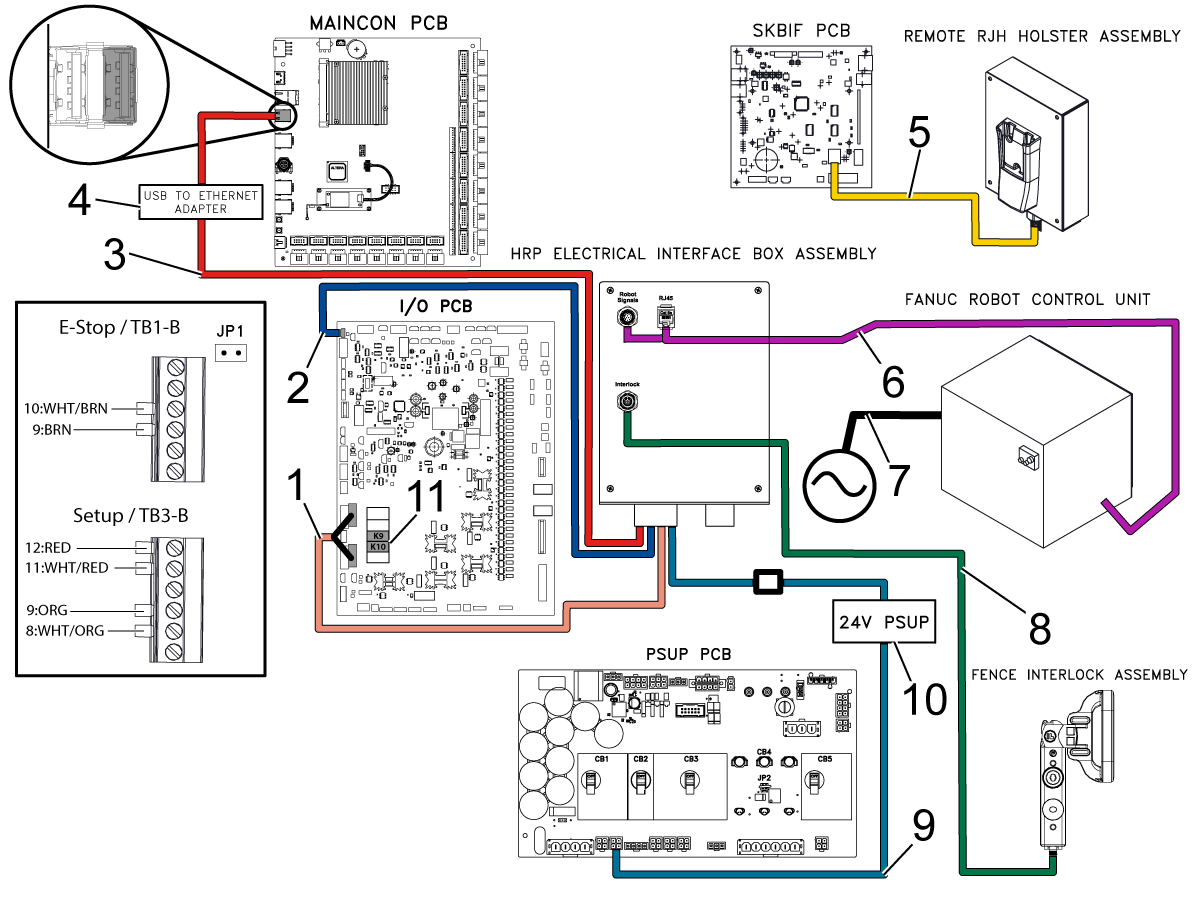
HRP-2/3 接线图

Recently Viewed Items
You Have No Recently Viewed Items Yet

美元价格不包括关税、报关费用、保险费、增值税及运费。
USD prices DO NOT include customs duty, customs fees, insurance, VAT, or freight.
人民币价格包含关税、报关费用、货运保险和增值税, 但不包括运费。
CNY prices include customs duty, customs fees, insurance, and VAT. DOES NOT include freight.
此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING ACCEPTS THE FOLLOWING:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255