
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.

AD0474
Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.
在重启 UMC 机器上,使用此程序为转台制动器排气。对于 UMC750 不重启机器,请参阅 AD0309 UMC-750 B 和 C 轴转台制动器 - T - 0062C 排气 - 说明。
说明 :要确定您正在使用这些机床型号的哪个迭代,请参阅 UMC-750 机床版本 - 识别。
本文档适用于以下维修套件:
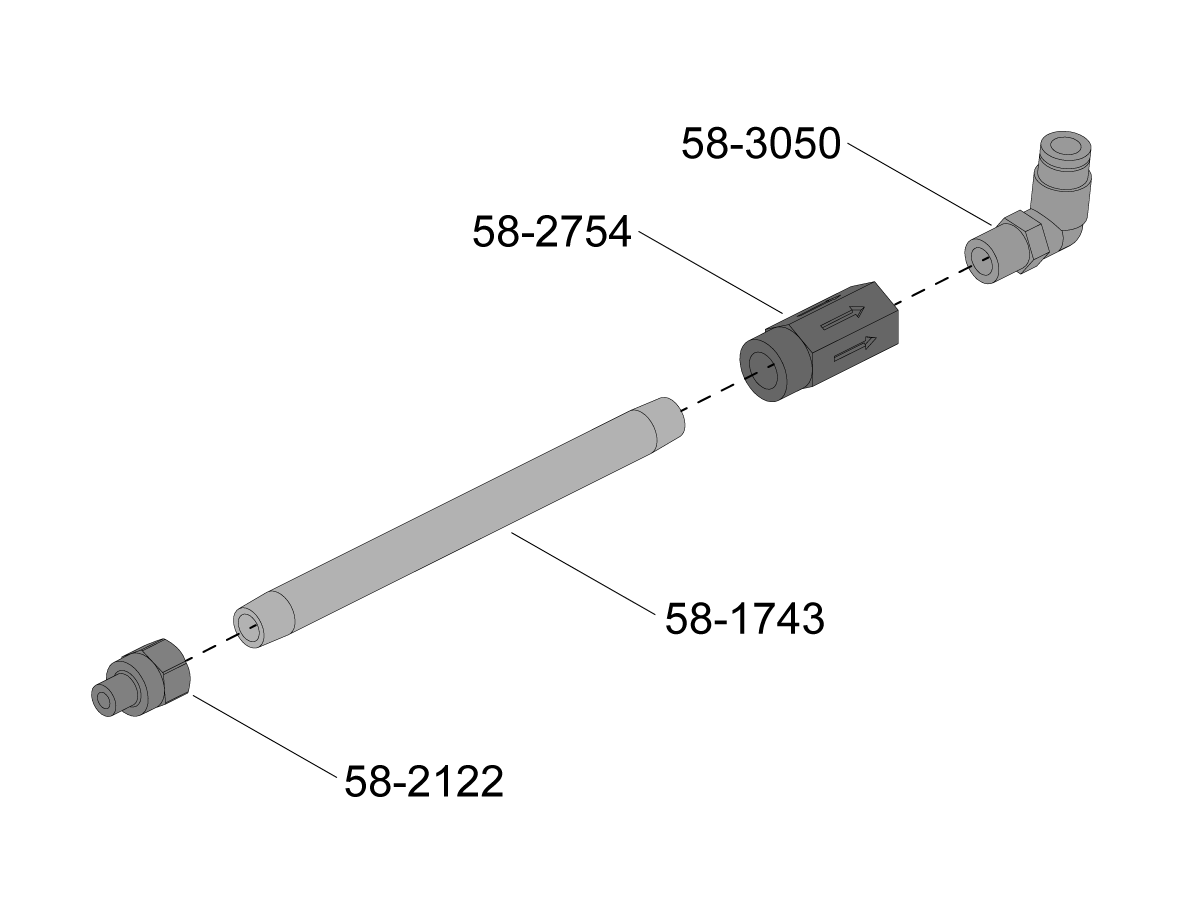
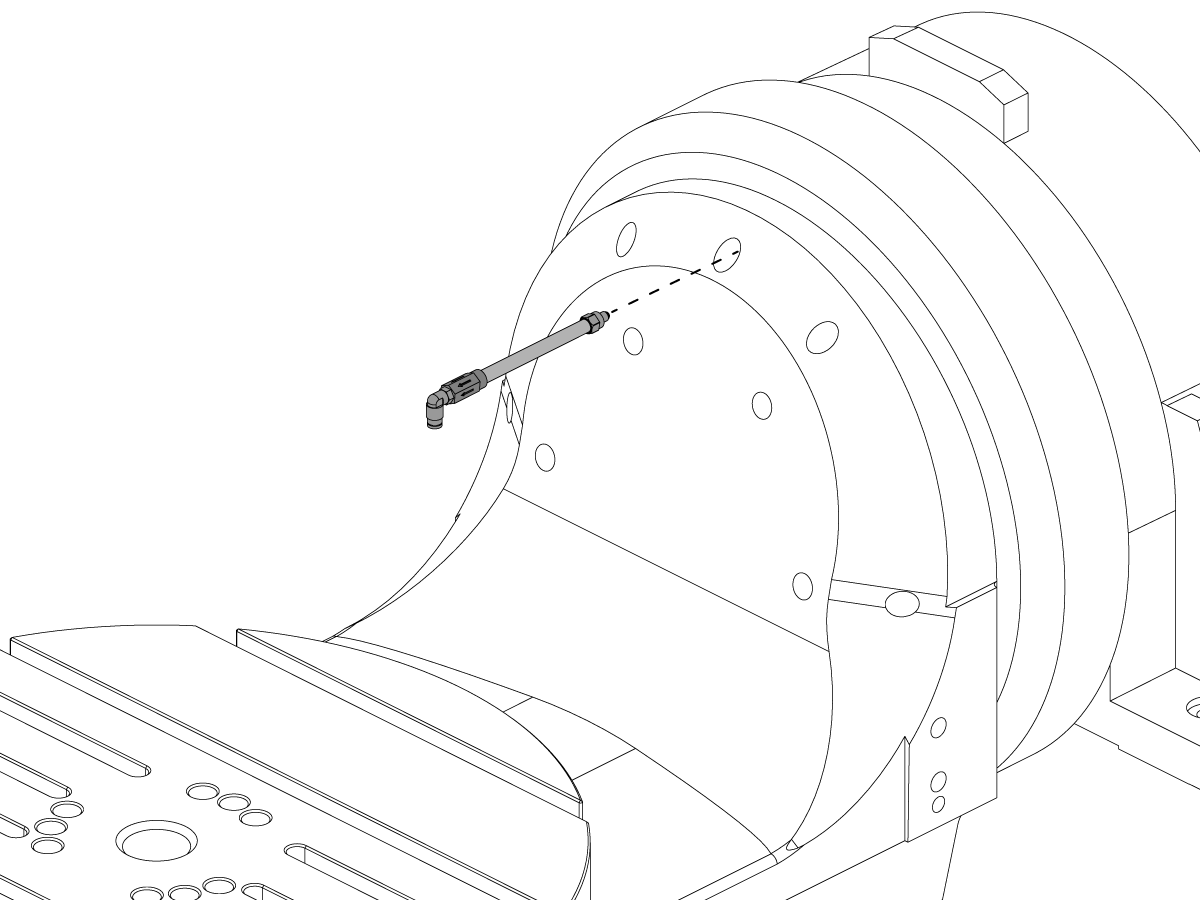
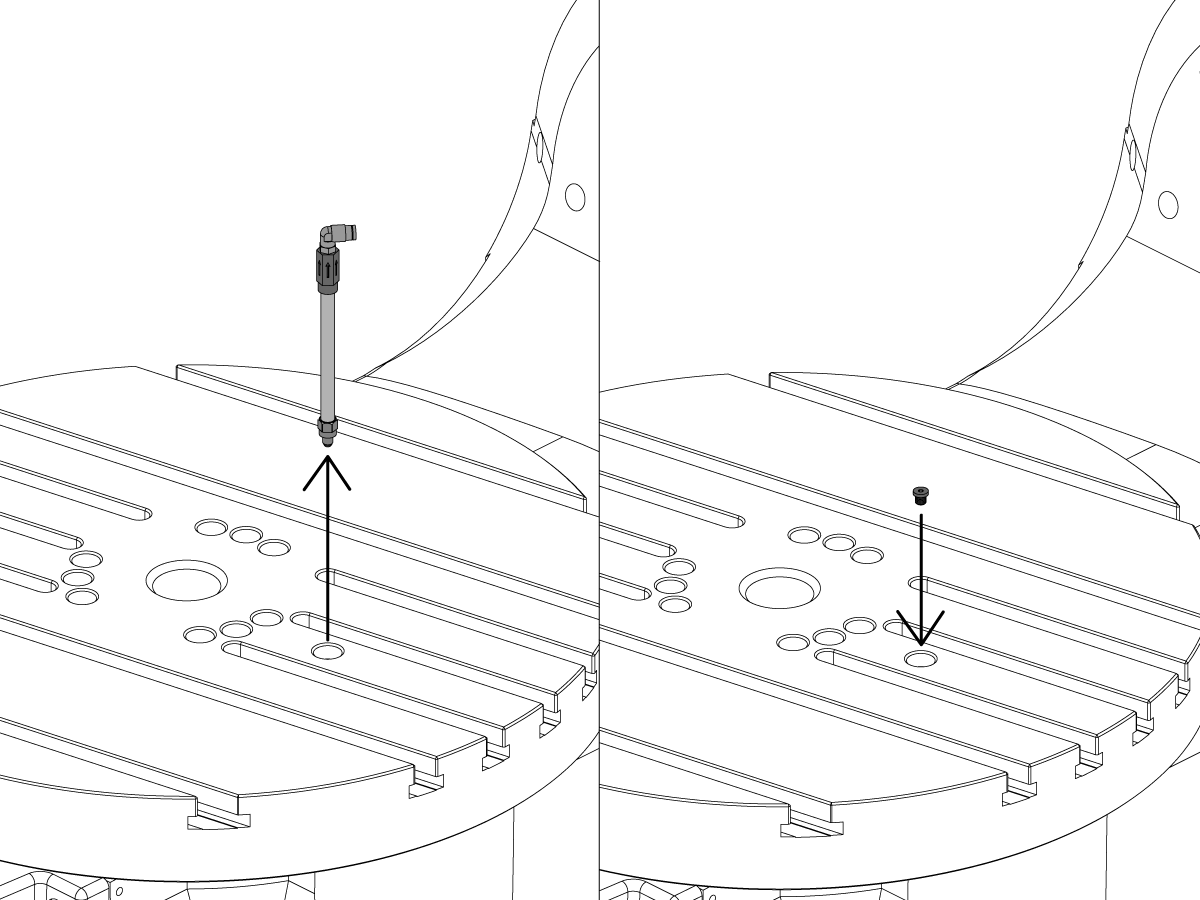
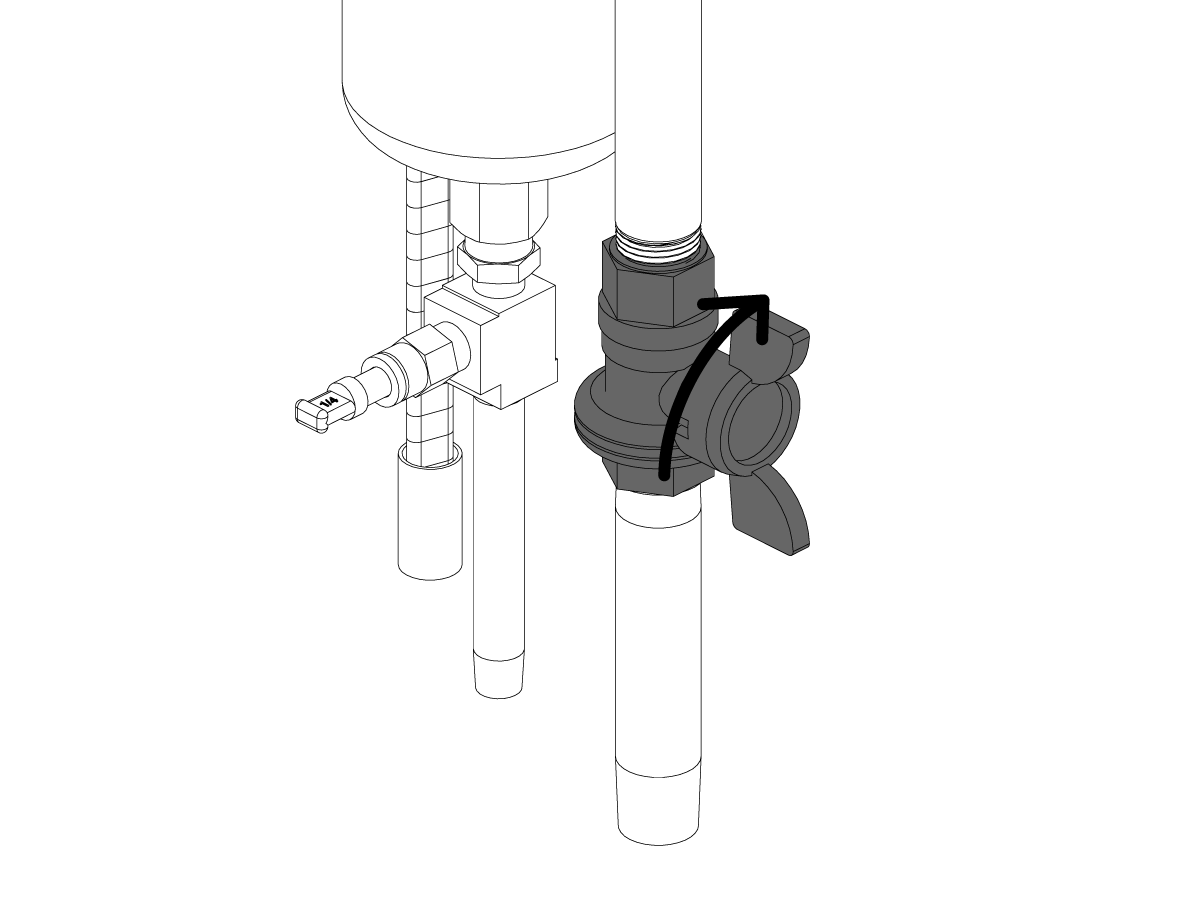
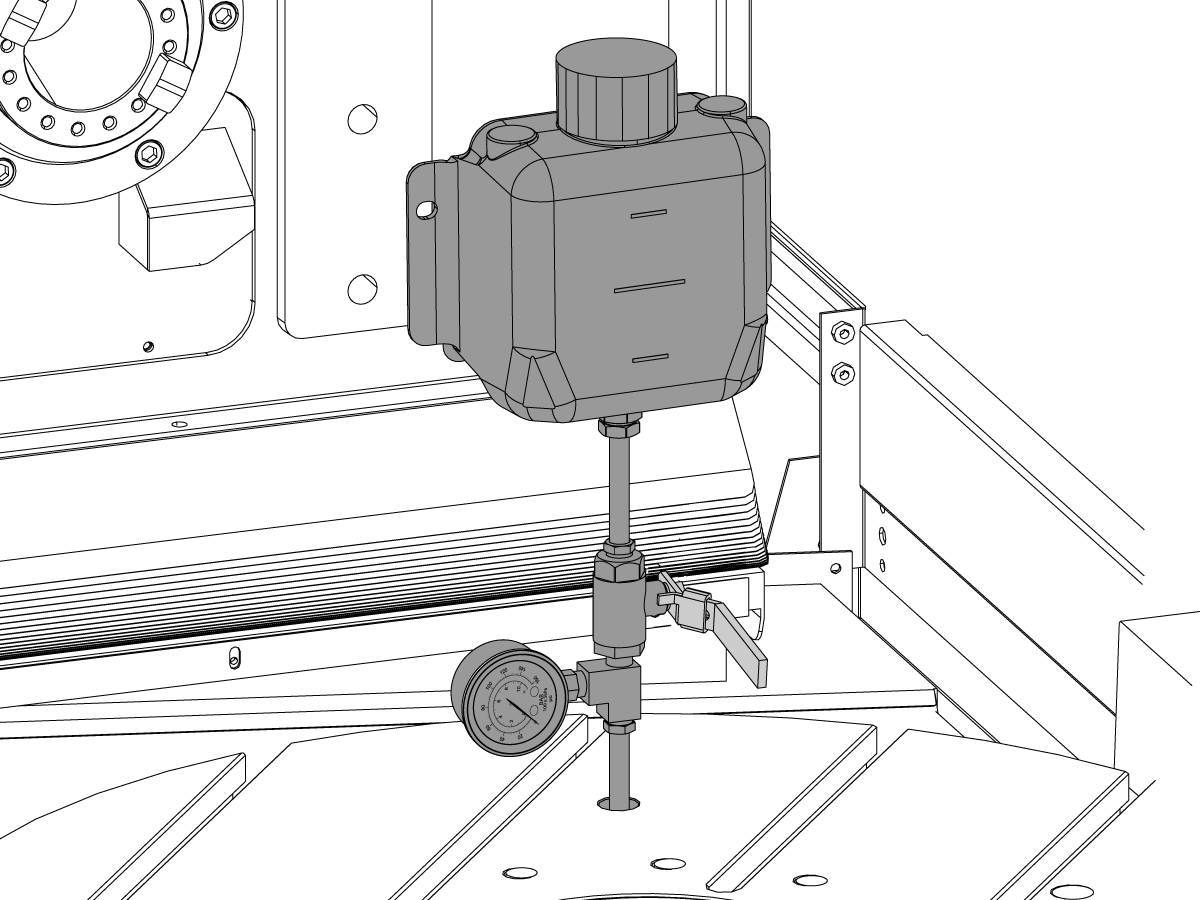
如图所示组装排气工具。
必要时使用特氟龙车螺纹密封带。
注意:确保止回阀上的箭头指向 58-3050
拉动并按住放气阀上的环,以清除机床设备内多余的气压,直到不再听到漏气的声音。
注意:如初次拉动该环,会发出爆裂声。这是正常的。
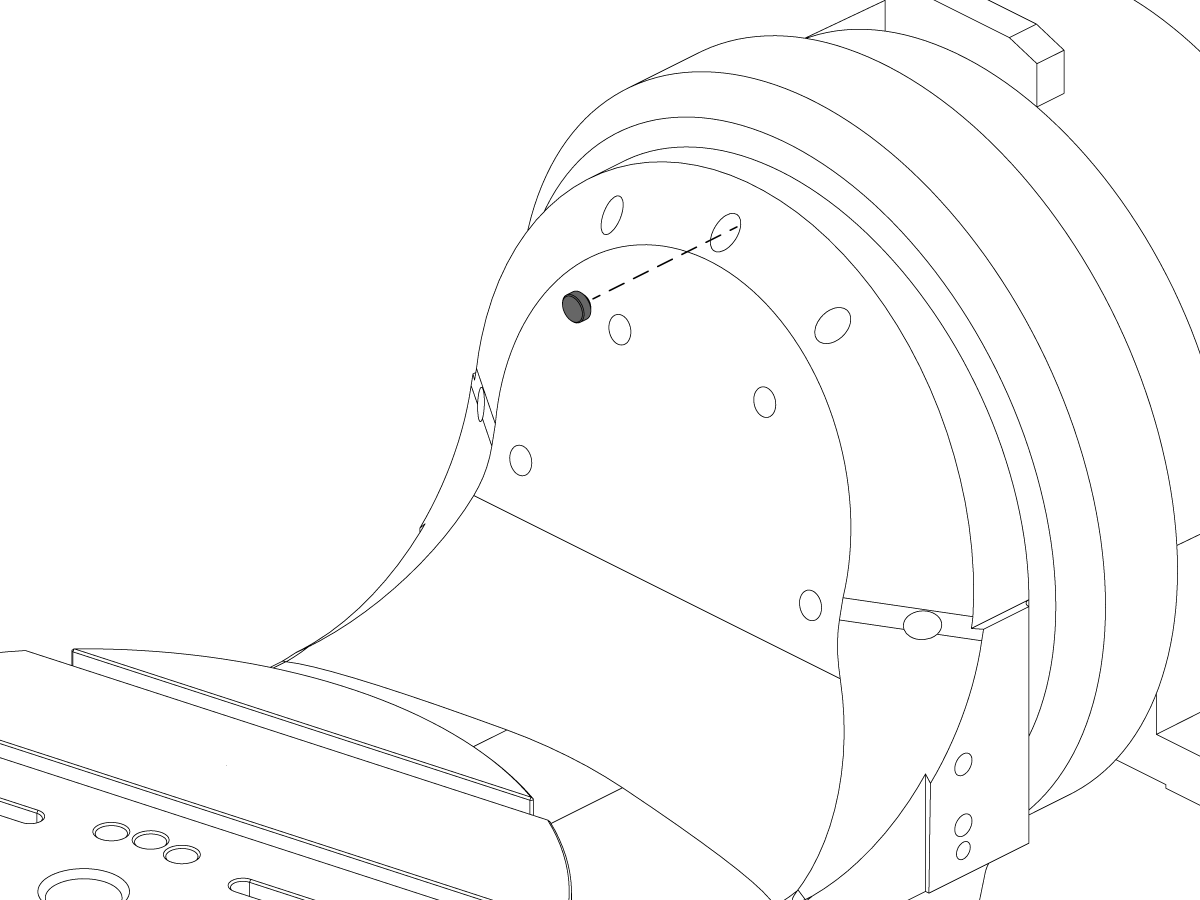
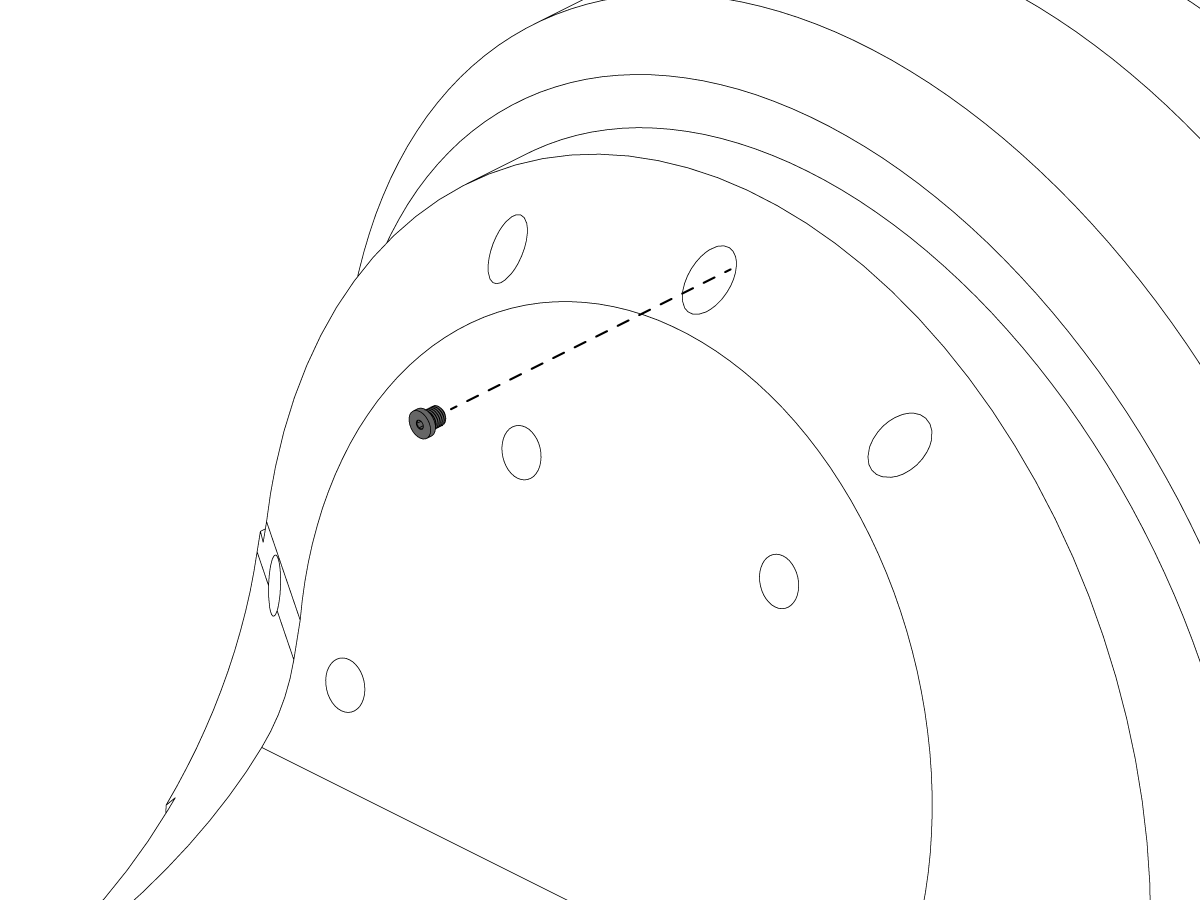
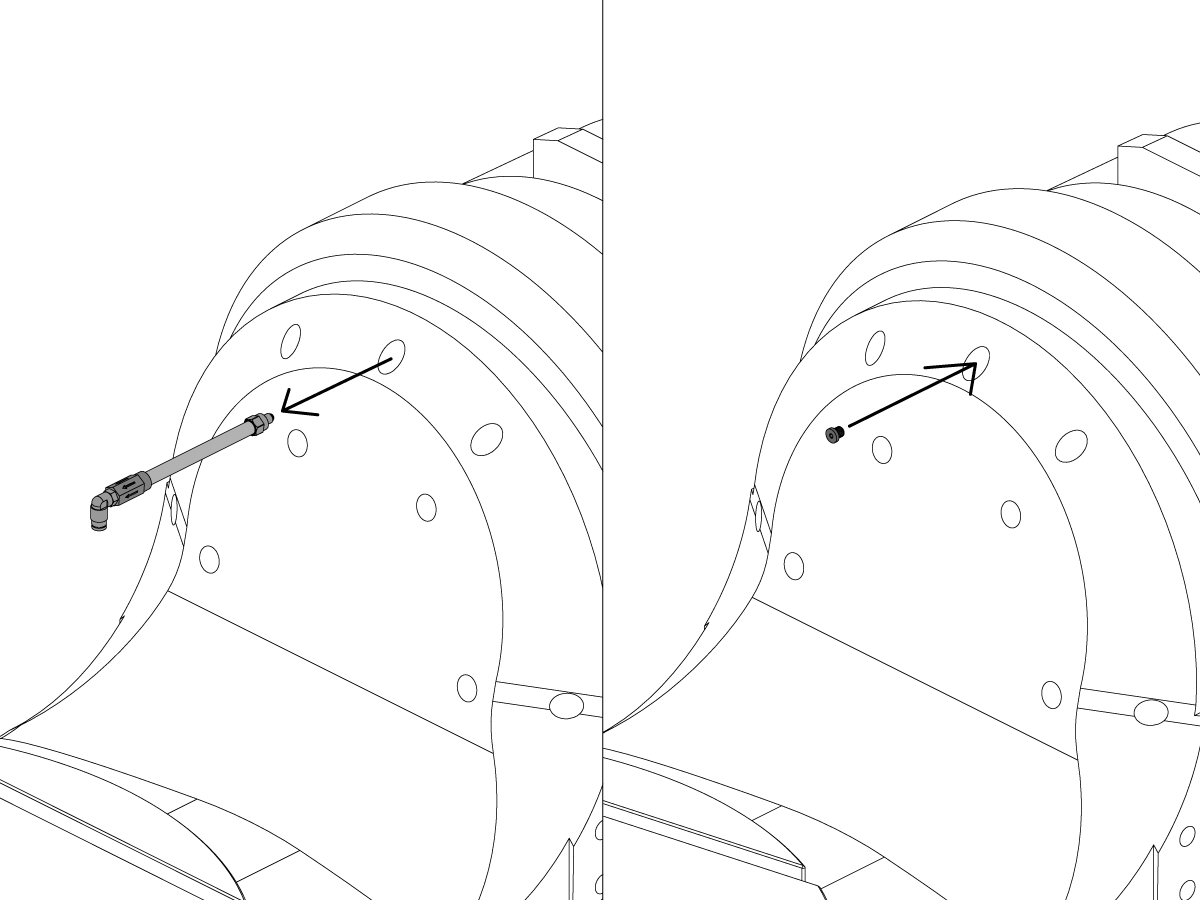
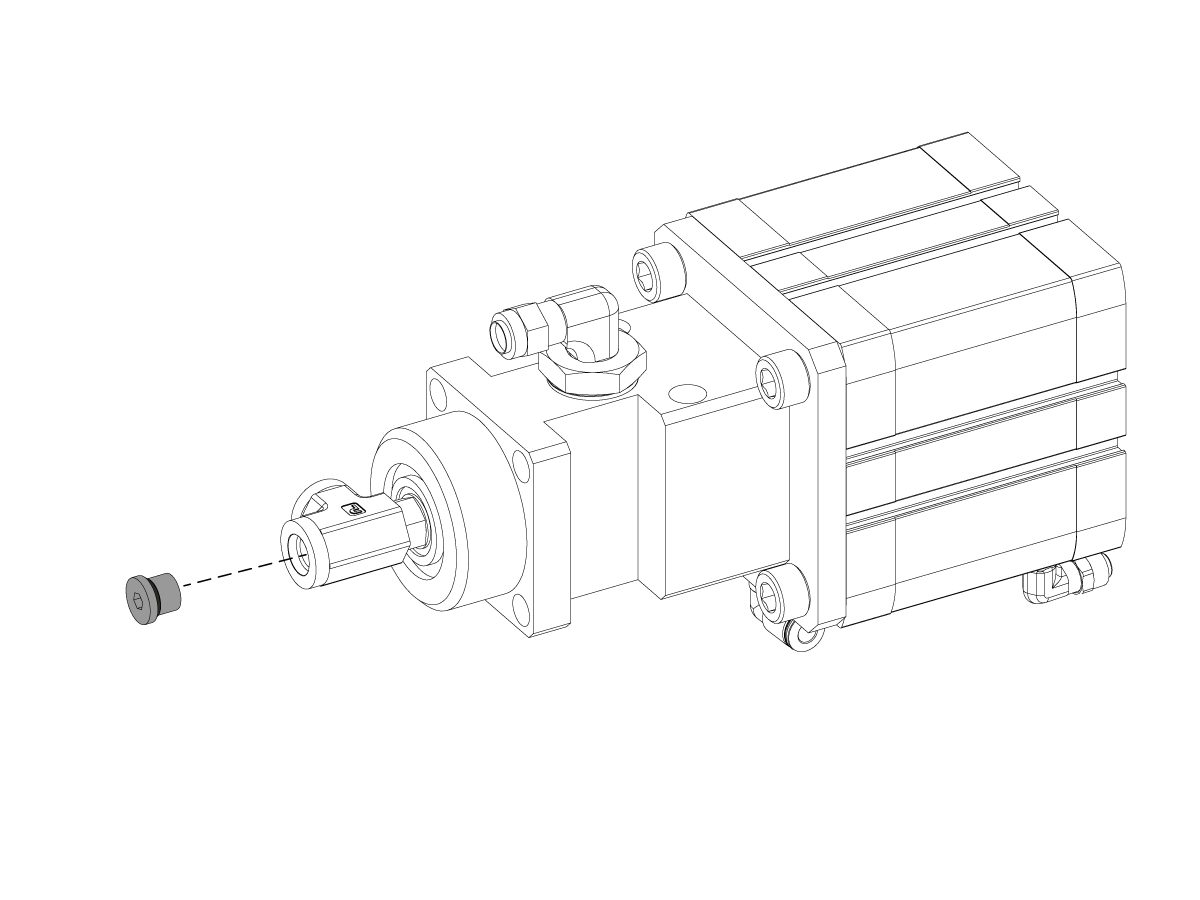
使用 T 型手柄内六角扳手移除螺纹制动放气塞。
注意:请注意不要将此插头掉入铸件内。
拉动并按住放气阀上的环,以清除机床设备内多余的气压,直到不再听到漏气的声音。
注意:如初次拉动该环,会发出爆裂声。这是正常的。
使用 T 型手柄内六角扳手移除螺纹制动放气塞。
注意:请注意不要将此插头掉入铸件内。
This procedure show how to replace the C-Axis rotary Encoder.
This document applies to the following Service Kits:

:警告:仅符合资质的维修人员才能执行此过程。Z 脉冲或跳闸标记的重定向需要进行激光校准,以在补偿表内填入全新的准确值。
首先将 B 轴和 C 轴返回原位。转盘应为 XY 平面上的一部分,T 型槽在运行时与 X 轴平行。

现在,将 B 轴旋转 + 90°并移除 C 轴底盖。

注意编码器环相对于跳闸标记的 Z 轴方向。
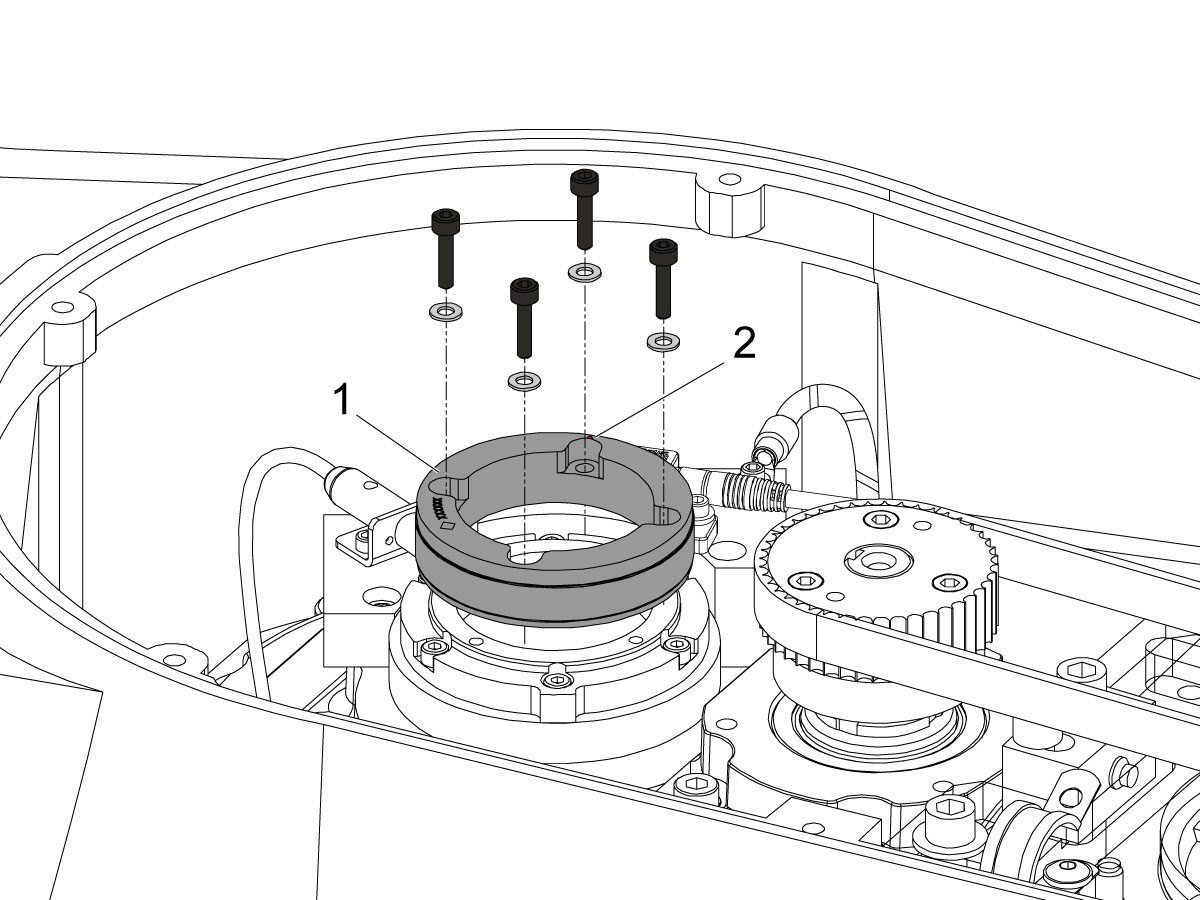
拆除编码器集线器时,移除将编码器集线器安装至锥形锁的 4 个螺钉。
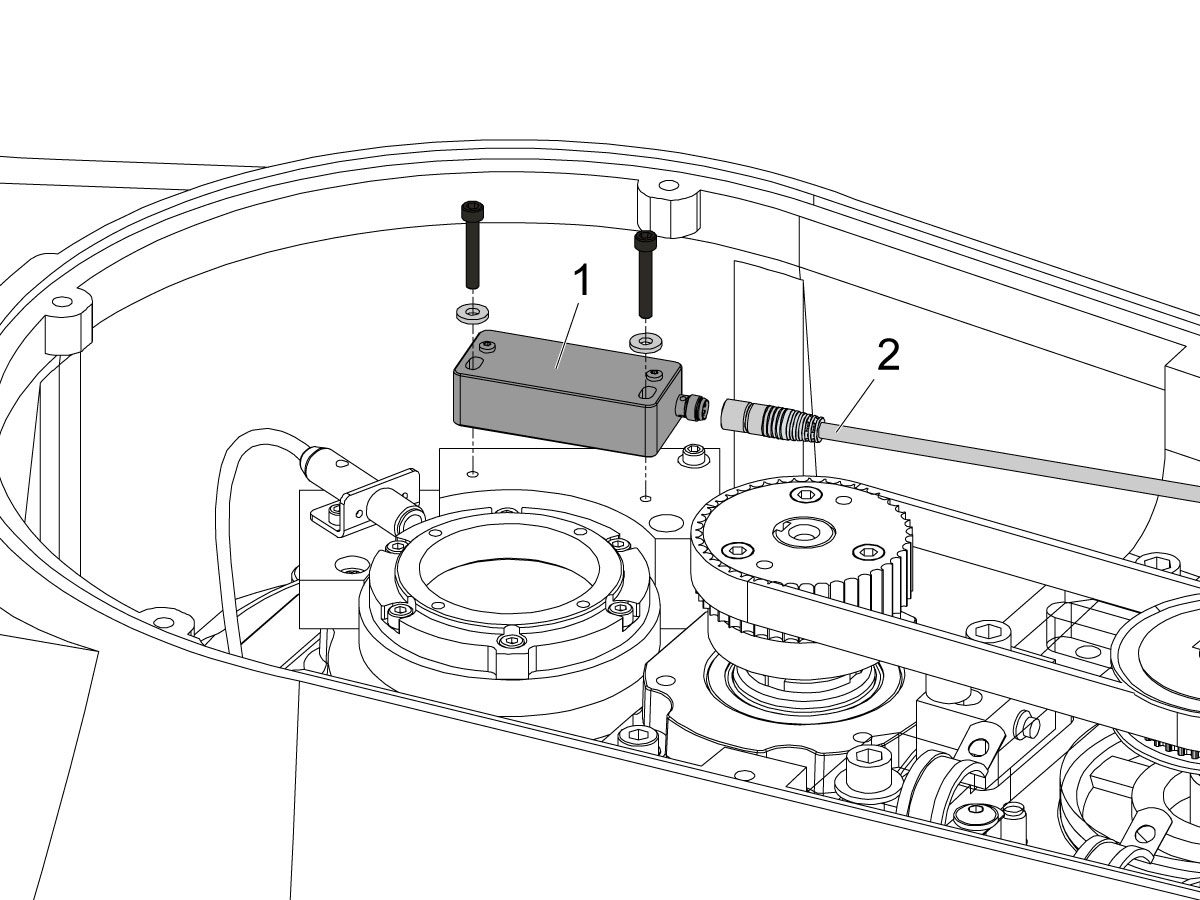
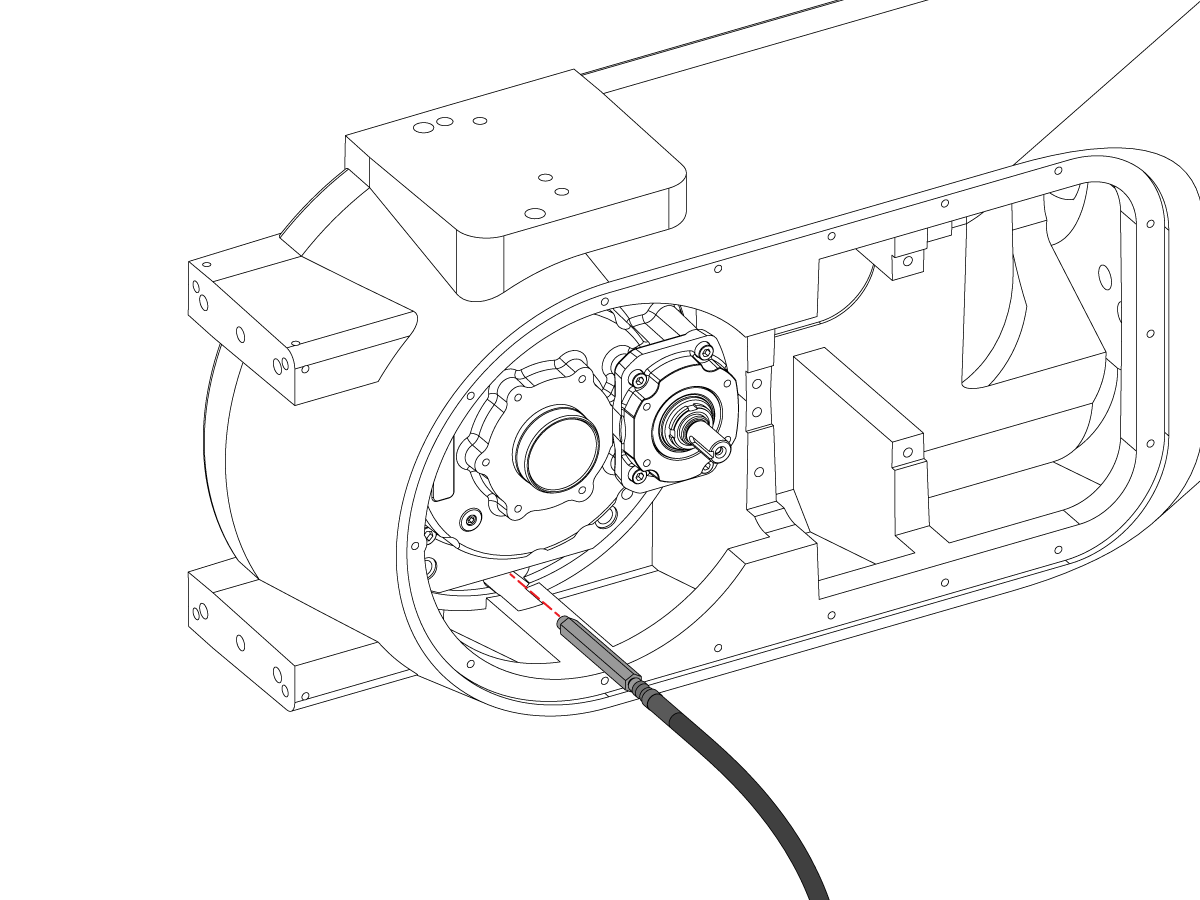
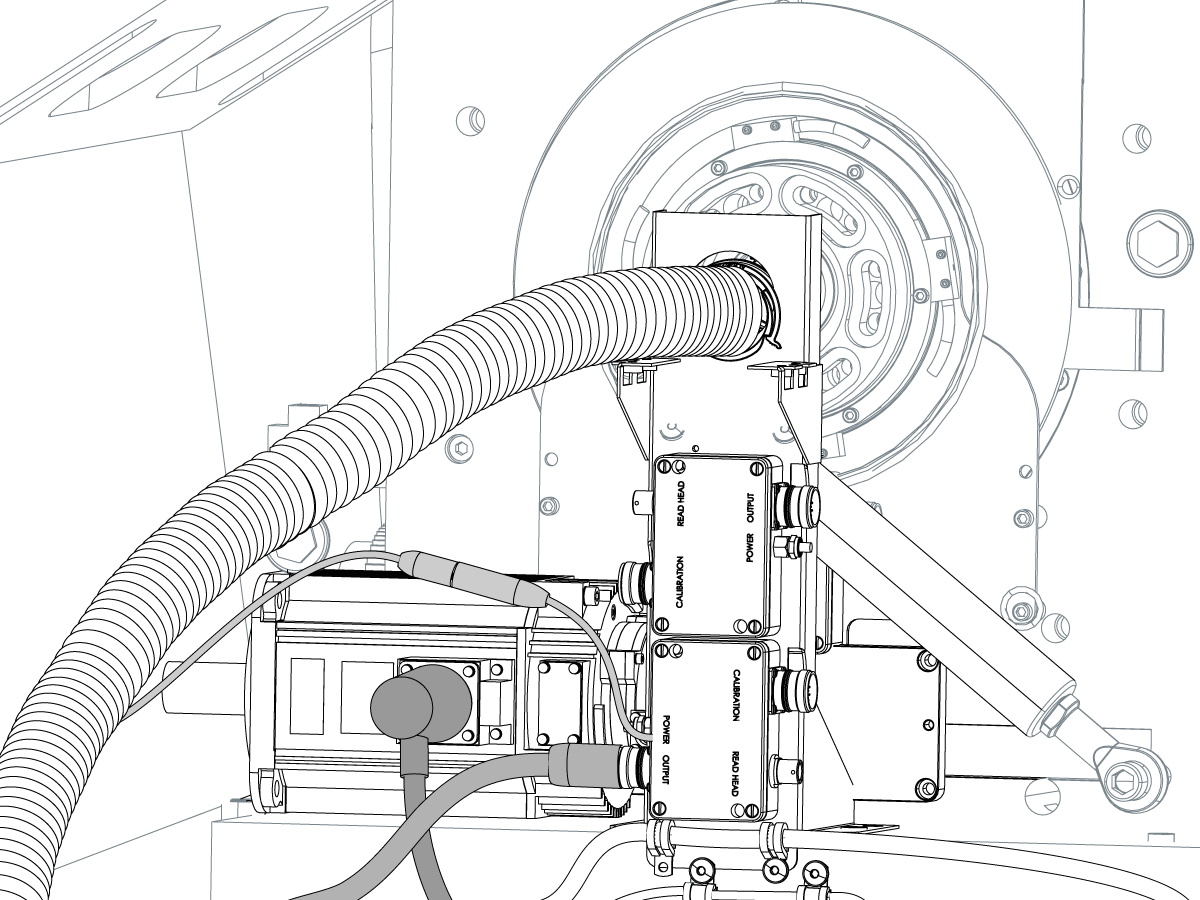
Uninstall the encoder read-head [1] by disconnecting the encoder cable [2] and removing the bolts and washers.
Install the ground cable to the encoder mount with the SHCS 8-32 x 3/8 bolt [3] and one of the three flat washers [2] found in the service kit.
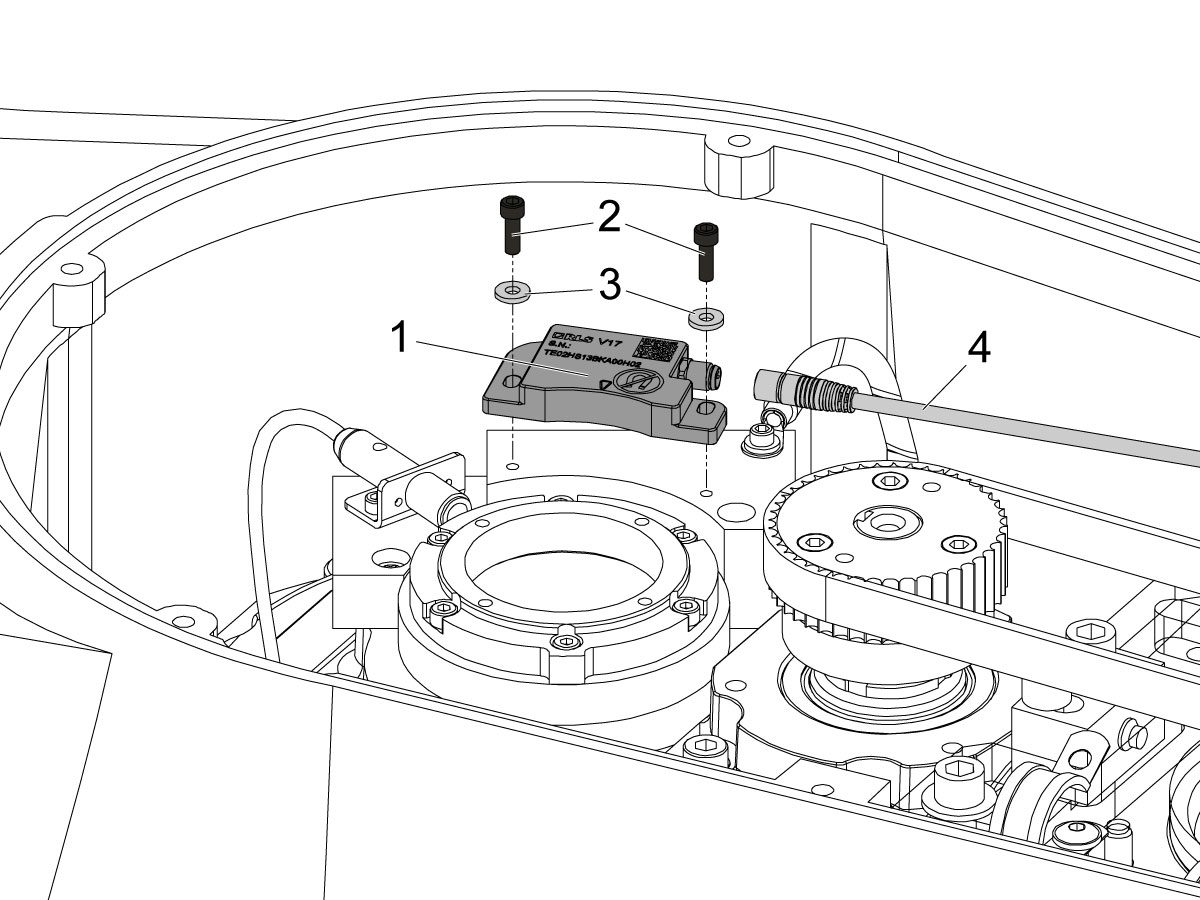
Install the encoder read-head [1] from the service kit with the 2 SHCS 8-32 x 1/2 bolts [2] and remaining 2 flat washers [3].
Note: Do not torque mounting screws yet.
Connect the encoder cable [4] to the encoder read-head.
下一步是安装和松动全新的单圈编码器环总成,使 Z 脉冲处于第 3 步标注的方向。
切勿拧紧安装螺钉。

ru如图示,按最上面的直径查看和记录光栅编码器环集线器的外径跳动值。
必要时进行调整。TIR 必须为 0.0005" 或以内。
将编码器集线器的 4 个螺栓拧至 30 in-lbf。
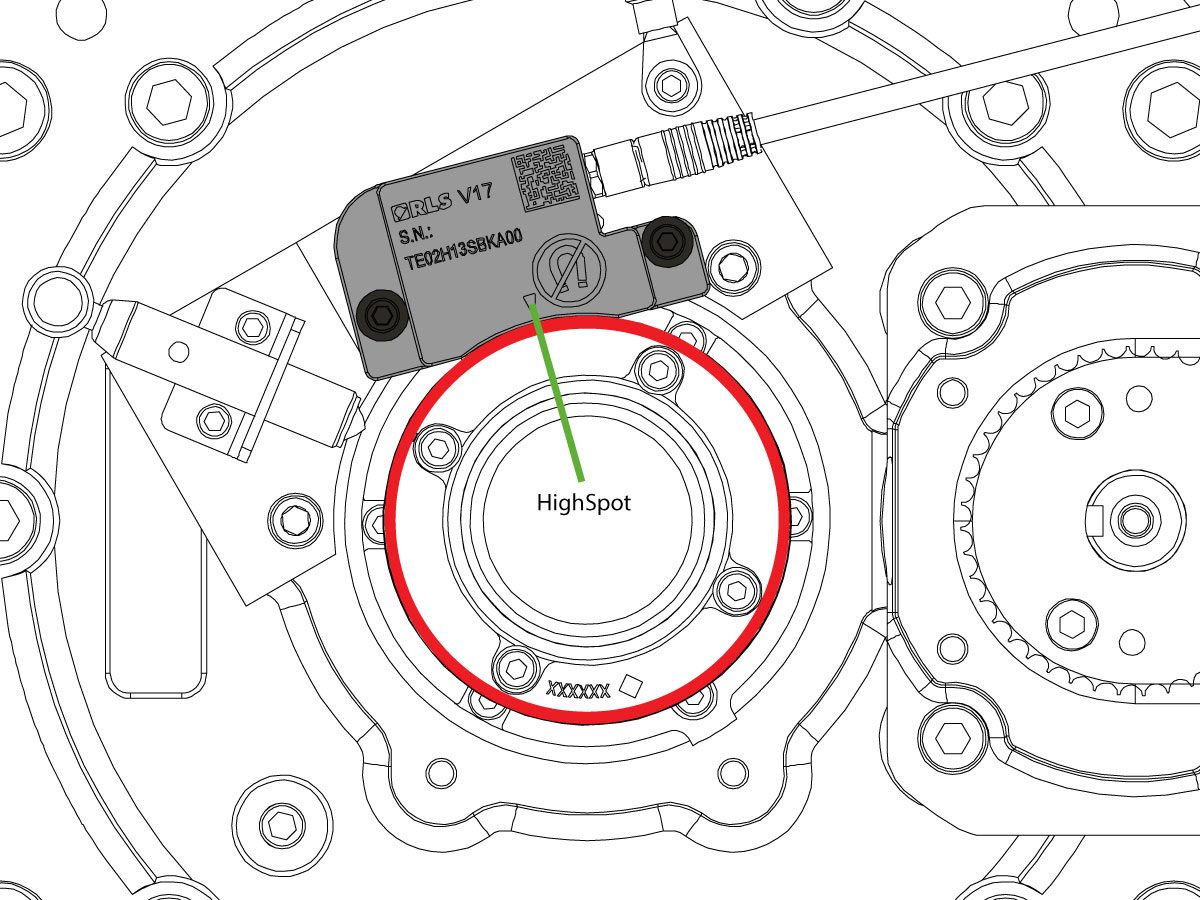
松开安装编码器读数头的 2 个螺栓,并将其滑离编码器环。
然后,使用指示器查找编码器环外径上的高点。
使用记号笔标记这个高点。
然后,旋转 C 轴,使高点位置如图所示
说明:跳闸标记和 Z 脉冲位置对于此步骤无关紧要。
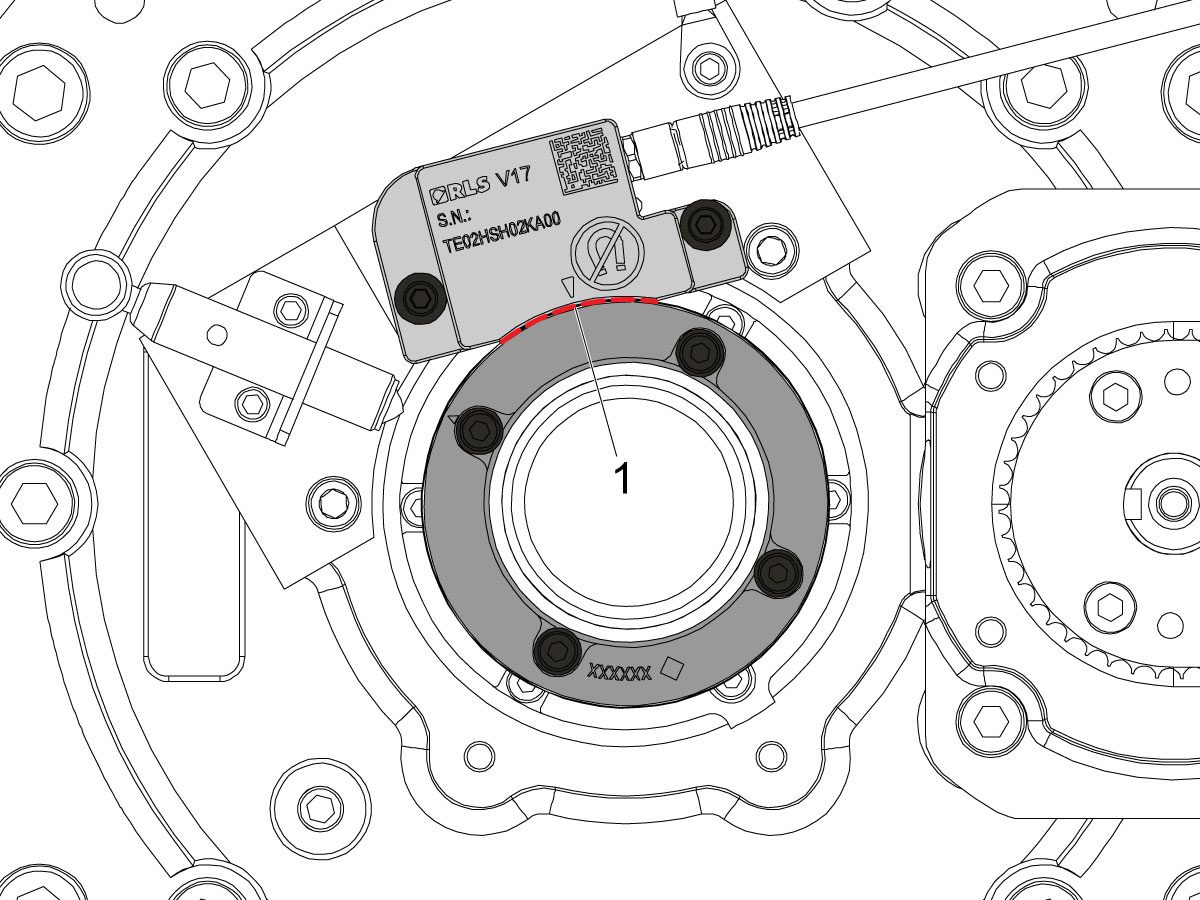
如图[1]所示,使用适当的聚酯薄膜垫片设置光栅环和读头间的间隙(0.008")。请勿使用金属垫片。
扭转两个读头安装螺栓至 20 in-lbf。
拧紧后,再次检查与待读取垫片间的间隙是否移动。
重新安装 C 轴底盖,确保铸件上没有遗留任何刀具、垫片等。
说明:您将必须设置新的换刀偏置值,并更新 C 轴的补偿表值。这将需要进行激光校准。
Reinstall the C-Axis bottom cover being sure no tools, shims, etc. have been left in the casting.
Note: You will have to set a new tool change offset and update compensation table values for the C-Axis. This will require laser calibration.
AD0500
此程序说明如何在 重启 UMC 机床上更换 C 轴制动环。
注意: 要确定您正在使用这些机床型号的哪个迭代,请参阅 UMC-750 机床版本 - 识别。
本文档适用于以下维修套件:
除非您具备资格并了解流程,否则不应进行机床的机械或电子修理或维修程序。
只有经过适当培训和认证的授权人员才可以执行此修理程序。
本文提供的所有信息仅供 Haas 机床所有者参考和说明之用。Haas Automation对您执行的修理不承担任何责任。仅保证由 Haas 专卖店授权经销商提供的那些维修和修理。
重要:如果在开始程序之前未断开空气供应并从机床中清除空气供应,则将发生制动环损坏。
拉动并按住放气阀上的环,以清除机床设备内多余的气压,直到不再听到漏气的声音。
说明:如初次拉动该环,会发出爆裂声。这是正常的。
重要:如果在开始程序之前未断开空气供应并从机床中清除空气供应,则将发生制动环损坏。


AD0501
此过程将向您展示如何更换 Reboot UMC 机床上的转盘。
注意: 要确定您正在使用这些机床型号的哪个迭代,请参阅 UMC-750 机床版本 - 识别。
此程序适用于以下维修套件。请参阅下表为您的 UMC 选择正确的更换套件。
| UMC-500 有效日期 | UMC-500 T 型槽转盘更换维修套件 | UMC-500 空转盘更换维修套件 |
| 2023 年 12 月 6 日之前 | 93-5058 | 93-1000464 |
| 2023 年 12 月 6 日之后 | 93-5053 | 93-1001177 |
| UMC-1000 有效日期 | UMC-1000 T 型槽转盘更换维修套件 | UMC-1000 空转盘更换维修套件 |
| 2025 年 2 月 5 日之前 | 93-5061 | 93-1000466 |
| 2025 年 2 月 5 日之后 | 93-5055 | 93-5057 |
| UMC-750 有效日期 | UMC-750 T 型槽转盘更换维修套件 | UMC-750 空转盘更换维修套件 |
| 2023 年 10 月 31 日之前 | 93-5059 | 93-1000465 |
| 2023 年 10 月 31 日之后 | 93-5054 | 93-5064 |
更换 UMC 上的转盘时,需要重新加工更换转盘,使其与机床的其余部分成直角。正确完成转盘更换需要以下工具和 NC 代码。
| 转盘更换所需的刀具 | CT40 | BT40 | HSK63A |
| 心轴刀座 | 04-0014 | 04-0164 | 04-0270 |
| 拉钉 | 04-0292 | 04-0296 | N/A |
| 面铣刀主体 | 01-0592 | ||
| 面铣刀刀片 | 02-0964 | ||

首先将 B 轴和 C 轴返回原位。
按[MDI]、程序 "M13",按循环开始。
按下急停按钮。
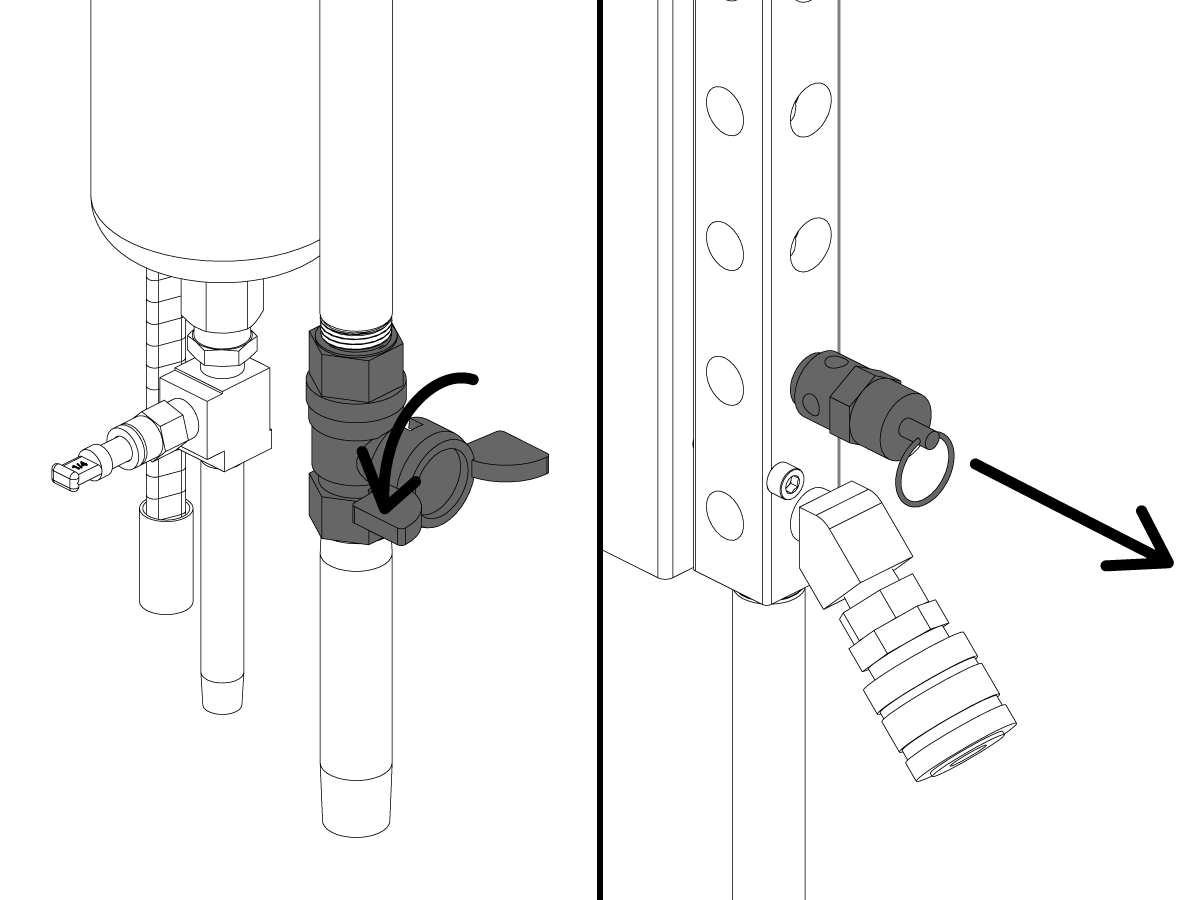
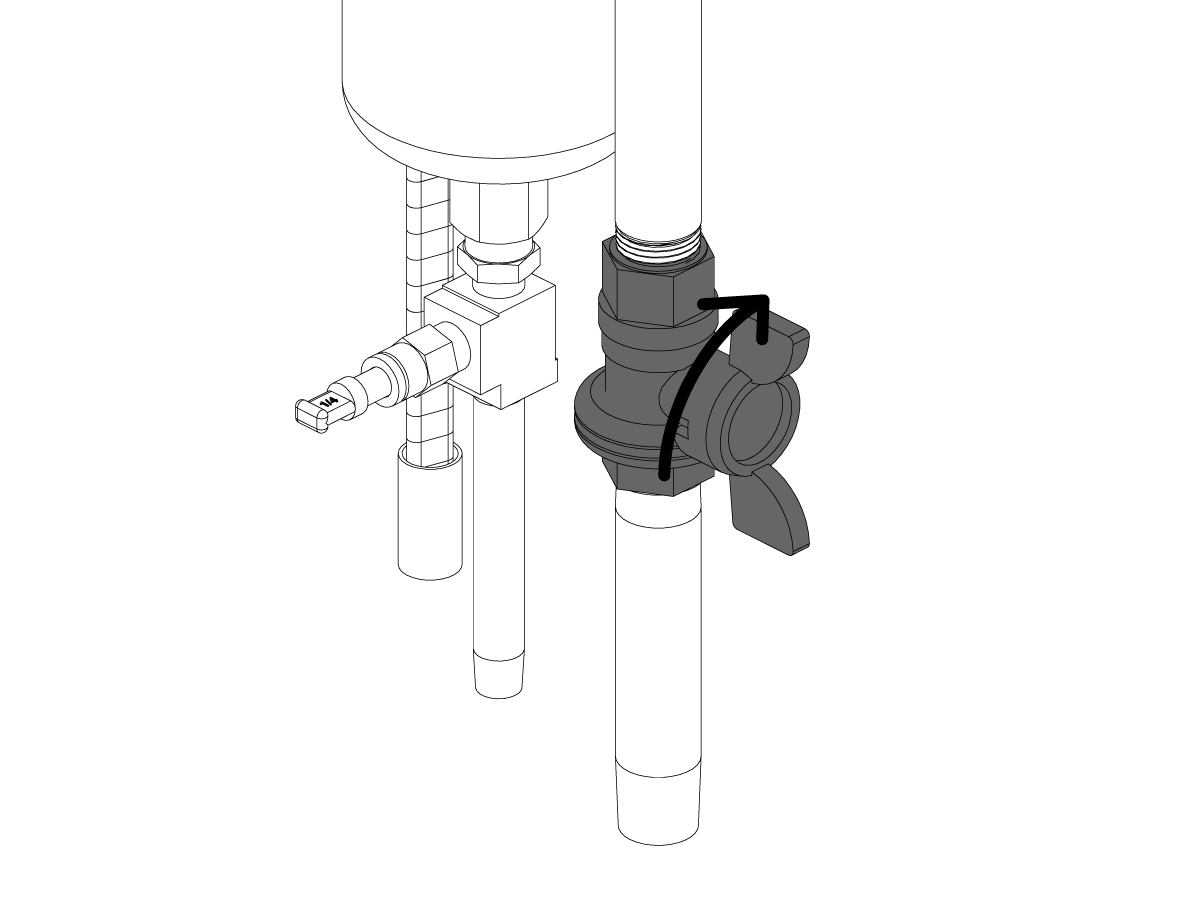
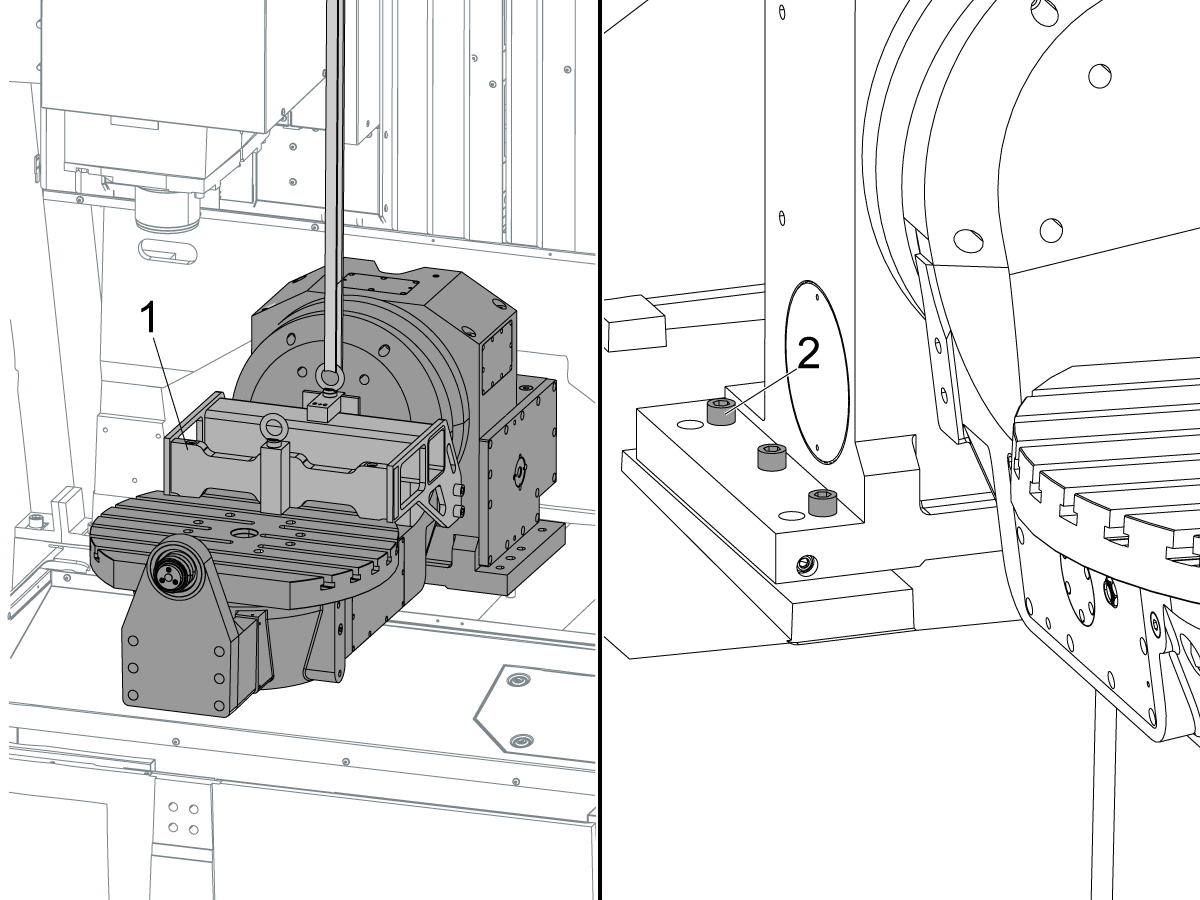
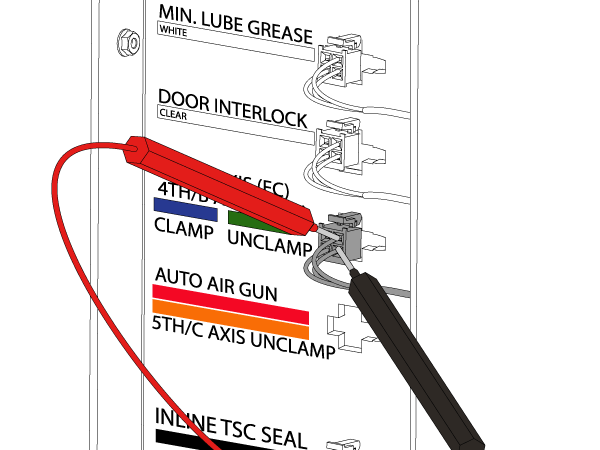
打开机床换刀装置侧面的润滑面板。阀门的翼板应与管路平行。旋转所示的球阀,以切断机床内的空气供应。
拉动并按住放气阀上的环,以清除机床设备内多余的气压,直到不再听到漏气的声音。
注意:如初次拉动该环,会发出爆裂声。这是正常操作
说明:如果您根据“UMC C 轴制动更换”程序链接访问该页面,请完成该步骤,然后跳至以下“转盘安装”部分。
从 C 轴助力器上拆下制动管路。
将阳头 7/16"-20 O 形环 Boss 配件(-04)安装至助力器(已移除制动管路)内。
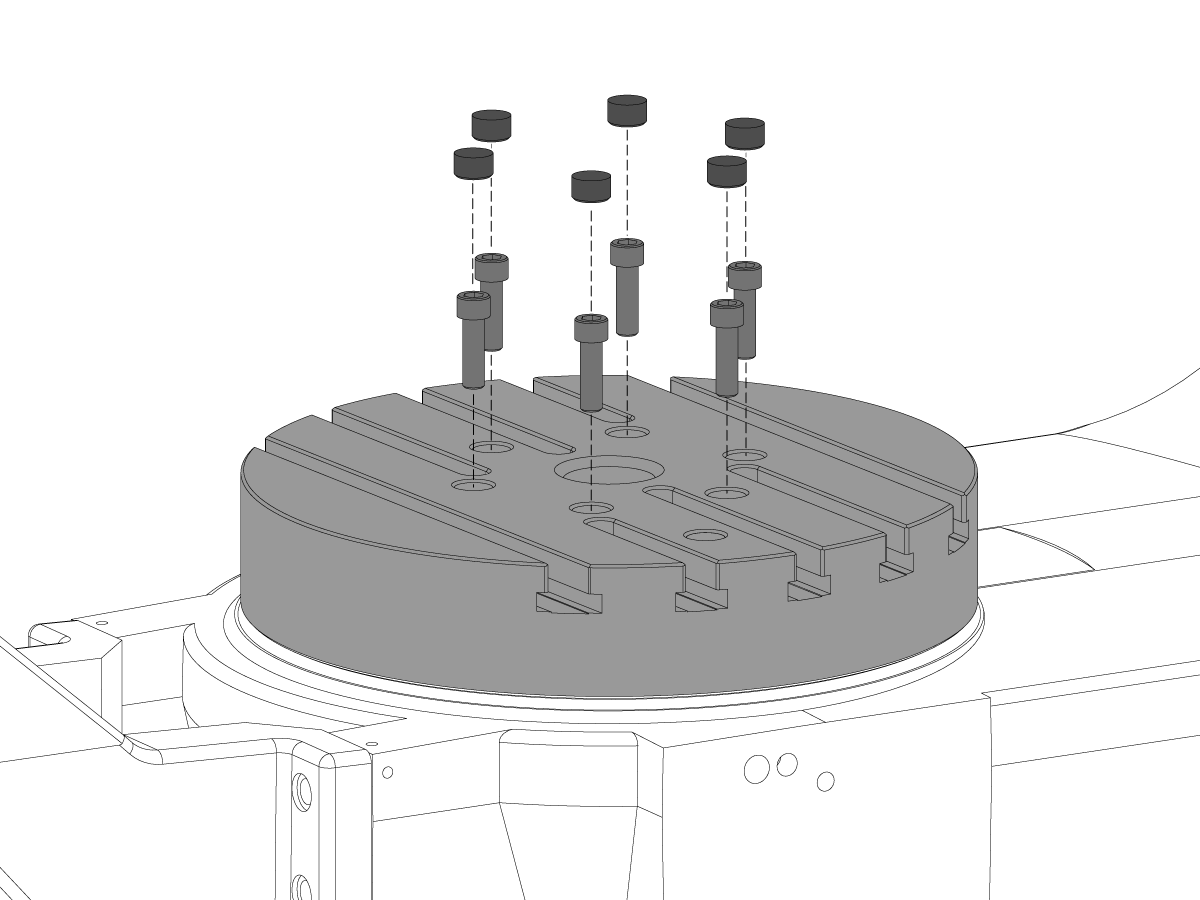
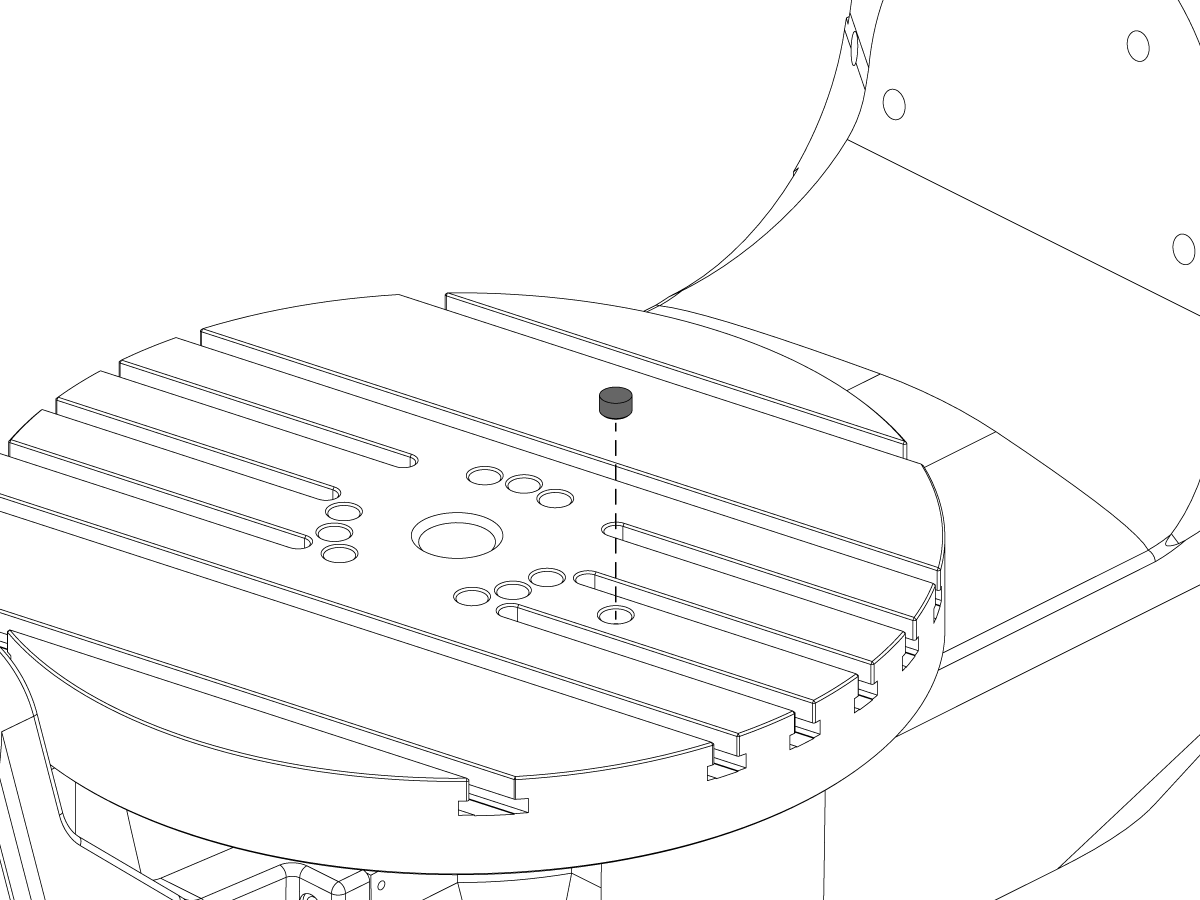
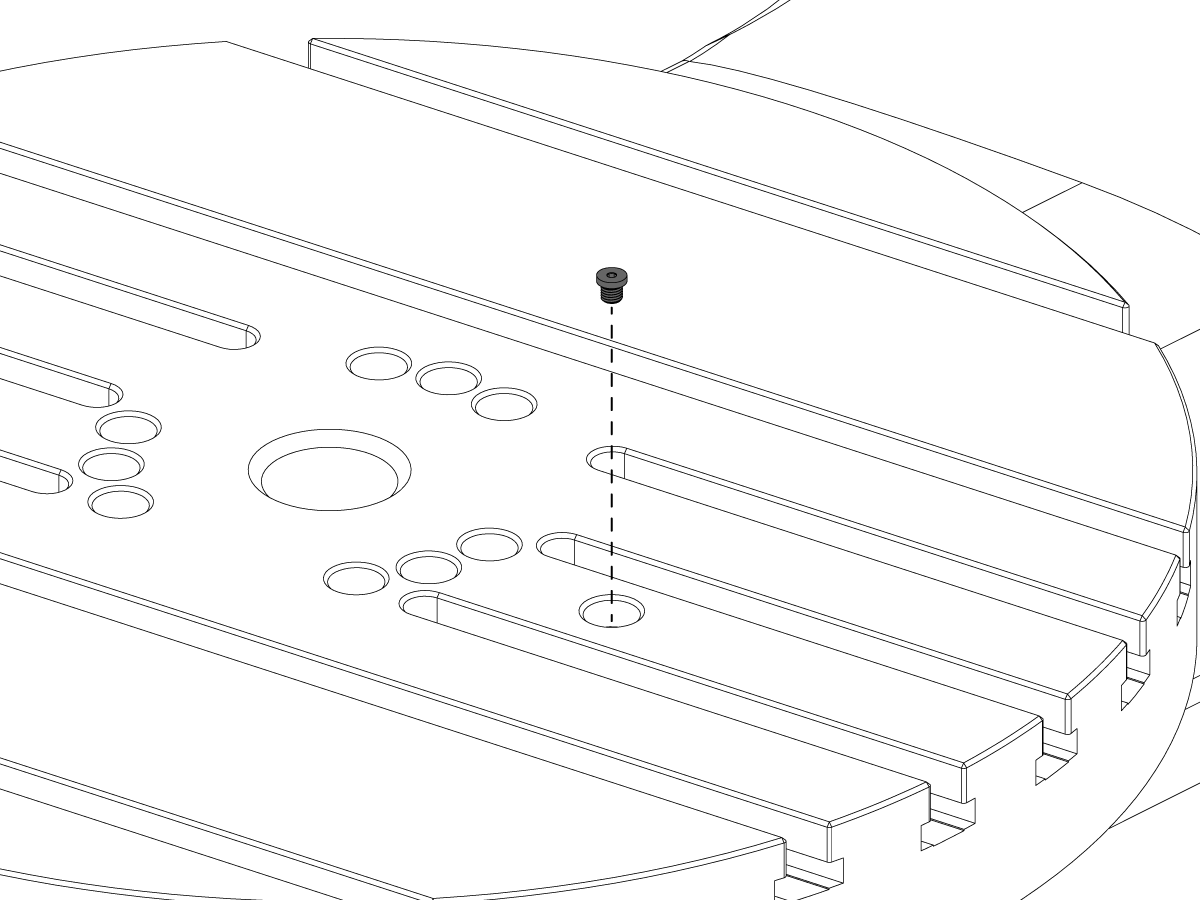
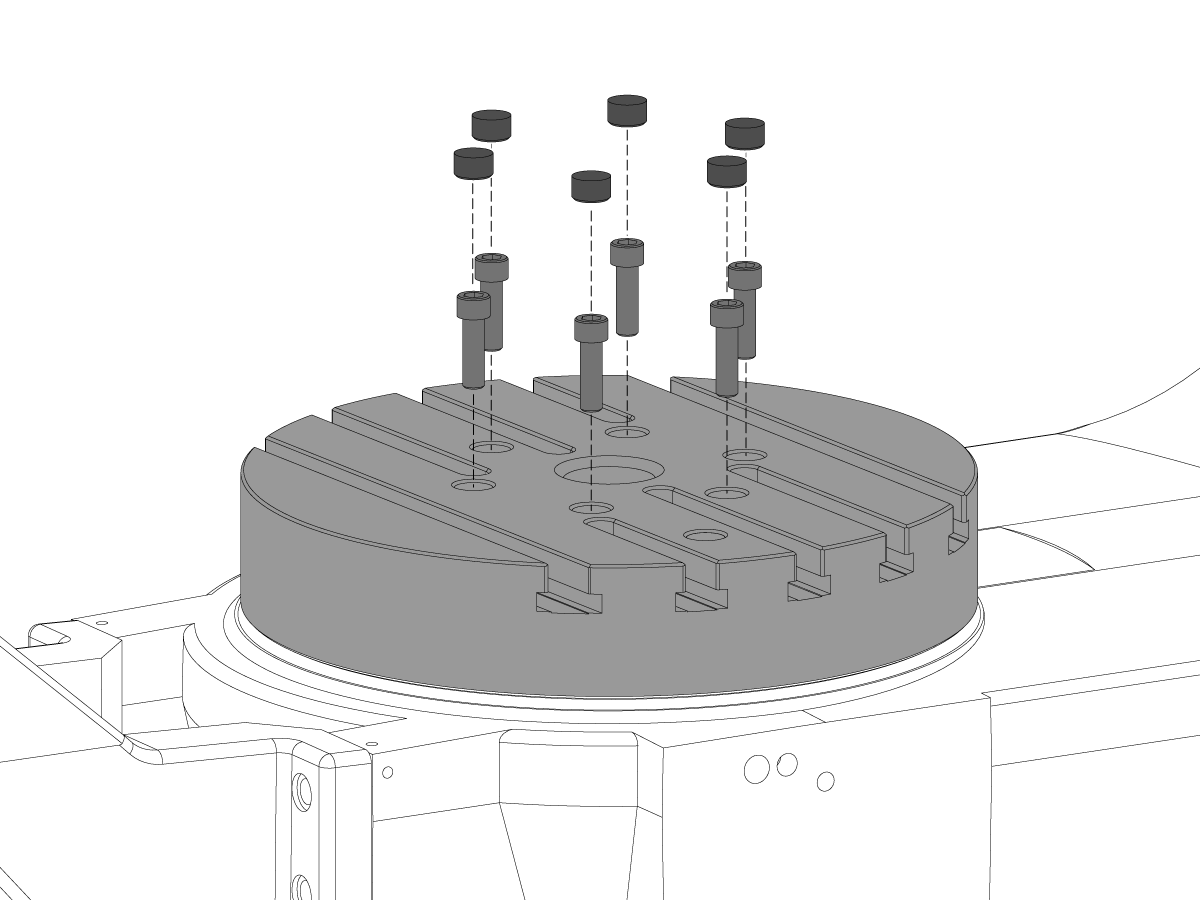
移除塑料螺栓盖塞,以查看盘片安装螺栓。
据此,先钻取导向孔,然后插入木质螺钉或类似工具,以用作移除盖塞的手柄。这些将需要在此程序结束时进行更换。
接下来,移除盘片安装螺栓。
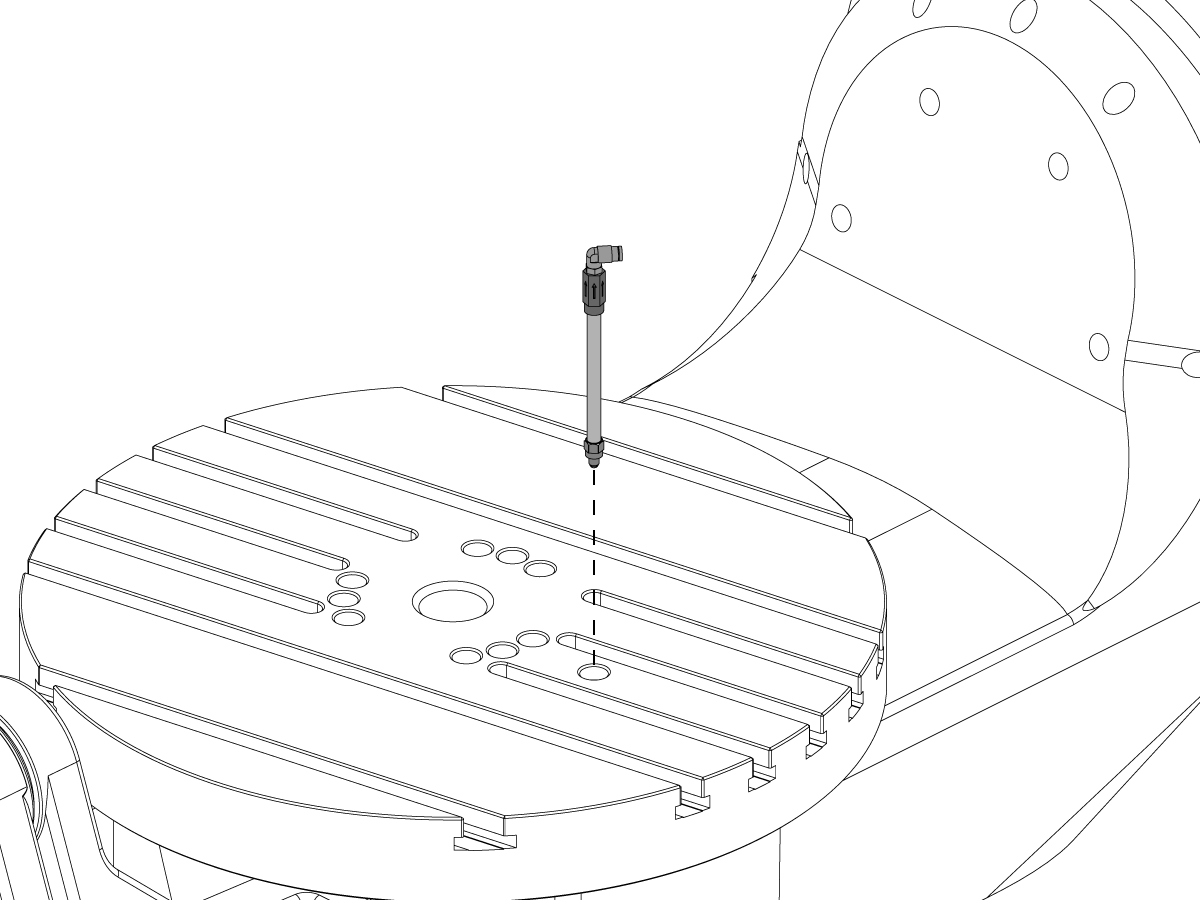
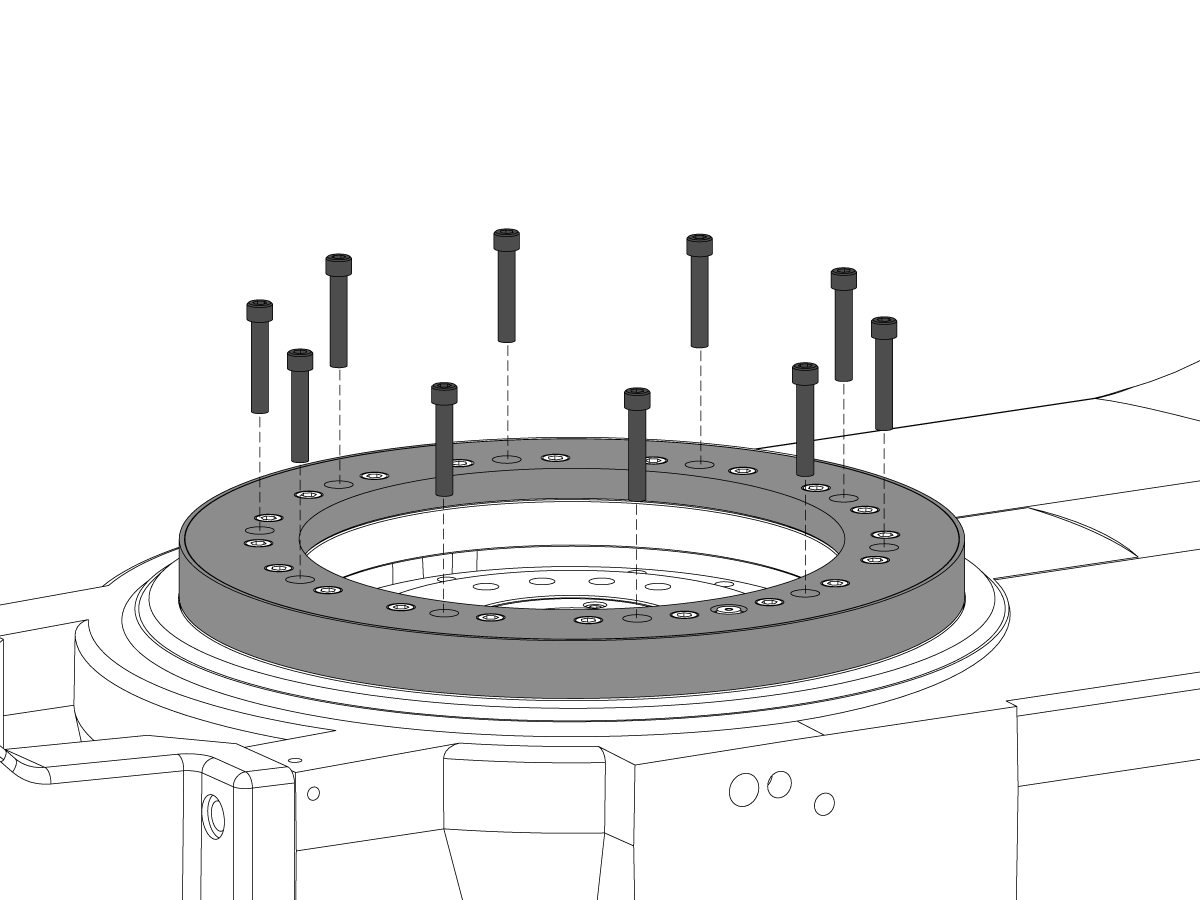
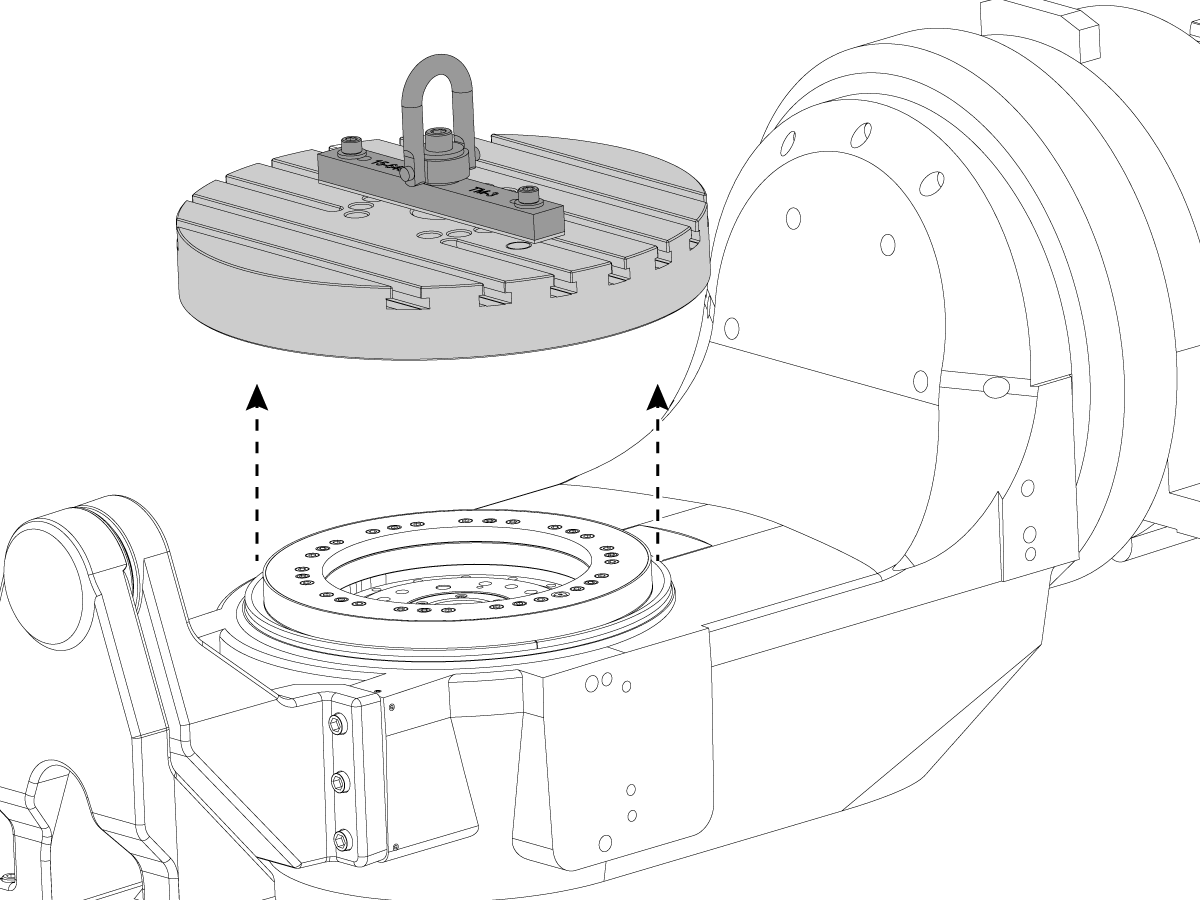
现在可安全升降转台组件的转盘。据此,首先按图示配置安装 2 个 T 型螺母和 2 个吊环螺栓 接下来,使用吊索和起重机/叉车向上缓慢升高转盘,逐渐远离转台组件。
如果要拆下无槽或多托盘转盘,需要使用图示的两个吊环螺栓。接下来,使用吊索和起重机/叉车向上缓慢升高转盘,逐渐远离转台组件。
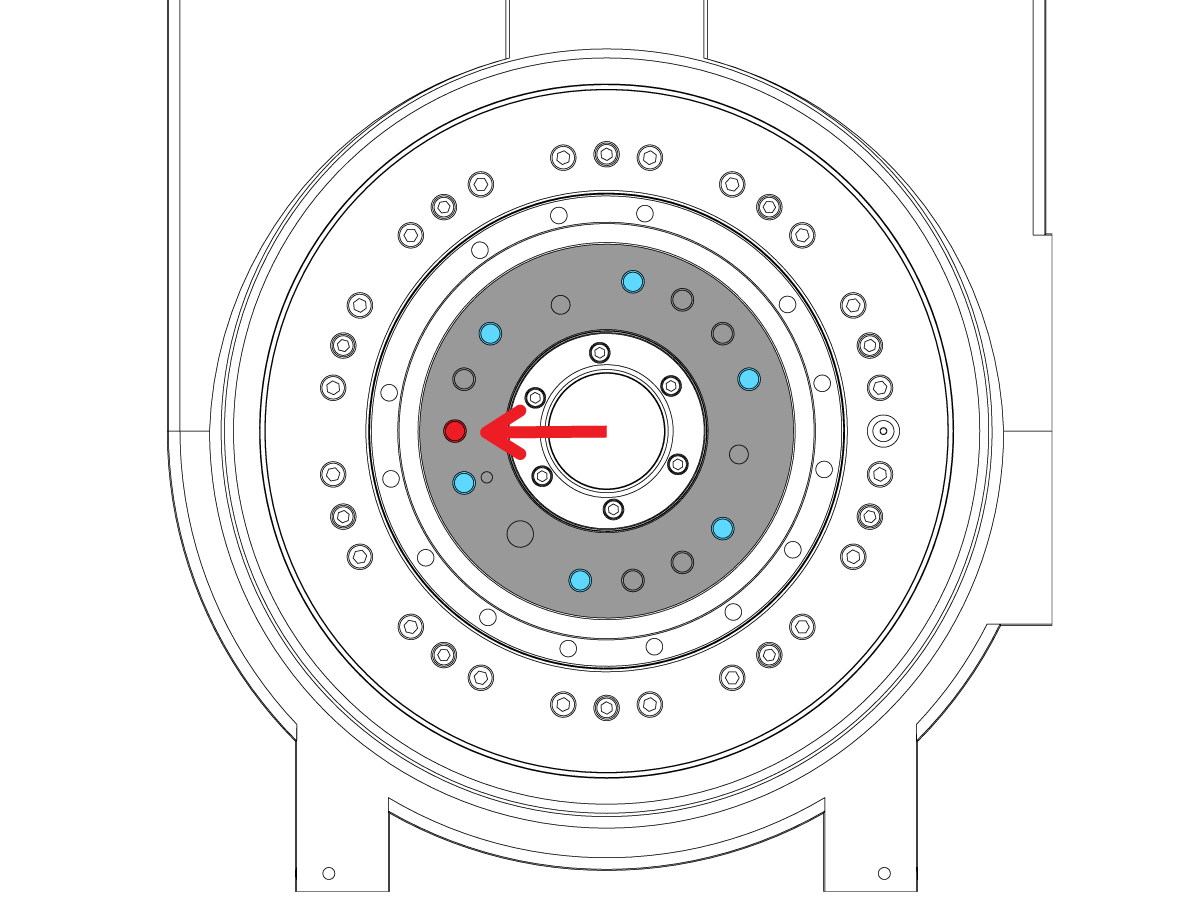
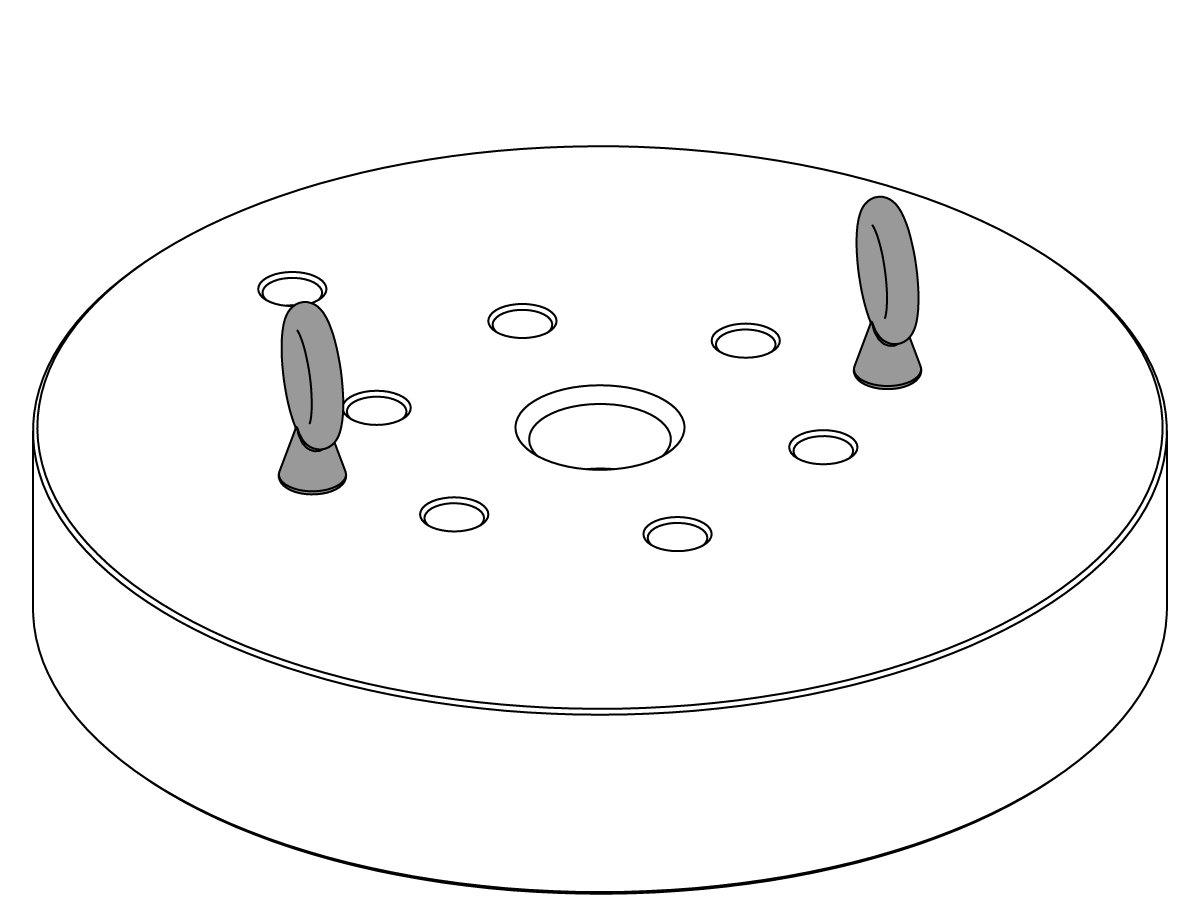
如果要安装 UMC 500 转盘,请确保齿轮箱安装孔形式的方向如图所示。突出显示为蓝色的孔所示为转盘安装所需的螺栓位置。
注意: 突出显示为红色的单孔需要指向 9 点钟位置。
如变速箱未处于所示方向,您将需要将 C 轴点动至正确位置。若要点动 C 轴,您需要将空气引回机床内,释放急停按钮,然后清除警报。
警告:在点动 C 轴前,请确认 C 轴助力器仍已插入(请参阅以上“移除流程”第 3 步)。
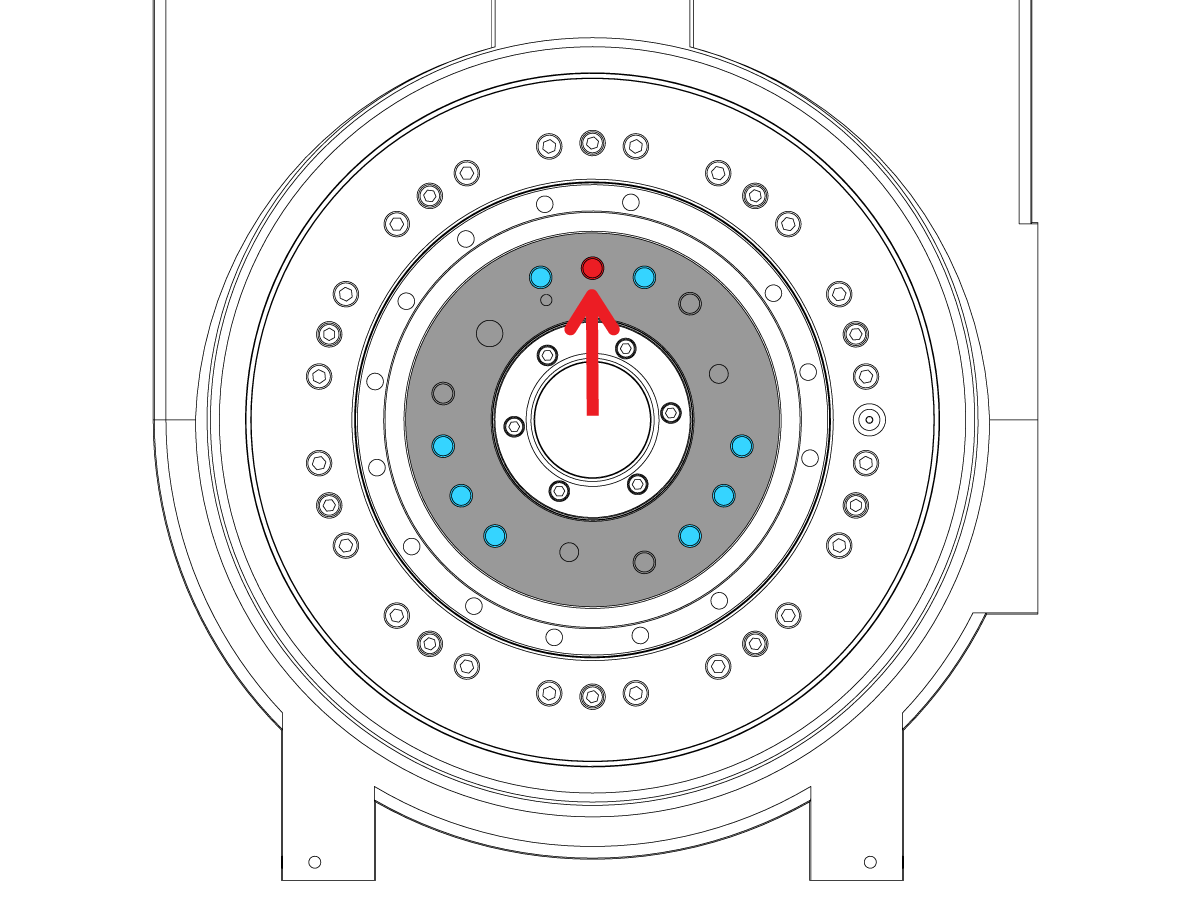
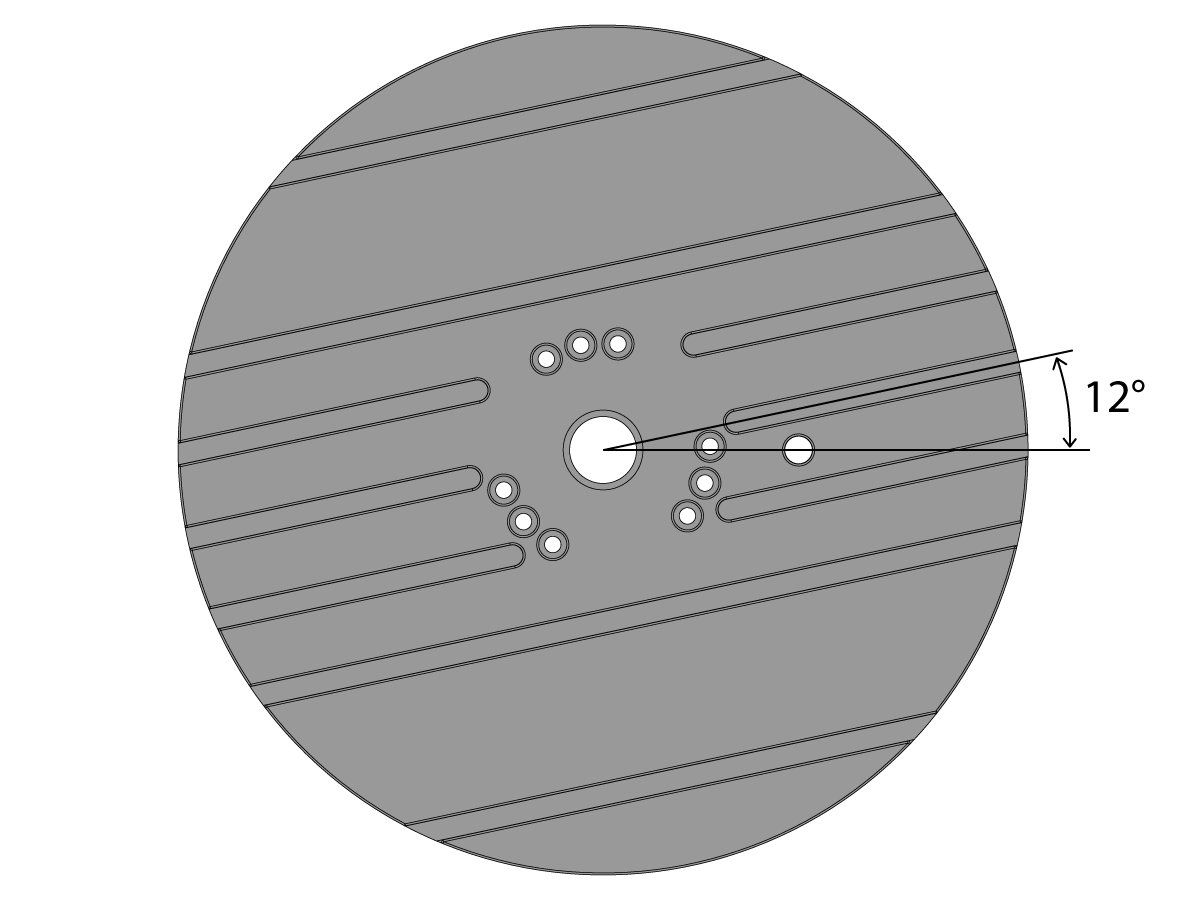
如果要安装 UMC-750、1000 或 1250 转盘,请确保变速箱安装孔方向如图示。4突出显示为蓝色的孔所示为转盘安装所需的螺栓位置。
注意: 突出显示为红色的单孔需要指向 12 点钟位置。 要点动 C 轴,您需要将空气引回机床,释放急停按钮,并清除警报。
如变速箱未处于所示方向,您将需要将 C 轴点动至正确位置。
警告 在点动 C 轴前,请确认 C 轴助力器仍已插入(请参阅以上“移除流程”第 3 步)。
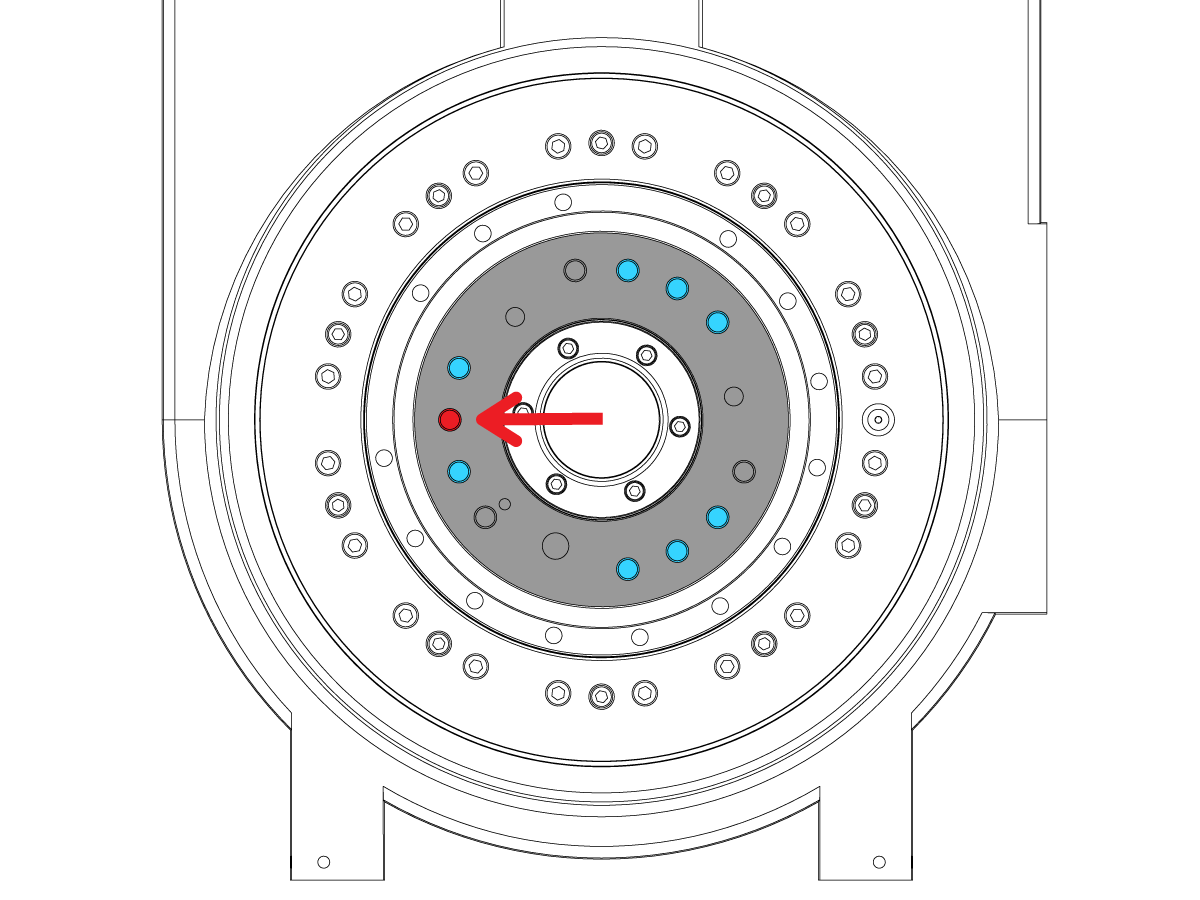
如果要安装多托盘转盘,确保变速箱安装孔方向如图所示。突出显示为蓝色的孔所示为转盘安装所需的螺栓位置。
注意: 突出显示为红色的单孔需要指向 9 点钟位置。 要点动 C 轴,您需要将空气引回机床,释放急停按钮,并清除警报。
如变速箱未处于所示方向,您将需要将 C 轴点动至正确位置。
警告:在点动 C 轴前,请确认 C 轴助力器仍已插入(请参阅以上“移除流程”第 3 步)。
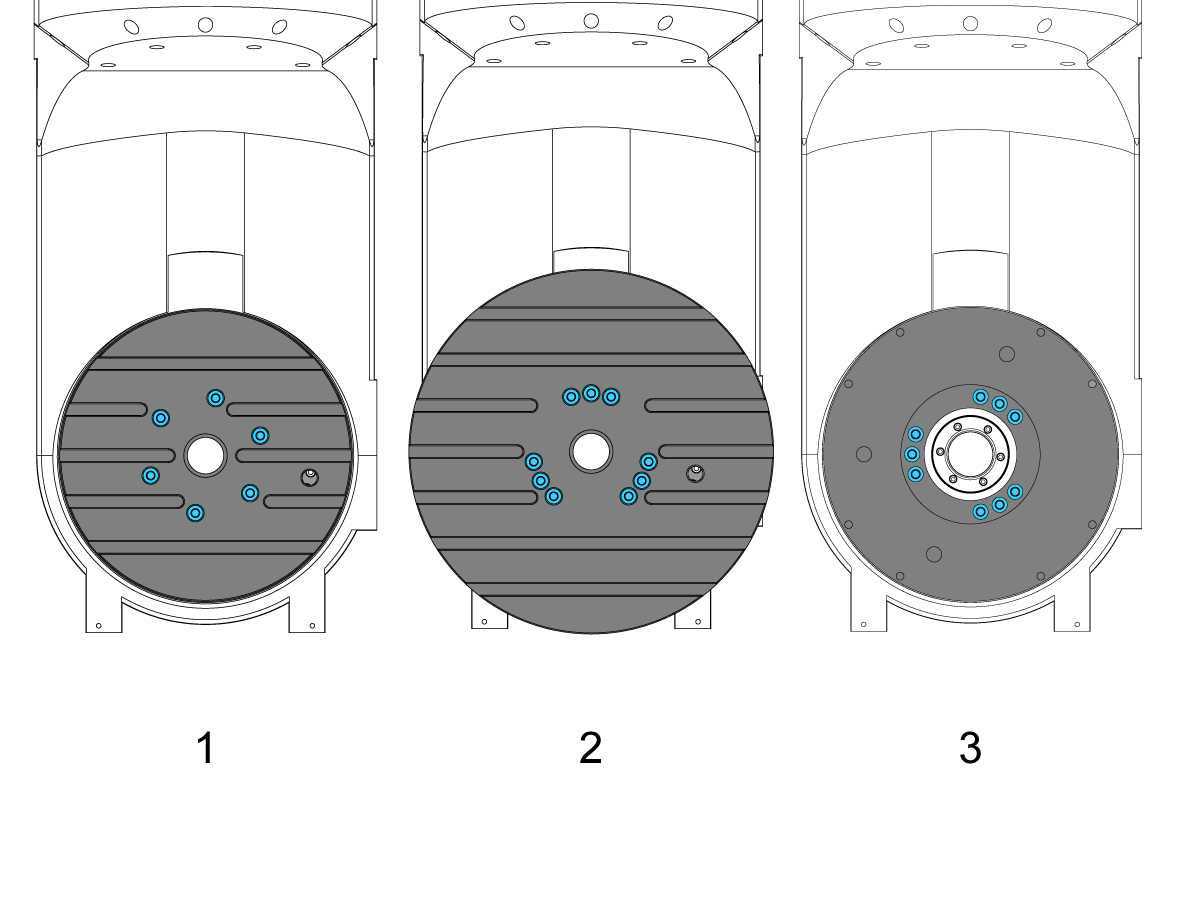
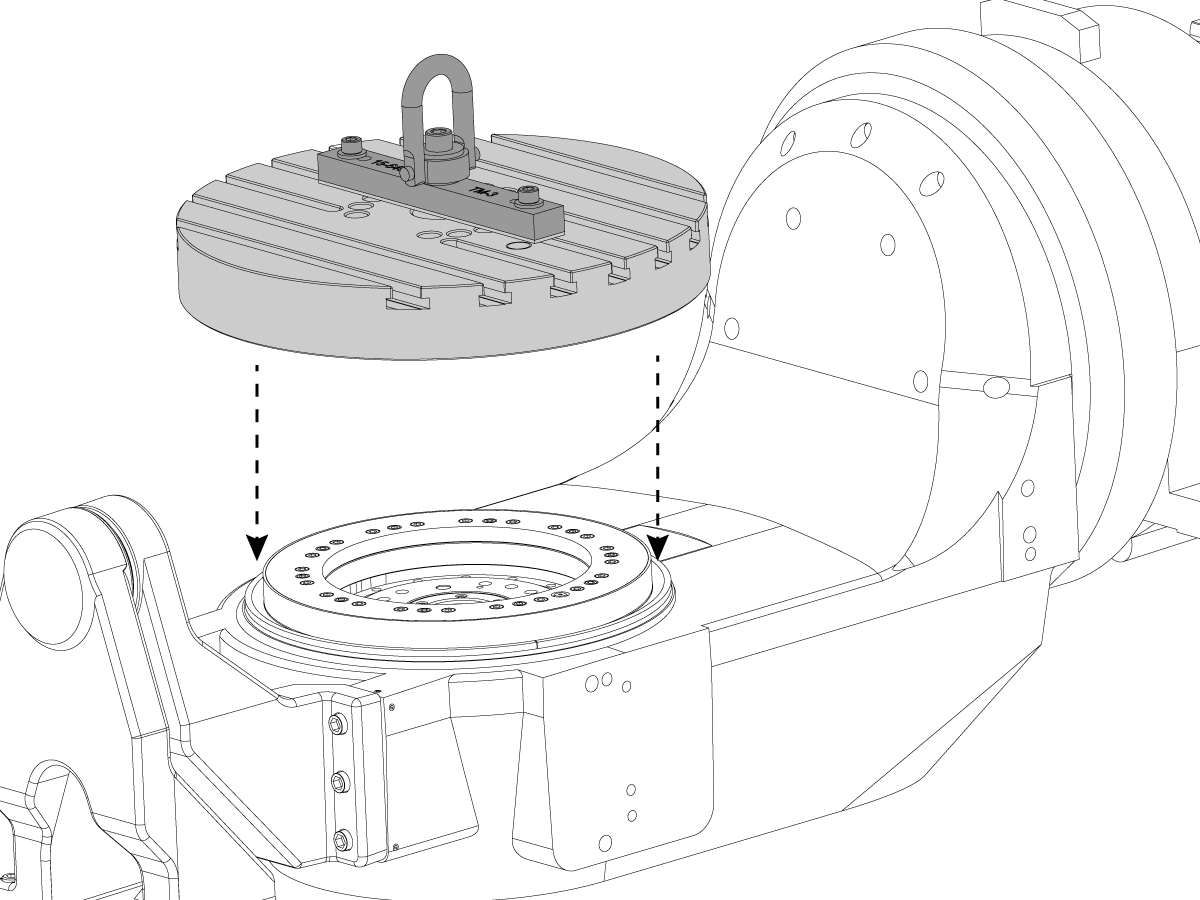
接下来,按“转盘移除”部分(以上)的第 5 步和第 6 步所示升降配置,将转盘调低至转台组件。
如果要安装 UMC-500 转盘,请将转盘按左侧[1]所示方向置于转台组件。
如果要安装 UMC-750/1000/1250 转盘,请将转盘按中间[2]所示方向置于转台组件。
如果要安装 UMC 多托盘转盘,请将转盘按右侧 [3]所示方向将置于转台组件。
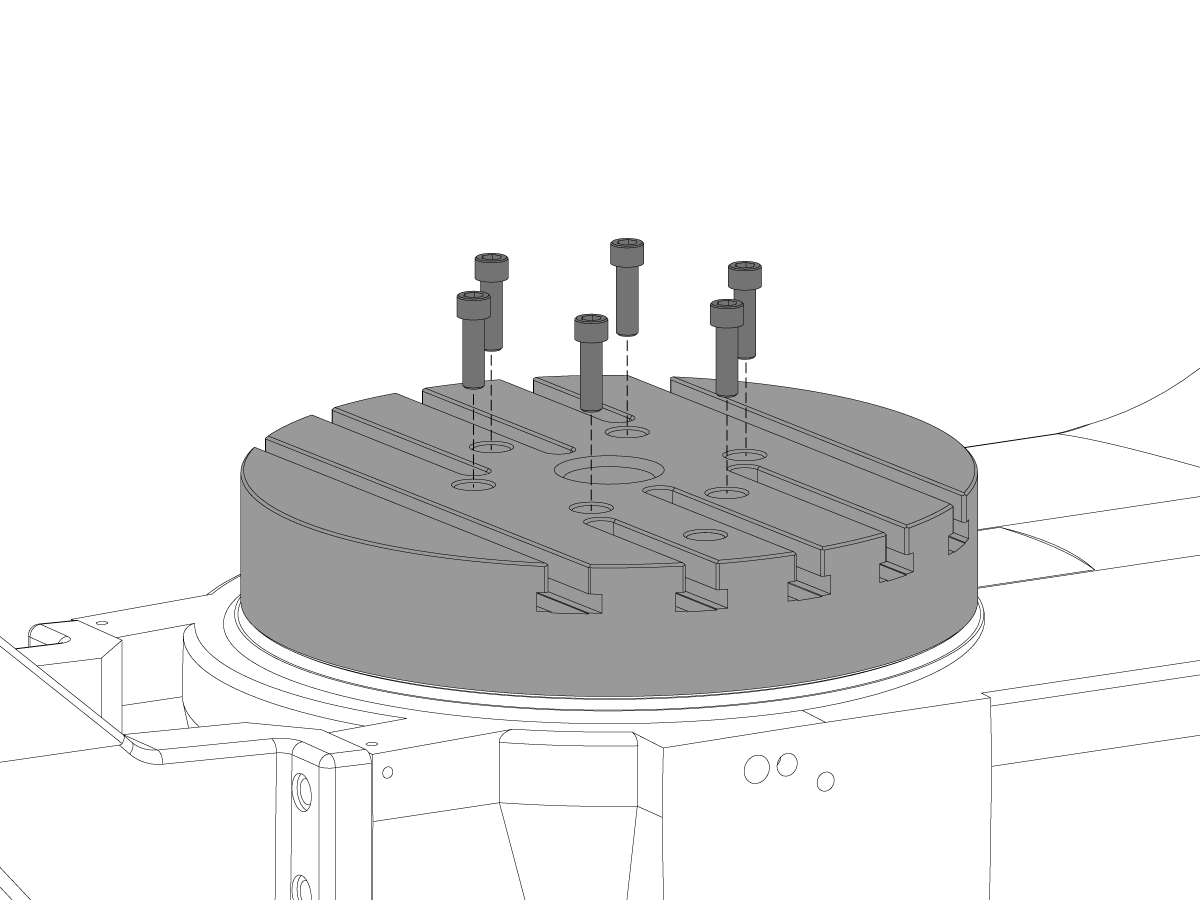
轻轻安装转盘安装螺栓。切勿过度拧紧。需按以下步骤调整转盘位置。
如果不需要在步骤 1-3 中点动 C 轴,请忽略此步骤。转至下一步。
按 [MDI]、程序 "M13",按循环开始。
按下急停按钮。
打开机床换刀装置侧面的润滑面板。阀门的翼板应与管路平行。旋转所示的球阀,以切断机床内的空气供应。
拉动并按住放气阀上的环,以清除机床设备内多余的气压,直到不再听到漏气的声音。
注意: 如初次拉动该环,会发出爆裂声。这是正常操作
移除助力器的阳性 ORB 配件。

将制动管路重新安装至 C 轴助力器。


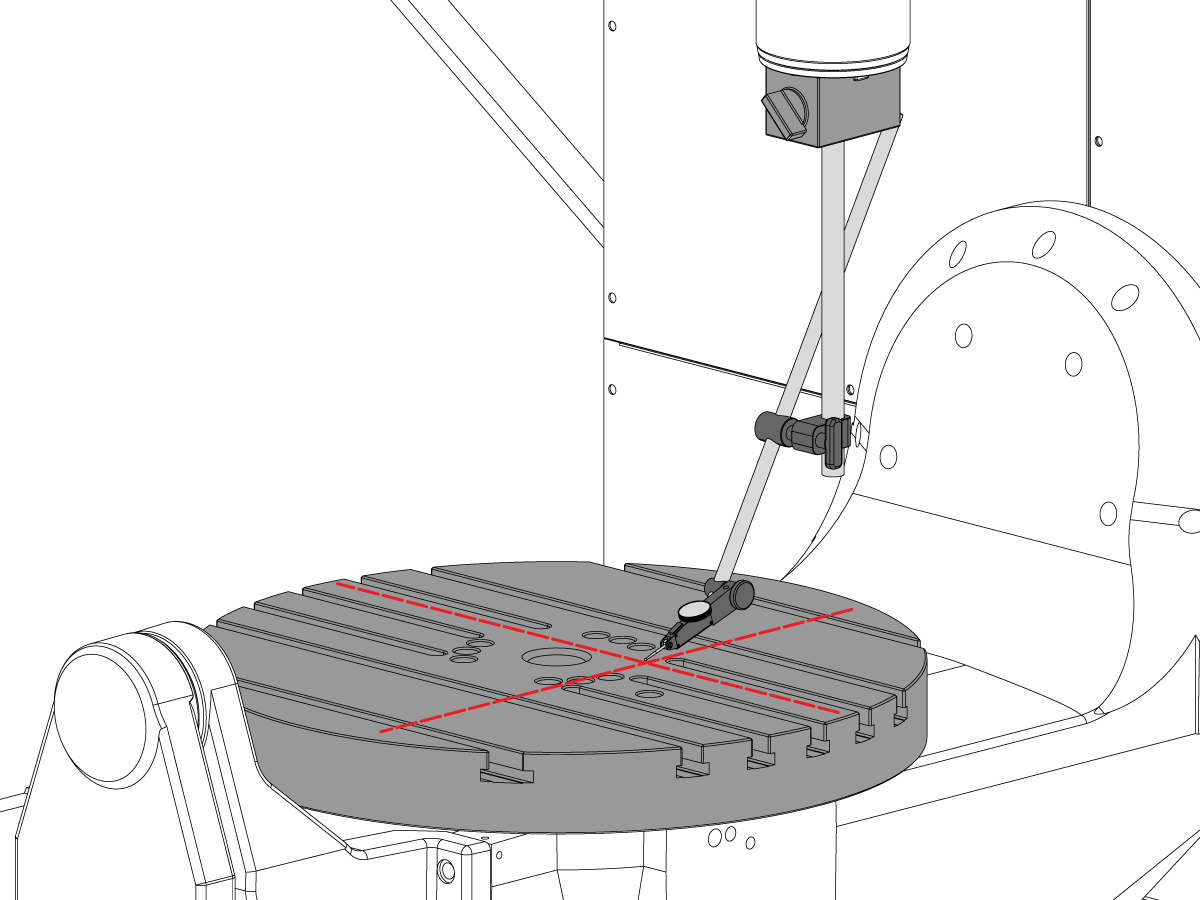
设置 C - 轴换刀偏置并使转盘平行于 X
通过运行 T 型槽上的指示器检查工作台与 X 轴平行。调整 C 轴,以将工作台设置为与 X 平行。(NTE 0.0005/10";NTE 0.0010" 整体)。
在服务模式下: 转至 Parameters(参数)> Factory Settings(出厂设置) 页面。
输入 0.078 并按 [F1]
输入轴字母并按 [F2] 以设置换刀偏置。

按 [OFFSET] 并转到“工件偏置”页面
根据转盘的中心孔设置 G54 的 X 轴和 Y 轴值。这可以使用主轴上的百分表或使用 WIPS 来完成。
将 Z 轴、B 轴和 C 轴设置为零。

将上面列出的面铣刀放入机床的刀具 1 中。使用对刀装置或 WIPS 设置面铣刀的刀具长度几何偏置。
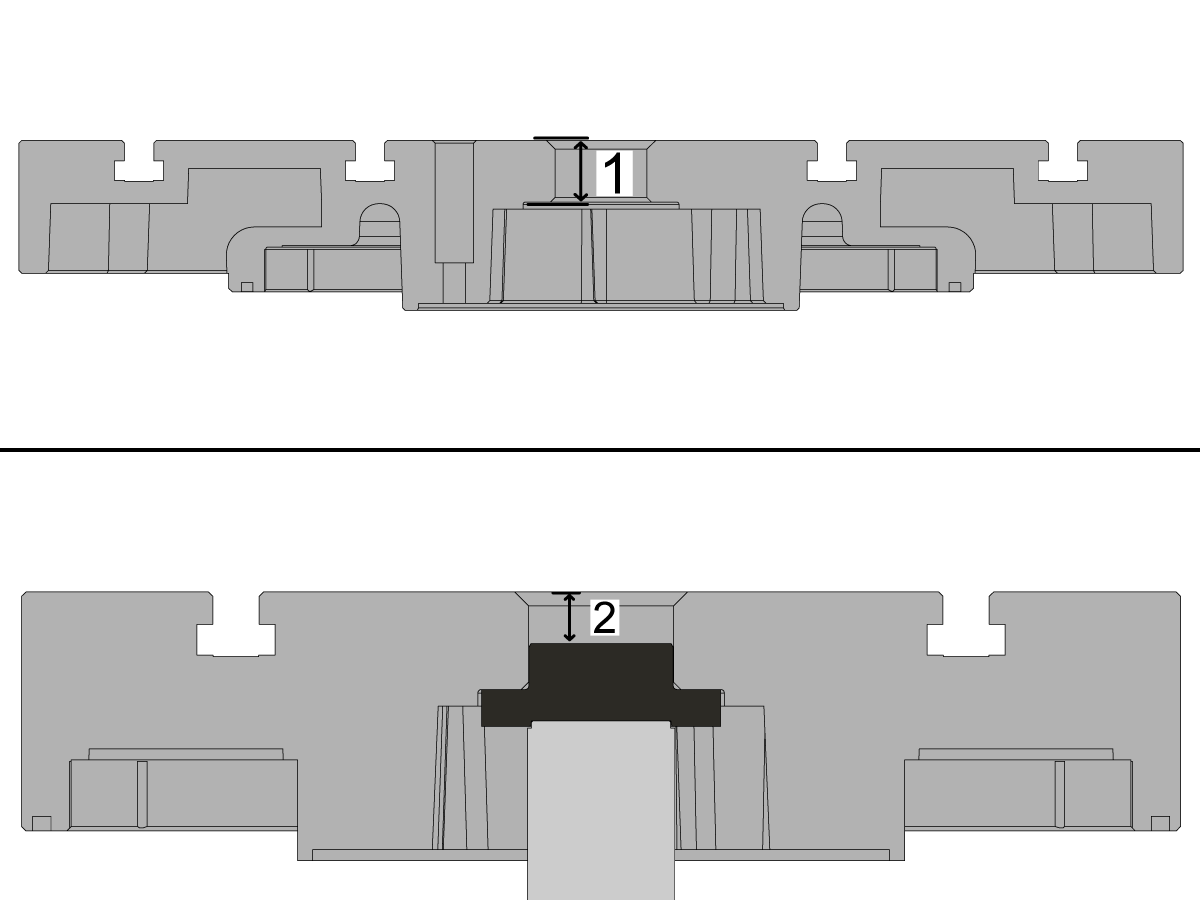
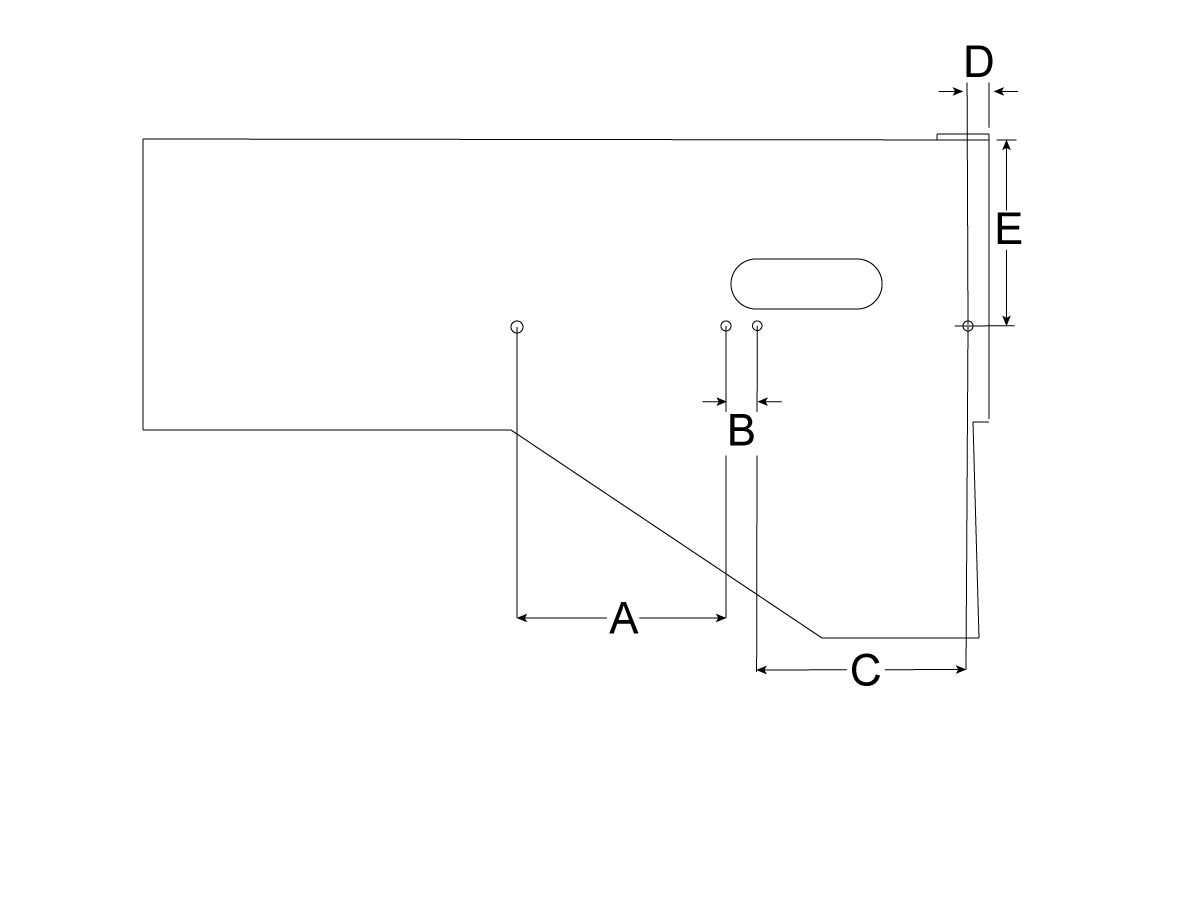
使用 1-2" 千分尺测量从转盘顶部到底部镗孔的距离。目标是将转盘加工为 1.3250" ± 0.0010" [1] 的高度
对于工件夹具转盘,使用深度千分尺测量从转盘顶部到接头的距离。目标是将转盘加工为 0.7000 ± 0.0010" [2] 的高度

按 [SETTING] 并搜索“245”
将设置 245:“有害振动安全”设置为关闭。
从 USB 将程序加载到控制器中。务必上传正确机床的代码。
注意:在图形模式下运行程序,以确保不会发生警报或错误。

完成上述所有检查后,在第一次运行时以 5% 快移速度运行程序,使“刀具偏置”页面上的刀具长度磨损记录器显示 0.0000"。
证实没有问题后,就可以将快移速度提高到您认为舒适的水平。
使用刀具长度磨损记录器调整机床切割深度。每次走刀的增量应为 -0.003" 或更小。更新磨损记录器后,重新运行程序。
注意:我们建议用油漆笔或 dykem 在转盘上做标记,以便确认刀具切割了整个转盘,没有遗漏任何点位。
注意:机床在第一次运行时可能无法切割。

重复上述步骤,直至测得的转盘值为 1.3250" +/- 0.0010"(标准转盘)或 0.7000" +/- 0.0010"(工件夹具转盘)。
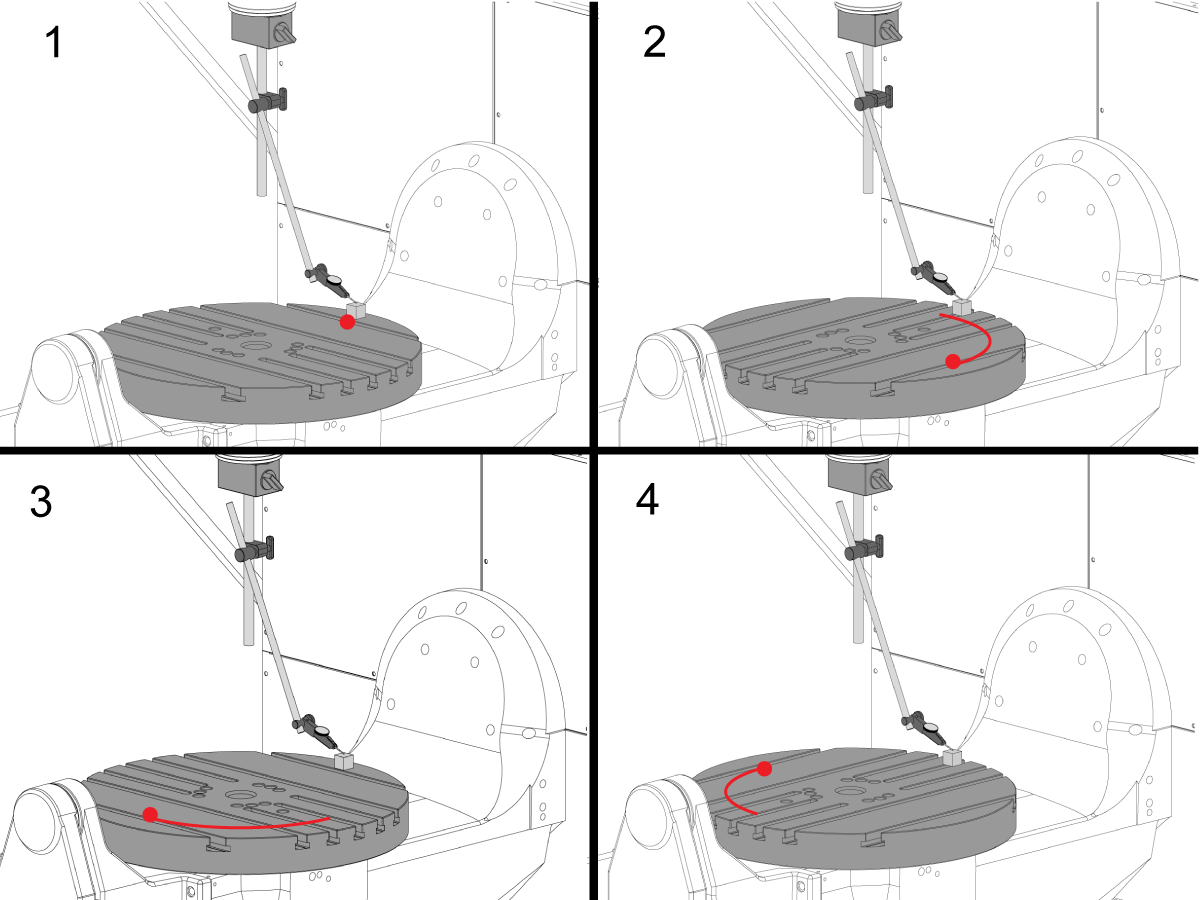
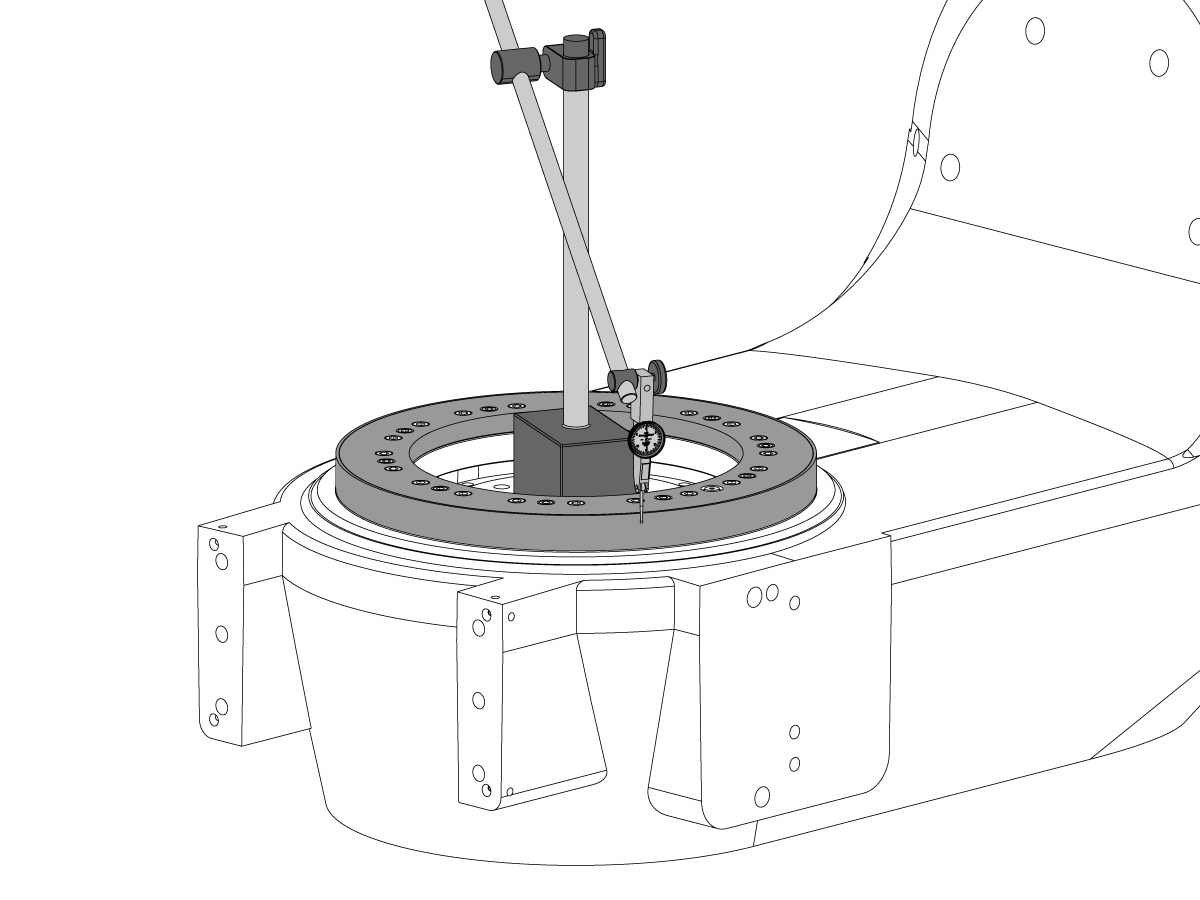
测量转盘面跳动。
注意:此步骤 C 轴制动器关闭。
将精密量规滑块置于 12 点钟方向的转盘边缘。 在该位置将量规滑块上的指示器头归零。旋转C轴 90°,但将量规滑块保持在 12 点钟位置。从量规滑块顶部进行测量
如图所示,在转盘边缘的全部 4 个位置重复该流程 2 次以上,每次间隔 90°。
总指示跳动值。(NTE 0.001")
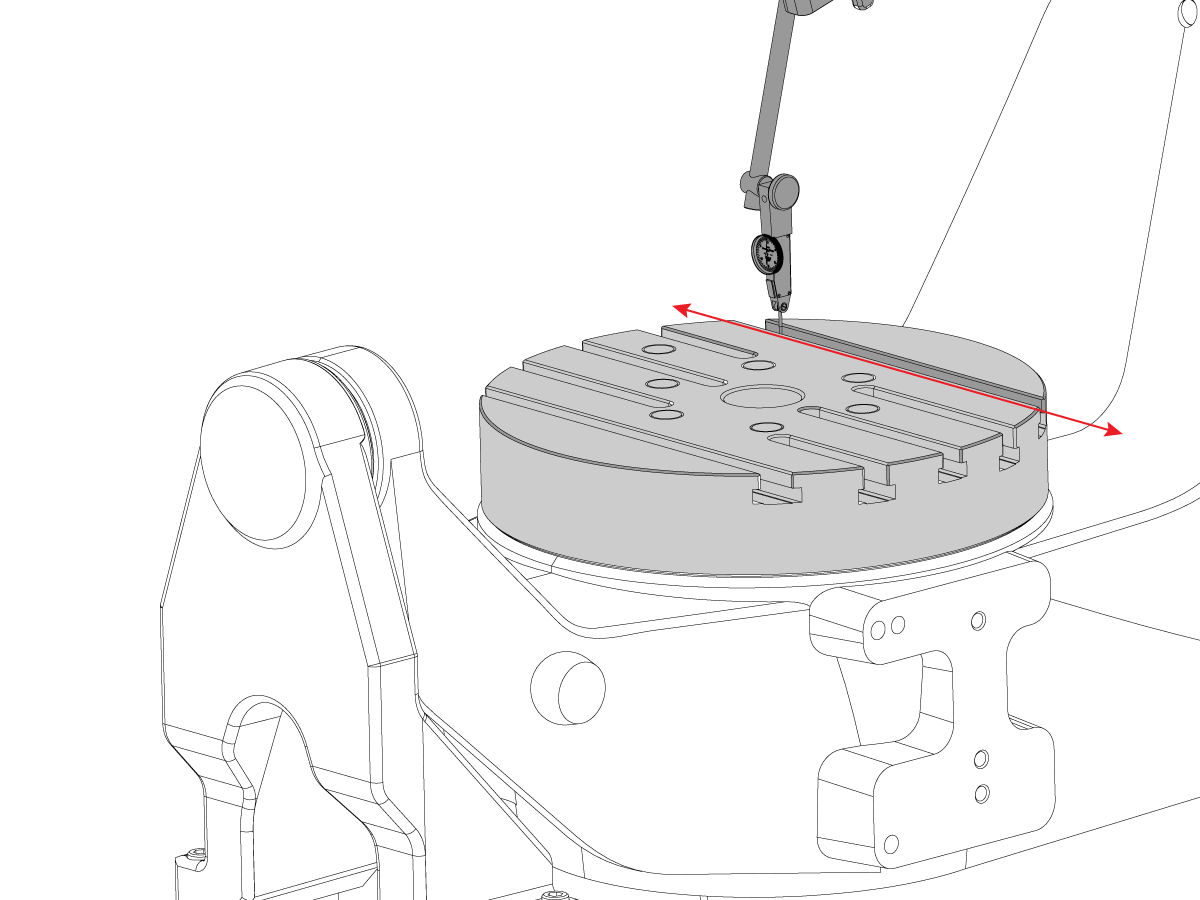
转盘表面与 XY 平面的平行度
将 C 轴返回原位,使 T 形槽与 X 轴平行
将指示器头置于转盘上,并沿转盘点动 X 轴,以找到 X 轴转盘的平行度 (NTE 0.001” / 10"; 0.0015" / 15")
接下来,沿转盘点动 Y 轴,以查找 Y 轴转盘平行度 (NTE 0.001” / 10"; 0.0015" / 15")
AD0233
适用于 2012 年 6 月制造的机床

此 AD0233 程序将向您展示如何更换 UMC-750/SS 上的 B 轴和 C 轴组件。
开始之前,请验证机器是否处于水平。
此程序用于更换下列套件:
需要叉车和起重带才能抬起套件。
推 [ZERO RETURN]。推 [全部]。
旋转 B 轴,以接近旋转护罩 3 和 4 上的底部 (2) 中心螺钉。
推 [POWER OFF] (关电)。
将主断路器设置为 OFF(关闭) 位置。
锁定主断路器。使用带有已批准安全标签的已批准锁。
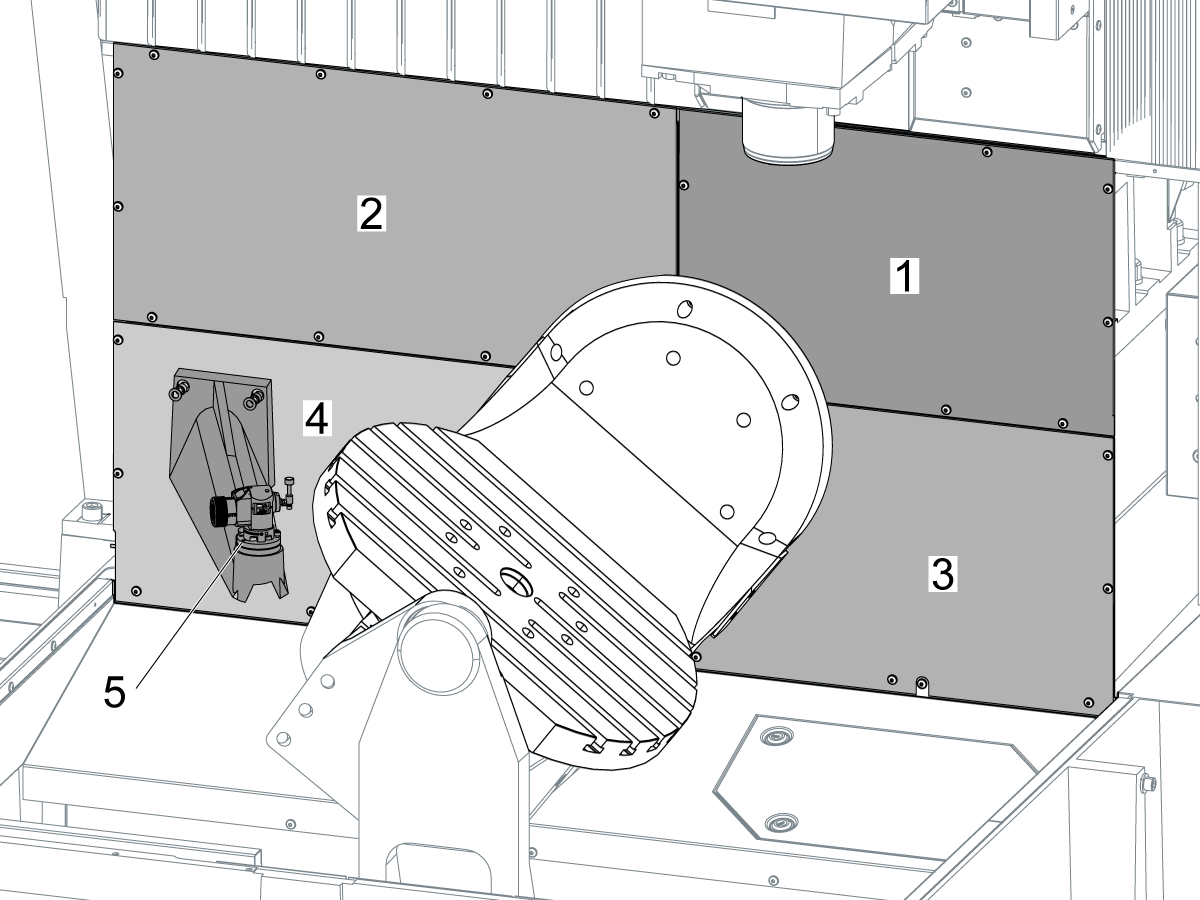
拆下工具探头和安装臂 [5]。
拆下护罩的后护板。
按所示顺序拆下旋转护罩 [1] 到 [4]。
将主断路器设置到“ ON (打开)”位置。
按[POWER ON]。
推 [ZERO RETURN]。推 [全部]。
将 B 轴旋转到 90 度。
按[EMERGENCY STOP]。
把 参数 498:3、C Axis DISABLED 设置为 1。
把 参数 76、LOW AIR DELAY 设置为 9999999。
推 [POWER OFF] (关电)。
将主空气阀转向关闭位置。
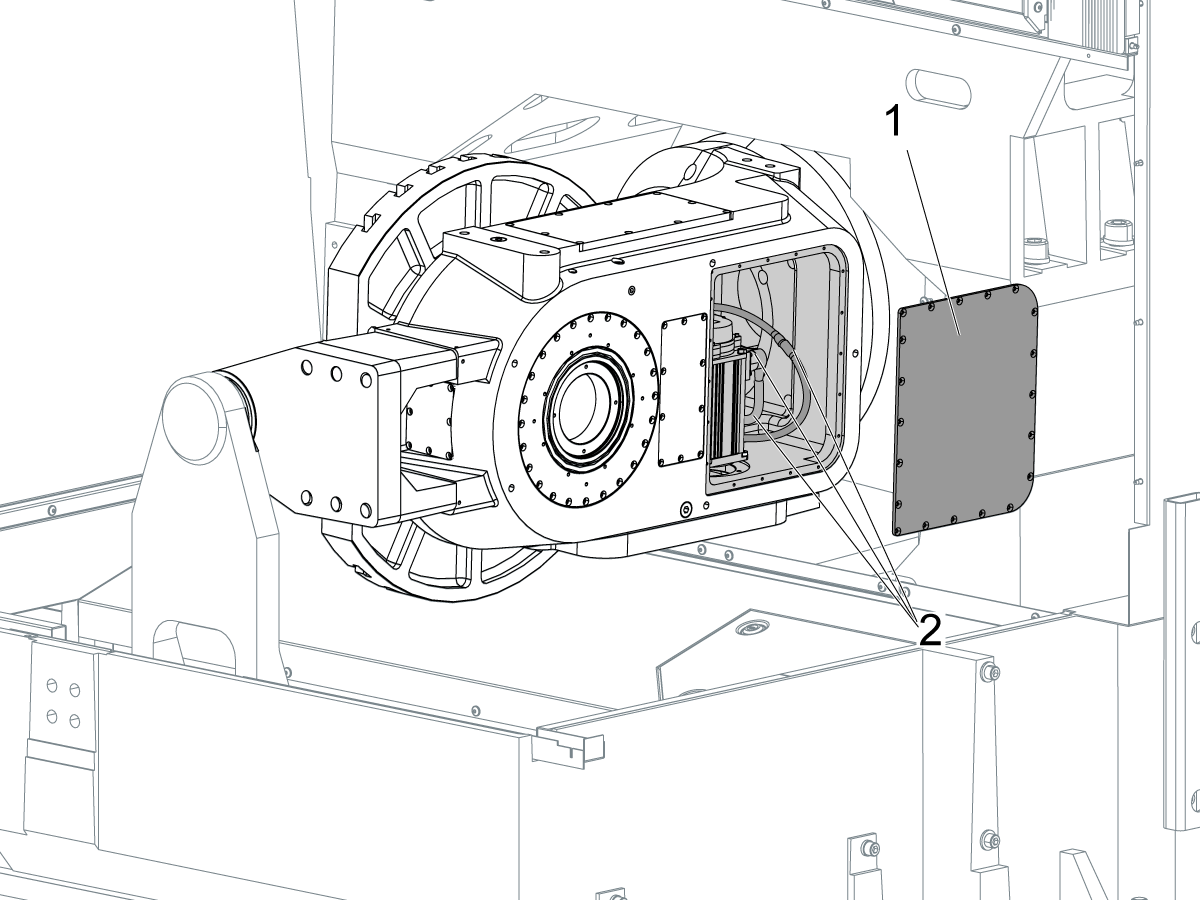
拆下 C 轴的底盖 [1]。
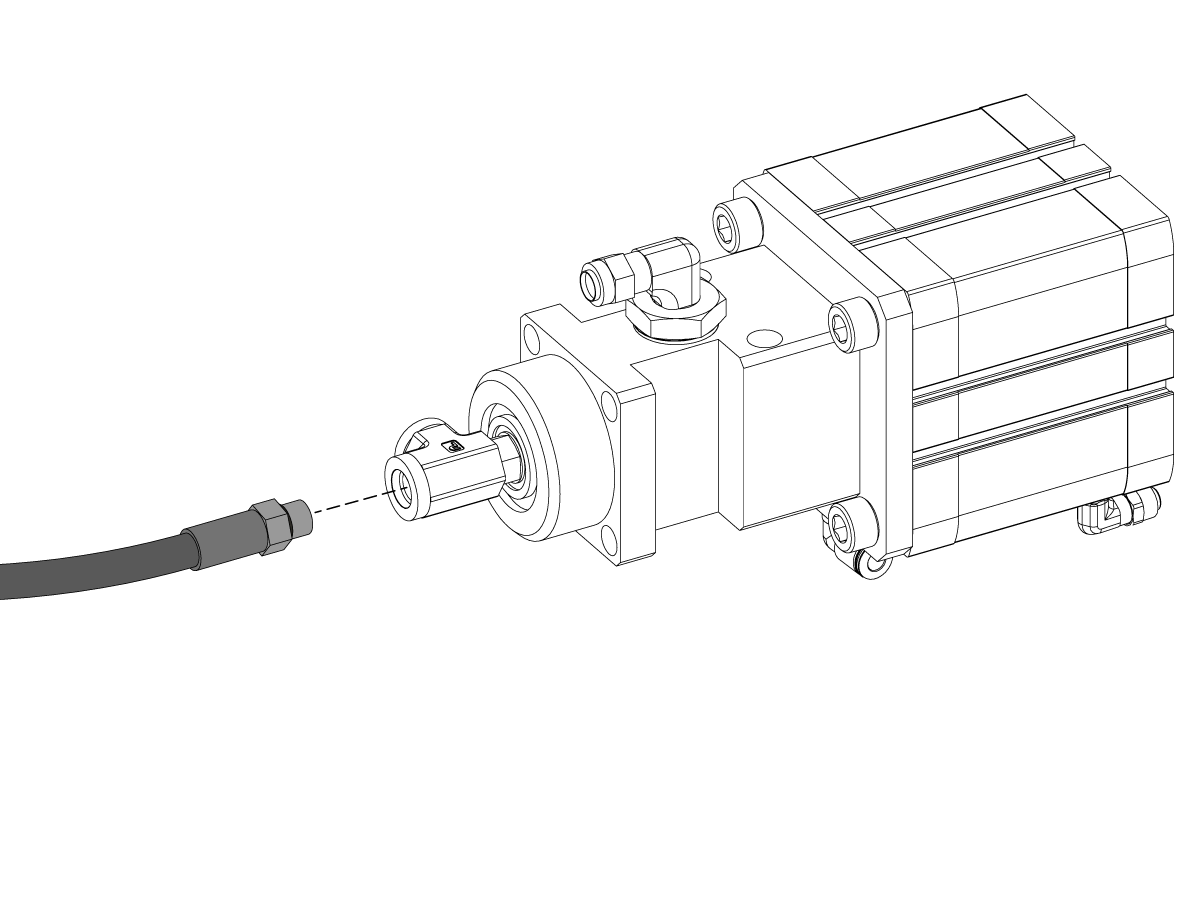
断开所有 C 轴电缆和空气软管 [2]。
安装 C 轴的底部盖。
接通机床电源。
将 B 轴旋转到 0 度。
以负 (-) 方向将 X 轴旋转到行程的末端。
按[EMERGENCY STOP]。
把 参数 151:3、B Axis Disabled 设置为 1。
推 [POWER OFF] (关电)。
将主断路器设置为 OFF(关闭) 位置。
锁定断路器并使用安全标签。
断开所有 B 轴电缆和空气软管 。
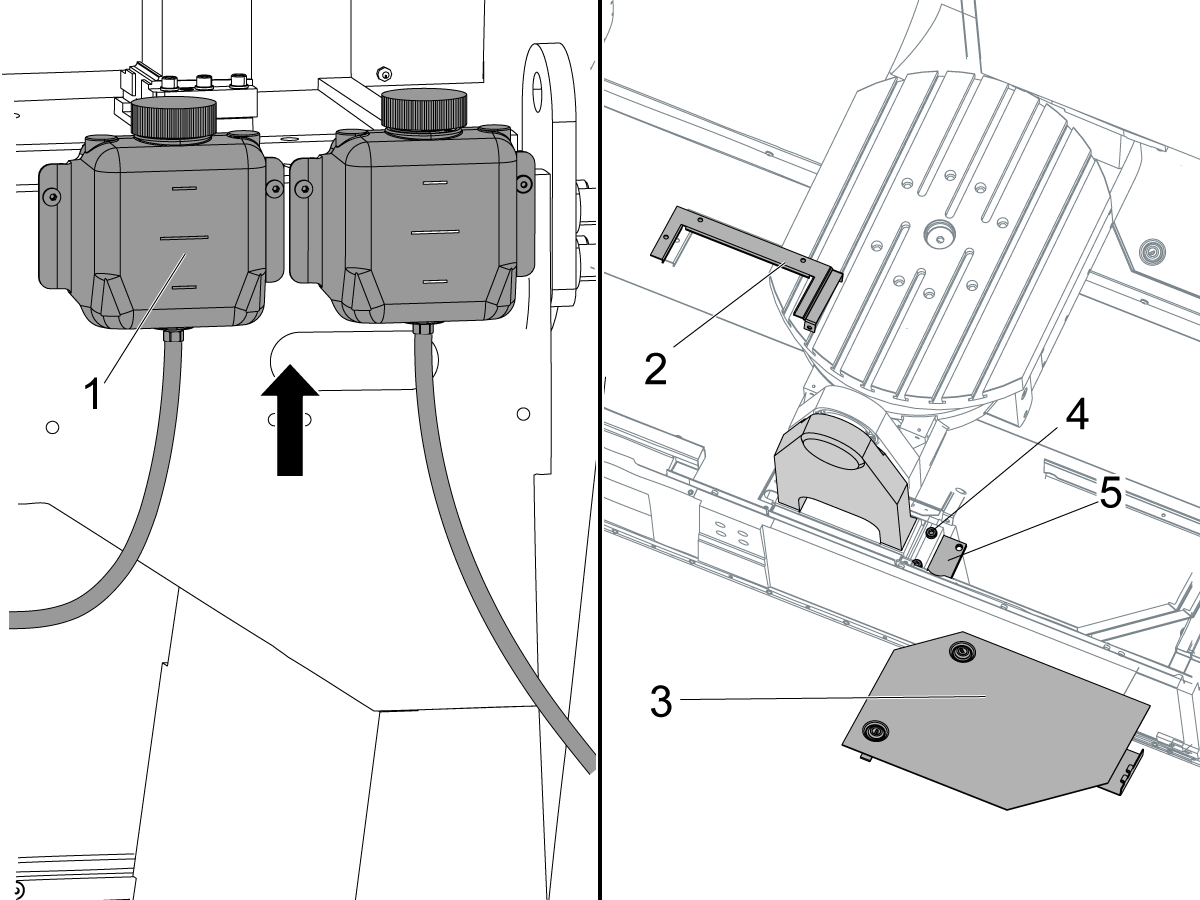
如果机床在桥上安装了 (2) 储油罐 [1],则暂时将其放在 trunnion (B 轴)的顶部。
拆下填充面板 [2] 和前清洁盖 [3]。
拆下 (4) 个耳轴支架螺钉 [4]。
从支架下拆下 (2) 个垫片 [5]。

将电缆扎带 [1] 切成相等的两半。将两个切端放入 C 轴体支撑上的圆形通道中。
这样,剩余的空气和润滑脂就从组件中流出。
向右转动耳轴支架 [4]。
注意: 要抬起耳轴支架,需要其他人的帮助。支架重量为 85 磅(39 千克)。
拆下以下部件:
请勿拆下油封。
将 B/C 轴的提升夹具 [5] 连接到 C轴。
使用后部吊环螺栓提起夹具。
继续提升,直到提升支撑 B/C 轴组件的重量。
松开固定 B/C 轴组件的板左侧的 (2) 固定螺栓 [1]。
确保提升支撑 B/C 轴 [3]。
拆下 (3) 定位销。
从固定耳轴 (B 轴) 的板上拆下 (6) 螺钉 [2]。
从机器上拆下轴电缆。

放一个2" x 4" x 48"(51 毫米 x 103 毫米 x 122 厘米)一块木头 [1] 放在托盘上。
将 B/C 轴组件放在托盘上。
将储油罐的模具支架 (P/N T-0057) [2] 安装到 B/C 轴组件上。
将储油罐连接到工具支架。
拆下以下部件:

将这些部件安装到更换的 B/C 轴组件上:
拧紧螺钉,但不要拧紧螺钉。
将 B/C 轴组件 [1] 安装到机器中。
将 (6) 螺钉 [2] 安装到 B 轴安装板中。
安装 (3) 定位销。
拧紧螺钉,保持舒适,但不要变矩。
如果机床在桥上安装了 (2) 储油罐,请安装它们。
如果机床将 (2) 油储油罐连接到机柜,则必须安装在龙门上。
在图示的位置钻孔和点击 (4) 1/4-20 孔。钻孔 0.5" (13 毫米)深。
连接所有 B 轴电缆和软管。
将主断路器设置到“ ON (打开)”位置。
按[POWER ON]。
把 参数 151:3、 B Axis DISABLED设置为 0。
推 [ZERO RETURN]。推 [全部]。
安装(4)个耳轴支架螺钉 [1]。
从支架下安装(2)个垫片 [2]。
注意:使用套件中提供的垫片进行更换。
旋转 B 轴,直到可以到达 C 轴的底部盖 [1]。
推 [POWER OFF] (关电)。
将主断路器设置为 OFF(关闭) 位置。
锁定主断路器并使用安全标签。
拆下 C 轴底盖 [1]。
将 C 轴电缆和软管放入 B/C 轴导管中。
连接所有 C 轴电缆和软管 [2]。
请勿安装 C 轴的底部盖。它安装在校准过程的末尾。
将主断路器设置到“ ON (打开)”位置。
按[POWER ON]。
把 参数 498:3、C Axis DISABLED 设置为 0。
按 ZERO RETURN(回原点)。按 “全部”。
更换 B 轴或 C 轴后,必须将回转轴与 UMC 对齐。
还必须测量和补偿 BC 相交点,并测量和设置替换轴的回转补偿文件。
您可以使用 Renishaw Laser 或 Swivel Checker 设置回转补偿值
更换 B 轴或 C 轴后,必须将回转轴与 UMC 对齐。
还必须测量和补偿 BC 相交点,并测量和设置替换轴的回转补偿文件。
您可以使用 Renishaw Laser 或 Swivel Checker 设置回转补偿值
| 症状 | 可能的原因 | 纠正措施 |
| 警报 6.108 或 7.108B 或 C 轴伺服过载 | 馈送和速度对于工作来说太高了。 | 降低进给和速度。 |
| 切削工具不锋利或损坏。 | 安装新工具或新工具插入。 | |
| 行驶轴上有机械堵塞。 | 确保轴具有清晰的行驶路径。 | |
| 旋转单元中存在内部机械障碍物。 | 测试旋转单元。 | |
| 旋转单元的制动电磁阀有电气故障。 | 对电磁阀进行故障排除。 | |
| 伺服放大器有问题 | 对伺服放大器进行故障排除。 | |
| 警报 6.103、7.103B 或 C 轴伺服错误太大 | 编码器连接或电源故障。 | 检查电机编码器和电源线缆连接。 |
| 摆线装置上的输入轴松动 | 检查 输入轴的横向和垂直运动。 确认输入轴上的锁紧螺母没有松动。 查看“输入轴” 部分。 |
|
| 转盘下的胶体污染导致 Moly 润滑脂硬化。 | 参见冷却液污染部分 |
|
| 确认 C 轴转盘密封件未损坏。请参阅 AD0597 | ||
| 加工零件具有不准确的特征 | 馈送和速度对于工作来说太高了。 | 降低进给和速度。请参阅 UMC - 应用 - 故障排除指南。 |
警报 6.423 或 7.423B 或 C 轴辅助编码器位置不匹配 警报 6.9944 或 7.9944B 或 C 轴辅助编码器 Z 故障 警报 6.9945 或 7.9945 B 或 C 轴辅助编码器 Z 通道丢失 警报 6.9946 或 7.9946B 或 C 轴辅助编码器线缆故障
|
旋转刻度或刻度电缆有故障。 | 检查旋转刻度电缆。 |
| 旋转光栅编码器未正确接地。 | 请参阅 UMC B 和 C 轴旋转光栅编码器部分。 |
|
| 警报 6.994 或 7.994 放大器过载 | 由于过度加压,制动环损坏或泄漏 | 更换制动环或添加制动调节器维修套件 - AD0601 |
警报 6.9948 或 7.9948B 或 C 轴辅助编码器串行故障 警报 6.9918或 7.9918B or C AXIS SERIAL ENCODER INTERNAL DATA ERROR(B 或 C轴串行编码器内部数据错误) 警报 6.9922 或7.9922 B or C AXIS MOTION CHANNEL FAULT DETECTED(检测到 B 或 C 轴运动通道故障) 警报 6.9923或7.9923 B or C AXIS SOFTWARE DETECTED ENCODER FAULT(检测到 B 或 C轴软件编码器故障) 警报 6.9930或 7.9930 B or C AXIS SERIAL ENCODER POOR COMMUNICATION(B 或 C轴串行编码器通信不良) 警报 6.9959或7.9959 B or C AXIS SERIAL ENCODER DISCONNECT(B 或C 轴串行编码器断开) 警报 6.9949 或 7.9949 B or C AXIS SOFTWARE DETECTED SECONDARY ENCODER FAULT(检测到 B 或 C 轴软件辅助编码器故障) 警报 6.9950 或 7.9950B or C AXIS SOFTWARE DETECTED SECONDARY ENCODER FAULT(检测到 B 或 C 轴软件辅助编码器故障) 警报 6.9951 或 7.9951 B or C AXIS SECONDARY ENCODER SERIAL COMMUNICATION FAULT(B 或 C 轴辅助编码器串行通信故障) 警报 6.9960 或 7.9960 B or C AXIS SECONDARY SERIAL ENCODER CABLE FAULT(B 或 C 轴辅助编码器线缆故障)
|
软件已过期。 | 警报已过时 在软件中更新编码器故障新警报。更新到最新版本 100.21.000.1130 或更高版本; 添加了 Mocon 主轴和辅助轴上编码器故障检测的警报 9719 和 9720。 |
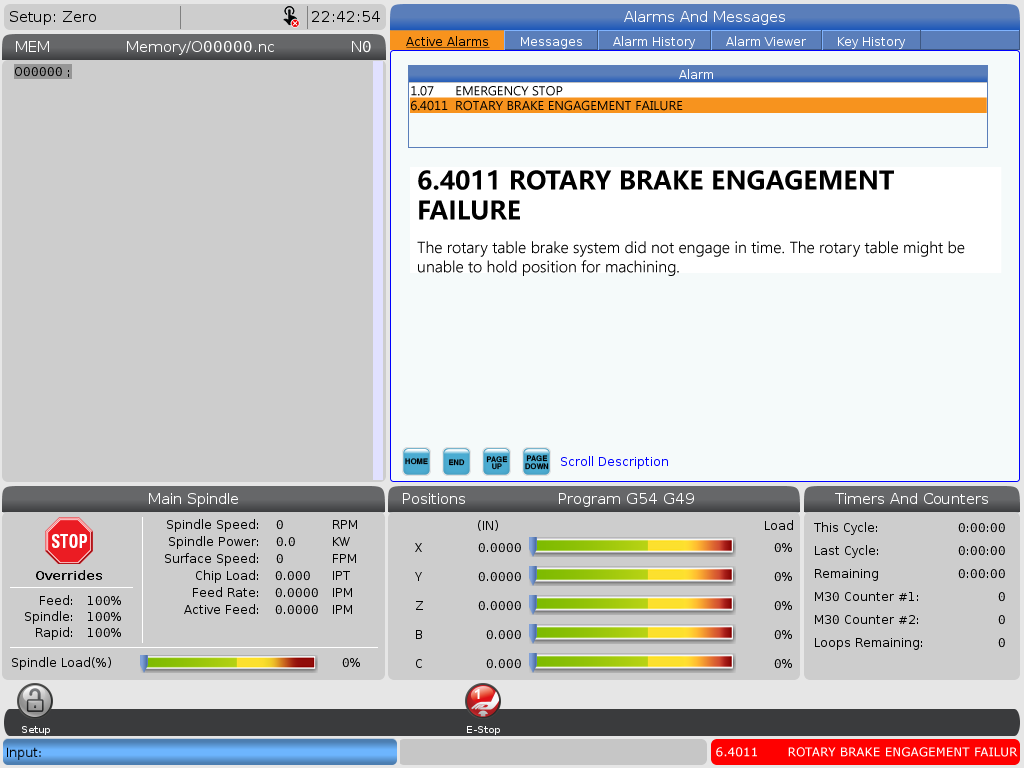
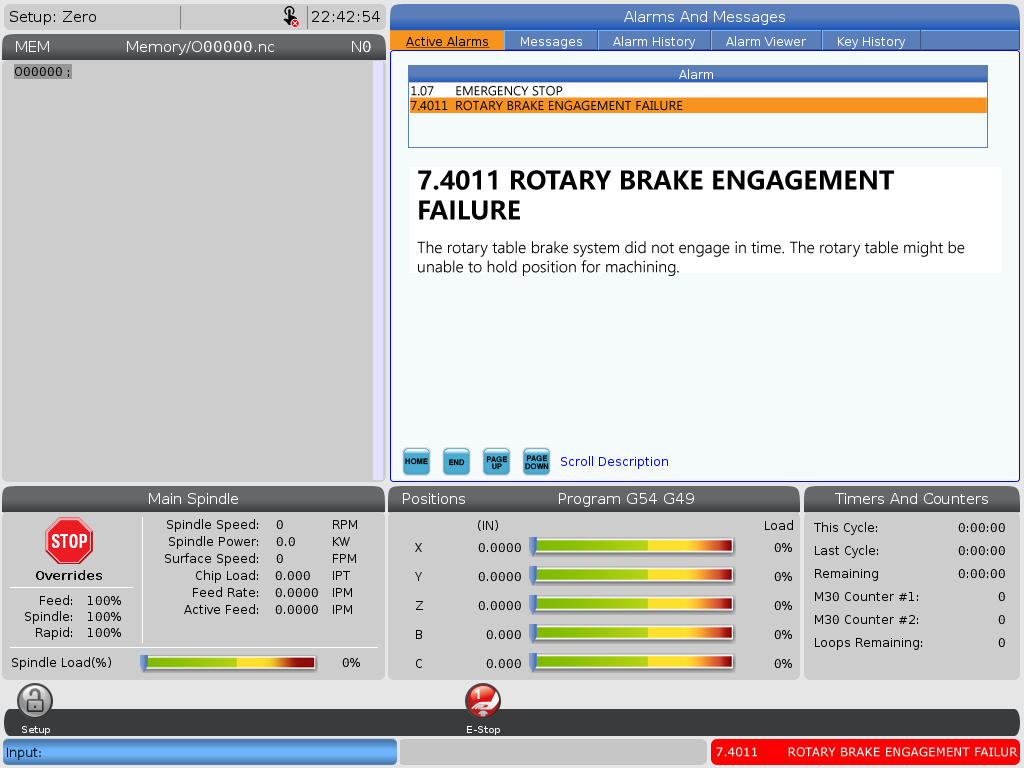
| 警报 4011、6.4011、7.4011 旋转制动器接合失败 | 压力开关故障。 | 检查压力开关。 |
| 电磁阀故障。 | 检查电磁阀。 请参阅电磁阀故障排除指南。 |
|
| 制动器中的空气。 | 放气制动器。 | |
| 制动助力器密封件损坏。 | 使用放气工具包检查压力。 | |
| 气瓶被卡住。 | 修理气缸轴。 | |
| 由于过度加压,制动环损坏或泄漏 | 更换制动环或添加制动调节器维修套件 - AD0601 | |
| 反向间隙 表面光洁度差。 | 制动器中的空气。 | 放气制动器。 |
| 电磁阀故障。 | 测试电磁阀。 | |
| 制动助力器密封件损坏。 | 使用放气工具包检查压力。 | |
| 警报 4003 或 6.4003 转台制动器释放失败 | 未安装气缸回油管 | 请参阅转台- 液压刹车助力器缩回空气管道 - 安装。 |
| 压力开关故障。 | 检查压力开关。 | |
| 警报 6.4004 或 7.4004 轴运动发生时,转台制动器啮合 | 转盘下的冷却液污染导致 Moly 润滑脂硬化。 |
参见冷却液污染部分 |
| 转盘下方存在液压油泄漏。 | 转台制动器密封圈可能损坏。 | 验证机床的进气压力,如果高于 105 psi / 6.8 巴,则添加合适的维修套件。请参考以下转台制动器维修套件。 安装维修套件后制动器继续泄漏,请参考以下转台制动器环更换。 |
警报 6.9719、7.9719 B or C AXIS PRIMARY ENCODER SERIAL FAULT(B 或 C 轴主编码器串行故障) 警报子代码 (0x1)编码器数据故障 =(警报 9918 串行编码器内部数据错误) |
编码器信号受高功率电缆噪声的影响。 (伺服电动机编码器故障。) |
请参阅以下 串行数据通信故障/电气噪声 部分。 检查伺服电动机是否存在冷却液污染。 |
警报 6.9719、7.9719 B or C AXIS PRIMARY ENCODER SERIAL FAULT(B 或 C轴主编码器串行故障) 警报子代码 (0x2) 编码器内部轴故障 1 =(警报 9922 检测到运动通道故障) |
(运动通道报告了控制器无法识别的内部故障类型) | 重启机床,如果问题仍然存在,请获取错误报告(Shift F3)并通过电子邮件发送给 Haas Service |
警报 6.9719、7.9719 B or C AXIS PRIMARY ENCODER SERIAL FAULT(B 或 C 轴主编码器串行故障) 警报子代码 (0x3) 编码器内部轴故障 2 =(警报 9923 软件检测到编码器故障) |
(软件报告了控制器无法识别的内部故障类型) |
重启机床电源。如果问题仍然存在,请获取错误报告 (Shift F3) 并通过电子邮件发送给 Haas Service |
警报 6.9719、7.9719 B or C AXIS PRIMARY ENCODER SERIAL FAULT(B 或 C轴主编码器串行故障) 警报子代码 (0x4) 编码器 CRC 故障 =(警报 9930 串行编码器通信不良) |
编码器信号受高功率电缆噪声的影响。 |
(请参阅以下 串行数据通信故障/电气噪声 部分。) |
警报 6.9719、7.9719 B or C AXIS PRIMARY ENCODER SERIAL FAULT(B 或 C轴主编码器串行故障) 警报子代码 (0x5) 编码器电缆故障 =(警报 9959 串行编码器断开) |
电缆连接不正确或编码器有故障。 |
(检查电缆和连接器。 请参阅下面的 主处理器/编码器电缆 部分。) |
警报 6.9720、7.9720 B 或 C 轴辅助编码器串行故障 警报子代码 (0x1) 编码器数据故障 = (警报 9948 辅助编码器内部数据错误) |
光栅尺信号受高功率电缆噪声的影响。 (光栅尺故障、配置文件问题;电机类型不正确或光栅尺类型不正确。) |
请参阅以下 串行数据通信故障/电气噪声 部分。 (检查光栅编码器有无冷却液污染。) |
警报 6.9720、7.9720 B 或 C 轴辅助编码器串行故障 警报子代码 (0x2) 编码器内部轴故障1 = (警报 9949 软件检测到辅助编码器故障) |
(运动通道报告了控制器无法识别的内部故障类型) |
重启机床电源。如果问题仍然存在,请获取错误报告 (Shift F3) 并通过电子邮件发送给 Haas Service |
警报6.9720, 7.9720 B 或 C 轴辅助编码器串行故障 警报子代码 (0x3) 编码器内部轴故障 2 =(警报 9950 软件检测到辅助编码器故障) |
(软件报告了控制器无法识别的内部故障类型)
|
重启机床电源。如果问题仍然存在,请获取错误报告 (Shift F3) 并通过电子邮件发送给 Haas Service |
警报6.9720, 7.9720 B 或 C 轴辅助编码器串行故障 警报子代码 (0x4) 编码器 CRC 故障 =(警报 9951 辅助编码器串行通信故障) |
(光栅尺信号受高功率电缆噪声的影响。) |
(请参阅以下 串行数据通信故障/电气噪声 部分。) |
警报 6.9720、7.9720 B 或 C 轴辅助编码器串行故障 警报子代码 (0x5) 编码器电缆故障 = (警报 9960 辅助串行编码器电缆故障) |
(电缆连接不正确或光栅尺有故障。) |
(检查电缆和连接器。 请参阅下面的 主处理器/编码器电缆 部分。) |
2023 年 6 月 14 日之前制造的 UMC-350HD 机床 1.25 英寸或更长的刀具无法到达 OTS 探针。 |
需要较长工具才能更新探针安装。 | 请参阅 UMC-350HD 探针安装改装程序,以确定机床是否具有旧探针安装,并在有需要时改装新探针。 |
| 具有软件 100.23.000.1200 的机床在应用用户转台时出现问题。 | 软件已过期。 | 升级到软件版本 100.24.000.1002 或更高版本。 |
纠正措施:
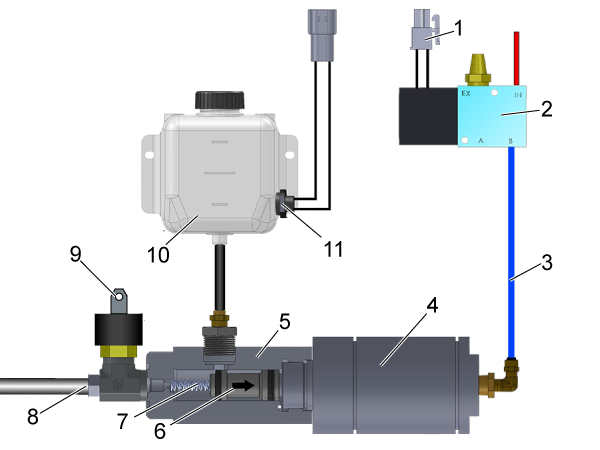
如果空气进入制动系统,制动器不会产生正确的压力。您必须放气制动系统才能排出空气。使用排气工具 T-0062A 进行 EC1600,T-0062 用于 UMC。
2016 年 11 月之前制造的机床可能需要重新配置储液罐进给软管。请参阅EC-1600, UMC-750 - 液压刹车助力器 - 更换了解更多信息。
请参阅。
可能的原因:进给和速度对于工作来说太高了。
纠正措施:
降低活动程序的馈送和速度,以降低机器负载。
可能的原因:切削刀具不锋利或损坏。
纠正措施:
检查切削工具有无损坏。如果切削工具损坏或不锋利,则安装新工具或新刀具刀片。
可能的原因:轴电机电缆中存在接地短路。
纠正措施:
检查转台线缆是否磨损或损坏,请参阅下面的电气图。

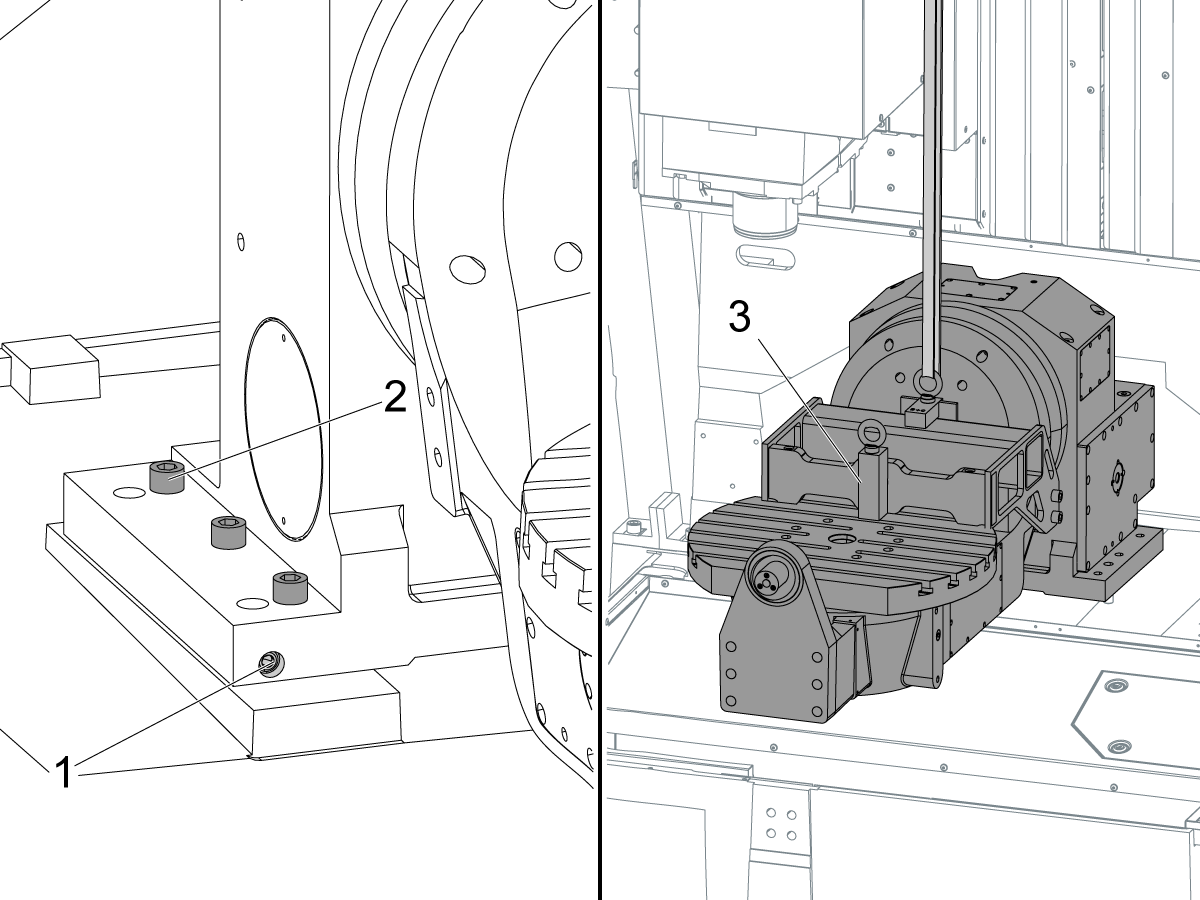
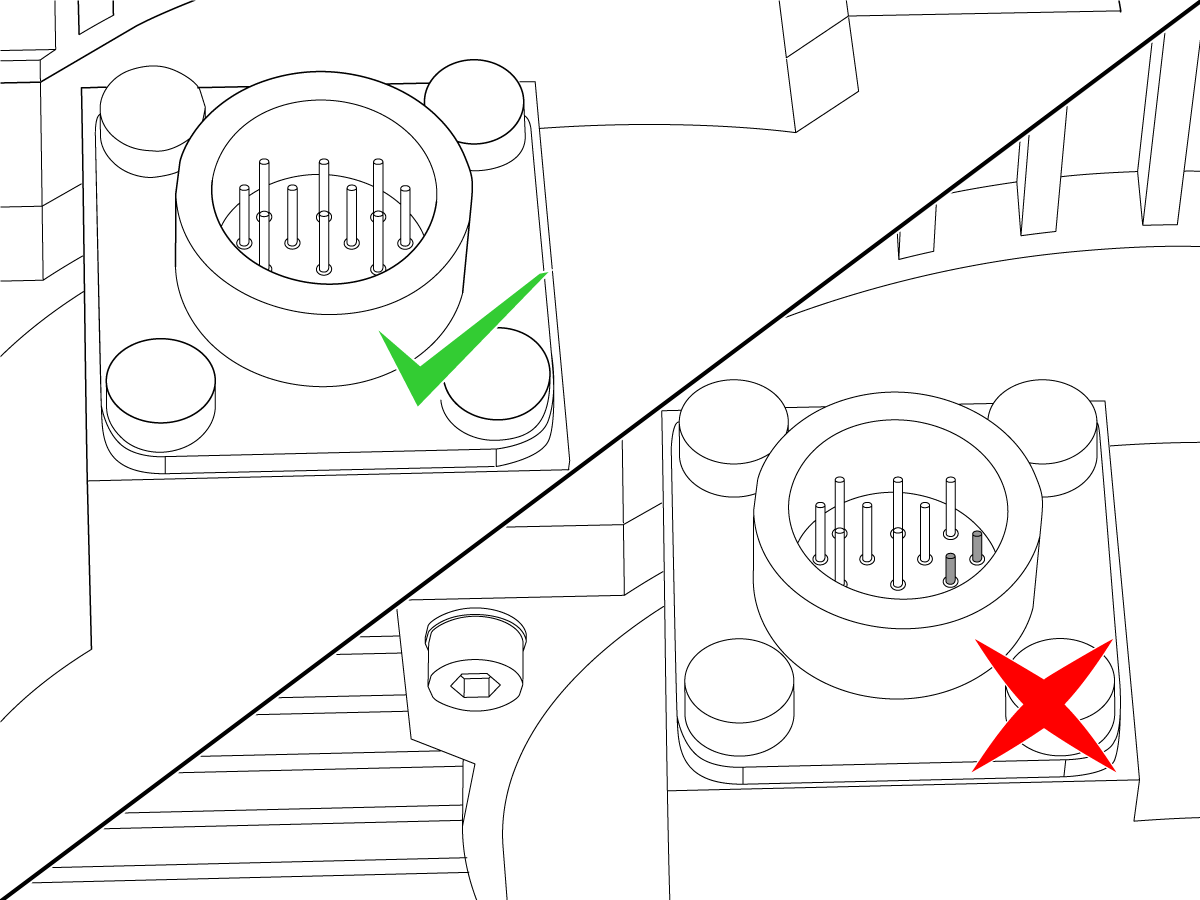
检查连接到编码器安装板上的 B 或 C 轴接地电缆。确保固定在编码器安装板上。 验证电缆另一端已连接到机箱。
如果机床未安装接地电缆。验证编码器安装是否具有用于接地螺钉的 [1] 8-32 UNC 位置。
安装以下部件:
33-8001 GND 到 SP 编码器 16 英尺(C 轴)
33-6055 到 SP 编码器 13 英尺(B 轴)
如果需要;
20-7278A - MNT NCE/原点开关 B 轴 UMC
20-7279A - MNT NCE/原点开关 C 轴 UMC
注意:请勿松开读头螺钉,否则将需要对机床进行激光补偿。

纠正措施:
用活动扳手拧紧锁紧螺母,直到标记对齐
纠正措施:
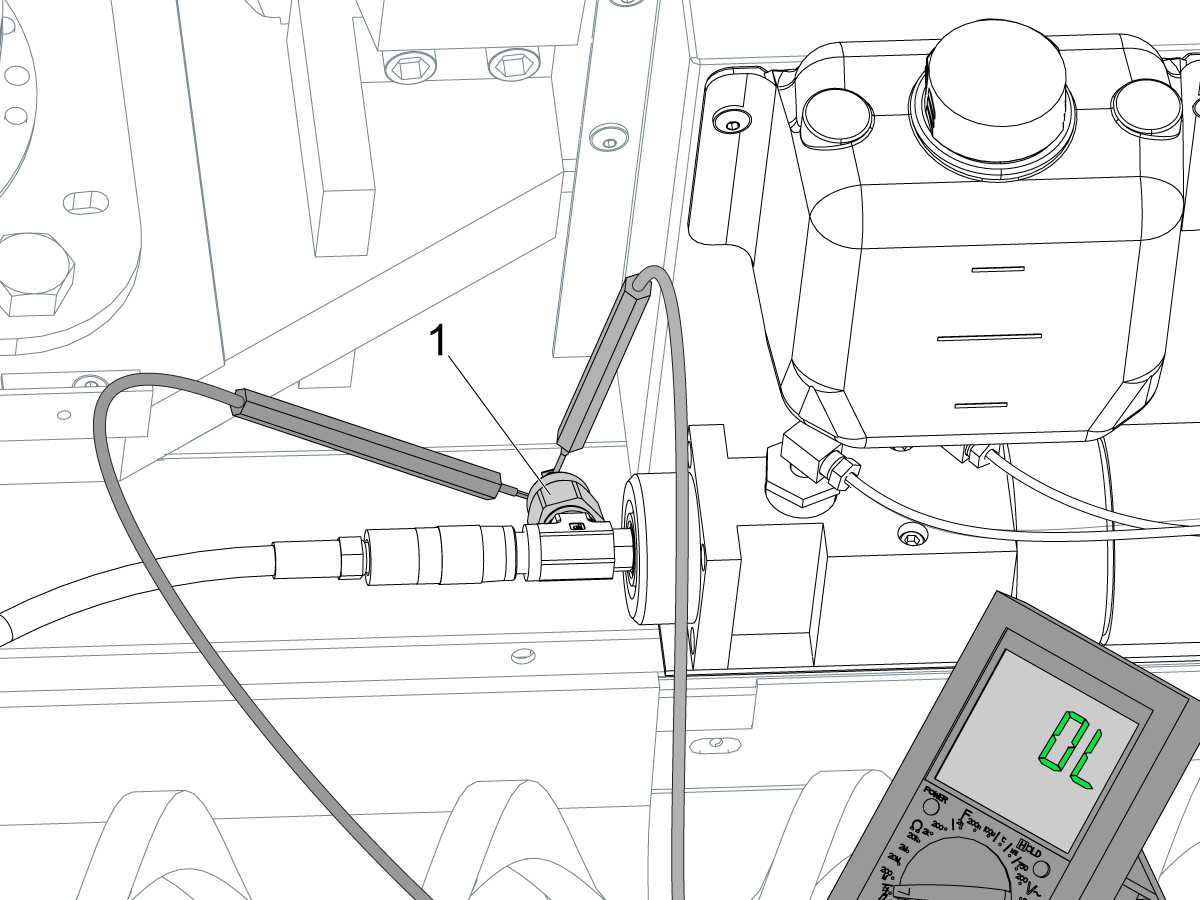
机器监控压力开关,以确保制动器在激活时保持压力。执行这些步骤以测试压力开关。
纠正措施:
使用制动器排气套件(HAas P/N T-0062A 表示 EC-1600,T-0062 表示 UMC)检查系统压力。如果无法建立压力,则 400-425 psi(27.6 - 29.3 bar),或者,如果压力下降,增压器可能损坏了密封件。如果储液罐中的油位持续下降,制动器将在内部泄漏。请参阅UMC-750 - B 轴和 C 轴制动助力器 - 更换了解更多信息。
纠正措施:
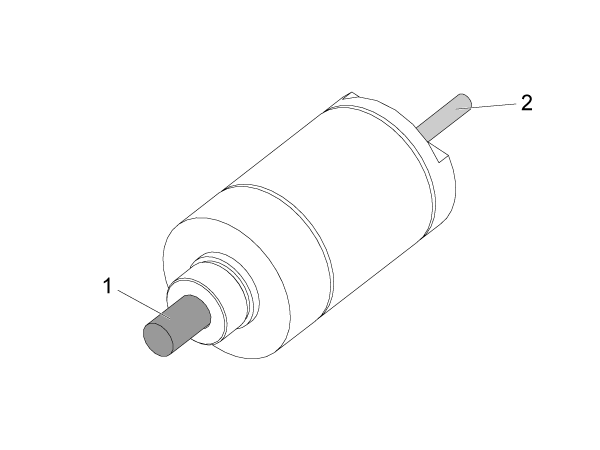
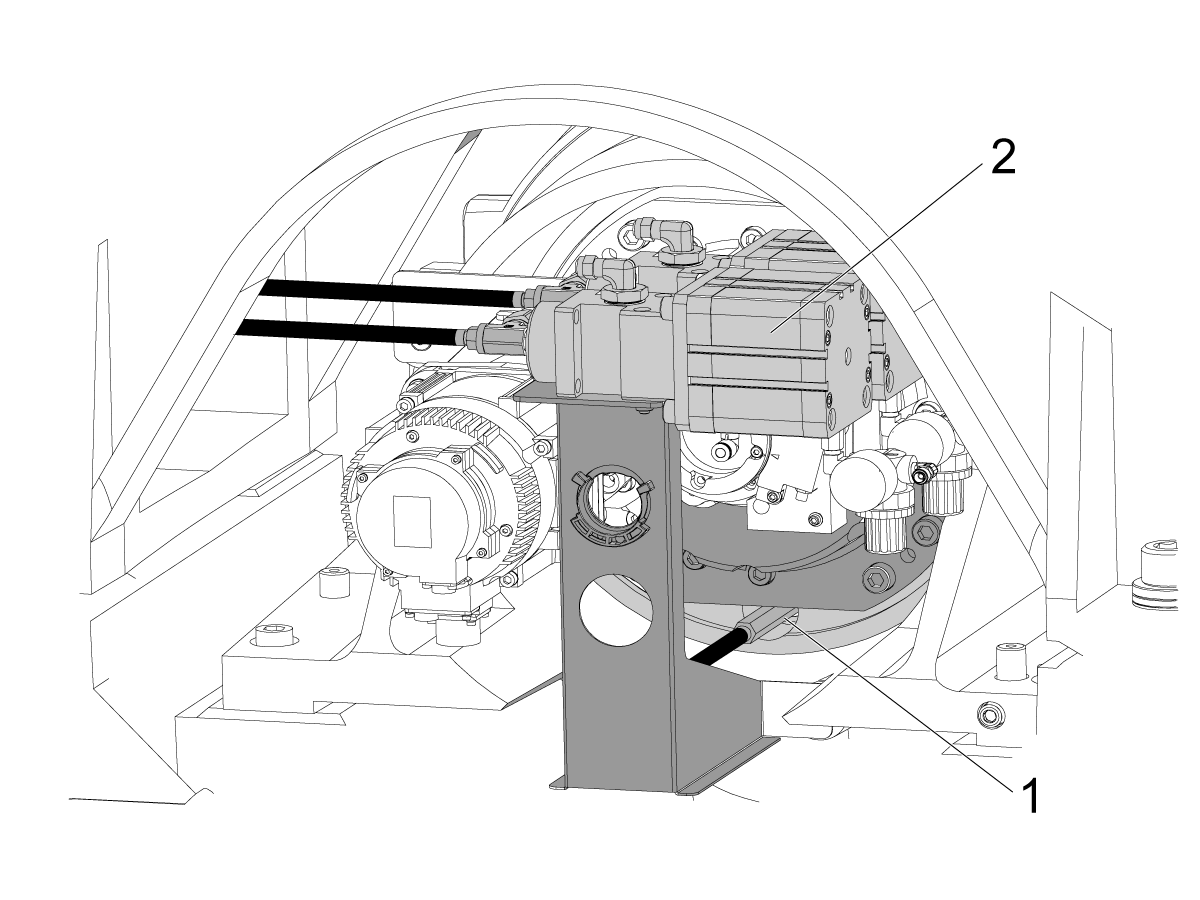
从制动助力器体上拆下气缸。
将气缸活塞轴 [1] 推入缩回位置。拆下后空气接头。
使用小直径杆(0.375” (10 mm) 或更小)[2] 将活塞组件推到扩展位置。
使用石头去除轴上的任何毛刺或高点。
用你的手来回移动轴。它应该自由移动。
西格玛-5伺服电机,非接触式编码器输出串行数据信号到控制。如果串行数据信号丢失或变得不可靠,则控件将生成串行数据通信错误。电气噪声可能导致来自编码器的串行数据信号变得不可靠,并导致误报。请按照下面的故障排除指南操作,以帮助消除系统中的噪音。
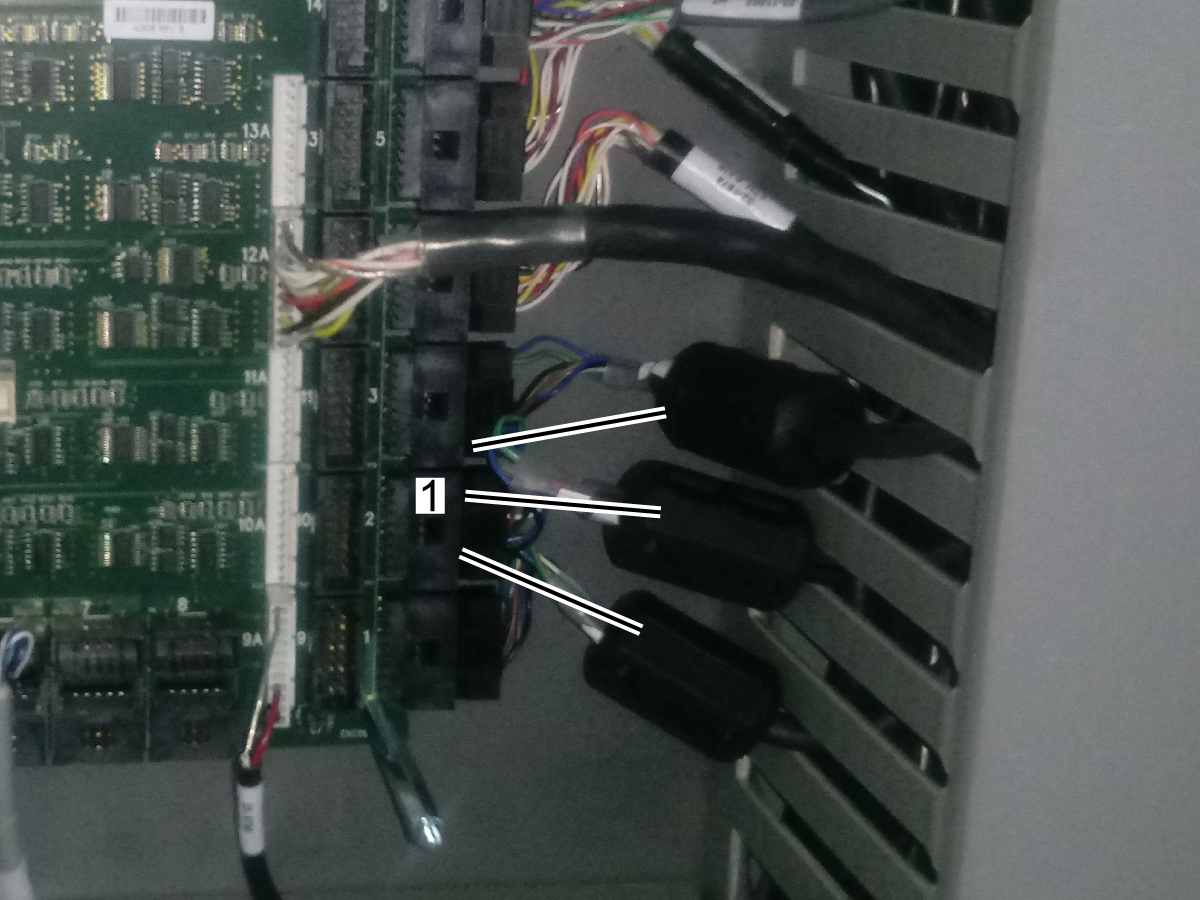
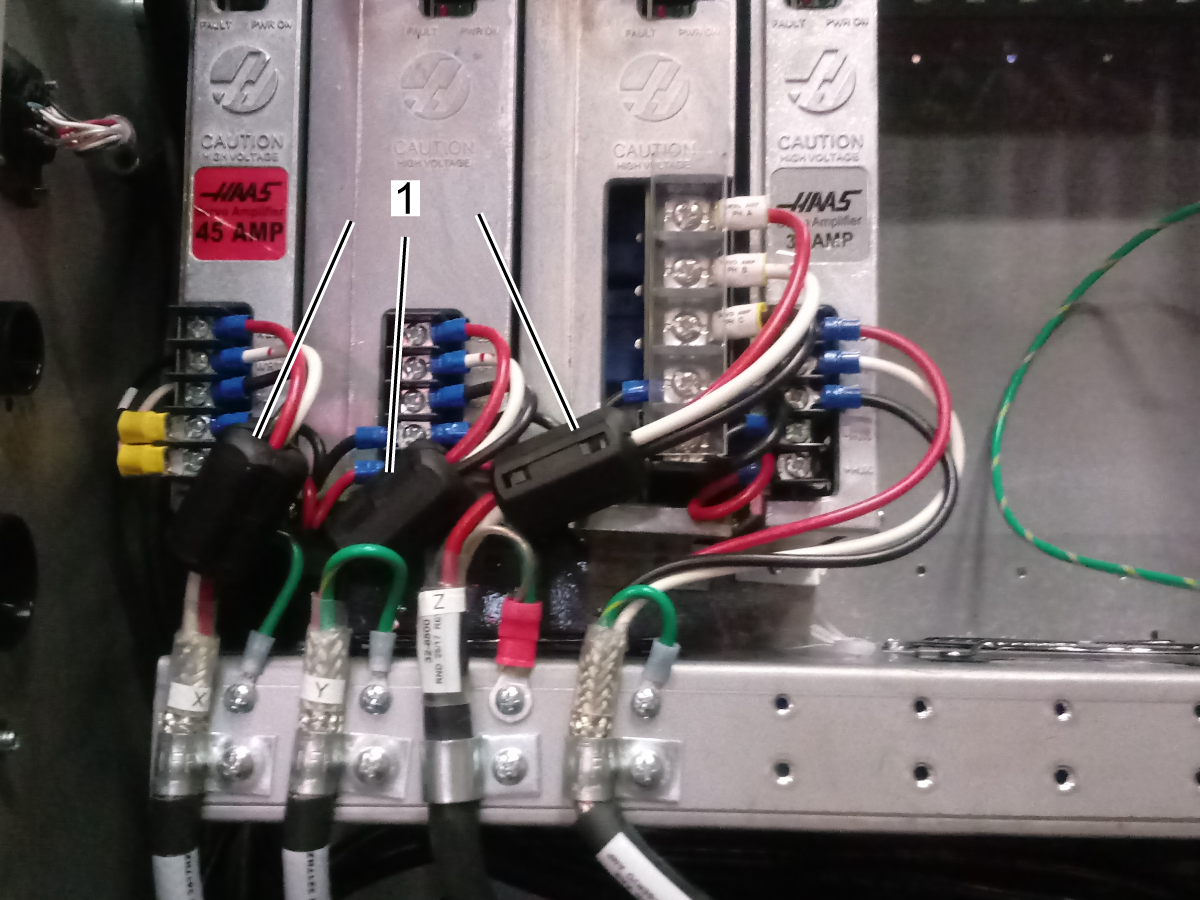
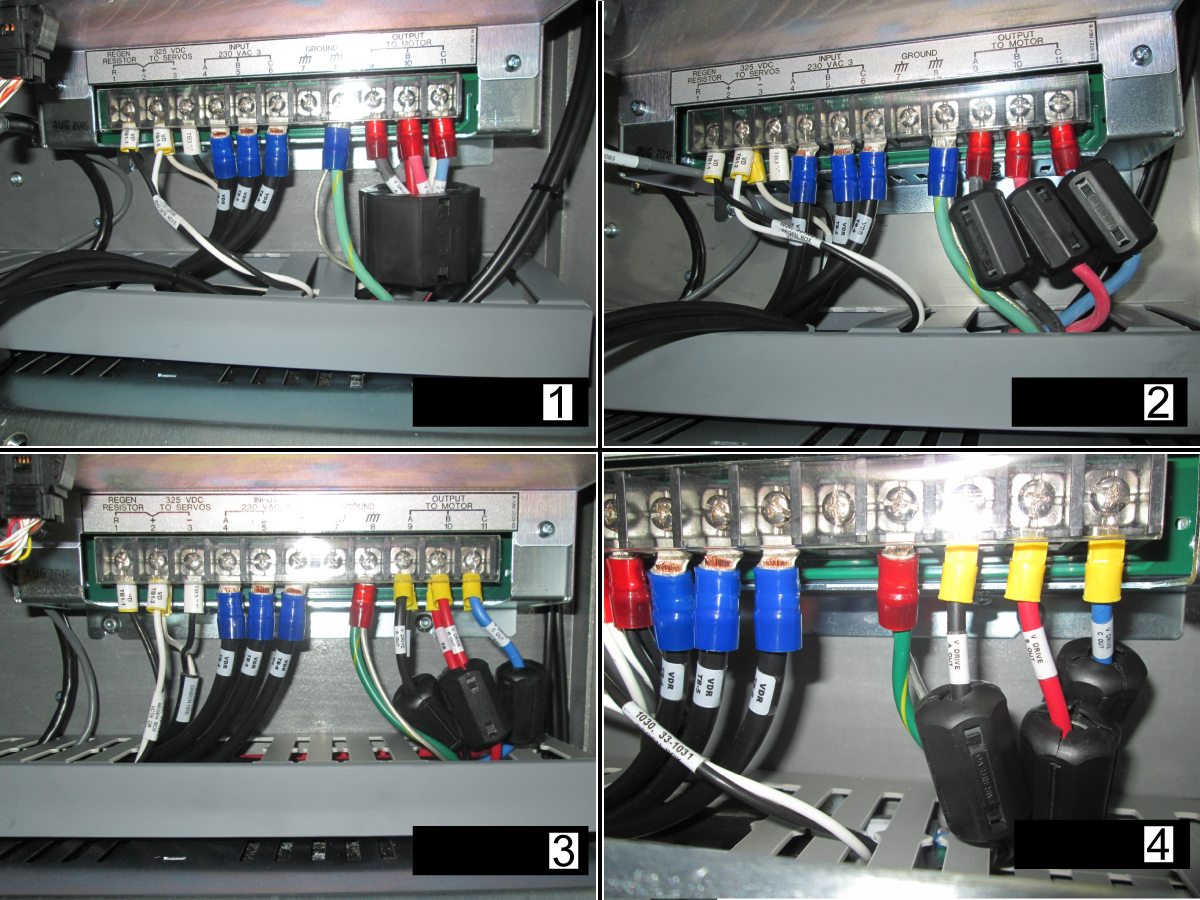
对于带 6 个导线引线 [1] 的 40HP 矢量,请使用铁氧体 P/N 64-1254。
对于 40HP 矢量3 根导线引线[2],请使用铁氧体 P/N 64-1252。
对于 20HP 矢量驱动器6 或 3 根导线引线 [3, 4],使用铁氧体 P/N 64-1252。
纠正措施:
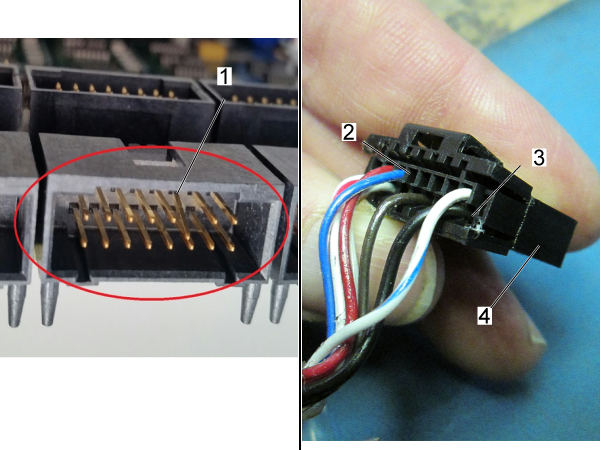
检查 Maincon 上的连接器[1]。确保它未损坏。
检查电缆。寻找损坏或僵硬的迹象。连接器 [4] 电缆引脚有两个外壳 [2,3]。
如果针脚已推入电机,则必须将电机和电缆一起更换。
确保电缆两端牢固连接。重新拔下两个连接。确保电缆安装在 Maincon 或 MOCON PCB 的正确连接器中。
可能的原因:
冷却液侵入转盘,污染 Moly 润滑脂。导致润滑脂硬化或导致制动器表面生锈。
纠正措施:
确定转盘是否可以清洁或必须更换
转盘维修套件
93-3783 转盘 带插头 维修 套件 UMC-750/1000
93-3784 B 转盘,带插头维修套件 UMC-500


AD0597
此程序概述如何更换所有 UMC 机器人系列上的转盘密封件
注意: 要确定您正在使用这些机床型号的哪个迭代,请参阅 UMC-750 机床版本 - 识别。
除非您具备资格并了解流程,否则不应进行机床的机械或电子修理或维修程序。
只有经过适当培训和认证的授权人员才可以执行此修理程序。
本文提供的所有信息仅供 Haas 机床所有者参考和说明之用。Haas Automation对您执行的修理不承担任何责任。仅保证由 Haas 专卖店授权经销商提供的那些维修和修理。
警告: 提起转盘时使用正确的安全程序。
按以下 UMC C 轴转盘更换 链接移除转盘。
警告: 如果您未断开制动器和断开线路,则可以通过拆下转盘永久性损坏制动器。
小心地将转盘翻过来。
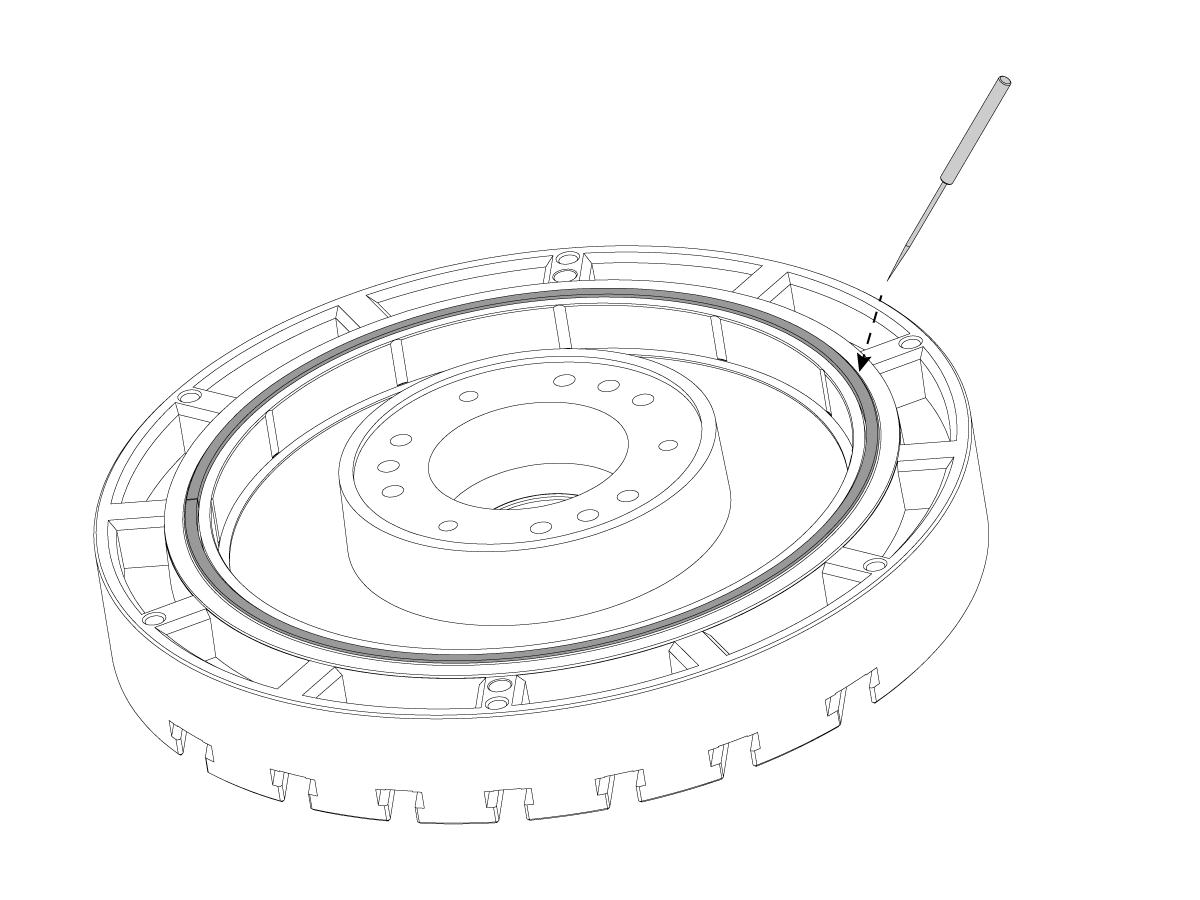
使用拨子或小刮刀,从转盘上取下损坏的密封件。
清洁要与制动组件和密封槽接触的转盘底部。
在安装密封件之前,验证凹槽是否清洁且无毛刺。
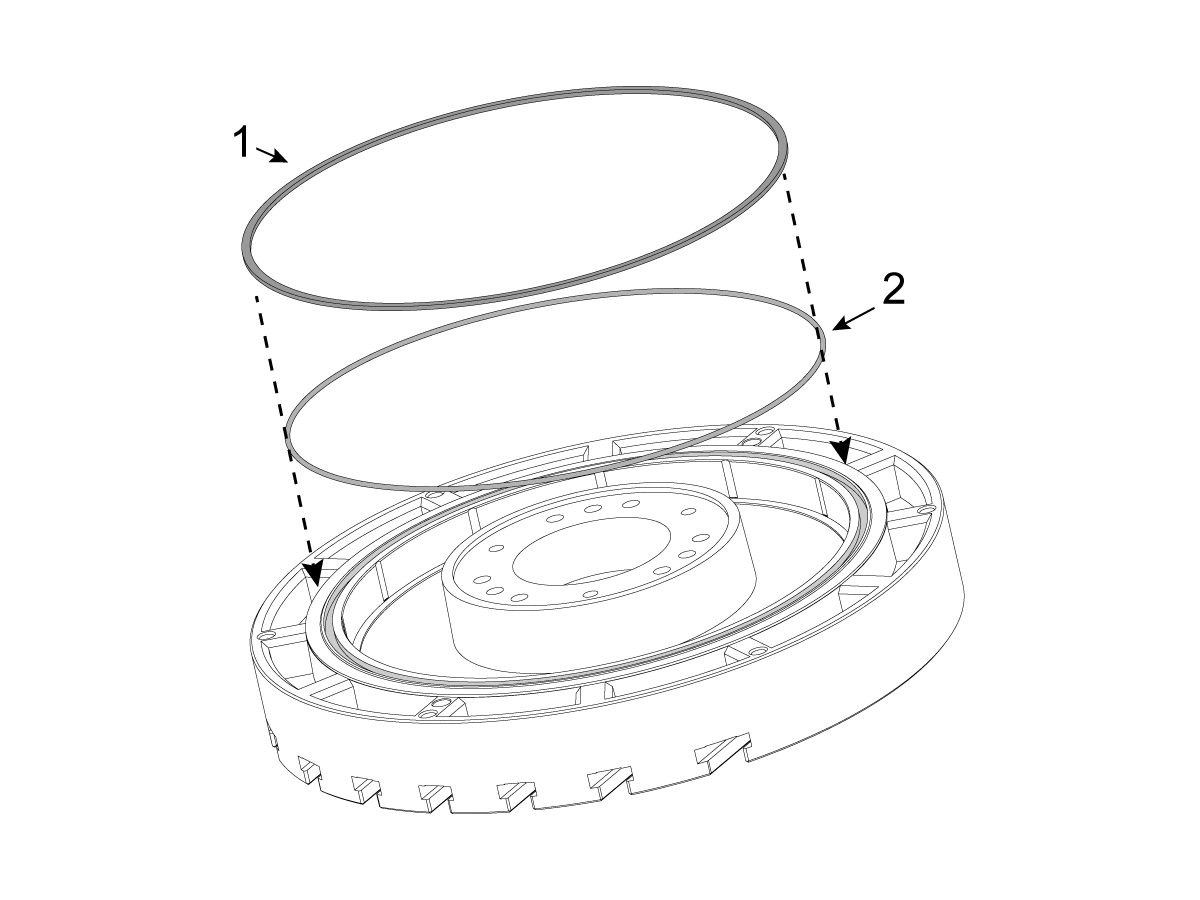
用粘性润滑脂润滑O 型圈 [2] 和 TFLON 密封件 [1],然后安装到转盘凹槽中。
小心地将转盘翻转回来
请按以下 UMC C 轴转盘更换 链接的安装部分,获取如何正确重新安装转盘的完整说明。
AD0474
此过程说明如何在重启 UMC 机床上更换 B 轴制动环。
注意: 要确定您正在使用这些机床型号的哪个迭代,请参阅 UMC-750 机床版本 - 识别。
本文档适用于以下维修套件:
除非您具备资格并了解流程,否则不应进行机床的机械或电子修理或维修程序。
只有经过适当培训和认证的授权人员才可以执行此修理程序。
本文提供的所有信息仅供 Haas 机床所有者参考和说明之用。Haas Automation对您执行的修理不承担任何责任。仅保证由 Haas 专卖店授权经销商提供的那些维修和修理。
重要:如果在开始程序之前未断开空气供应并从机床中清除空气供应,则将发生制动环损坏。
通过将参数 7.004 更改为 1 以禁用 C 轴。
拆下 C 轴的底盖。然后,断开 C 轴伺服电机和天平的接线。
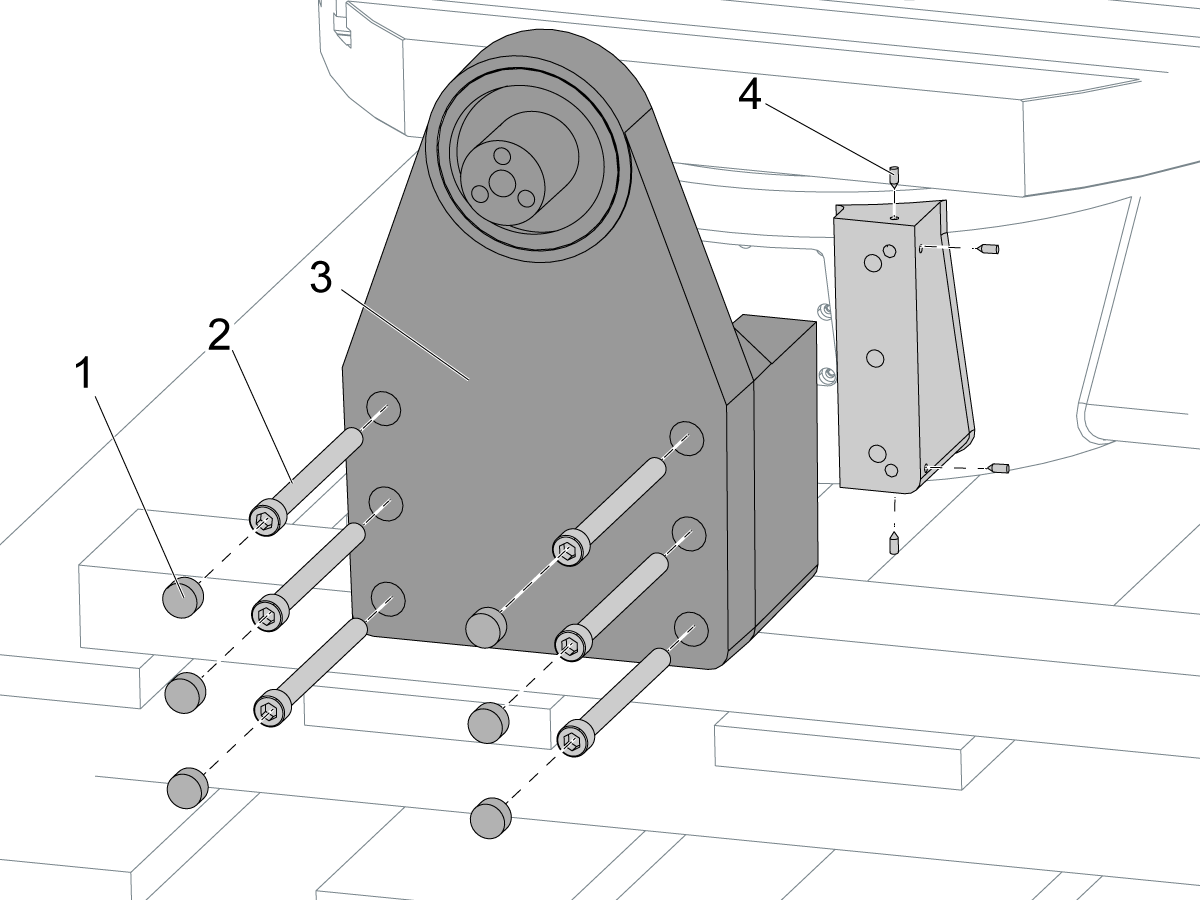
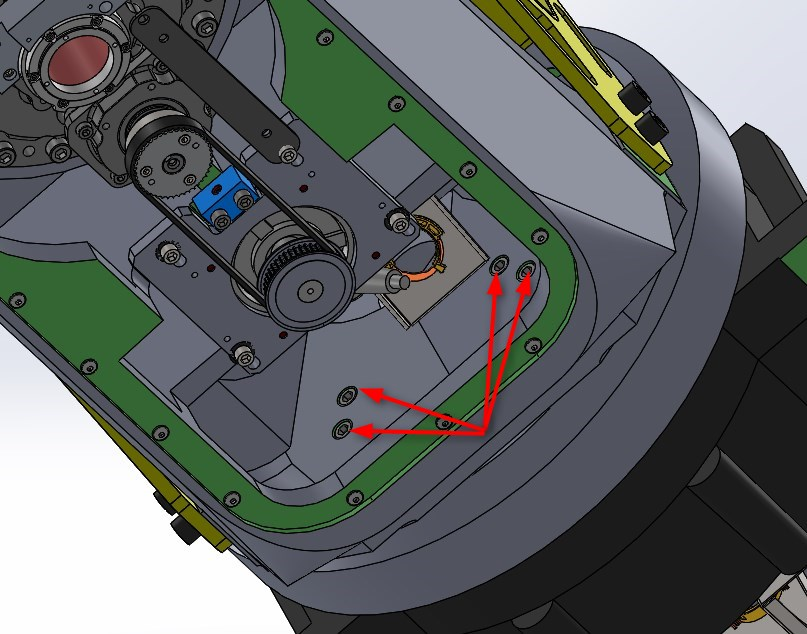
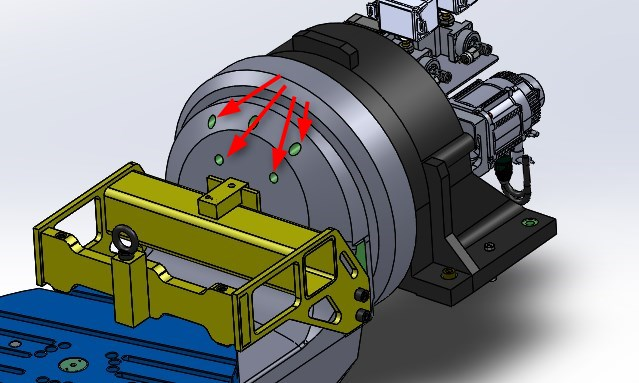
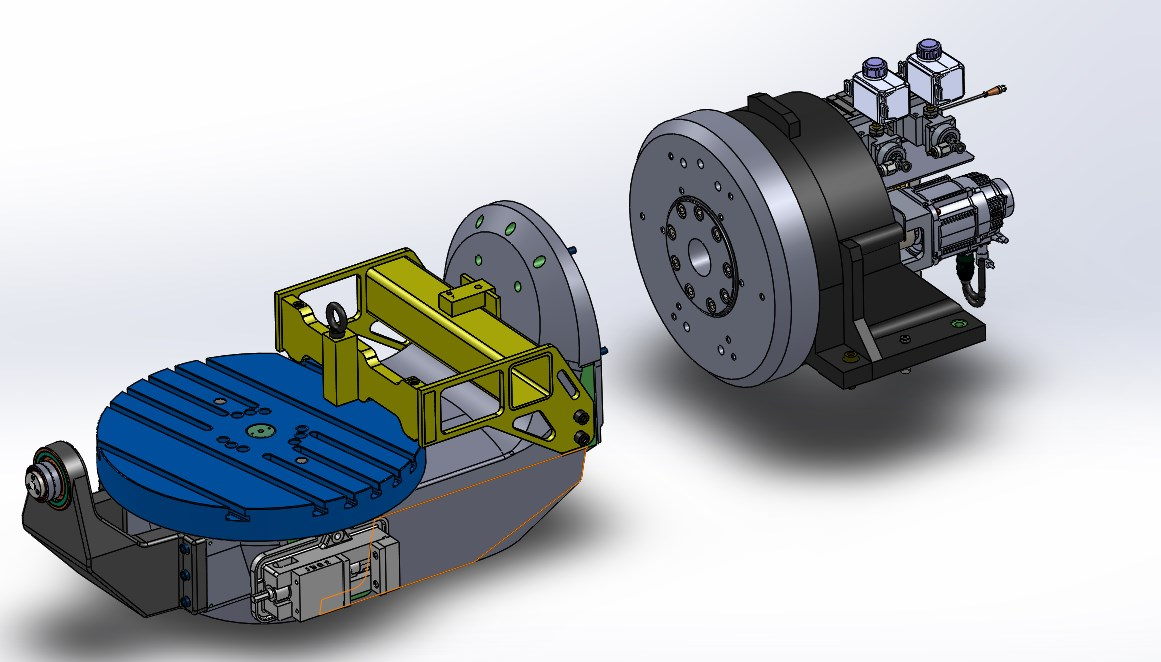
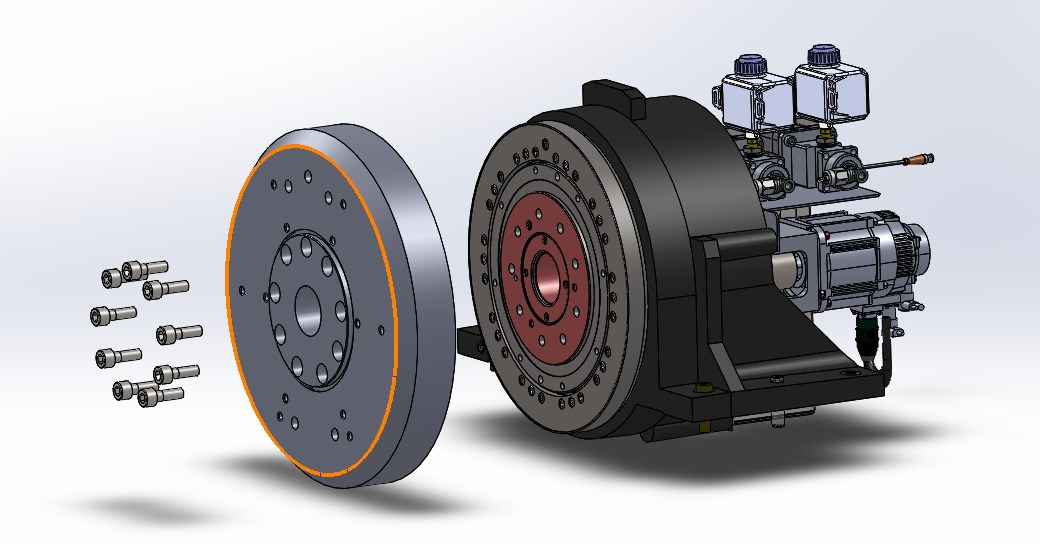
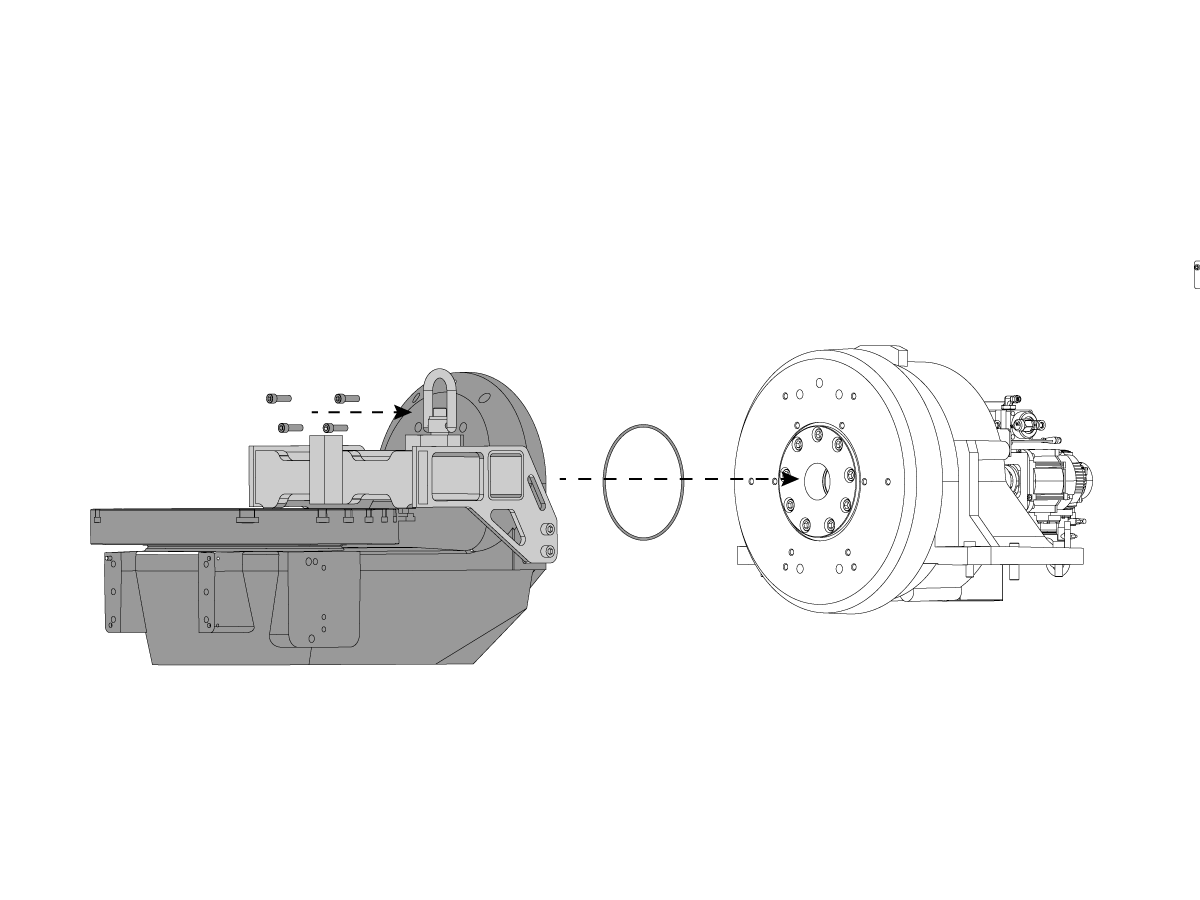
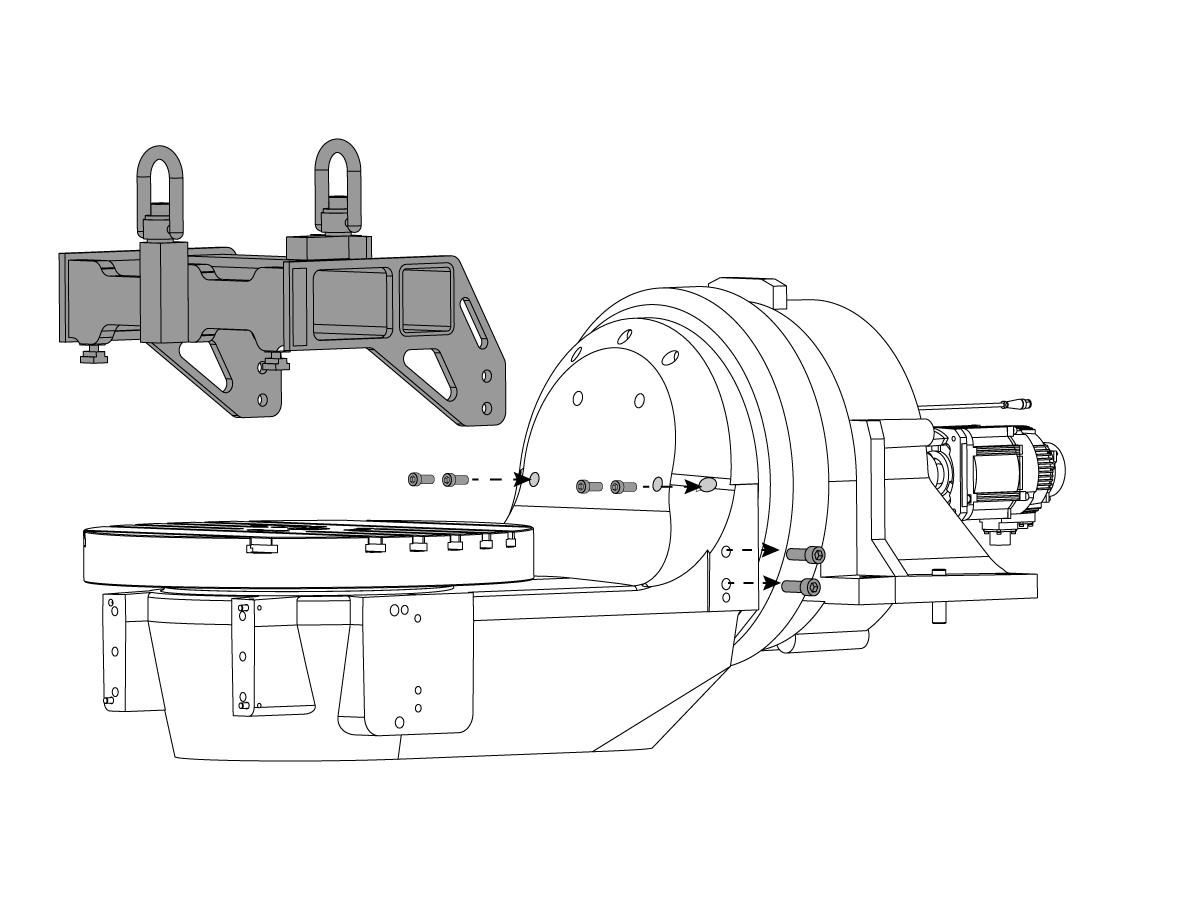
卸下将 C 轴主体连接到 B 轴转盘的 4 个螺栓。(见图片)
移除该 4 只螺栓。
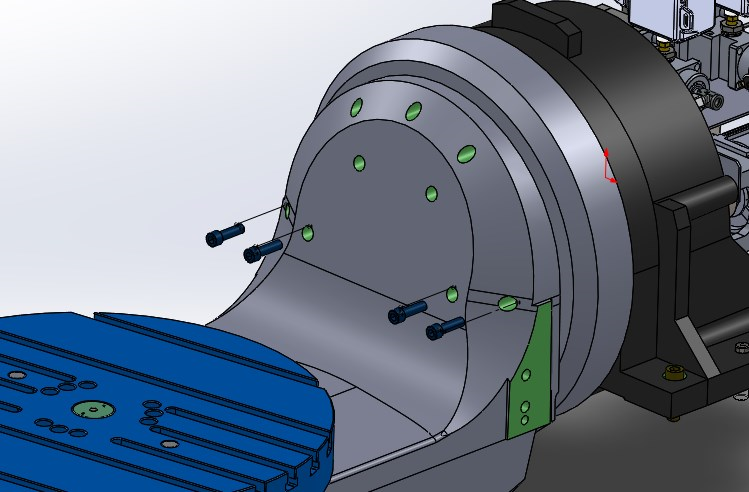
安装 T-2194A 起重工具。
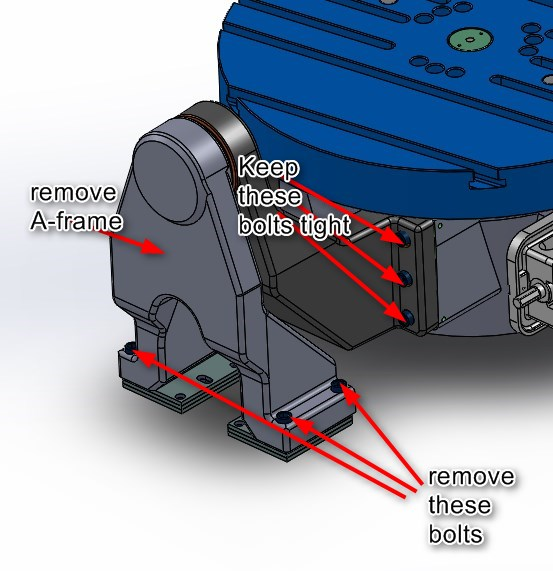
移除A 形框架支柱螺栓和垫片。拆下 A 形框架支柱。
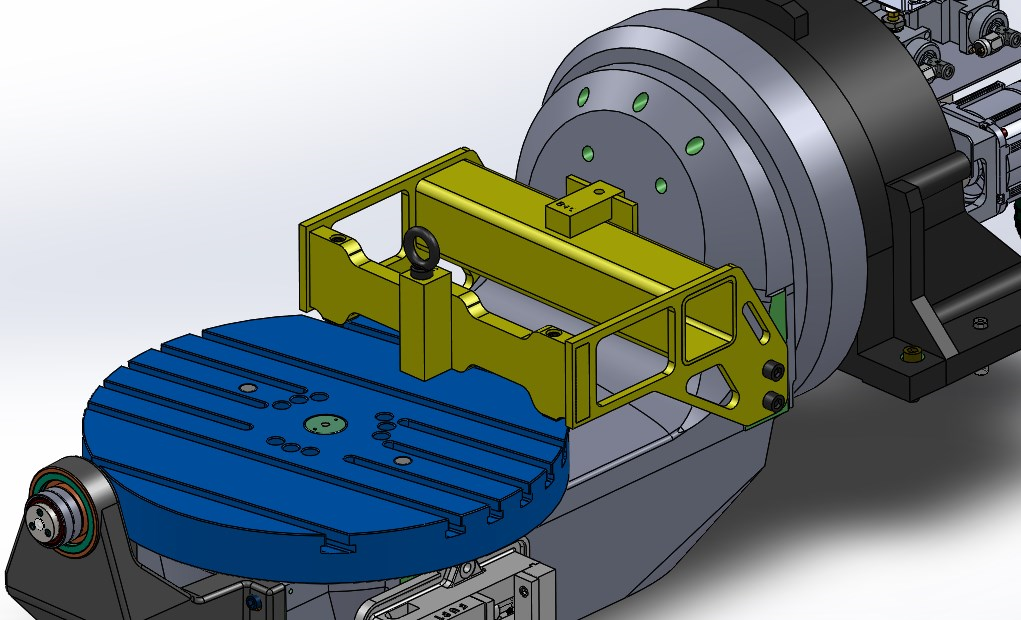
使用 T-2194A 上安装的螺栓,通过叉车或起重机将 C 轴抬起。
卸下其他将 C 轴主体连接到 B 轴转盘的螺栓。(见图片)
移除机床设备的 C 轴总成。
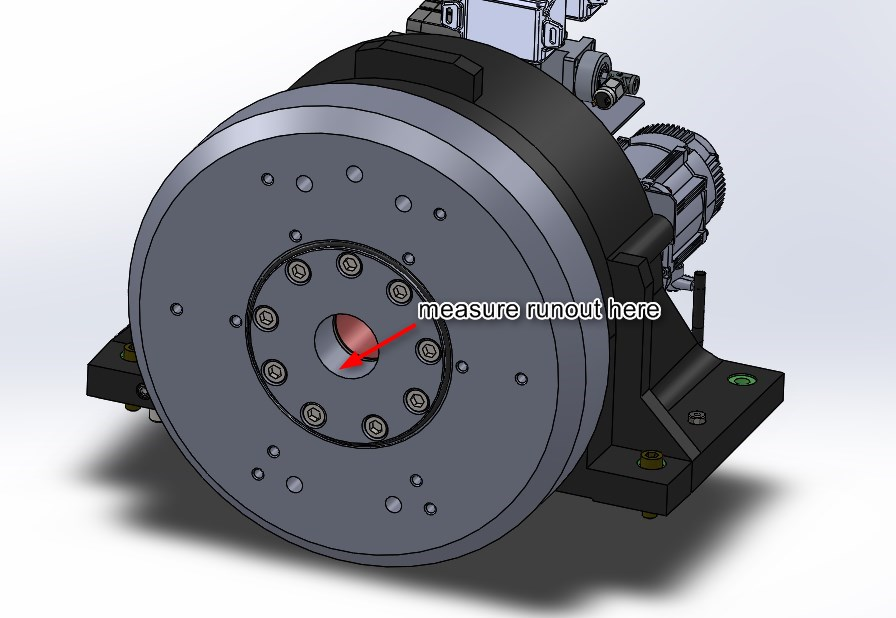
如 C 轴被挡住,请查看 B 轴中心孔是否跳动。记录该读数。
说明:记录“设置 254 5 轴转台中心距离”中的值 根据指示器的设置,可能需要将设置 254 设置为零,以防止读数错误。
重要:如果在开始程序之前未断开空气供应并从机床中清除空气供应,则将发生制动环损坏。

继续操作前,请确保制动助力器与转台断开。如果在移除转盘的情况下对制动器加压,其将损坏而无法恢复。
移除转盘。
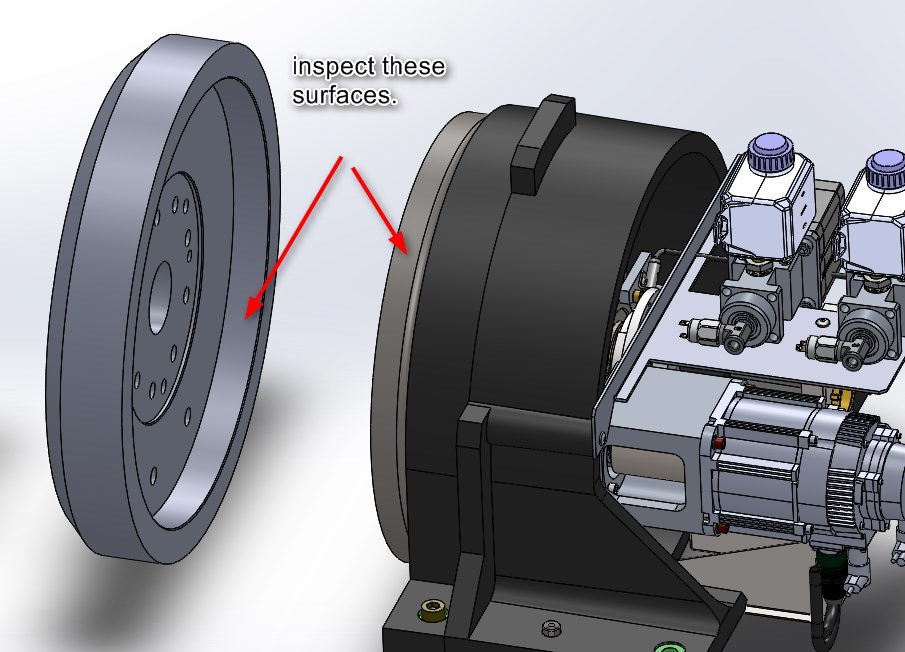
检查制动器表面。
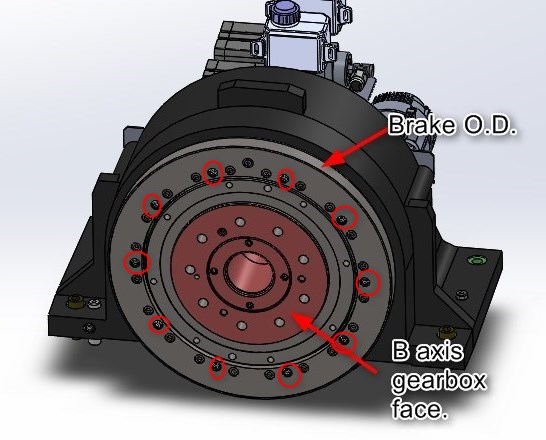
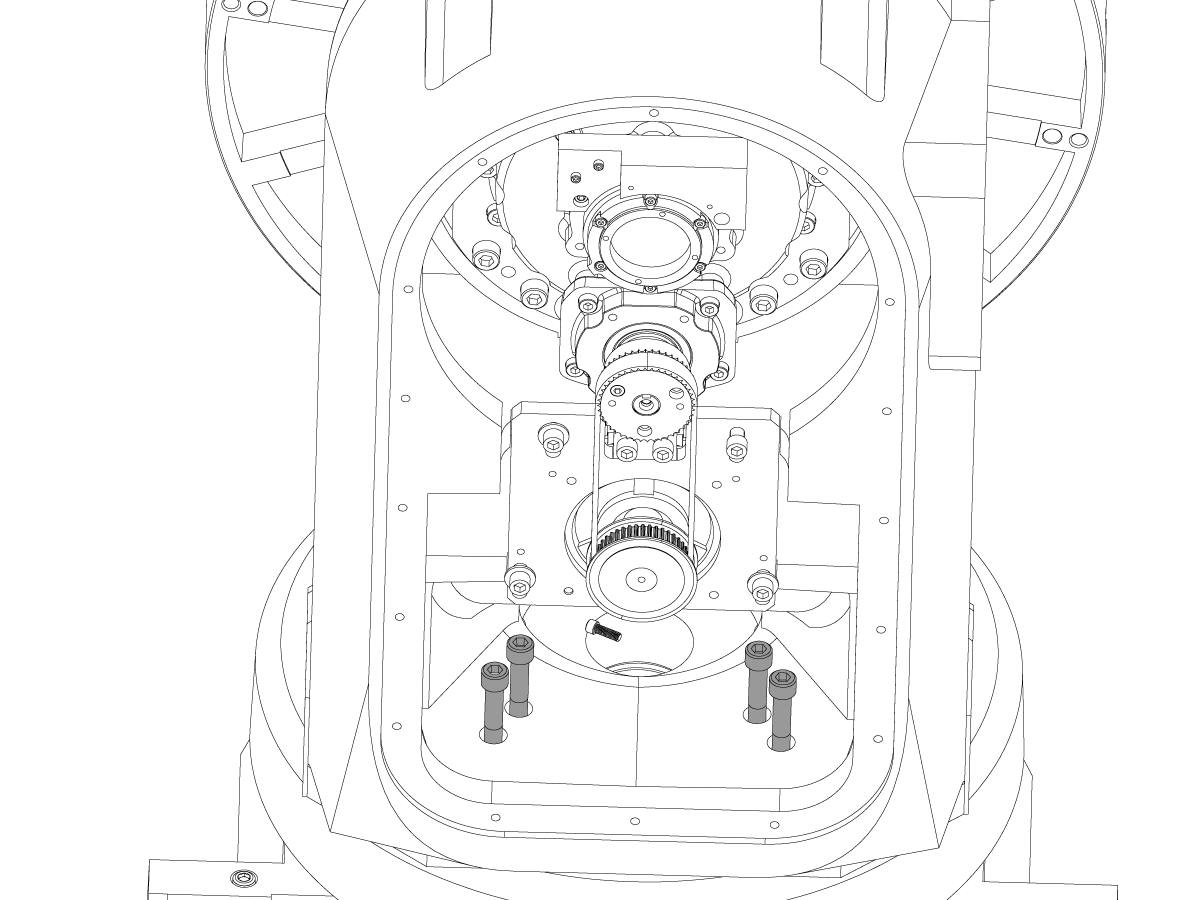
卸下所示的 10 个螺栓。(见图片)
然后,根据需要移除并更换 B 轴制动器。
要求:验证机床是否配备了制动调节器。请参考以下 AD 文档:UMC 制动助力器调节器维修套件 - AD0601
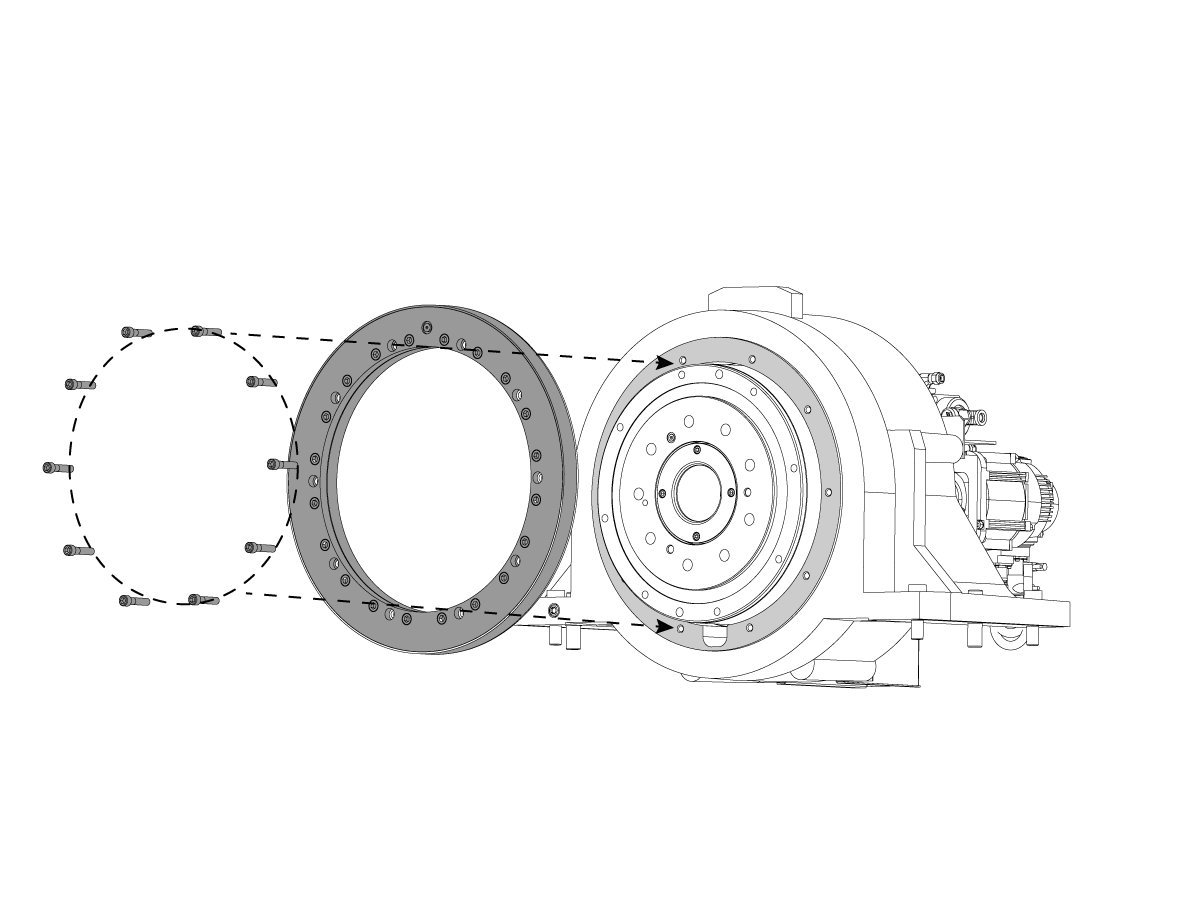
清洁 B 轴体上的新制动环和制动环安装面。
将软管穿过铸件底部的开口。此时请勿将软管的另一端连接到主缸上的 T 接头。 拧紧 10 个螺钉并将其 拧松 1/4 圈。
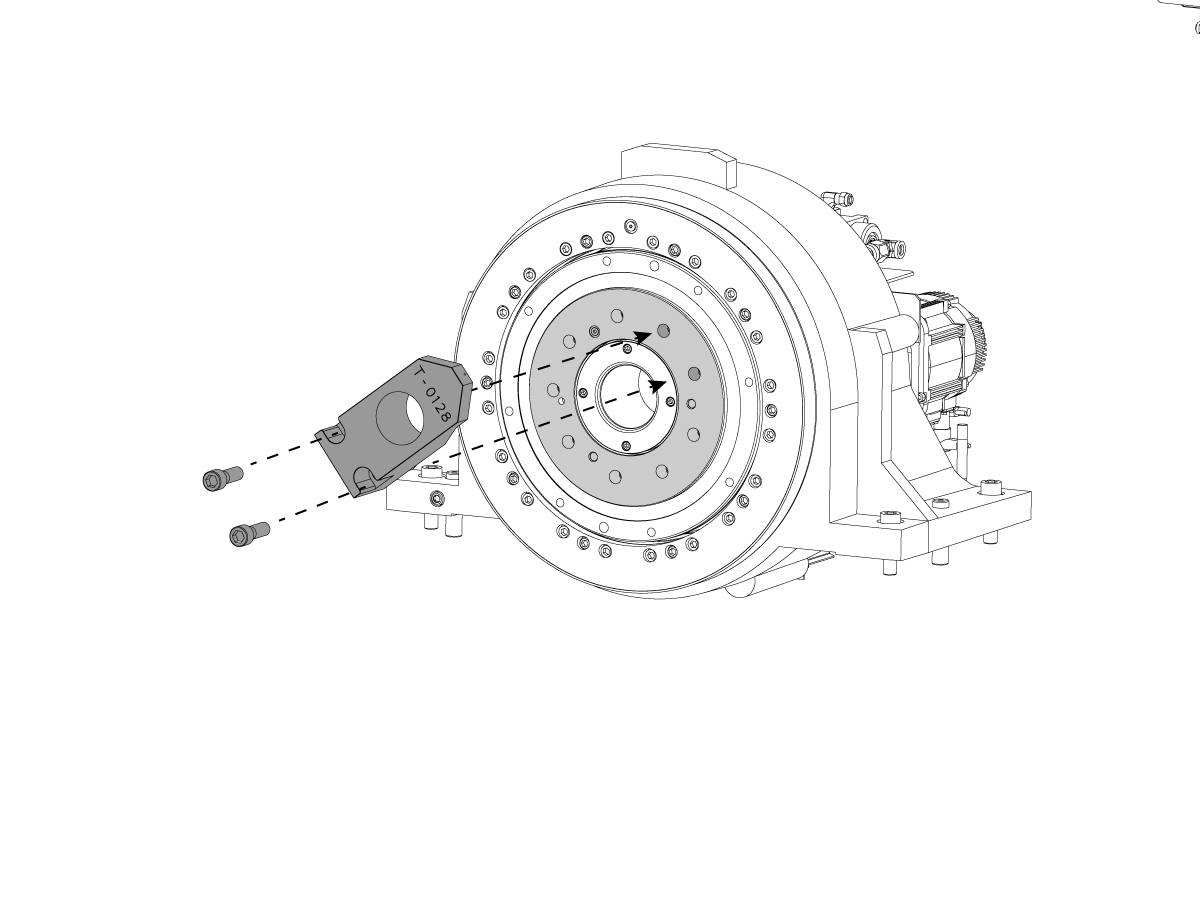
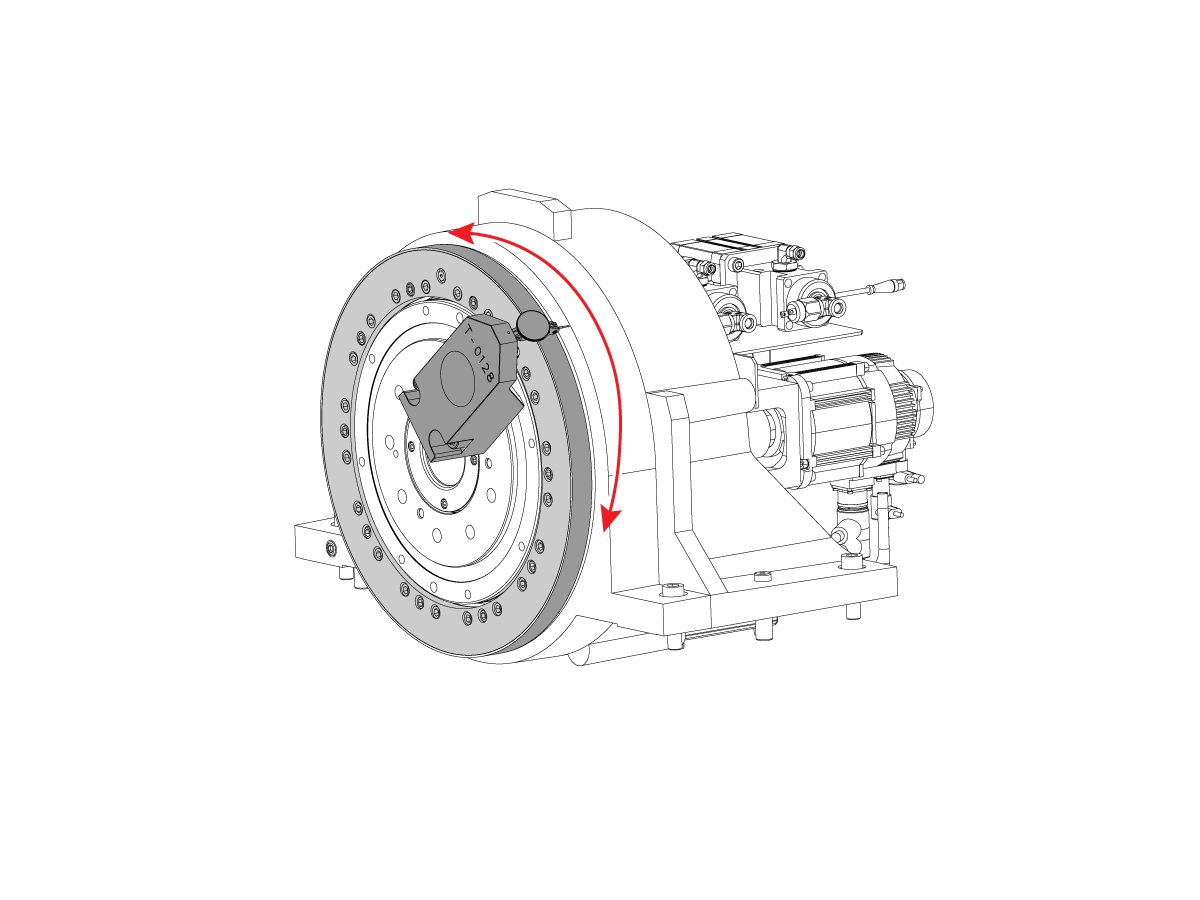
使用用于 UMC-750/1000 的 T-0128 或用于 UMC-500 的 T-0129,指示制动环的外径并调整到 NTE: 0.001” TIR。根据 Haas 扭矩图拧紧制动环安装螺栓
使用用于 UMC-750/1000 的 T-0128 或用于 UMC-500 的 T-0129,指示制动环的外径并调整到 NTE: 0.001” TIR。根据 Haas 扭矩图拧紧制动环安装螺栓
用 5% 美孚 MOLY 润滑脂 (99-1792) 涂抹制动环外径表面
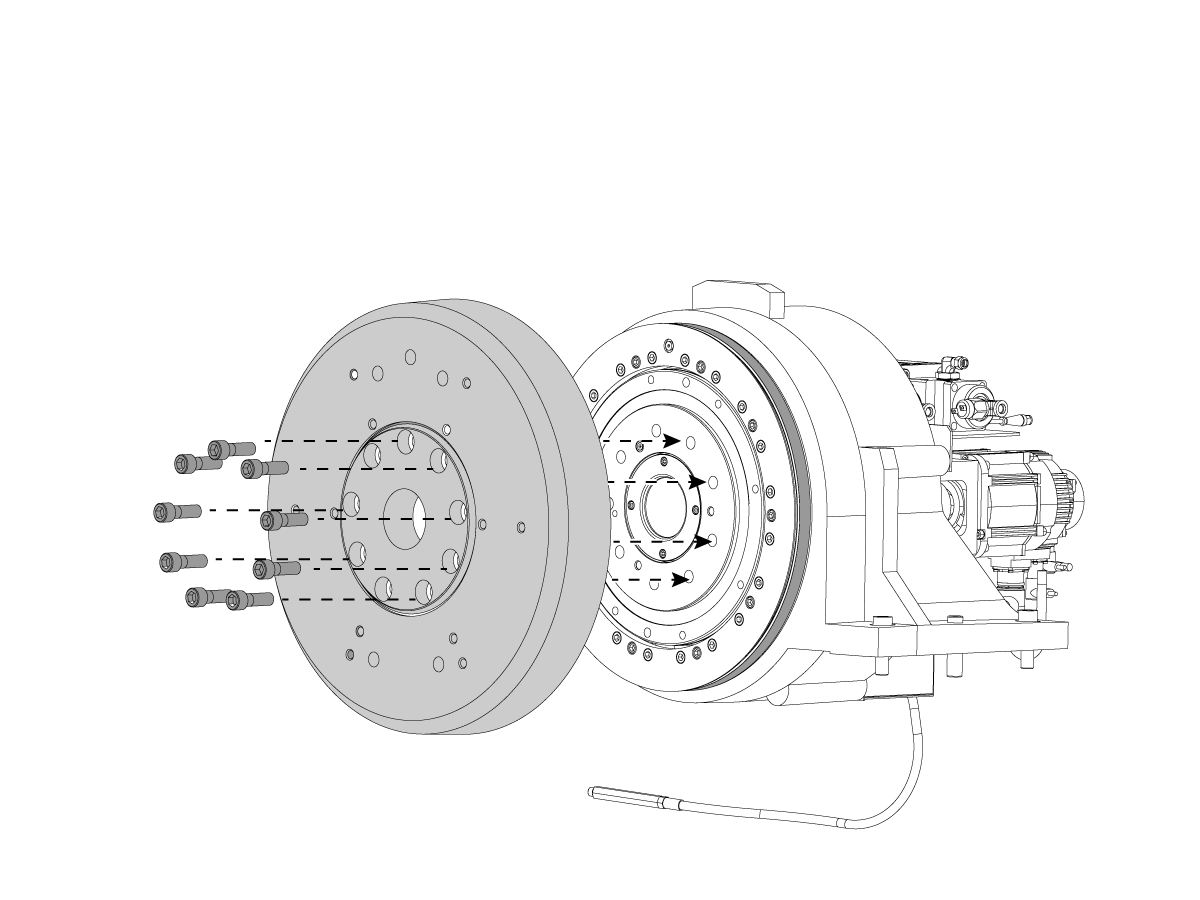
安装 B 轴转盘,用手拧紧安装螺栓。
连接所有与制动助力器和液压配件,并 参阅 UMC-500/750/1000 转台制动器排气 - AD0496 为 B 轴制动器排气
夹紧 B 轴制动器(这将使 B 轴转盘在制动环上居中)并逐渐拧紧 B 轴转盘安装螺栓。参考 Haas 扭矩图
拧紧螺栓后,核实 B 轴转盘中心孔内径的跳动。
在整个行程中旋转 B 轴。观察伺服负载(尖峰表示制动环正在拖动)。听听 B 轴旋转时制动区域是否有异响。
要求:验证机床是否配备了制动调节器。请参考以下 AD 文档:UMC 制动助力器调节器维修套件 - AD0601
使用 T-2194A 上安装的螺栓,通过叉车或起重机将 C 轴抬起。
将 C 轴重新安装到 B 轴并 安装顶部 4 个 螺栓
拆下 T-2194A 并安装 4 个螺栓
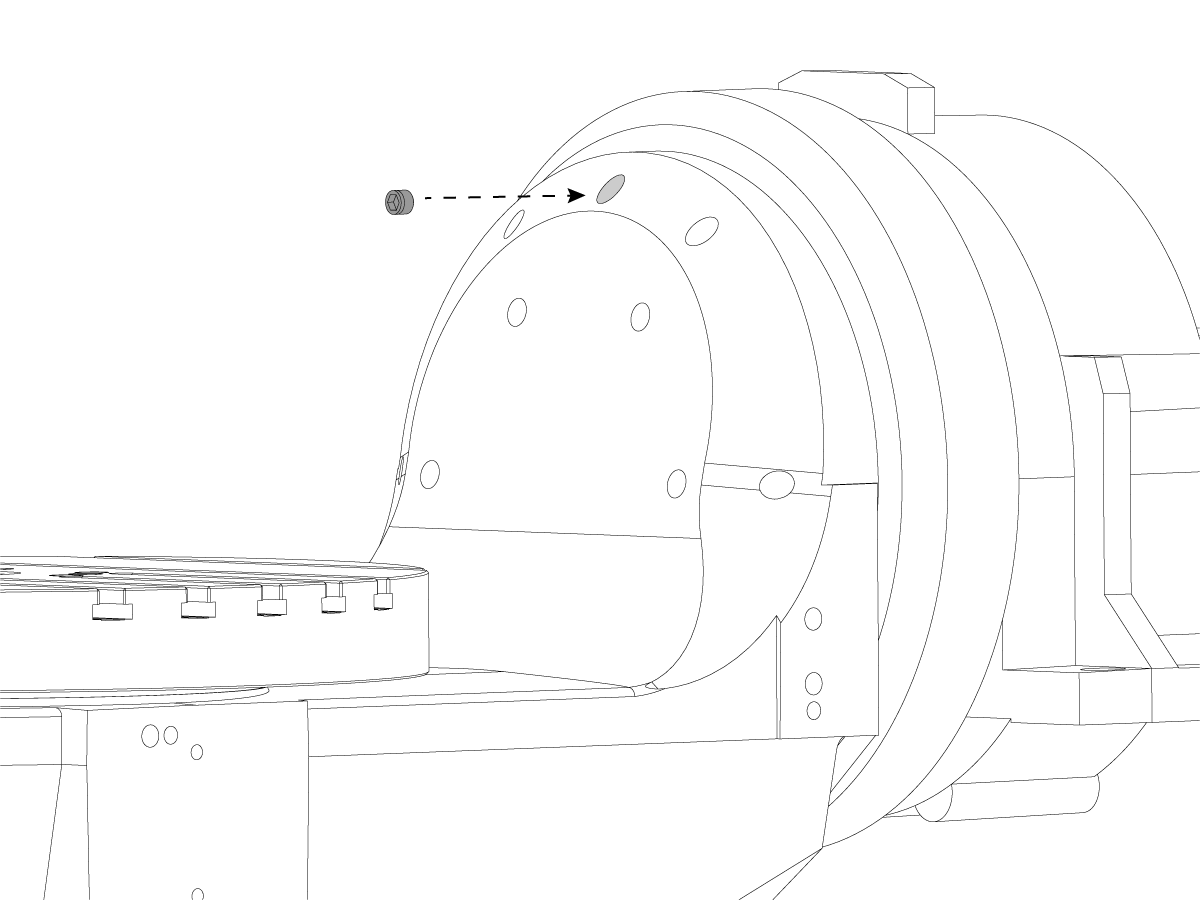
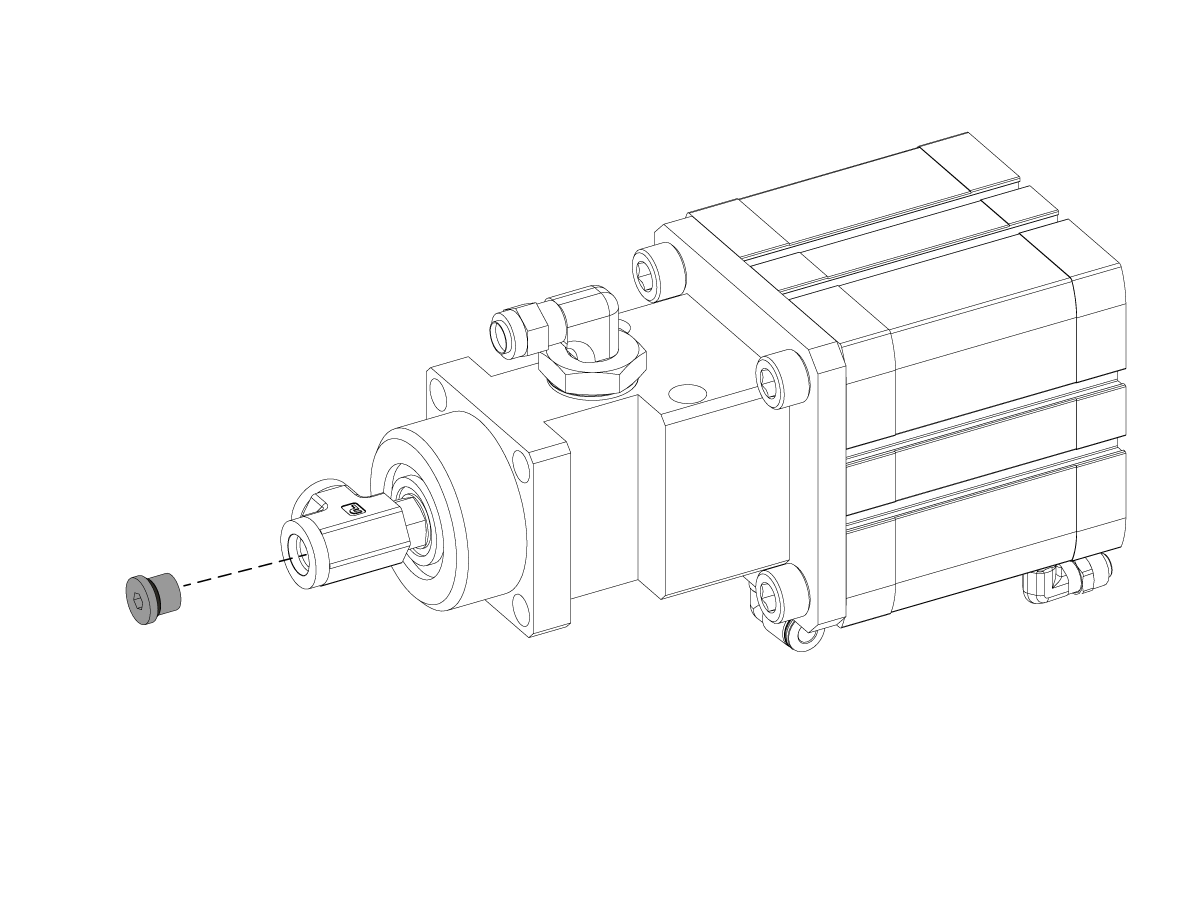
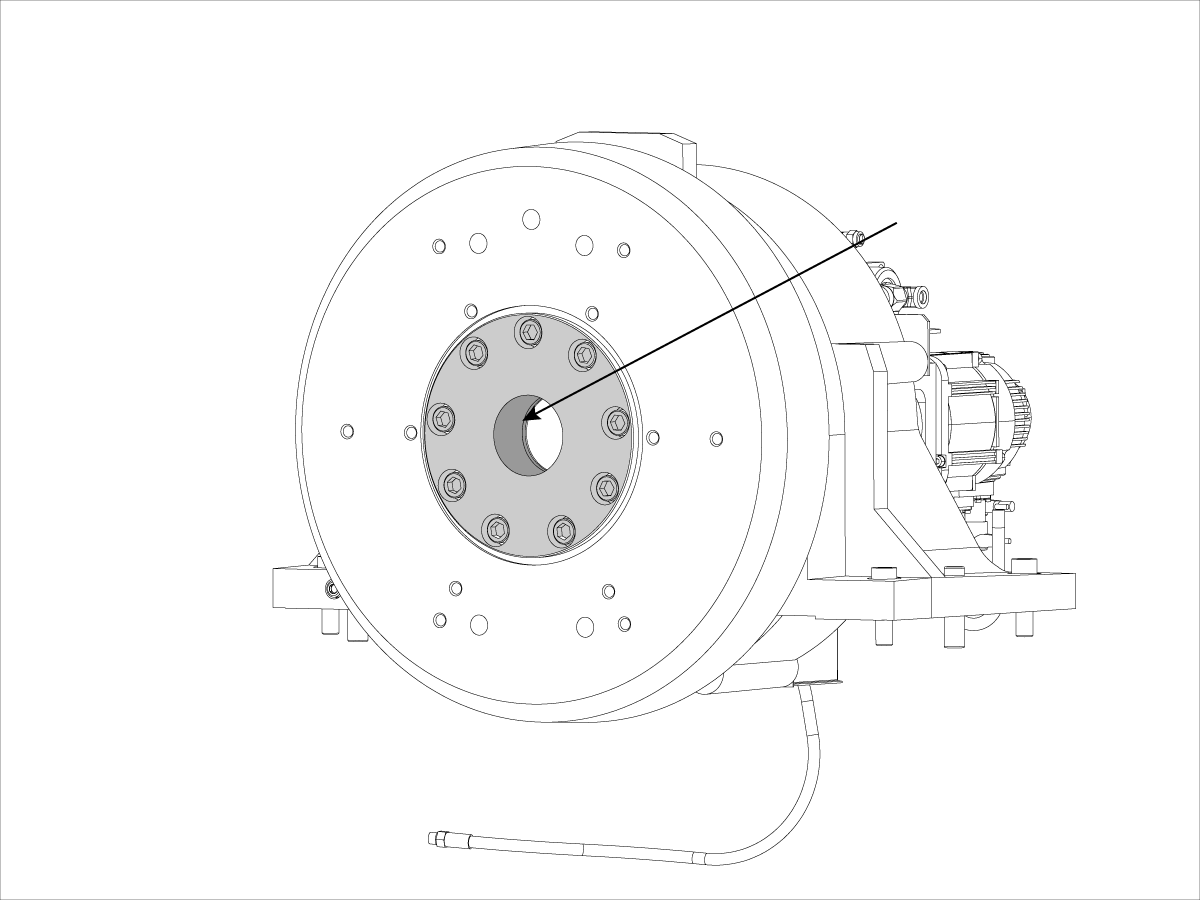
将黄铜中心插头安装到 B 轴转盘
***警告:在安装插头前,验证 B 轴制动器排气程序是否已完成。
将所有插头安装到 C 轴主体中。
AD0667
此过程说明如何在重启 UMC 机床上更换 B 轴转盘。
注意: 要确定您正在使用这些机床型号的哪个迭代,请参阅 UMC-750 机床版本 - 识别。
本文档适用于以下维修套件:
除非您具备资格并了解流程,否则不应进行机床的机械或电子修理或维修程序。
只有经过适当培训和认证的授权人员才可以执行此修理程序。
本文提供的所有信息仅供 Haas 机床所有者参考和说明之用。Haas Automation对您执行的修理不承担任何责任。仅保证由 Haas 专卖店授权经销商提供的那些维修和修理。
通过将参数 7.004 更改为 1 以禁用 C 轴。
拆下 C 轴的底盖。然后,断开 C 轴伺服电机和天平的接线。
卸下将 C 轴主体连接到 B 轴转盘的 4 个螺栓。(见图片)
移除该 4 只螺栓。
安装 T-2194A 起重工具。
移除A 形框架支柱螺栓和垫片。拆下 A 形框架支柱。
使用 T-2194A 上安装的螺栓,通过叉车或起重机将 C 轴抬起。
卸下其他将 C 轴主体连接到 B 轴转盘的螺栓。(见图片)
移除机床设备的 C 轴总成。
如 C 轴被挡住,请查看 B 轴中心孔是否跳动。记录该读数。
说明:记录“设置 254 5 轴转台中心距离”中的值 根据指示器的设置,可能需要将设置 254 设置为零,以防止读数错误。
重要:如果在开始程序之前未断开空气供应并从机床中清除空气供应,则将发生制动环损坏。
继续操作前,请确保制动助力器与转台断开。如果在移除转盘的情况下对制动器加压,其将损坏而无法恢复。
移除转盘。
检查制动器表面。
用 5% 美孚 MOLY 润滑脂 (99-1792) 涂抹制动环外径表面
安装 B 轴转盘,用手拧紧安装螺栓。
连接所有与制动助力器和液压配件,并 参阅 UMC-500/750/1000 转台制动器排气 - AD0496 为 B 轴制动器排气
夹紧 B 轴制动器(这将使 B 轴转盘在制动环上居中)并逐渐拧紧 B 轴转盘安装螺栓。参考 Haas 扭矩图
拧紧螺栓后,核实 B 轴转盘中心孔内径的跳动。
在整个行程中旋转 B 轴。观察伺服负载(尖峰表示制动环正在拖动)。听听 B 轴旋转时制动区域是否有异响。
要求:验证机床是否配备了制动调节器。请参考以下 AD 文档:UMC 制动助力器调节器维修套件 - AD0601
使用 T-2194A 上安装的螺栓,通过叉车或起重机将 C 轴抬起。
将 C 轴重新安装到 B 轴并 安装顶部 4 个 螺栓
拆下 T-2194A 并安装 4 个螺栓
将黄铜中心插头安装到 B 轴转盘
***警告:在安装插头前,验证 B 轴制动器排气程序是否已完成。
将所有插头安装到 C 轴主体中。
通过将参数 7.004 更改为 1 以禁用 C 轴。
拆下 C 轴的底盖。然后,断开 C 轴伺服电机和天平的接线。
卸下将 C 轴主体连接到 B 轴转盘的 4 个螺栓。(见图片)
移除该 4 只螺栓。
安装 T-2194A 起重工具。
移除A 形框架支柱螺栓和垫片。拆下 A 形框架支柱。
使用 T-2194A 上安装的螺栓,通过叉车或起重机将 C 轴抬起。
卸下其他将 C 轴主体连接到 B 轴转盘的螺栓。(见图片)
移除机床设备的 C 轴总成。
如 C 轴被挡住,请查看 B 轴中心孔是否跳动。记录该读数。
说明:记录“设置 254 5 轴转台中心距离”中的值 根据指示器的设置,可能需要将设置 254 设置为零,以防止读数错误。
重要:如果在开始程序之前未断开空气供应并从机床中清除空气供应,则将发生制动环损坏。
继续操作前,请确保制动助力器与转台断开。如果在移除转盘的情况下对制动器加压,其将损坏而无法恢复。
移除转盘。
检查制动器表面。
卸下所示的 10 个螺栓。(见图片)
然后,根据需要移除并更换 B 轴制动器。
要求:验证机床是否配备了制动调节器。请参考以下 AD 文档:UMC 制动助力器调节器维修套件 - AD0601
清洁 B 轴体上的新制动环和制动环安装面。
将软管穿过铸件底部的开口。此时请勿将软管的另一端连接到主缸上的 T 接头。 拧紧 10 个螺钉并将其 拧松 1/4 圈。
使用用于 UMC-750/1000 的 T-0128 或用于 UMC-500 的 T-0129,指示制动环的外径并调整到 NTE: 0.001” TIR。根据 Haas 扭矩图拧紧制动环安装螺栓
使用用于 UMC-750/1000 的 T-0128 或用于 UMC-500 的 T-0129,指示制动环的外径并调整到 NTE: 0.001” TIR。根据 Haas 扭矩图拧紧制动环安装螺栓
用 5% 美孚 MOLY 润滑脂 (99-1792) 涂抹制动环外径表面
安装 B 轴转盘,用手拧紧安装螺栓。
连接所有与制动助力器和液压配件,并 参阅 UMC-500/750/1000 转台制动器排气 - AD0496 为 B 轴制动器排气
夹紧 B 轴制动器(这将使 B 轴转盘在制动环上居中)并逐渐拧紧 B 轴转盘安装螺栓。参考 Haas 扭矩图
拧紧螺栓后,核实 B 轴转盘中心孔内径的跳动。
在整个行程中旋转 B 轴。观察伺服负载(尖峰表示制动环正在拖动)。听听 B 轴旋转时制动区域是否有异响。
要求:验证机床是否配备了制动调节器。请参考以下 AD 文档:UMC 制动助力器调节器维修套件 - AD0601
使用 T-2194A 上安装的螺栓,通过叉车或起重机将 C 轴抬起。
将 C 轴重新安装到 B 轴并 安装顶部 4 个 螺栓
拆下 T-2194A 并安装 4 个螺栓
将黄铜中心插头安装到 B 轴转盘
***警告:在安装插头前,验证 B 轴制动器排气程序是否已完成。
将所有插头安装到 C 轴主体中。
Recently Viewed Items
You Have No Recently Viewed Items Yet

美元价格不包括关税、报关费用、保险费、增值税及运费。
USD prices DO NOT include customs duty, customs fees, insurance, VAT, or freight.
人民币价格包含关税、报关费用、货运保险和增值税, 但不包括运费。
CNY prices include customs duty, customs fees, insurance, and VAT. DOES NOT include freight.
此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING ACCEPTS THE FOLLOWING:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255






