

/2026-04-VOP-SquareComponent.jpg/_jcr_content/renditions/cq5dam.thumbnail.319.319.png) 增值选件套
增值选件套
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化


在开始记录之前,工厂设置以下参数或设置的值。在进行调整时,您需要将其设置为零,然后在完成时将其重置为原始值。该值可以是正数或负值。
需要工具和套件:
单击链接以查看 UMC-750 调平和对齐 视频。
* : 仅用于 Pre-Reboot 系列。
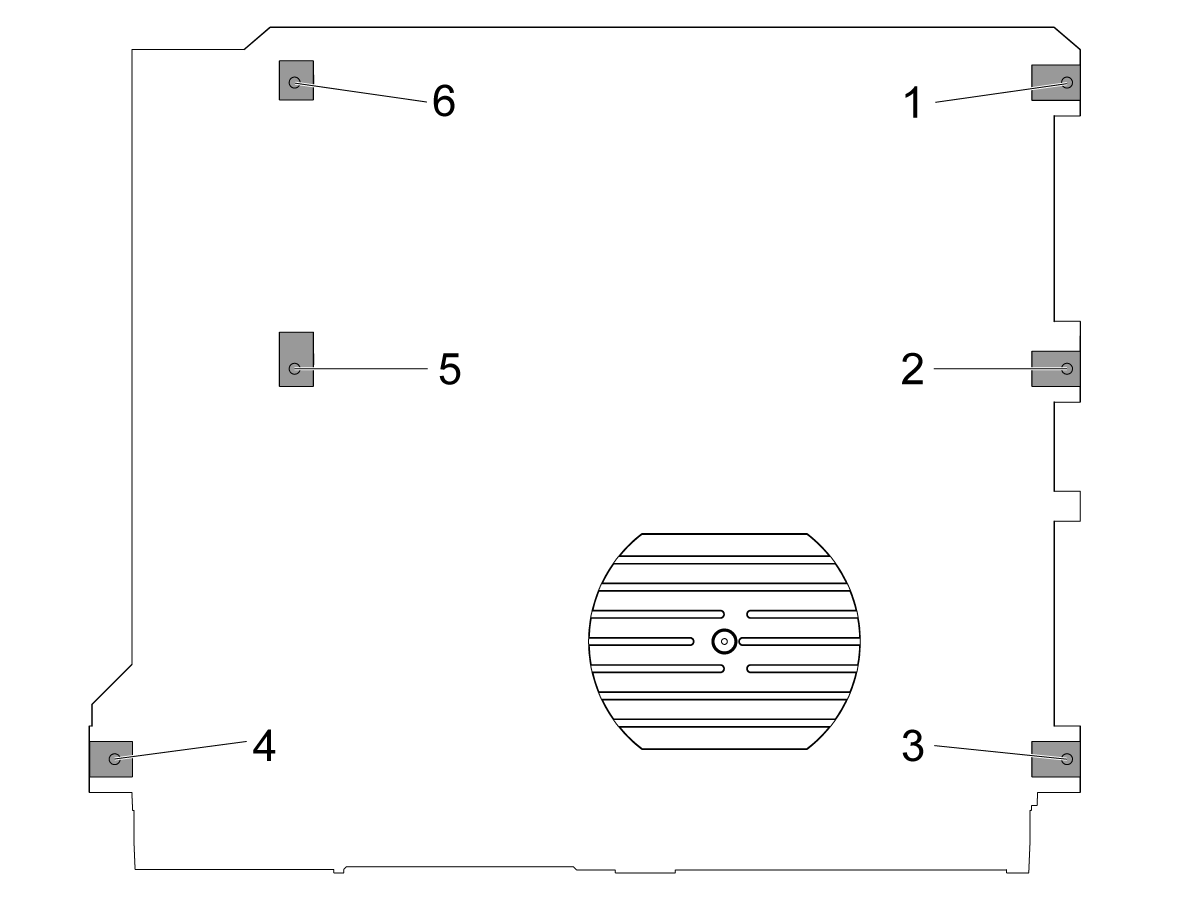
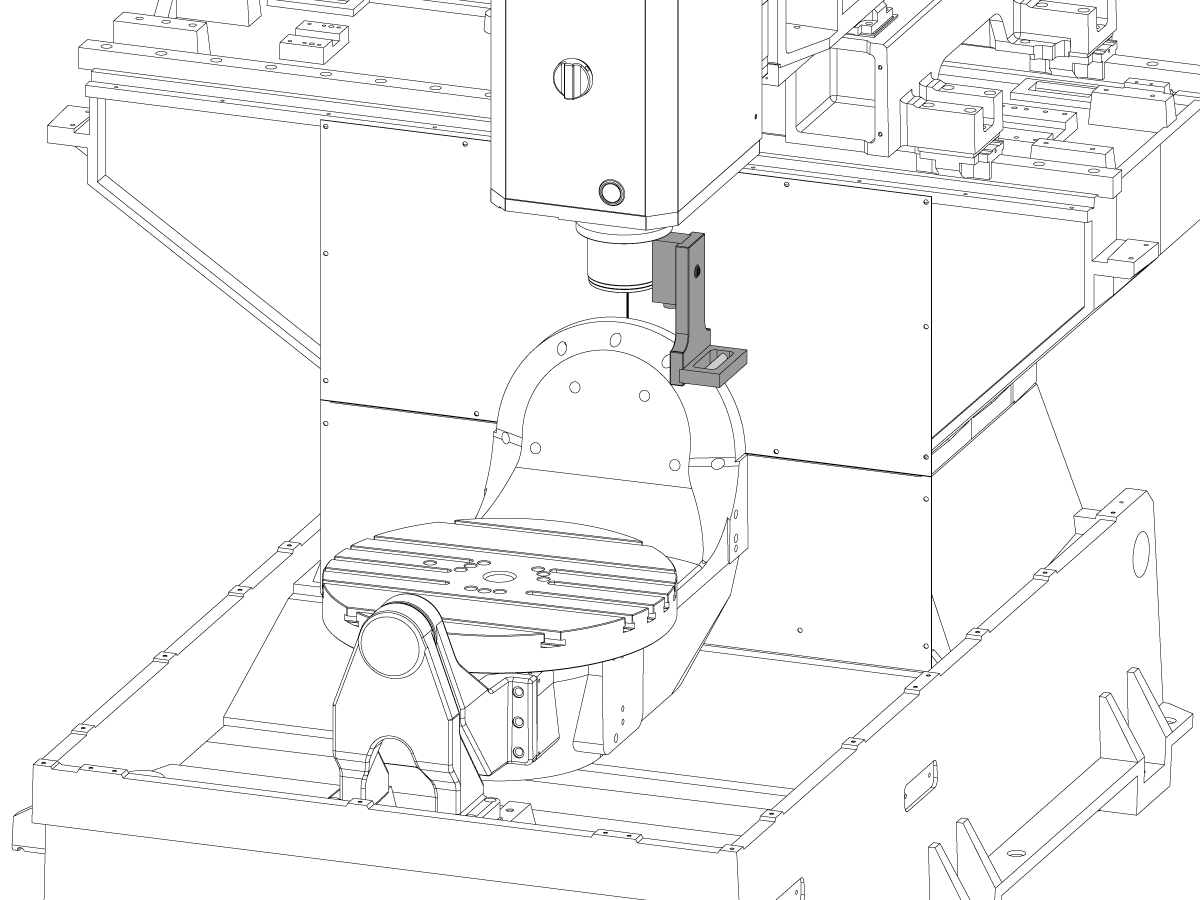
设置机器高度:
将 X 轴和 Y 轴旋转到"主页"位置。
松开中间调平螺钉 [2 和 5],使其不支持任何重量。
使用 4 个角调平螺钉将机器高度设置为离地 3" (76.2 mm)。
粗糙的机器水平:
将调平螺钉#4向上。
将花岗岩穿过 X 轴线性导轨,靠近 X 轴滚珠丝杠轴承支架。
在与 X 轴平行的花岗岩顶部设置机械师水平。[1]
调整调平螺钉#6,直到机器以 X 轴调平。
在垂直于 X 轴的花岗岩顶部设置机械师水平。[2]
调整调平螺钉#3,直到机床在 Y 轴中调平。
将调平螺钉#4向下转动,直到与调平垫接触。

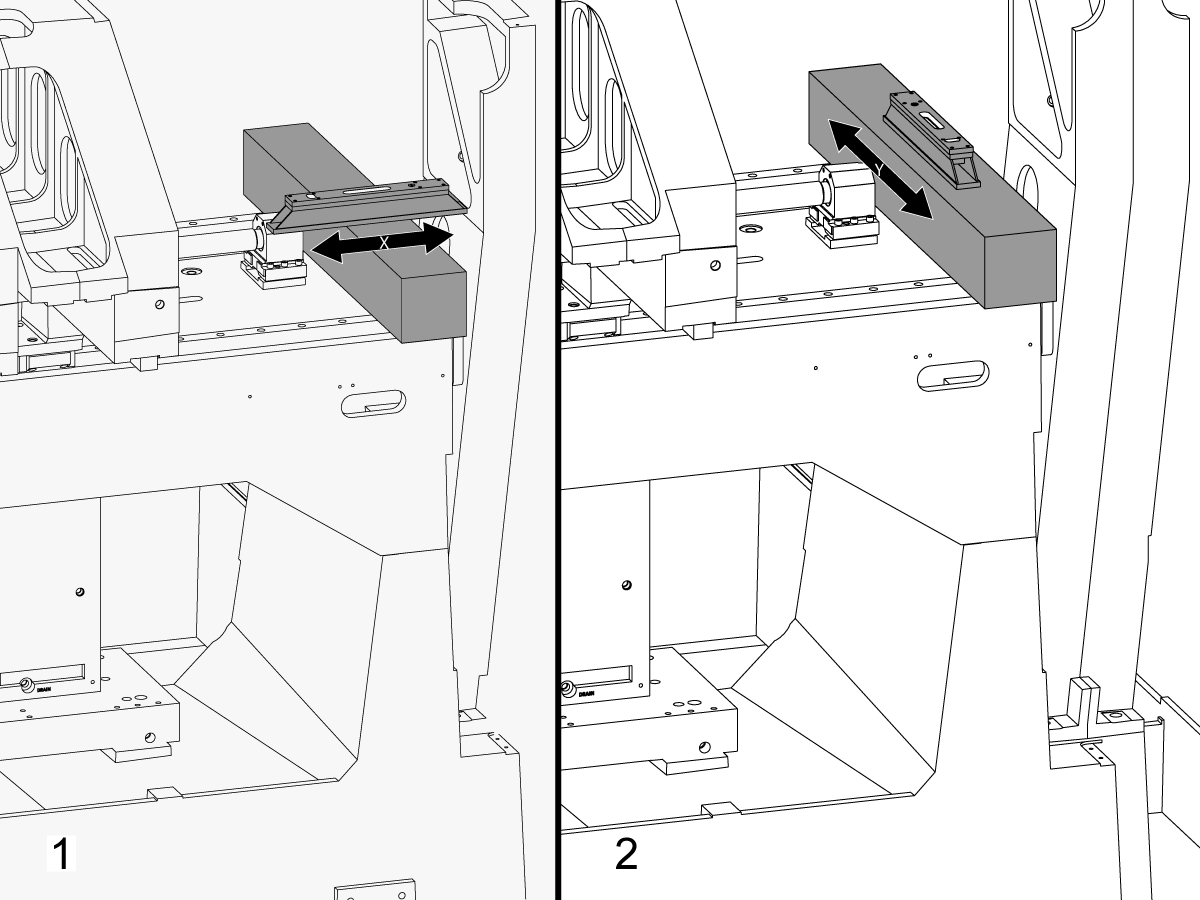
调整 X 轴辊:
使用 T-2181 组装 T-2192。
将 Z 轴旋转到行驶中间。
将 T-2192 放在主轴的侧面。
确保 T-2181 上的气泡在可读范围内。
如果不是,松开将 T-2192 固定到磁性底座的螺栓,并根据需要移动适配器。
将 X 轴侧向侧旋转并测量 X 轴滚动。在行驶的中心位置、中间位置和终点获取读数。
调整调平螺钉#4 ininininin 之间在行驶位置的读数与行驶结束时的读数之间没有偏差。
注意:T-2181 上的气泡不必位于小瓶中间。它只需要在可读的范围内。
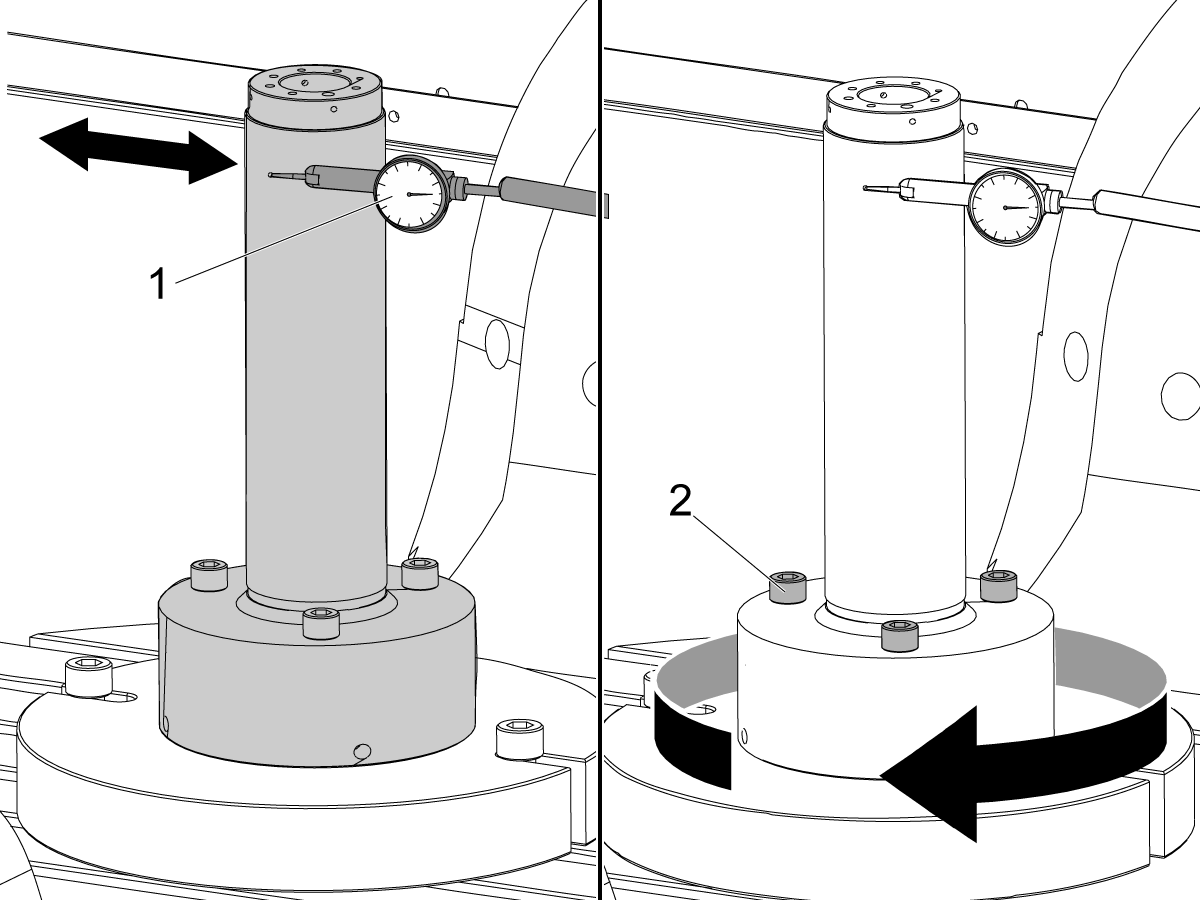
设置中间调平螺钉:
向下转动中间调平螺钉,直到它们与调平垫接触,然后将其再转动 45°。
验证 X 轴辊。调整中间调平螺钉以校正 X 轴辊。
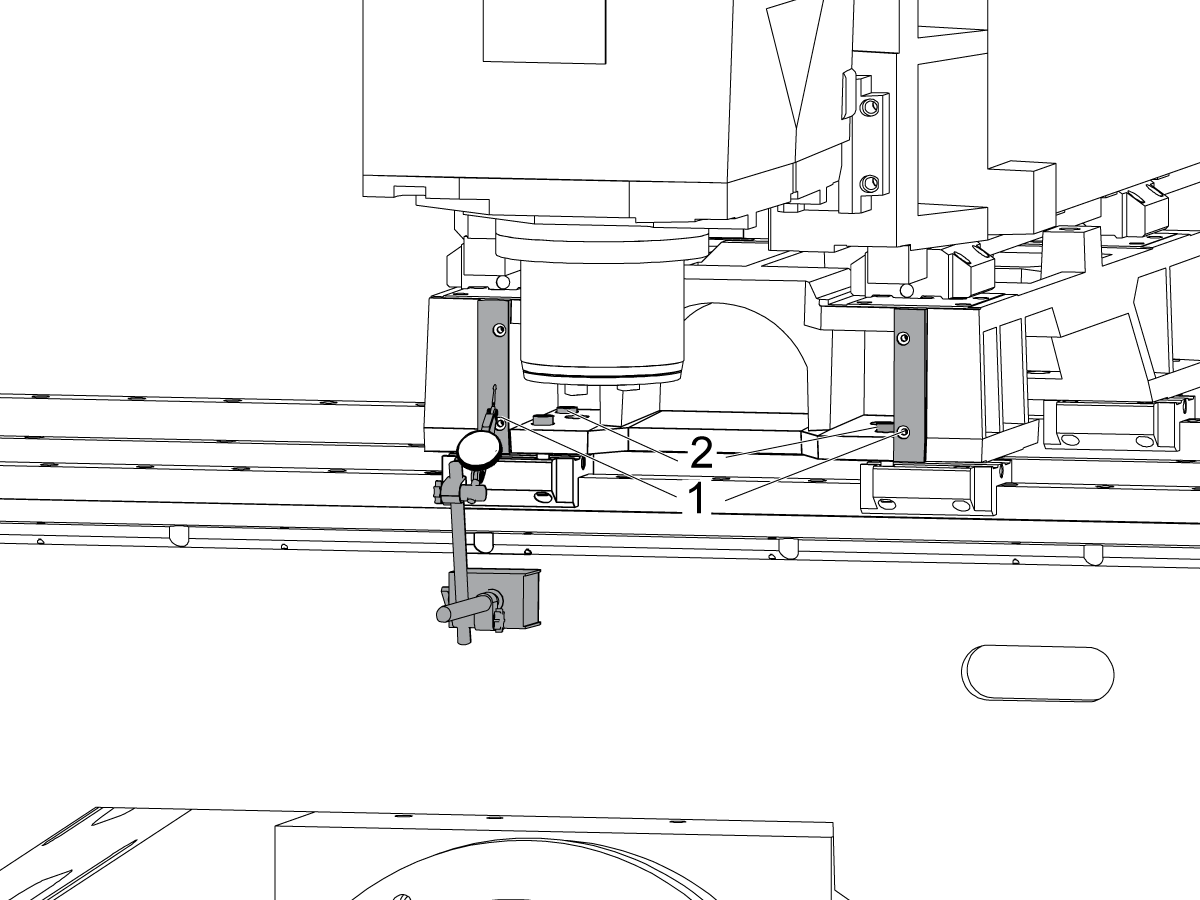
使鞍座表面与 X 轴运动平行:
通过点动 X 轴,扫描鞍座前部 [1] 的加工表面。
松开固定鞍座的螺栓到 X 轴卡车 [2],并在 0.001 内对齐与 X 轴运动平行的鞍座面" 如果需要。
拧紧螺栓。请参阅 Haas 紧固件扭矩规格。

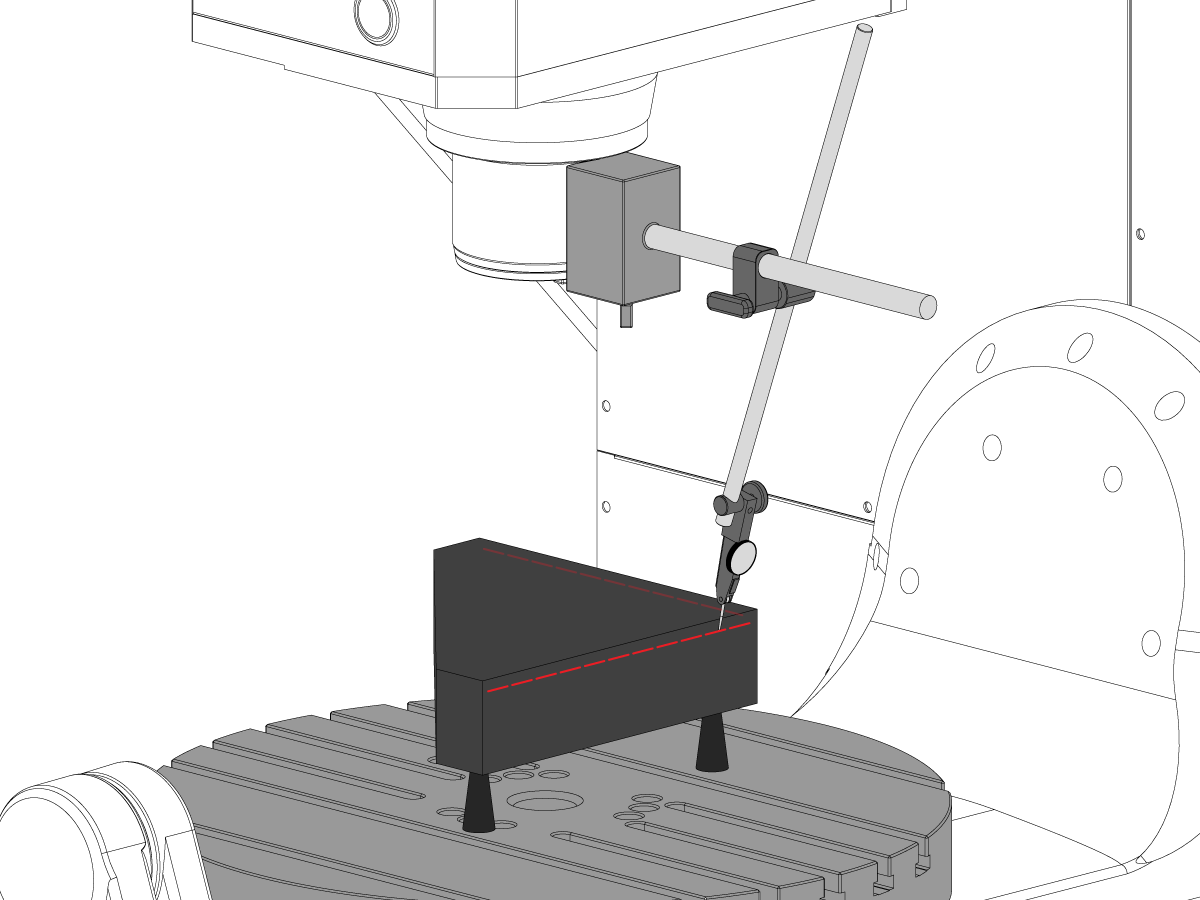
将垂直于 X 轴的 Y 轴对齐:
在机械手千斤顶上的 C 轴盘片左侧设置三方形花岗岩。
设置与 X 轴平行的三方形花岗岩的背面。NTE 0.0001"/10"
沿 X 轴和 Y 轴扫描三方形花岗岩的顶部。
调整机械手千斤顶,直到三方形花岗岩的顶面与 X-Y 平面 NTE 0.0005 平行".
验证花岗岩的背面是否与 X 轴平行。NTE 0.0001"/10".
松开将 Y 轴卡车固定到鞍座上的螺栓,并将垂直于 X 轴的 Y 轴对齐。NTE 0.0005"/10"
拧紧螺栓。请参阅 Haas 紧固件扭矩规格。
拧紧螺栓后,验证 X 轴是否垂直于 NTE 0.0005"/10"。
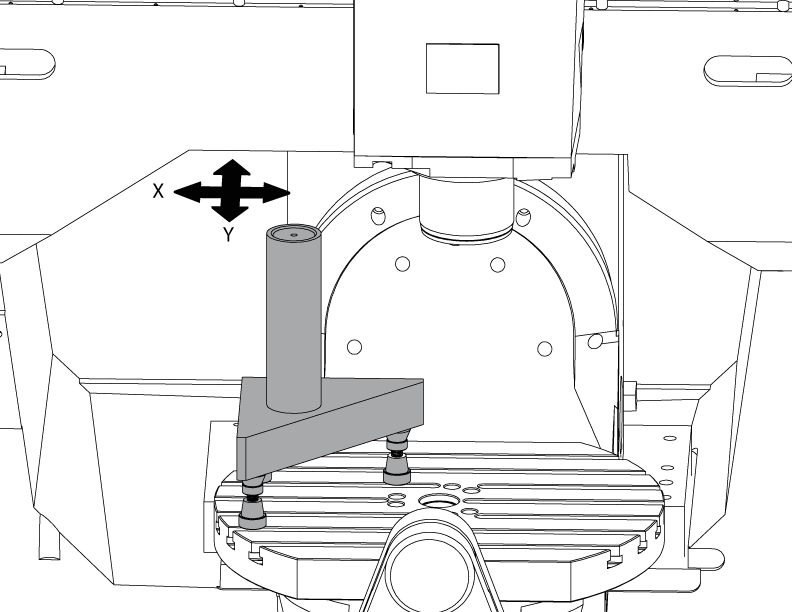
设置气缸。
如图所示,在三块石头上放置一个圆柱体。
通过调整机械手千斤顶,将平行于 X-Y 平面 NTE 0.0001 的圆柱体顶面对齐"。
将机器转向以下位置:
将垂直于 X 轴的 Z 轴对齐:
将 Z 轴卡车上的一个顶角螺栓替换为 T-2193A *,以旋转主轴头。
沿 Z 轴指示圆柱体的一侧。
松开将 Z 轴车固定到冲压上的螺栓。
通过左右摆动主轴头,校准 Z 轴垂直于 X 轴 NTE 0.0005"/10"。
拧紧螺栓。请参阅 Haas 紧固件扭矩规格。
拧紧螺栓后,验证 Z 轴是否垂直于 X 轴。
校准完成后,用螺栓更换 T-2193A *
* : 仅用于 Pre-Reboot 系列。

将垂直于 Y 轴的 Z 轴对齐:
沿 Z 轴指示气缸的前部。
在 Z 轴架和臂之间加上垫片,使 Z 轴垂直于 Y 轴 NTE 0.0005"/10"。
注意: 在两个架的顶部或底部加上相同数量的垫片。
拧紧螺栓。请参阅 Haas 紧固件扭矩规格。
拧紧螺栓后,验证 Z 轴是否垂直于 Y 和 X 轴。

对齐和拧紧 Y 和 Z 轴滚珠螺母外壳:
松开将滚珠螺母固定到壳体上的螺栓和螺栓,将壳体固定到铸件上。
先将固定球壳壳壳的螺栓固定到铸件上,然后将固定球螺母的螺栓固定到壳体上。
使用"旋转锁定"功能来回运行轴完全行程。
注意: 请勿使用手轮或快速移动。
拧紧螺栓。请参阅 Haas 紧固件扭矩规格。
Y 轴螺母壳体可在机器后部检修,冲压一直朝机器前部点动。
Z 轴螺母壳体可以从机器前部检修,主轴头一直向下点动。
注意:需要拆下主轴电机护罩才能进入 Z 轴滚珠壳壳壳体。
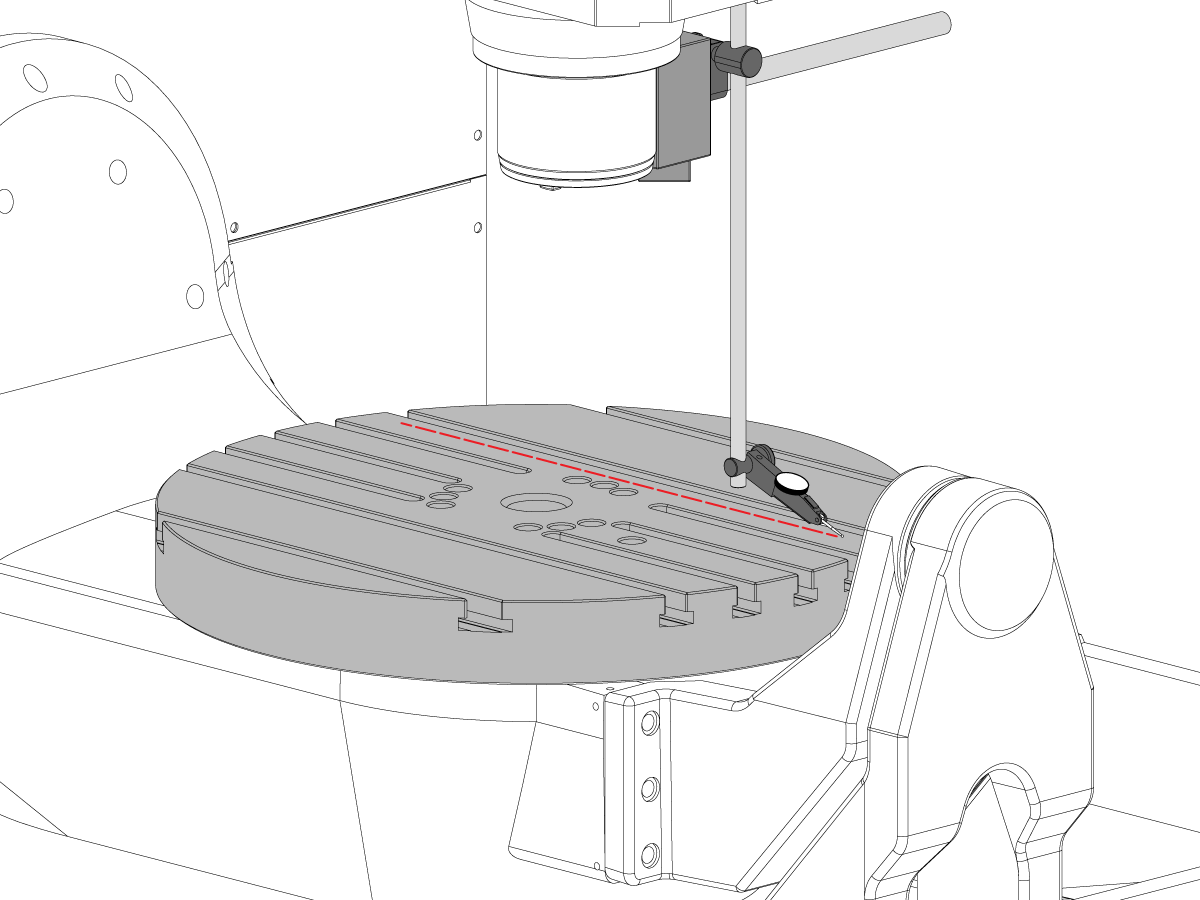
设置花岗岩:
设置机械千斤顶和花岗岩在C轴盘片中间如图所示。
通过调整机械手千斤顶高度 NTE 0.0001,使花岗岩的顶部表面与 X-Y 平面平行".
将主轴放在盘片的中心上。

将主轴电车到 X-Y 平面:
将指示器放在主轴上。
每旋转 90° 时,在花岗岩顶部进行测量。
松开主轴头底板中的 (6) 个螺栓。
添加或拆下主轴头铸件和底板之间的垫片,将主轴移至 X-Y 平面 NTE 0.0005"/10"。
注意:使用厚度不相等的垫片 [1] 更改底板的角度。
当在规格范围内扫描时,拧紧 (6) 螺栓。请参阅 Haas 紧固件扭矩规格。
拧紧螺栓后,验证主轴调整。
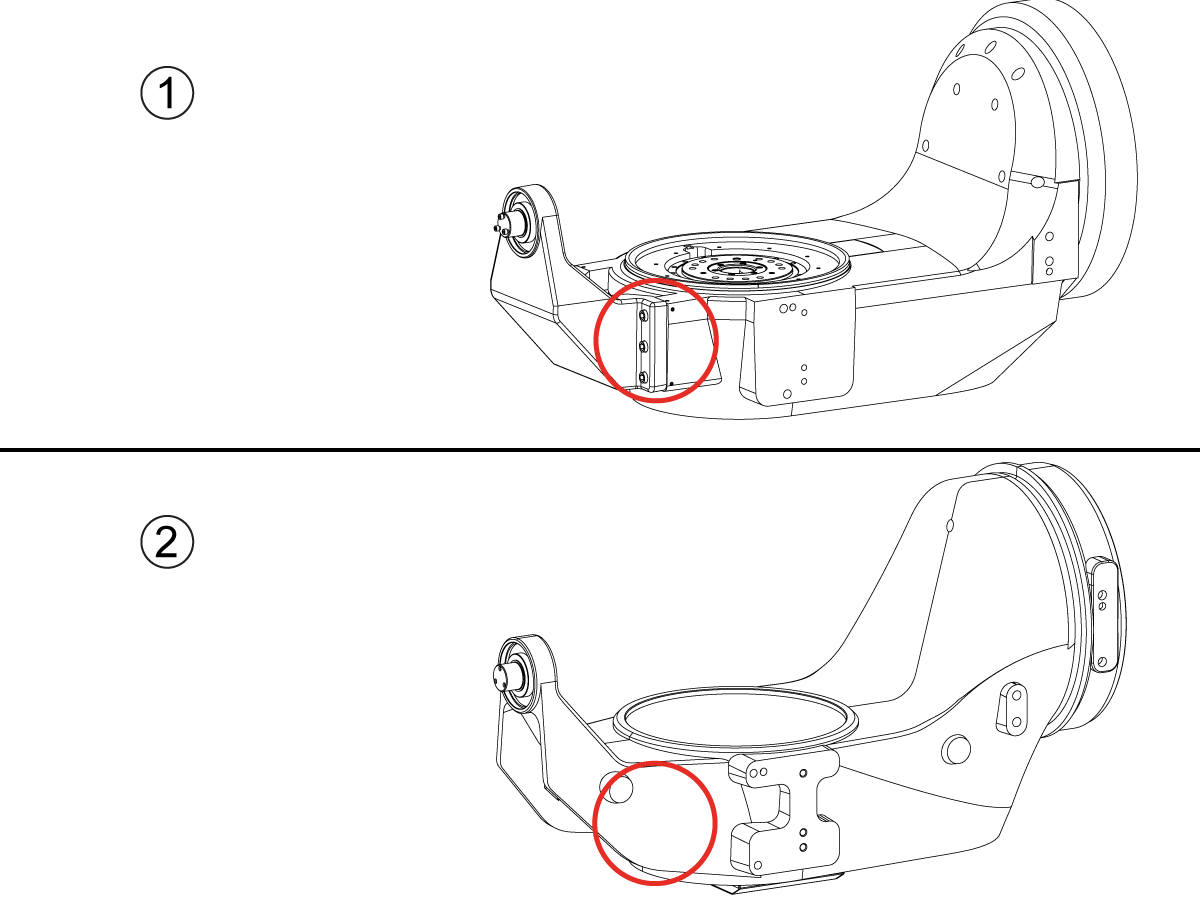
如何识别多件和单体耳轴
1) 多件耳轴: 在大约 2022 年 11 月 之前制造的 UMC 机床将具有此配置。
2) 单体耳轴: 在大约 2022 年 11 月 之后制造的 UMC 机床将具有此配置。
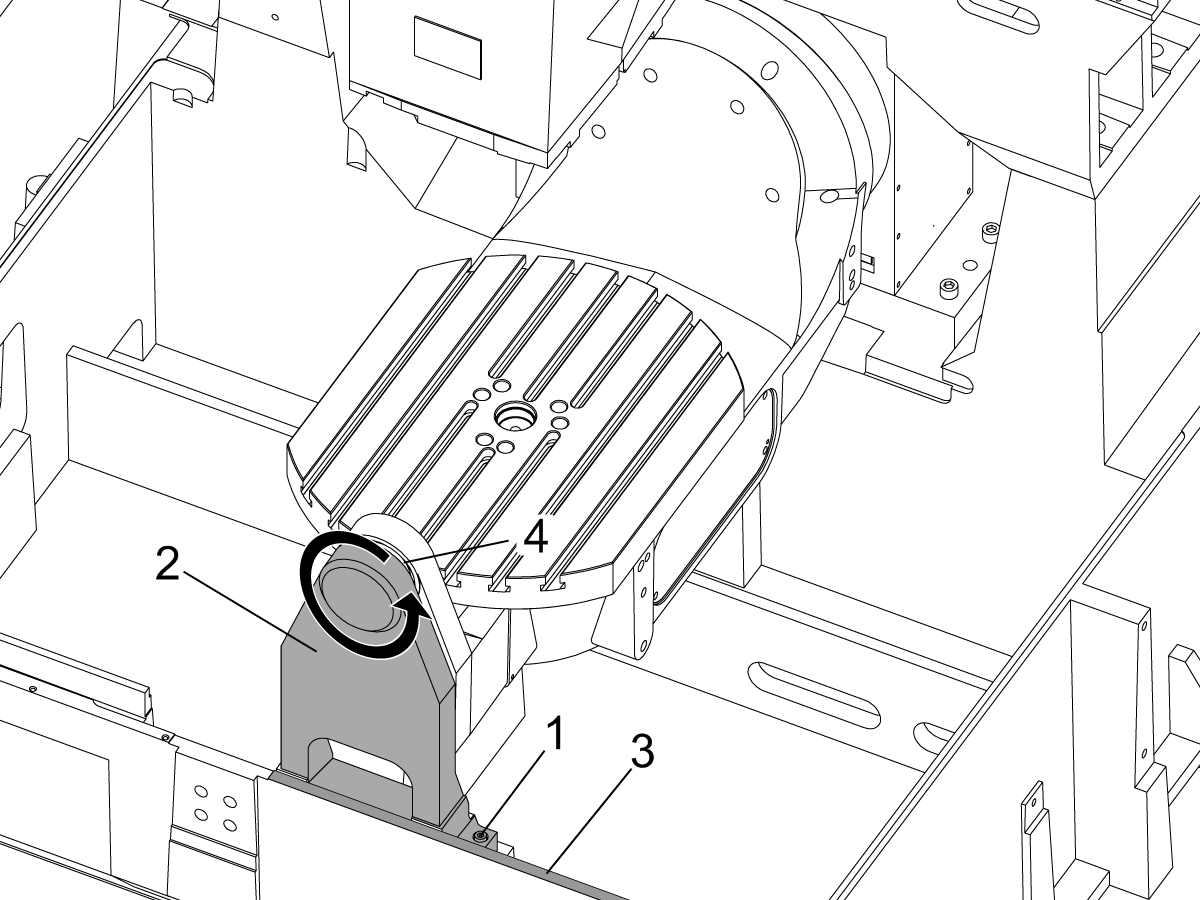
拆下 A 形框架耳轴支架:
拆下将 A 形框架耳轴支架 [2] 固定在底座上的螺栓 [1],并取出 A 形框架支柱和底座之间的垫片。
逆时针旋转 A 形框架支柱 [2] 以清除底座边缘 [3]。
将 A 形框架支柱从轴承上拉出。
说明:A 形框架支柱可能会对轴承进行真空锁定。使用束线带撬开密封件 [4]。
注意:要举起耳轴支架,请获取他人的帮助。支架重量为 85 磅(39 千克)。
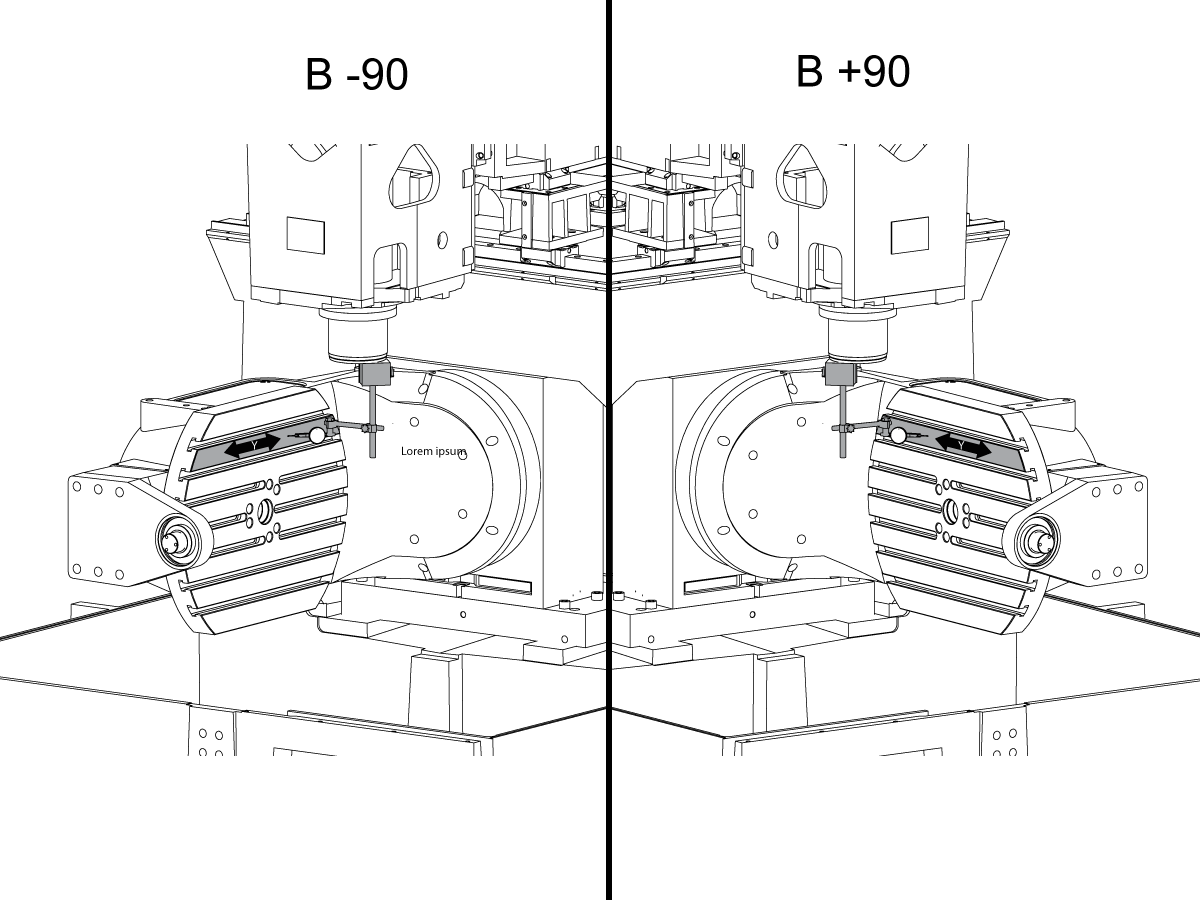
测量与 Y-Z 平面平行旋转的 B 轴:
对于具有经典 Haas 控制的机床,请更改 参数 151:20(B 轴 CHK TRAVL LIM) 为 0。
对于具有下一代控制器的机床,请更改 参数 6.021(B 轴 CHK TRAVL LIM) 为 FALSE。
测量 B 轴为 90°时转盘与 Y-Z 平面的平行度,然后测量 B 轴为 -90°时的值,如图所示。
将 Y 轴置于以下起始位置:
UMC-500:Y=0,扫描 15,从顶部开始的第 3 个 T 型槽。
UMC-750/1500-Duo:Y=-1.0,扫描 18,从顶部开始的第 3 个 T 型槽。
UMC-1250: Y=-1.0,扫描 28,从顶部开始的第 3 个 T 型槽。
UMC-500PP:Y=--10.16 厘米,扫描 7。
UMC-750PP:Y=-5.08 厘米,扫描 15。
UMC-1000PP:Y=-10.16 厘米,扫描 15。
比较 B 为 90°和 B 为 -90°的结果。结果应为……
如果结果是与 Y-Z 平面对称,但超过 0.0010"/20 英寸:转到步骤 5。
如果结果是与 Y-Z 平面对称,但超过 0.0010"/20 英寸:转到步骤 4。
警告 如果结果 [3] 与 Y-Z 平面不对称,则需要校准 B 轴旋转:转到步骤 3。

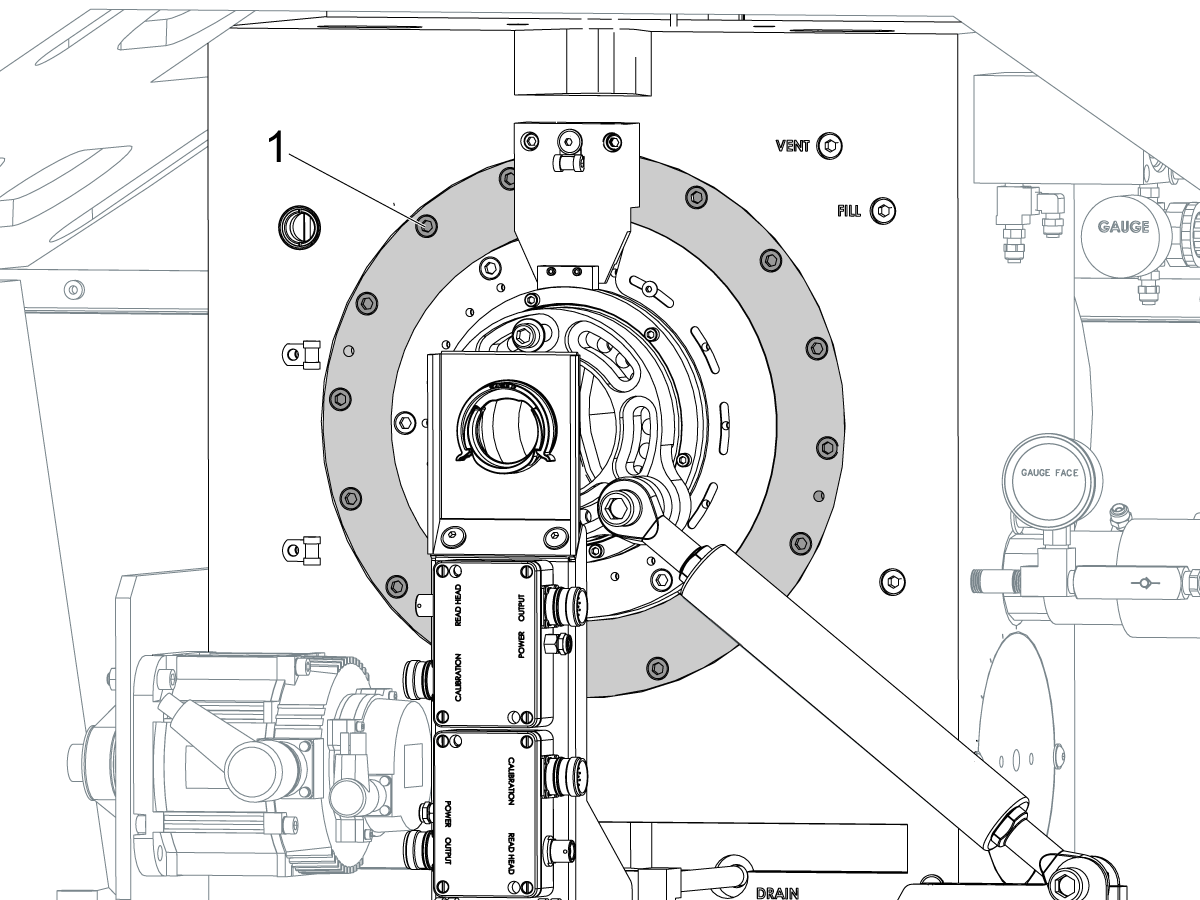
将旋转的 B 轴校准到与 Y-Z 平面平行:
松开将 B 轴转动到基座铸件上的 (6) 个螺栓 [1]。
注意:保持螺栓足够舒适,以控制调整。
调整前后设置螺丝 [2],直到步骤 2 中进行的测量与 Y-Z 平面对称。
转动 (6) 个螺栓 [1]。请参阅 Haas 紧固件扭矩规格。
在螺栓转动后,验证步骤 2 中的测量值。
将 C 轴旋转校准到垂直于 B 轴旋转:
拆下底部的 C 轴护罩。
松开将 C 轴主体固定到 B 轴转盘面的 (12) 个螺栓 [1]。
通过 C 轴检修口到达底部 (4) 个螺栓。
如果 B 轴在正方向 [4] 上对称,请在顶部 (2) 螺栓后面安装适当尺寸的马蹄形垫片 [2]。
如果 B 轴在负方向 [5] 上对称,请在底部 (2) 螺栓后面安装适当尺寸的马蹄形垫片 [2]。
将 (12) 个螺栓拧至 80 Ft-lbs (108 Nm)。
切断过多的垫片材料。
在螺栓转动后,验证步骤 2 中的测量值。


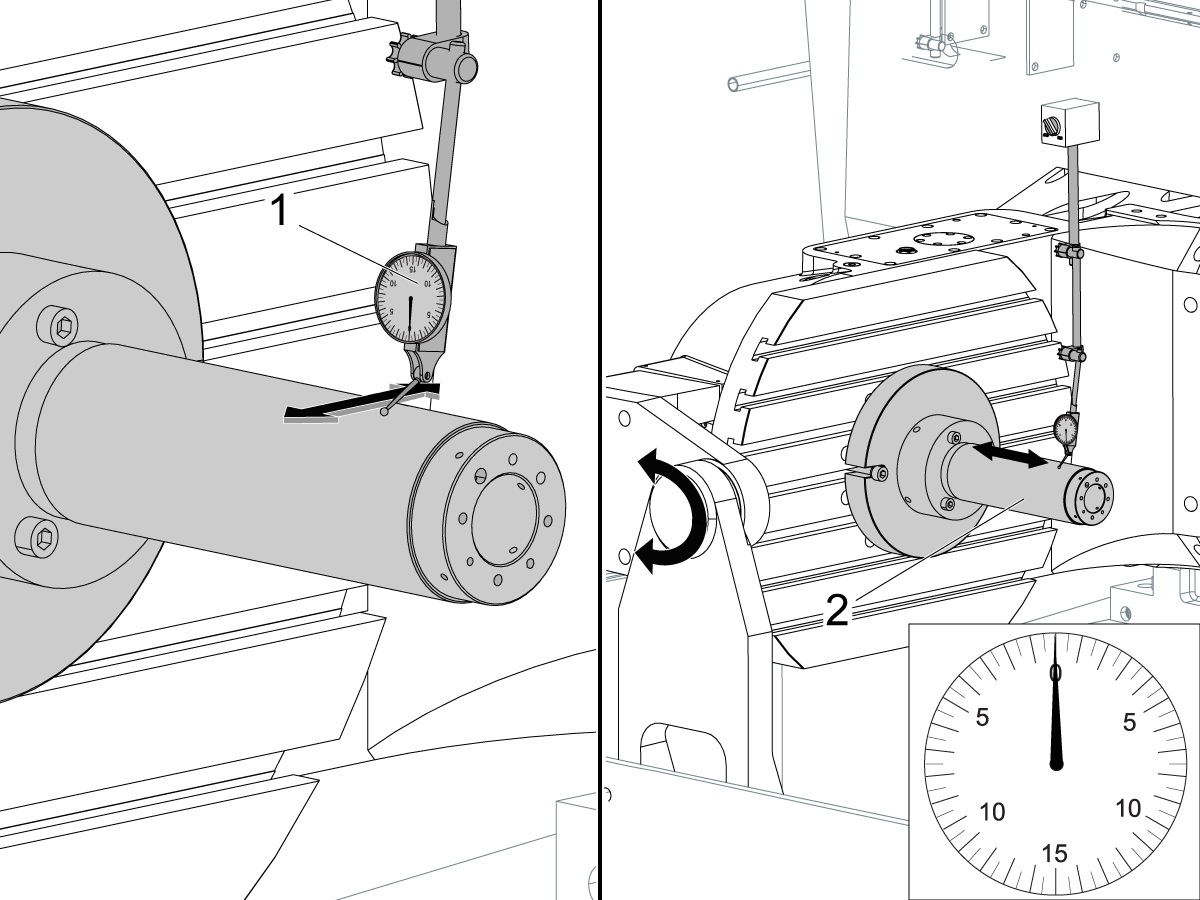
将耳轴支架轴与 B 旋转轴对齐:
在耳轴支架轴承 [2] 的外缘上设置 (2) 个指示器,如图所示。
标记外缘上的点,其中一个指示器指针与表面接触。
将 B 轴移动到 90°或 -90°后,您将再次将标记点与指针校准,以排除测量中的轴承跳动误差。
当 B 处于 90°和 -90°时,获取读数。比较读数。
注意: 获取读数时,需要夹紧 B 轴制动器。
当 B 为 90°和 -90°时,每个指示器上的结果之间的偏差必须小于 0.001"。
注意: 轴承侧面的指示器将测量从顶部到底部的校准,轴承顶部的指示器将测量从一侧到另一侧的校准。
____
对于带多件式耳轴的型号
松开 C 轴体支撑上的 (6) 个螺栓 [3]。保持螺栓足够舒适,以控制调节。
调整 (8) 个固定螺栓 [4],直到 B 在 90°和 -90°时的偏差在 0.001 内"。
将 C 轴体支撑上的 (6) 个螺栓 [2] 扭矩调整为 80 Ft-lbs (108 Nm)。
在螺栓调整扭矩后验证校准情况。
____
对于具有单体耳轴的型号
J点动以旋转到 B90。如下图所示,在突出显示的表面上设置指示器。
将 B 轴旋转 180 度(90 至 -90)。
耗尽 (NTE 0.010” TIR)。
注意: 如果测量值超过公差,请联系支持部门。
.png)
安装并给 A 形框架支架添加垫片:
将 B 轴移动到 90°。
在 C 轴体的加工曲面上设置一个指示器 [1]。将指标设置为 0。
在安装 A 形框架支柱时,使用塑料束线带 [2] 撬开密封件。这样,不必要的空气和润滑脂会流出组件。
将 A 形耳轴支架 [3] 安装在轴承上。
拆下电缆托盘。
顺时针转动耳轴支架,直到它垂直。
注意: A 形框架支柱的重量将导致耳轴下垂。下垂量使用以前设置在 C 轴体侧面的指示器来测量。
____
对于多件式耳轴
调整 A 形框架支柱和基座铸件之间的垫片 [4],以移除下垂,直到指示器读数再次为 0。
当指示器读数为 0 时,转动 (4) 个螺栓。请参阅 Haas 紧固件扭矩规格。
在螺栓转动后验证读数。如有必要,再次调整垫片,直到指示器读数为 0。
____
对于带单体耳轴的型号
确定提升耳轴臂所需的垫片量 [4],以便指示器读数为 0.0127 厘米。
拧紧支架后,指示器 [1] 值将发生变化。
指标仍然就位时:
说明:对于单体耳轴,垫片位置也可以用于将 C 轴校正为 X-Y 平面垂直度,而不是为鞍座支架加上垫片。
注意: 在 A 形框架支柱的每一侧使用等量的垫片。不等量的垫片将导致 A 形框架支柱将耳轴拉到侧面。
验证 B 轴与 Y-Z 平面的旋转校准(步骤 2)。如有必要,松开螺栓并点击 A 形框架支柱侧对侧,以将 B 轴校正为 Y-Z 平面校准。

把 C 轴设置为垂直于 X/Y 平面:
把轴移动至
UMC-750 的......X= -26.67厘米和 Y=0厘米。
UMC-1000 的......X=-43.18厘米& Y=-0厘米。
将接地块 [2] 上的指示器 [1] 归零,距离转盘后部边缘(主轴上的磁石底座) 1.27厘米,C 为 0 度
将 C 轴旋转至 180°。
沿 Y 轴负方向移动 Y 轴和接地块,直到距转盘边缘 1.27 厘米,并取垂直度测量
调整垫片,直到端到端平均误差在 0.00127 厘米以内。
说明:对于单体耳轴,在轴承支撑下的垫片位置也可以用于将 C 轴校正为 X-Y 平面垂直度,而不是为鞍座支架加上垫片。
注意: 给两个前架或两个后架加同样多的垫片。
注意: 在保持 X 到 Y 成直角时,给一个架加垫片。
拧紧所有螺栓后验证测量值。
在步骤 2 中验证 X 到 Y 校准方式。

设置换刀偏置:
B 轴换刀偏置 [1]
对于经典 Haas 控制器,更改 参数 213。
有关下一代控制器,请访问:设置>转台选项卡>突出显示转台,并按 [INSERT],或者更改 参数 6.078 (B 刀具更换偏置)以将耳轴(B 轴)设置为与 X 轴平行。
对于带多件式耳轴的型号
(NTE 0.00254厘米/25.4厘米;NTE 0.00508厘米整体)
对于带单体耳轴的型号
(NTE 0.00127厘米/25.4厘米;NTE 0.00254厘米整体)
___
C 轴换刀偏置 [2]
对于经典 Haas 控制器,请更改 参数 523。
有关下一代控制器,请访问:设置>转台选项卡>突出显示转台,并按 [INSERT],或者更改 参数 7.078 (C 换刀偏置)以将工作台 T 型槽(C 轴)设置为与 X 轴平行
对于带多件式耳轴的型号
(NTE 0.00254厘米/25.4厘米;NTE 0.00508厘米整体)
对于带单体耳轴的型号
(NTE 0.00127厘米/25.4厘米;NTE 0.00254厘米整体)
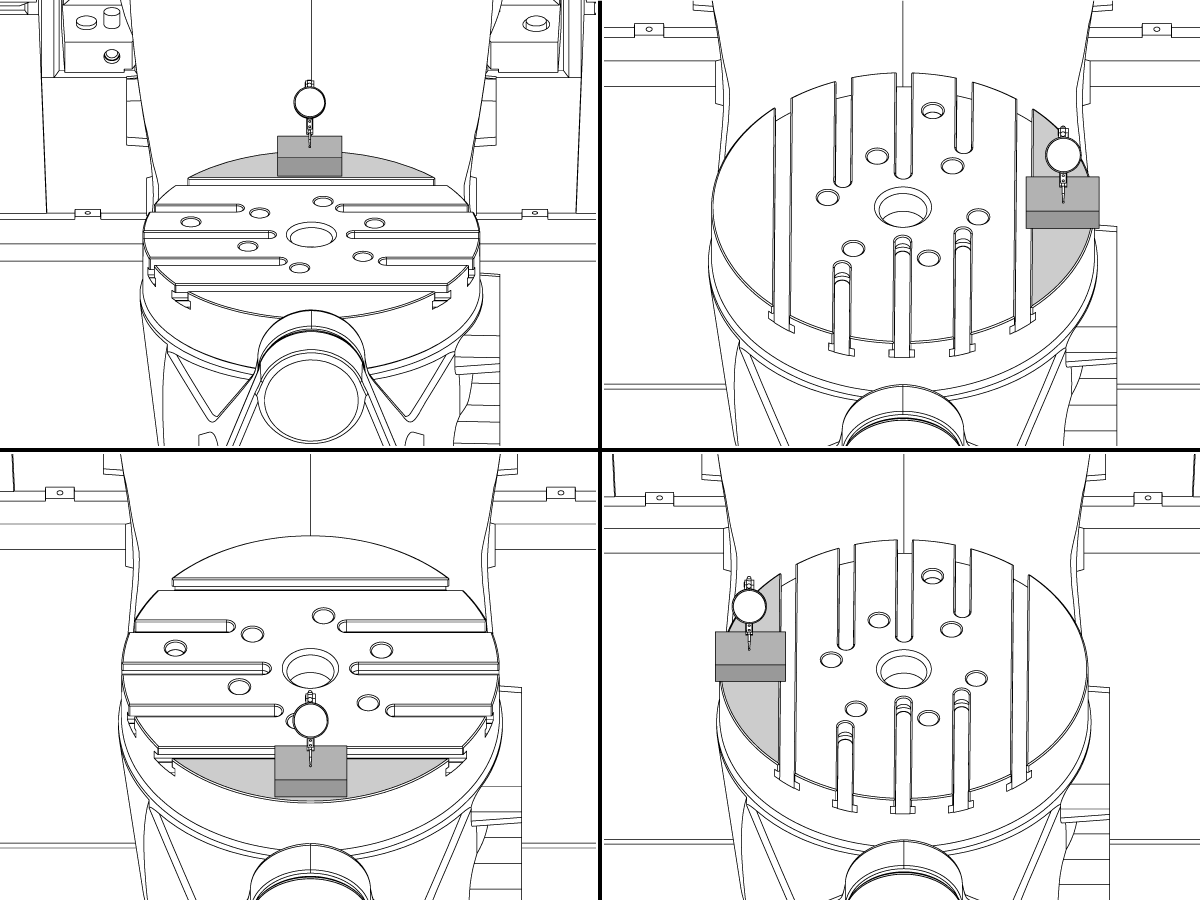
检查 C 轴与 X/Y 平面的垂直度:
将 C 轴孔上方的指示器与 Y 轴在 -10 处校准。
在 Y 轴上正点动,并将指示器对准转盘的最后一部分的中心,并在此位置用可洗标记进行标记。
如图所示插入 1-2-3 块并将指示器设置为零。
拆下块并旋转转盘 90 度,遵循带有指示器的标记点。
将块插回指示器和转盘之间。记下读数。
重复前两个步骤,在 180、270 和 360 度时获取转盘读数。
多件式耳轴 : (NTE 0.00127厘米)
单体耳轴 : (NTE 0.00254厘米)
校准 B 轴制动盘:
注意: 如果您在 SS 机床上操作,请不要执行此步骤。
在 MDI 模式下运行此代码以松开制动器:
M11;
松开所有制动盘螺栓 [1],并将其拧至 5 Ft-lbs (7 Nm)。
在 MDI 模式下运行此代码以夹紧制动器:
M10;
等待 10 秒。
拧紧螺栓。请参阅 Haas 紧固件扭矩规格。
设置 参数 1314 用于 CHC / 设置 254 NGC 返回出厂设置的值。(更改值后,将电源循环到机器。
对 WIPS 进行校准和校准。 无线直观探测系统 (WIPS) - 校准
设置机器旋转零点。
填写 完整的检查报告:
将检查报告的副本留在机器中。
如果更换了 B 轴和 C 轴组件,则执行 UMC-750 - B 轴和 C 轴交点 - 对齐
AD0490
版本 A - 2026 年 7 月
X 轴滚动
首先将 T-2192 连接到主轴侧面。
注意:此步骤的 Z 轴位置基于行程顶部,而不是控制器上显示的机床位置。
从行程开始到行程结束点动 X 轴,并记录滚动的任何变化。
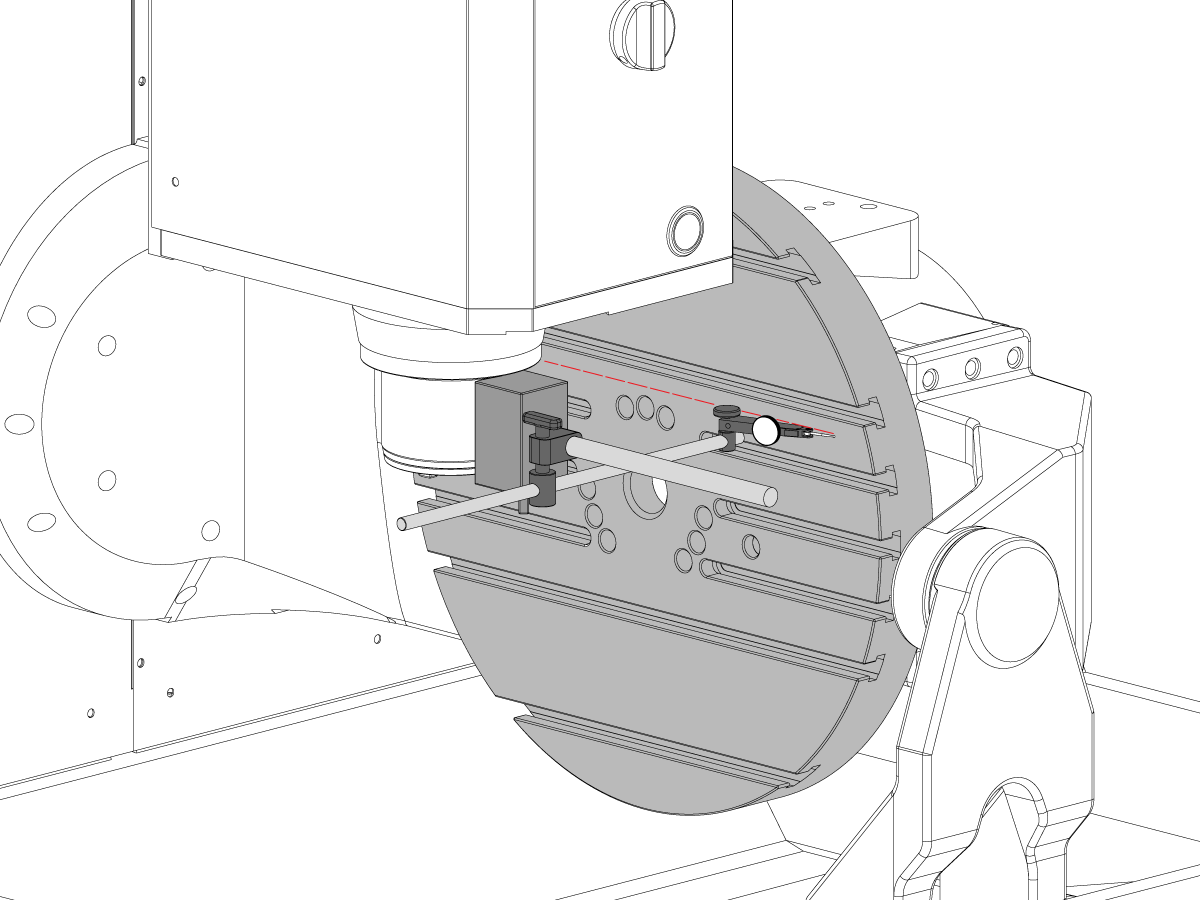
B 轴与 Y 轴的平行度
将 C 轴点动到 90°。
测量 Y 轴转盘跳动 (NTE: 0.0008" / 10"; 0.0012" / 15")
然后使用 -90°和 + 90°的 B 轴测量同一表面 (NTE: 0.0008" / 10"; 0.0012" / 15")
说明:进入 -90° 时,注意不要碰到 WIPS 柱和探针。如有必要,拆下 WIPS 以完成此操作。
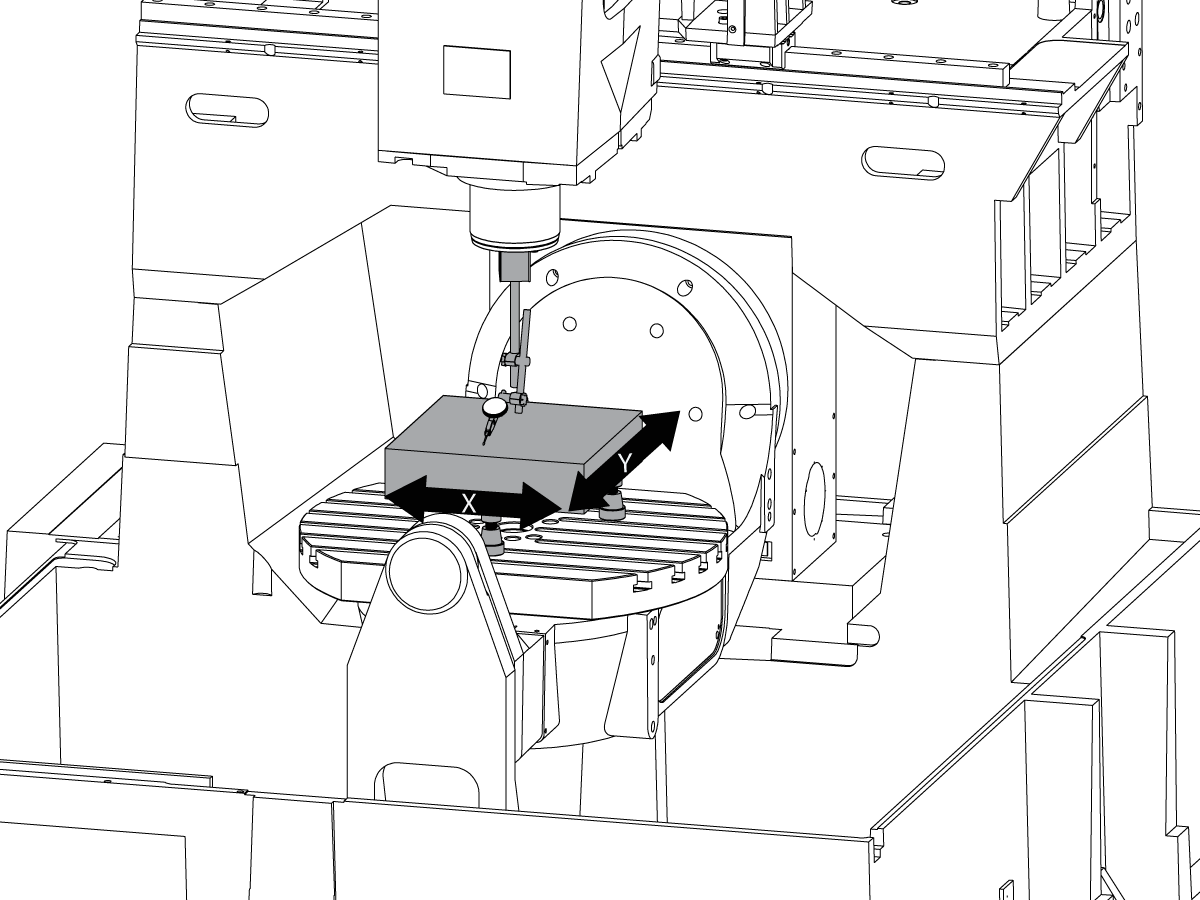
Y 轴与 X 轴的垂直度
使用千斤顶螺杆使花岗岩的顶面平行于 XY 平面 (NTE: 0.0002"/10")
为此步骤将主轴点动到以下位置:
注意:此步骤的 Z 轴位置基于行程顶部,而不是控制器上显示的机床位置。
当轴处于这些位置时,在花岗岩右上角设置指示器。
将花岗岩背面设置为与 X 轴平行(NTE:0.0001"/10)
接下来,检查 Y 轴是否与 X 轴垂直 (NTE 0.0002" / 10")
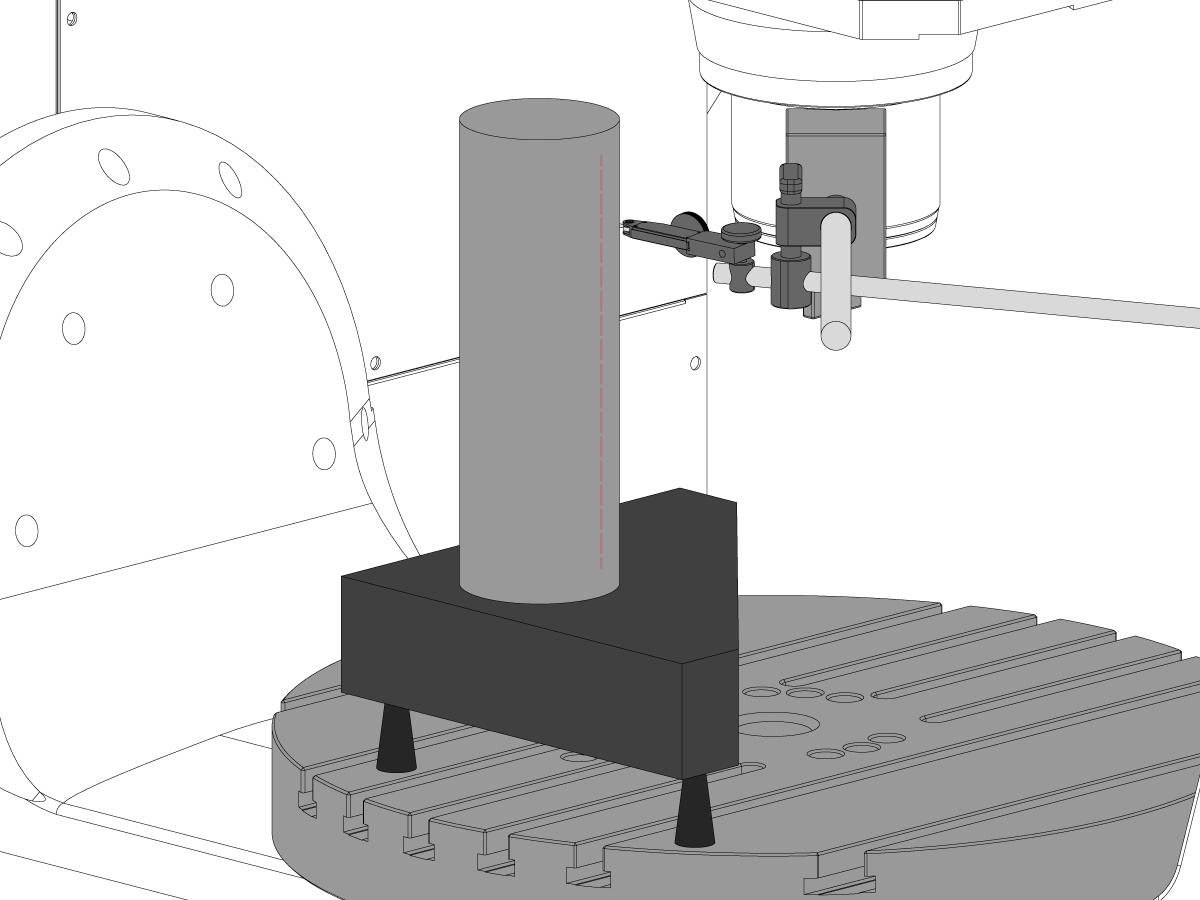
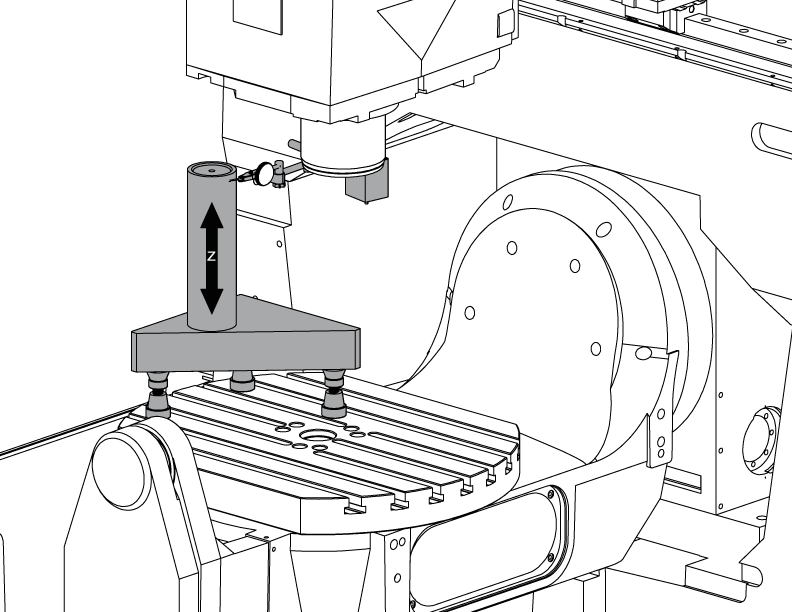
X 轴与 Z 轴的垂直度
将花岗岩和精密圆柱体按所示方向置于转盘上.
为此步骤将主轴点动到以下位置:
注意:此步骤的 Z 轴位置基于行程顶部,而不是控制器上显示的机床位置。
将指示器放在主轴头上,并将指示器的末端对准气缸中心。
使用千斤顶螺杆将圆柱体的顶面设置为与 XY 平面平行 (NTE 0.0002"/10")
将主轴点动回上面列出的位置,并将指示器放在气缸的侧面。点动 Y 轴以找到气缸的高点,并在此位置将指示器归零。
注意: 在查找气缸的高点或将指示器归零时,X/Y 轴的位移不得超出上面列出的值 +/- 0.125"。如有必要,重新调整指示器设置。
沿着气缸向下移动 254 mm,以使 X 轴与 Z 轴垂直 (NTE 0.0005"/10")
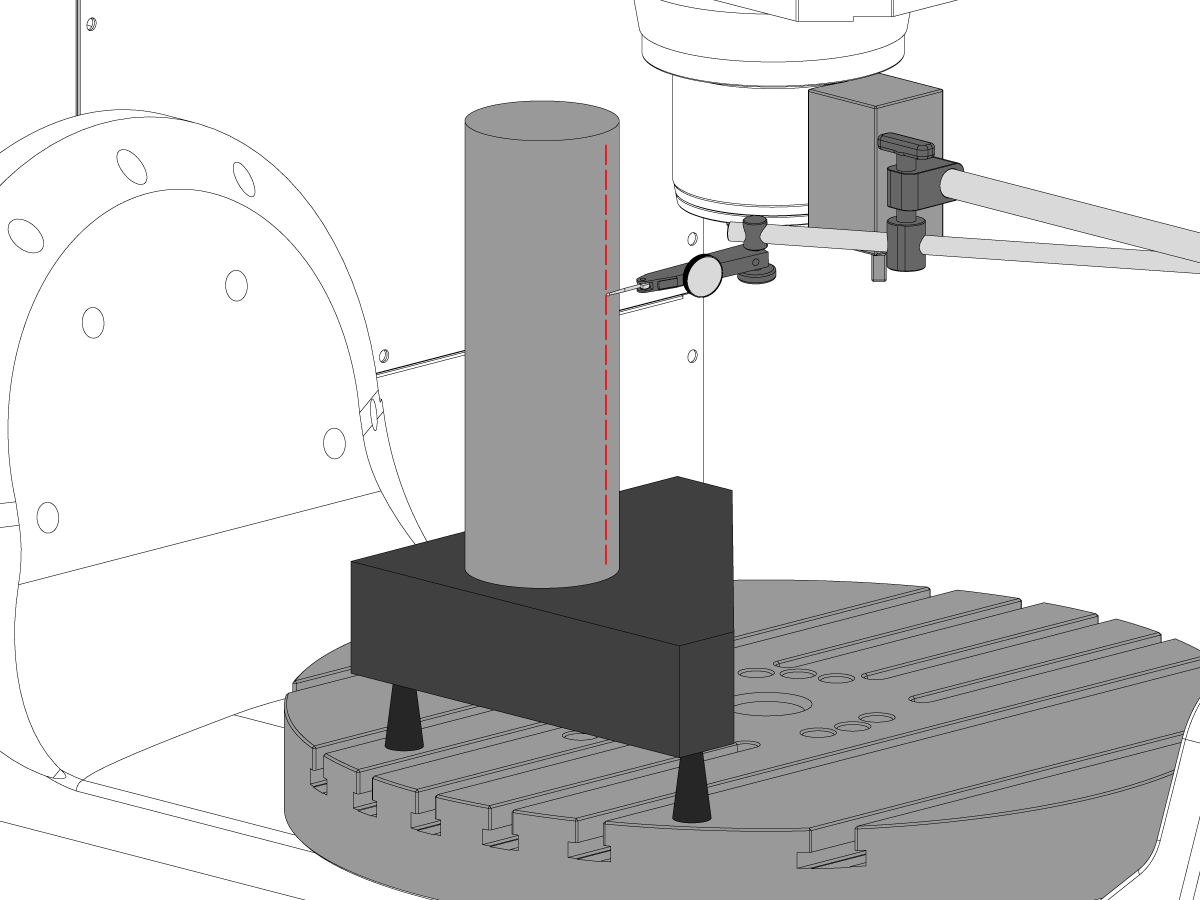
Y 轴与 Z 轴的垂直度
将花岗岩和精密圆柱体按所示方向置于转盘上.
为此步骤将主轴点动到以下位置:
注意:此步骤的 Z 轴位置基于行程顶部,而不是控制器上显示的机床位置。
将指示器放在主轴头上,并将指示器的末端对准气缸中心。
使用千斤顶螺杆将圆柱体的顶面设置为与 XY 平面平行 (NTE 0.0002"/10")
将主轴点动回上面列出的位置,并将指示器放在气缸的前部。点动 X 轴以找到气缸的高点,并在该位置将指示器归零。
注意: 在查找气缸的高点或将指示器归零时,X/Y 轴的位移不得超出上面列出的值 +/- 0.125"。如有必要,重新调整指示器设置。
沿着气缸向下移动 254 mm,以使 X 轴与 Z 轴垂直 (NTE 0.0005"/10")
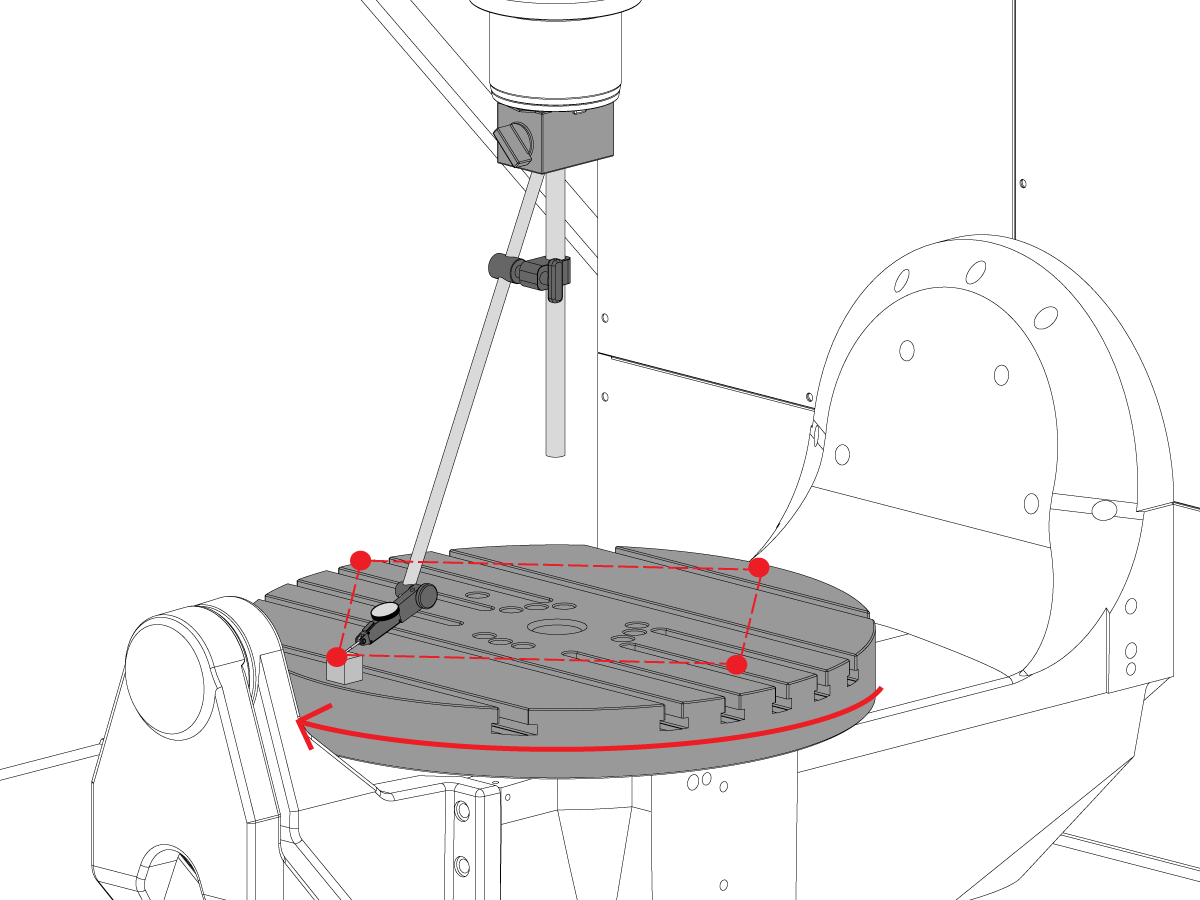
C 轴与 XY 平面的垂直度
将精密量规滑块置于 12 点钟方向的转盘边缘。
将 C 轴旋转至 90°
12 点钟与 6 点钟位置间的测量差值决定了整个 X 轴的平整度(NTE 0.0005")
3 点钟与 9 点钟位置间的测量差值决定了整个 Y 轴的平整度(NTE 0.0005")
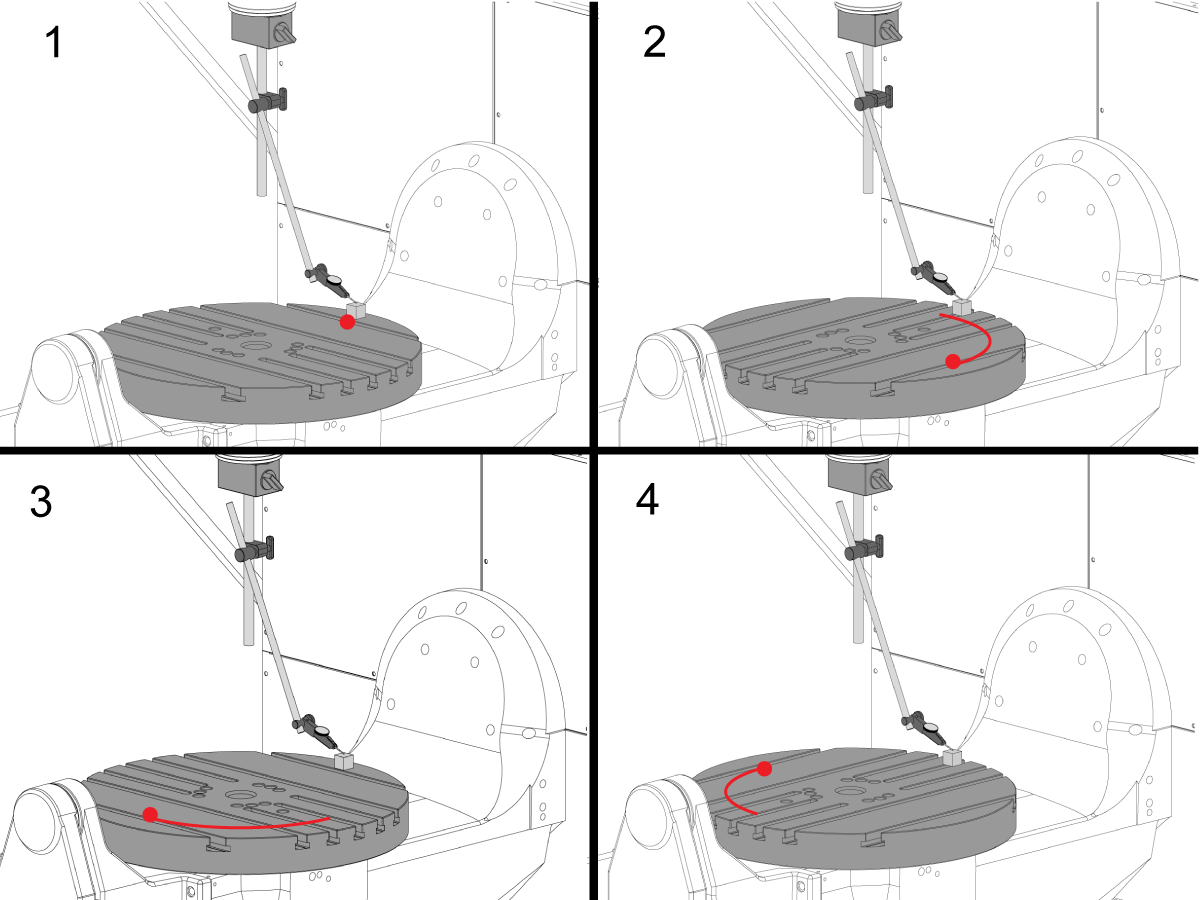
转盘面跳动
将精密量规滑块置于 12 点钟方向的转盘边缘。
旋转C轴 90°,但将量规滑块保持在 12 点钟位置
注意:此步骤 C 轴制动器关闭
转盘表面与 XY 平面的平行度
主轴跳动
检查测试棒料底座的主轴跳动(NTE 0.0005" TIR)
检查测试棒料底座以下的主轴跳动 6" (NTE 0.001" TIR)
主轴中心线与 Z 轴的平行度
将主轴中心对准 C 轴转盘孔。扫过 10" 直径圆。
记录 XZ TIR (NTE 0.0005")
记录 YZ TIR (NTE 0.0005")
C 轴孔的同轴度
拆下转盘的中心插头。
如图所示放置指示器并点动 C 轴 360°。
机床转台零点
TG0151
在对 UMC-750 精度或几何问题进行故障排除之前,技术人员必须彻底了解以下基本原理:
需要系统化、按正确的顺序解决 UMC-750 机器几何形状或精度问题。应严格遵守以下信息,并按顺序遵循。
在对机器几何体进行任何评估或调整之前,必须检查机器是否正确水平,并将旋转轴对准机器,这一点绝对至关重要。
许多错误可以归因于机器崩溃或工具应用或编程问题的问题。在未根据检验报告彻底检查机床整体水平和几何形状的情况下,不要试图更改机床几何形状。这包括检查 Machine Rotary Zero Point (MRZP).
发生碰撞时,机器上有 4 个滑点。这些区域是主轴头到柱塞、柱塞到鞍座、鞍座到龙门、耳轴到耳轴支架。
注意:这些接头都不应安装垫片。机床崩溃不应更改出厂设置中所需的垫片数量。
请务必记住机器的线性精度为 0.0004/10" 角精度为 +/- 15 arc. sec. 这些公差可以迅速增加。
应竭尽全力确定加工应用是否合理,并在机床、固定和刀具能力范围内。
确定以前是否计算机崩溃。查看报警历史记录;查找钣金、工作台、主轴头等的物理损坏。无论如何 "小" 撞车,会影响机器的几何形状。如果机器被撞毁,需要对机器几何形状进行全面检查
评估零件固定的整体状况和切削刀具的状况。
获取完整的计算机备份和错误报告。
验证机器是否水平,旋转轴与机器对齐
注意: 此时,除了调整水平支脚外,不要尝试对机器几何体进行任何调整。
如果机器出水平或旋转未对齐,则重置电平和旋转对齐。
执行完整的几何检查,记录每个轴的任何误差的幅度和方向。
分析检查报告。
如果检查报告的任何部分不容差,则需要重新对齐机器。
收集有关零件、工件和工具的以下信息:
TG0150

若要获取 UMC 应用故障排除指南:
按照此链接 文档和软件 | HBC
或者
注意:仅 Haas 认证的服务技术人员才能登录此站点。
选择 Service(维修)选项卡。
在 Utilities(实用程序)下方,选择 Documents and Software(文档和软件)。
选择 Applications(应用)文件夹。
AD0131
这是以下套件的“垫片套件清单”:
| 厚度 | 部分# | 套件中的数量 | 已使用 |
| .02100 | 20-9358A | 2 | |
| 0.2105 | 20-9359A | 2 | |
| .02110 | 20-9383A | 2 | |
| 0.2115 | 20-9365A | 2 | |
| 0.2120 | 20-9384A | 2 | |
| 0.2125 | 20-9385A | 2 | |
| 0.2130 | 20-9368A | 2 | |
| 0.2135 | 20-9369A | 2 | |
| 0.2140 | 20-9386A | 2 | |
| 0.2145 | 20-9371A | 2 | |
| 0.2150 | 20-9372A | 2 | |
| 0.2155 | 20-9387A | 2 | |
| 0.2160 | 20-9374A | 2 | |
| 0.2165 | 20-9375A | 2 | |
| 0.2170 | 20-9376A | 2 | |
| 0.2175 | 20-9377A | 2 | |
| 0.2180 | 20-9378A | 2 | |
| 0.2185 | 20-9379A | 2 | |
| 0.2190 | 20-9380A | 2 | |
| 0.2195 | 20-9381A | 2 | |
| 0.2200 | 20-9382A | 2 |
注意: 仅限套件所有者:订购替换件时,请指定垫片厚度。例如,20-9382 0.2145
| 厚度 | 部分# | 套件中的数量 | 已使用 |
| 0.0010 | 59-0240 | 2 | |
| 0.0020 | 59-0241 | 2 | |
| 0.0030 | 59-0242 | 2 |
| 厚度 | 部分# | 套件中的数量 | 已使用 |
| 0.2130 | 20-6282A | 2 | |
| 0.2135 | 20-6283A | 2 | |
| 0.2140 | 20-6284A | 2 | |
| 0.2145 | 20-6285A | 2 | |
| 0.2150 | 20-6286A | 2 | |
| 0.2155 | 20-6287A | 2 | |
| 0.2160 | 20-6288A | 2 | |
| 0.2165 | 20-6289A | 2 | |
| 0.2170 | 20-6290A |
2 | |
| 0.2175 | 20-6291A | 2 | |
| 0.2180 | 20-6294A | 2 | |
| 0.2185 | 20-6295A | 2 | |
| 0.2190 | 20-6292A | 2 | |
| 0.2195 | 20-6293A | 2 | |
| 0.2200 | 20-6296A | 2 | |
| 0.2205 | 20-6297A | 2 | |
| 0.2210 | 20-6277A | 2 | |
| 0.2215 | 20-6279A | 2 | |
| 0.2220 | 20-6278A | 2 | |
| 0.2225 | 20-6298A | 2 | |
| 0.2230 | 20-6281A | 2 |
注意: 仅限套件所有者:订购替换件时,请指定垫片厚度。例如,20-6290A 0.2080
在使用的列中记录从套件中拆下的垫片。
将检查表连同垫片套件一起返回。
将原垫片放回箱中返回。

此过程演示如何测量和对齐 B 轴和 C 轴的交集。 在尝试此过程之前,请验证机器是否按 UMC-750 水平.
您需要在以下任一情况后对齐 B 轴和 C 轴:
5 轴旋转中心距离定义旋转中心之间的差异: C 轴机器旋翼零点 (MRZP) 和 X 轴中的 B 轴 MRZP。
C 轴和 B 轴 MRZP 之间可能无区别。
您将需要以下工具:
如何识别多件和单体耳轴
1) 多件耳轴: 在大约 2022 年 11 月 之前制造的 UMC 机床将具有此配置。
2) 单体耳轴: 在大约 2022 年 11 月 之后制造的 UMC 机床将具有此配置。
拆下 A 形框架耳轴支架:
拆下将 A 形框架耳轴支架 [2] 固定在底座上的螺栓 [1],并取出 A 形框架支柱和底座之间的垫片。
逆时针旋转 A 形框架支柱 [2] 以清除底座边缘 [3]。
将 A 形框架支柱从轴承上拉出。
说明:A 形框架支柱可能会对轴承进行真空锁定。使用束线带撬开密封件 [4]。
注意:要举起耳轴支架,请获取他人的帮助。支架重量为 85 磅(39 千克)。
测量与 Y-Z 平面平行旋转的 B 轴:
对于具有经典 Haas 控制的机床,请更改 参数 151:20(B 轴 CHK TRAVL LIM) 为 0。
对于具有下一代控制器的机床,请更改 参数 6.021(B 轴 CHK TRAVL LIM) 为 FALSE。
测量 B 轴为 90°时转盘与 Y-Z 平面的平行度,然后测量 B 轴为 -90°时的值,如图所示。
将 Y 轴置于以下起始位置:
UMC-500:Y=0,扫描 15,从顶部开始的第 3 个 T 型槽。
UMC-750/1500-Duo:Y=-1.0,扫描 18,从顶部开始的第 3 个 T 型槽。
UMC-1250: Y=-1.0,扫描 28,从顶部开始的第 3 个 T 型槽。
UMC-500PP:Y=--10.16 厘米,扫描 7。
UMC-750PP:Y=-5.08 厘米,扫描 15。
UMC-1000PP:Y=-10.16 厘米,扫描 15。
比较 B 为 90°和 B 为 -90°的结果。结果应为……
如果结果是与 Y-Z 平面对称,但超过 0.0010"/20 英寸:转到步骤 5。
如果结果是与 Y-Z 平面对称,但超过 0.0010"/20 英寸:转到步骤 4。
警告 如果结果 [3] 与 Y-Z 平面不对称,则需要校准 B 轴旋转:转到步骤 3。
将旋转的 B 轴校准到与 Y-Z 平面平行:
松开将 B 轴转动到基座铸件上的 (6) 个螺栓 [1]。
注意:保持螺栓足够舒适,以控制调整。
调整前后设置螺丝 [2],直到步骤 2 中进行的测量与 Y-Z 平面对称。
转动 (6) 个螺栓 [1]。请参阅 Haas 紧固件扭矩规格。
在螺栓转动后,验证步骤 2 中的测量值。
将 C 轴旋转校准到垂直于 B 轴旋转:
拆下底部的 C 轴护罩。
松开将 C 轴主体固定到 B 轴转盘面的 (12) 个螺栓 [1]。
通过 C 轴检修口到达底部 (4) 个螺栓。
如果 B 轴在正方向 [4] 上对称,请在顶部 (2) 螺栓后面安装适当尺寸的马蹄形垫片 [2]。
如果 B 轴在负方向 [5] 上对称,请在底部 (2) 螺栓后面安装适当尺寸的马蹄形垫片 [2]。
将 (12) 个螺栓拧至 80 Ft-lbs (108 Nm)。
切断过多的垫片材料。
在螺栓转动后,验证步骤 2 中的测量值。
将耳轴支架轴与 B 旋转轴对齐:
在耳轴支架轴承 [2] 的外缘上设置 (2) 个指示器,如图所示。
标记外缘上的点,其中一个指示器指针与表面接触。
将 B 轴移动到 90°或 -90°后,您将再次将标记点与指针校准,以排除测量中的轴承跳动误差。
当 B 处于 90°和 -90°时,获取读数。比较读数。
注意: 获取读数时,需要夹紧 B 轴制动器。
当 B 为 90°和 -90°时,每个指示器上的结果之间的偏差必须小于 0.001"。
注意: 轴承侧面的指示器将测量从顶部到底部的校准,轴承顶部的指示器将测量从一侧到另一侧的校准。
____
对于带多件式耳轴的型号
松开 C 轴体支撑上的 (6) 个螺栓 [3]。保持螺栓足够舒适,以控制调节。
调整 (8) 个固定螺栓 [4],直到 B 在 90°和 -90°时的偏差在 0.001 内"。
将 C 轴体支撑上的 (6) 个螺栓 [2] 扭矩调整为 80 Ft-lbs (108 Nm)。
在螺栓调整扭矩后验证校准情况。
____
对于具有单体耳轴的型号
J点动以旋转到 B90。如下图所示,在突出显示的表面上设置指示器。
将 B 轴旋转 180 度(90 至 -90)。
耗尽 (NTE 0.010” TIR)。
注意: 如果测量值超过公差,请联系支持部门。
安装并给 A 形框架支架添加垫片:
将 B 轴移动到 90°。
在 C 轴体的加工曲面上设置一个指示器 [1]。将指标设置为 0。
在安装 A 形框架支柱时,使用塑料束线带 [2] 撬开密封件。这样,不必要的空气和润滑脂会流出组件。
将 A 形耳轴支架 [3] 安装在轴承上。
拆下电缆托盘。
顺时针转动耳轴支架,直到它垂直。
注意: A 形框架支柱的重量将导致耳轴下垂。下垂量使用以前设置在 C 轴体侧面的指示器来测量。
____
对于多件式耳轴
调整 A 形框架支柱和基座铸件之间的垫片 [4],以移除下垂,直到指示器读数再次为 0。
当指示器读数为 0 时,转动 (4) 个螺栓。请参阅 Haas 紧固件扭矩规格。
在螺栓转动后验证读数。如有必要,再次调整垫片,直到指示器读数为 0。
____
对于带单体耳轴的型号
确定提升耳轴臂所需的垫片量 [4],以便指示器读数为 0.0127 厘米。
拧紧支架后,指示器 [1] 值将发生变化。
指标仍然就位时:
说明:对于单体耳轴,垫片位置也可以用于将 C 轴校正为 X-Y 平面垂直度,而不是为鞍座支架加上垫片。
注意: 在 A 形框架支柱的每一侧使用等量的垫片。不等量的垫片将导致 A 形框架支柱将耳轴拉到侧面。
验证 B 轴与 Y-Z 平面的旋转校准(步骤 2)。如有必要,松开螺栓并点击 A 形框架支柱侧对侧,以将 B 轴校正为 Y-Z 平面校准。
把 C 轴设置为垂直于 X/Y 平面:
把轴移动至
UMC-750 的......X= -26.67厘米和 Y=0厘米。
UMC-1000 的......X=-43.18厘米& Y=-0厘米。
将接地块 [2] 上的指示器 [1] 归零,距离转盘后部边缘(主轴上的磁石底座) 1.27厘米,C 为 0 度
将 C 轴旋转至 180°。
沿 Y 轴负方向移动 Y 轴和接地块,直到距转盘边缘 1.27 厘米,并取垂直度测量
调整垫片,直到端到端平均误差在 0.00127 厘米以内。
说明:对于单体耳轴,在轴承支撑下的垫片位置也可以用于将 C 轴校正为 X-Y 平面垂直度,而不是为鞍座支架加上垫片。
注意: 给两个前架或两个后架加同样多的垫片。
注意: 在保持 X 到 Y 成直角时,给一个架加垫片。
拧紧所有螺栓后验证测量值。
在步骤 2 中验证 X 到 Y 校准方式。
设置换刀偏置:
B 轴换刀偏置 [1]
对于经典 Haas 控制器,更改 参数 213。
有关下一代控制器,请访问:设置>转台选项卡>突出显示转台,并按 [INSERT],或者更改 参数 6.078 (B 刀具更换偏置)以将耳轴(B 轴)设置为与 X 轴平行。
对于带多件式耳轴的型号
(NTE 0.00254厘米/25.4厘米;NTE 0.00508厘米整体)
对于带单体耳轴的型号
(NTE 0.00127厘米/25.4厘米;NTE 0.00254厘米整体)
___
C 轴换刀偏置 [2]
对于经典 Haas 控制器,请更改 参数 523。
有关下一代控制器,请访问:设置>转台选项卡>突出显示转台,并按 [INSERT],或者更改 参数 7.078 (C 换刀偏置)以将工作台 T 型槽(C 轴)设置为与 X 轴平行
对于带多件式耳轴的型号
(NTE 0.00254厘米/25.4厘米;NTE 0.00508厘米整体)
对于带单体耳轴的型号
(NTE 0.00127厘米/25.4厘米;NTE 0.00254厘米整体)
检查 C 轴与 X/Y 平面的垂直度:
将 C 轴孔上方的指示器与 Y 轴在 -10 处校准。
在 Y 轴上正点动,并将指示器对准转盘的最后一部分的中心,并在此位置用可洗标记进行标记。
如图所示插入 1-2-3 块并将指示器设置为零。
拆下块并旋转转盘 90 度,遵循带有指示器的标记点。
将块插回指示器和转盘之间。记下读数。
重复前两个步骤,在 180、270 和 360 度时获取转盘读数。
多件式耳轴 : (NTE 0.00127厘米)
单体耳轴 : (NTE 0.00254厘米)
校准 B 轴制动盘:
注意: 如果您在 SS 机床上操作,请不要执行此步骤。
在 MDI 模式下运行此代码以松开制动器:
M11;
松开所有制动盘螺栓 [1],并将其拧至 5 Ft-lbs (7 Nm)。
在 MDI 模式下运行此代码以夹紧制动器:
M10;
等待 10 秒。
拧紧螺栓。请参阅 Haas 紧固件扭矩规格。

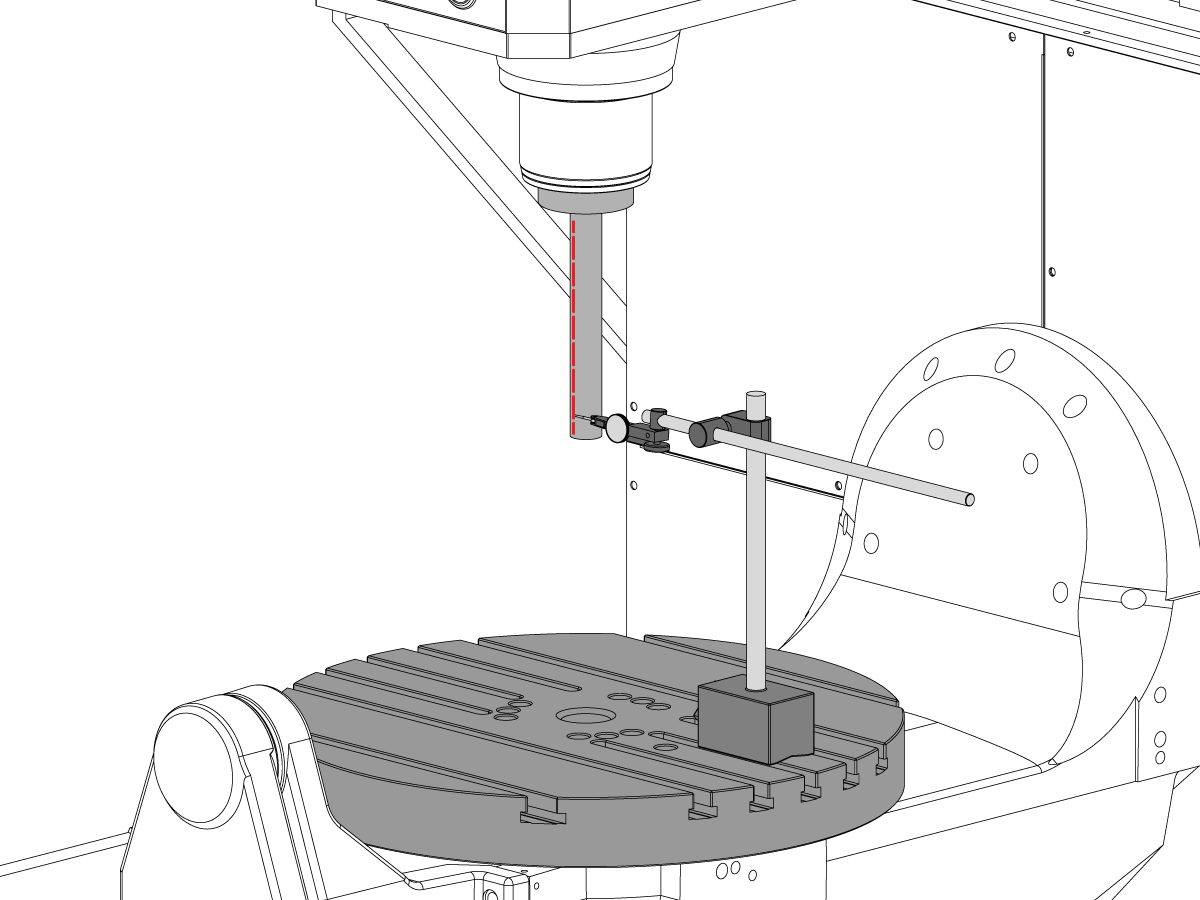
安装 B 轴和 C 轴交点工具:
将 C 轴点动到 0°。
按[EMERGENCY STOP]。
清洁工作台。
引导适配器的轴 [1],同时缓慢将其降至中心孔中。
使用 (2) 个螺钉 [4] 和 (2) 个 T 螺母将适配器连接到工作台上。
使用 (3) 个螺钉 [3] 将定位杆 [2] 连接到适配器。
拧下 (3) 个螺钉,以便在下一步进行调整。

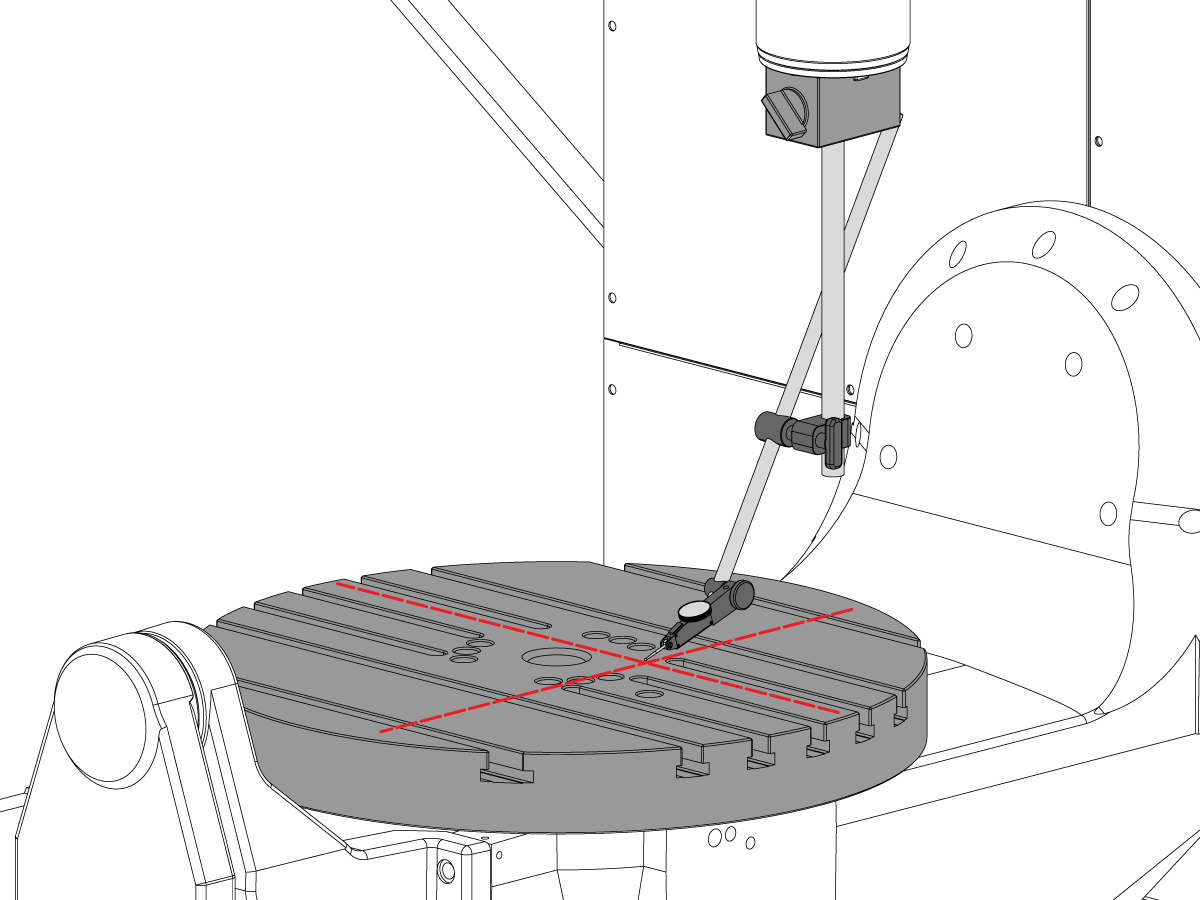
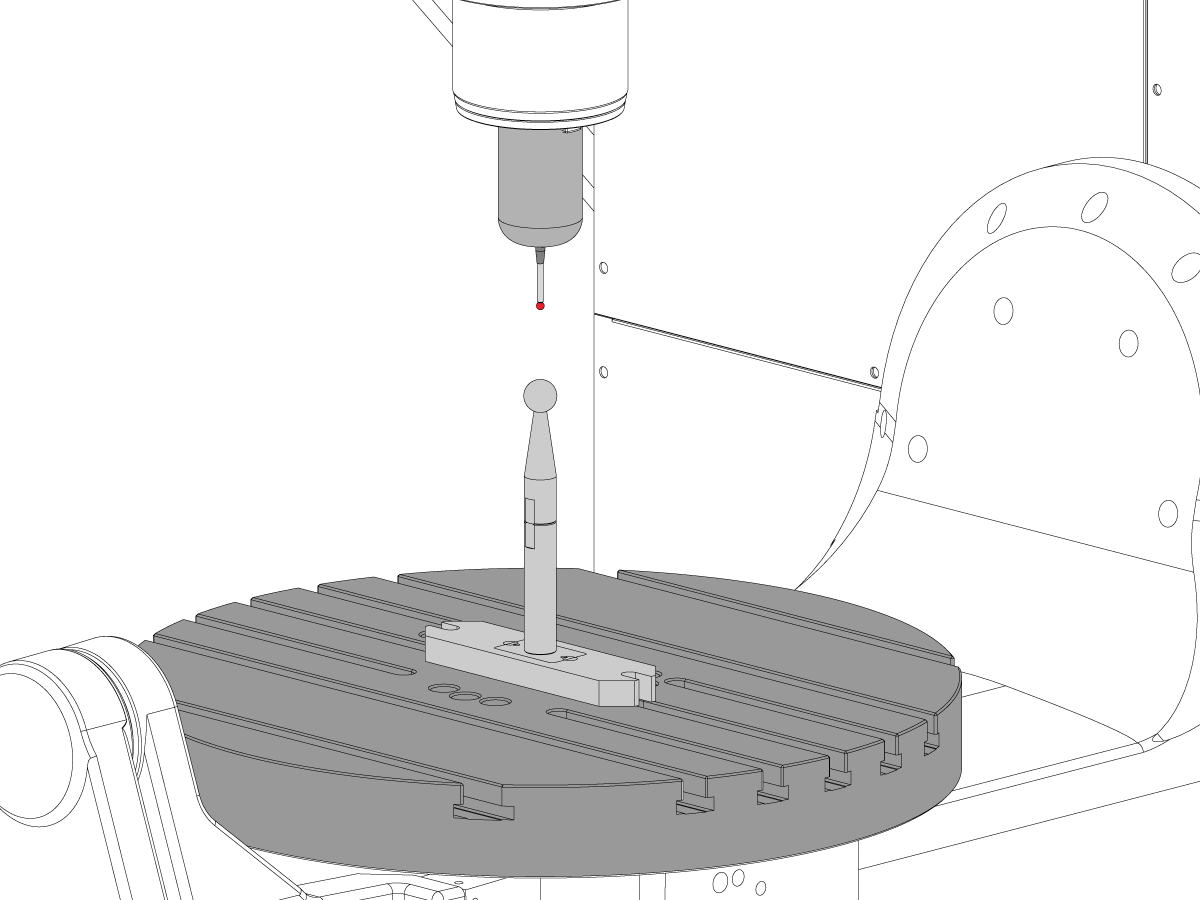
将 B/C 交点工具与 C 轴对齐:
在靠近底座的校准杆的正面放置一个指示器。
释放 [EMERGENCY STOP]。推 [RESET] 清除任何警报。
点动穿过 X 轴中的工具以查找高点。
将指标设置为 0。
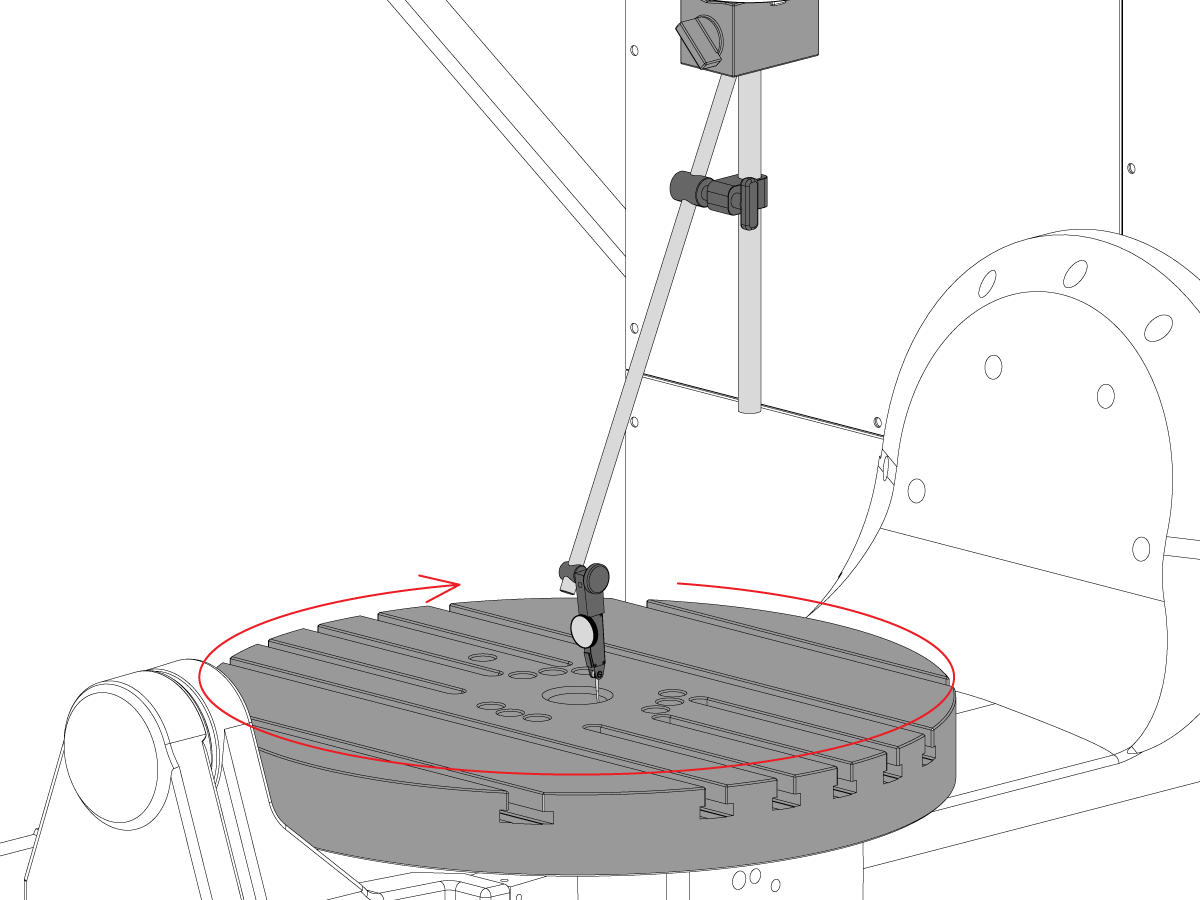
将 C 轴点动到 360°。
用橡胶锤轻轻敲击底座,以调整校准杆上的径向误差。
注意:将校准杆调整到测量误差的一半,因为您正在测量直径误差。
将 C 轴点动到 360°。
当正确调整时,径向误差小于 0.0002"(0.005 毫米)。
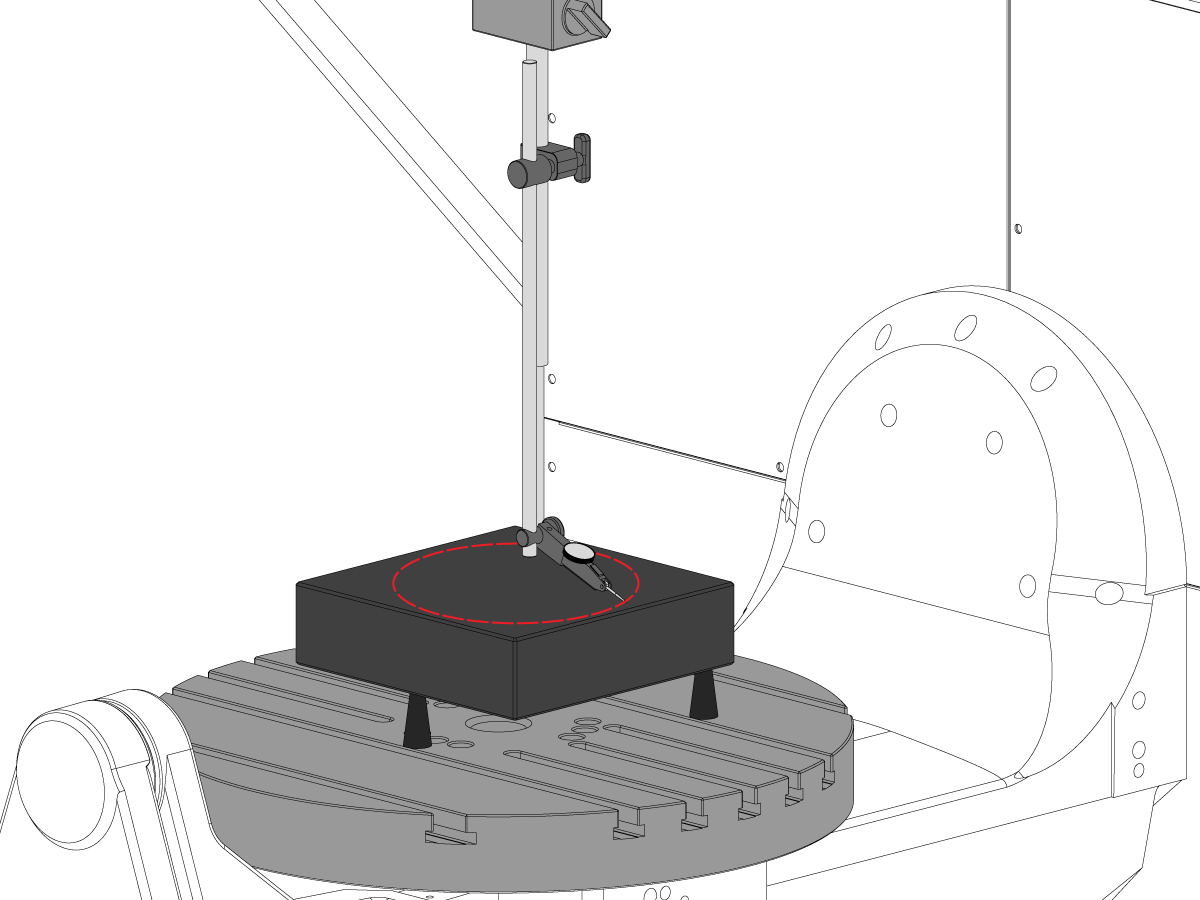
检查 B/C 交点:
将指示器 [1] 居中于圆柱体顶部附近的校准杆的正面。
点动穿过 X 轴中的工具以查找高点。
将指标归零。
将 C 轴点动到 360°。
转动校准杆上的 (3) 个螺钉 [2] 以调整跳动。
将 C 轴点动到 360°。
当正确调整时,径向误差小于 0.0002"(0.005 毫米)。
重复步骤 2,并验证校准方式是否未更改。

对于具有经典 Haas 控制器 的机床:
对于具有下一代控制器的机床:
推 [ZERO RETURN]。然后推 [ALL]。
将 B 轴点动到 -90°。
注意: 旋转位置仅供参考。
将指示器 [1] 放在校准杆的顶部。
点动 Y 轴以查找高点。
将指标设置为 0。
点动穿过 X 轴 [2] 中的校准杆。
点动 B 轴以调整与 X 平面平行的校准杆。
将指标设置为 0。
将 Y 轴点动到 0。
注意:确保指示器组件没有 B 轴移动。
注意: 请勿移动 Z 轴。

将 B 轴点动到 +90°。
注意: 确保指示器组件没有 B 轴移动。
点动 Y 轴 [1] 以查找校准杆上的高点。
注意: 不要将指标设置为 0。
点动穿过 X 轴中的校准杆。
点动 B 轴以调整与 X 平面平行 [2] 的校准杆。
当校准杆与 X 平面平行时,指示器读数是 Z 轴(∆Z = 指示器读数)中所需的更改。
记录指示器上显示的值。在此示例中,指示器现在显示 0.0015"。∆Z 是 0.0015"。
进行这些计算以获取 CHC 参数 1314 或 NGC 设置 254 的值。(在此示例中,B-C 交点 (∆Z) 的读数差异为 0.0015"。):
设置参数 CHC 参数 1314 (X 的回转轴中心偏差)或 NGC 设置 254(5 轴旋转中心距离)为计算值。
在此示例中,设置参数 CHC 参数 1314 为 7 或 NGC 设置 254 为 0.0007。
循环电源以节省 CHC 参数 1314 或 NGC 设置 254。
重复步骤 1-3 以验证 ∆Z 的值是否小于 0.0002"(0.005 毫米)。
将 B 轴点动到机床原点。
设置参数 151:20 (B 轴 CK 行程限制)为 1。
确保 MRZP 偏置正确。
根据 无线直观探测系统 (WIPS) - 校准来校准 WIPS。
完成检查报告。请参阅 UMC-750 检验报告。
Recently Viewed Items
You Have No Recently Viewed Items Yet

此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING 接受以下条件:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255





