-
macchine
-
Fresatrici verticali
Fresatrici verticali
-
Soluzioni multiasse
Soluzioni multiasse
-
Torni
Torni
-
Fresatrici orizzontali
Fresatrici orizzontali
-
Dispositivi rotanti e indexer
Dispositivi rotanti e indexer
-
Sistemi di automazione
Sistemi di automazione
-
Macchine da tavolo
Macchine da tavolo
-
Attrezzatura da officina
Attrezzatura da officina
-
Macchine per la produzione
Macchine per la produzione
STRUMENTI DI ACQUISTOVUOI PARLARE CON QUALCUNO?Un Haas Factory Outlet (HFO) può rispondere alle tue domande e guidarti attraverso le migliori opzioni.
CONTACT YOUR DISTRIBUTOR > -
Fresatrici verticali
-
Opzioni
-
 Mandrini
Mandrini
Mandrini
Mandrini -
 Cambi utensile
Cambi utensile
Cambi utensile
Cambi utensile -
 4° | 5° Asse
4° | 5° Asse
4° | 5° Asse
4° | 5° Asse -
 Torrette ed utensili motorizzati
Torrette ed utensili motorizzati
Torrette ed utensili motorizzati
Torrette ed utensili motorizzati -
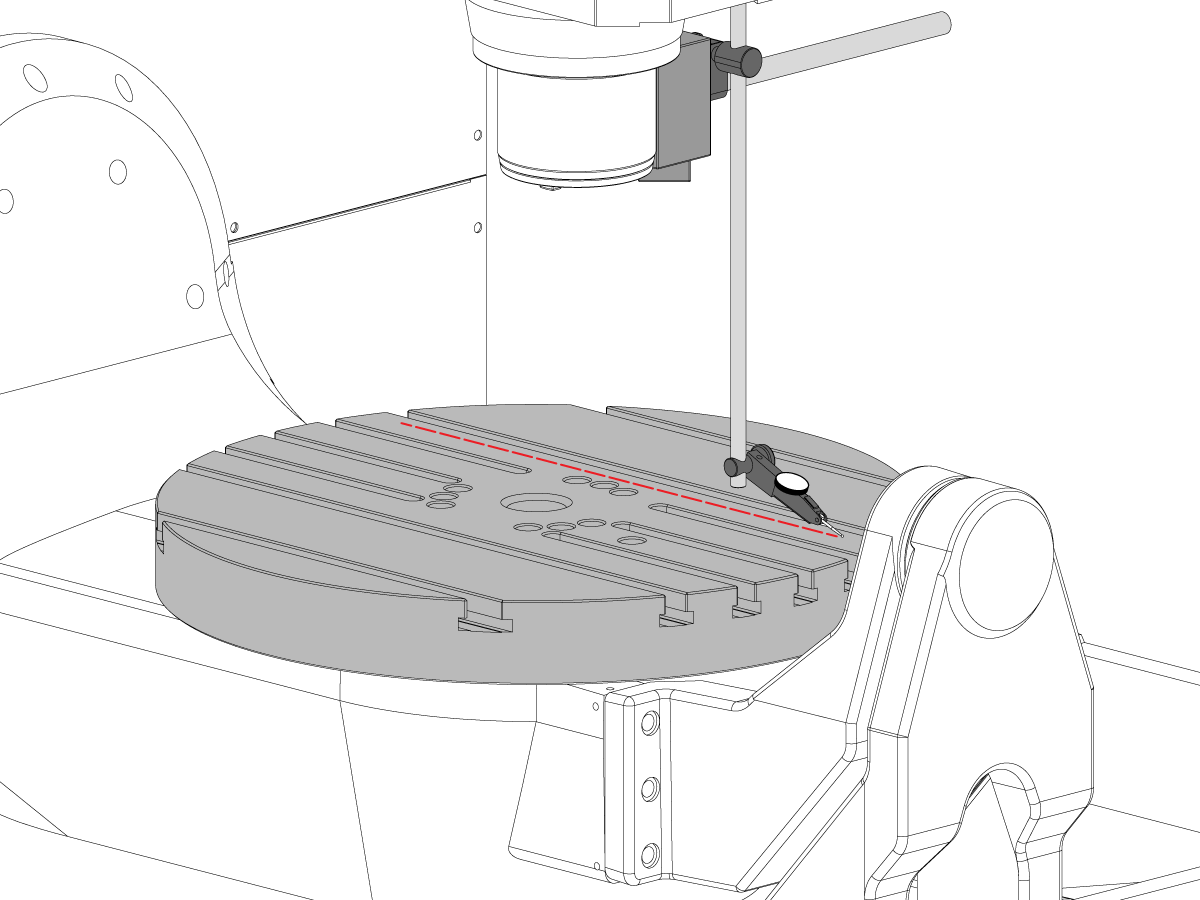
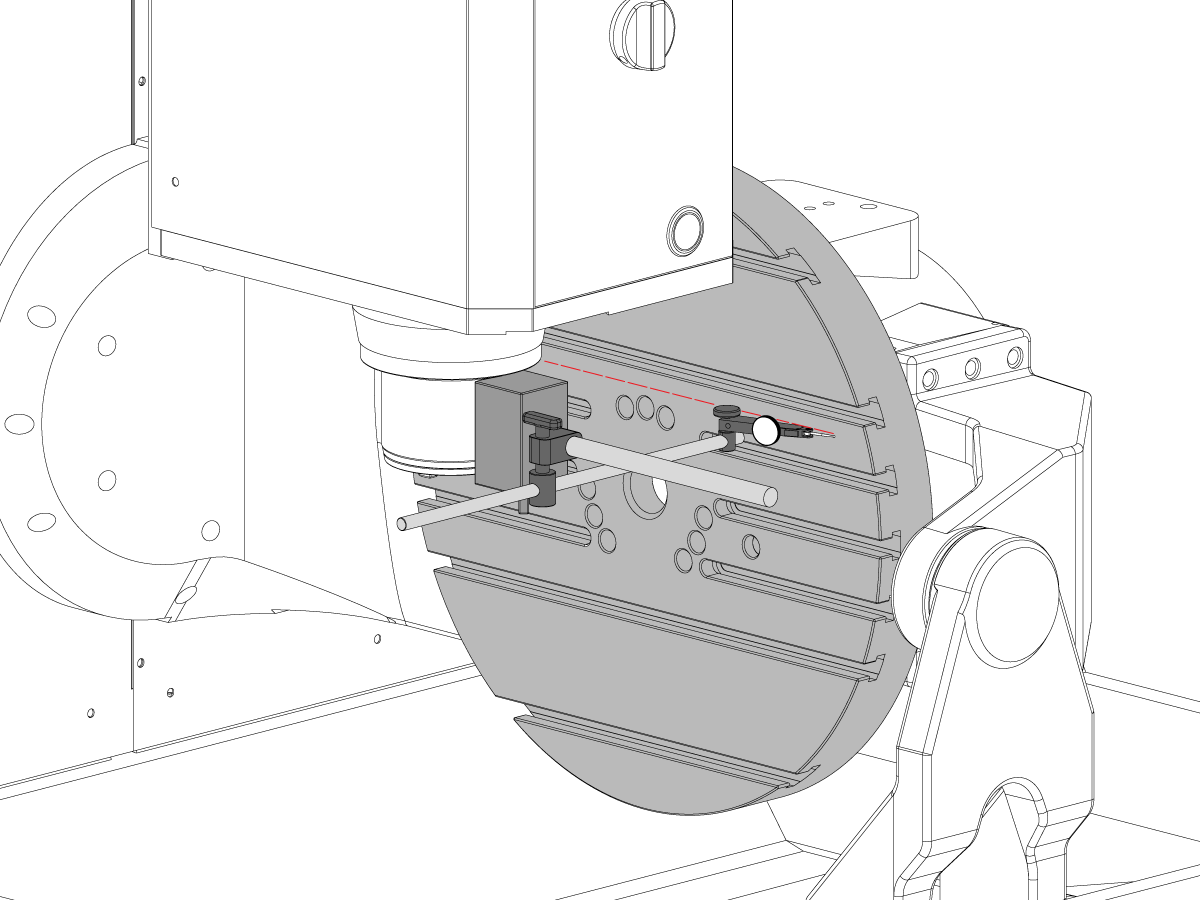
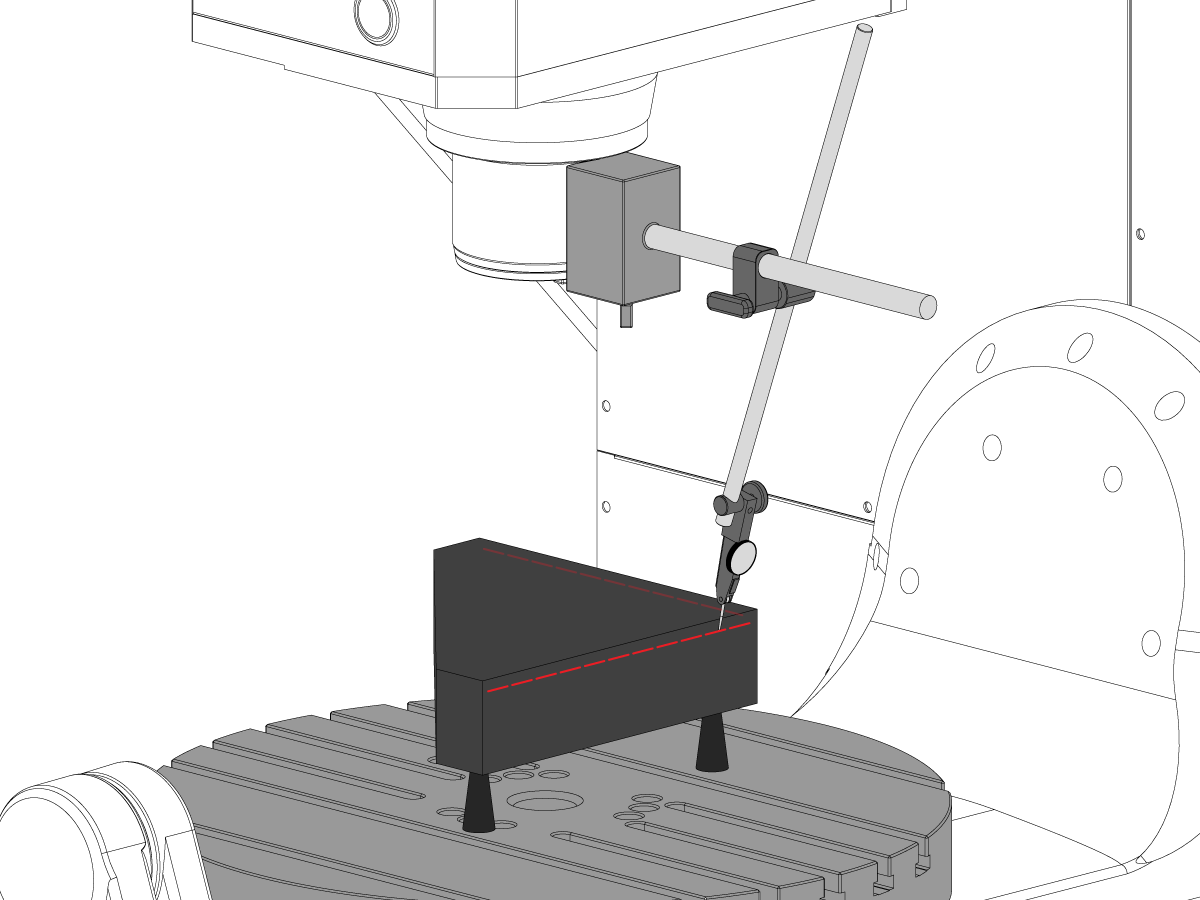
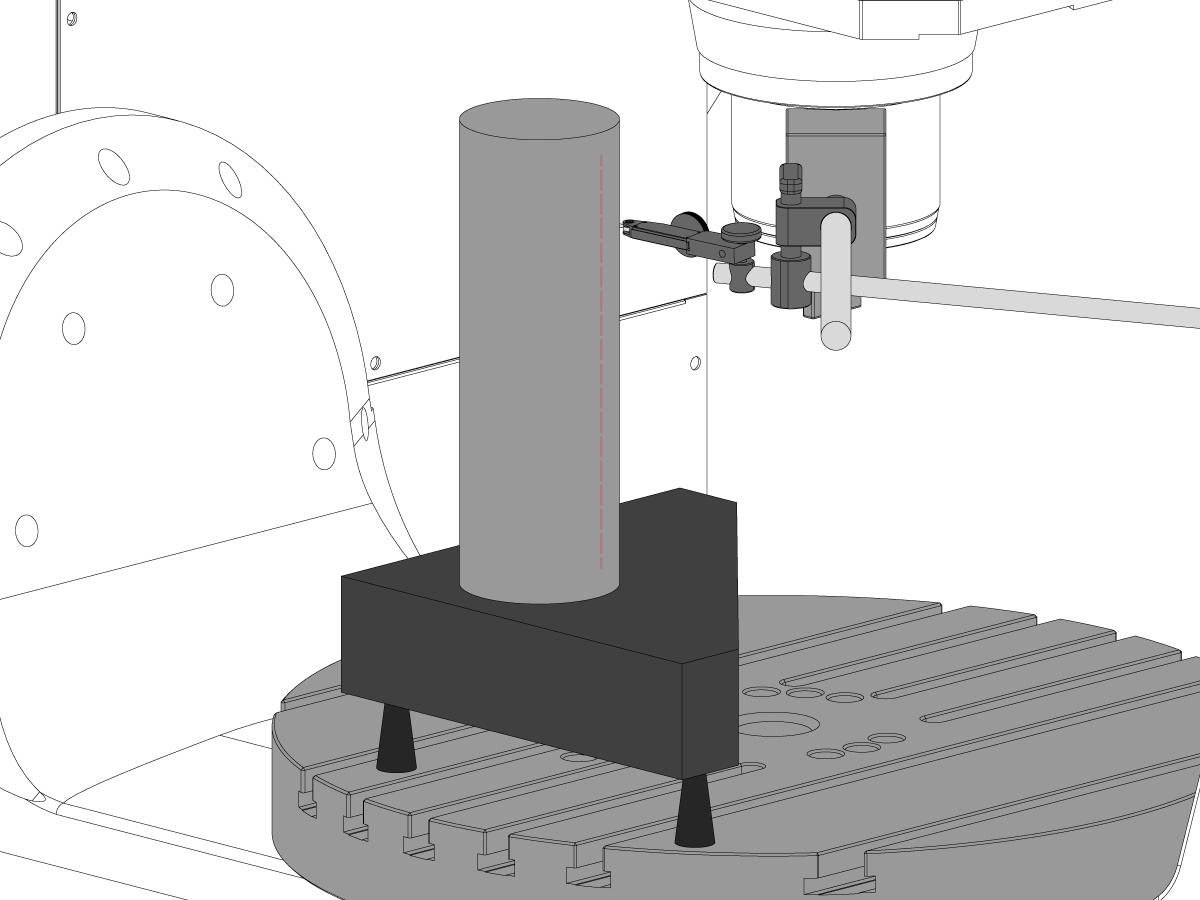
 Indagine tramite sonda
Indagine tramite sonda
Indagine tramite sonda
Indagine tramite sonda -
 Gestione di trucioli e refrigerante
Gestione di trucioli e refrigerante
Gestione di trucioli e refrigerante
Gestione di trucioli e refrigerante -
 Il controllo Haas
Il controllo Haas
Il controllo Haas
Il controllo Haas -
 Opzioni di prodotto
Opzioni di prodotto
Opzioni di prodotto
Opzioni di prodotto -
 Utensileria e fissaggio dei pezzi
Utensileria e fissaggio dei pezzi
Utensileria e fissaggio dei pezzi
Utensileria e fissaggio dei pezzi -
 Serraggio dei pezzi
Serraggio dei pezzi
Serraggio dei pezzi
Serraggio dei pezzi -
 Soluzioni a 5 assi
Soluzioni a 5 assi
Soluzioni a 5 assi
Soluzioni a 5 assi -
 Automazione
Automazione
Automazione
Automazione
STRUMENTI DI ACQUISTOVUOI PARLARE CON QUALCUNO?Un Haas Factory Outlet (HFO) può rispondere alle tue domande e guidarti attraverso le migliori opzioni.
CONTACT YOUR DISTRIBUTOR > -
-
Why Haas
Scopri la differenza di Haas
-
Assistenza
- Video
- Utensili Haas

















.png)