

/2026-04-VOP-SquareComponent.jpg/_jcr_content/renditions/cq5dam.thumbnail.319.319.png) 增值选件套
增值选件套
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

版本 A - 2025 年 8 月
注意:此程序也适用于 HSK-A63。
使用 Haas 控制密钥打开机器电源。
设置网格偏置;请参阅 NGC - 轴网格偏置。
推 [ZERO RETURN]。
推 [全部]。
将刀柄放入双臂。
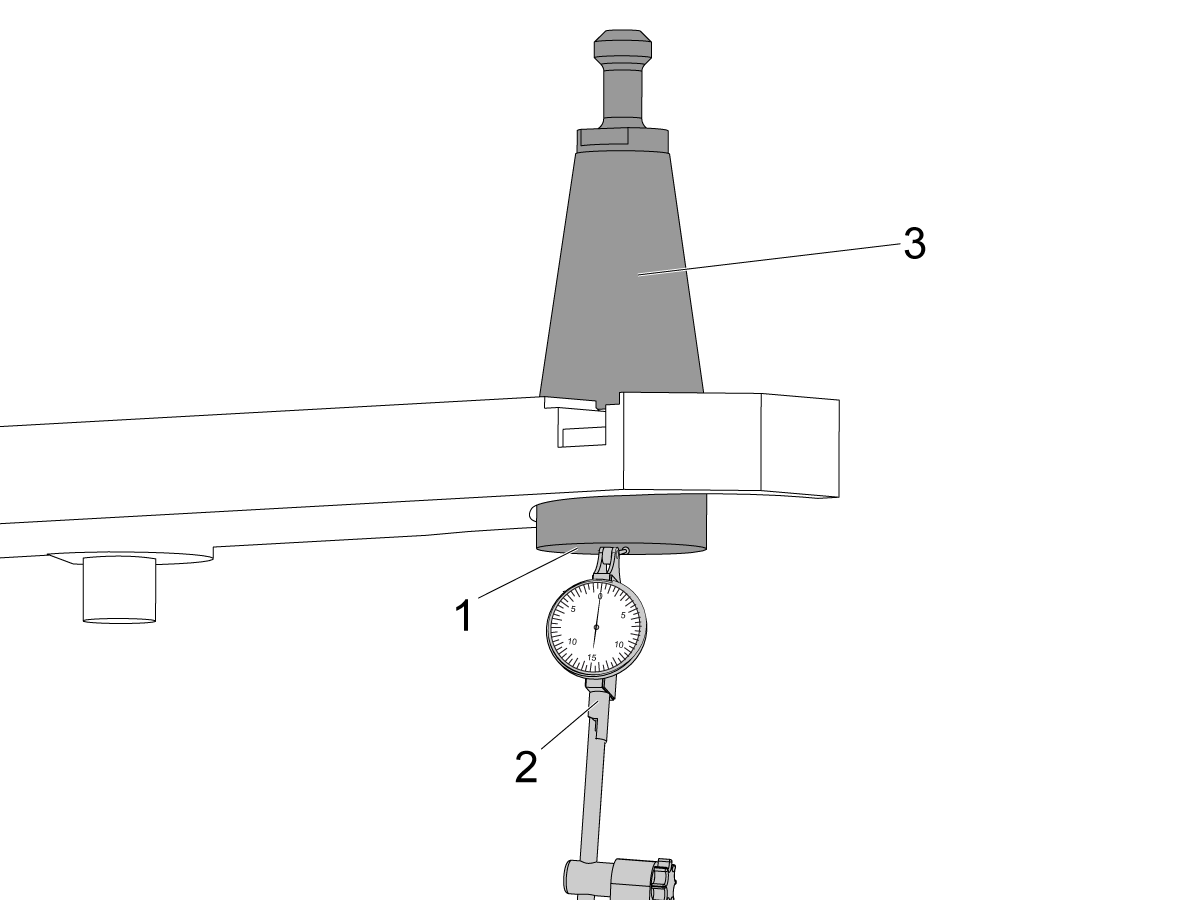
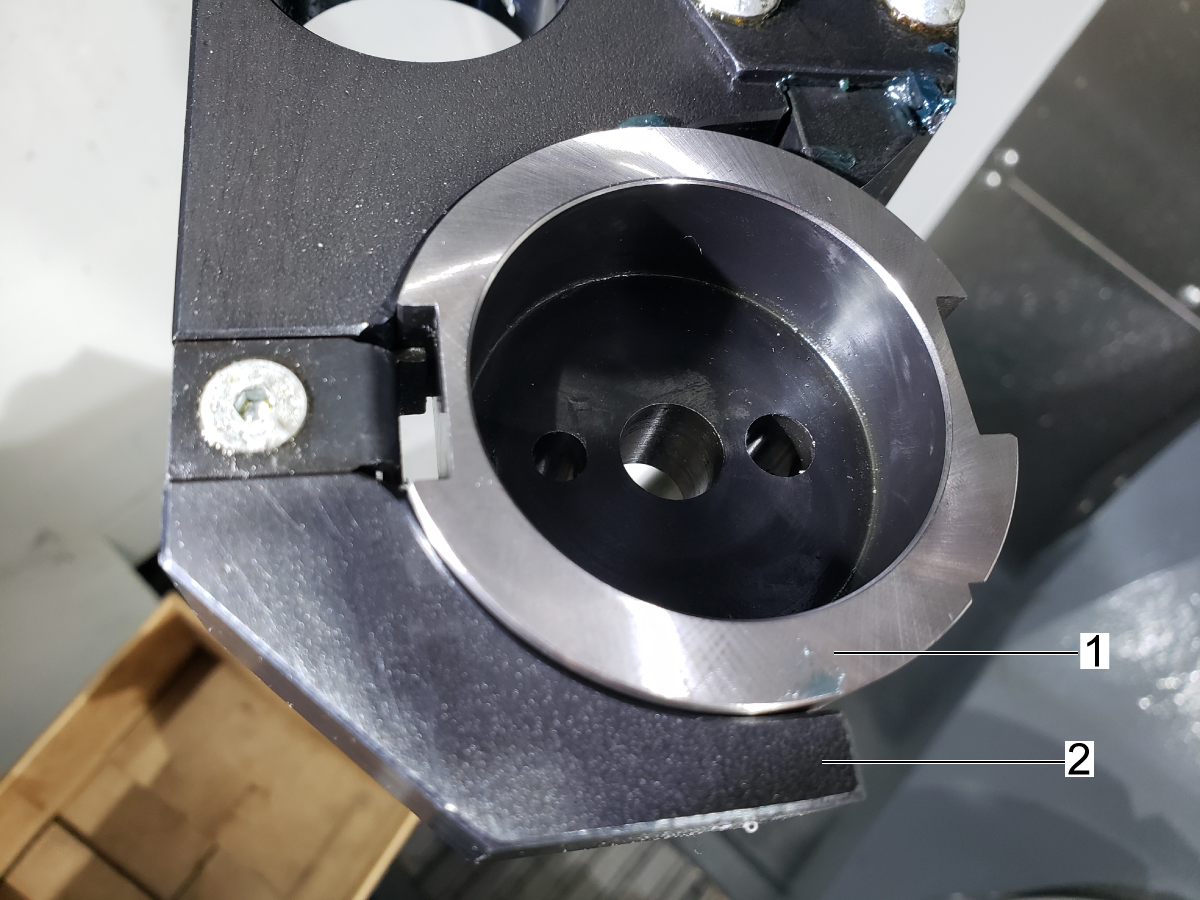
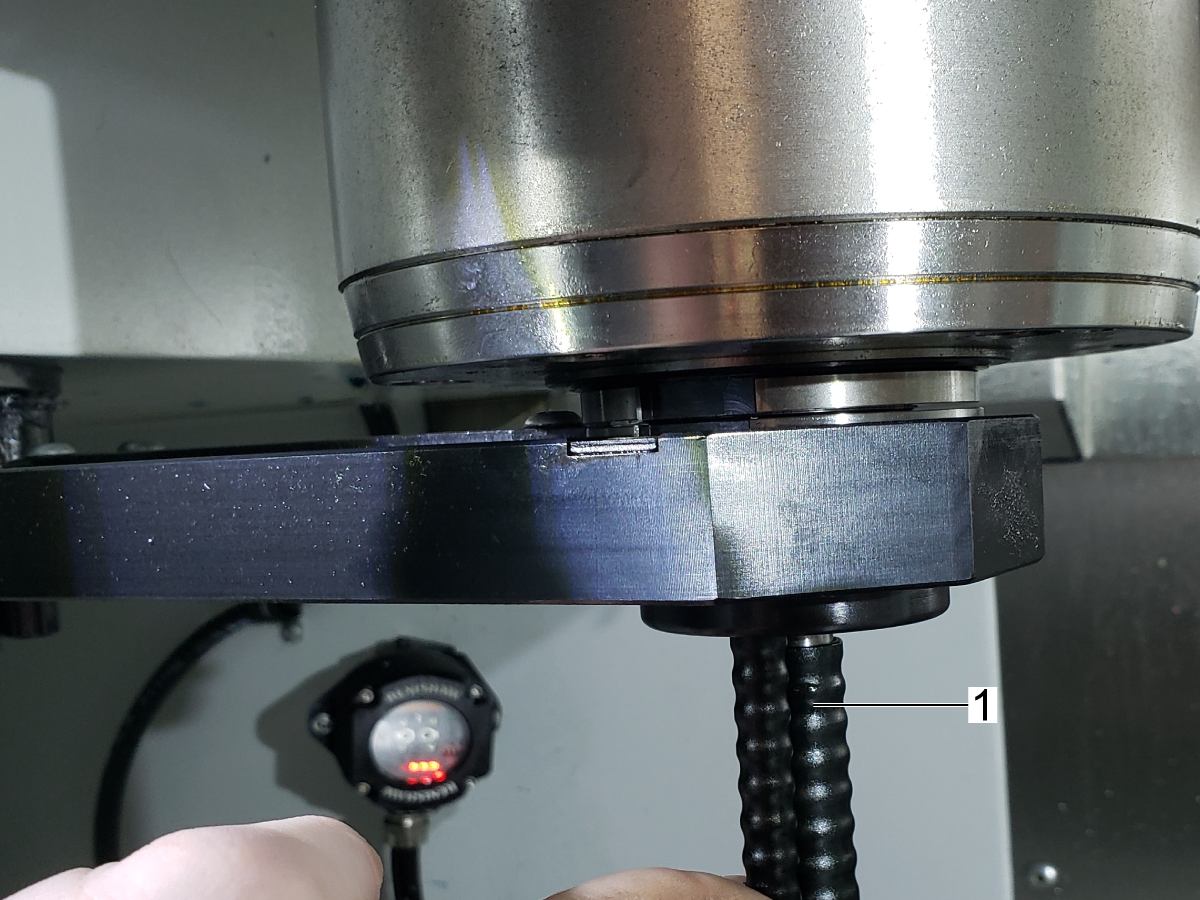
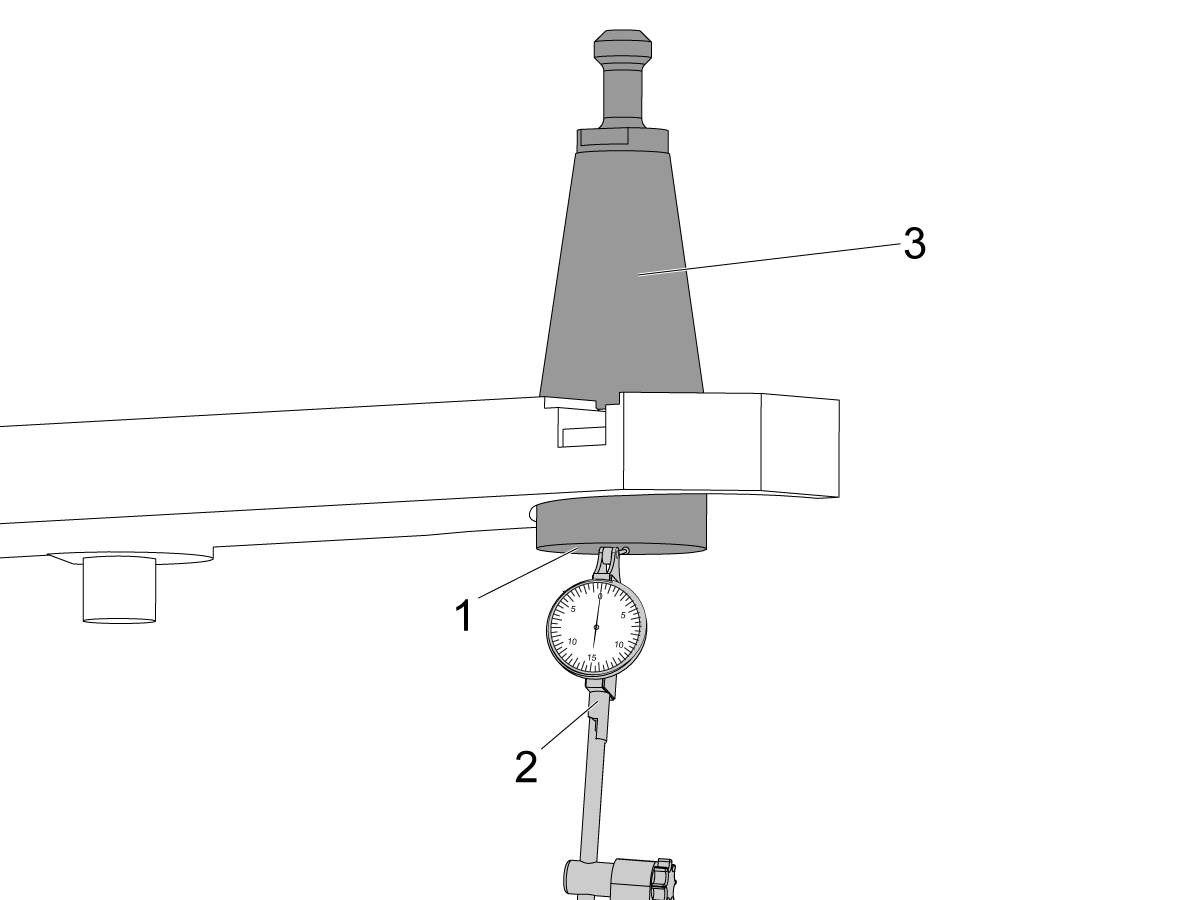
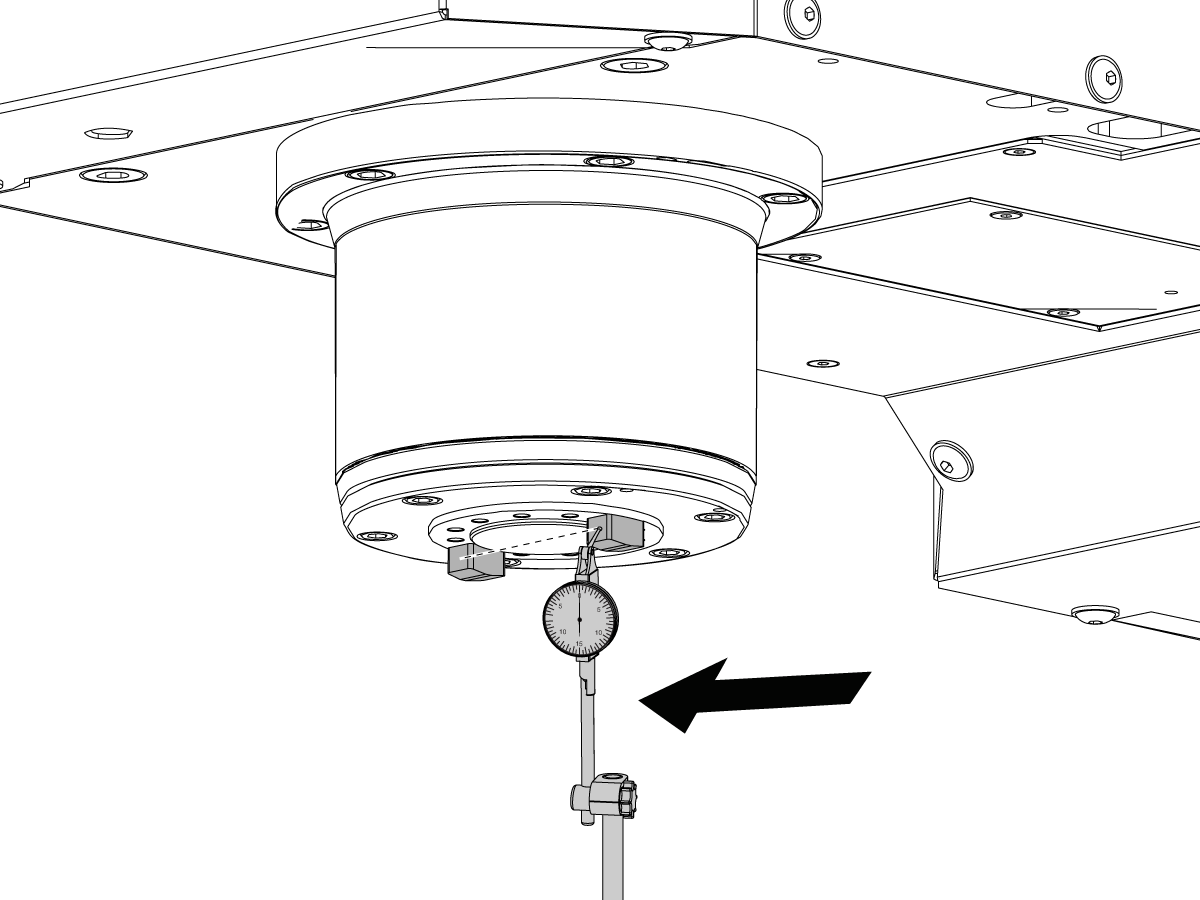
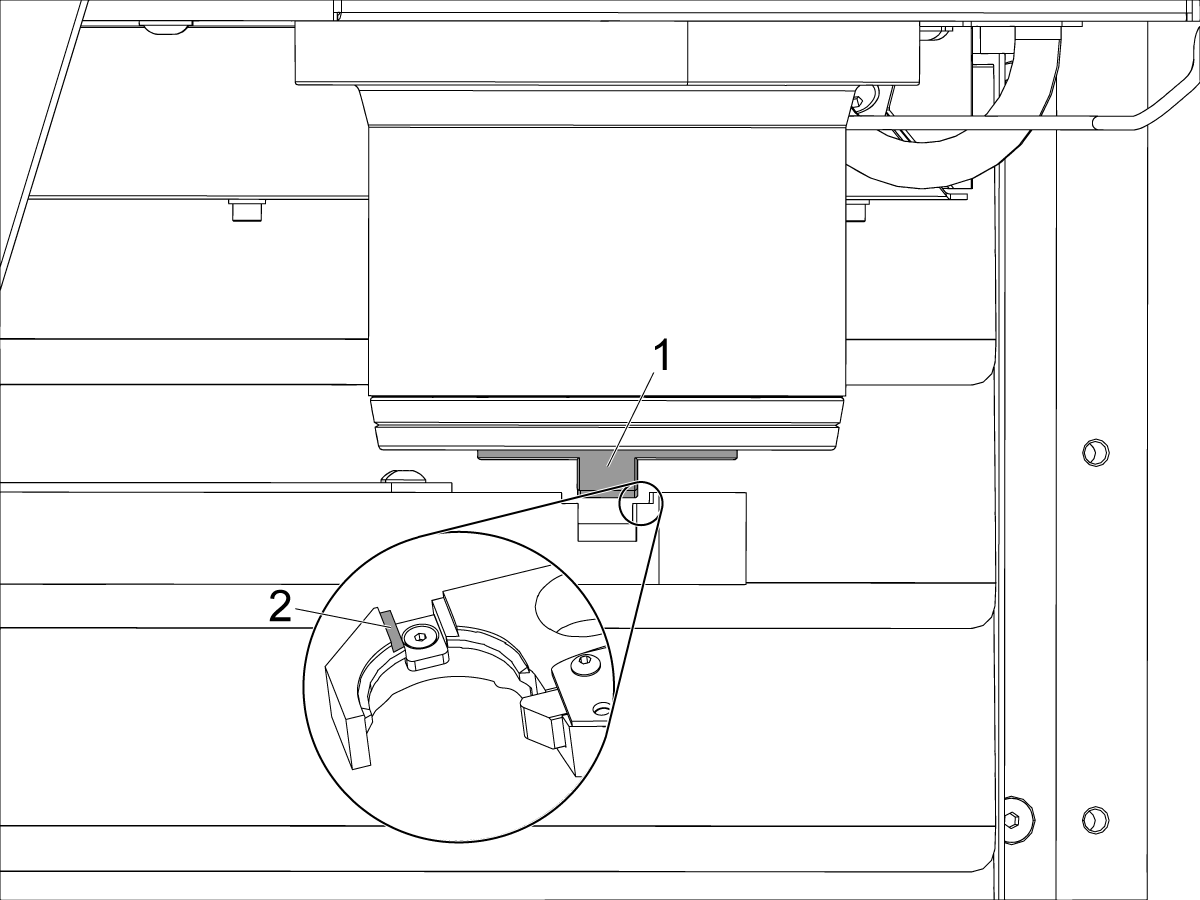
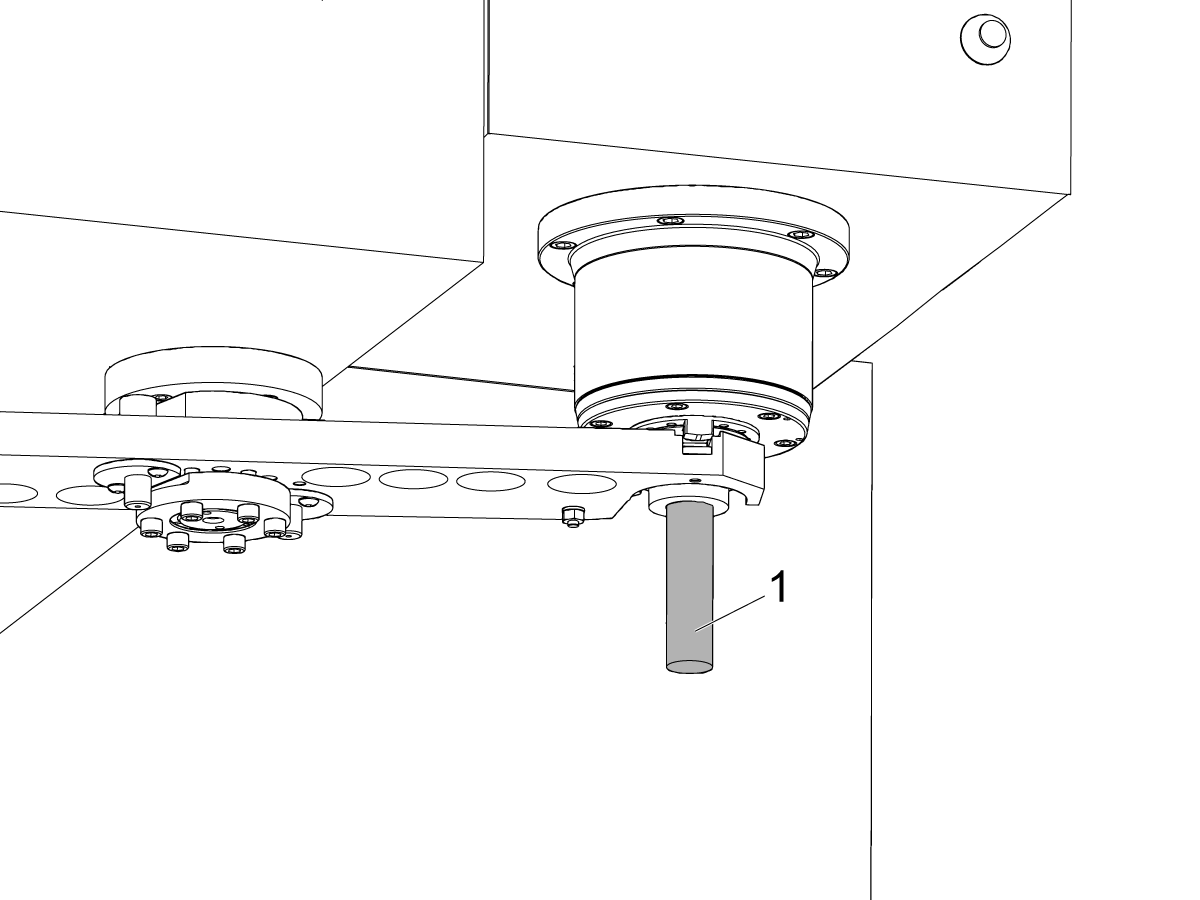
在机床工作台上安装一个 0.0005 英寸指示器 [2] 和磁性底座。
将指示器尖端放在刀座 [3] 的底部 [1]。
将指标设置为 0。
手柄点动远离刀座 的表。
请勿移动指标。
手动将刀座从双臂移到主轴。
转动表格,将指示器置于刀座下方。
不要让指示器撞到主轴。
手柄向上或向下旋转 Z 轴,直到指标回到零。

推 [DIAGNOSTIC](诊断)。
导航到“参数”选项卡中的“出厂”选项卡。
输入 3.078 ,然后按 [F1]。
按 [F2] 设置 Z Axis Tool Changer Offset。
将显示“Z Axis Tool Changer Offset 完成”提示。
设置主轴定向偏置;请参阅 NGC - 侧挂式刀库 - 主轴定向偏置。
注意:对于 HSK-A63 主轴,请参阅侧挂式刀库 - HSK - 主轴定向偏置 - NGC
执行多个刀具更改以测试刀具更换器操作。
注意:执行该程序后,告诉客户要重置刀具长度偏置。
版本 A - 2025 年 8 月
此过程展示如何在 40/50T 铣床上设置主轴定向。对于 HSK 主轴,请参阅HSK - 主轴定向偏置 - NGC 程序
所需工具:

按 [POWER ON]。
按[CANCEL]。
按[ZERO RETURN],然后按[ALL]。
按[HOME G28]。
插入 Haas 服务 USB 密钥并进入服务模式。
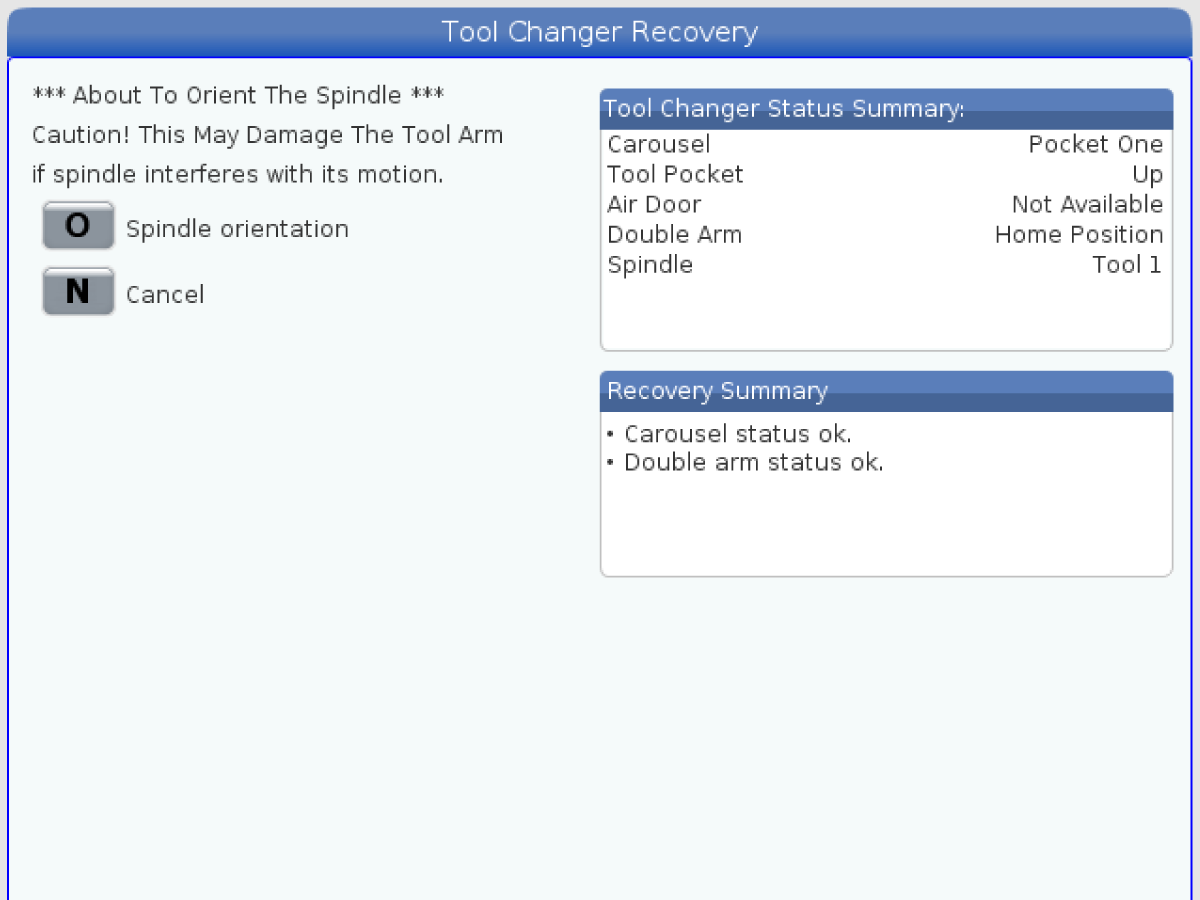
按[RECOVER]。
选择“换刀装置恢复”。
按 [ENTER]。
按 [M] 以选择手动恢复。
按 [F4] 以降低刀套。
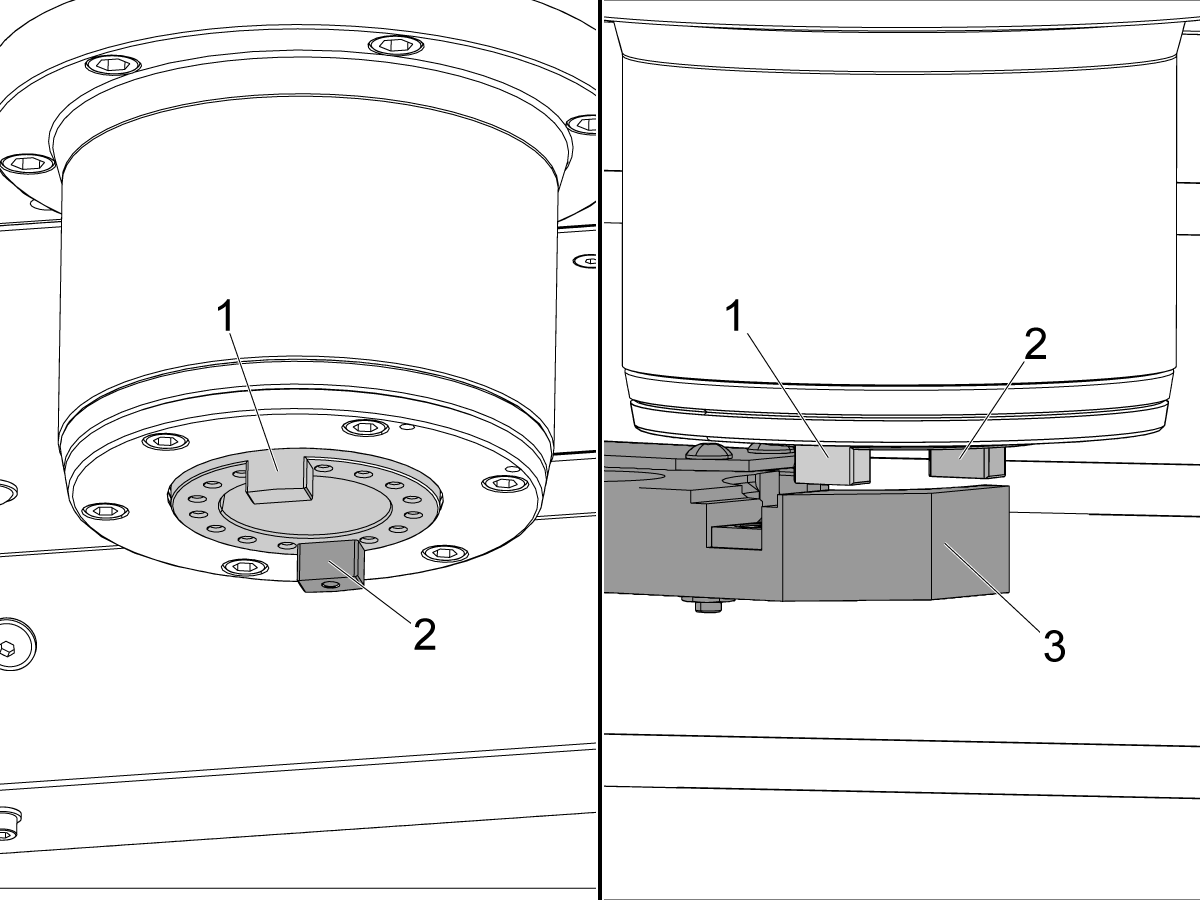
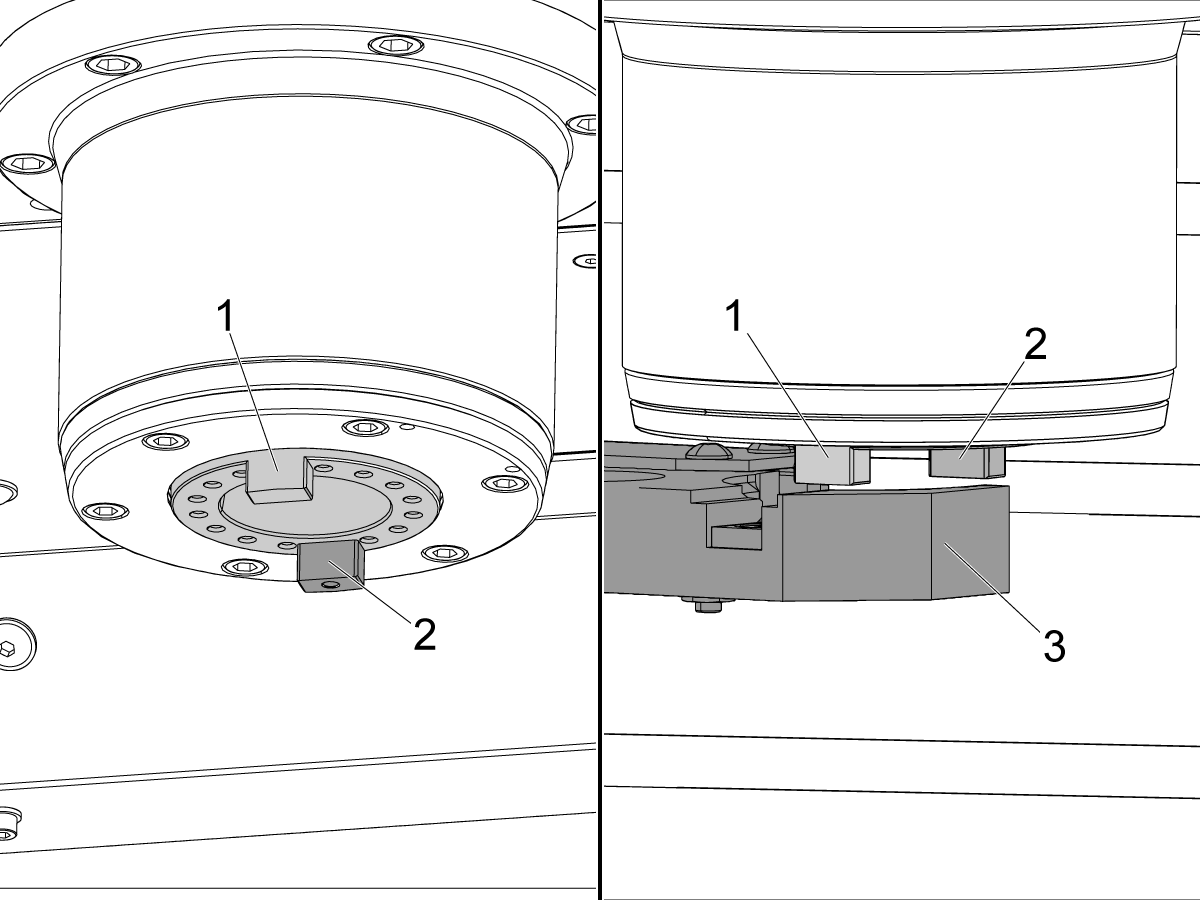
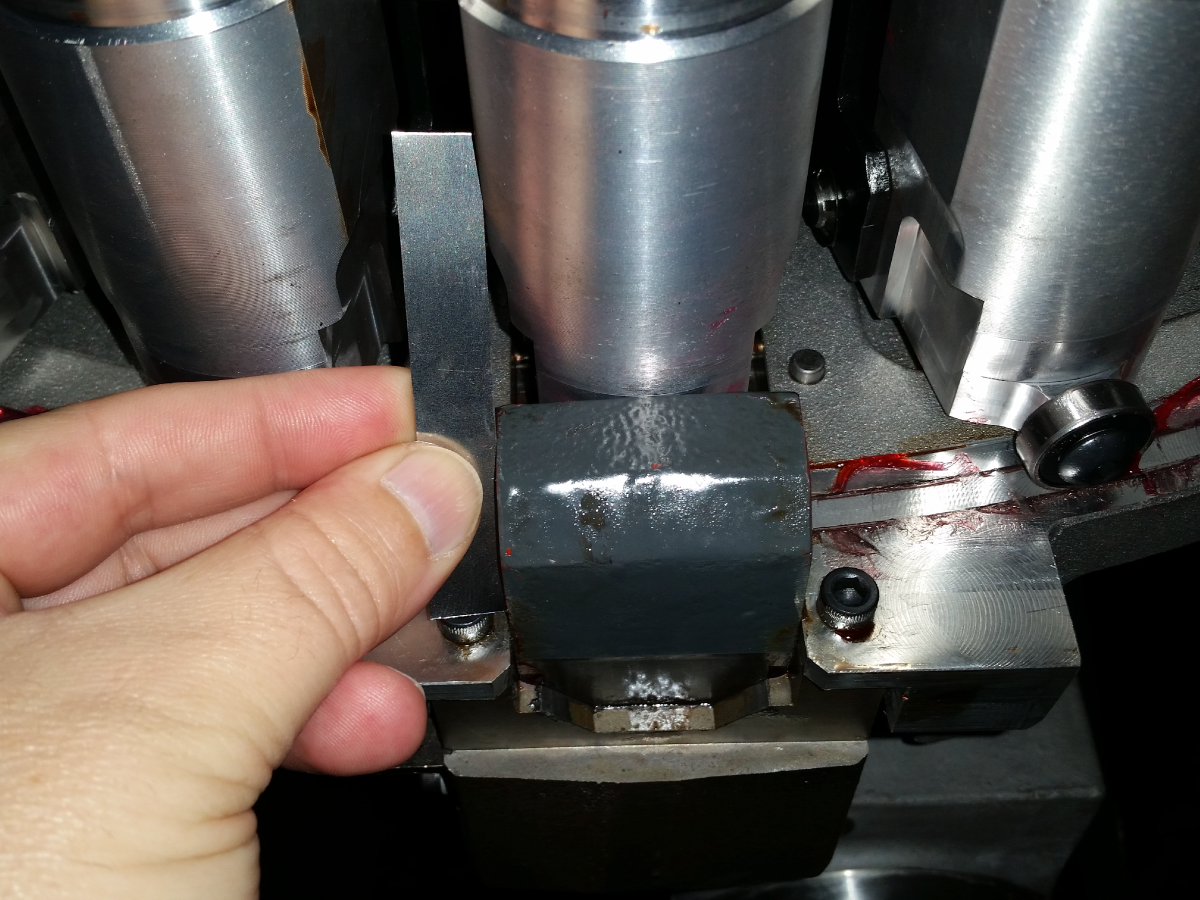
将双臂 [3] 转到主轴键 [1] 附近。
保持足够的空间,方便转动主轴键[1]。
将主轴键与双臂上的插槽对齐。
注意:仅限 50 锥度 确保将长主轴定位键 [2] 转离双臂 [3]。在 50 锥度,长主轴定位键 [2] 底部有一个孔。
按 [E] 退出换刀恢复。
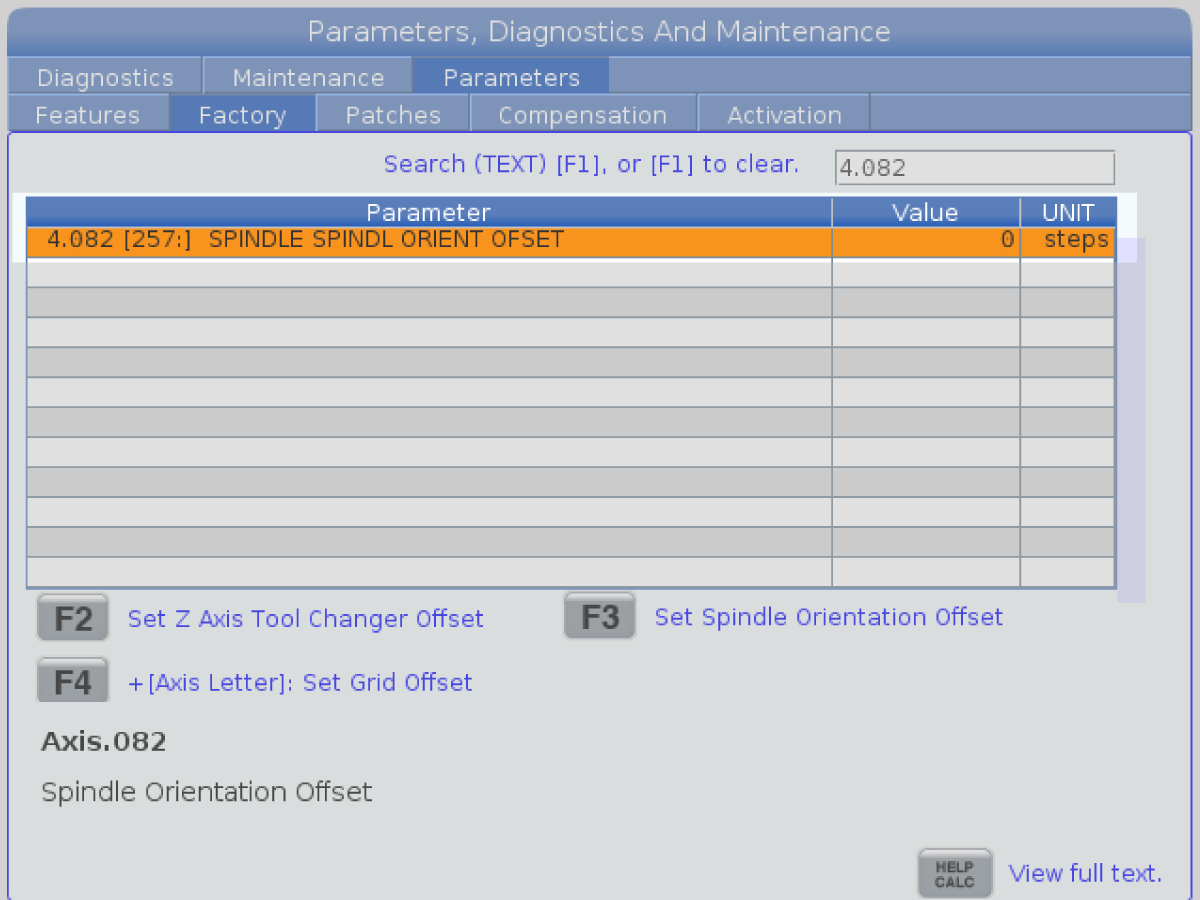
按[诊断]。
导航到“参数”选项卡中的“出厂”选项卡。
输入 4.082。按 [F1] 以搜索参数。
按 [S] [F3] 设置主轴定向偏置。
即会显示主轴定向偏置完成提示。

按[RECOVER]。
选择“换刀装置恢复”。
按 [ENTER]。
按“M”以选择手动恢复。
旋转双臂,直到“换刀装置状态摘要:双臂”状态显示“机床原点”。
将主轴键移出定向范围。
按 [O] 以选择主轴定向。
再次按 [O] 以定向主轴。
旋转双臂,直到“换刀装置状态摘要:“双臂”状态显示“夹紧/松开”。
检查主轴键相对于双臂的对齐情况。
旋转双臂,直到屏幕显示“机床原点”。
按 [F3] 以升高刀套。
按 [E] 退出换刀恢复。

此程序概述了如何在 HSK-A63 主轴上设置主轴定向偏置。
所需工具:
注意:请务必购买零件编号为 440.135.163.000 的产品。
双臂校准件(一半)
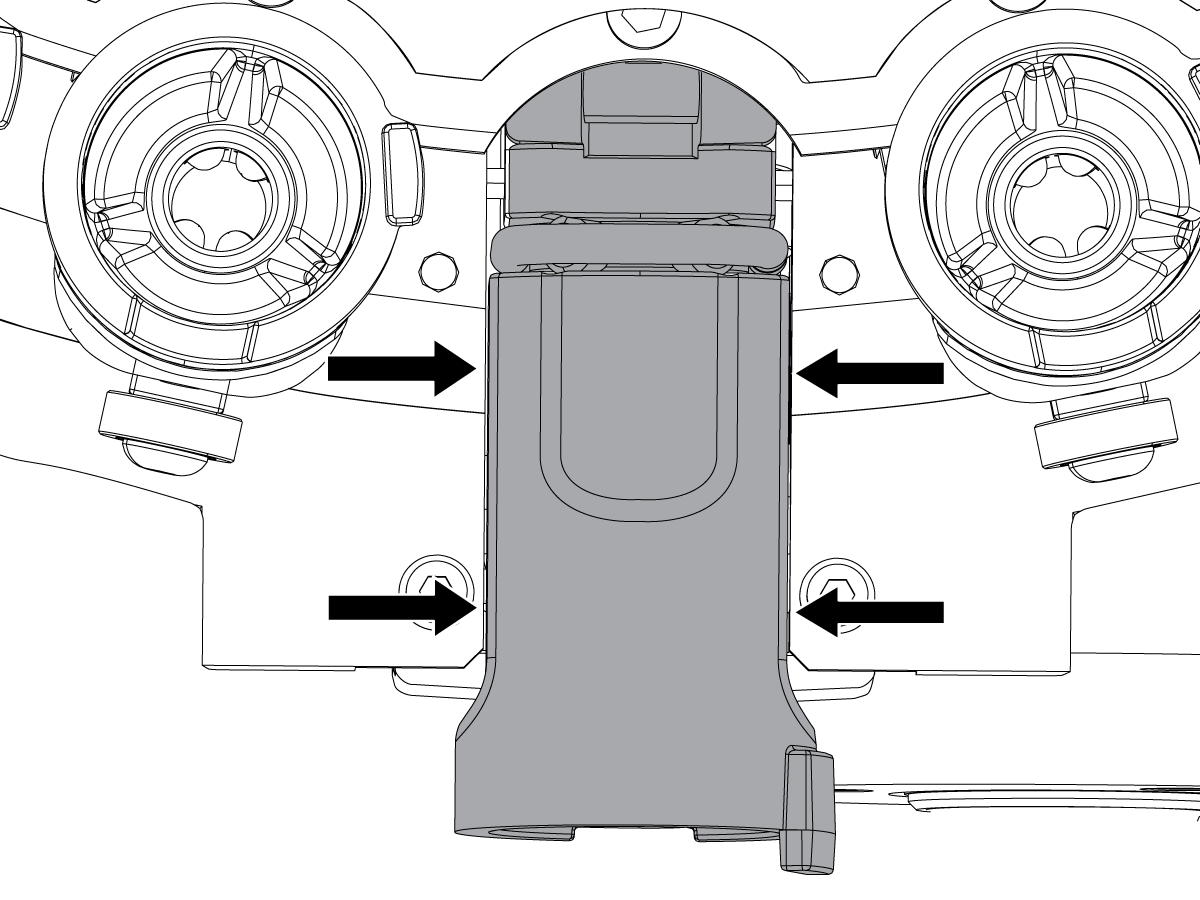
将相应的一半校准件安装到双臂中。
注意:下半部分的校准件 [1] 应安装到双臂 [2],以便将较大的插槽安装到双臂键中,如图所示。
主轴校准件(一半)
将相应的一半校准件安装到主轴中。
确保将主轴校准件的一半正确地安装到主轴中,以使其完全契合锥度。
注意:如果未完全就位,屏幕上会显示刀具松开图标。如果主轴校准件的一半方向不正确,而刀具松开图标并没有出现,则需要调整 TRP 夹紧开关。请参阅 HSK-A63 - 主轴拉杆 - 推出程序,调整开关。
如果双臂已校准,请跳过这一步。
进入维修模式。.
按 [RECOVER] 进入恢复模式。然后按 [M] 进入手动恢复模式。
按 [ORIGIN] 将主轴移动到 TC 位置,然后向上点动 z 轴,使主轴校准件的一半为双臂校准件的一半留出间隙。
按向下箭头移动双臂,直到双臂在换刀装置状态摘要中显示 [Clamp/Unclamp]。
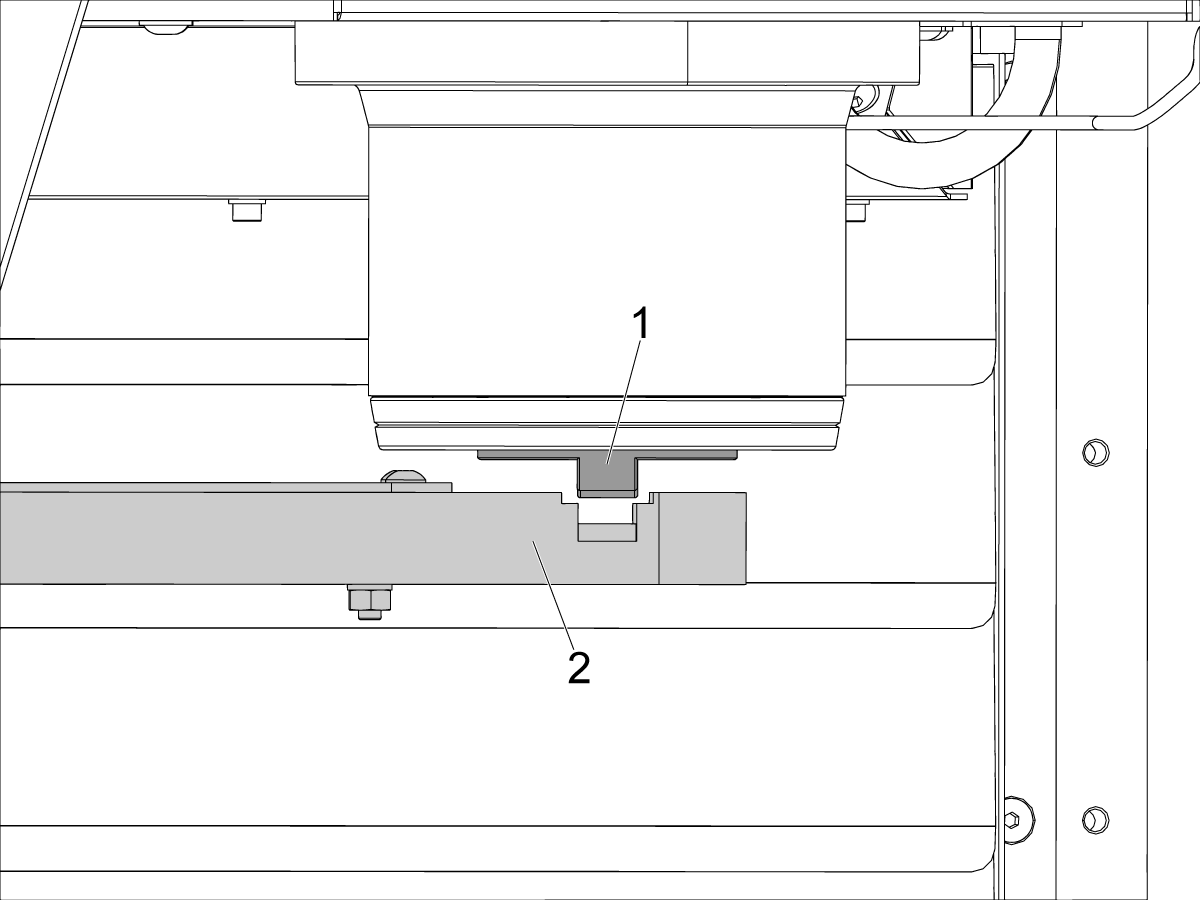
向下点动 z 轴,直到校准件的两半部分正确啮合 [1]。
插入校准销 [1],以确保校准件的两半部分正确对齐。
说明:定位销不需要与校准件齐平,但需要啮合校准件的两半部分。
将定位销保持在校准件的两半部分内,将定向销插入双臂的一半内。
旋转主轴,直到“定向销”与主轴的一半以及校准工具的双臂都啮合。

设置方向偏置,而两个销钉仍处于校准状态。
按[诊断]。
转到“参数”选项卡,然后导航到“出厂”选项卡。
找到参数 4.082 [1]。
按 [S],然后按 [F3],以设置主轴定向。
版本 A - 2025 年 8 月
按 [Zero Return](回原点),然后推[All](全部)。
将设置 7 更改为 OFF(关闭)。
将刀柄放入双臂。
放一个 0.0005" 指示灯 [2],并基于机床表。
将指示器 [2] 尖端放在刀座 [3] 的底部 [1]。
将指标 [2] 设置为 0。
手柄点动 远离刀座 [3] 的表。请勿移动指标 [2]。
注意: 请勿推 ATC FWD 或 ATC REV。
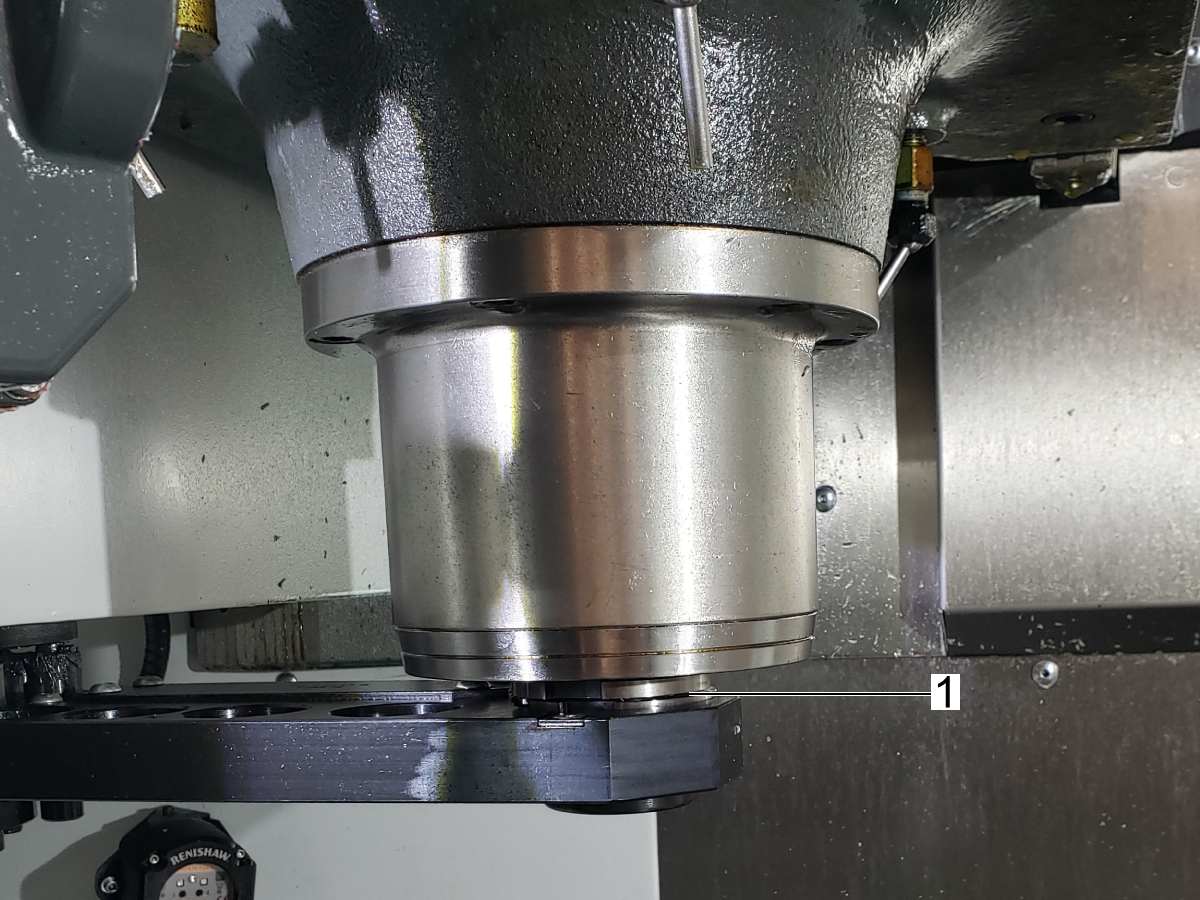
手动将刀座从双臂移到主轴。
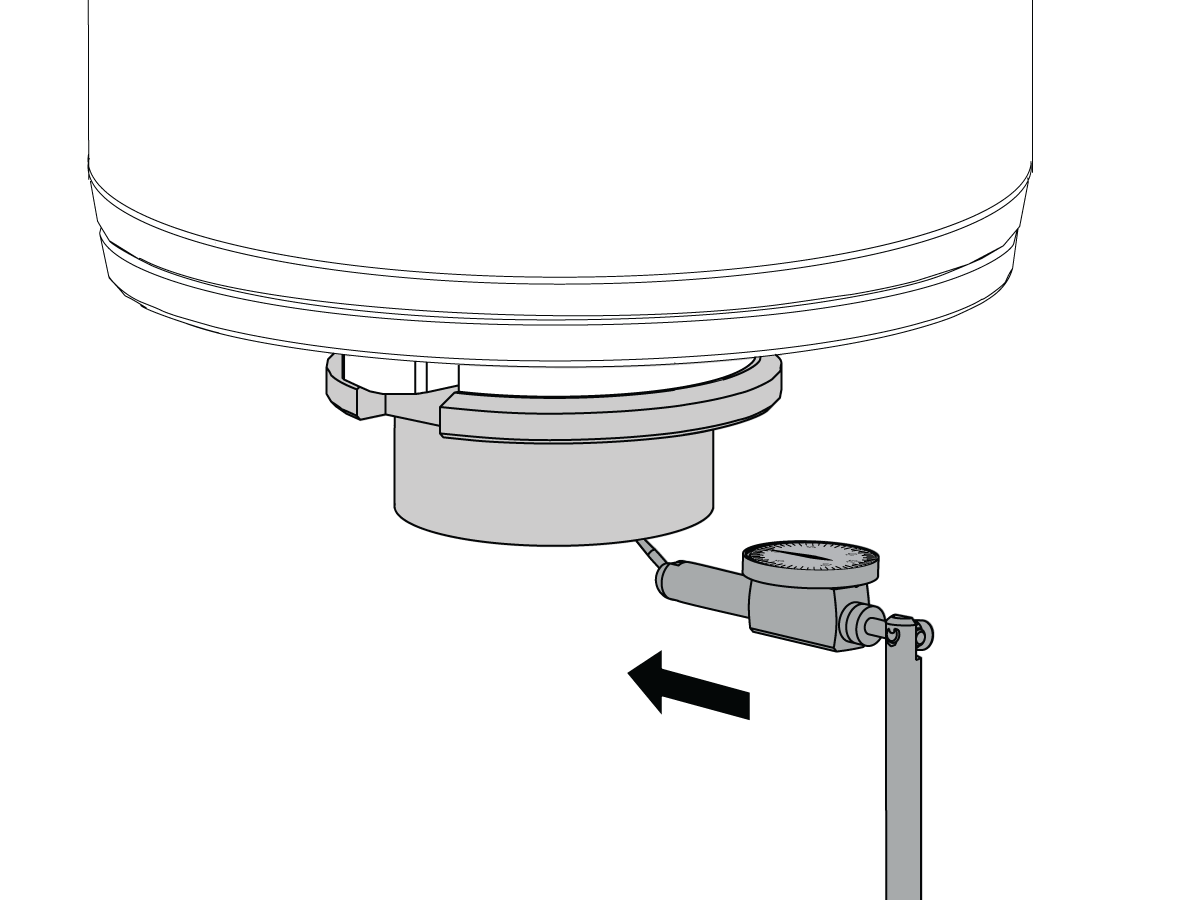
手柄点动 将指示器放在主轴刀座下方的表。
注意: 请勿用指示器击中主轴。使用小转折增量 (.0001) 接近刀座。
手柄点动 Z 轴向上或向下,直到指标回到零。
注意: 这会将刀座置于主轴中与双臂相同的高度。
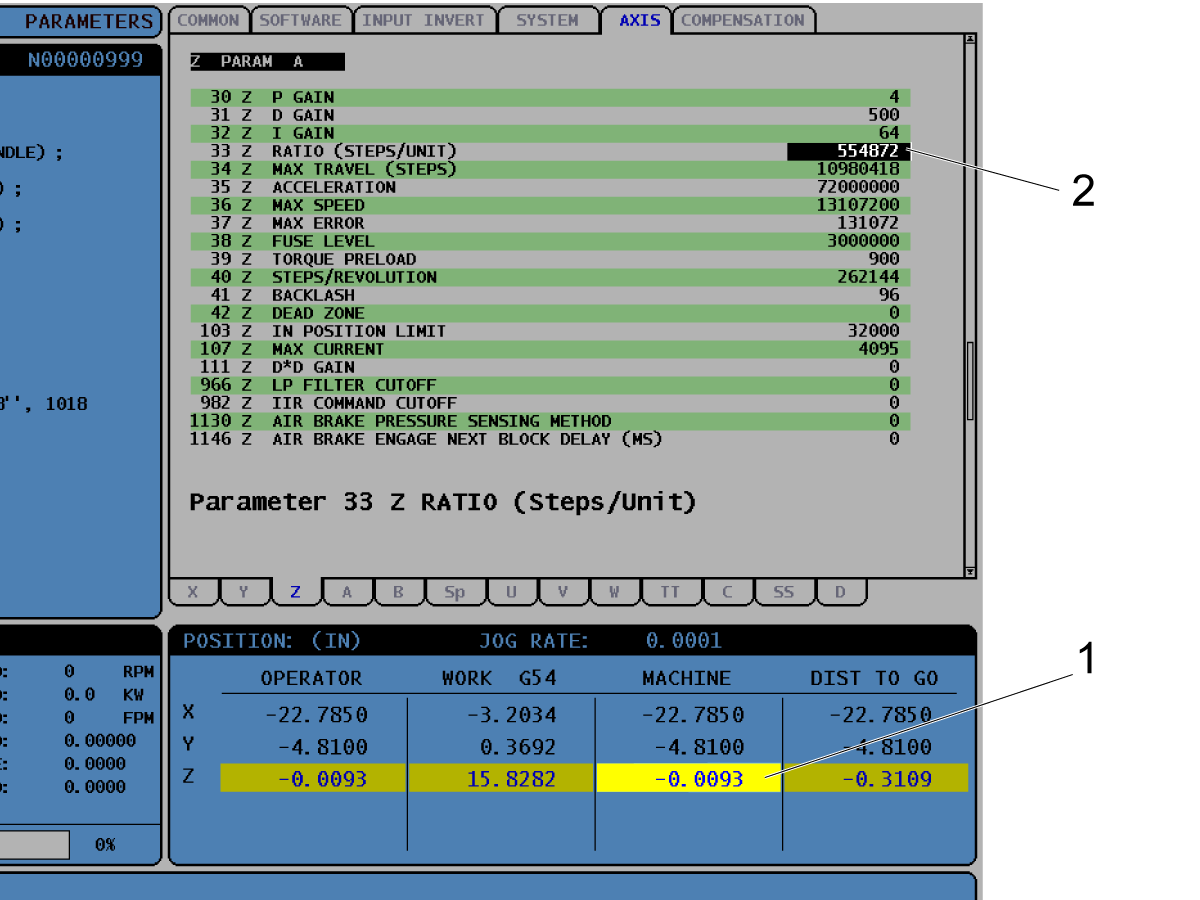
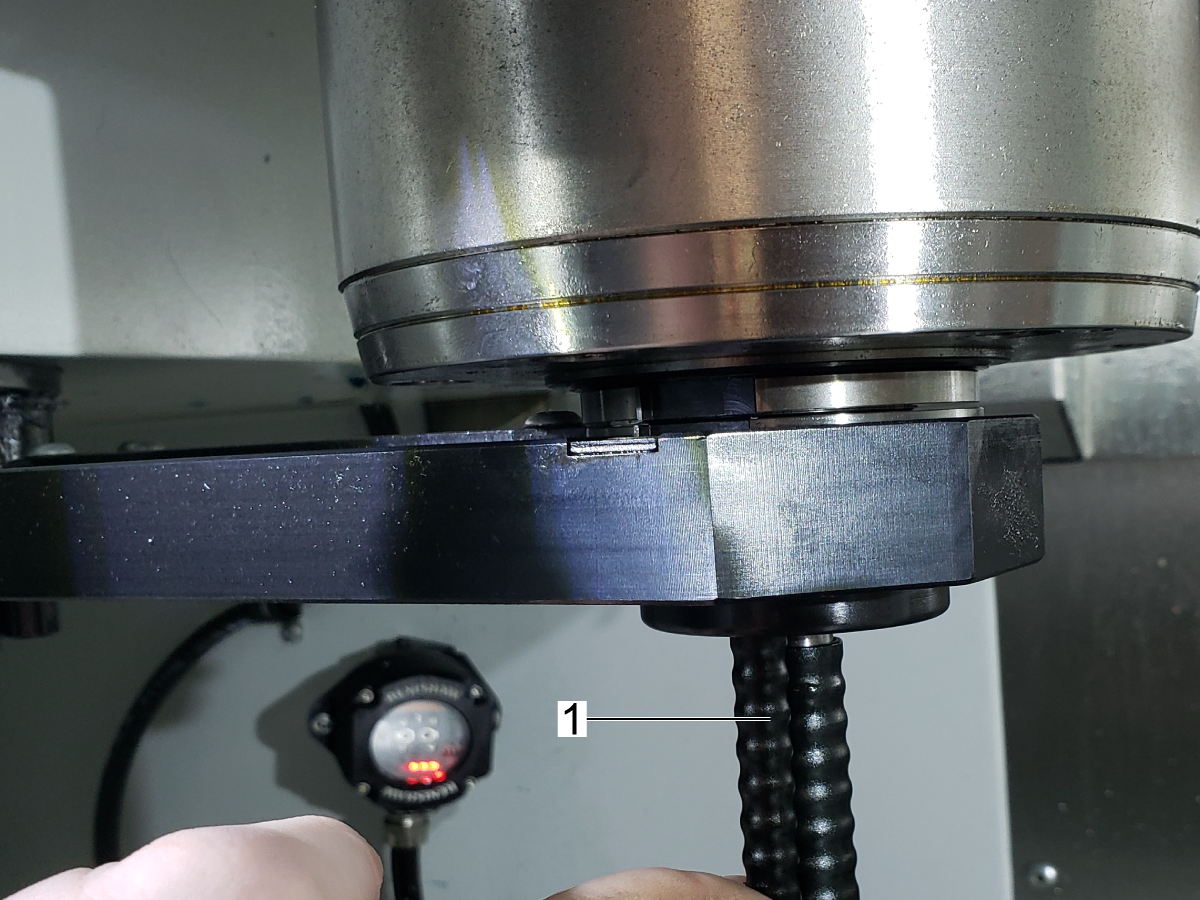
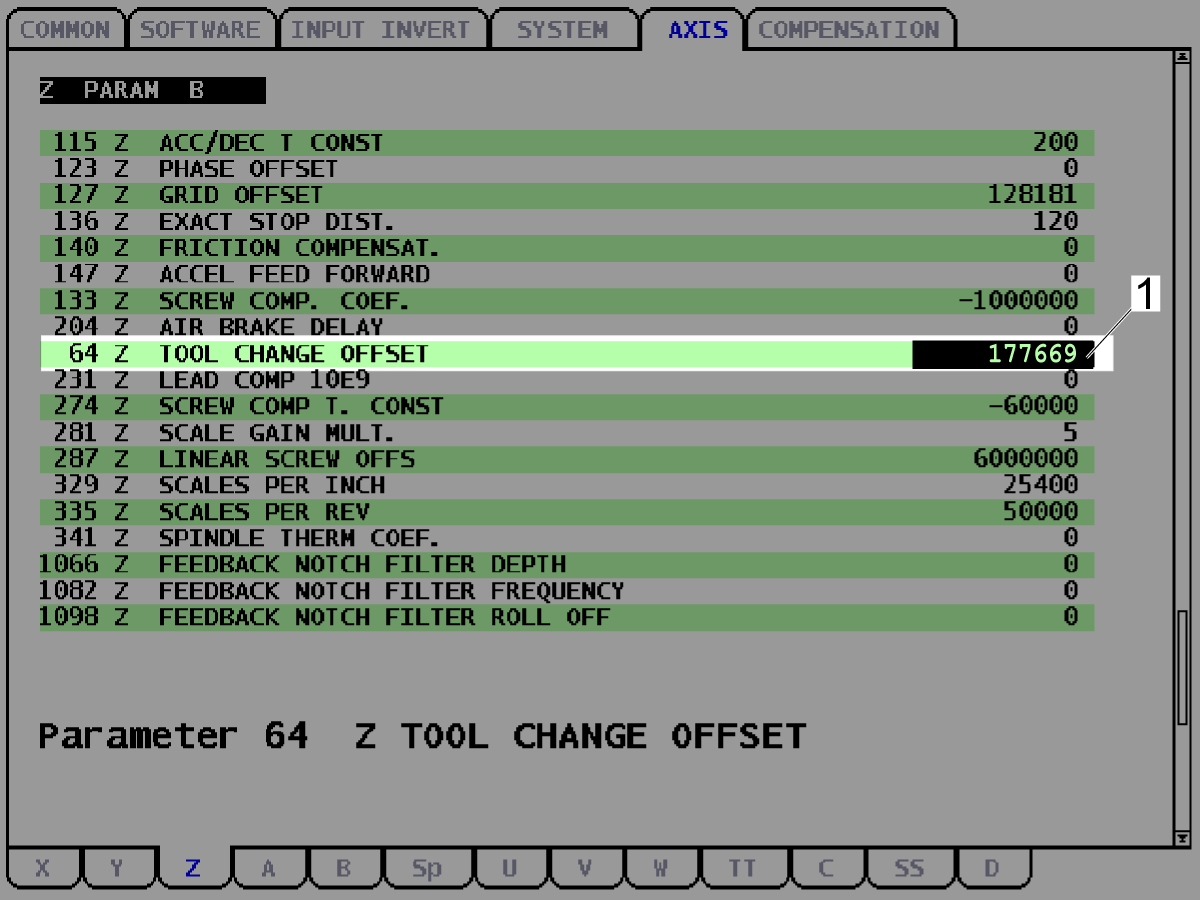
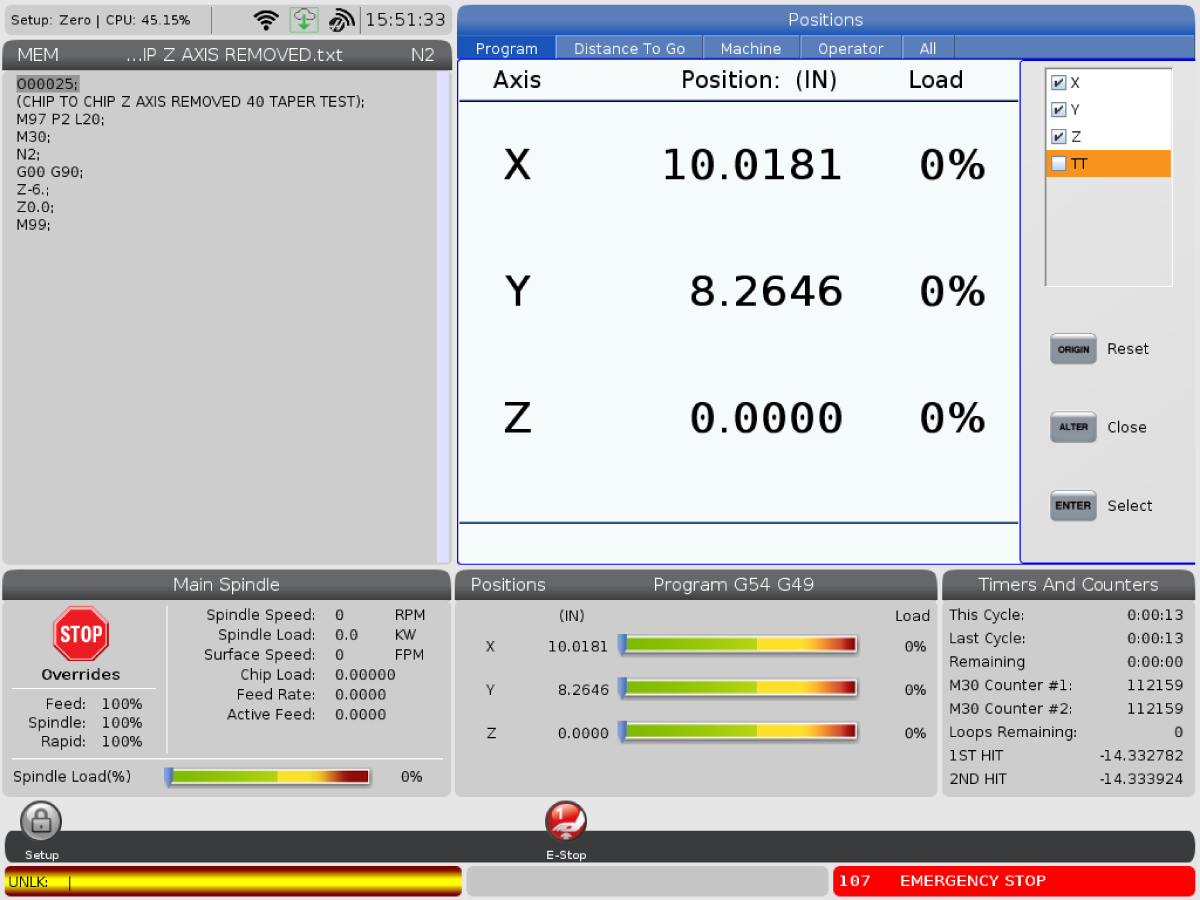
记录 机床 Z 位置 值 [1]。
把 机床 Z 位置 值乘以参数 33 Z RATIO (STEPS/UNIT)中的值。
注意: 每台机床的参数 33 Z RATIO (STEPS/UNIT) 的值并不相同。
在此示例中,参数 33 Z RATIO (STEPS/UNIT) 的值是554872 [2]。
(Z 位置值) x (Z 比率) = 计算值
-0.0093 x 554872 = -5160

按[EMERGENCY STOP]。
如果计算出的值为负值,则将该值添加到 参数64 [1]。如果计算值为正值,则从 参数 64 [1]。请参阅以下示例。
示例 1,负计算值:
计算值 = -5160。
参数 64 的初始值= 172509。
计算 172509 = 5160 = 177669。
把参数 64 更改为 177669 [1]。
松开[EMERGENCY STOP](紧急停止)。
推 [RESET] 以停止每个警报。

示例 2,正计算值:
计算值 = 5160。
参数 64 的初始值= 172509 [1]。
计算 172509 - 5160 = 167349。
把参数 64 更改为 167349。
松开[EMERGENCY STOP](紧急停止)。
按 [RESET]。
推 [ZERO RET]、 [Z],然后推 [SINGL..]这使得 参数 64 的新值处于启用状态。
推 [5% RAPID]、 [ZERO RETURN]、[Z],然后推 [HOME G28]。
Z 轴移动到刀具更改高度。如果刀具更改高度正确,则指标将返回零。
如果指标未返回零,请再次执行此过程。
将“设置 7 ”更改为 ON(打开)。
确保参数257 是正确的。请参阅 侧挂式刀库 - 主轴定向偏置 - 参数 257。
执行多个刀具更改以测试刀具更换器操作。
注意: 执行该过程后,告诉客户重置刀具长度偏置。
版本 A - 2025 年 8 月
如何在不带拨指示器的情况下将主轴定位键与 X 轴平行对齐:
注意: 如果添加 1000 到参数值 257,这等于主轴定向位置的大约 1/4 圈。
5. 释放 [EMERGECY STOP]。按 [RESET](重置)。
6. 将主轴定位键与 X 轴平行对齐。推 [ORIENT SPINDLE]。
在工作台上放置一个磁力表座千分表。
手柄转动机器以指示主轴定位键和 X 轴的对齐。
主轴定位键必须在 X 轴的 0.010" (0.254 mm) 内校准。
再次执行 步骤 1 指令,直到主轴定位键与 X 轴校准。确保对齐错误不超过 0.010" (0.254 毫米)的 X 轴。增加或减小参数值 257 以更小的增量。
注意: 更改参数 257 值后,确保指示器在主轴定位键的路径外。
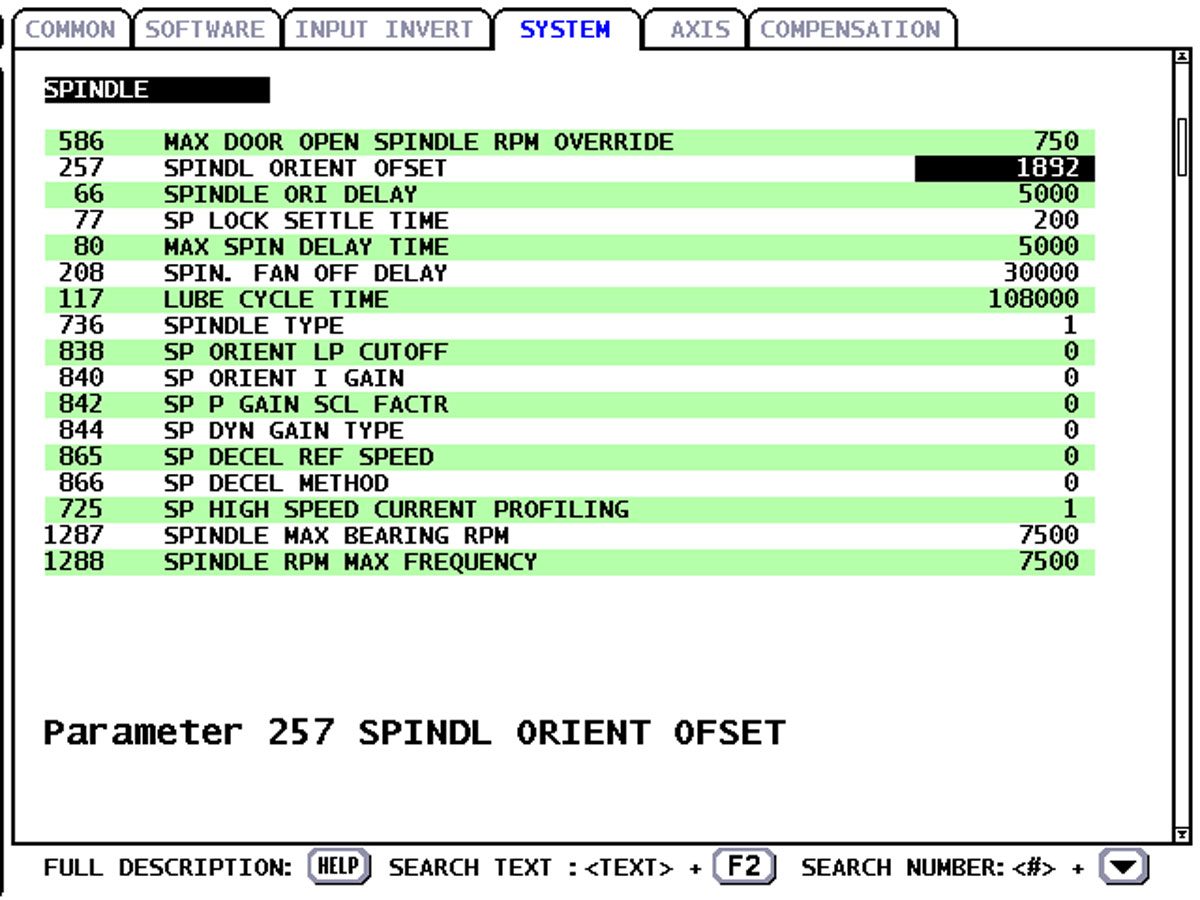
确定参数 257的正确值:
把参数 79 的值除以360。这将告诉您每个主轴旋转程度的编码器计数数。
例子: 参数 79 = 4096;4096 / 360 = 11.37
将每个主轴旋转程度的编码器计数数乘以机床的正确值: 30-锥度铣床 = 88.6; 40-锥度铣床 = 74; 50-锥度铣床 = 66.6。将结果舍入到最接近的整数。从中减去整数 参数 257. 请参阅下面的范例:

在主轴或刀套中没有刀具的情况下操作刀具更换。
当换刀装置臂位于主轴处时,推 [FEED HOLD]。确保主轴定位键 [1] 与换刀臂上的键 [2] 对齐。
注意: 进行微调 参数 257推 [CYCLE START]完成换刀。增加或减少 参数 257 增量为 10,直到主轴定位键对齐。 根据需要重复此操作。
按[设置]。将设置 7 设置为 ON。
| 锥度 | 将每个主轴旋转程度的编码器计数乘以机器的正确值 | 舍入到最接近的整数 | 从参数 257 中减去 |
| 30 锥度 | 11.37 * 88.6 = 1007.382 | 1007 | 1892 - 1007 = 885 |
| 40 锥度 | 11.37 * 74 = 841.38 | 841 | 1892 - 841 = 1051 |
| 50 锥度 | 11.37 * 66.6 = 757.242 | 757 | 1892 - 757 = 1135 |
依次按 [ZERO RETURN]、 [ALL] 和 [HOME G28]。
进入 DEBUG 模式和 换刀装置恢复模式。
按 [ATC FWD] 将双臂 [3] 移到主轴定位键 [1] 附近。
确保有足够的间隙来转动主轴定位键。
注意: 如果主轴的主轴定位键 [2] 长于另一个,请确保它远离双臂。注意:长主轴定位键底部有一个孔。
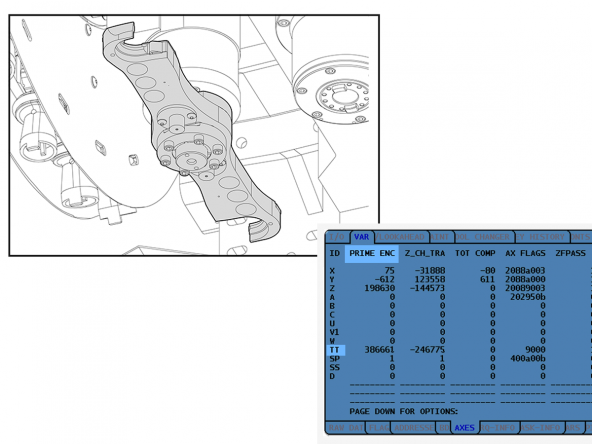
按 [POSIT]。
选择 VAR 选项卡,然后选择 原始数据选项卡。
转动主轴定位键与你的手,直到 主轴 POS 的值接近 0,而不是负数。将刀具和主轴定位键与双臂上的插槽对齐。
进入 换刀装置恢复 模式。
按[ATC FWD]直至 CL/UNCL 处的 ARM 值为 1。
转动主轴定位键 [1],直到主轴定位键碰到肩部 [2]。
记录 主轴 POS中显示的数字。
转动,直到主轴定位键碰到另一个肩膀。
记录 主轴 POS中显示的数字。

添加两个主轴位置的值。将总和除以 2。
示例:1401 + 101 = 1502. 1502/2 = 751
在参数 257中输入新值。
进入 换刀装置恢复 模式。
按 [ATC FWD],直到 CL/UNCL 的 ARM 为 1。
按 [ATC REV] 直到屏幕显示"手臂在原点"和/或消息 [1]。
按 [Orient Spindle],然后按 [O]。
反复按 [ATC FWD]以验证校准。
按 [ATC REV] 直到屏幕显示"手臂在原点"和/或消息 [1]。
退出 换刀装置恢复 模式和调试 模式。
版本 A - 2025 年 8 月
安装服务密钥后,将参数 9.019 更改为“错”。按 [ALTER] ,然后选择 TT(或 V)轴,按 [ENTER],以使轴在显示页面可见。
移除急停键,清除警报。按 [RECOVER],然后按 1,以选择换刀装置恢复模式。按 M 进行手动恢复。
按 F 查找刀套#1。
按 [DIAGNOSTICS] 以返回参数。输入 TT(或 V),然后按 [F4] 以设置网格偏置。零返回 TT 轴。
轻推 TT(或 V)轴,直到刀套 1 与滑块对齐。
使用直线边缘,并检查两侧以将刀套置于滑块中央。
刀套到位后,按 [DIAGNOSTICS] 以返回参数,按 TT(或 V),然后按 F2 以设置换刀偏置。零返回 TT 轴。
进入换刀装置恢复模式,然后按 [F4] 降低刀套。使用 0.005 英寸(0.127 毫米)垫片查看刀套两侧间隙。
如垫片用于任何一侧,请在第 2 步重复该流程,以将刀套居中。
按 [F3] 抬起刀套。退出 [RECOVERY] 模式。
版本 B - 2025 年 8 月
此过程告诉您如何重置双臂网格偏置和换刀装置偏置。
注意:在软件版本 100.17.000.1037 及更高版本中,TA 轴现在是刀臂轴。请参考下一代控制器 - 轴分配过程。
说明 :此过程只能由 Haas 认证的维修技术人员执行。

使用 Haas 控制密钥打开机床电源。
转到 诊断 > 工厂选项卡。
按紧急停止。
将参数 11.078 和 11.140 设置为 0。
释放紧急停止,然后按 [RESET](复位)。
按 [ZERO RETURN](回原点)和全部。
按 [RECOVER](恢复)和 [Y](是)以继续。

按 [M] 进入手动恢复模式 [1]。
按 ▼ 推进 TC 臂,直到它第一次读到原点。
注意:应在 0 至 15 度范围内到达机床原点。如果 Z 轴未回到原位,则将手臂点动过远可能会撞到主轴头。
重要:在退出恢复之前确认刀套处于向上位置。
按 [E] 退出恢复。

进入诊断 > 工厂选项卡。
键入 [TA],并按 [F4] ,然后按 [Y] 表示确定。
应填充参数 11.140 的值。
按 [ZERO RETURN](回原点)和 [ALL](全部)。
按 [RECOVER](恢复)和 [Y](是)表示确定。
再次进入 [M] 手动模式。
请注意,刀臂将再次读取位置。

按 ▼ 直到双臂读取原点 [1]。
记下第一次读取原点时的刀臂位置。
按 ▼ 直到双臂读取位置 [2],然后按 ▲ 一次。
记下最后一次读取原点时的刀臂位置。
将两个刀臂位置相加,然后除以 2 以找到中心。
5.000 + 13.000 = 18.000
18.000 ÷ 2 = 9.000
乘以 -1。
9.000 x -1 = -9.000
重要: 在退出恢复之前确认刀套处于向上位置。
将刀臂留在读取原点时的位置。按 [E] 退出。

转到诊断 > 工厂选项卡。
按紧急停止。
将上一步计算出的值输入到参数 11.078 中。
释放紧急停止,然后按 [RESET](复位)。
按 [ZERO RETURN](回原点)和 [ALL](全部)。
版本 A - 2025 年 8 月

按 [POWER ON]。
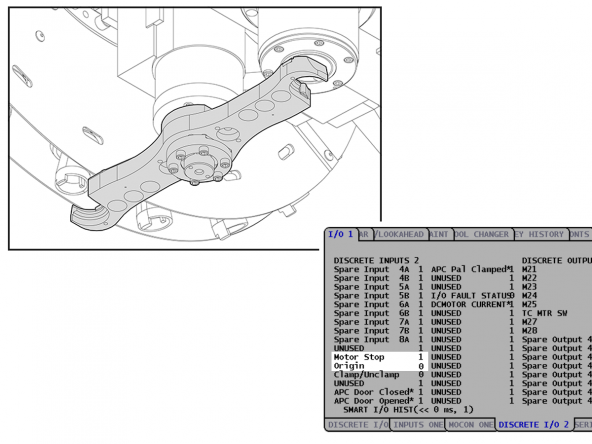
按 [PARAMETER DIAGNOSTIC] 两次。选择“I/O 2”选项卡。
如果原点为 1。转到"网格偏移"和"刀具更换器偏移"部分。
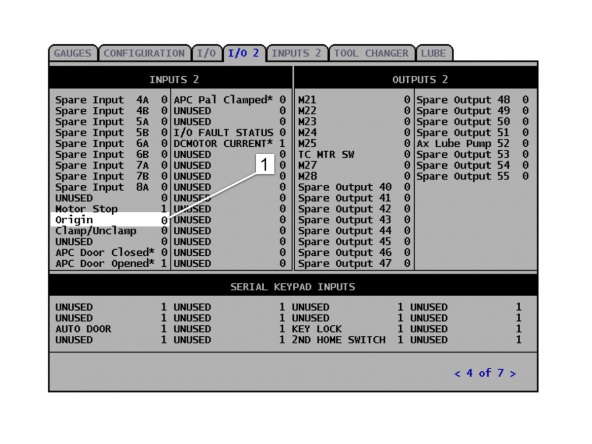
如果原点为 0 [1],则将机床置于调试模式。
按 [RESET] 清除警报。
如果您的软件版本为 18.01A 或更高,按 [M] 进行手动恢复。
如果您的软件版本低于 18.01A,按 [Y] 三次。
按 [ATC FWD] 或 [ATC REV],直到原点处的臂变为 1。
按 [RESET] 清除警报。
将设置 7 更改为 OFF。
将机床置于调试模式。
按 [ZERO RETURN]。按 [ALL]。
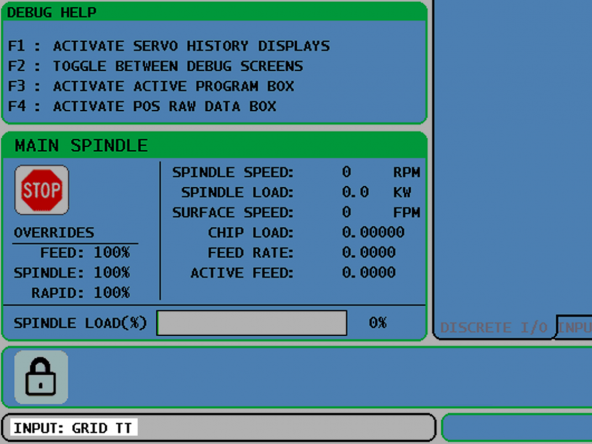
按 [POSITION]。
输入 GRID TT,然后按 [WRITE ENTER]。屏幕上显示消息 GRID OFFSET DONE。
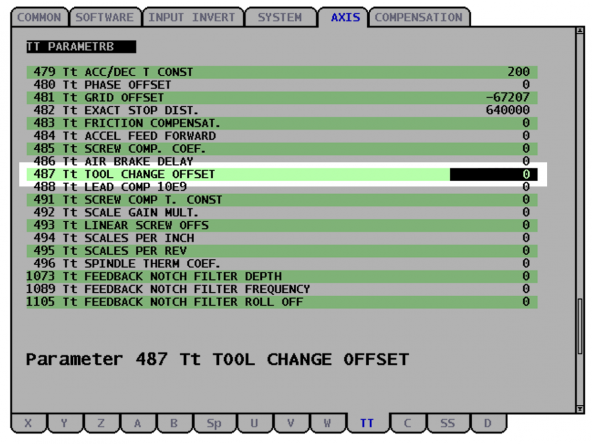
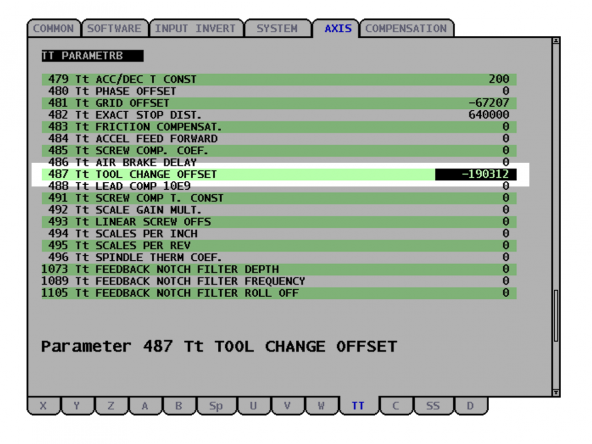
将参数 487 更改为 0。
进入 MDI。依次按 [RECOVER]、[F1] 和 [M]。
按 [ATC REV],使原点处的臂变为 1。
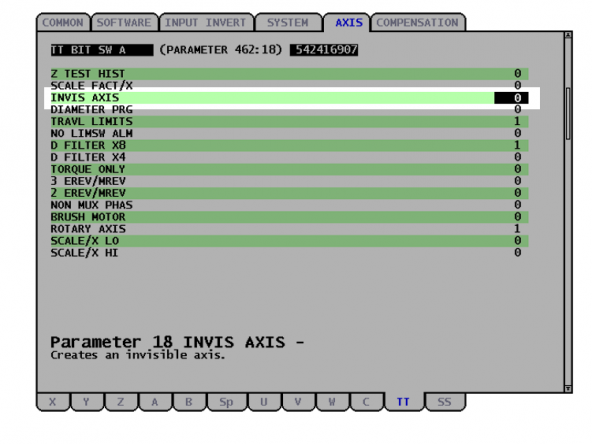
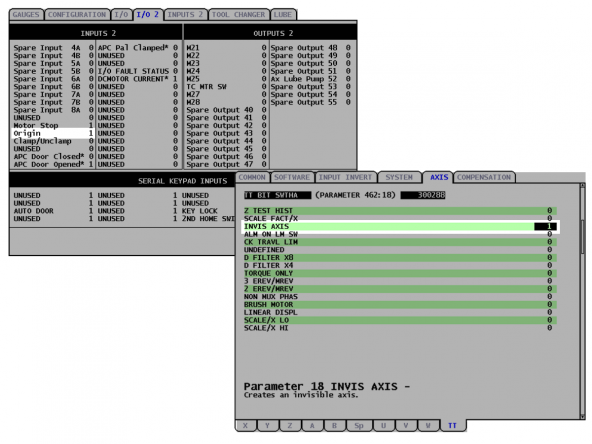
将参数 462:18 更改为 0。
按 [ZERO RETURN]。按 [ALL]。
以 0.01 的增量点动 TT-Axis。
按 [POSITION]。
向正方向转动双臂,直到其位于主轴下方。MOTOR STOP 是 1,ORIGIN 是 0。
注意: 确保缓慢地转动双臂。一旦钻头发生变化,立即停止手臂旋转。如果手臂转动得太远,请再次进行该过程。
向负方向转动双臂。继续点动,直到 MOTOR STOP 变为 1,且 ORIGIN 也变为 1。
说明:臂靠近原点位置,但不在主轴下方。
记录 TT PRIME ENC 值 1。
在负方向上点动双臂,直到 Motor Stop 或 Origin 变为 0。
记录 TT PRIME ENC 值 2。
添加之前在步骤中记录的值 1 和 2。除以 2。
在参数 487中输入一个负值作为 TT PRIME ENC 值。
例如,如果结果为 190312,将参数 487设置为 -190312。
按 [ZERO RETURN]。按 [ALL]。
按 [PARAMETER DIAGNOSTIC] 两次。选择“I/O 2”选项卡。
确保 Origin 位是 1。
将参数 462:18 更改为 1。
退出 调试 模式。
将设置 7 更改为“开”。
版本 A,2025 年 8 月
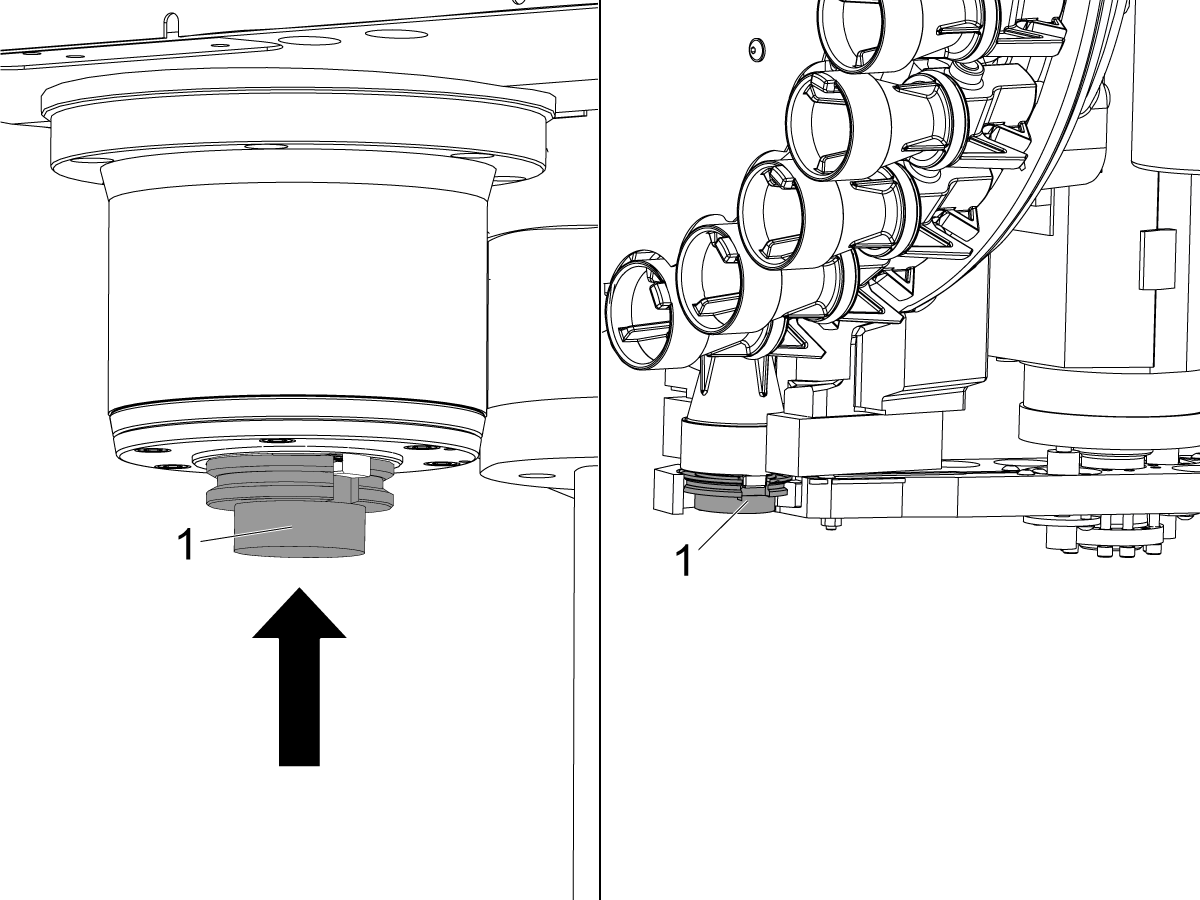
进入 调试 模式。推 [RESET],[ZERO RETURN],然后 [ALL]。将拆分工具的顶部放入刀套。将拆分工具的底部放入双臂。
使用刀库 RECOVER 模式移动臂,直到 CL/UNCL 的 臂值为 1。
转动 X 轴和 Y 轴以对齐拆分工具的顶部和底部。推 [.0001/.0]。向双臂方向旋转 Z 轴,直到拆分工具的顶部和底部几乎接触。不要让这两个部分接触。
转动 X 轴和 Y 轴,直到定位销 [1] 平稳地进出拆分工具零件。
注意: 不要让主轴用双臂撞击。这弯曲双臂。
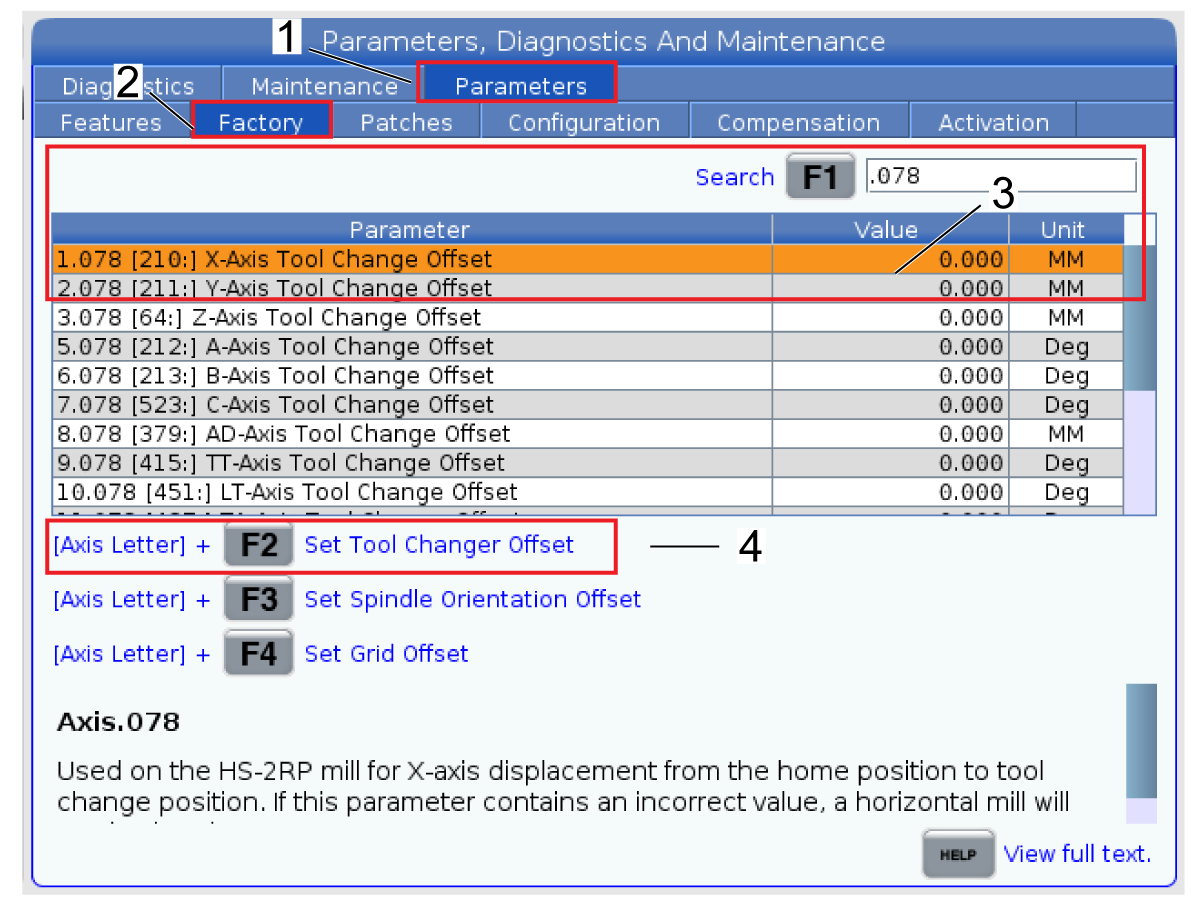
对于下一代控制器:
转至服务模式. 转至 Parameters(参数)> Factory Settings(出厂设置)[1,2] 页面。
输入 0.078 并按 [F1] [3]
输入轴字母并按 [F2] 以设置换刀偏置 [4]。
设置 X 轴和 Y 轴的偏移量。
使用刀库 RECOVER 模式移动臂,直到原点臂和停止点臂的值为 1。
按 [ZERO RETURN],然后按 [ALL]。从双臂和主轴上拆下分割工具。退出“维修”模式。
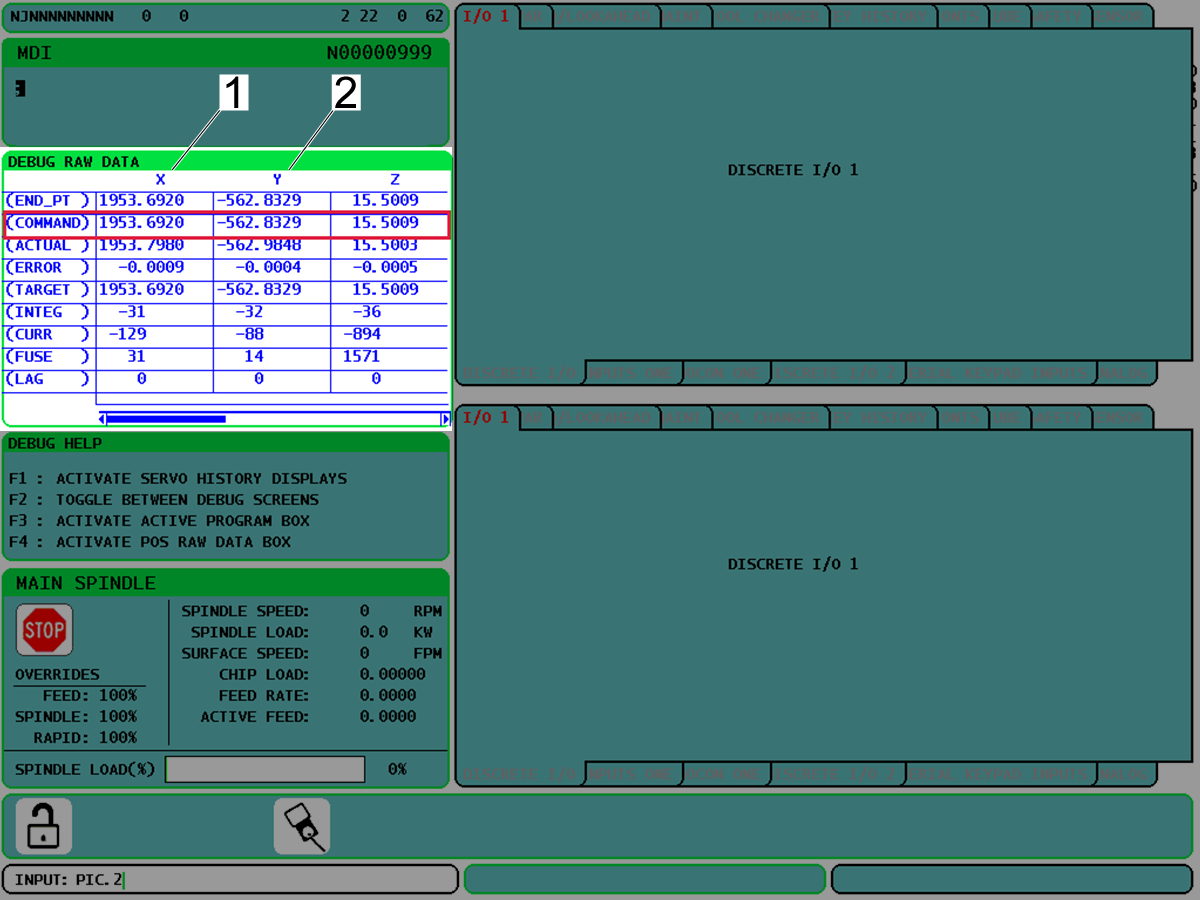
对于经典 Haas 控制器: 转到 调试原始数据 页面。记录 X 和 Y 轴的 命令 值。
输入记录的值到参数 210 X TOOL CHANGE OFFSET 和 参数 211 Y TOOL CHANGE OFFSET。输入值作为负数。不要包括小数点。
例如,将 参数 210 设置为‑19536920,将 参数 211 设置为‑5628329。
使用刀库 RECOVER 模式移动臂,直到原点 臂 和停止点 臂的值为 1.
按 [ZERO RETURN],然后按 [ALL]。从双臂和主轴上拆下分割工具。退出“维修”模式。
在刀柄掉落时,将软材料放在工作台上以保护表。
将刀柄 [1] 放入主轴。
关闭操作机门。
如果您的机床具有伺服刀库,请推 [25% RAPID]。
进入 MDI 模式。
推 [ATC FWD] 和 [ATC REV] 多次。
如果您在 25% 时没有问题,则再次在 100% 处执行此步骤。
Recently Viewed Items
You Have No Recently Viewed Items Yet

此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING 接受以下条件:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255





