

/2026-04-VOP-SquareComponent.jpg/_jcr_content/renditions/cq5dam.thumbnail.319.319.png) 增值选件套
增值选件套
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

Recently Viewed Items
You Have No Recently Viewed Items Yet
TG0155
版本 A - 2025 年 8 月
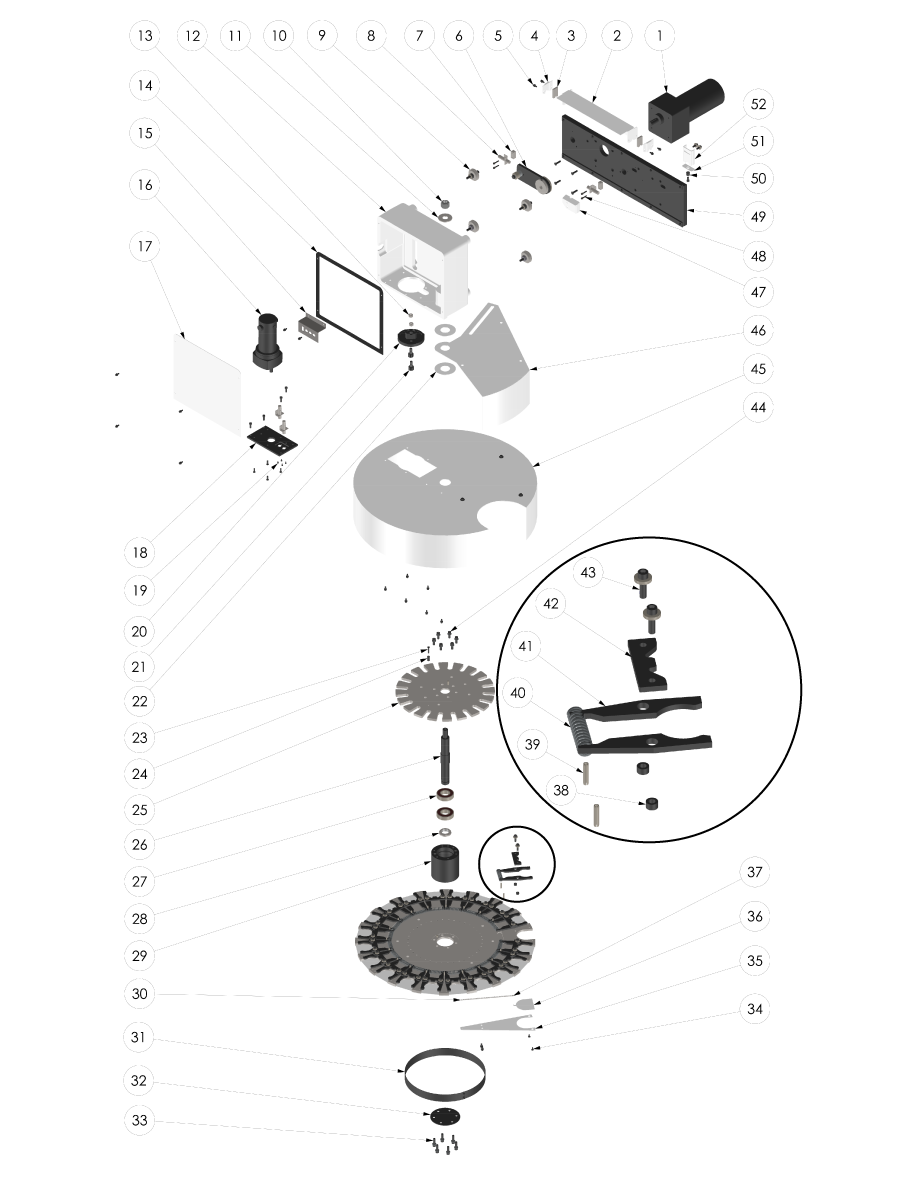
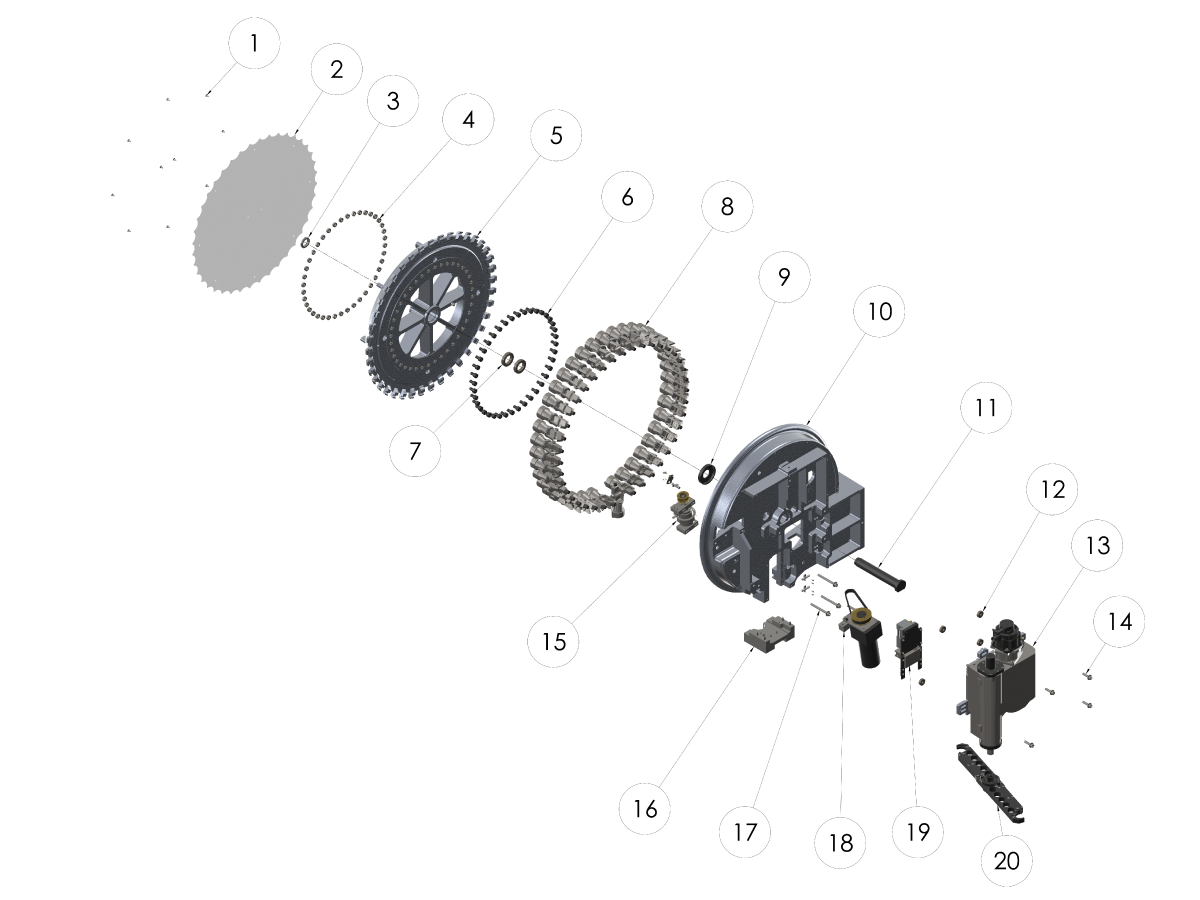
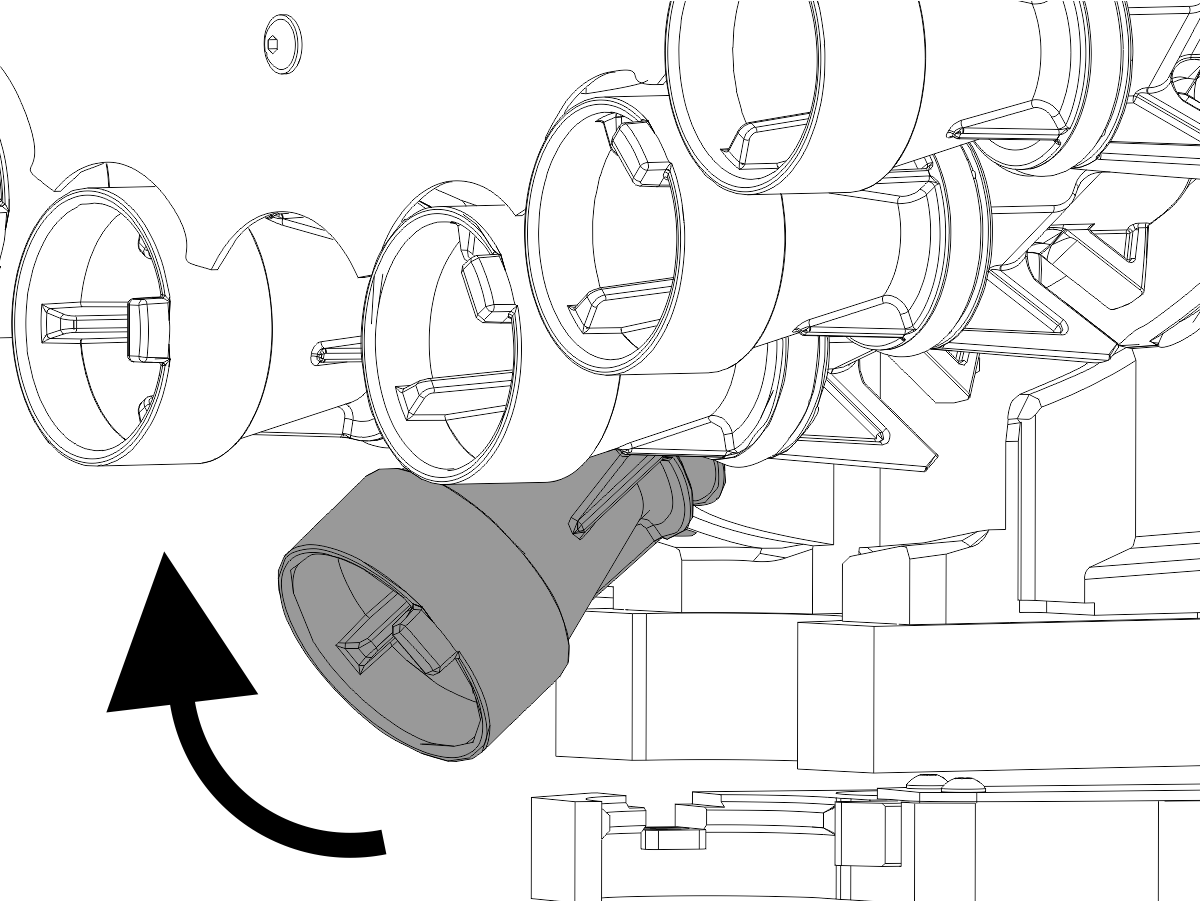
分解视图:
| 症状 | 可能的原因 | 纠正措施 |
警报 113 刀库故障
警报 114 刀库退回故障 警报 125 刀库故障 警报 856 穿车驱动列车故障 警报 859 ATC 穿机电机故障 警报 2066: 换刀装置机床原点故障
|
切屑会干扰伞式工具更换器接近传感器或穿梭器的移动。 | 检查系统有无切屑。请参阅导轨和接近传感器部分。 |
| 电机不通电。 | 检查电机的电压。 请参阅 转盘和穿梭电机部分。 | |
| 检查电机中的电阻。 请参阅 转盘和穿梭电机 部分。 | ||
| 检查电机刷。 请参阅 旋转木马和穿梭电机 部分。 | ||
| 滑移离合器臂松动或损坏。 | 检查滑动离合器臂。 请参阅滑动离合器臂部分 | |
| 主轴方向不正确。 | 设置正确的主轴方向。 | |
| 提取器手指或弹簧损坏或磨损。 | 重建刀套。 | |
| 旋转木马板弯曲。 | 查找弯曲转盘的原因。 | |
| 电缆损坏或电缆连接松动。(特别是如果故障是间歇性或穿梭移动期间) |
检查针脚和电缆的状况。 | |
| 其中一个换刀继电器有故障。 | 测试工具更换器继电器。 | |
| 警报 143 换刀期间的主轴旋转 | 伞式板与主轴的不正确对齐会导致主轴在进入刀架时转动。 | 检查换刀装置与主轴的对齐度。 |
| 主轴方向不正确。 | 设置正确的主轴方向。 | |
| 由于电压低或电机电源线松动,定向能力较差。 | 检查主轴电机和放大器端子处的电线是否松动。 检查输入电压。 | |
警报 115 转盘位置故障
警报 127 无刀塔标记 警报 854 ATC 旋转木马驱动器列车故障 警报 942 旋转木马位置超时
|
切屑会干扰伞式工具更换器接近传感器或穿梭器的移动。 | 检查系统有无切屑。 |
| 接近传感器有故障,或没有接通电源 | 检查接近传感器的运行情况 | |
| 其中一个换刀装置继电器有故障。 (仅限非伺服电动机换刀器) | 测试工具更换器继电器。 | |
| 电机不通电。 | 检查电机中的电阻。 | |
| 检查电机刷。 | ||
| 警报 115 在通电期间,卡卢塞尔位置故障。 | 存在软件错误(仅限 NGC)。 | 设置 设置 81 工具在 POWER UP 为 0,作为临时工作。检查 NGC 软件发行说明,了解错误何时得到纠正。
注意: 只有经过认证的服务技术人员才能升级机床软件。 |
| 工具从工具更换器跌落。 | 提取器手指或弹簧损坏或磨损。 | 重建刀套。 |
| 拉螺柱不正确。 | 检查工具规格。 | |
| 工具太重或过长。 | ||
| 伞式工具更换器转盘板是松散的。 | 轴轴上的锁紧螺母松动。 | 检查轴轴上的锁紧螺母、轴承壳体螺栓和固定旋转板的 6 个螺钉。 |
| 轴承壳体处的螺栓松动。 | ||
| 工具更换器组件中的安装硬件松动。 | ||
| 工具更改有噪音。 | 转盘陷阱门上的塑料骑手损坏或丢失。 | 检查旋转木马陷阱门。 |
| 转盘陷阱门上的导销损坏。 | ||
| 刀具更换器未与主轴对齐。 | 使用此过程将伞式刀具更换器与主轴对齐。 程序: 伞式换刀装置到主轴校正 |
|
| 日内瓦司机或日内瓦之星受损。 | 检查日内瓦司机和日内瓦之星的损坏情况。 使用此过程: | |
| 穿梭滚轮螺栓未正确调整。 | 使用此步骤可调整或更换滑闸滚轮。 程序: 穿梭滚轮更换和调整 |
|
| 滑动面板未完全缩回。 | 滑动面板不平稳移动。这些工具在转盘的内表面产生分数或划痕。清洁滑块和弹簧组件。 使用正确的步骤拆卸滑块和弹簧。请参阅 伞式换刀装置 - 刀套 - 更换。 |
|
| 伞式工具更换器陷阱门未打开 | 疏水门枢轴点未涂脂。 | 润滑陷阱门枢轴点。 |
| 陷阱门和旋转木马之间有切屑。 | 检查旋转木马陷阱门。 | |
| 塑料陷阱门骑手磨损。 | ||
| 仅限 CM-1 36 刀套换刀装置:刀具装载错误。 | 换刀装置的门弹簧太强。 | 请更换为较弱的门弹簧 P/N 93-3750。请参阅 CM-1 36 刀套换刀装置 - 门弹簧更换 - AD0678 了解更多信息。 |
适用于 2022 年 2 月之前制造的伞式换刀装置 警报 856 ATC 穿车驱动列车故障 警报 859 ATC 穿机电机故障 警报 9809 换刀装置总线短 路 |
冷却液通过电刷间隙进入穿梭电机 绕组。 | 清洁电刷帽/刷子,并用密封剂固定乙烯基帽,请参阅以下穿梭电机冷却液侵入部分以了解更多信息。 注意:2022 年 2 月及以后制造的伞式换刀装置上的穿梭电机在出厂时即已采用浸入和密封 处理,将不再需要乙烯帽。 |

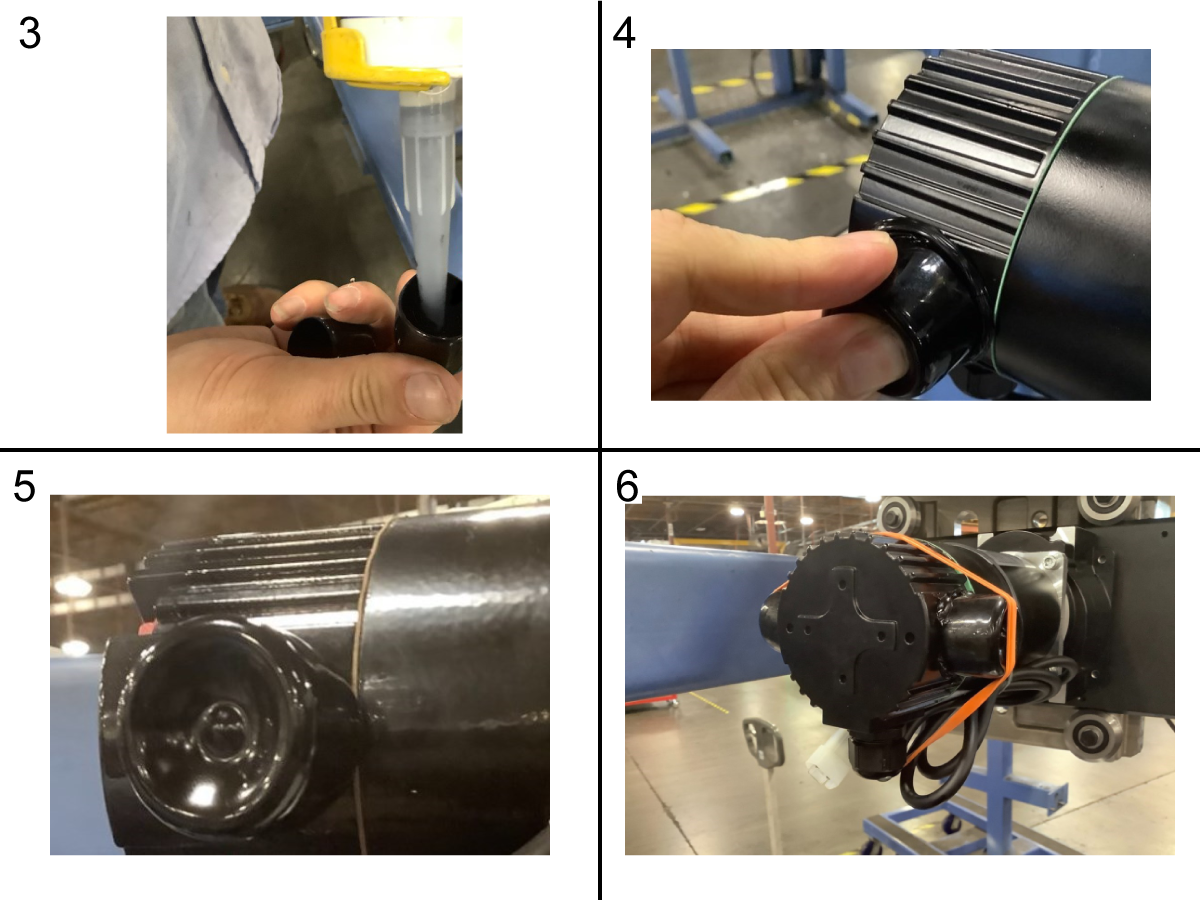
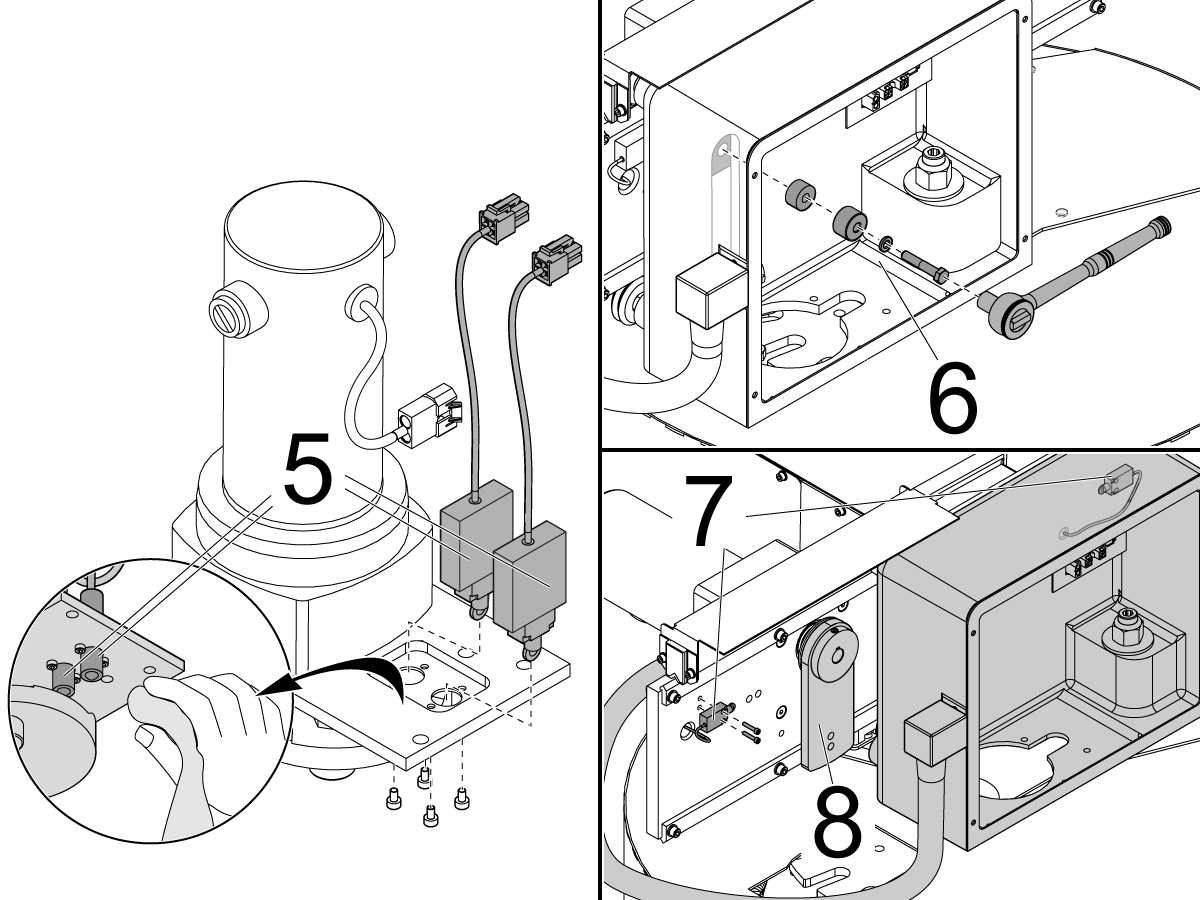
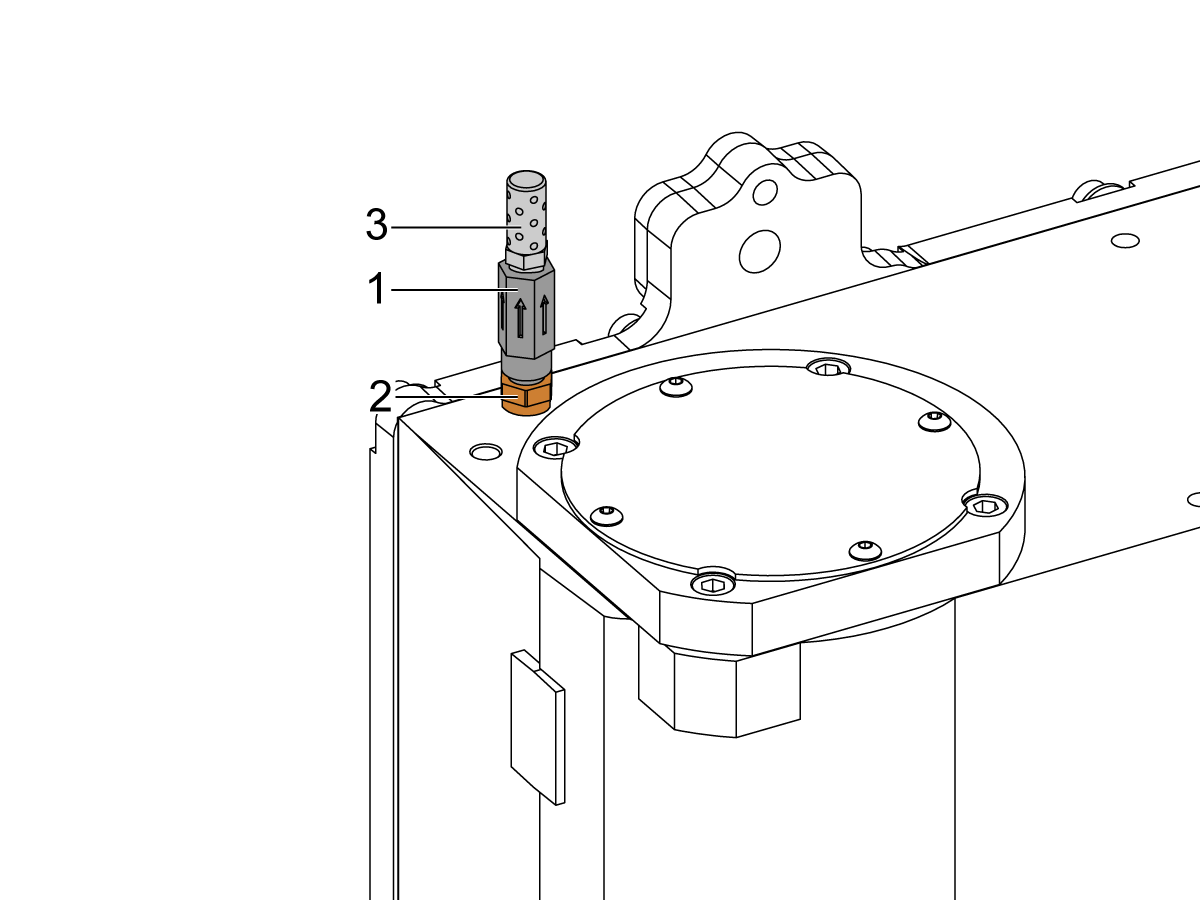
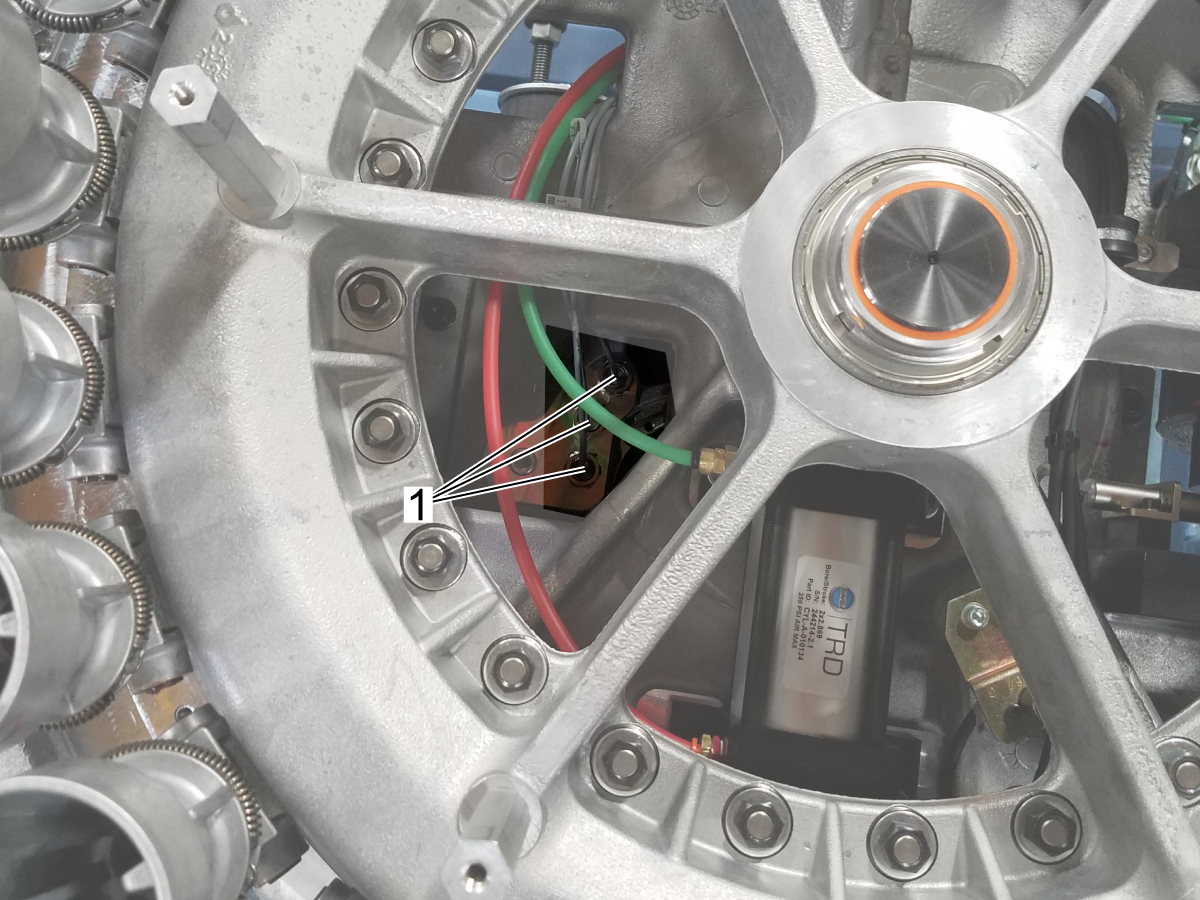
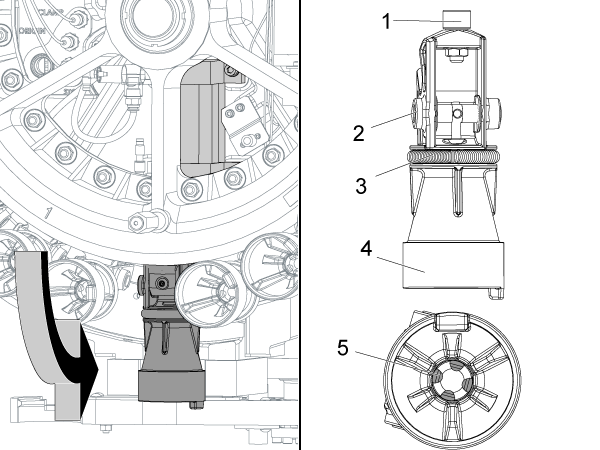
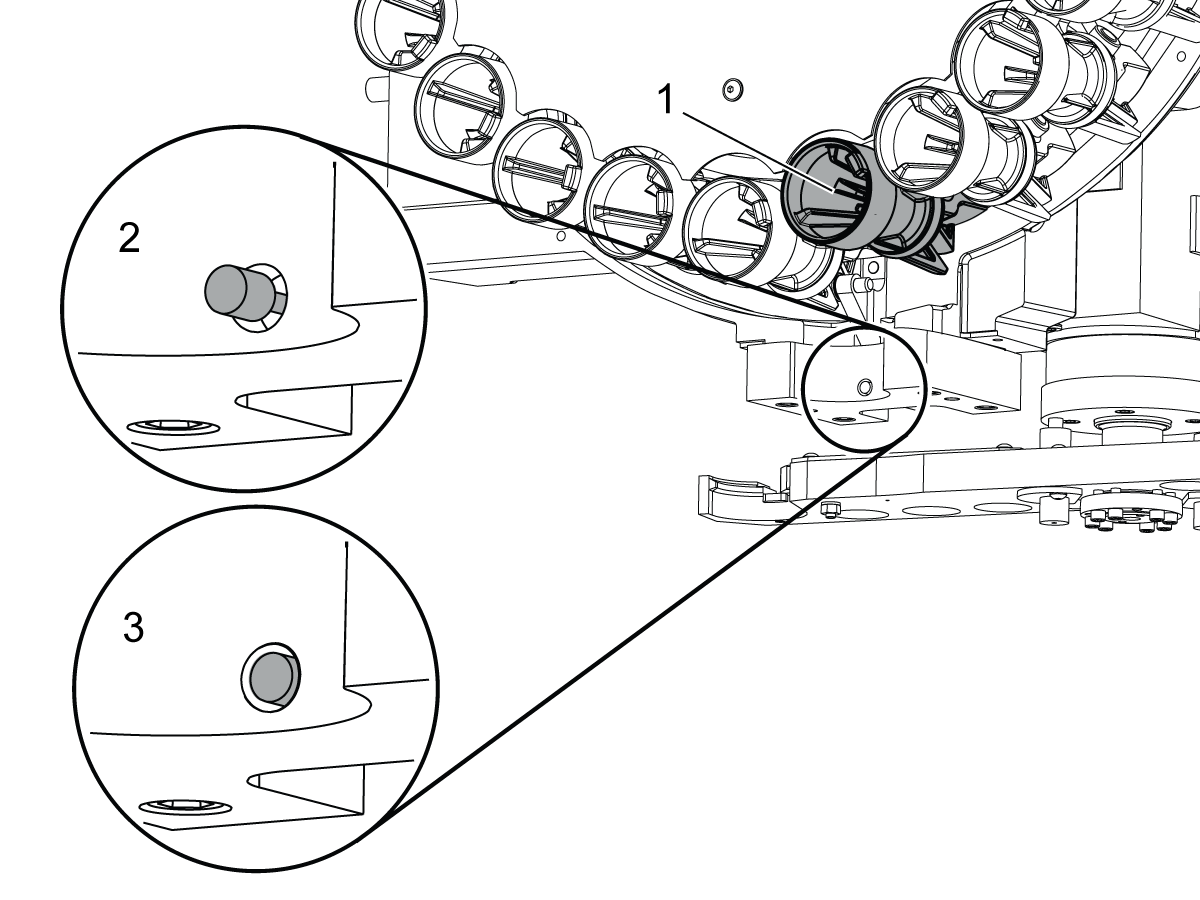
1. 从电机两侧移除电刷帽 [1]
2. 检查电刷是否有冷却液侵入,清洁并重新安装电刷和电刷帽。
3. 为穿梭电机订购两 (2) 个乙烯基帽电机 [2]
4. 以 RTV 硅胶填充支乙烯基帽约 1/4 的位置 [3]
5. 将乙烯基帽推至电刷帽,并顺时针和逆时针旋转以获得均匀密封 [4]
6. 参见 [5] 中的良好密封示例
7. 如 [6] 所示,在两个电刷帽周围放一条橡皮筋,让它们固定至少 4 小时,使乙烯基点刷帽密封固化。
说明:2022 年 2 月及以后制造的伞式换刀装置上的穿梭电机在出厂时即已采用浸入和密封处理,将不再需要乙烯帽。
纠正措施:
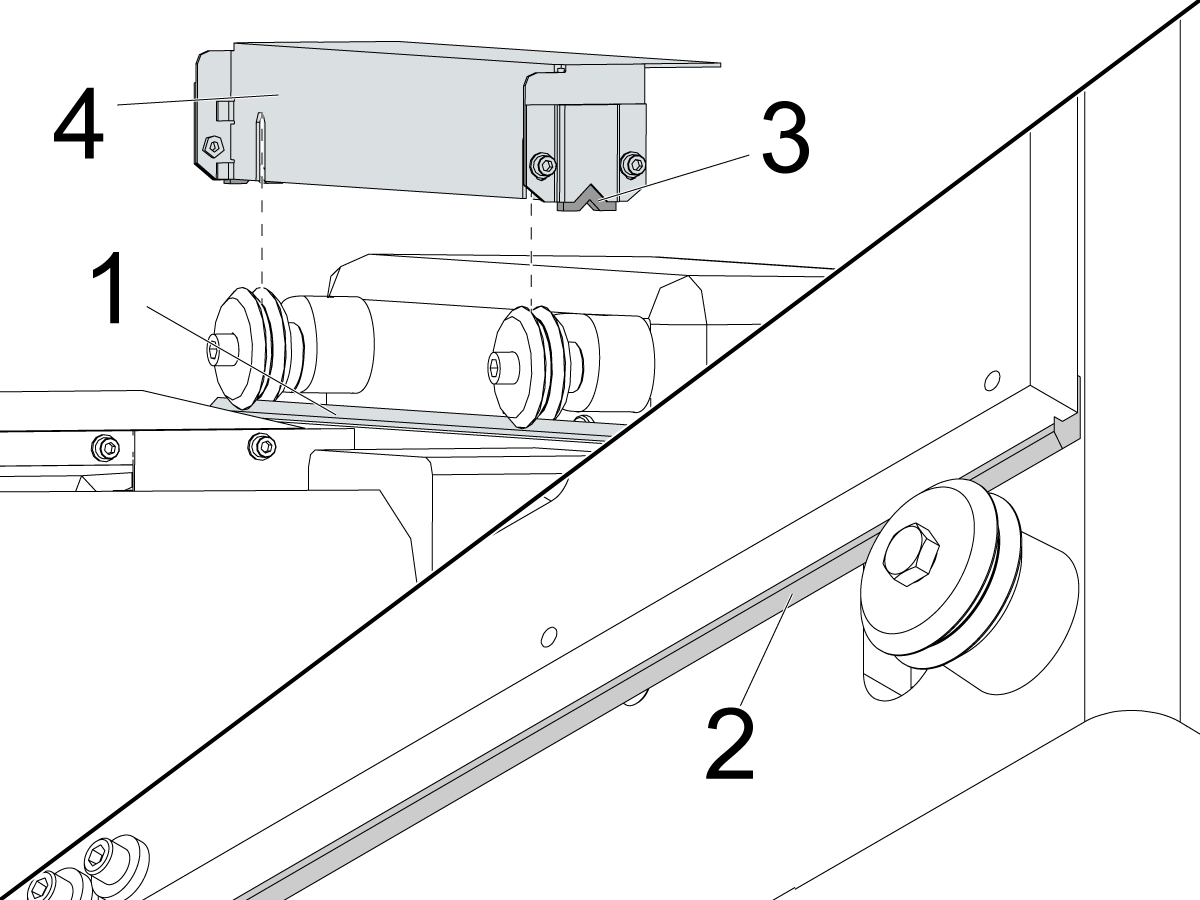
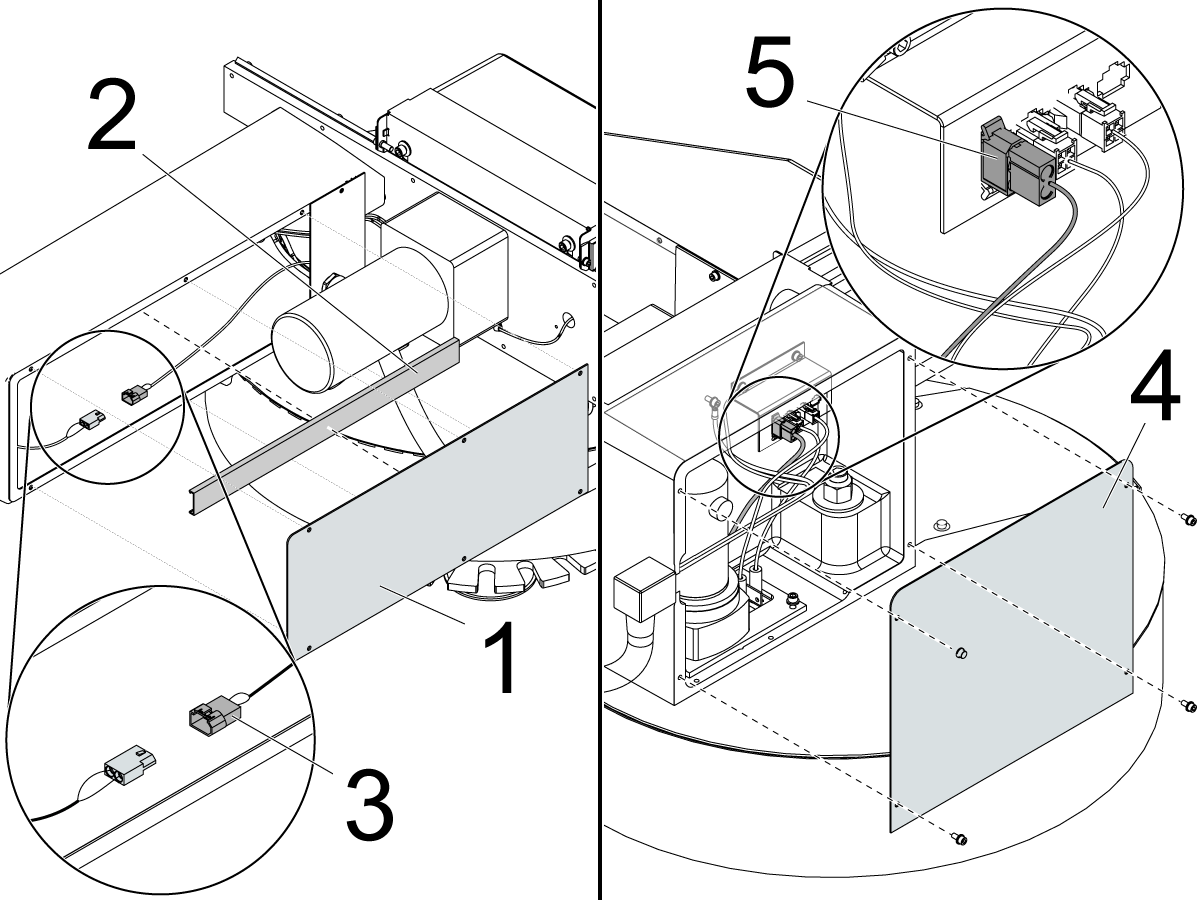
检查顶部 [1] 和底部 [2] V 导轨,以及车轮上的切屑。检查刮水器是否损坏或磨损 [3]。某些机器没有刮水器支架 [4]。
拆下任何阻止传感器正确操作的切屑。从滑车总成上拆下旋转木马电机。拆下旋转木马马达板两侧的传感器 [5]以进行清洁。
拆下凸轮跟随器组件 [6] 并放下滑移离合器臂 [8] 以移动滑车总成并进入滑车总成后面的传感器 [7]。
较旧的机器型号使用滚子开关 [5] 代替接近传感器。柱塞和滚子必须平稳运行,且不卡住。如果开关或传感器清洁,但工作不正常,请转到 机械限位开关 - 故障排除指南 或 接近传感器 - 故障排除指南 进行故障排除。
纠正措施:
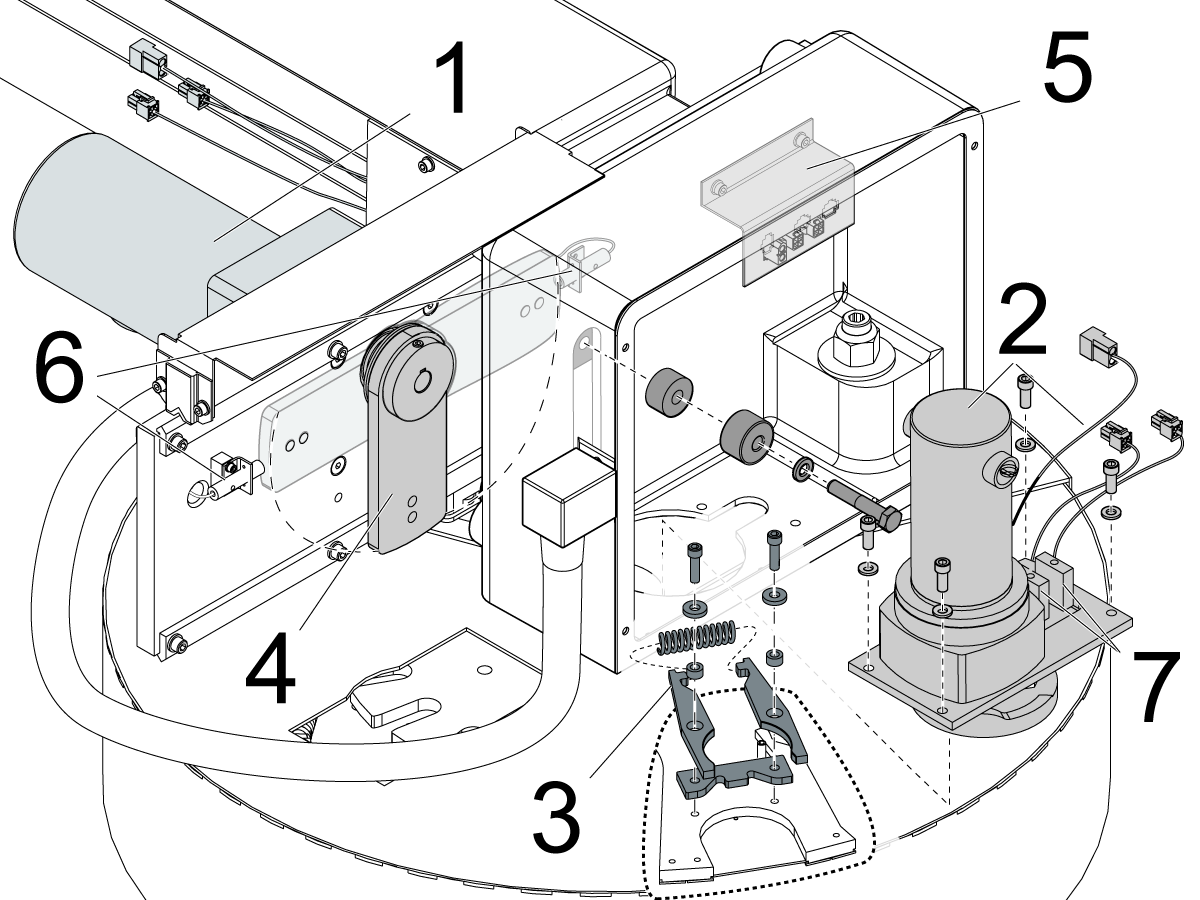
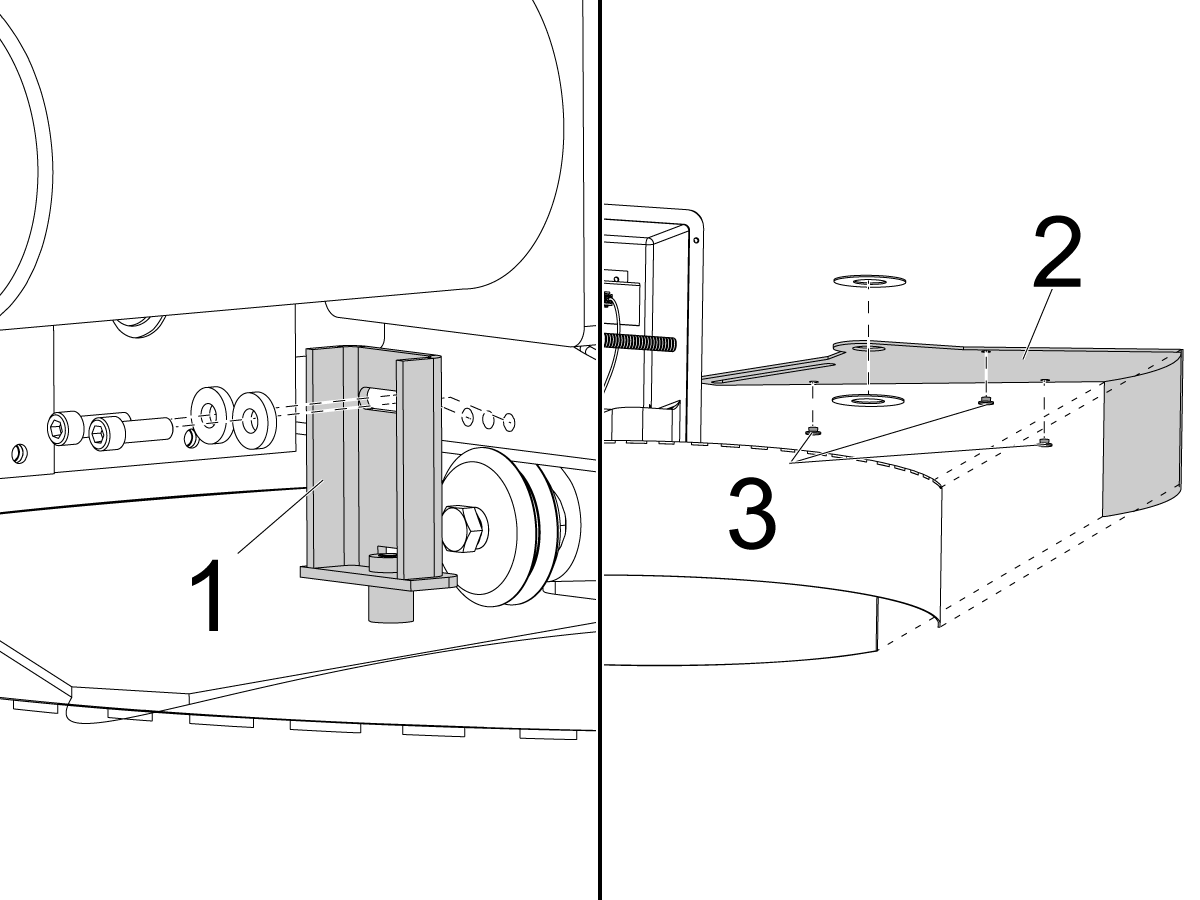
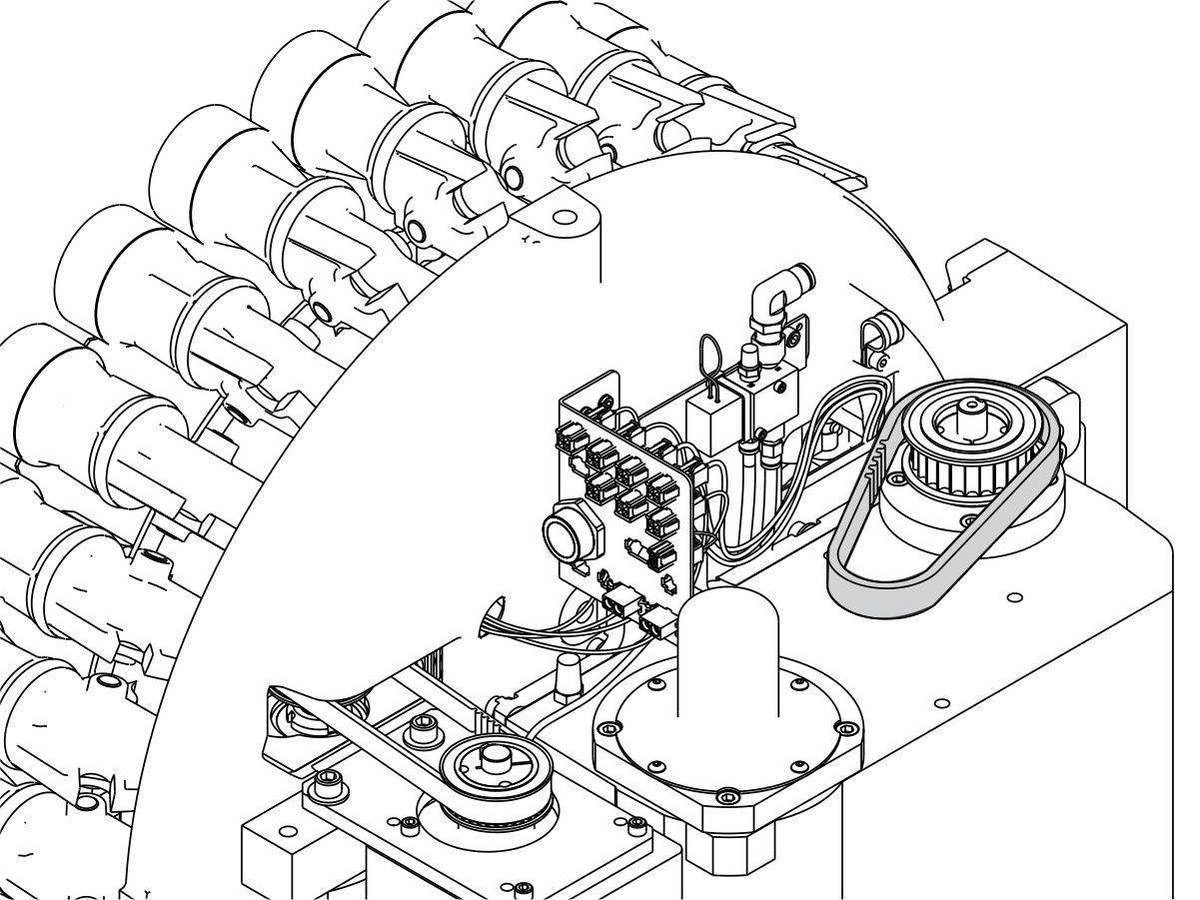
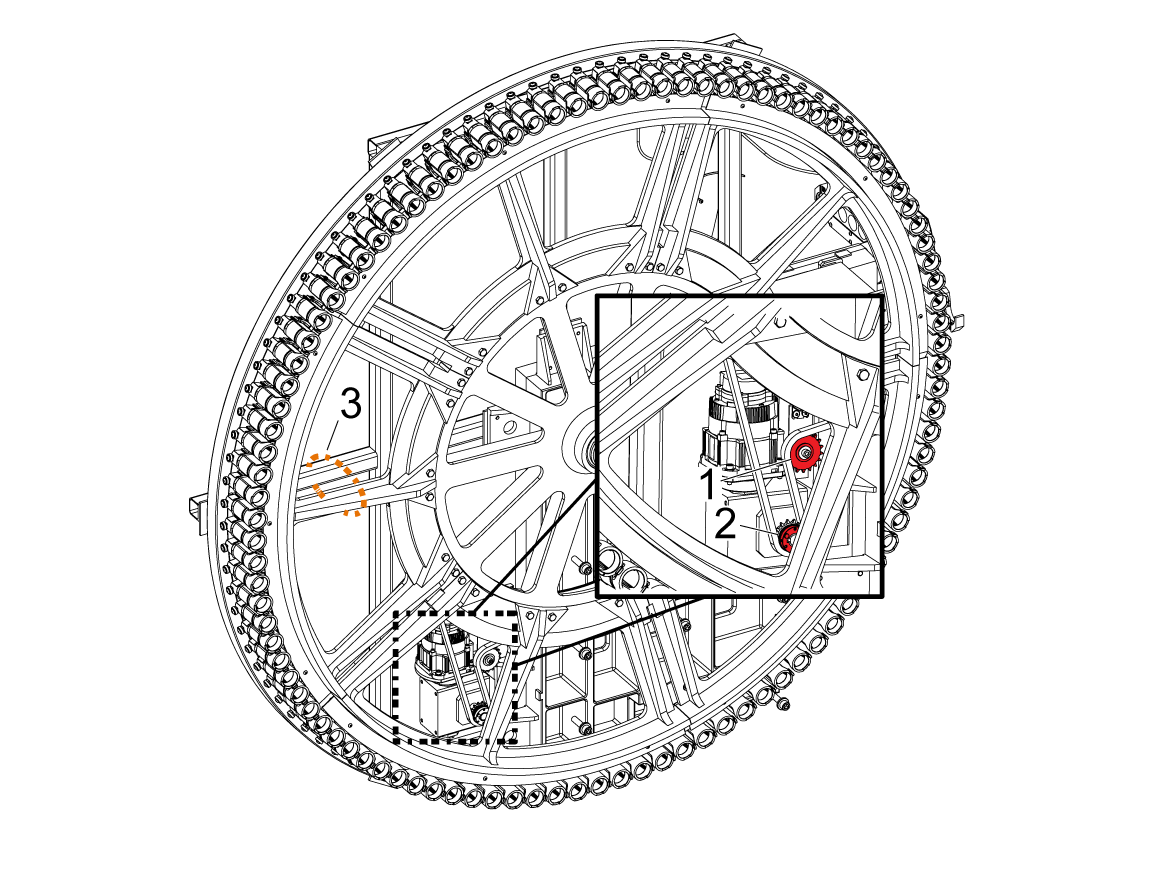
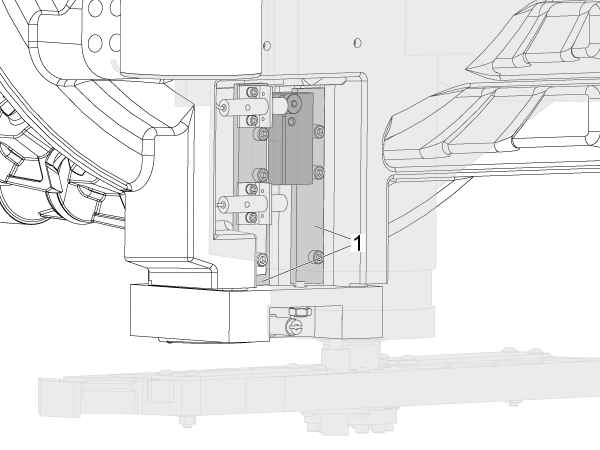
如何访问穿梭电机以排除警报 113、114、125、856、859 和 2066: 拆下支撑臂盖 [1] 和电缆通道盖 [2]。测量电源线的电压。
如何访问转盘电机以排除警报故障 115、127 和 854: 拆下滑车的盖 [4]。测量连接器支架上电源线 [5] 的电压。
测量电压:
测量从 I/O PCB 进入电机的接头上的直流电压。将范围调整为 0.0,并将万用表设置为最小/最大值。在产生警报和电机电源关闭之前,电机的电源将仅打开一秒钟。换刀指令 读数必须为 135-165 VDC,或在命令运行时显示信号变化。有些万用表的速度不够快,无法在警报之前读取电压。在生成警报之前,它仍应显示信号更改或 OL。如果没有电压,请参阅:
检查刷子。
将电机与接头断开。测量从引脚到引脚的电阻。电阻必须在 5-20 欧姆之间。测量从其中一个引脚到电机底盘的电阻。电阻必须大于 100k 欧姆。
如果测量值较低,则画笔和换向器之间没有良好的接触。真空和清洁刷子和换向器之间的任何污染。检查有无损坏或磨损。确保电机中没有机油或冷却液的迹象。检查直流电机周围的区域有无污染原因。
重要提示: 电机刷安装不正确可能会导致电机故障或噪音。
纠正措施:
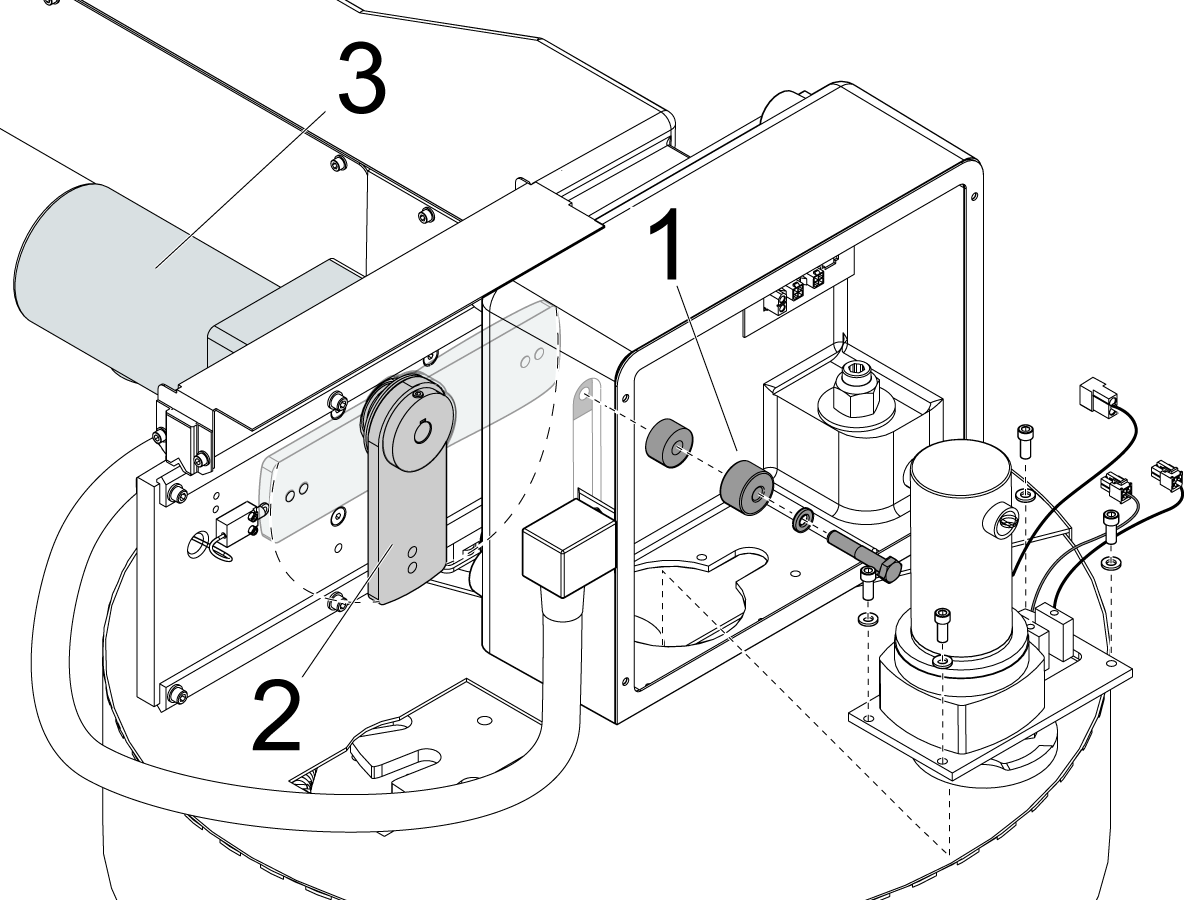
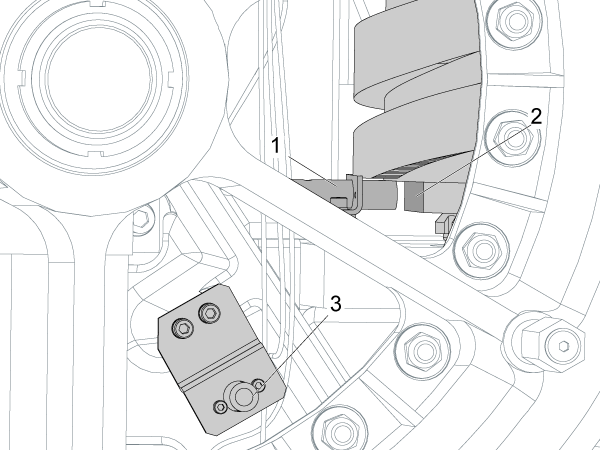
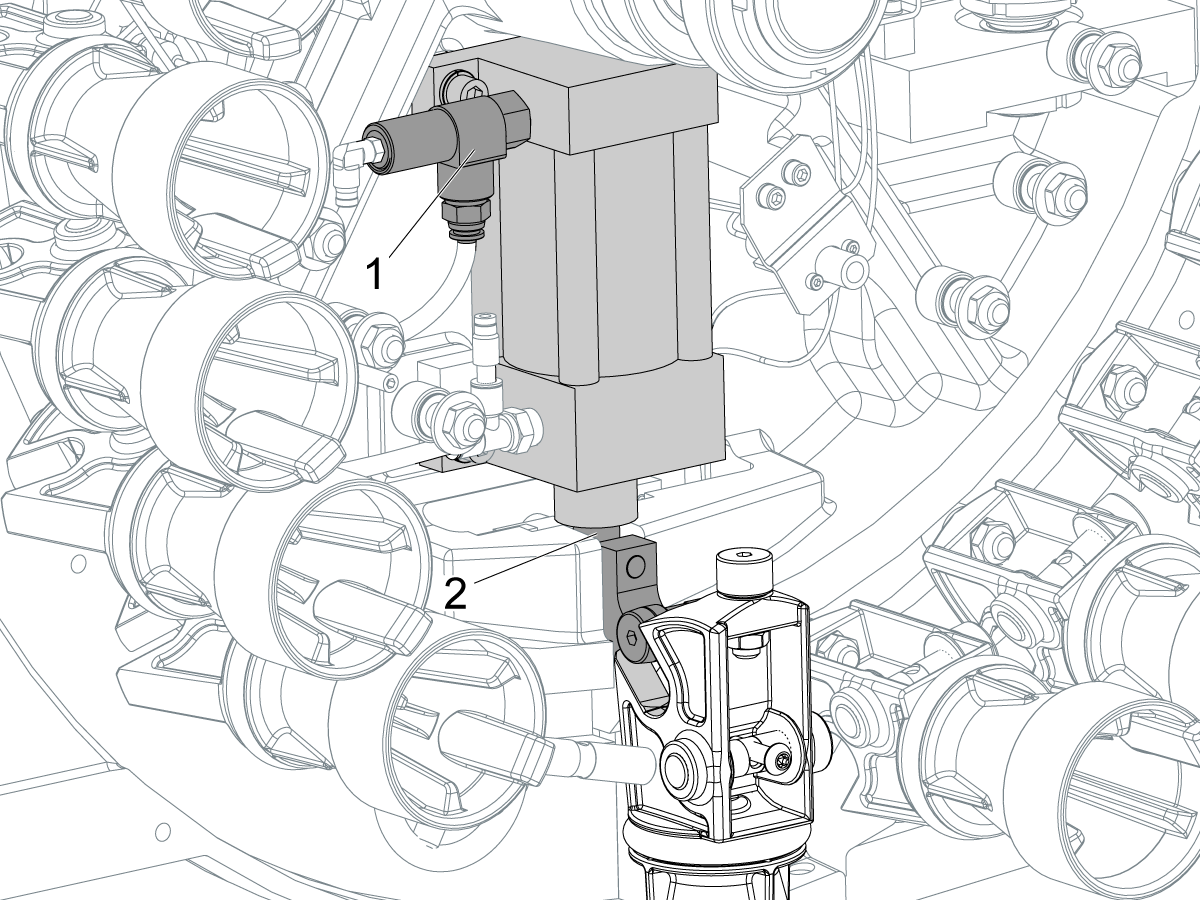
检查滑移离合器臂: 拆下并检查凸轮跟随器组件 [1] 有无损坏和碎屑。向主轴方向推转盘电机壳体,以接近滑动离合器臂 [2]。手动转动滑动离合器臂 [2] 到 180° 的移动。它应该平稳旋转,但阻力很大。如果臂不平稳移动,则穿梭电机 [3] 有故障。
纠正措施:
查找主轴方向错误的原因。
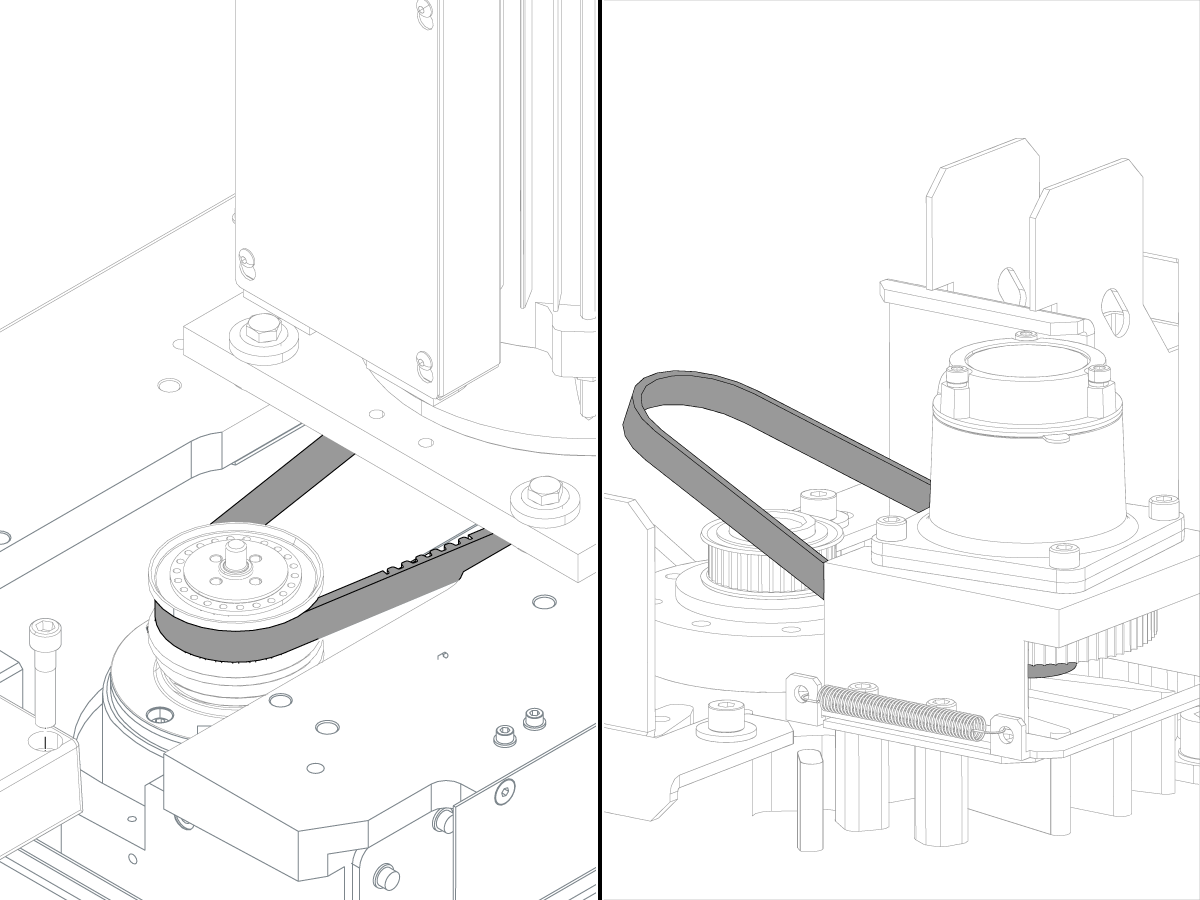
确保主轴驱动和编码器皮带具有正确的张力。确保主轴电机滑轮和编码器滑轮未磨损。
请参阅以下过程
纠正措施:
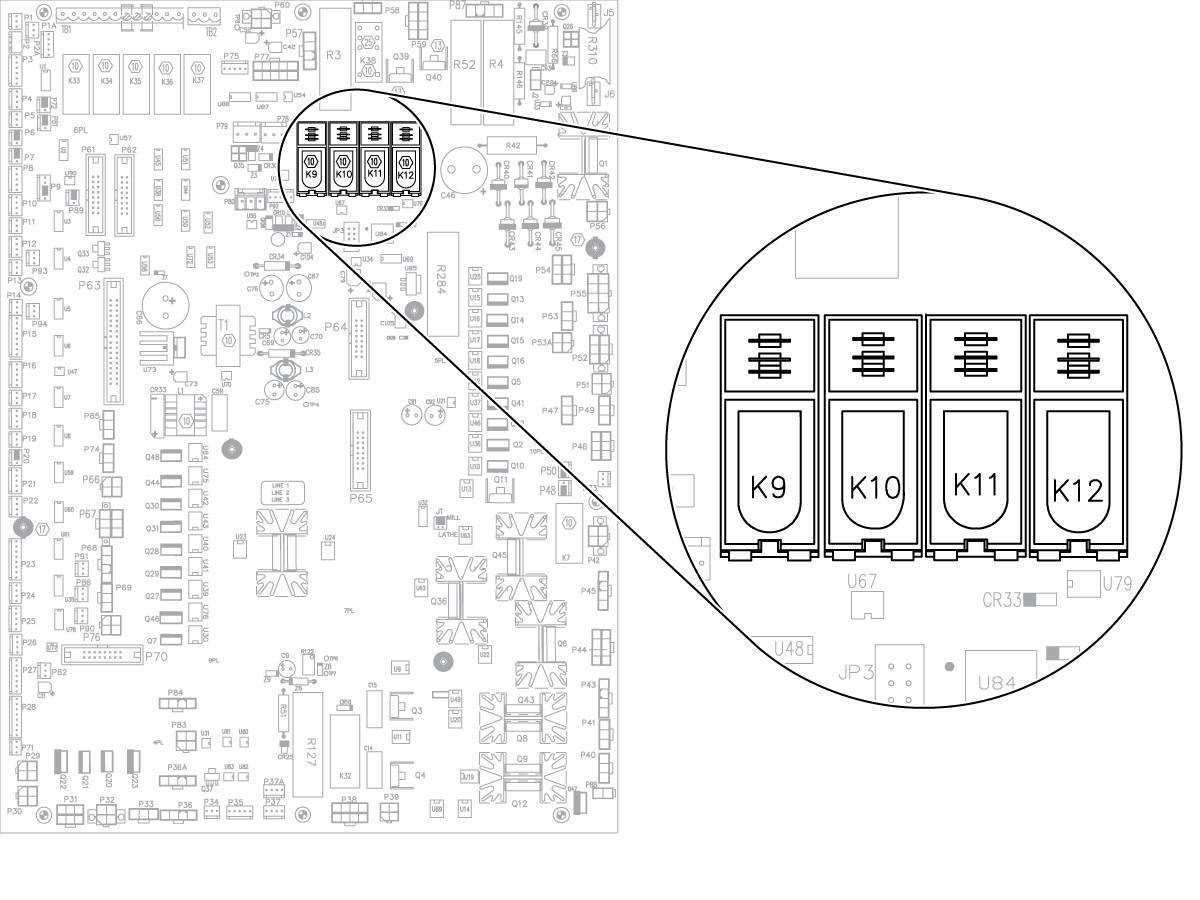
测试可疑的继电器: 使用另一个继电器交换继电器。如果警报变为其他警报,则继电器有故障。
例如: 如果机器显示 警报 113,使用 K10 继电器更换 K9 继电器。如果警报更改为 警报 114,继电器有故障。如果警报不变更,请继续执行其他故障排除部分。
纠正措施:
如果工具释放活塞 (TRP) 传感器未正确调整,则工具可能会卡在主轴拉平中,或者牵引杆可能无法释放工具。可能发生伞式换刀器损坏。正确调整工具释放活塞开关。请参阅 TRP - 接近传感器 - 调节 程序。
转到 伞式 - 换刀装置–转盘板 - 更换 了解转盘更换说明。
TG0128
版本 B - 2025 年 8 月
在更换任何零件之前,请先下载并填写下面的凸轮盒检查报告清单。

双臂分解图:

凸轮盒分解图:
注意:凸轮盒的 分解图仅供参考。凸轮盒的内部组件 不可 现场更换

| 症状 | 可能的原因 | 纠正措施 |
警报 11.103 TA 轴伺服误差过大 警报 11.108 TA 轴伺服过载 警报 11.994 TA(TC 臂)放大器过载 |
凸轮盒已损坏。 | 测试凸轮盒。请参阅本页下文的凸轮盒测试部分。 |
| 警报 103 轴伺服错误过大 | 凸轮盒传动带磨损或损坏。 | 检查油的情况。 |
警报 622:换刀装置臂故障 警报 2066:换刀装置机床原点故障 |
当机器通电或未正确恢复时,换刀臂不在原点位置。 | 执行换刀恢复。 |
| 凸轮盒上的一个或多个接近传感器或电缆连接不良或损坏。 | 在恢复模式下旋转旋转,并测试传感器和布线。 | |
| 更新软件后按 [上电/重新启动] 会生成 2066 警报。 | 执行选项 5“清洁安装”。 | |
| 警报 627:ATC 臂移动超时 | 凸轮盒上的一个或多个接近传感器或电缆连接不良或损坏。 | 在恢复模式下旋转旋转,并测试传感器和布线。 |
| 凸轮盒传动带磨损或损坏。 | 检查油的情况。 | |
警报 628/673:ATC/TA 臂定位错误 警报 855:ATC 臂驱动传动故障 |
双臂的行驶受阻。 | 检查双臂对齐。 移动障碍物或设置安全刀具更换位置。 |
| 主轴方向不正确。 | 查找主轴方向错误的原因。 | |
| 凸轮盒已损坏。 | 测试凸轮盒。请参阅本页下文的凸轮盒测试部分。 | |
| 在具有伺服驱动侧安装刀具更换器的机器中,参数 481 或 487 的值不正确。 | 为参数 481 和参数487 设置正确的值。参数 481 是 TT Grid Offset。参数 487 是 TT Tool Change Offset。正确设置这些参数。请参阅 VMC - 伺服驱动侧安装刀具更换器 - 网格偏移和刀具更换器偏移. | |
| TRP 快速排气功能不正常 | 如果快速排气工作不正常,则可能导致工具在更换工具时轻微下降或位置失位。如果需要,检查并更换快速排气。 | |
| 在更换刀具期间,工具从主轴侧脱落。 | 刀座或拉螺柱不正确。 | 检查正确的刀具规格。 |
| 工具太重了。 | 检查正确的刀具规格。标记大型刀具或重刀。 | |
| 机臂或柱塞磨损。双臂无法与工具正确接合。 | 更换双臂中磨损的零件。 | |
| 主轴方向不正确。 | 查找主轴方向错误的原因。 | |
| 双臂弯曲或损坏。 | 查找双臂弯曲的原因。拉直并平滑双臂或更换。 | |
| 刀座和滑块之间的间隙不符合规格要求。 | 参见: 侧挂式刀库 - 双臂 - 柱塞和调节器总成 - 检修 - 铣床 | |
| 工具在旋转过程中从手臂上脱落。 | 机臂和柱塞磨损。双臂无法与工具正确接合。 | 更换双臂中磨损的部件。 |
| 工具从旋转木马刀套中脱落。 | 刀套弹出或柱塞磨损或损坏。 | 请参阅:侧装式 (SMTC) - VF/VM/UMC/EC - 转盘和刀套 - 故障排除指南 |
| DT/DM 上的凸轮盒无法手动旋转。 | 凸轮盒无法手动旋转,原因是其最终会接触摇臂并试图松开主轴。 | 切勿 更换凸轮盒,因为您无法手动旋转,请联系您当地的 Haas 专卖店以获得进一步的帮助。 |
| EC/VC 换刀周期很慢。 | 参数 223“换刀装置空气门延迟改变”有一个值,如果存在气动门,这应该只有一个值 | 将配置文件更新为最新版本,参数 223 将被设置为零。此配置文件已倒填日期,以便所有机床都会收到此更新后的值。 注意: 请记得要在加载最新的配置文件之前进行备份。 |
| 双臂替换件的长度不正确。 | 订购的双臂可能不正确。核实是否按照正确的零件号订购替换件。 |
请参阅双臂更换验证部分,详细了解如何验证订购的双臂是否适用于您的机床。 |
| 双臂的锥度大小和类型不正确。 | ||
| 双臂键偏置不正确。 | ||
| 2023 年 6 月 15 日或之后制造的立式凸轮盒 凸轮盒臂轴漏油。 注意: 这不会影响 DT/DM/UMC-350 凸轮盒。 |
排气止回阀组件可能有问题。 | 从 2023 年 6 月开始,凸轮盒排气组件包含止回阀。确保止回阀的朝向正确,参阅下面的凸轮盒排气止回阀部分。 |
| 凸轮盒内部腐蚀。 | 输出轴密封件损坏,冷却液进入凸轮盒。 |
更换凸轮盒内已腐蚀的零件。更换输出轴密封件并检查轴上是否有刻痕。如果有刻痕,则更换输出轴。向凸轮箱内注油。 |
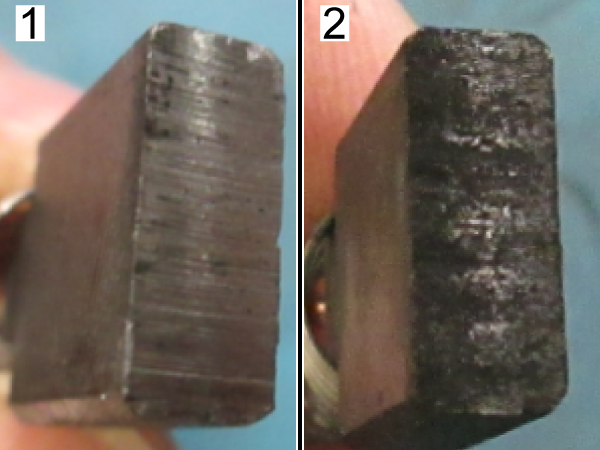
注意:相同的验证步骤将适用于加工式 [1] 和铸造式 [2] 双臂替换件。某些机床可能仍会收到加工式 [1] 双臂替换件。使用下图作为参考。

验证双臂长度
检查双臂替换件 [2] 的长度是否正确,测量从原有双臂 [1] 的刀座法兰中心到双臂替换件 [2] 的刀座法兰中心之间的长度。
注意:相同的验证步骤将适用于加工式 [1] 和铸造式 [2] 双臂替换件。某些机床可能仍会收到加工式 [1] 双臂替换件。
验证双臂的锥度大小和类型是否正确
要区分 BT、CT 和 HSK,请验证 BT V 形法兰是否如图 [1] 所示,CT V 形法兰是否如图 [2] 所示,以及 HSK V 形法兰是否如图 [3] 所示。

验证双臂的键槽偏置是否正确
现在,铸造式双臂的键槽将位于 0 度角位置 [1] 或 2.5 度角位置 [2],两个双臂都将仅使用直键而不使用偏置键。
检查止回阀 [1] 箭头是否背向凸轮盒,如图所示。
止回阀 (PN 58-2754)[1]应安装在黄铜接头(PN 58-1674) [2] 和消声器接头(PN 58-1865) [3] 之间。
纠正措施:
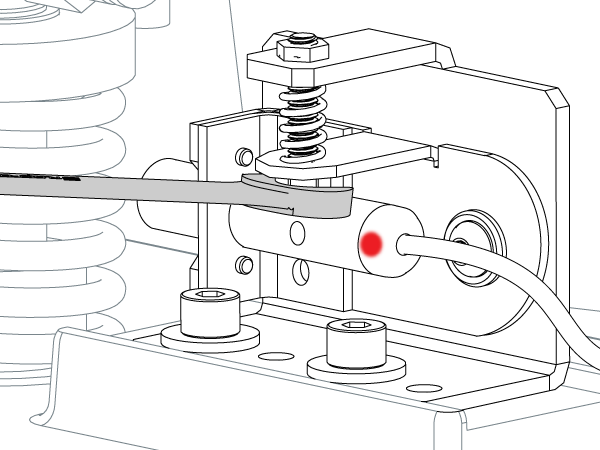
拆下转盘牌照以进入传感器 [1]。进入手动工具恢复和推送 ATC FWD 移动手臂通过一个完整的周期。确保 LED 在刀具更换周期的正确阶段,传感器和诊断位状态更改。请参阅下表。
如果传感器无法更改状态,请参阅接近传感器 - 故障排除指南。
| 传感器 | 原位 | 旋转 | 工具拾取 - 向上 | 向下 /旋转 180 / 向上 | 工具交换 | 臂备份(反向) | 原位 |
| 夹紧/松开夹 | 打开 / 0 | 打开 /0 上 | 关闭 / 1 | 打开 /0 上 | 关闭 / 1 | 打开 / 0 | 打开 / 0 |
| 原位 | 关闭 / 1 | 打开 / 0 | 打开 /0 上 | 打开 /0 上 | 打开 /0 上 | 打开 /0 上 | 关闭 / 1 |
| 电机停止 | 关闭 / 1 | 打开 /0 上 | 关闭 / 1 | 红色 / 0 | 打开 / 1 | 打开 /0 上 | 关闭 / 1 |

纠正措施:
查找主轴方向错误的原因。
确保主轴驱动和编码器皮带具有正确的张力。确保主轴电机滑轮 [1] 和编码器滑轮 [2] 未磨损。
纠正措施:
使用直尺找出手臂是否弯曲。如果手臂弯曲,以下是一些可能的原因:

1:松刀气缸 (TRP) 传感器未正确调整。
如果工具释放活塞 (TRP) 传感器未正确调整,则工具可能会卡在主轴拉平中,或者牵引杆可能无法释放工具。可能会损坏双臂。正确调整工具释放活塞开关。请参阅 VMC - 20/30/40 锥度- TRP - 接近传感器 - 调节。
2:在换刀过程中,机臂撞到转台或夹具中。
请参阅操作员手册,将刀具更换偏移或别名 M06 命令设置为将主轴移动到安全高度。在换刀之前,将台上的障碍物移到安全距离。如果安装旋转或旋转装置,请将其安装在设置允许的右侧。这为您提供了更大的空间来更改安全工具。
转到第 21 集 - 如何命令安全的换刀位置以避开夹具和转台了解更多信息。
.png)
3: 凸轮盒位置电缆或传感器发生故障可能导致机器认为臂位于主位置。Z 轴向下弯曲手臂。请参阅本文档中的凸轮盒接近传感器部分。
双臂上的小毛刺或凹痕可以直观地用小文件去除,而无需更换。
访问 parts.haascnc.com 找到适合您的机床的双臂。按照装配体附带的更换说明进行操作。
如果双臂未弯曲,请检查双臂。请参阅 侧装式 (SMTC) - VMC - 双臂 - 对齐,了解有关如何检查对齐情况的说明。
纠正措施:
检查皮带有无损坏,必要时进行更换。请参阅 VMC - 侧挂式刀库 (SMTC) - 转盘电机 - 更换,了解如何更换凸轮盒皮带。
纠正措施:
有关正确的拉拔螺柱和刀具重量规格,请参阅本文档:
如果您有重刀,请安装 Pocket slow down Service Kit (P/N 93-0254)。此套件限制从刀套向上/向下油缸逸出的空气,以减慢刀套的速度。


凸轮盒空转测试
前往换刀装置恢复。
旋转双臂以夹紧/松开位置。
双臂旋转或提升时的空转应小于 1/4 英寸(6 毫米)。

凸轮盒内部机械测试
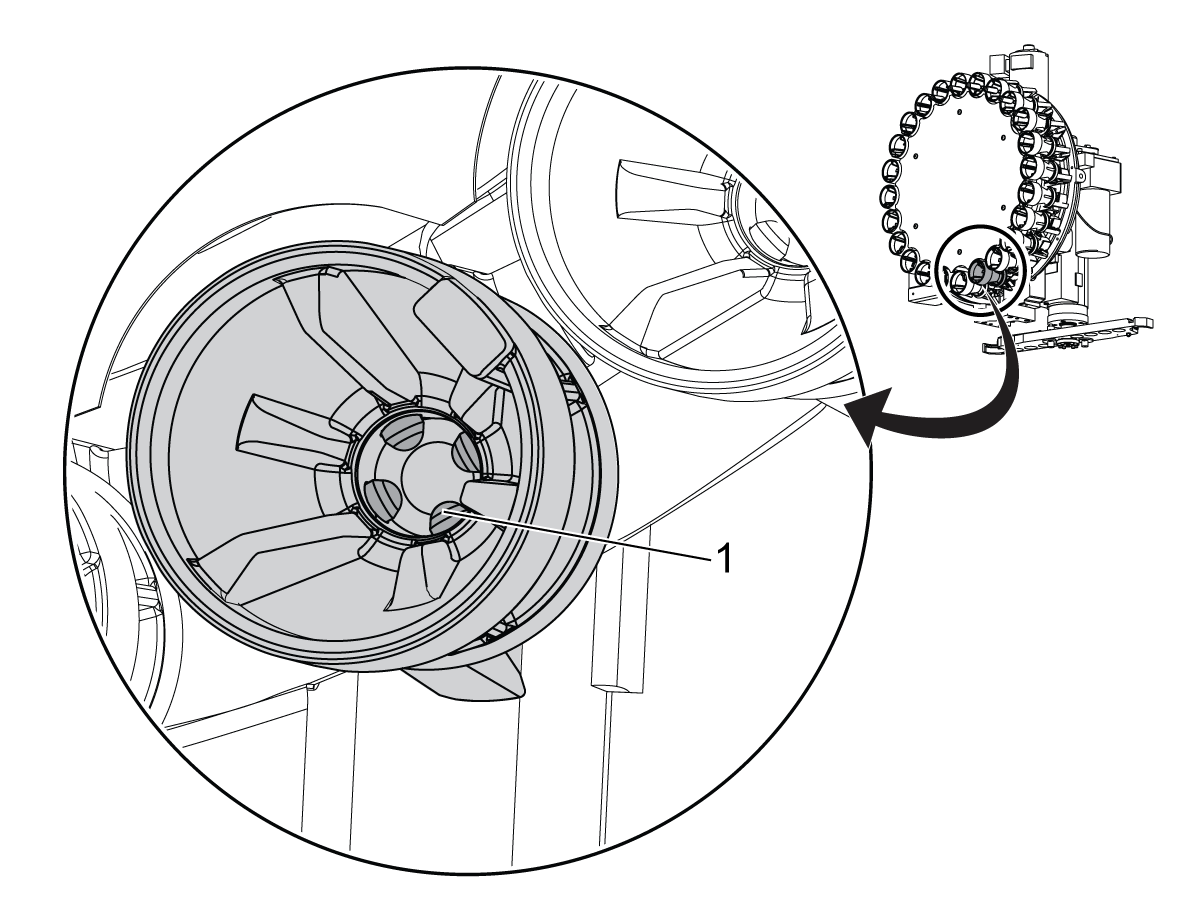
拆下凸轮盒电动机并旋转滑轮或联轴器 [1],使凸轮盒通过一个完整的换刀装置周期。循环凸轮盒时,注意是否有任何异常内部噪音。向前或向后运行凸轮盒,以查找任何特定的绑定部分。检查油位,同时注意机油的粘度和颜色。
注意:务必旋转凸轮盒以使其通过完整的换刀装置周期,因为某些部件仅接合其他任一换刀装置。
凸轮盒中不应有任何绑定。你应该能用手转动滑轮。当输出轴缩回时,转动滑轮需要更加用力。
说明 :在带有伺服驱动凸轮盒的机床上,重新安装伺服电动机后需要重新设置双臂原点位置。请参阅 SMTC - 双臂 - 网格和换刀偏置程序。
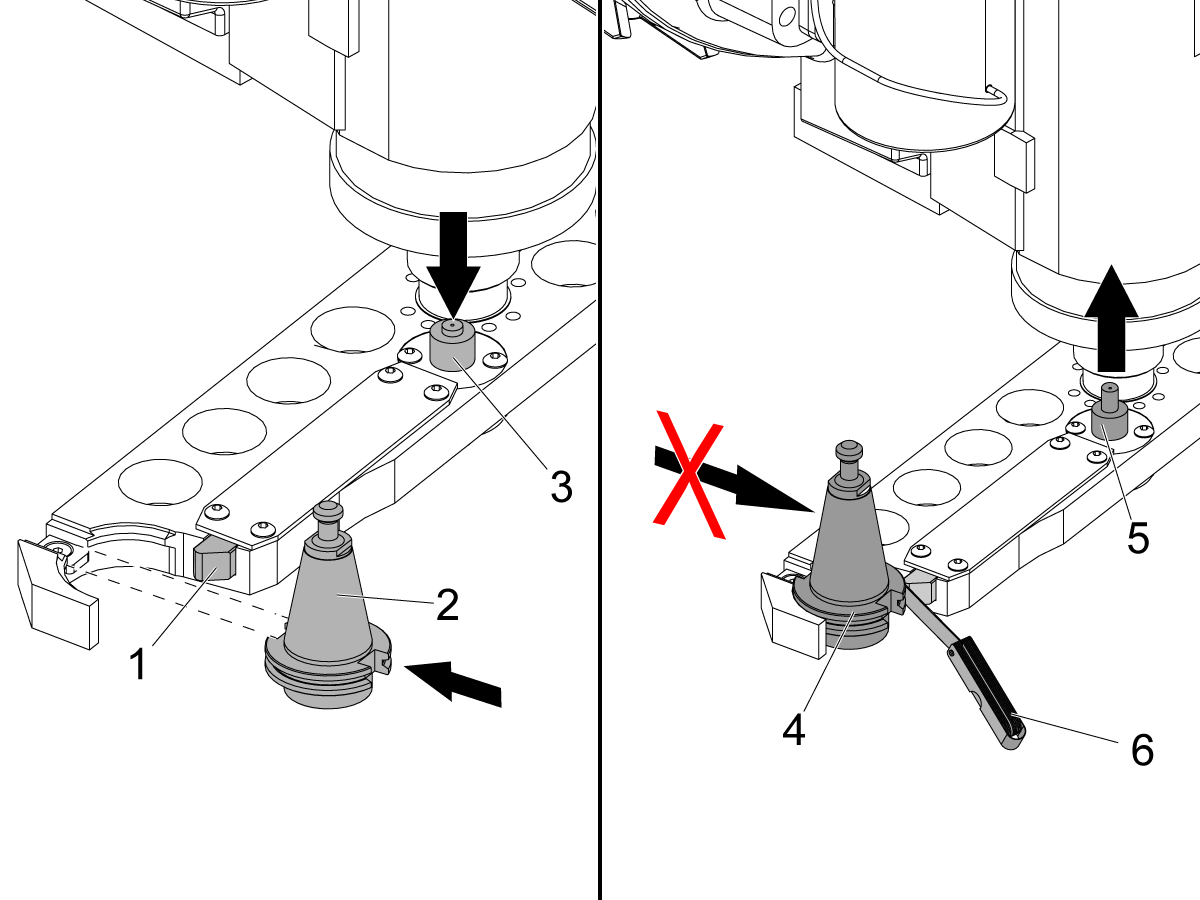
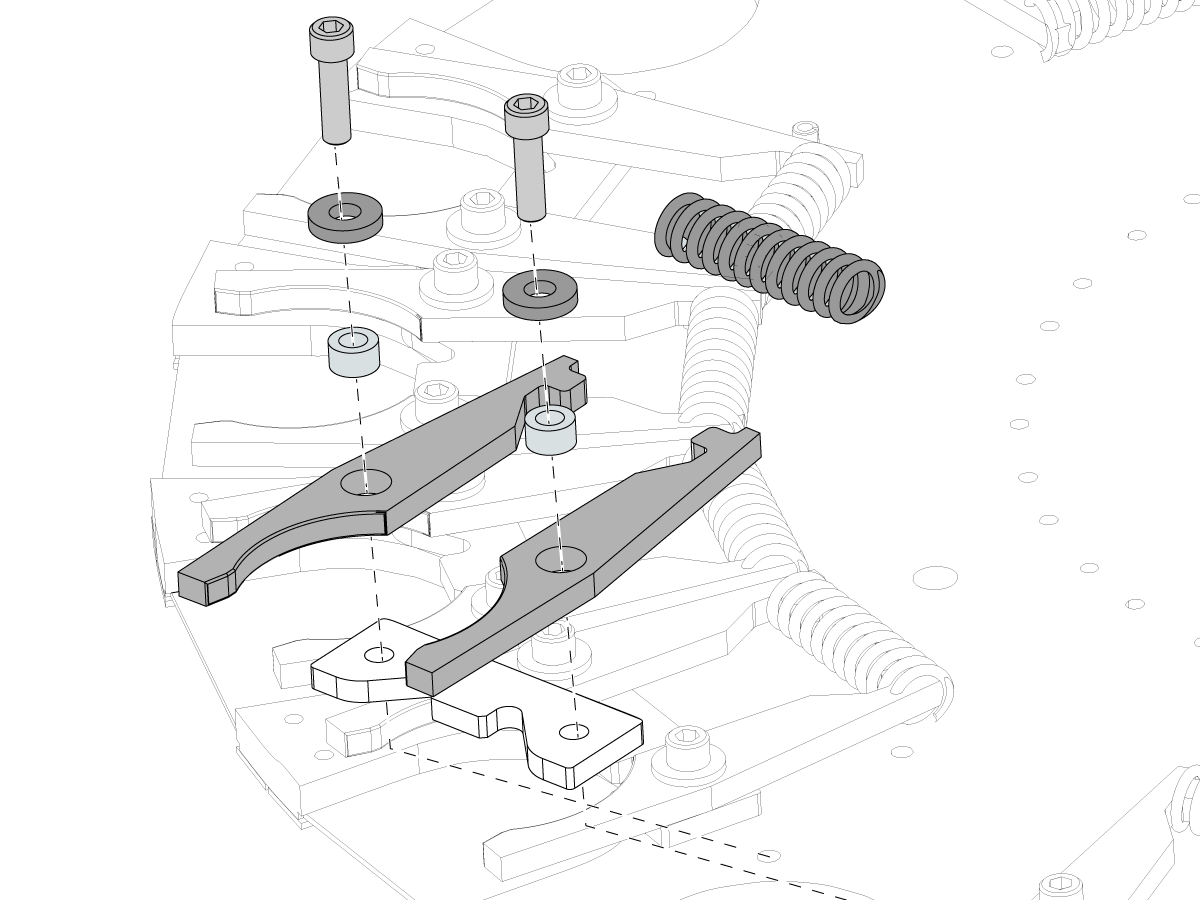
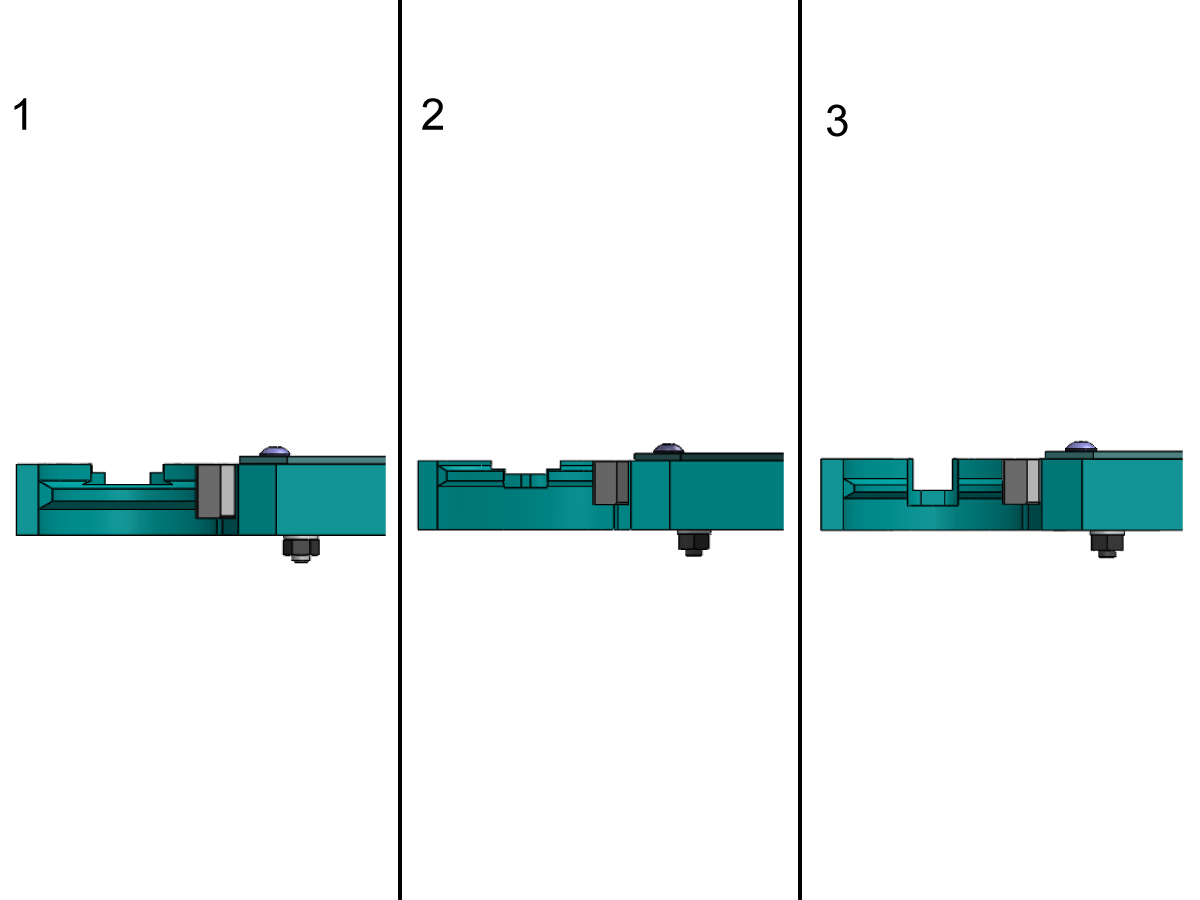
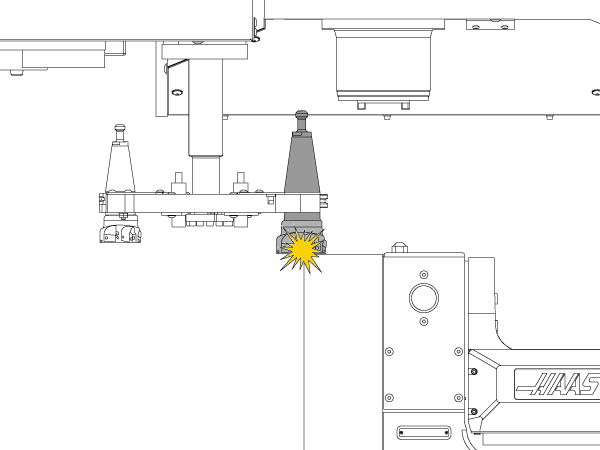
向下推柱塞 [3]并将其按住。
将刀柄 [2] 放入臂中。在正确操作期间,幻灯片 [1] 移位。
松开柱塞 [5]。
尝试卸下刀柄 [4]。在正确操作期间,滑块不会移入,刀柄锁定在位。
测量幻灯片和刀柄之间的空间。使用塞尺 [6]。正确的间隙范围为 0.014 英寸(0.36 毫米) 至 0.020 英寸(0.51 毫米)。 I如果机床型号为 DM-1 或 DT-1,则正确的间隙范围为 0.005 英寸(0.13 毫米) 至 0.015 英寸(0.38 毫米)。
添加或移除 0.01 英寸(0.25 毫米) 垫圈垫片(零件编号 45-0075), 直至间隙得当。
设置好间隙后,重新组装已安装弹簧和垫圈的滑块组件。在手指、弹簧和垫圈上涂抹一层锂基粘性润滑脂。
TG0127
版本 A - 2025 年 8 月
分解视图:
| 症状 | 可能的原因 | 纠正措施 |
| 警报 622 换刀装置臂故障 | 100 PKT SMTC 转盘停在刀套之间,无法恢复。由于衬套故障,驱动链轮从电机轴移出,从而导致空转链轮发生故障。 | 更换空转链轮和衬套,请参见 100 PKT SMTC 链轮更换部分。 |
| 警报 625 转盘定位错误 | 100 PKT SMTC 转盘停在刀套之间,无法恢复。由于衬套故障,驱动链轮从电机轴移出,从而导致空转链轮发生故障。 | 更换空转链轮和衬套,请参见 100 PKT SMTC 链轮更换部分。 |
| 转盘工具就位,工具一到位,刀套向上或向下接近传感器损坏或污染。 | 在恢复模式下旋转旋转,并测试传感器和布线。 | |
| 转盘电机或转盘电机的电源未损坏。 | 检查转盘是否可以在手动恢复模式下旋转。 | |
| 工具更改在完成之前中断。 | 执行换刀恢复。 | |
| 在存在足够的气压之前,尝试了工具更换。 | ||
| 尝试在刀套已放下时更改工具。 | ||
| 旋转木马的旋转被障碍物阻止。 | 清除旋转木马路径。 | |
| 警报 626 刀套滑动错误 | 尝试在刀套已放下时更改工具。 | 执行换刀恢复。 |
| 流入的空气流量或压力不正确。 | 校正进气源。 | |
| 滑轨中有污染。 | 清洁和润滑滑轨。 | |
| 刀套的气缸不能自由移动。 | 检查油缸上的油缸,检查刀套。 | |
| 刀套向上或刀套下接近传感器被污染、损坏或连接松动。 | 清洁并检查接近传感器。 | |
| 刀套上/下系统有问题。 | 对止回阀、气缸和电磁阀进行故障排除。 | |
| 移动被碎屑阻塞。 | 清除碎屑。 | |
| 刀套、气瓶、刀套滑块或滑轨松动或损坏。 | 诊断并正确。 | |
| 警报 2066 换刀装置原点位置故障 |
刀套上和下接近开关处于错误状态。 | 清洁并检查接近传感器。 |
| 刀套有噪音。 | 刀套止减器有问题。 | 检查刀套止减器。 |
| 刀套、气瓶、刀套滑块或滑轨松动或损坏。 | 诊断并正确。 | |
| 工具从刀套中掉下来。 | 刀座或拉螺柱不正确。 | 检查正确的刀具规格。 |
| 弹簧或柱塞磨损。 | 检查弹簧和柱塞有无磨损。 | |
| 对于重刀而言,刀套上下移动速度过快。 | 安装刀套慢速维修套件 (P/N 93-0254)。 | |
| 刀套已损坏。 | 旋转木马的旋转被障碍物阻止。 | 清除旋转木马路径。 |
| 刀套向上或刀套下接近传感器被污染、损坏或连接松动。 | 清洁并检查接近传感器。 | |
| 刀套、气瓶、刀套滑块或滑轨松动或损坏。 | 诊断并正确。 | |
| 旋转木马在操作过程中发出异常噪音。 | 转盘上的凸轮跟随者需要润滑脂。 | 检查凸轮跟随者并润滑其后孚。 |
| 伞式转盘上的凸轮从动件磨损。 | ||
| 刀套滑块固定螺栓调整不正确。 | 确保刀套滑块固定螺栓已正确调整。参阅 VMC - 侧挂式刀库 - 刀套滑块固定螺栓调整 程序。 | |
| 旋转木马凸轮熊抱螺母松动。 | 松动的凸轮螺母帽将导致旋转组件逆转、噪音和伞式转盘位置警报。用扳手扳手拧紧旋转木马凸轮熊盖螺母。 | |
| SMTC 臂运动速度过快。 | 工具在刀套工作台中未标记为重 (H)。 | 在刀槽表中标记为重型 [1] 的刀具将导致 SMTC 臂以 25% 的速度旋转(仅限 VFSS)。 |
| EC/VC 换刀周期很慢 | 参数 223 换刀装置空气门延迟改变有一个值,如果存在气动门,这应该只有一个值 | 更新配置文件到最新,参数 223 将被设置为零。此配置文件已倒填日期,以便所有机床都会收到此更新后的值。 注释:请记住在加载最新的配置文件之前进行备份。 |
纠正措施:
在位置传感器中测试工具:
测试工具一个位置传感器:
纠正措施:
纠正措施:
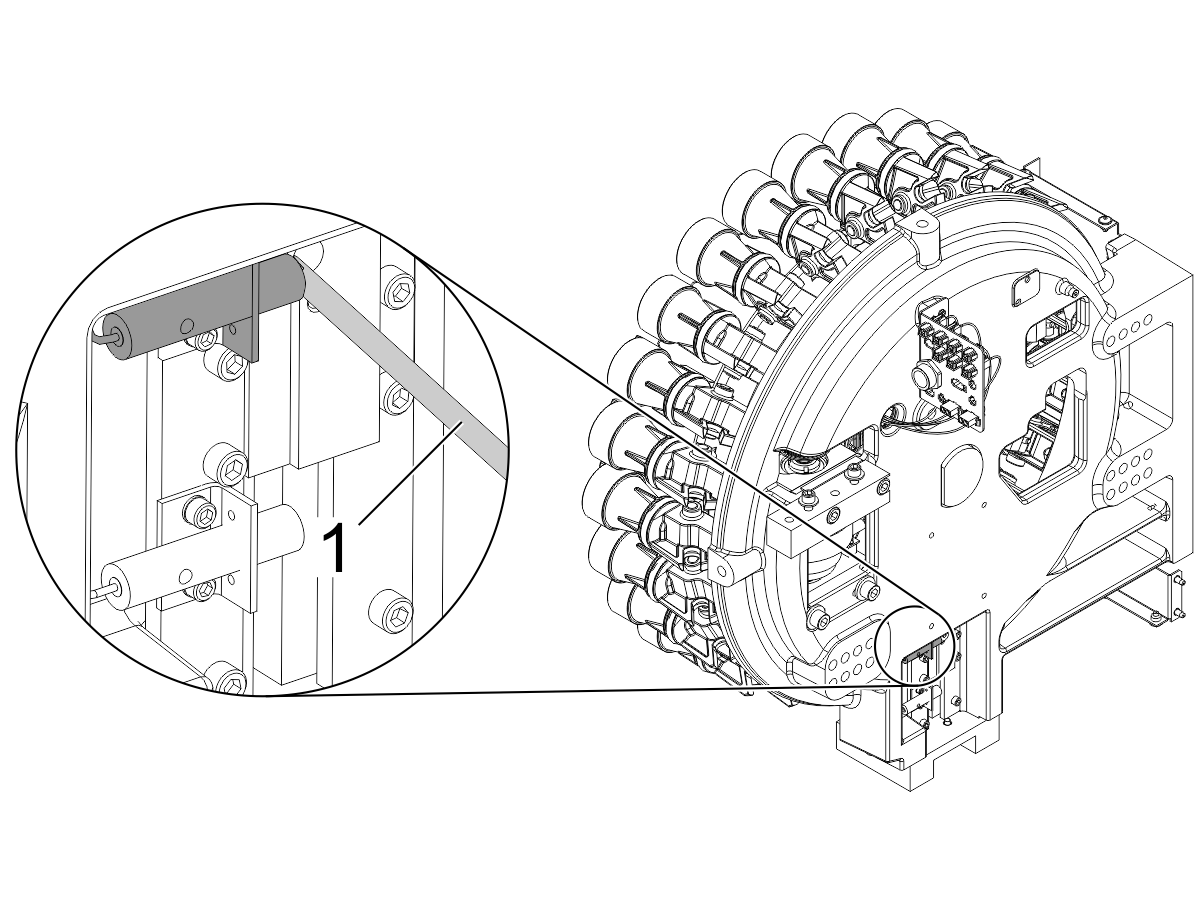
要更换空转链轮 [1] 和衬套 [2],必须首先在转盘和机架上缠上链条或皮带,以避免转盘自由旋转。
警告:如果转盘未绑好,可能会造成严重伤害。
纠正措施:
请参阅“压缩空气”对机器的要求 新机器预安装。
纠正措施:
纠正措施:
纠正措施:
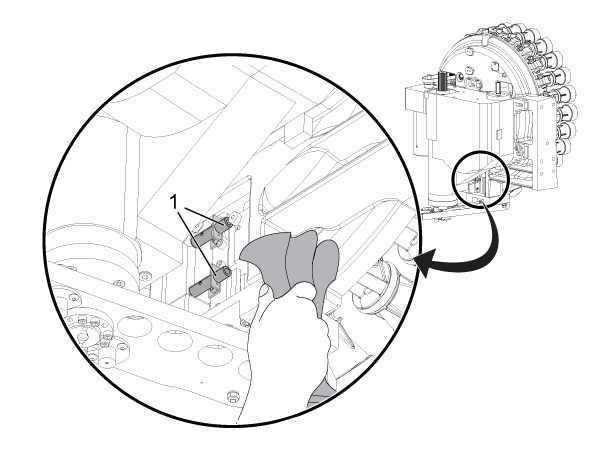
确保刀套向上和刀套向下接近传感器 [1] 是干净的。开关上的污染可能导致转盘旋转并折断刀套,使其处于完全向上的位置。
诊断 页面显示传感器的状态。如果 POCKET DOWN 或 POCKET UP (CHC) 或 SMTC_TOOL_POCKET_UP 或 SMTC_TOOL_POCKET_DOWN(NGC),位不改变状态,则传感器上可能有切屑或污染。
确保刀套已上。按 【PARAMETER/DIAGNOSTIC】 并转到 I/O 选项卡。
用螺丝刀 [1] 触摸接近传感器的末端。此测试可能导致警报 626. 忽略警报。接近传感器工作正常,如果 Pocket Down (CHC), SMTC_Pocket_Down (NGC),值更改自 1 到 0. 如果诊断值未更改,请继续排除故障。
要对刀套传感器进行故障排除,请确保刀套已放下。用螺丝刀和显示器触摸接近传感器的末端 Pocket Up (CHC), SMTC_Pocket_Up (NGC). 该值必须从 1 更改为 0。
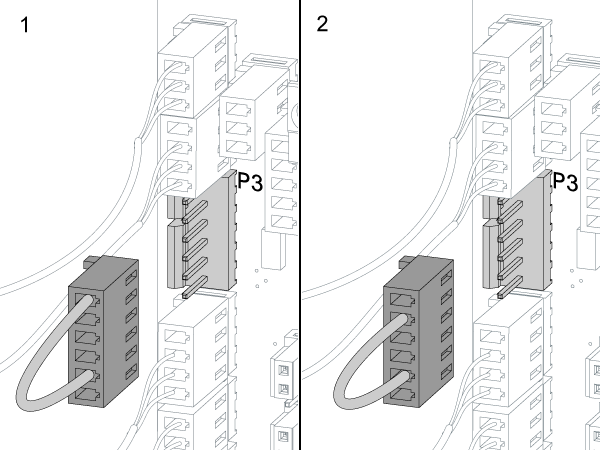
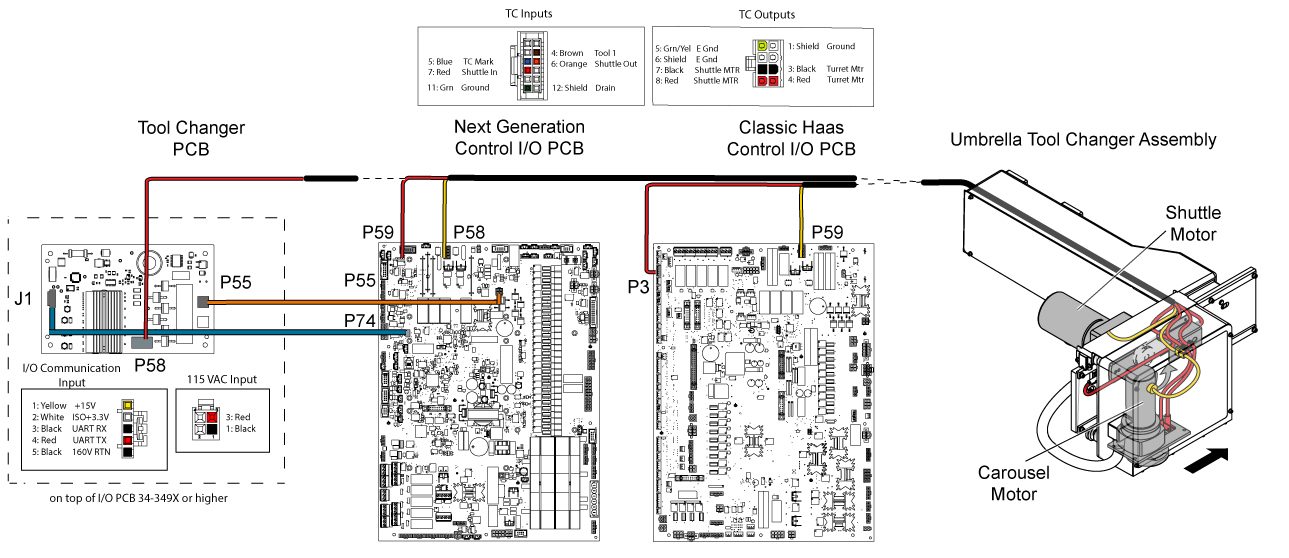
仅在 CHC 机器上执行以下步骤: 查找 820 电缆连接到 P3 处的 I/O PCB 的位置。在 P3 [1] 处使用电气跳线 (P/N 33-8521)。如果 Pocket Down 值更改 1 到 0,I/O PCB 工作正常。更换 SMTC 电缆组件。请参阅 接近传感器的工作原理和故障排除 - 视频. 使用 接近传感器 - 故障排除指南 故障接近传感器。
要对刀套传感器进行故障排除,请按照 [2] 所示在 P3 处重新配置跳线。监控 Pocket Up 价值。如果值从 1 到 0,I/O PCB 工作正常。更换 SMTC 电缆组件。
如果 Pocket Down 或 Pocket Up 值不会更改为 0 测试时,请参阅:
纠正措施:
确保正确排除电磁阀故障。请参阅 电磁阀 - 故障排除指南 以对系统进行故障排除。请参阅 "4 端口电磁阀应用。"

症状: 刀套有噪音。
可能的原因: 刀套止减器有问题。
纠正措施:
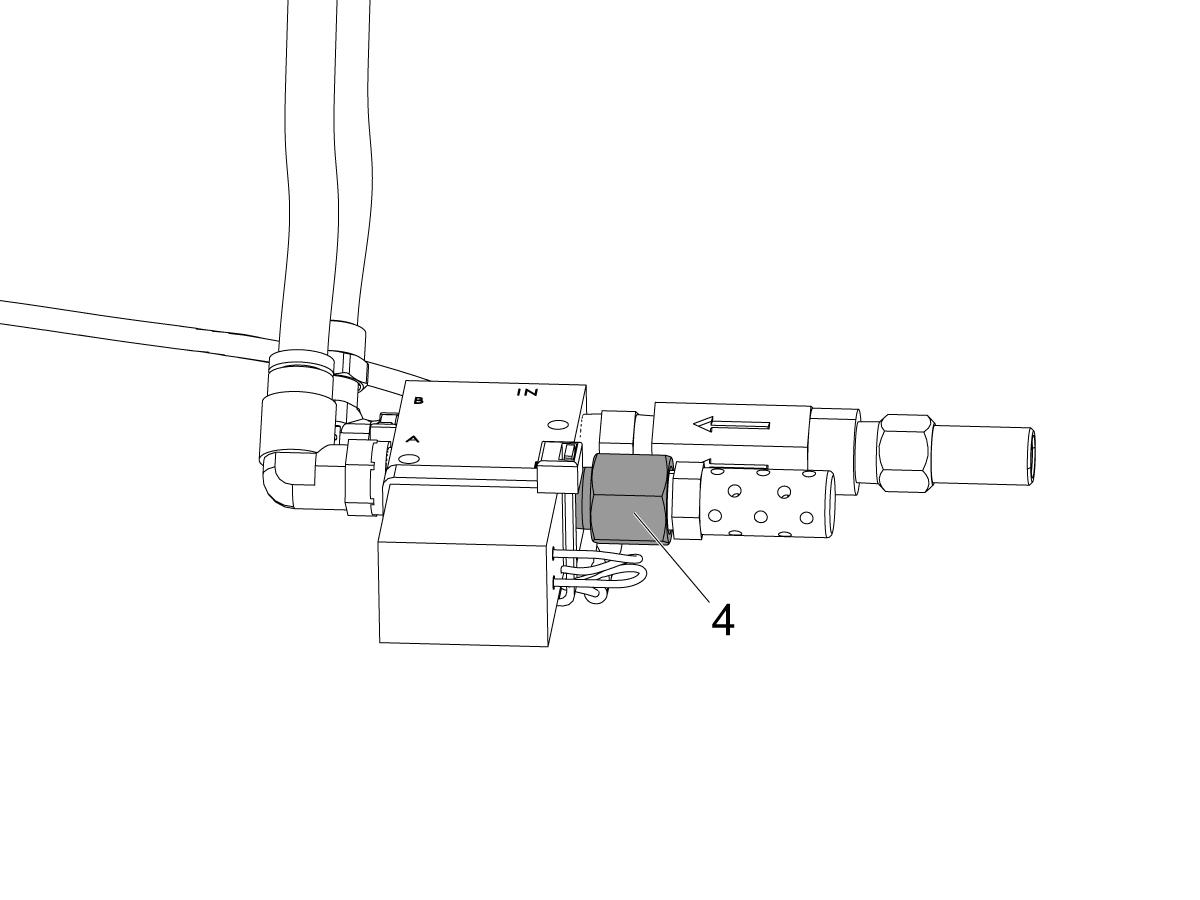
对于 CALM 在以下情况下,在电磁阀和消声器之间用正确的孔 (P/N: 58-0093) [4] 更换减震器:
注意: 对于所有其他机器,用新的减震器更换减震器。

症状: 工具从刀套中掉下来。无法从刀套中取出工具。
可能的原因: 刀座或拉螺柱不正确。
纠正措施:
如果无法拆下工具,则拆下吊带弹簧 [3]。晃动工具以松开柱塞 [1]。小心不要丢失任何柱塞。拆下工具。更换弹簧。
请参阅 刀座和拉杆信息 正确刀座和拉螺柱 [2] 信息的文档。
纠正措施:
BT/CT 刀套
请参阅更换 Haas 侧挂式刀库(SMTC)上的刀套 - 视频了解有关如何卸下刀套的更多信息。
有些刀套使用叶弹簧。寻找破碎的叶弹簧。每个角堆叠 (2)。更换所有破碎的叶弹簧。
HSK 刀套
请参阅HSK 刀套和柱塞 - 更换了解有关更换 HSK 刀套的更多信息。
TG0147
正在构建 版本 A - 2025 年 8 月
Recently Viewed Items
You Have No Recently Viewed Items Yet

此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING 接受以下条件:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255





