

/2026-04-VOP-SquareComponent.jpg/_jcr_content/renditions/cq5dam.thumbnail.319.319.png) 增值选件套
增值选件套
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.
RD0057
本文档旨在帮助将机器人与下一代控制器 (NGC) 集成在机器上。Haas 维修和应用人员可以帮助确保 CNC 机器正常工作。Haas 人员不负责机器人配置或机器人单元设置。始终咨询机器人集成商,以帮助您的机器人应用。
危险: 某些服务程序可能很危险或危及生命。不要尝试您不完全理解的过程。如果您对执行一项程序有任何疑问,请联系您的 Haas 专卖店 (HFO) 并安排服务访问。
机床要求:
注意: 如果机器配备了 non-servo autodoor option 它已经有了 8M PCB option 安装。一个铣床与 non-servo autodoor 使用 8 个可用用户继电器中的 4 个进行操作。带车床的车床 non-servo autodoor 使用 8 个可用用户继电器中的 2 个进行操作。如果需要更多用户继电器,可安装辅助 8M PCB,请参阅 8M 选项 - 安装。
机器人位置:

此图显示了一个典型的机器人单元。CNC 机床位于半圆形配置中,机器人位于中心。
注意: 机器人可以转动 0 -360 度。机器人不能转动零(0 度)标记。在设计机器人单元时,可以考虑这一点。将零(0 度)位置放在机器人不行驶的区域。
容量
排屑
防护:
说明 :仅授权人员才能访问物理锁的钥匙。当结构门打开时,电子锁必须发送停止机器人的信号。
爪
物料移动和可选站
刀具使用寿命
工件夹具 铣床:
注意: 对于低于 150 psi (10.3 bar) 的压力,建议使用气动夹具。
工件夹具 车削中心

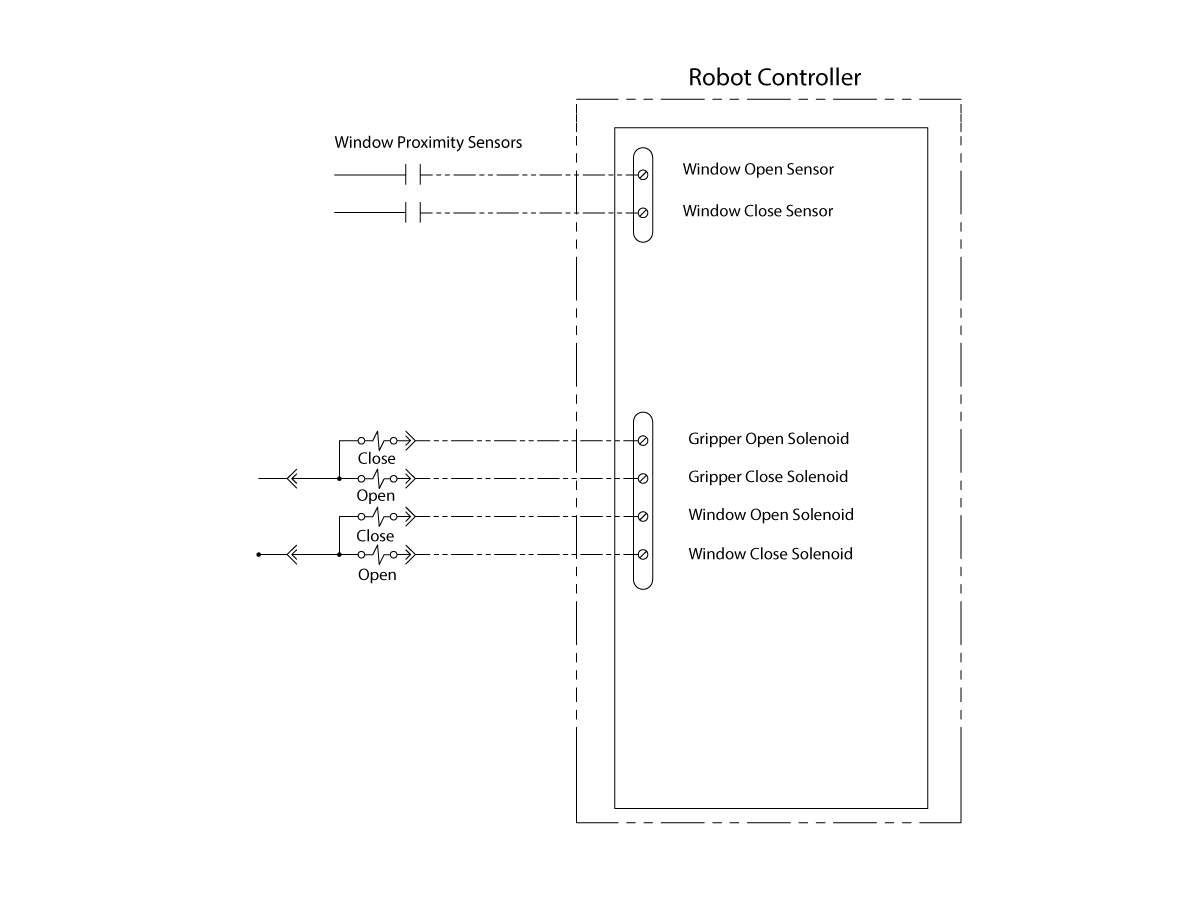
此图显示了安装在 VMC 右侧的机器人。
注意: 此机器人设置没有单元安全信号,因为 Haas 控件未监视侧窗状态。
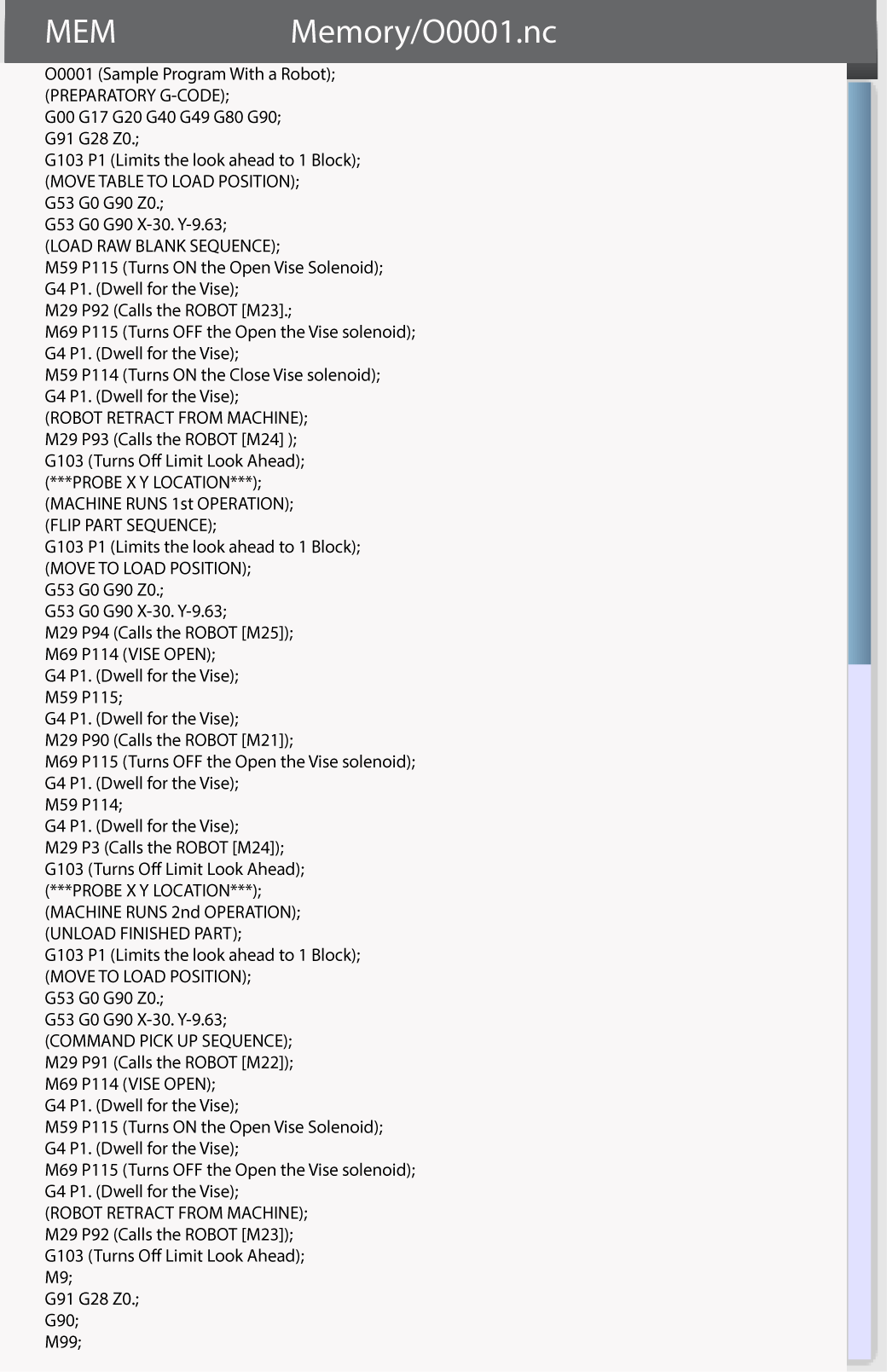
此 G 代码程序显示 Haas 控件和机器人之间的握手顺序。
注意: 下面所示的接线图用于上面列出的机器人集成示例,可能无法与您的应用一起使用。

注意: Haas 建议使用此方法,因为它涉及与机器的最小集成。
方法2: (旧版)
在机器中的每个 [E-stop] 按钮的背面安装额外的 NC 或无接触器。 然后在菊花链中连接接触器,并将信号馈送给机器人。 按下 [E-stop] 按钮时,来自接触器的信号将发送到机器人安全电路。
您可以从当地 Haas 经销商订购这些接触器。
注意: 没有可用的远程 [E-Stop] 复位信号。 一旦机器处于 [E-Stop] 状态,重置的唯一方法是物理拉动 [E-Stop] 按钮,然后按 [Reset] 按钮两次。
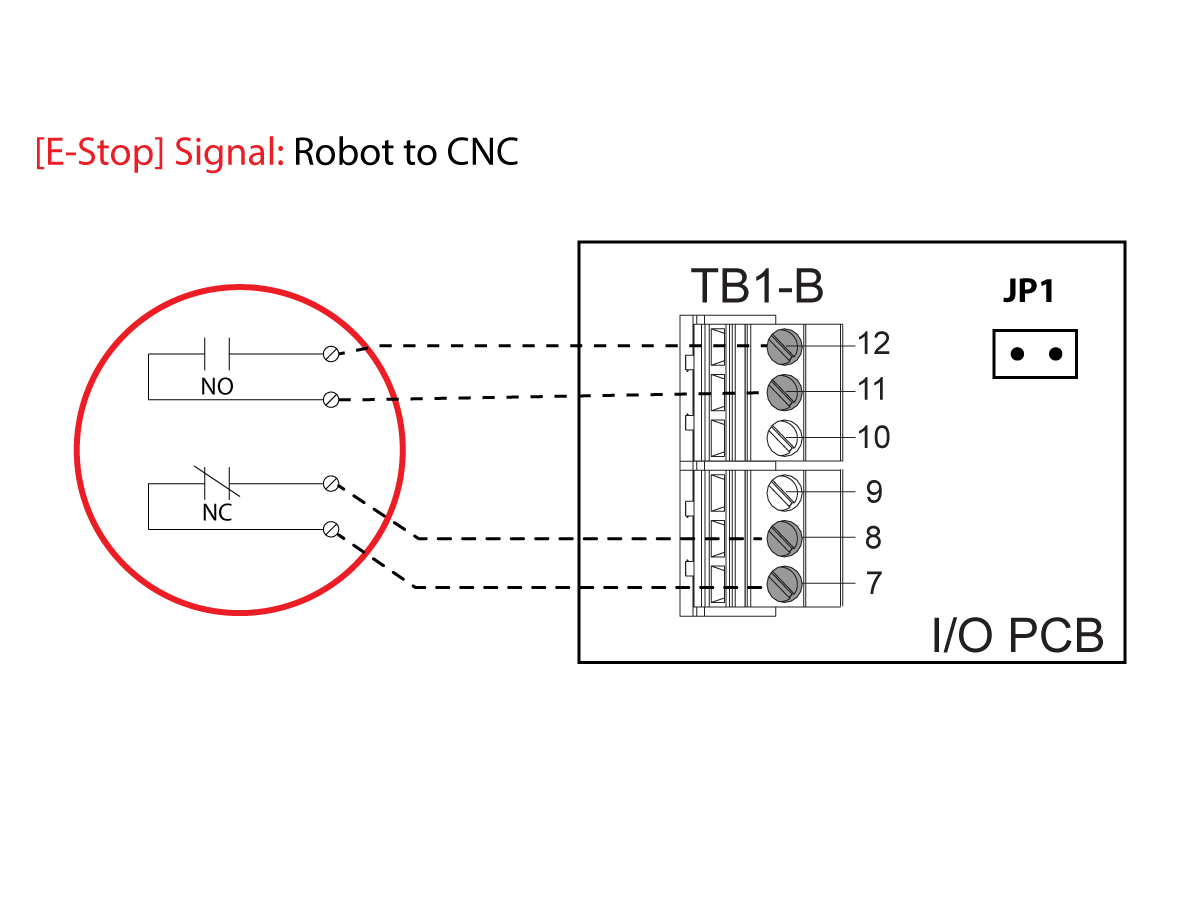
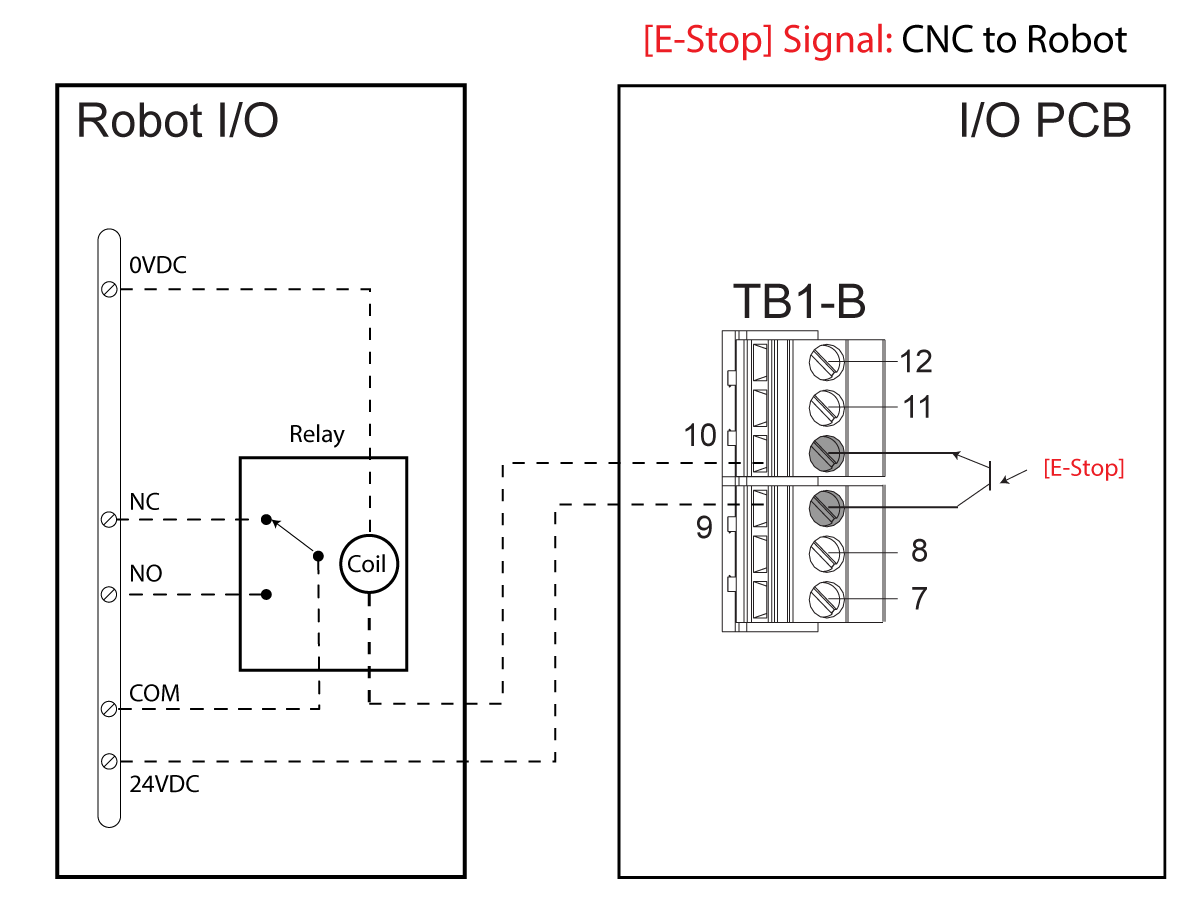
[E-Stop] 信号:机器人到 CNC
使用 TB1-B 端子 7、8、11 和 12 连接机器人 [E-stop]。
从 I/O PCB 上卸下 JP1。
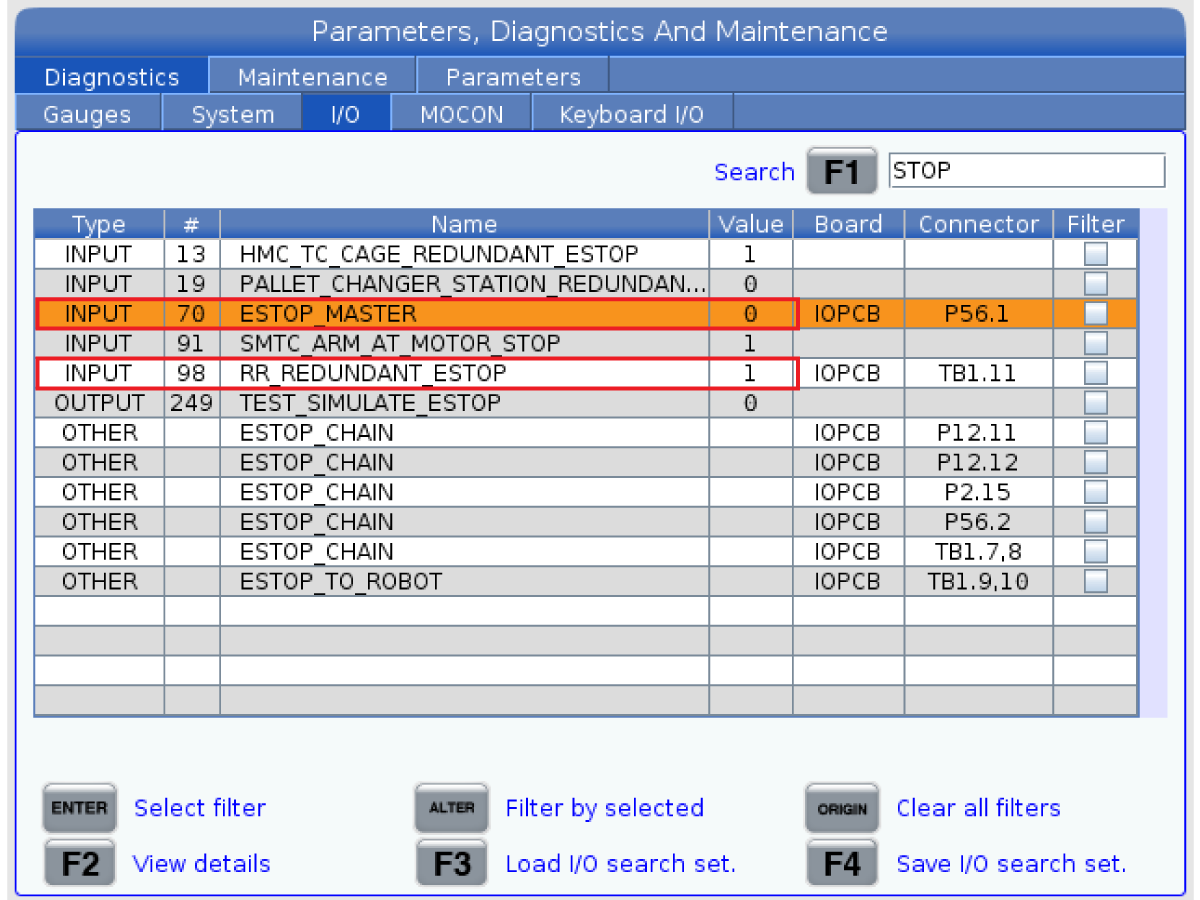
要查看数控 [E-Stop] 输入的机器人状态:
注意: 按下辅助电子停止按钮时,该控件将显示 E-STOP (4) 图标。
Cell Safe 功能允许程序在门打开时继续运行,以适应机器人单元内机器的使用。机器人集成商负责确保电池外壳的安全。通过检测从机器人单元发送到控制器的两种方法之一的信号来验证机器人单元的存在。可以使用或同时使用。
注意: 在 VMC 上,仅由控件监视前门,未监视侧窗状态。侧窗有机械锁可以用钥匙锁定。
方法 1:电池安全输入脉冲
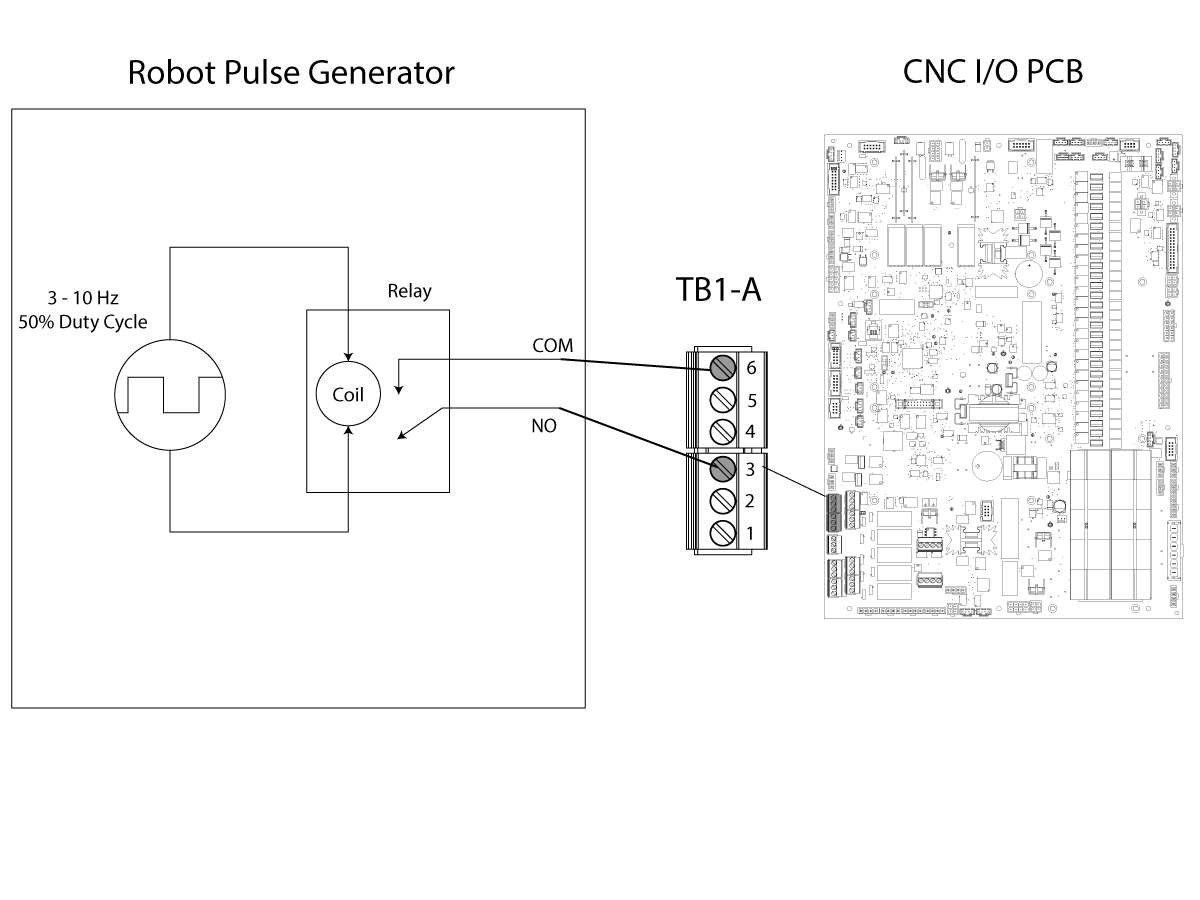
机械手向 CNC 控制发送脉冲信号。
注意: 如果向这些输入端子施加外部电压,则 I/O PCB 将发生损坏。
要查看细胞安全输入脉冲的状态:
如果控制器接收脉冲,输入 #103 CELL_SAFE 值将从 0 切换为 1。
方法 2:宏可变定时器
对于第二种方法,机器人在程序宏变量中写入一个值 #3196 通过以太网。
此变量可以随时读取,但只能由以太网设置,不能由 g 代码程序设置。它有 0-5000 毫秒的范围。计时器将从此值倒计时。当它达到零时,单元格不再被视为安全。为了保持单元安全的连续性,该变量应在计数器达到零之前重置。
注意:第二种方法可能更适合与失能开关一起使用,或用于机器人的教学模式。
有关如何写入计算机变量的详细信息,请参阅 机器数据收集 - NGC。
当程序运行时,机器监控两种信号方法是否存在单元安全信号。此功能不需要启用或禁用。如果在存在单元安全信号时打开门,则激活程序将在门打开时继续。当存在有效的单元安全信号且门打开时,主轴速度有限。最大主轴速度是设置值 292,门打开主轴限速。如果在主轴RPM超过限值时开门,主轴将降速到RPM限值。
如果门打开且单元不安全,则机器将进入门保持 - 轴运动停止,主轴速度受限。
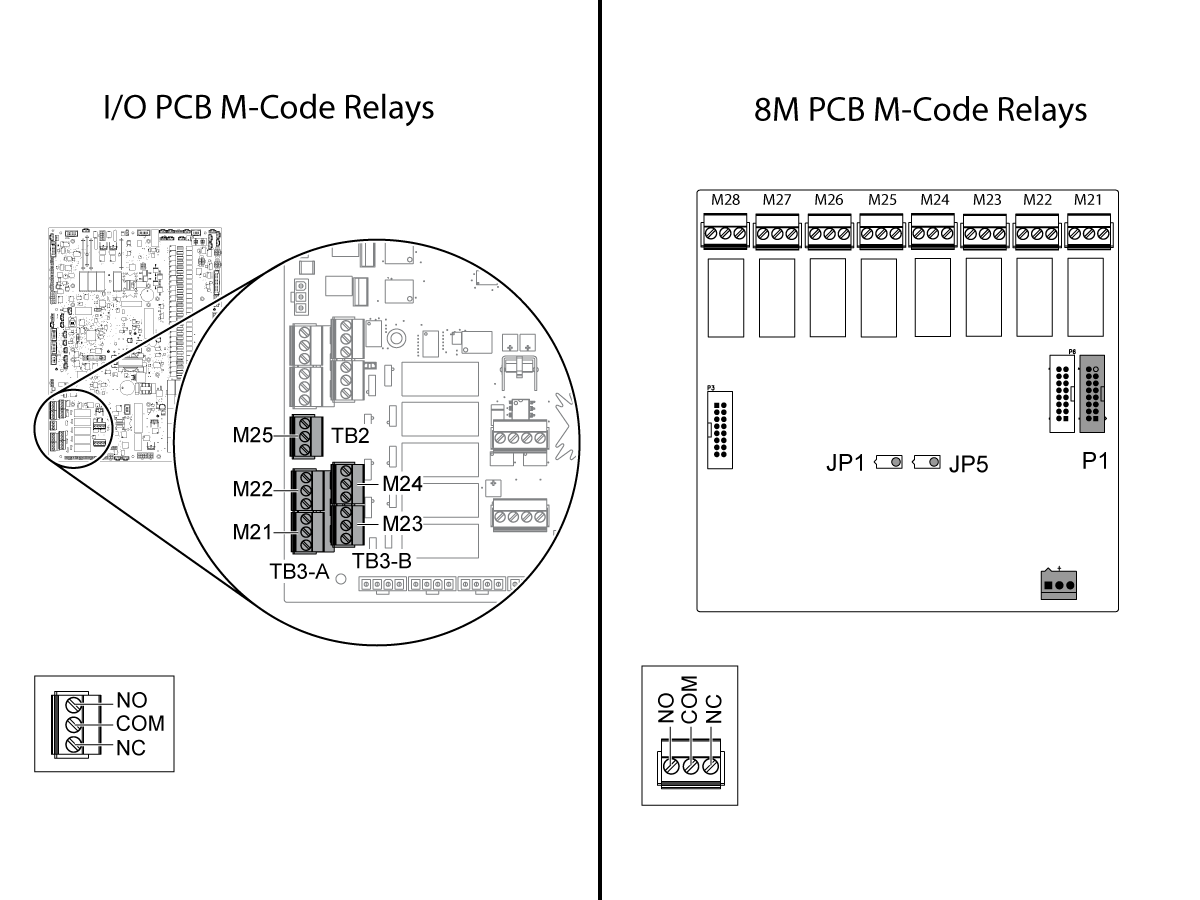
NGC I/O PCB 具有 (5) 个用户继电器输出。8M 选项具有 (8) 个用户继电器输出。
这些继电器可以通过两种方法操作。
方法 1:开/关
M59 Pnnn (ON) 和 M69 Pnnn (OFF) 代码可用于激活探头、辅助泵、夹紧装置等。把这些辅助设备连接到继电器的端子板上。这些继电器触点与所有其他电路隔离,可在 3.0 A 时切换至 120 V 交流电。继电器为单极双掷 (SPDT)。
注意:按 RESET 按钮将关闭任何已激活的 M 代码继电器。
方法 2:打开并等待 M-Fin 信号
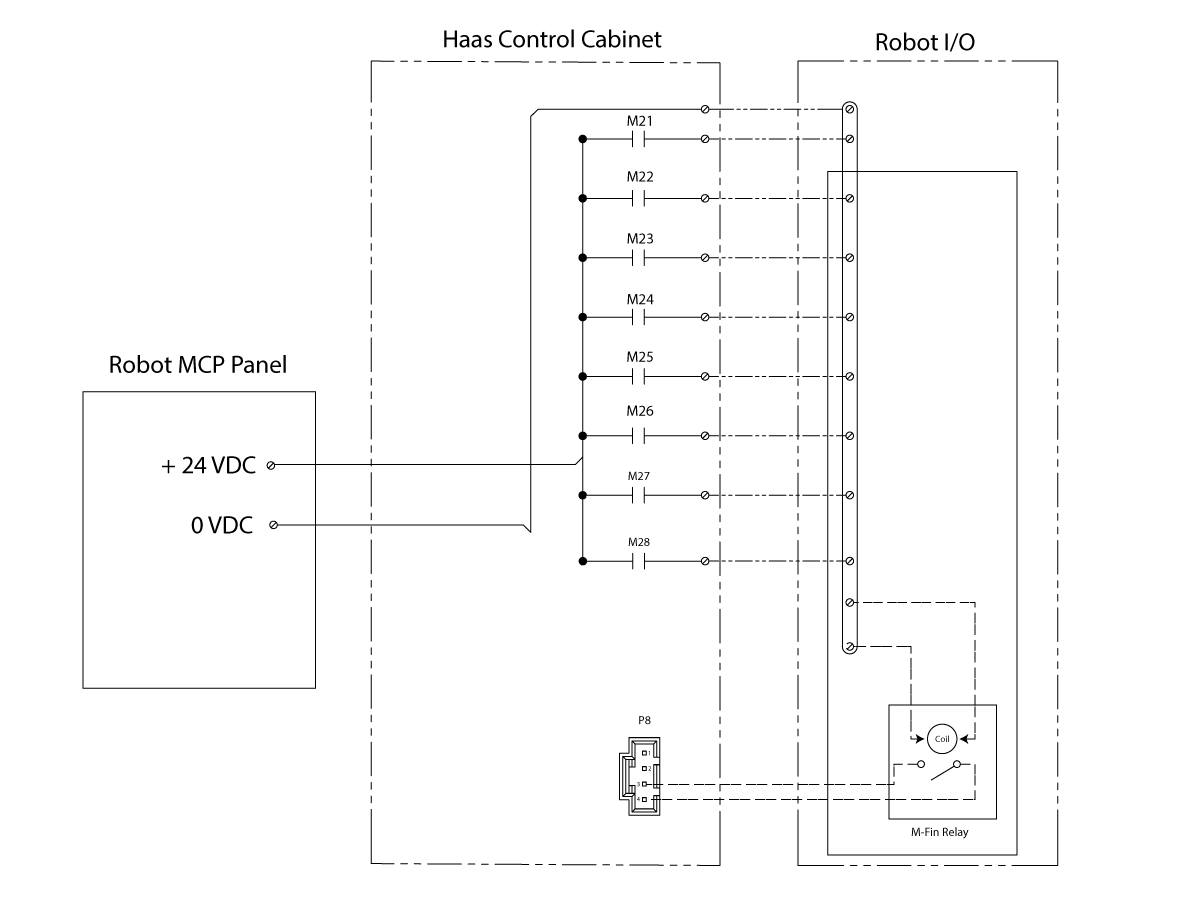
M29 Pnnn(铣床)和 M129 Pnnn(车床)代码用于调用机器人执行任务。 当 Haas 控件执行这些代码时,它将打开继电器并等待机器人完成任务。 机器人将完成任务,然后将 M-FIN 信号发送到 Haas 控制。 当控制系统收到 M-Fin信号时,继电器将切断,程序将继续。
RESET(复位)按钮将停止任何等待附件(由继电器激活)完成的操作。
用户 M 代码继电器功能代码表
此表包含 I/O PCB 上 5 个用户继电器的地址代码和已安装的三个 8M 选项 PCB。从软件版本 100.19.000.1400 起,M 代码继电器复位行为已更改。如果需要更多 M 代码,请参阅 8M 安装程序。
| 用户中继位置 | 打开 | 关闭 | 打开并等待 M-FIN 信号 | 将通过 [RESET]、[E-STOP]或警报关闭 |
| I/O PCB M21 TB3A:1,2,3 | M59 P114 | M69 P114 | 铣床:M29 P114,车床:M129 P114 | 是 |
| I/O PCB M22 TB3A:4,5,6 | M59 P115 | M69 P115 | 铣床:M29 P115,车床:M129 P115 | 是 |
| I/O PCB M23 TB3B:7,8,9 | 不适用 - 仅 Haas 机器人套装¹ | 不适用 - 仅 Haas 机器人套装¹ | 不适用 - 仅 Haas 机器人套装¹ | 是 |
| I/O PCB M24 TB3B: 10,11,12 | 不适用 - 仅 Haas 机器人套装¹ | 不适用 - 仅 Haas 机器人套装¹ | 不适用 - 仅 Haas 机器人套装¹ | 是 |
| I/O PCB M25 TB2:1,2,3 | M59 P112 | M69 P112 | 铣床:M29 P112,车床:M129 P112 | 是 |
注意:
| 用户中继位置 | 打开 | 关闭 | 打开并等待 M-FIN 信号 | 将通过 [RESET]、[E-STOP]或警报关闭 |
| 8M PCB #1(JP1 和 JP5) M21 | M59 P90 | M69 P90 | 铣床:M29 P90,车床:M129 P90 | 是¹ |
| 8M PCB #1(JP1 和 JP5) M22 | M59 P91 | M69 P91 | 铣床:M29 P91,车床:M129 P91 | 是¹ |
| 8M PCB #1(JP1 和 JP5) M23 |
M59 P92 | M69 P92 | 铣床:M29 P92,车床:M129 P92 | 是¹ |
| 8M PCB #1(JP1 和 JP5) M24 |
M59 P93 | M69 P93 | 铣床:M29 P93,车床:M129 P93 | 是¹ |
| 8M PCB #1(JP1 和 JP5) M25 |
M59 P94 | M69 P94 | 铣床:M29 P94,车床:M129 P94 | 是¹ |
| 8M PCB #1(JP1 和 JP5) M26 |
M59 P95 | M69 P95 | 铣床:M29 P95,车床:M129 P95 | 是¹ |
| 8M PCB #1(JP1 和 JP5) M27 |
M59 P96 | M69 P96 | 铣床:M29 P96,车床:M129 P96 | 是¹ |
| 8M PCB #1(JP1 和 JP5) M28 |
M59 P97 | M69 P97 | 铣床:M29 P97,车床:M129 P97 | 是¹ |
注意:
| 用户中继位置 | 打开 | 关闭 | 打开并等待 M-FIN 信号 | 将通过 [RESET]、[E-STOP]或警报关闭 |
| 8M PCB #2 (JP2 and JP5) M21¹ |
M59 P103 | M69 P103 | 铣床:M29 P103,车床:M129 P103 | 是/否² |
| 8M PCB #2(JP2 和 JP5) M22¹ |
M59 P104 | M69 P104 | 铣床:M29 P104,车床:M129 P104 | 是/否² |
8M PCB #2(JP2 和 JP5) M23¹ |
M59 P105 | M69 P105 | 铣床:M29 P105,车床:M129 P105 | 是/否² |
8M PCB #2(JP2 和 JP5) M24¹ |
M59 P106 | M69 P106 | 铣床:M29 P106,车床:M129 P106 | 是/否² |
| 8M PCB #2(JP2 和 JP5) M25¹ |
M59 P107 | M69 P107 | 铣床:M29 P107,车床:M129 P107 | 是/否² |
| 8M PCB #2(JP2 和 JP5) M26¹ |
M59 P108 | M69 P108 | 铣床:M29 P108,车床:M129 P108 | 是/否² |
| 8M PCB #2(JP2 和 JP5) M27¹ |
M59 P109 | M69 P109 | 铣床:M29 P109,车床:M129 P109 | 是/否² |
| 8M PCB #2(JP2 和 JP5) M28¹ |
M59 P110 | M69 P110 | 铣床:M29 P110,车床:M129 P110 | 是/否² |
说明
:| 用户中继位置 | 打开 | 关闭 | 打开并等待 M-FIN 信号 | 将通过 [RESET]、[E-STOP]或警报关闭 |
| 8M PCB #3(JP3 和 JP5)M21 | M59 P79 | M69 P79 | 铣床:M29 P79,车床:M129 P79 | 否 |
| 8M PCB #3(JP3 和 JP5)M22 | M59 P80 | M69 P80 | 铣床:M29 P80,车床:M129 P80 | 否 |
| 8M PCB #3(JP3 和 JP5)M23 | M59 P81 | M69 P81 | 铣床:M29 P81,车床:M129 P81 | 否 |
| 8M PCB #3(JP3 和 JP5)M24 | M59 P82 | M69 P82 | 铣床:M29 P82,车床:M129 P82 | 否 |
| 8M PCB #3(JP3 和 JP5)M25 | M59 P83 | M69 P83 | 铣床:M29 P83,车床:M129 P83 | 否 |
| 8M PCB #3(JP3 和 JP5)M26 | M59 P84 | M69 P84 | 铣床:M29 P84,车床:M129 P84 | 否 |
| 8M PCB #3(JP3 和 JP5)M27 | M59 P85 | M69 P85 | 铣床:M29 P85,车床:M129 P85 | 否 |
| 8M PCB #3(JP3 和 JP5)M28 | M59 P86 | M69 P86 | 铣床:M29 P86,车床:M129 P86 | 否 |
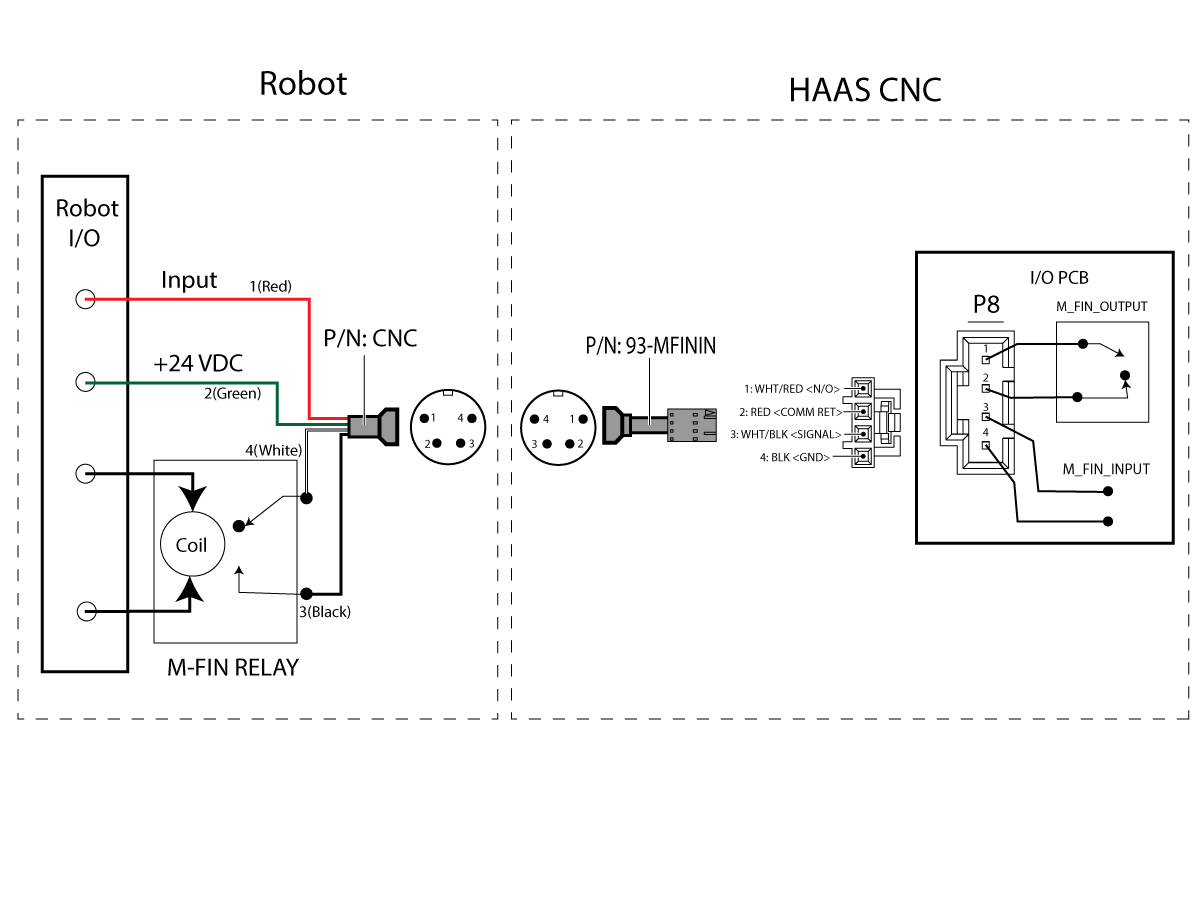
M-Fin 功能可以通过安装内线线束来设置 P/N:93-MFININ ,并使用 M-Fin 电缆 P/N:CNC 与机器人接口。
M-Fin 输入: 使用 M29 Pxxxx M 代码。引脚 3,4 用于此输入。
重要: 使用继电器激活此输入(参见图示)。不要向此输入施加电压。当检测 M-Fin 信号时,诊断 #18 M_FIN_INPUT 位将切换。
M-Fin 输出: 这是内置于 I/O PCB 中的常开继电器。引脚 1,2 用于此继电器。可以使用 M59 P4 激活或 M69 P4停用此继电器。
在 Haas 机器上,建议安装控制器和车门打开传感器。这些传感器将为机器人提供输入,用于确定操作是否安全。任何接近传感器都可用于这些应用。控制器接近传感器用于确认控制器处于机械手操作的安全位置。车门打开传感器确认自动门完全打开,可以安全进入机器。
如果您的机器有 2 个门(如 VMC 中),则可以安装 2 个传感器,每个门一个传感器,然后必须按照如下所示的方式分离输入或串联它们,以便必须通电才能发送信号。
外部传感器可以直接连接到机器人,也可以连接到用于与机器人通信的接口。

此设置用于指定监测工件夹具夹紧状态的输入编号。
机床将生成警报:180“夹具未夹紧”:
注意: 此功能仅在进给运动期间监视传感器。在快速运动或手柄点动期间,它将不会监控传感器。
下图显示了辅助压力开关集成。接地连接到终端 6. 端子 5 是输入 #97 WORK_HOLD_CLAMP。对于此示例,将 276 设置为 97。
注意: 工件夹持输入应该由 NC 或 NO 空气传感器触发。由于已存在 12v 电源,传感器将充当触发输入的开关,因此不应将电压连接到此输入
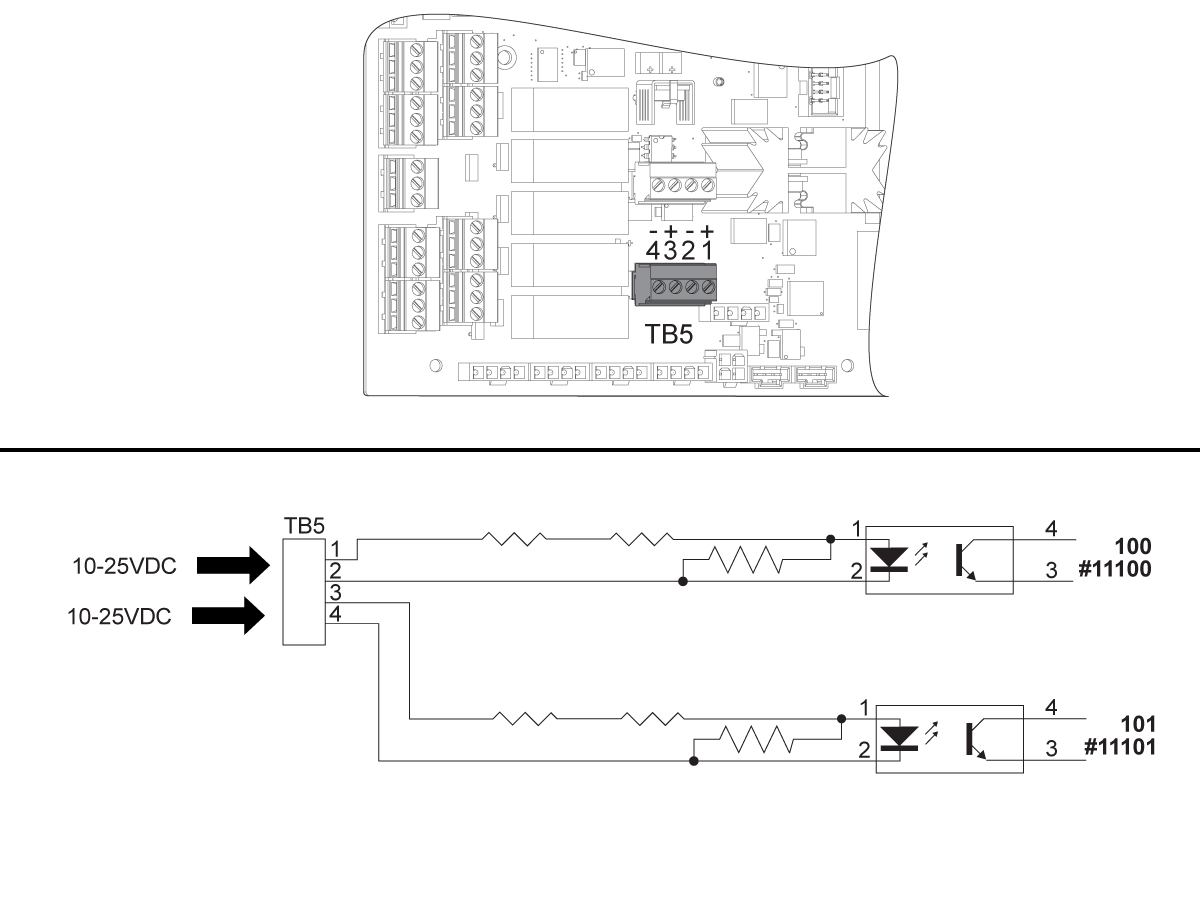
I/O PCB上的用户输入
I/O PCB 包括在 TB5 的 (2) 个可用输入 (100 (#11100) 和 101 (#11101))。
注意:连接到这些输入的设备必须有自己的电源。
设备在销 1 与销 2 之间施加 10-25 V 的直流电压时,输入 100 位(宏 #11100)从 1 变为 0。
设备在销 3 与销 4 之间施加 10-25 V 的直流电压时,输入 101 位(宏 #11101)从 1 变为 0。
Recently Viewed Items
You Have No Recently Viewed Items Yet

此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING 接受以下条件:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255





