
-
機械
-
立型マシニングセンター
立型マシニングセンター
-
多軸制御ソリューション
多軸制御ソリューション
-
旋盤
旋盤
-
横型マシニングセンター
横型マシニングセンター
-
ロータリーとインデクサ
ロータリーとインデクサ
-
オートメーション システム
オートメーション システム
-
デスクトップ機械
デスクトップ機械
-
工場機器
工場機器
-
製造機械
製造機械
ショッピングツール -
立型マシニングセンター
- オプション
-
Why Haas
Haasの特徴を見る
-
サービス
Haas Service へようこそ
- ビデオ
-
ショッピングツール
-





















---installation/Renishaw-MPF40-2-Set-up-Probe.png)
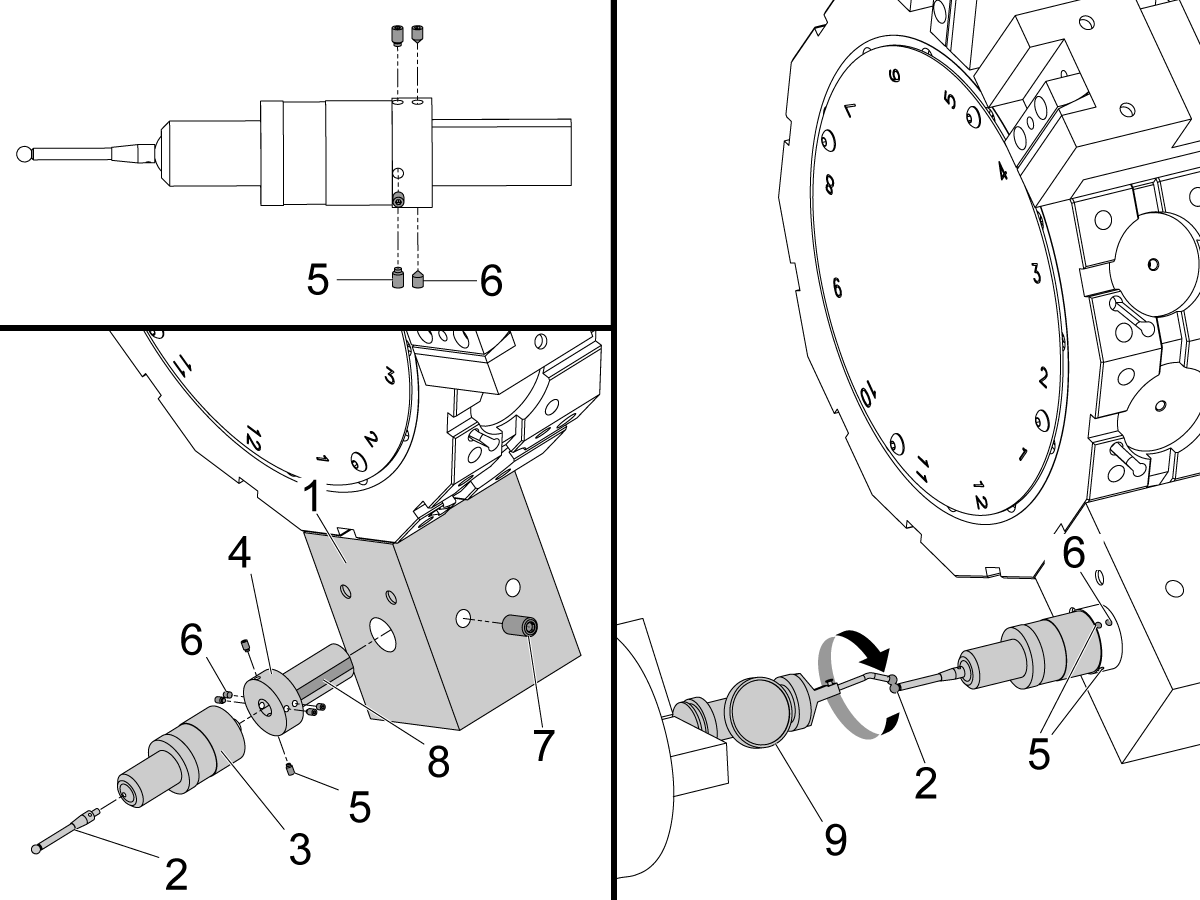
---installation/Renishaw-Probe-Mill-Install-Toolholder_4.png)
---installation/Renishaw-OMP40-1-Align-Probe.png)
---installation/work-probe-adjust.png)
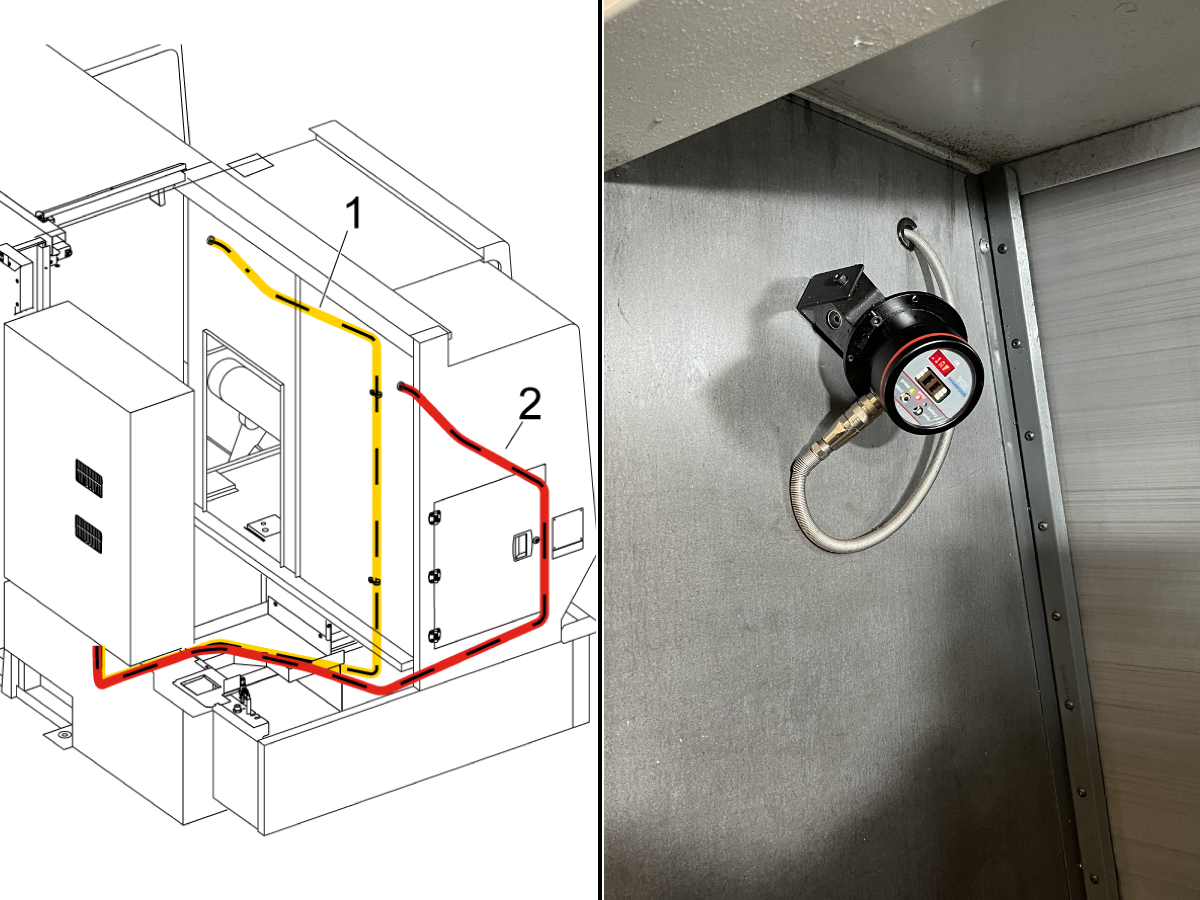
---installation/Reinshaw-Install.jpg)
---installation/Renishaw-OTS-Battery-Installation.png)
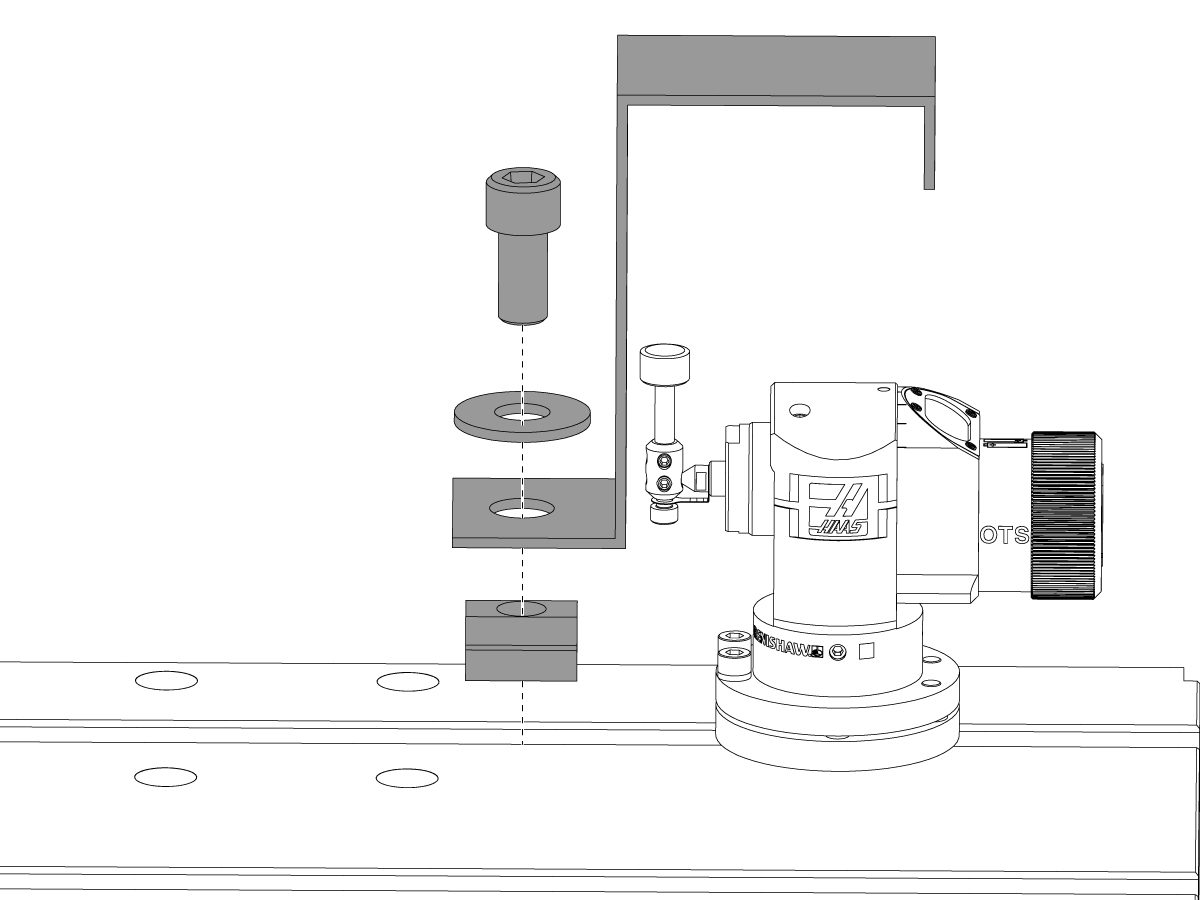
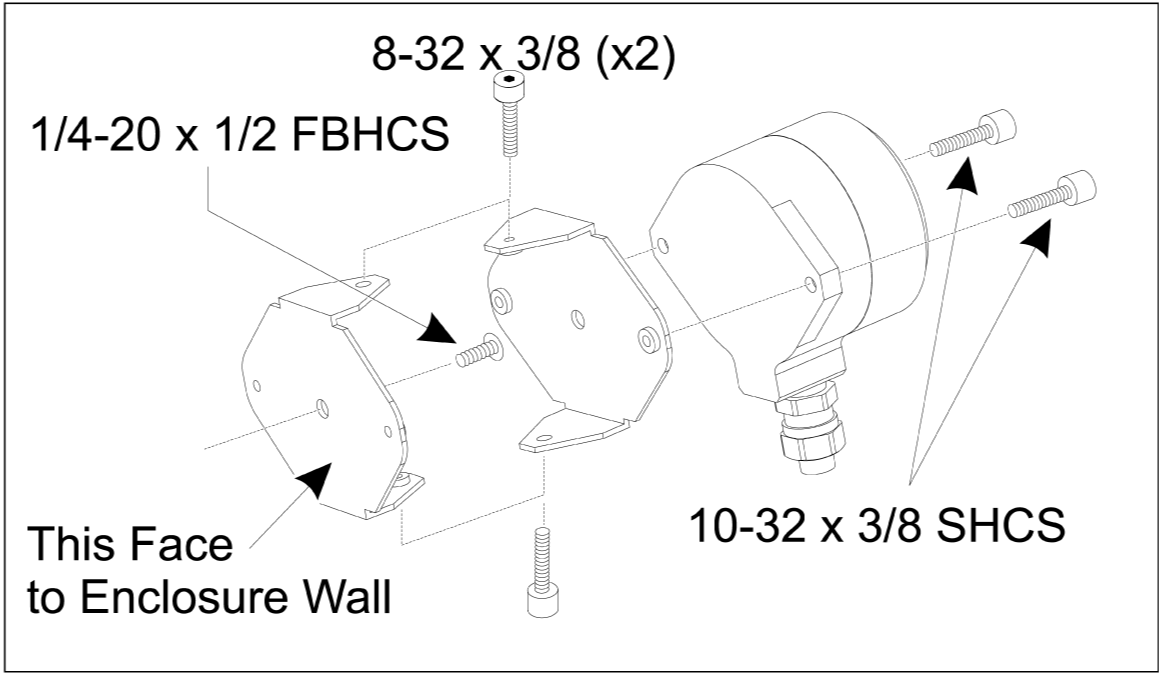
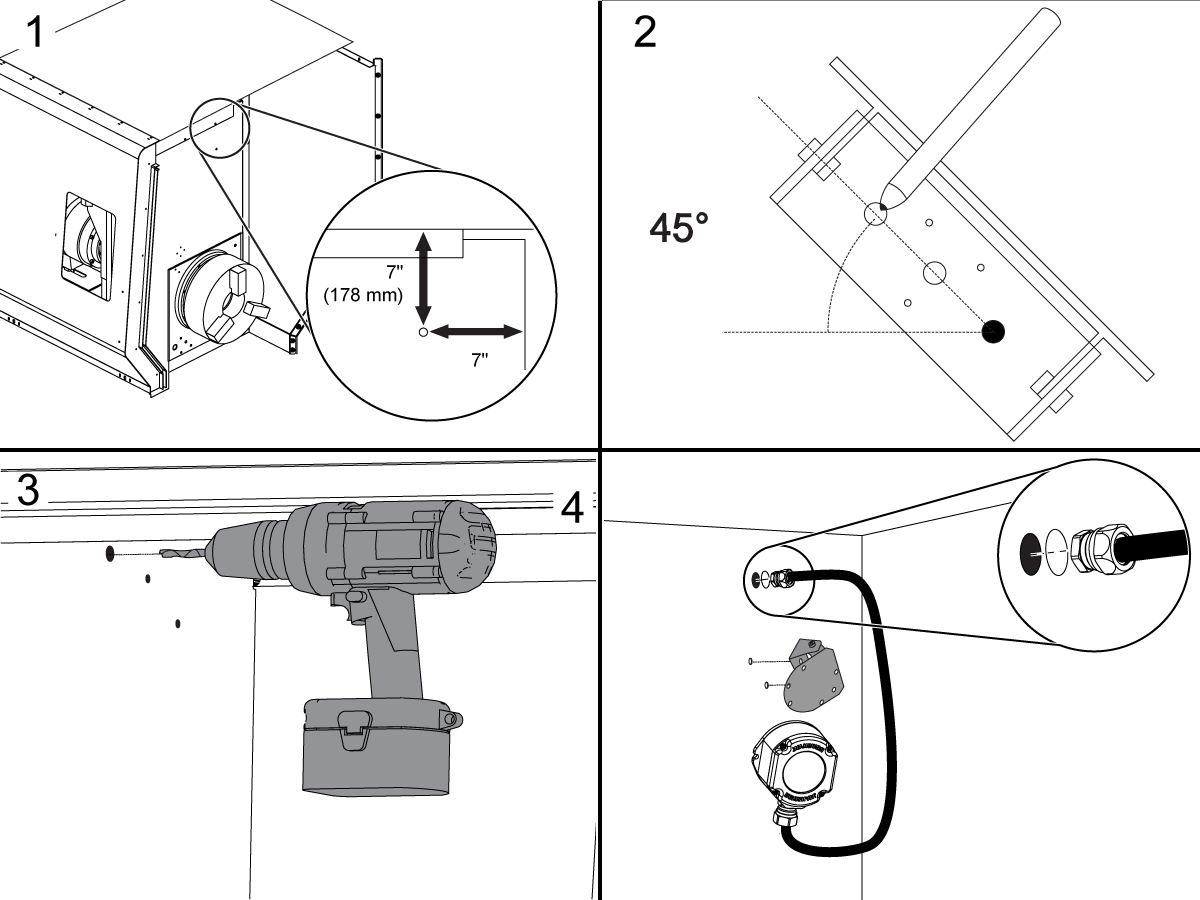
---installation/Renishaw-OTS-Mount-the-Base.png)
---installation/Renishaw-OTS-Calibrate-Sensor-FA.png)
---installation/Renishaw-OTS-Rotate-Base.png)
---installation/Renishaw-OTS-598-Settings.png)

/WIPS_Calib_Bar_Length2_MW.png)
/WIPS_Calib_Cal_Bar-to-Wrk_Probe2.png)
/WIPS_Calib_WP_Ring_Gauge4_MW.png)



