主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

Recently Viewed Items
You Have No Recently Viewed Items Yet
AD0406
版本 C - 2026 年 6 月
Haas Bar Feeder适用于 ST10/15/20/25/30/35 和 DS-30 车床。
不适用于带变速箱的 ST-30/35 或 DS-30 车床。
此程序所述为如何安装 2017 年 6 月之后生产的送料器。如果您配备了 CHC 机床,请按照以下步骤操作。
机器兼容性:
| 产品 | 软件版本 | I/O PCB | 轴电机类型 | 出厂设置 13.116 BF 轴编码器类型 |
| Haas 送料器 | 100.17.000.2030 或更高版本 | 34-308xC 带 TC PCB (93-32-5502) 的 34-3490x |
Sigma - 5 | 7 |
| Haas 送料器 V2 | 100.17.000.2030 或更高版本 | 34-308xC 带 TC PCB (93-32-5502) 的 34-3490x |
Sigma - 7 注意:该电机的编码器外壳后部有一条蓝线。 |
8 |
注意: 不要丢弃锚固套件。
按下车床上的 [POWER OFF]。
将主断路器设置为“关闭”位置。
锁定主断路器。使用带有已批准安全标签的已批准锁。
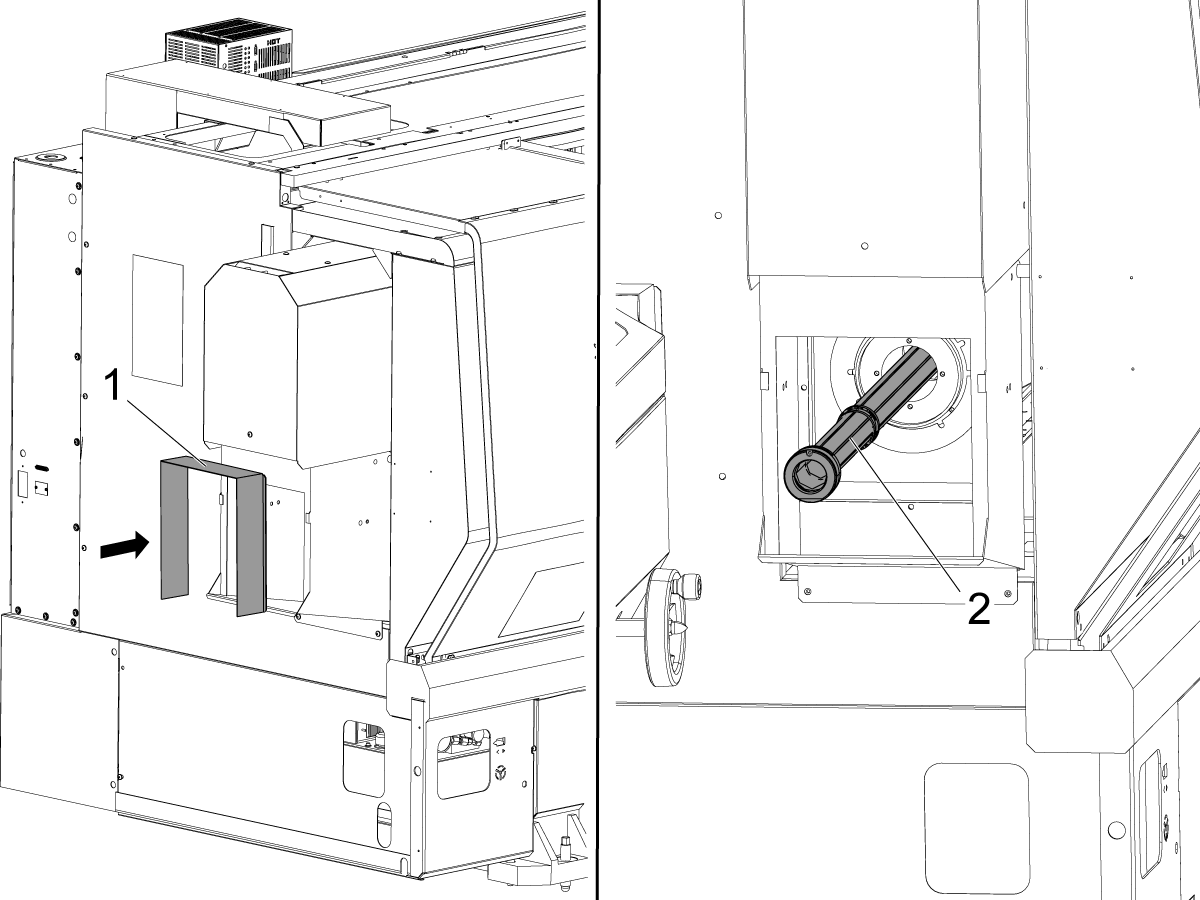
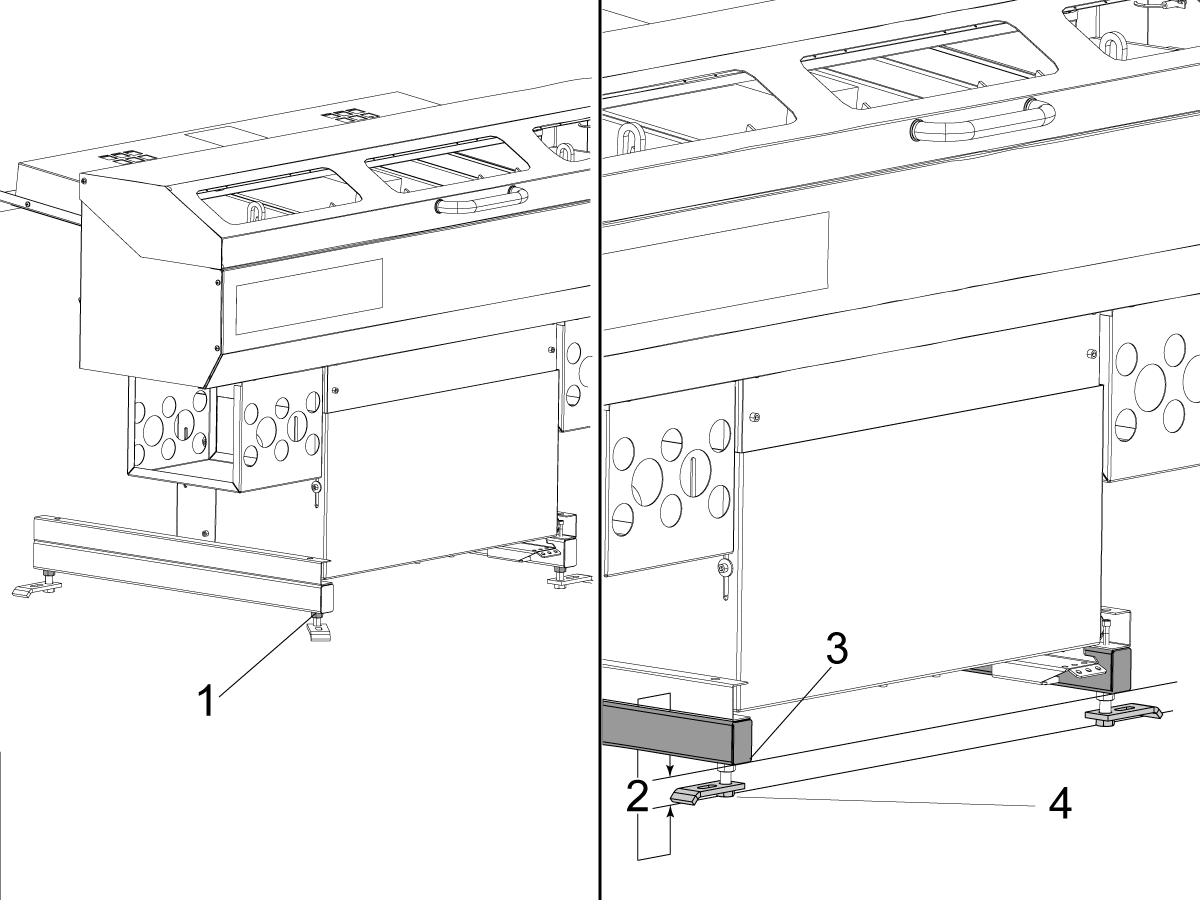
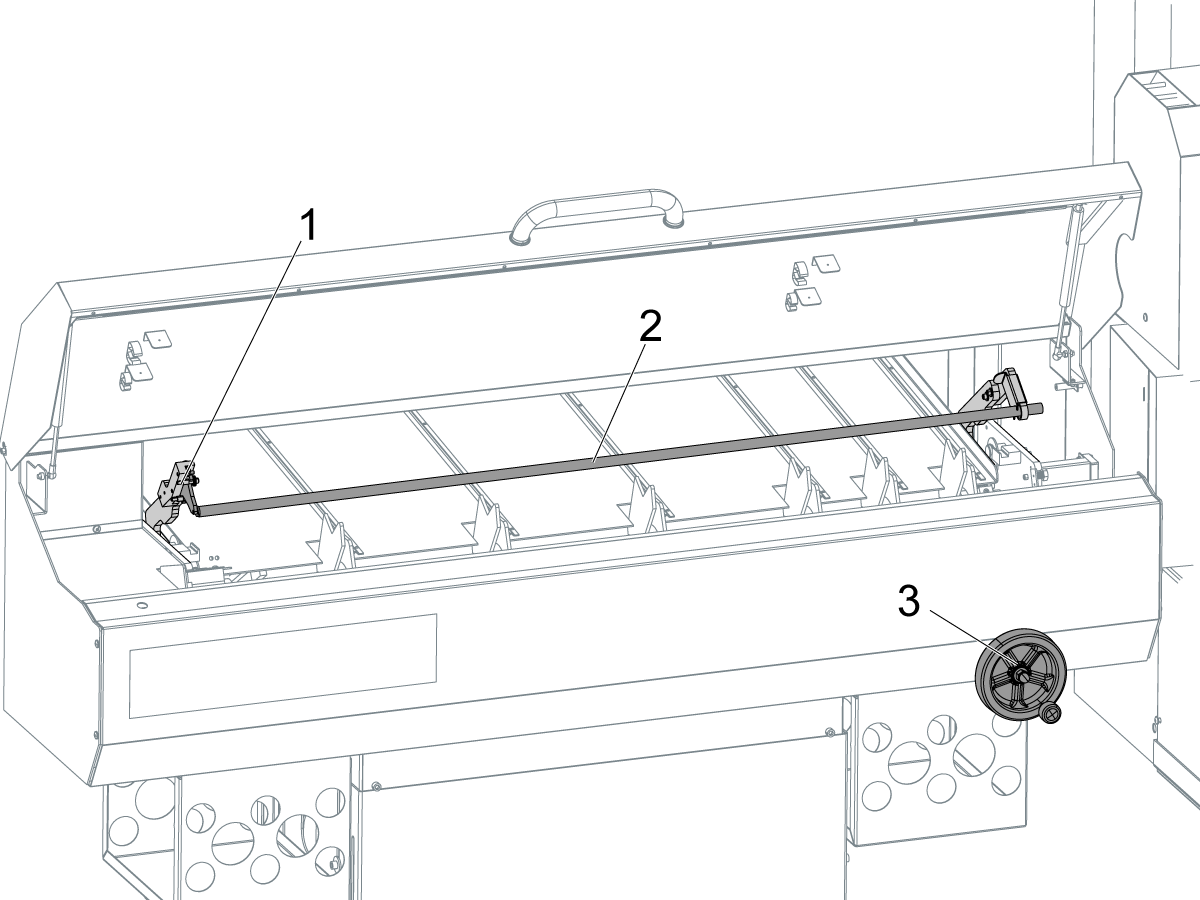
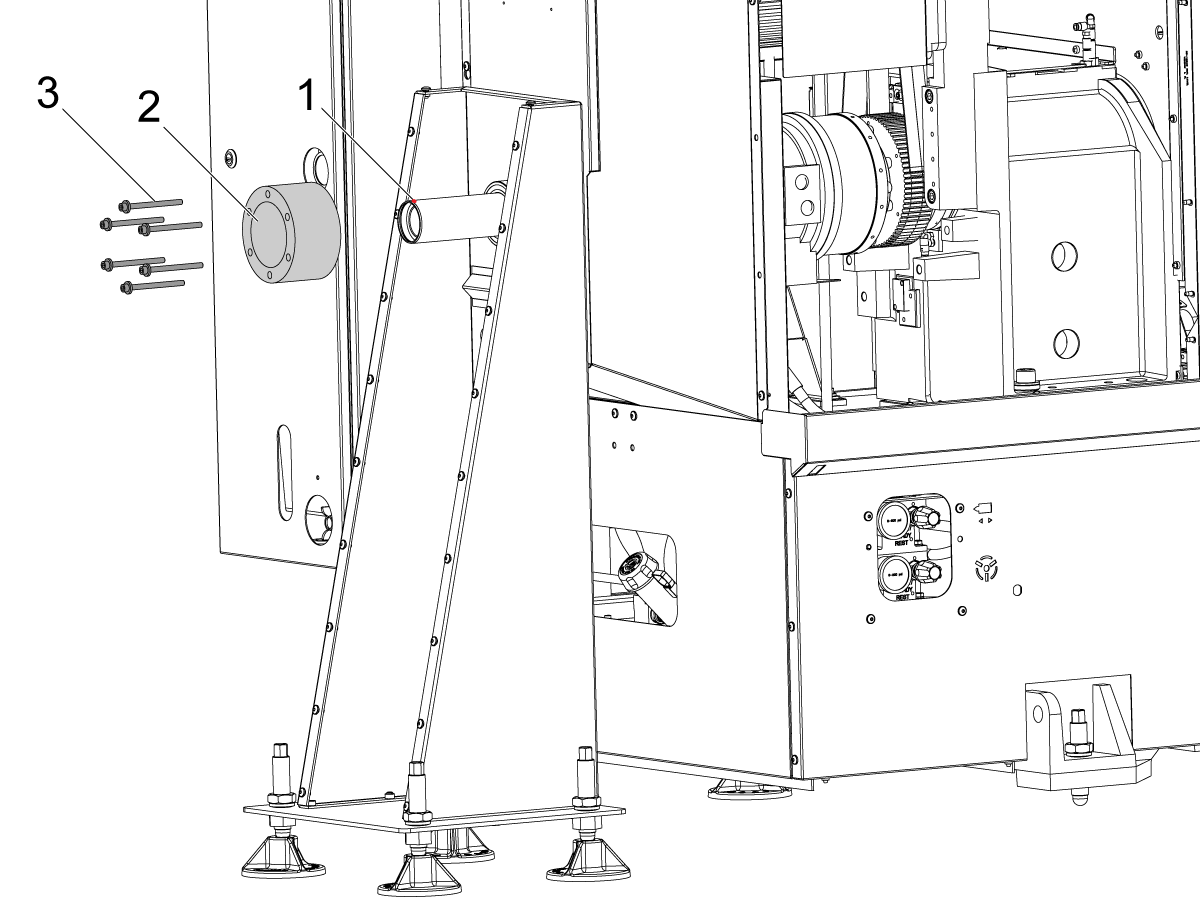
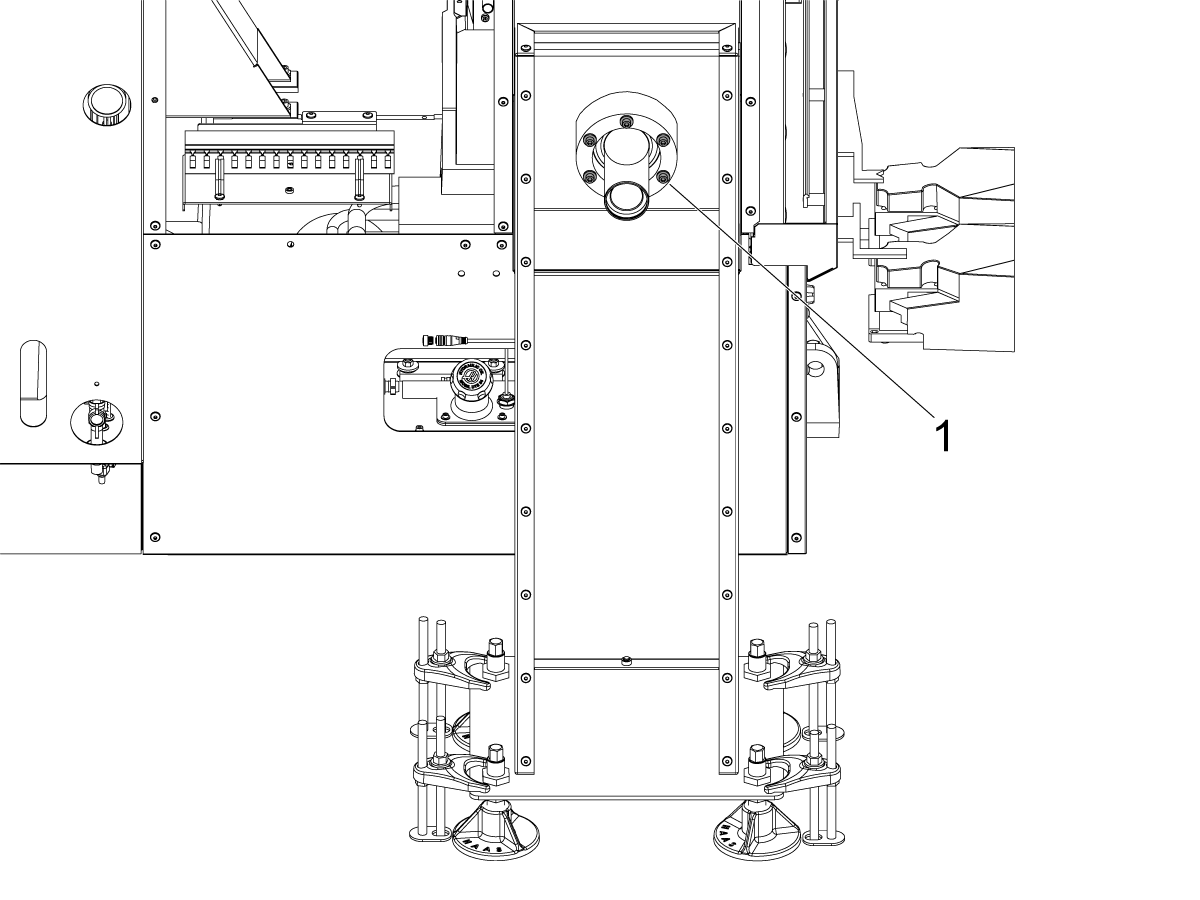
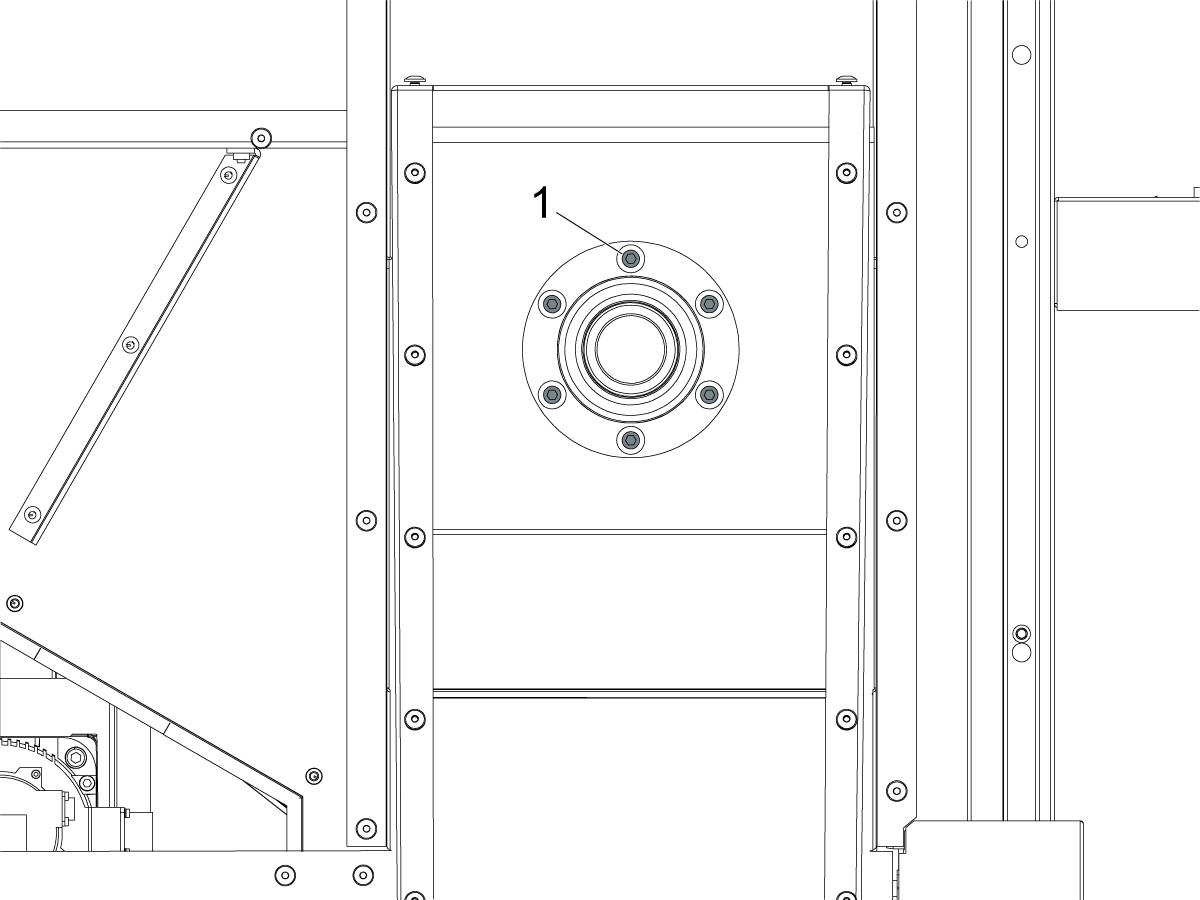
如果车床是 ST-35,或者如果机床在 2015 年 11 月 1 日之前生产,请将冷却液收集器扩展件 [1] 安装到车床上。
将主轴衬套适配器 [2] 连接到主轴。请参阅 车床 - 挤压主轴衬套 - 适配器套件 - 安装。如果车床是 ST-35,请参阅 车床 - ST-30/30Y 大孔、ST-35/35Y - 主轴衬套套件 - 安装。
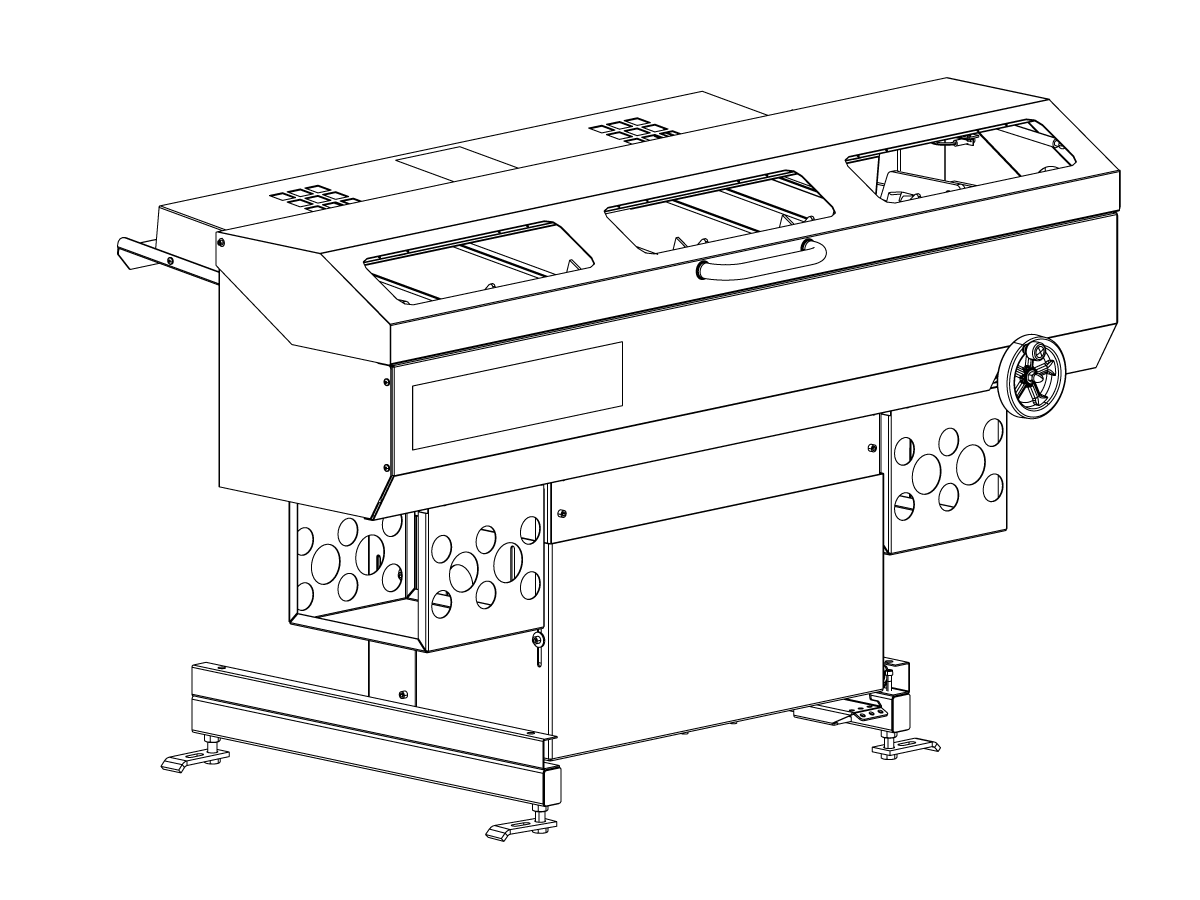
将送料器放在车床旁边。
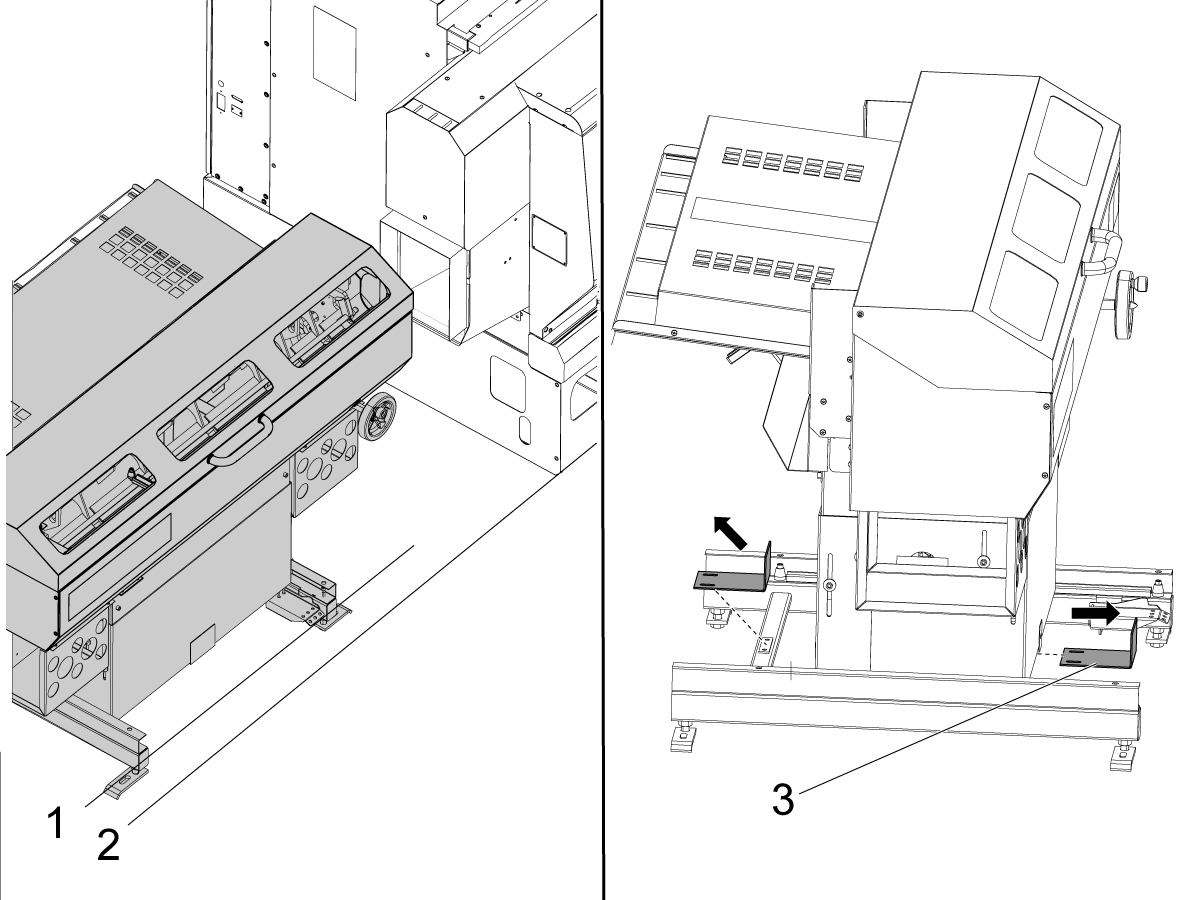
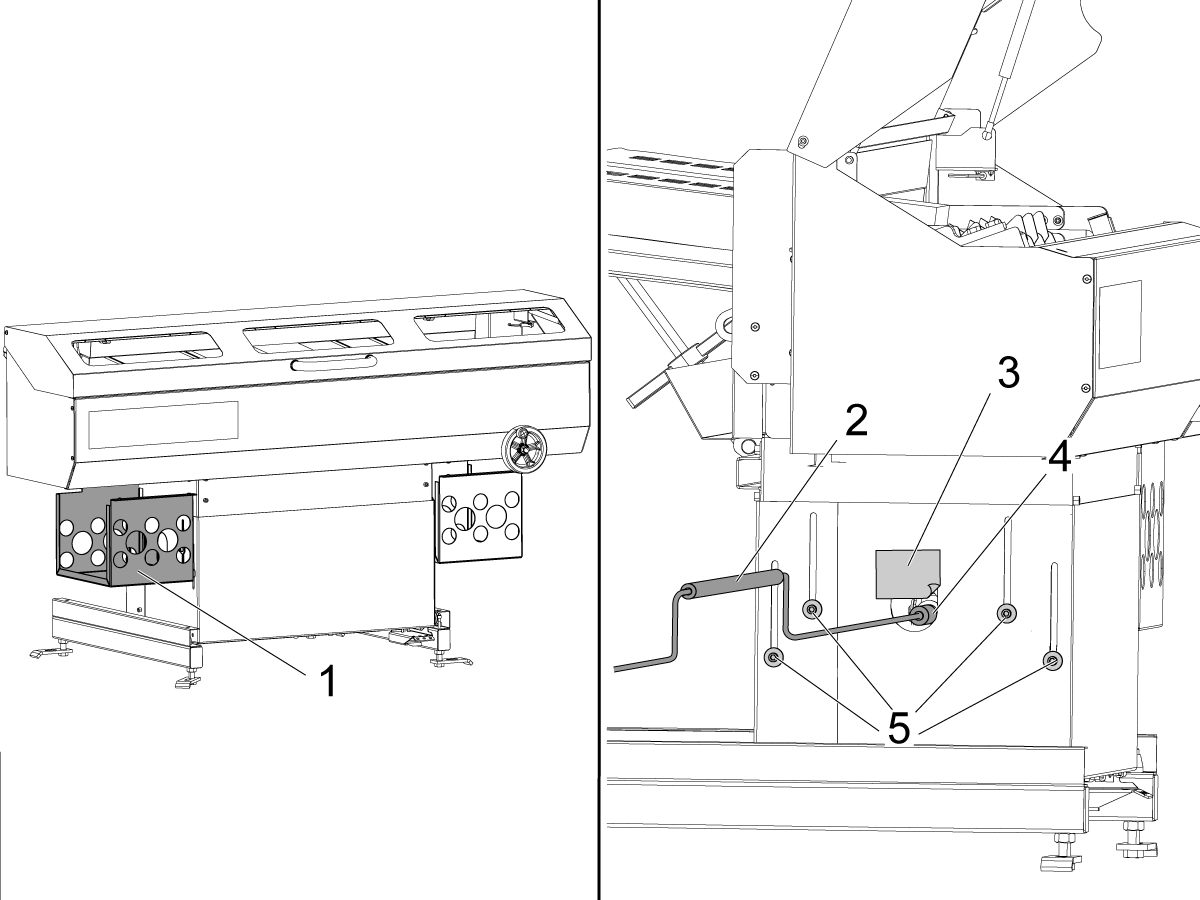
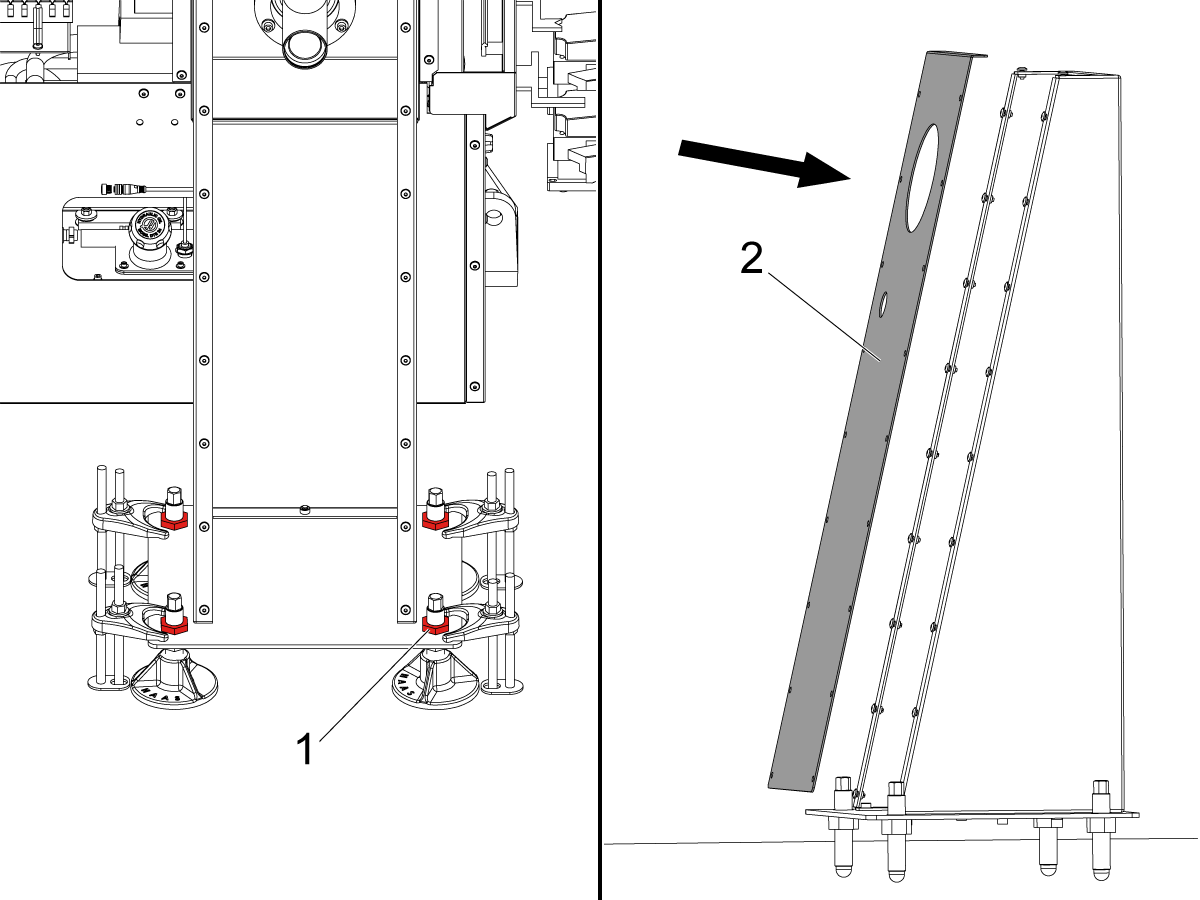
确保框架末端 [1] 与车床的正面 [2] 平行。
从送料器框架上拆下装运支架 [3]。

从送料器两侧拆下装运螺栓 [1]。
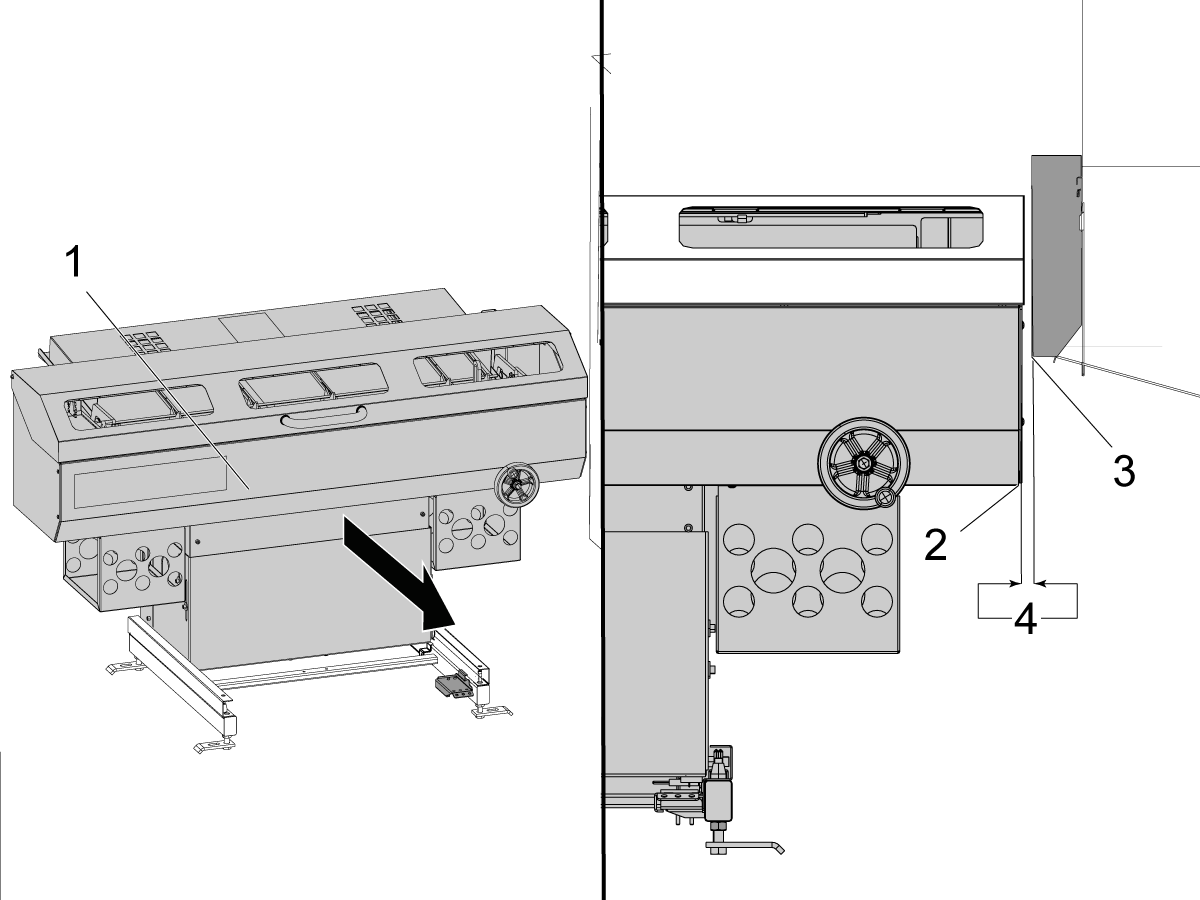
向前拉送料器 [1],直到将其锁定到位。
找到送料器的末端 [2]。
如果车床是 ST-35,则找到冷却液收集器扩展件的末端 [3]。
如果车床是 ST-10、ST-15、ST-20、ST-25、ST-30 或 DS-30,则找到冷却液收集器的边缘。
确保它们之间的空间 [4] 约为 0.50"(13 毫米)。
警告: 如果此距离设置不正确,则新棒料的第一次推动将超过初始推动长度位置,或按“前进棒料”时 [F3],将推动棒料超过主轴端面的末端。按照此距离的差异调整参数 602 。长度单位为 毫米。
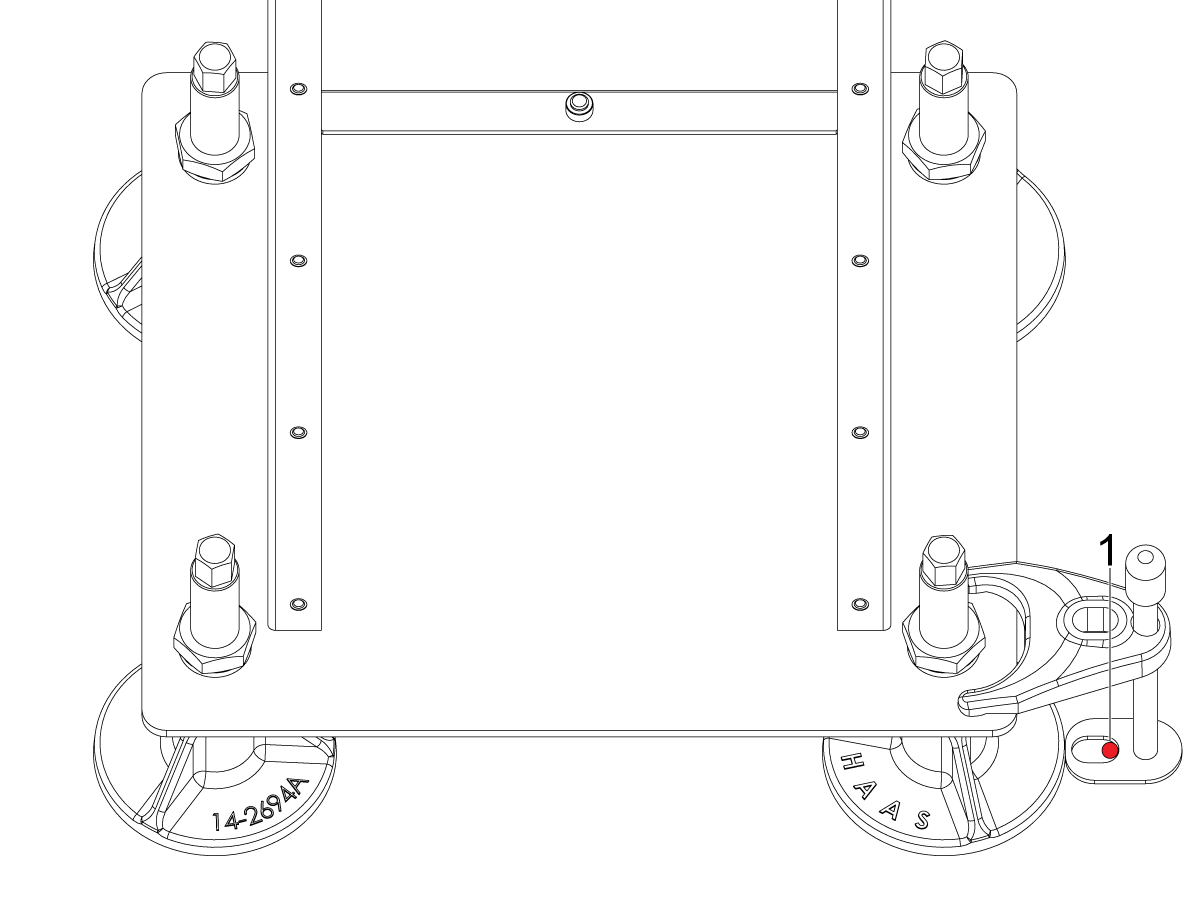
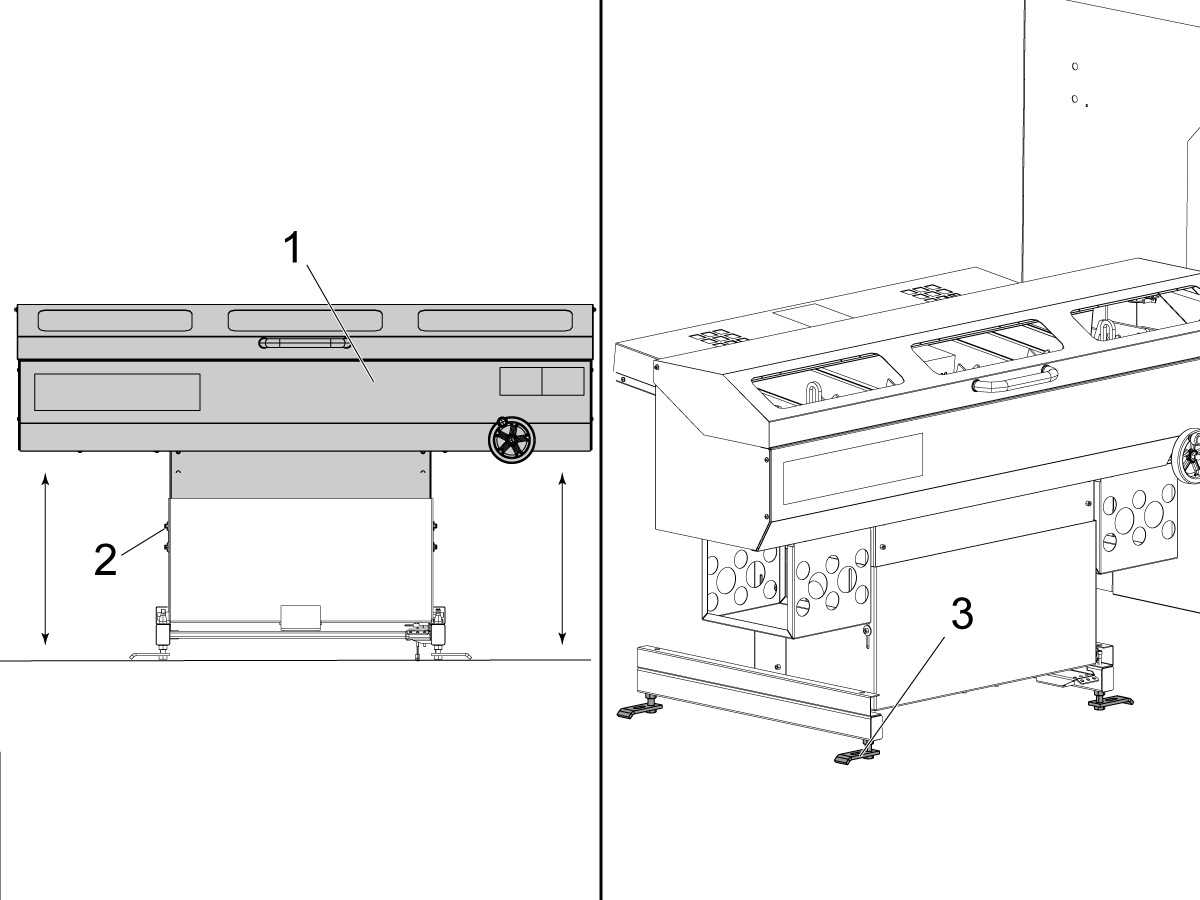
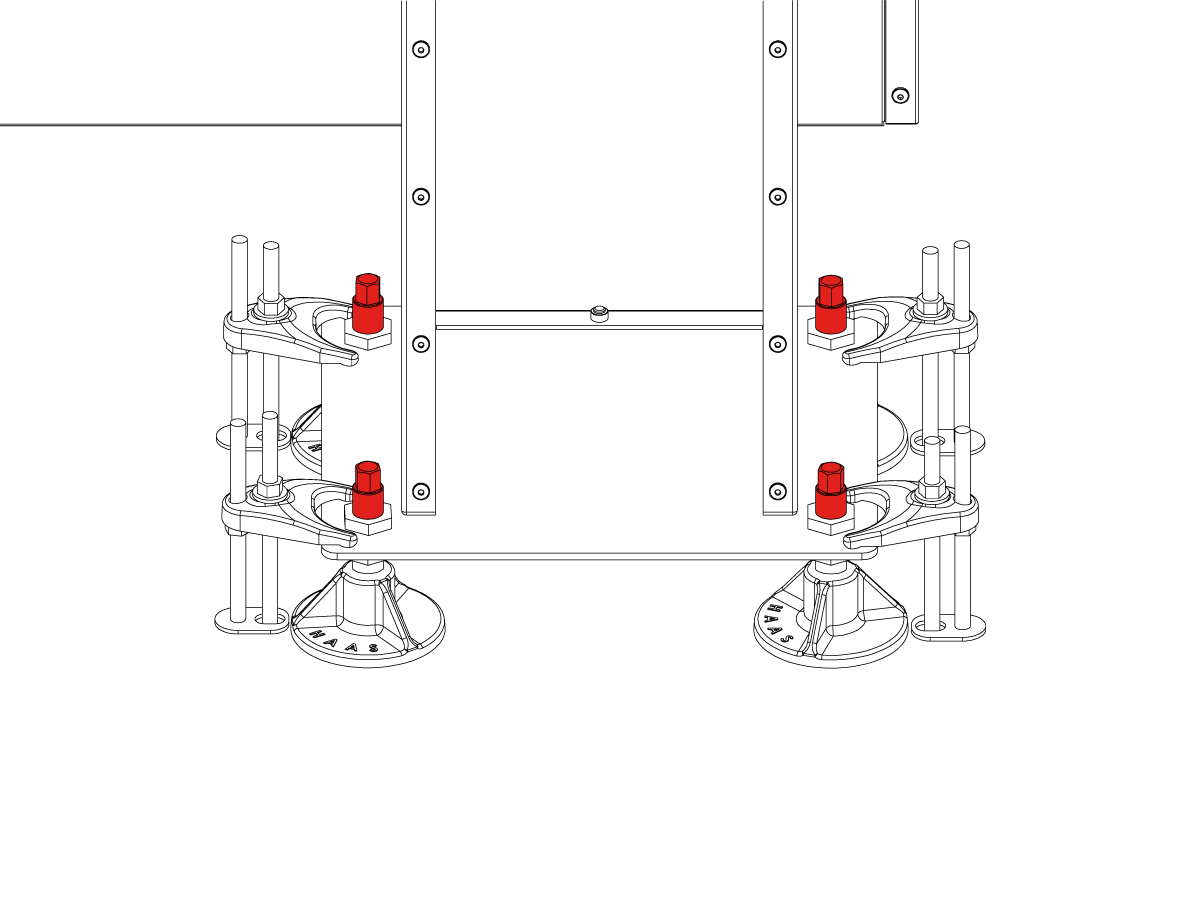
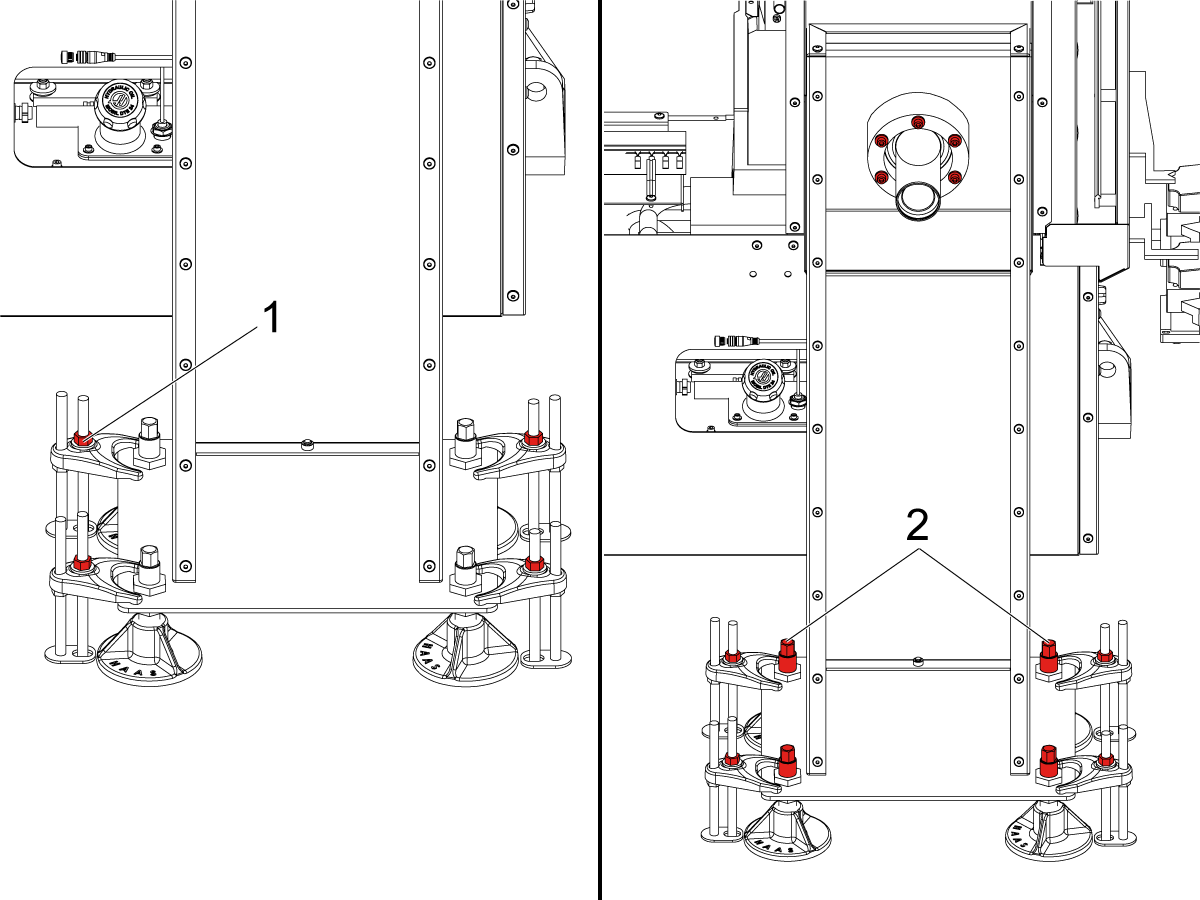
查找 (4) 高度调节螺钉 [1]。
转动螺钉 [3],直到机架高于地板 [4] 2.0"(51 毫米)[2]。
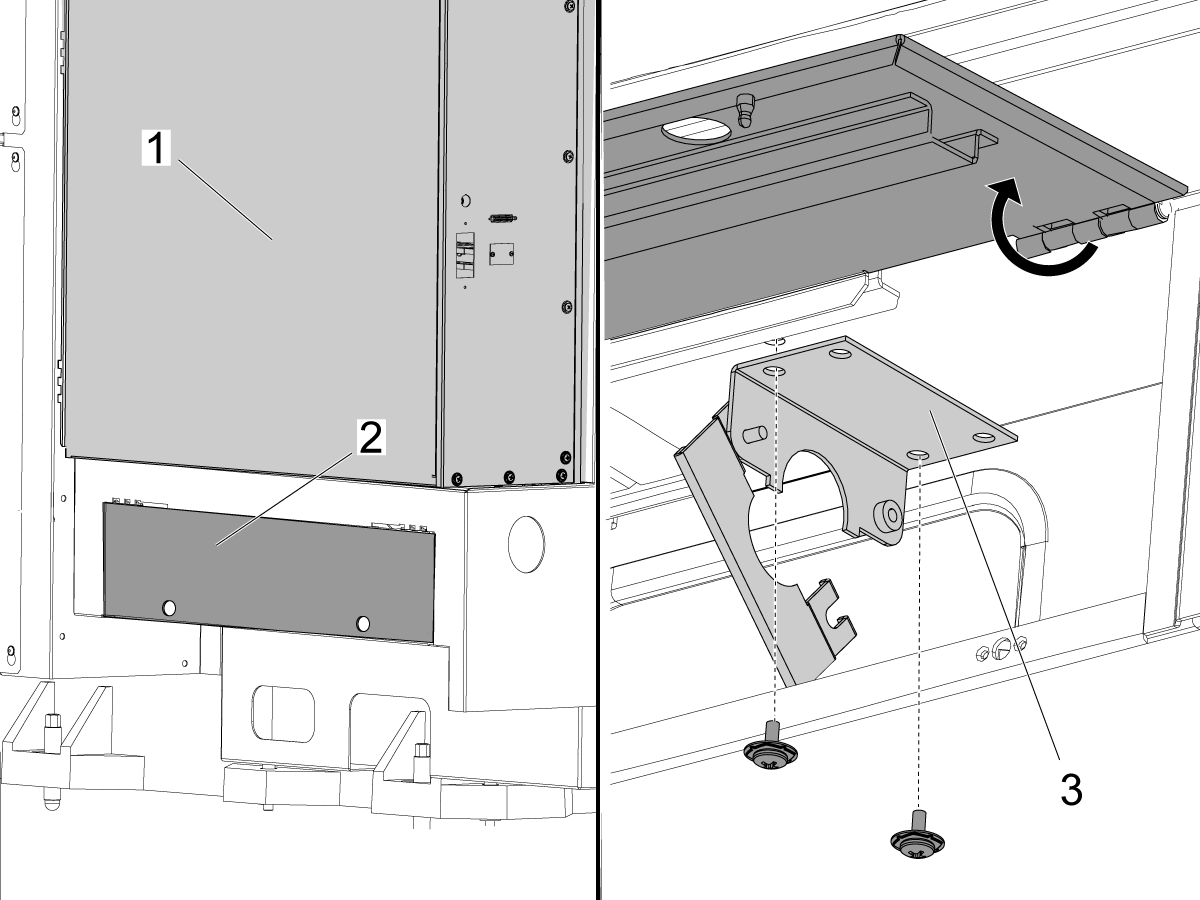
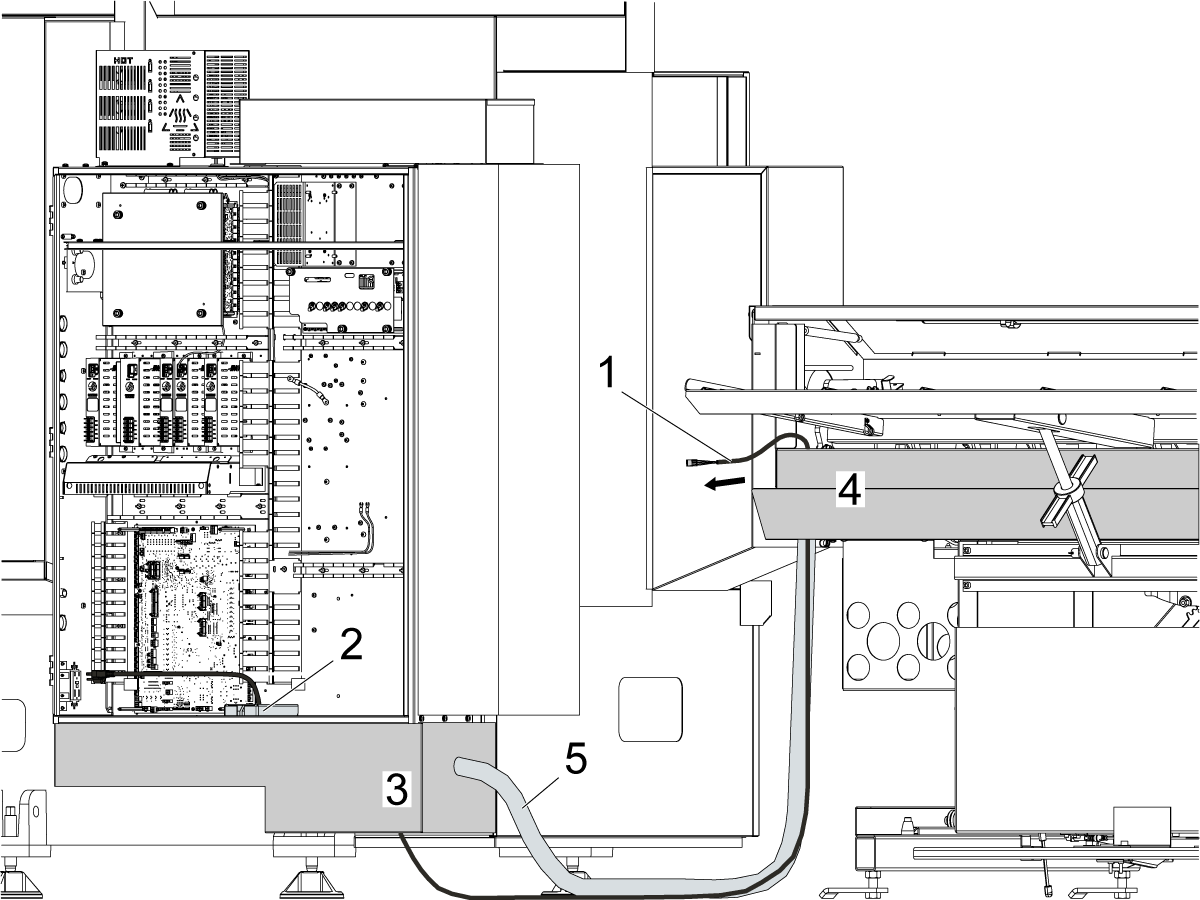
找到控制柜底部 [1] 的检修门 [2]。
打开检修门。
注意: 并非所有机床型号都配备控制柜底部检修门。检修点位可能因配置而异。
将导管支架 [3] 安装到控制柜底部。
使用 (2) 螺钉连接支架。
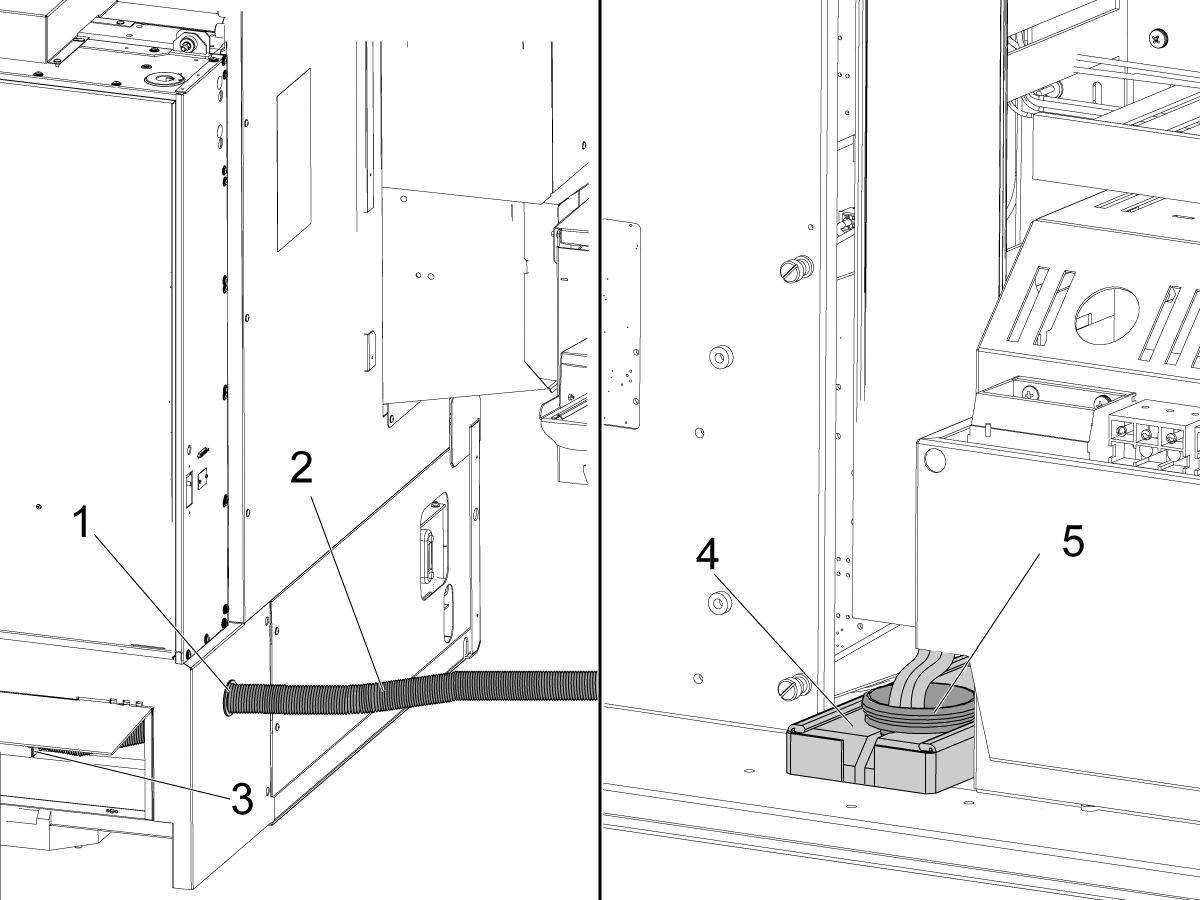
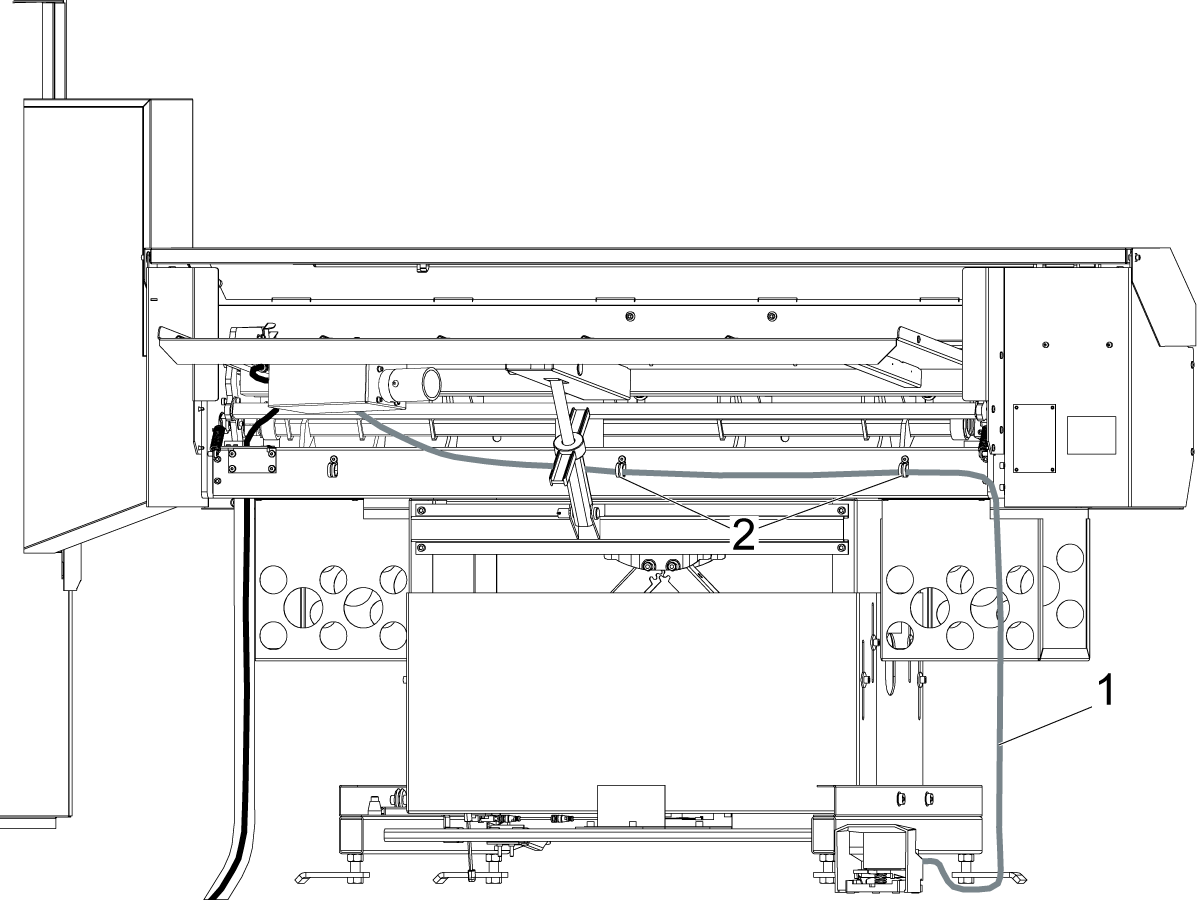
在送料器下查找电缆导管 [2]。
将电缆导管穿过车床护罩侧的孔 [1]。
注意: 有些车床没有孔。如果车床没有孔,则使用 2.0"(51 毫米)孔锯制作一个孔。ST-10 不需要孔。
将导管穿过导管支架 [3]。
将导管 [5] 向上推到控制柜底部的电缆出口 [4]。
注意: 对于购买时带有送料器倒角选件的机床,请拔掉电源线。此进程稍后将安装倒角选件。
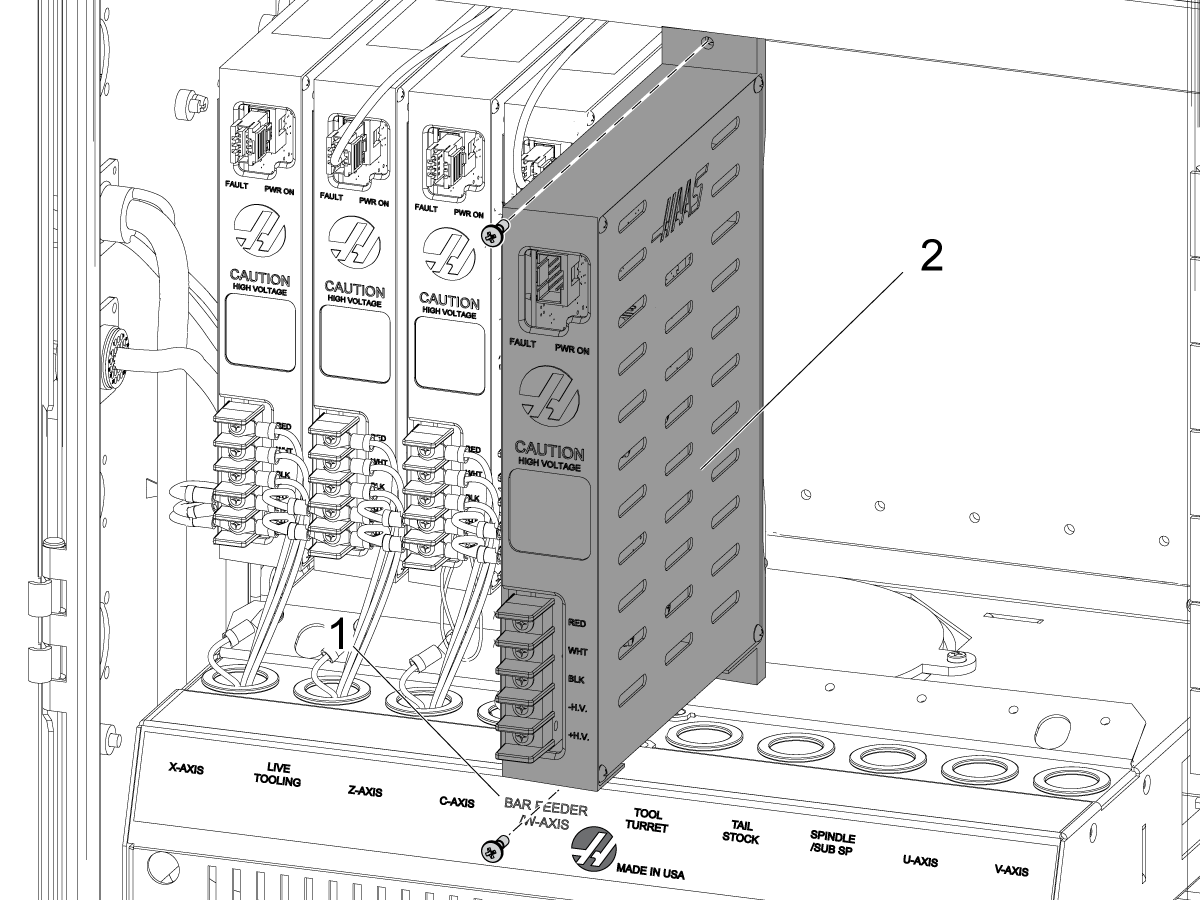
打开控制柜。
危险: 如果电压指示灯亮起,请勿触摸电气部件。控制柜中的高电压会杀死你。等待电压指示灯完全亮起。
查找放大器库上具有 "BAR FEEDER /W AXIS" 标签 [1]。
将送料器附带的 30 安培伺服放大器 [2]安装到该位置。
找到通过导管的 (3) 条馈线。
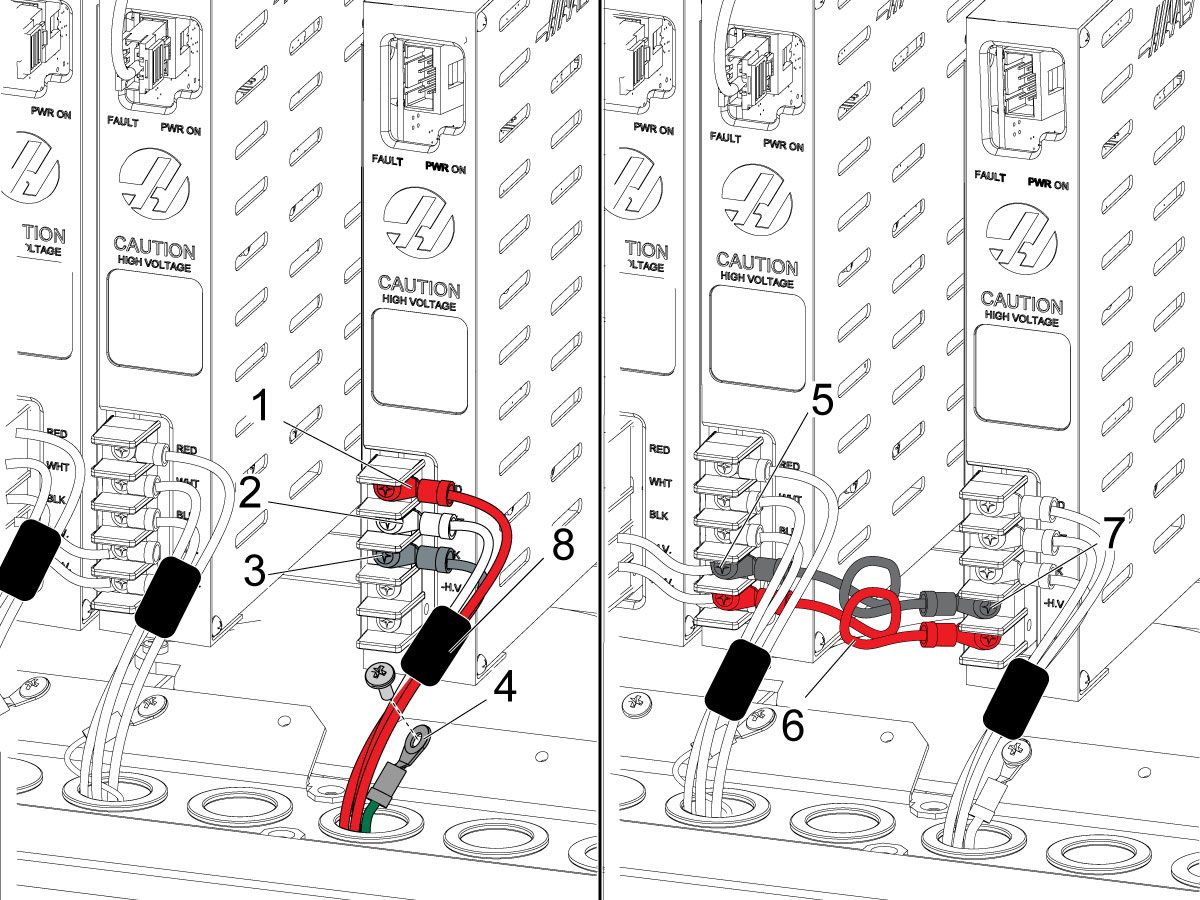
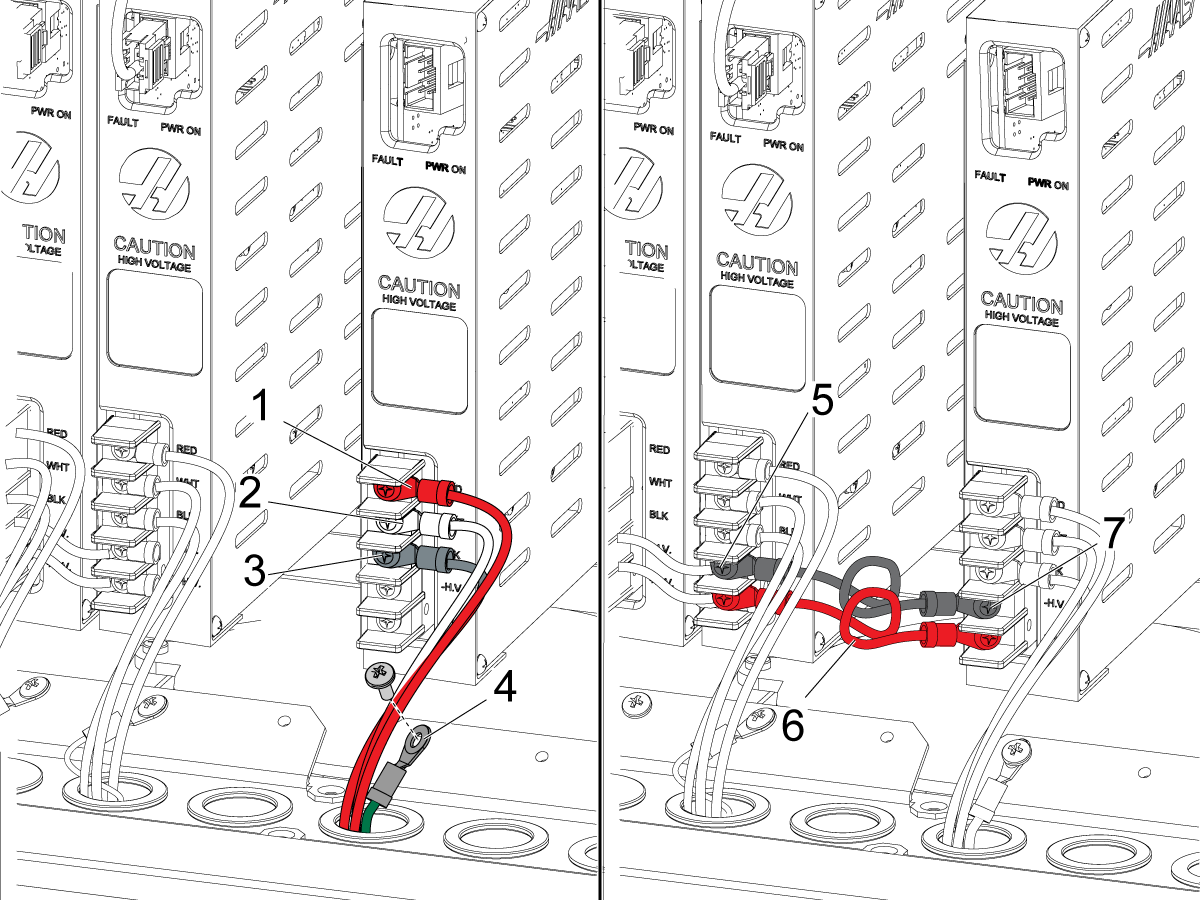
将电源线连接到高压端子:
将接地线 [4] 连接到放大器风扇的支架。
查找最近放大器上的高压端子 [5]。
查找送料器 30 安培放大器上的高压端子 [7]。
在这些端子之间从安装套件安装跳线 [6]。
将黑线连接到 -H.V. 将红线连接到 +H.V。
重要:在通往送料器电机的红色、白色、黑色电缆周围安装铁氧体滤波器 [8] (P/N 64-1252) 磁珠。

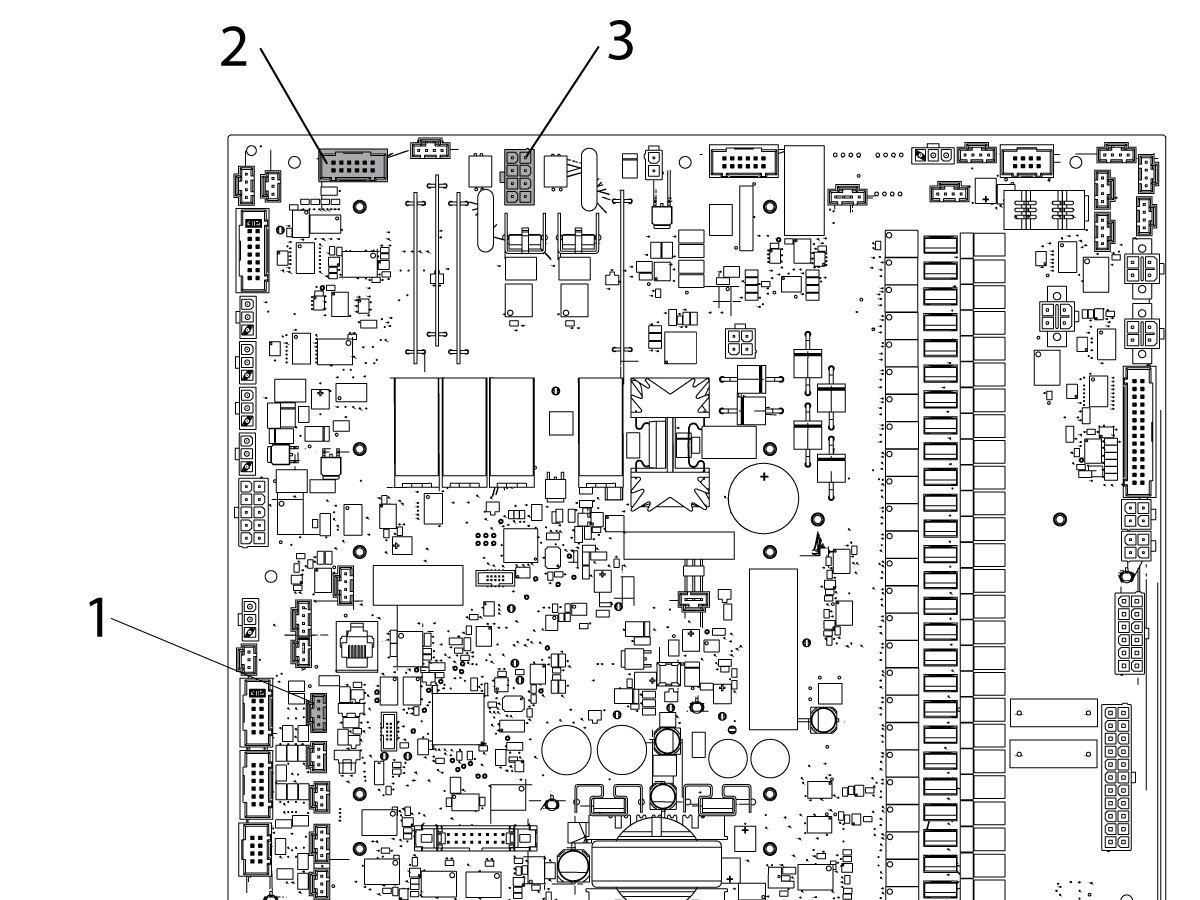
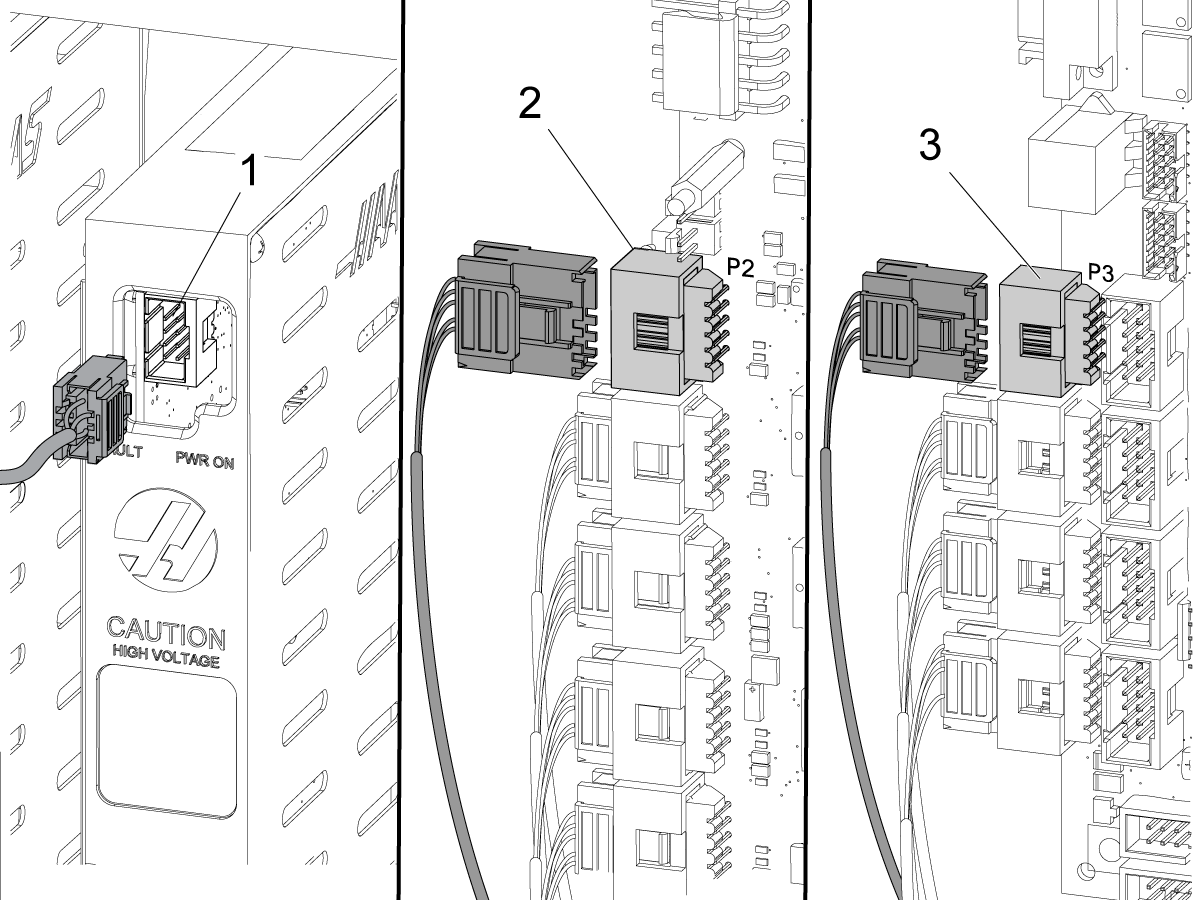
将当前命令电缆(随送料器附带)连接到放大器顶部的连接器 [1]。
连接电缆的另一端:
在导管中查找伺服电机电缆。
连接编码器电缆。
重要提示 :确保将铁氧体磁珠 【4】 安装在伺服编码器电缆上。
用于配备 34-348xA、34-348xC 的车床 I/O PCB:
将这些电缆从导管连接到 I/O PCB:
对于配备 34-349x 的车床:
重要提示:在 I/O 板的 P59 电缆周围安装铁氧体过滤器 P/N 64-1252 磁珠。
对于配备 34-349x I/O PCB 的车床:
说明: 2019 年 1 月 14 日之后生产的送料器的电器套件包含换刀装置。
注意:如在 I/O TC PCB 安装后,机床设备产生多个警报 20014.1SIO TOOL CHANGER PCB IS NOT PRESENT 和 20014.0 SIO TOOL CHANGER PCB PRESENT,则 I/O 或 TC PCB 固件已过期。将 I/O Main 和 TC 主固件更新至最新版本。请参阅下一代控制器 - I/O PCB 主固件 - 更新。
注意: 电缆 33-5712A(NGC-CF 适配器电缆)仅适用 CHC 机床。如机床未配备此控制器,请忽略适配器。
将主断路器设置为 ON 位置。按 [POWER ON]。
查找送料器的右后面板上的“参数”贴纸。使用服务键在出厂参数选项卡中设置此参数:
在设置网页激活送料器:
重启机床电源。
零返回机器。
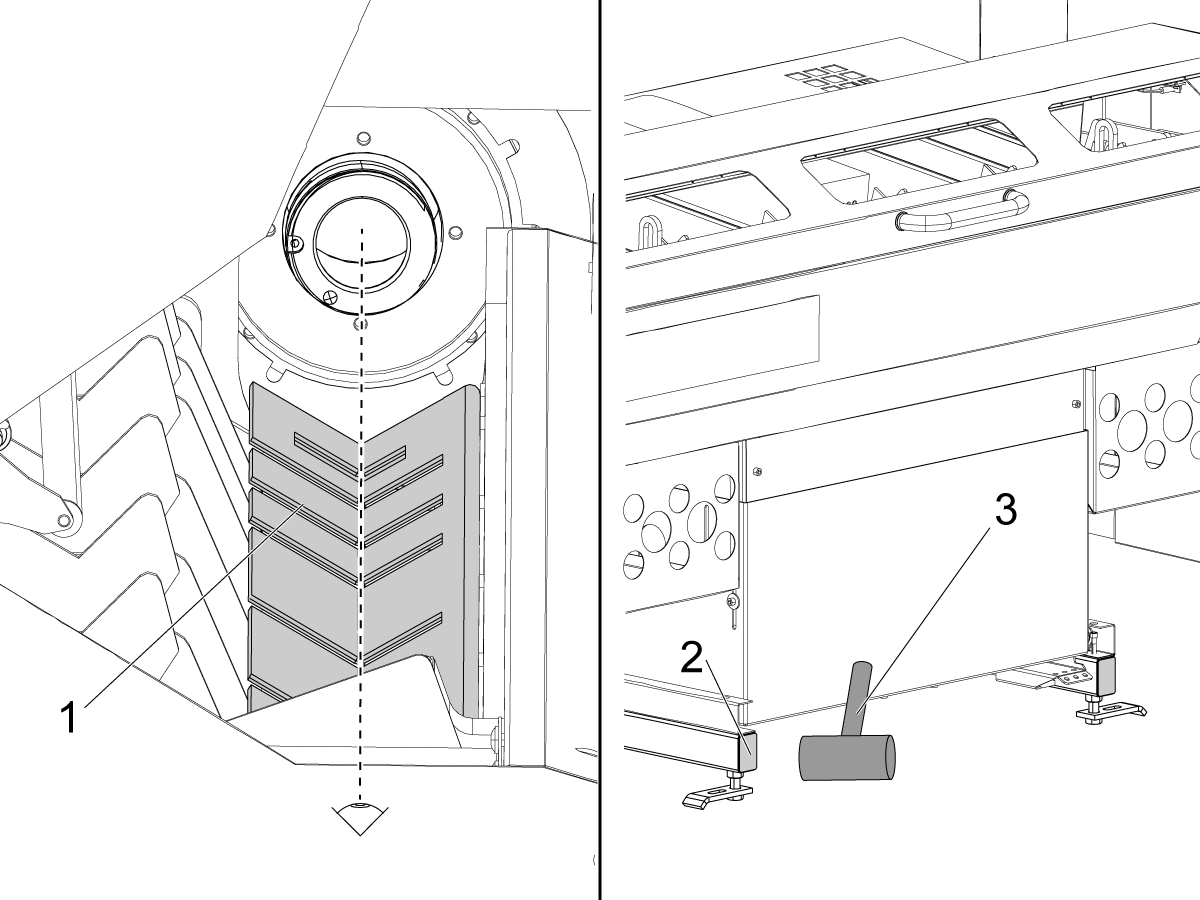
查看送料器上的传输表 [1]。
转移表中的凹槽与主轴适配器对齐。
用橡胶锤 [3] 点按框架末端 [2] 以水平校准送料器。
拆下主轴衬套的左侧机架。
从送料器插座孔 [4] 上取下贴纸 [3]。
将贴纸放在插座孔上方。
查找 (8) 颗推车螺钉 [5]。
送料器的每一侧都有 (4) 颗螺钉。
松开 (8) 颗螺钉。
将调节工具 [2] 放入插座。
释放 [EMERGENCY STOP].
按 [RESET] 停止每个警报。
按 [RECOVER] 进入送料器恢复模式:
推 [F2] 以加载推杆。
推杆清除托盘,然后推杆组件向下移动。
按 [EMERGENCY STOP]。
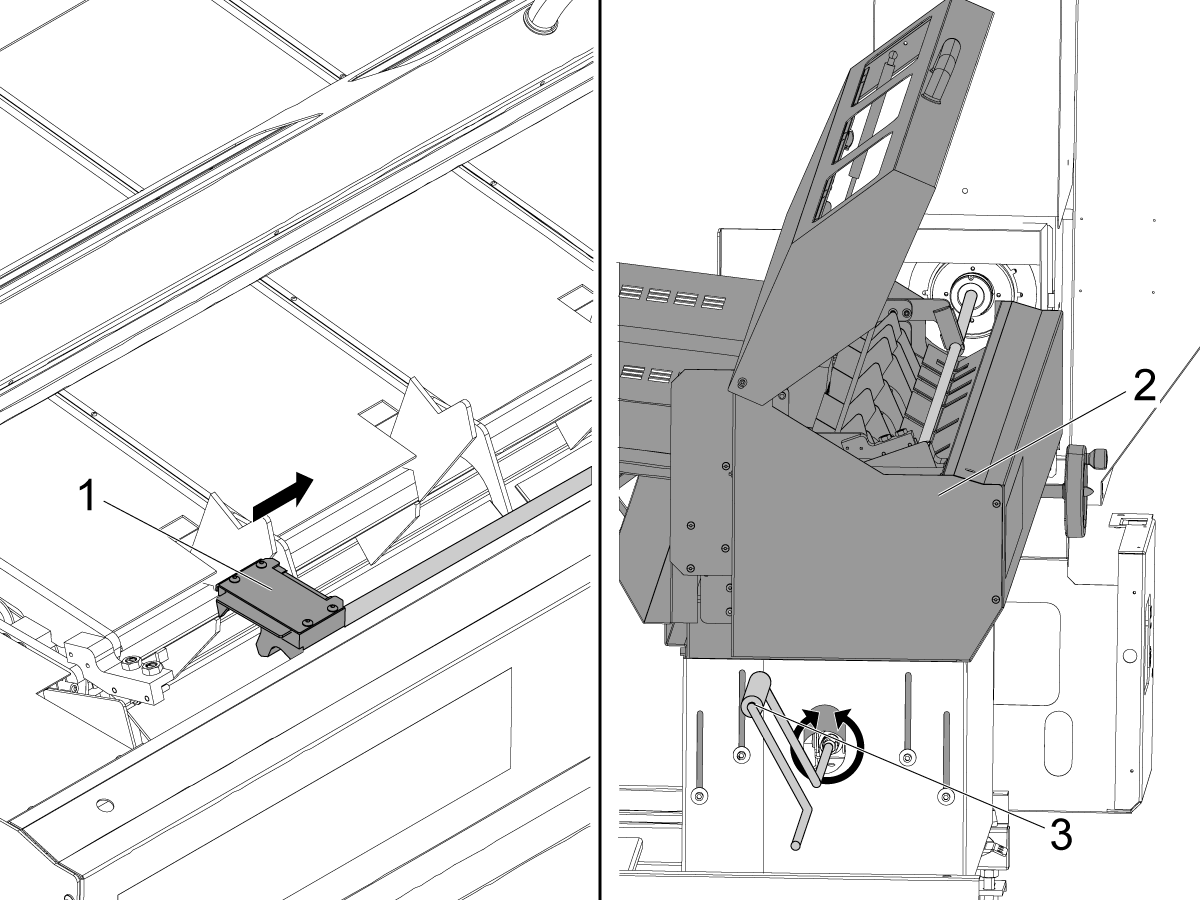
用手将推杆执行器 [1] 移向车床。
使用调整工具 [3] 向上或向下移动送料器 [2],直到推杆可以进入衬套适配器。
执行 Haas 送料器 - 推杆校准程序。
确保护罩 [1] 与地面保持水平。
拧紧 (8) 颗推车螺钉 [2]。
拆下调节工具。
更换主轴衬套的机架。
查找 (4) 颗高度调节螺钉 [3]。
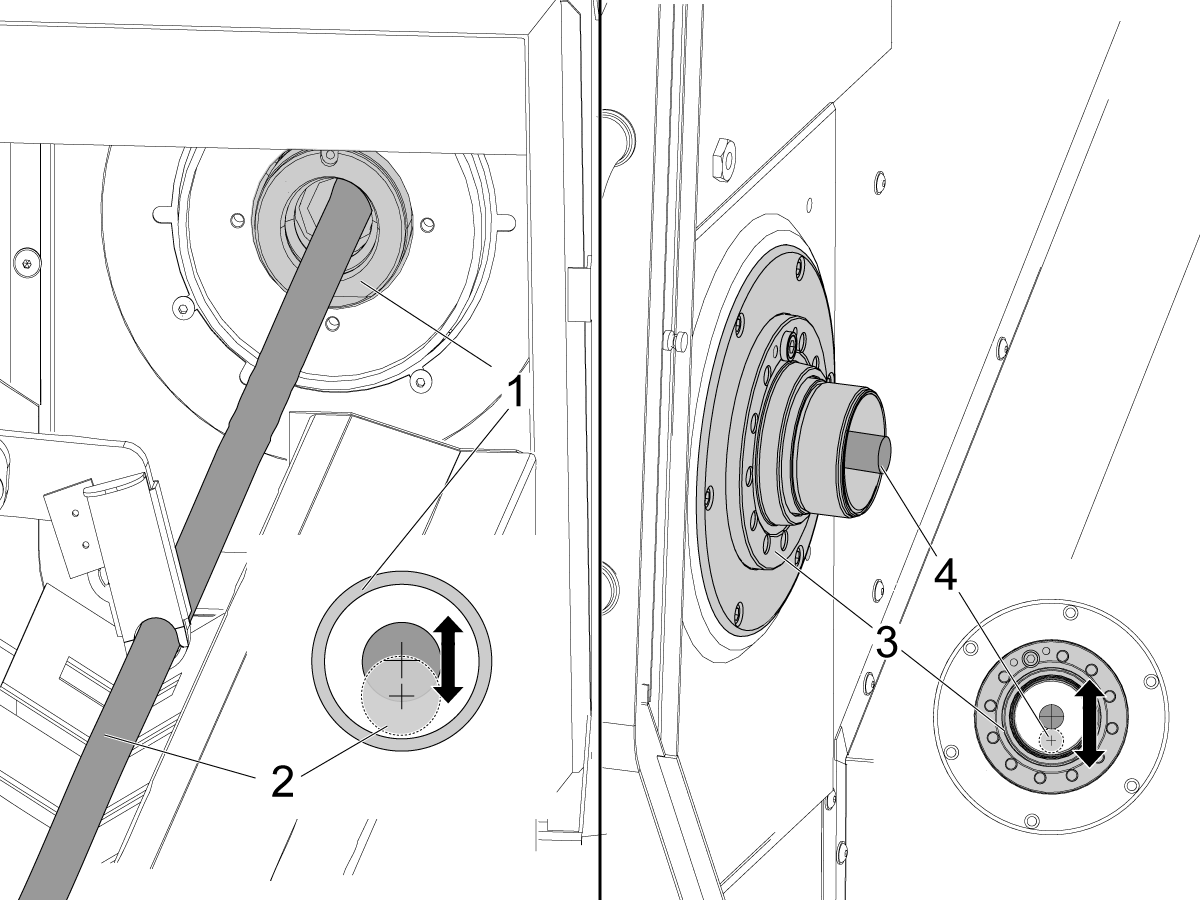
查看推杆 [2] 进入主轴适配器 [1] 的位置。
转动 (4) 颗高度调节螺钉,直到推杆中心与适配器中心对齐。
查看推杆 [4] 从主轴 [3] 中流出的位置。
转动 (4) 颗高度调节螺钉,直到推杆中心与主轴中心对齐。
注意: 重力将推杆末端拉下一小段距离。
如有必要,用橡胶锤点按框架末端,将送料器从一侧移到一侧。
将推杆返回到其位置。
踩上松开踏板。
将送料器向后推至行程的末尾。
如果送料器正确调平,则气体冲击会将送料器固定在后部位置。
如果送料器必须对齐,则调整后支脚, 直到送料器平稳地锁定在前进位置并完全向后移动。
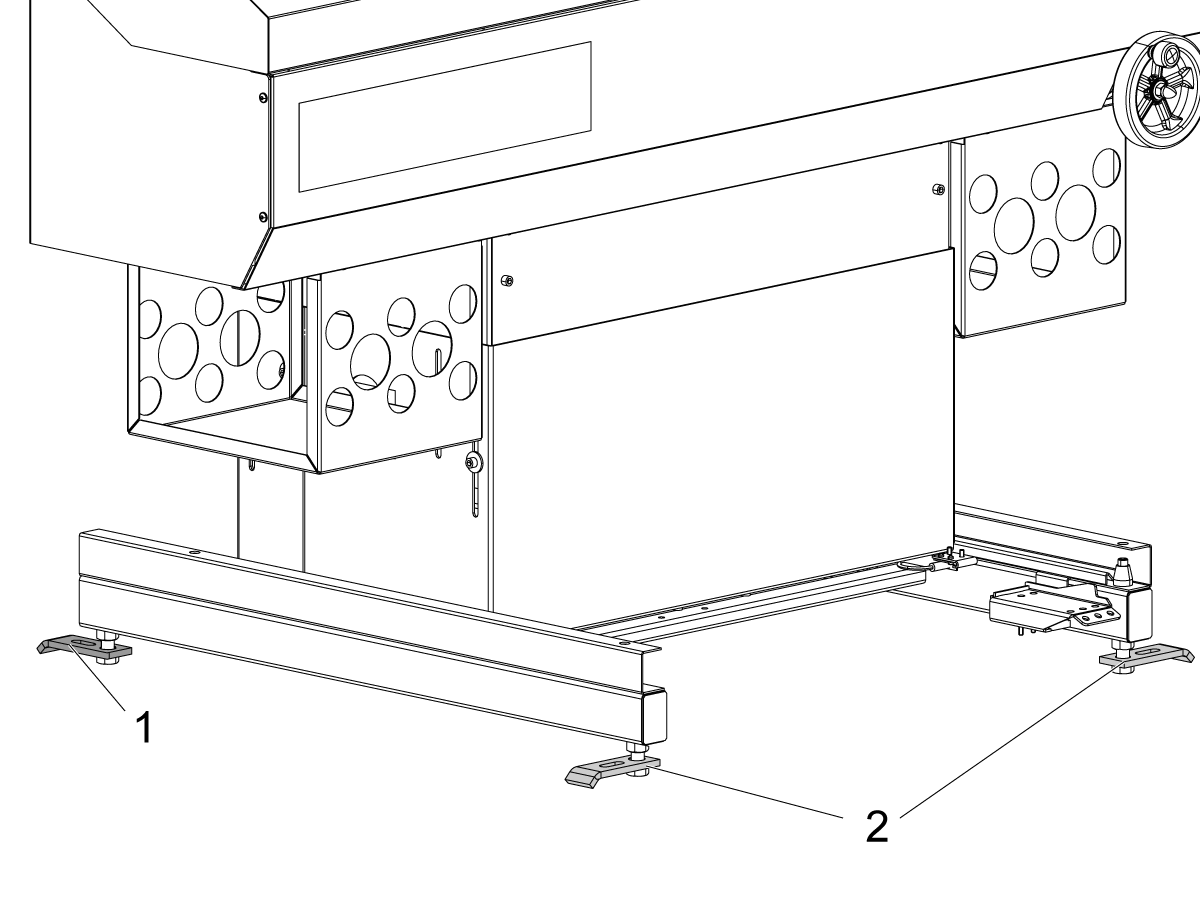
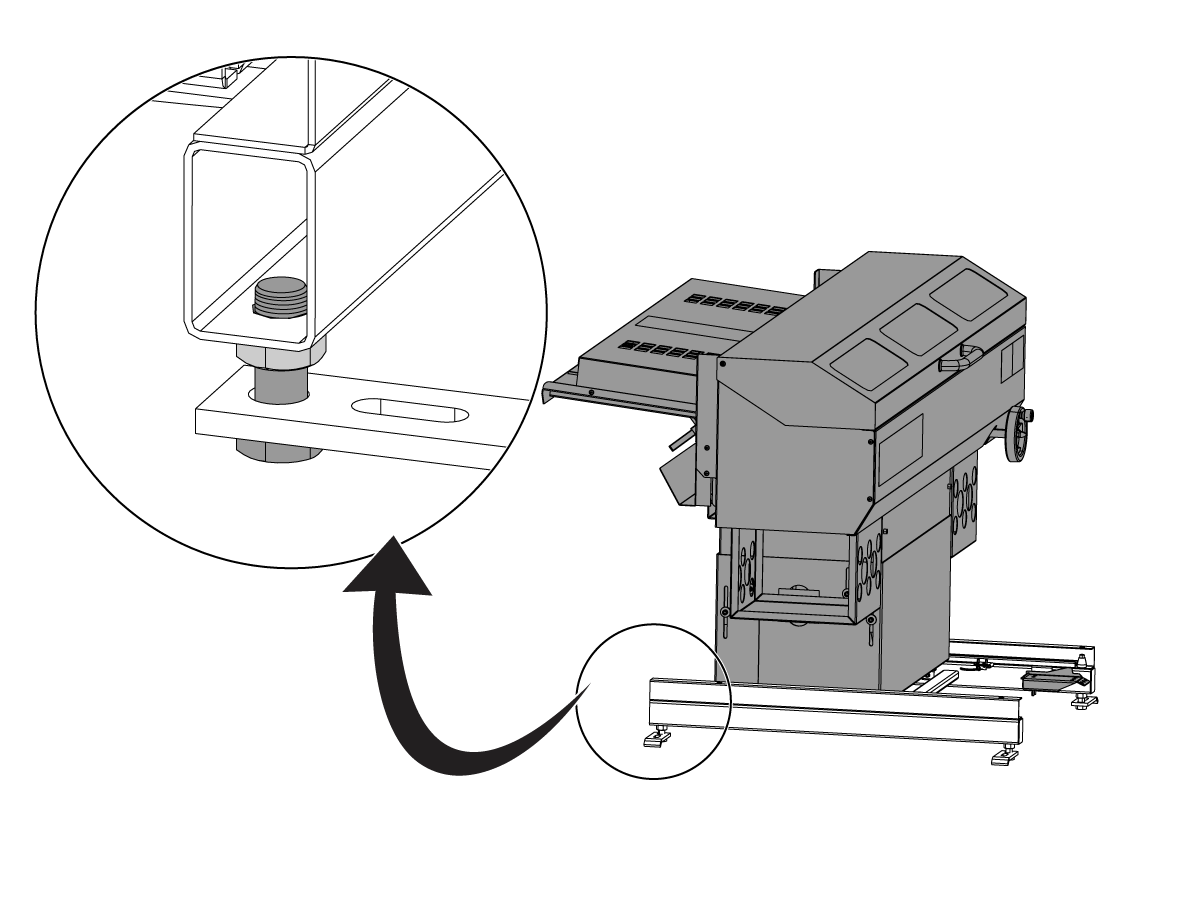
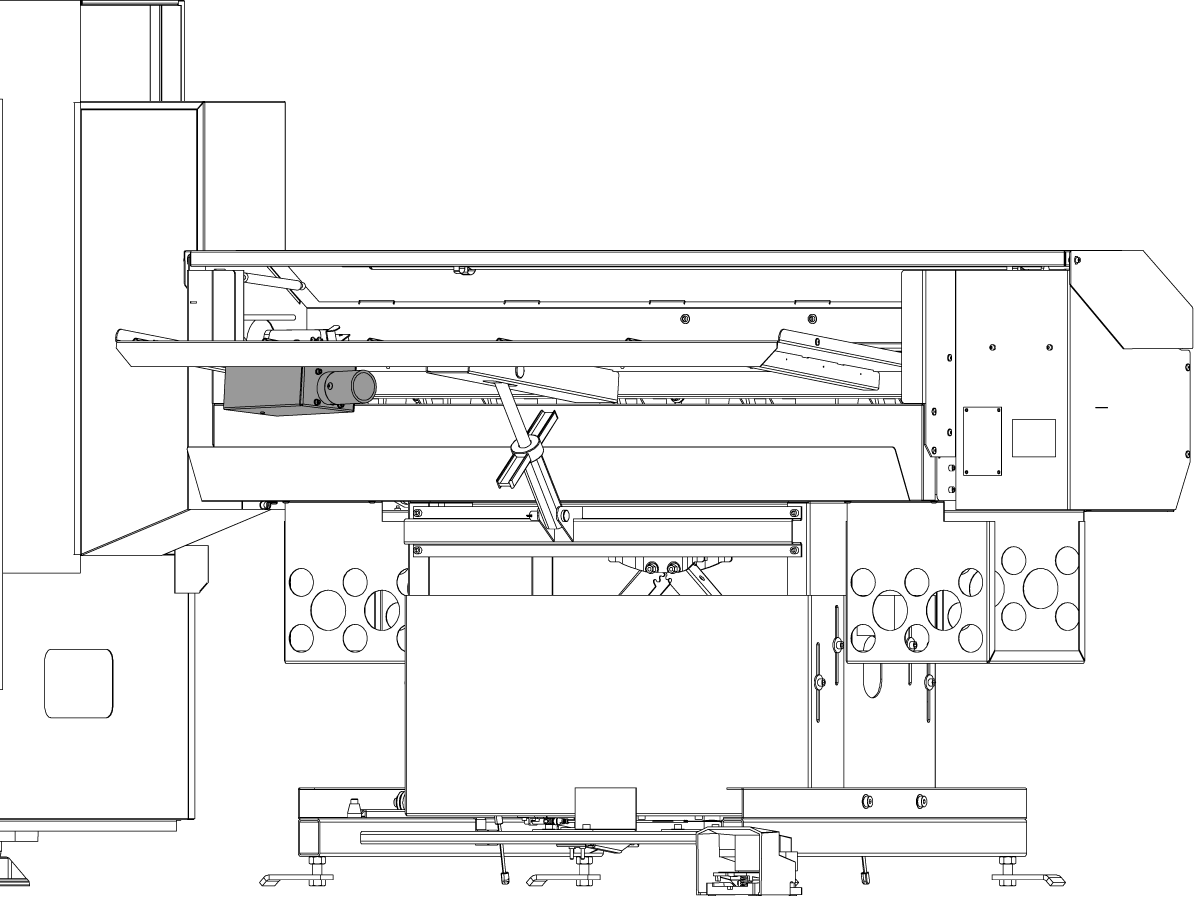
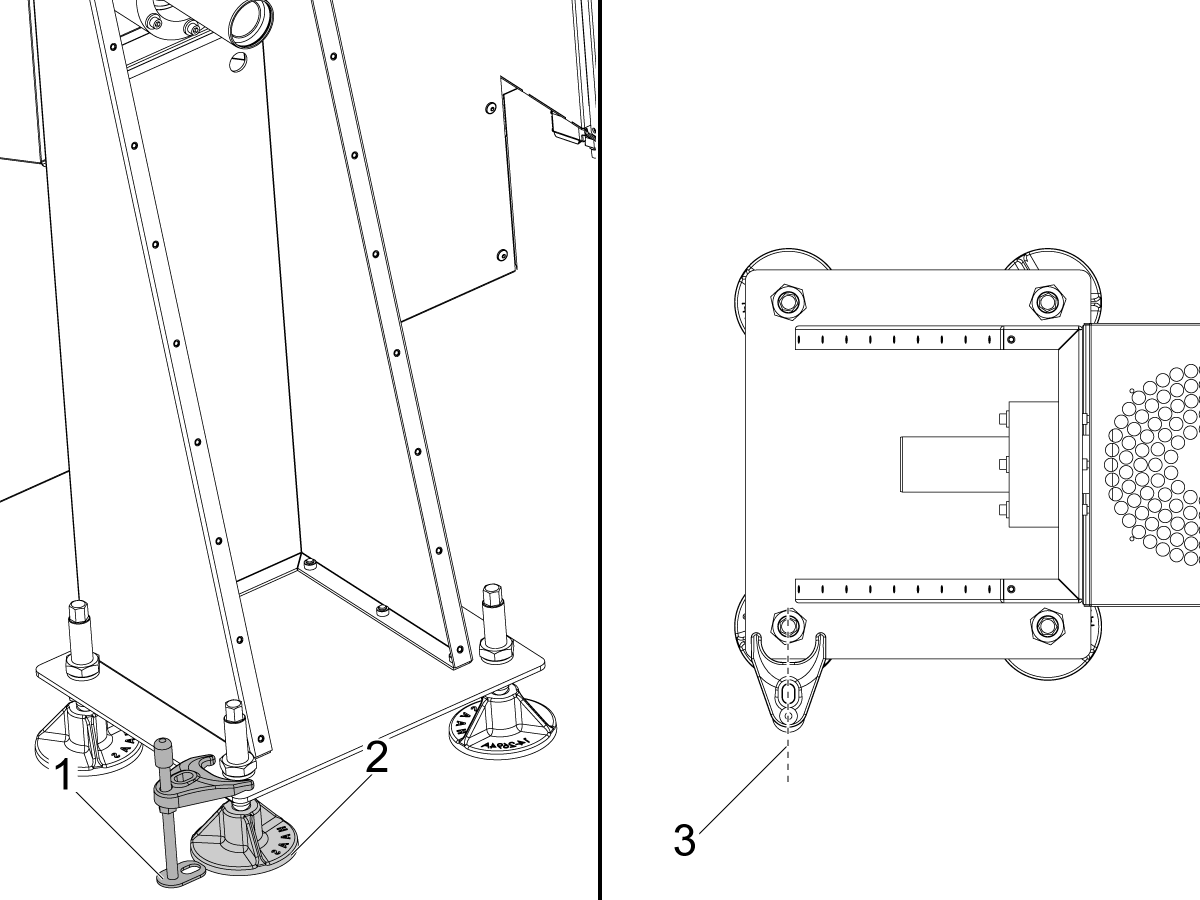
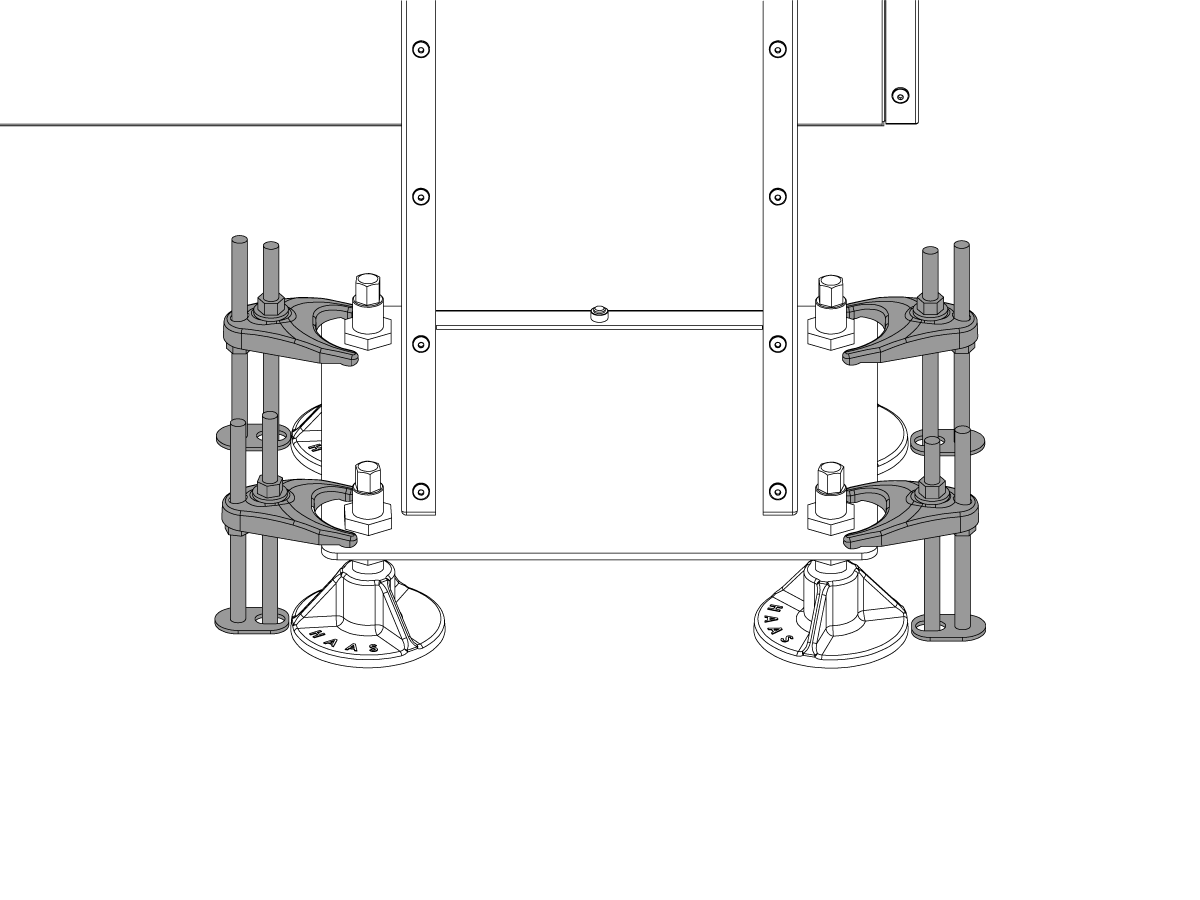
转动后脚 [1],直到它们与底部导轨平行,如图所示。
前脚 [2] 必须保持垂直于底部导轨,如图所示。
注意: 将脚转向送料器的两侧,以避免跳闸危险。
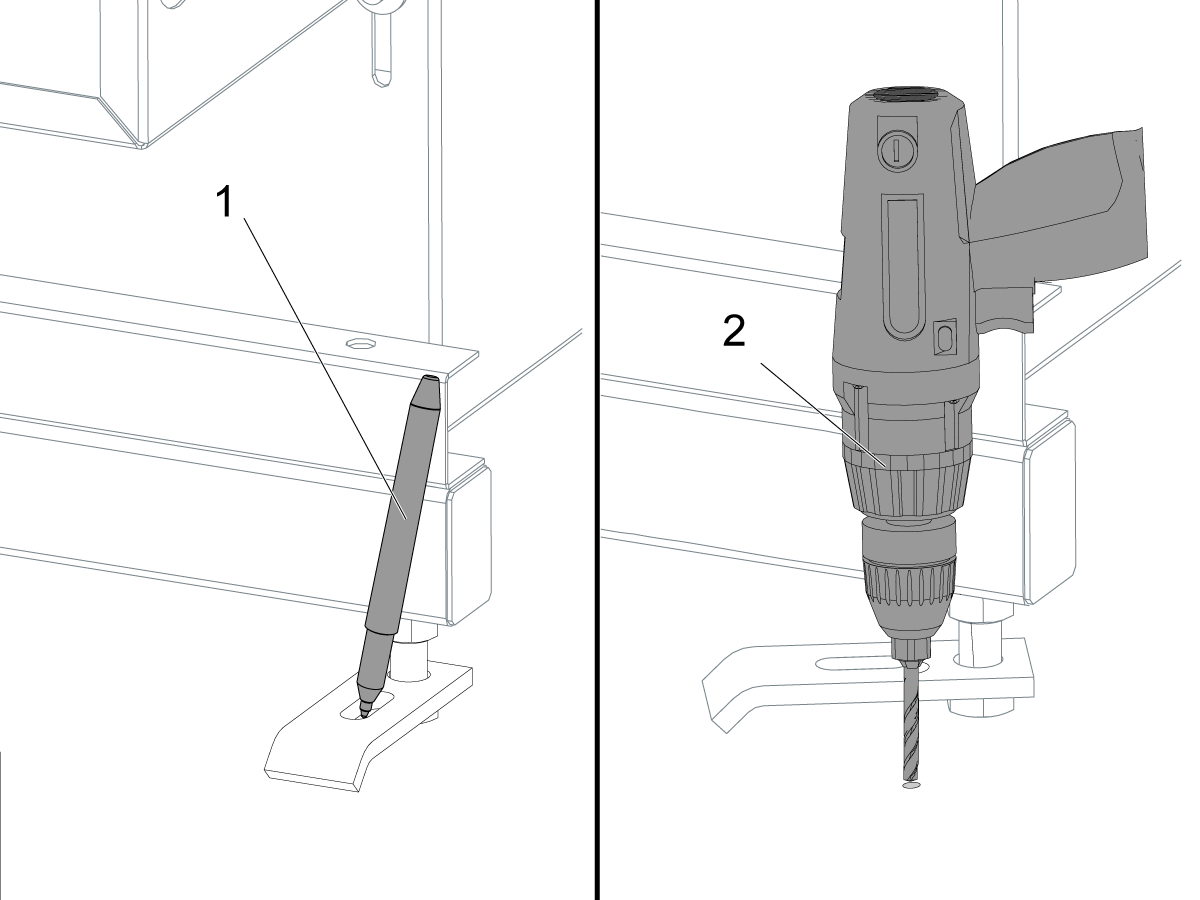
在每个标记处钻 [2] Ø 0.50"(13 毫米)的孔。
将孔钻到 3.5" (89 毫米) 的深度。
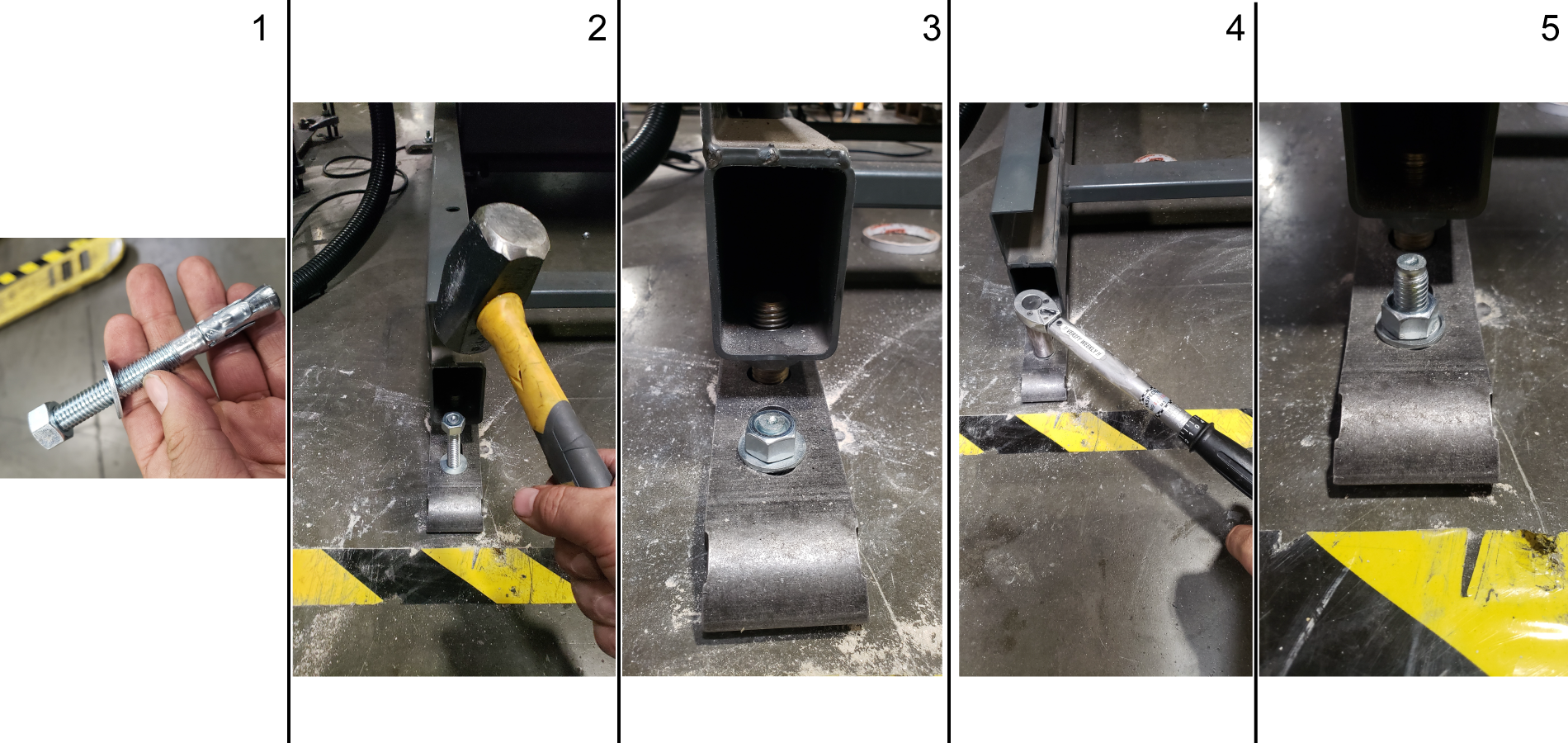
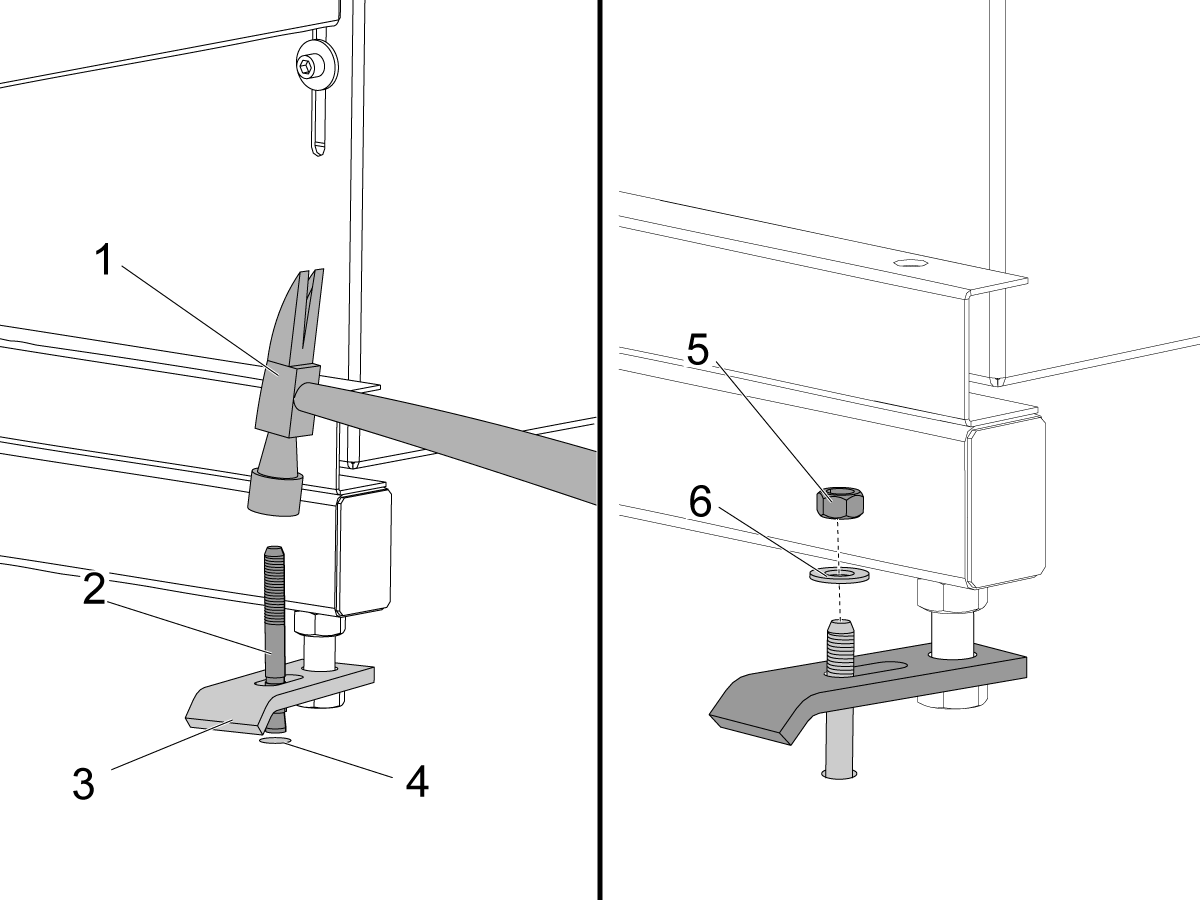
将垫圈和螺母放在螺栓 [1] 上。
将脚放在孔上。 将锚放入孔中。
使用锤子 [2] 点按锚。
点击锚点[3],直到它位于孔的底部。
用 55 ft-lb (75 Nm) 的扭矩拧紧每个螺母[4]。
请按送料器倒角设备程序安装送料器倒角机床(如配备)。
执行 此过程在安装时一次。的 Run/Setup 钥匙开关必须处于设置模式才能校准 EOB 开关。
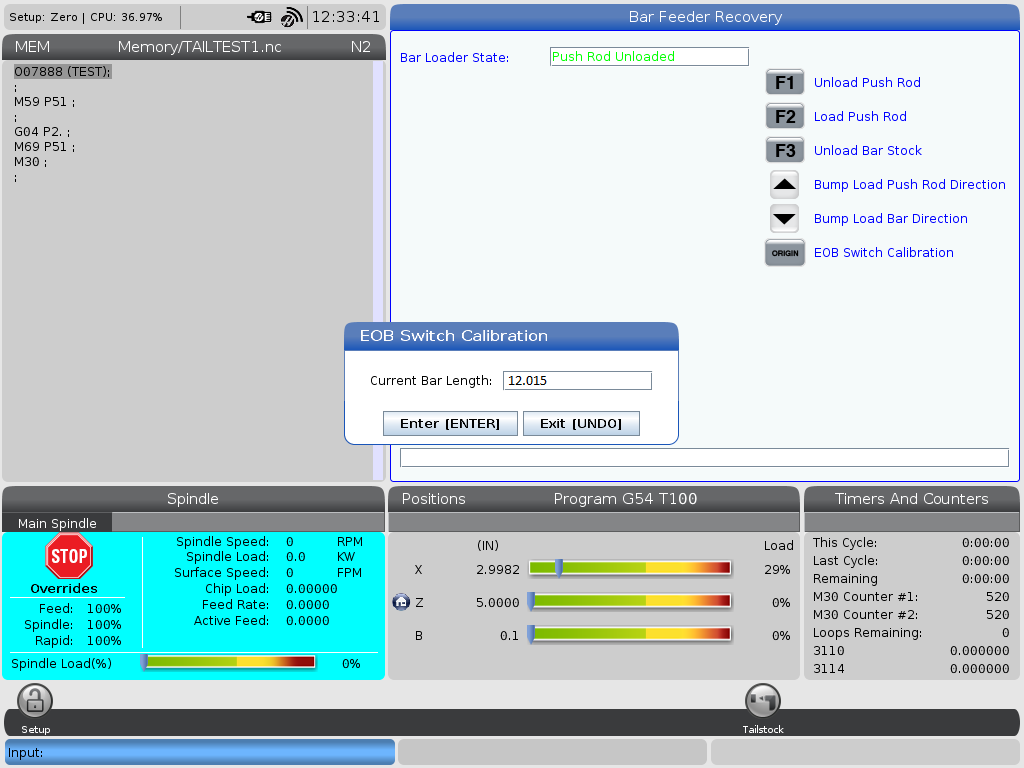
按 [RECOVERY] 按钮进入送料器恢复模式。
在装料台上放置一个已知长度的精密接地校准杆。
按 [ORIGIN],键入校准杆的长度和按压 [ENTER].
推杆清除托盘,然后加载校准杆。然后,它将测量棒料的长度并应用校准。
拆下并正确存放校准杆,以便将来使用。EOB 开关校准只需要在第一次安装时执行,或者在拆卸或更换 EOB 传感器、主开关或推车后执行。
注意:如果在校准过程中,当将棒料推向通过 EOB 传感器的主轴时,显示消息 No Material Found(找不到材料),将 I/O Main 和 TC 固件版本更新到最新版本。参考 下一代控制 - I/O PCB 主固件 - 更新 了解机床 I/O 的最新固件以及 TC PCB 部件号。
送料器安装已完成。请参阅 Haas 送料器 - NGC 车床设置设置送料器的过程。
AD0179
适用于由以下设备制造的机床:2015 年 4 月至 2017 年 5 月
Haas Bar Feeder 适用于 ST10/15/20/25/30/35 和 DS-30 车床。不适用于带变速箱的 ST-30/35 或 DS-30 车床。此过程介绍如何安装 2015 年 4 月至 2017 年 5 月之间生产的送料器。
先决条件
注意: 在安装送料器之前,请勿拆下红色装运支架。
注意: 不要丢弃锚固套件。
按下车床上的 [POWER OFF]。
将主断路器设置为“关闭”位置。
锁定主断路器。使用带有已批准安全标签的已批准锁。
如果车床是 ST-35,或者如果机床在 2015 年 11 月 1 日之前生产,请将冷却液收集器扩展件 [1] 安装到车床上。
将主轴衬套适配器 [2] 连接到主轴。请参阅 车床 - 挤压主轴衬套 - 适配器套件 - 安装。如果车床是 ST-35,请参阅 车床 - ST-30/30Y 大孔、ST-35/35Y - 主轴衬套套件 - 安装。
将送料器放在车床旁边。
确保框架末端 [1] 与车床的正面 [2] 平行。
从送料器框架上拆下装运支架 [3]。
向前拉送料器 [1],直到将其锁定到位。
找到送料器的末端 [2]。
如果车床是 ST-35,则找到冷却液收集器扩展件的末端 [3]。
如果车床是 ST-10、ST-15、ST-20、ST-25、ST-30 或 DS-30,则找到冷却液收集器的边缘。
确保它们之间的空间 [4] 约为 0.50"(13 毫米)。
查找 (4) 高度调节螺钉 [1]。
转动螺钉 [3],直到机架高于地板 [4] 2.0"(51 毫米)[2]。
找到控制柜底部 [1] 的检修门 [2]。
打开检修门。
将导管支架 [3] 安装到控制柜底部。
使用 (2) 螺钉连接支架。
在送料器下查找电缆导管 [2]。
将电缆导管穿过车床护罩侧的孔 [1]。
注意: 有些车床没有孔。如果车床没有孔,则使用 2.0"(51 毫米)孔锯制作一个孔。ST-10 不需要孔。
将导管穿过导管支架 [3]。
将导管 [5] 向上推到控制柜底部的电缆出口 [4]。
打开控制柜。
危险: 如果电压指示灯亮起,请勿触摸电气部件。控制柜中的高电压会杀死你。等待电压指示灯完全亮起。
查找放大器库上具有 "BAR FEEDER /W AXIS" 标签 [1]。
将送料器附带的 30 安培伺服放大器 [2]安装到该位置。
找到通过导管的 (3) 条馈线。
将电源线连接到高压端子:
将接地线 [4] 连接到放大器风扇的支架。
查找最近放大器上的高压端子 [5]。
查找送料器 30 安培放大器上的高压端子 [7]。
在这些端子之间从安装套件安装跳线 [6]。
将当前命令电缆(随送料器附带)连接到放大器顶部的连接器 [1]。
连接电缆的另一端:
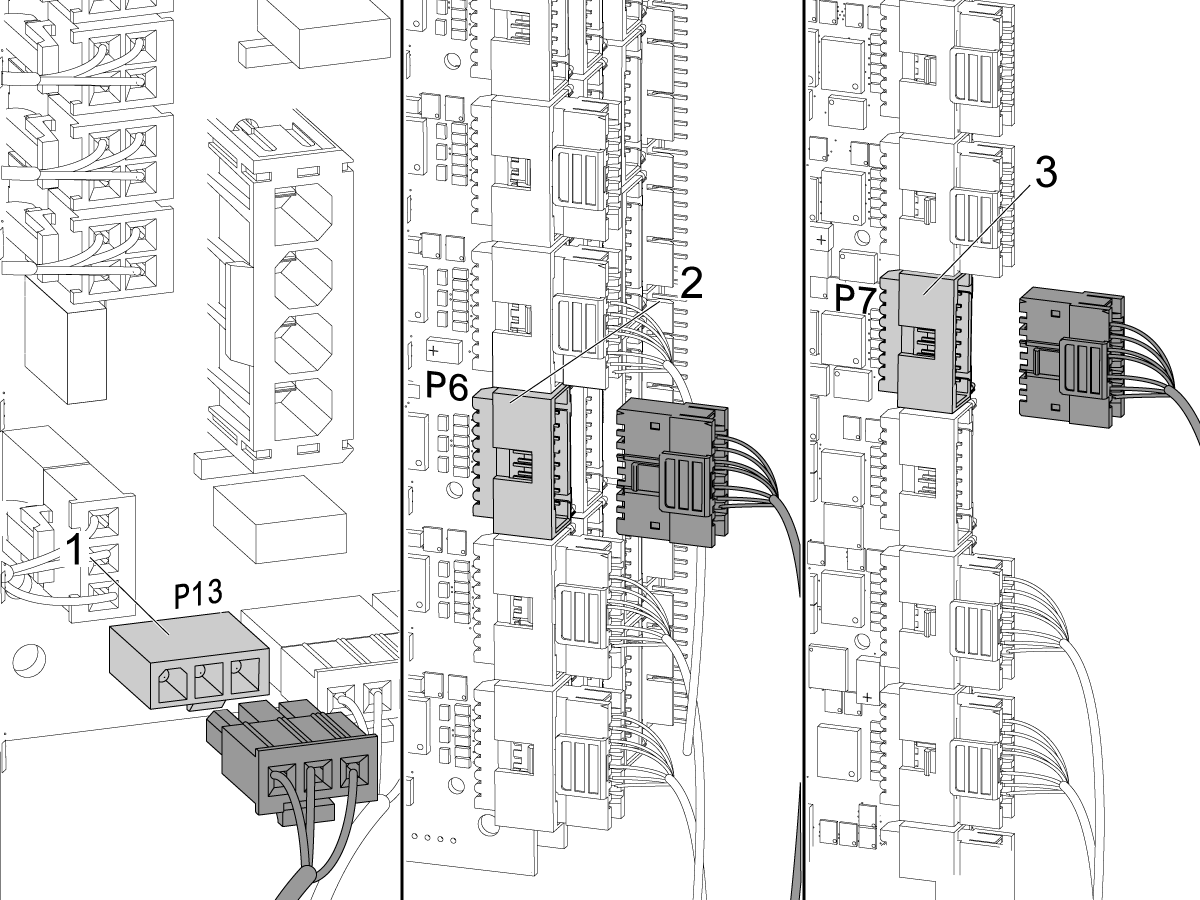
在导管中查找电缆 90C。
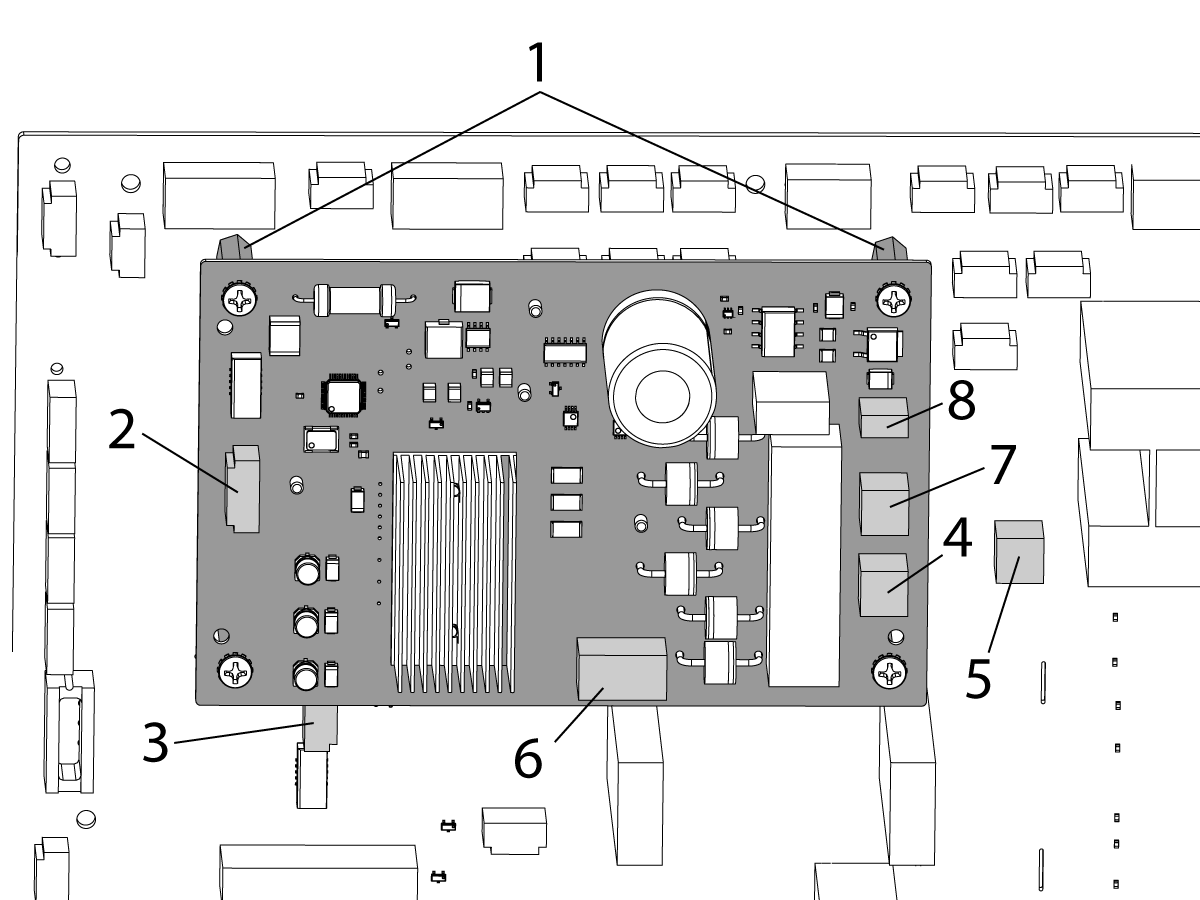
将电缆 90C 连接到 P13 [1] PSUP PCB。
安装 PSUP PCB 的盖。
在导管中查找伺服电机电缆。
连接伺服电机电缆:
将这些电缆从导管连接到 I/O PCB:
如果为新一代控制器配置了 Haas 送料器,请执行此部分,如果没有,则跳过此部分。
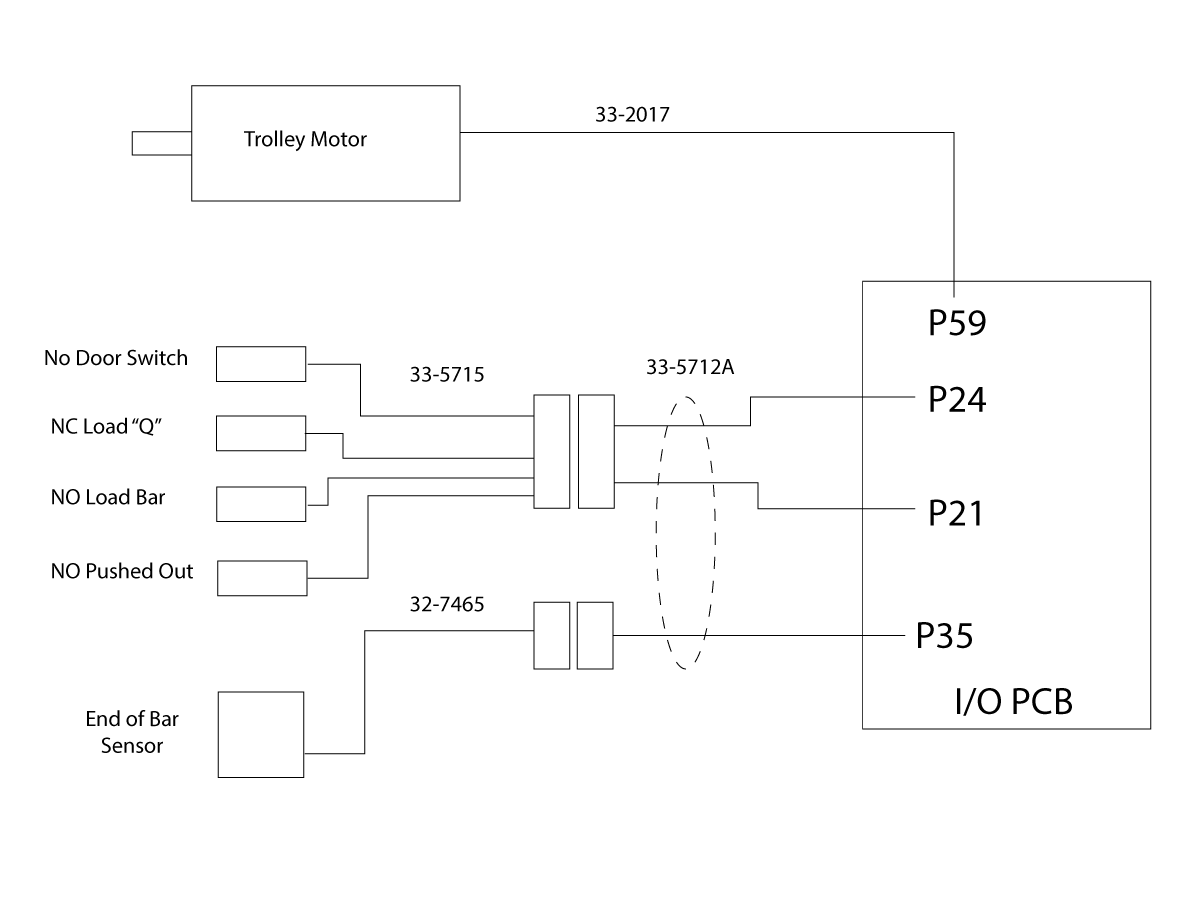
找到 NGC Haas 送料器附带的适配器 P/N 33-5712A,或 93-3500 维修套件附带的适配器。
将送料器输入电缆 P/N 32-5715 连接到 NGC 到 CHC 适配器 P/N 33-5712A。
将棒料传感器电缆 P/N 32-7465 末端连接到 NGC 到 CHC 适配器 P/N 32-5712A。
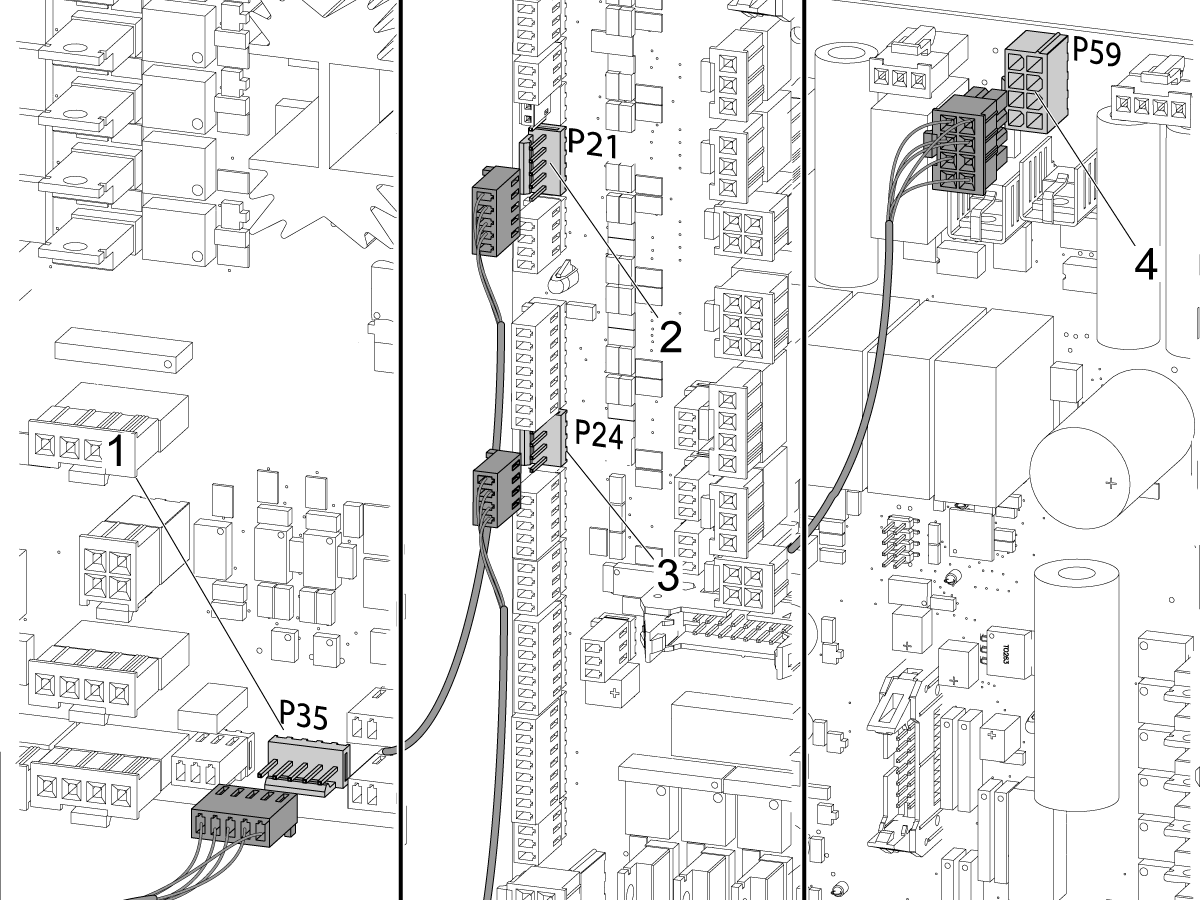
将 NGC 到 CHC 适配器 P/N 32-5712A 连接到 I/O PCB P24、P21、P35。
将直流电机电缆 P/N 33-2017 连接到 I/O PCB P59。
查看送料器上的传输表 [1]。
转移表中的凹槽与主轴适配器对齐。
用橡胶锤 [3] 点按框架末端 [2] 以移动送料器。
将主断路器设置到“打开”位置。按 [POWER ON]。
杆开关的末端在出厂时进行校准。无需运行 G105 Q5 命令。
请确保设置这些参数。
按 [PARAM/DGNOS]。查找送料器的右后面板上的 "Parameters" 贴纸。将这些参数设置为标贴上的值:
确保其他参数的值正确。使用 参数检查程序 - 菜单选项 (7)。
在 MDI 模式下运行此代码:
G105 Q6
推杆组件 [1] 向上移动。
按 [EMERGENCY STOP]。
安装 0.75" 推杆 [2]。
有关安装推杆的说明,请参阅操作手册。
转动传输表的调整轮 [3],直到表位于底部。
拆下主轴衬套的左侧机架。
从送料器插座孔 [4] 上取下贴纸 [3]。
将贴纸放在插座孔上方。
查找 (8) 颗推车螺钉 [5]。
送料器的每一侧都有 (4) 颗螺钉。
松开 (8) 颗螺钉。
将调节工具 [2] 放入插座。
释放 [EMERGENCY STOP].
按 [RESET] 停止每个警报。
在 MDI 模式下运行此代码:
G105 Q7
推杆组件向下移动。
按[EMERGENCY STOP]。
用手将推杆执行器 [1] 移向车床。
使用调整工具 [3] 向上或向下移动送料器 [2],直到推杆可以进入衬套适配器。
确保护罩 [1] 与地面保持水平。
拧紧 (8) 颗推车螺钉 [2]。
拆下调节工具。
更换主轴衬套的机架。
查找 (4) 颗高度调节螺钉 [3]。
查看推杆 [2] 进入主轴适配器 [1] 的位置。
转动 (4) 颗高度调节螺钉,直到推杆中心与适配器中心对齐。
查看推杆 [4] 从主轴 [3] 中流出的位置。
转动 (4) 颗高度调节螺钉,直到推杆中心与主轴中心对齐。
注意: 重力将推杆末端拉下一小段距离。
如有必要,用橡胶锤点按框架末端,将送料器从一侧移到一侧。
将推杆返回到其位置。
踩上松开踏板。
将送料器向后推至行程的末尾。
如果送料器正确调平,则气体冲击会将送料器固定在后部位置。
如果送料器必须对齐,则调整后支脚, 直到送料器平稳地锁定在前进位置并完全向后移动。
转动后脚 [1],直到它们与底部导轨平行,如图所示。
前脚 [2] 必须保持垂直于底部导轨,如图所示。
注意: 将脚转向送料器的两侧,以避免跳闸危险。
在每个标记处钻 [2] Ø 0.50"(13 毫米)的孔。
请按送料器倒角选件 程序安装送料器倒角机床(如配备)。
AD0464
此程序将向您展示如何将配置为在经典 Haas 控制系统上运行的 Haas 送料器转换为运行在下一代控制系统(NGC)。该套件还包括一个适配器(零件编号 33-5712A),这样您就可以将 Haas 送料器连接回经典 Haas 控制系统。此适配器的安装将在 Haas 送料器 - 安装 - CHC 程序中介绍。
转换 Haas 送料器后,请按照下面的 Haas 送料器 NGC - 安装程序进行操作。
此过程适用于以下套件:
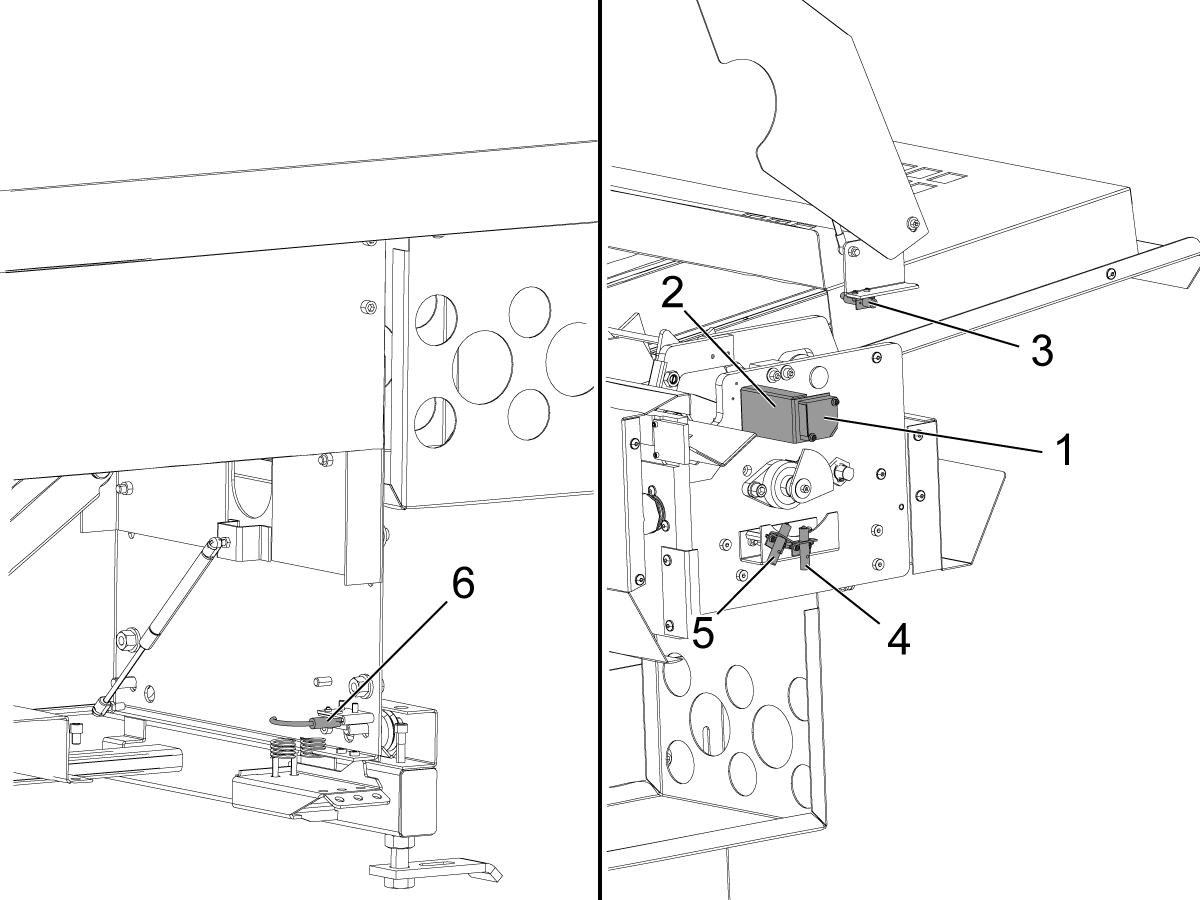
拆下 32-7464 CBL200 END OF BAR PHOTO SENSOR N.C. 照片传感器 [1]。
注意:如果送料器已安装在经典 Haas 控制器上,则断开 I/O PCB P35 和 P/N 32-7464 PSUB PCB P13 上的电缆连接。
拆下 25-11030 BRKT BAR MEAS SW BARFEED 照片传感器支架 [2]。
拆下 69-1734 N.C. LOAD "Q" 接近开关 [4]
拆下 69-1733 N.O. LOAD BAR 接近开关 [5]
拆下 69-1733 N.O. DOOR SW 接近开关 [3]。
拆下安装在送料器下部的 69-1733 N.O. PUSHED OUT 接近开关 [6]。
从送料器上移除 p/n 33-2018 和 33-2016 的电缆。
注意: 如果送料器已安装在经典 Haas 控制器上,则断开 I/O PCB P21 上的 P/N 33-2016 电缆和 I/O PCB P24 上的 p/n 32-2018 电缆。
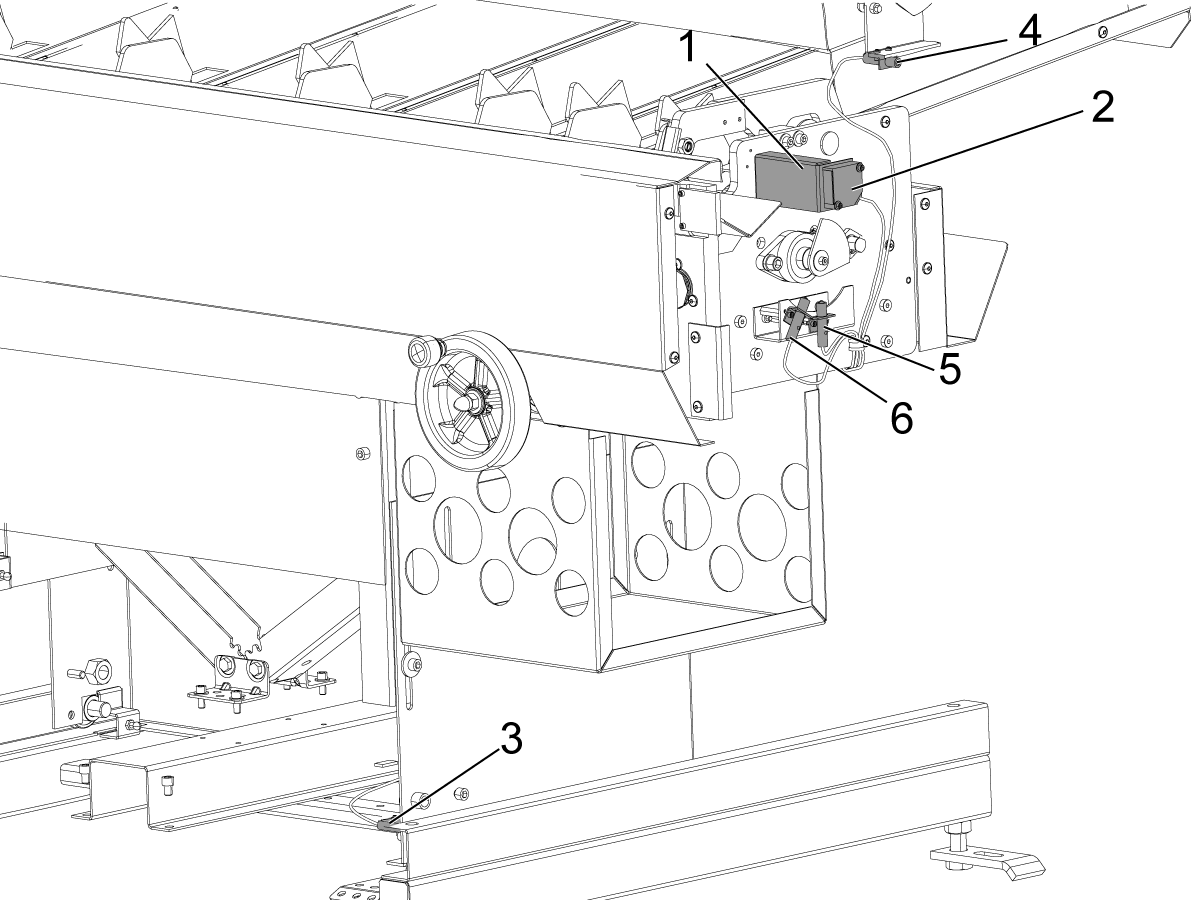
安装棒料支架末端 p/n: 25-11030A END OF BAR SW BRKT BARFEED.
安装 p/n 32-7465 CBL200 END OF BAR SENS 12V 棒材照片传感器的末端。
将 p/n 32-5715 N.O. PUSHED OUT、N.O. DOOR SW、N.C. LOAD"Q" 和 N.O. LOAD BAR 接近开关电缆安装到相应的正确位置。
将电缆插入导管内,并按照上一个配置的相同方式为电缆布线。
NGC 控制器将使用参数 13.78(而不是 415)用于 V 轴刀换刀偏置。NGC 控制器使用参数 13.78 V 轴换刀偏置的毫米值,而不是编码器步数。 需要将经典 Haas 控制器参数 415 V 轴刀具更换偏移值转换为毫米。
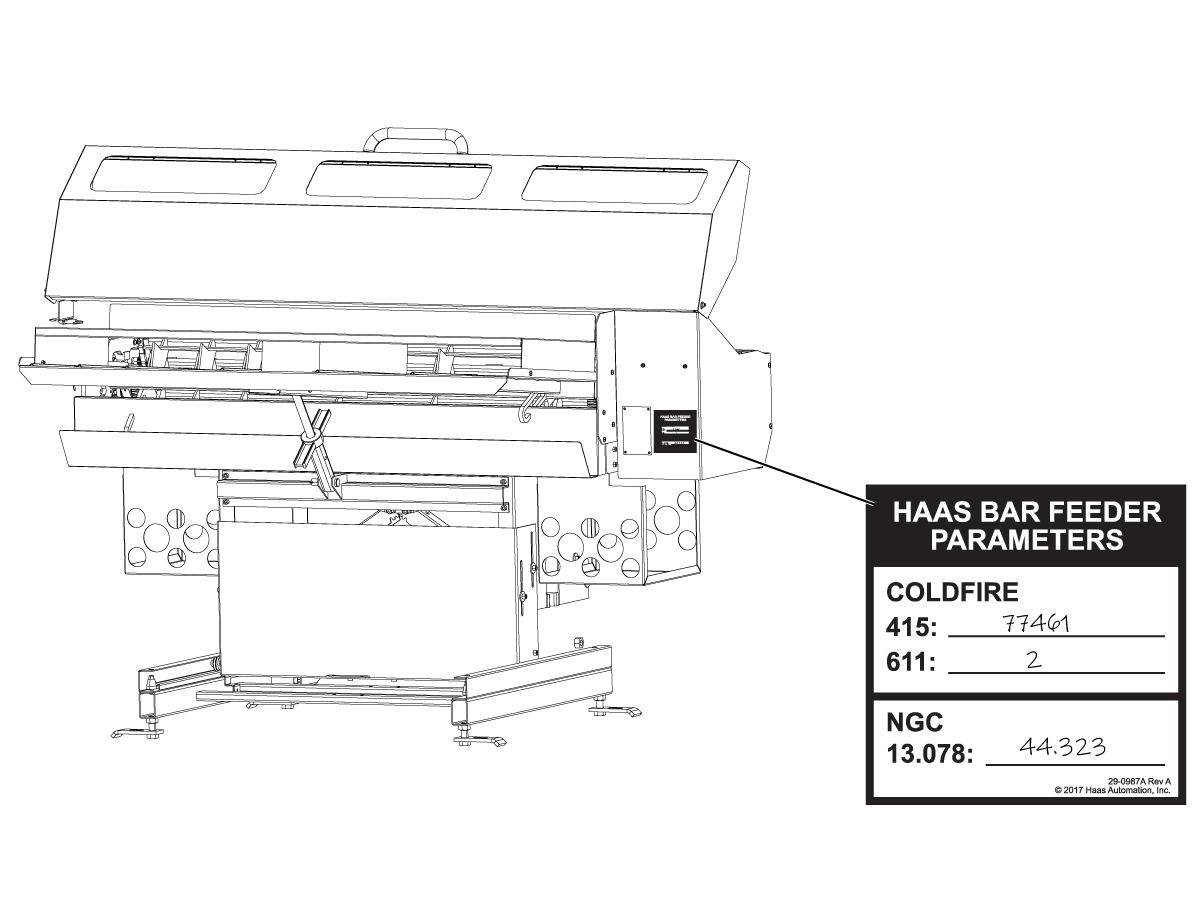
在送料器的背面找到 "Haas 送料器参数" 标贴 (29-0987)。
记下参数 415 的标贴中列出的数字。将此数字除以 44390。将结果转换为毫米。
示例: 77461 / 44390 = 1.7450
1.7450 x 25.4 = 44.323 (MM)
拆下旧标贴并安装标贴 29-0987A DECAL PARAMETERS HAAS BAR FEEDER。
使用永久标记记下 NGC 参数 13.078 的值。安装过程中将需要此值。
安装送料器:
Haas 送料器伺服电机电缆已升级为编组电缆。仅当 Haas 送料器在 2017 年 4 月之前制造,并且将连接到 NGC 机床时,才完成此部分。
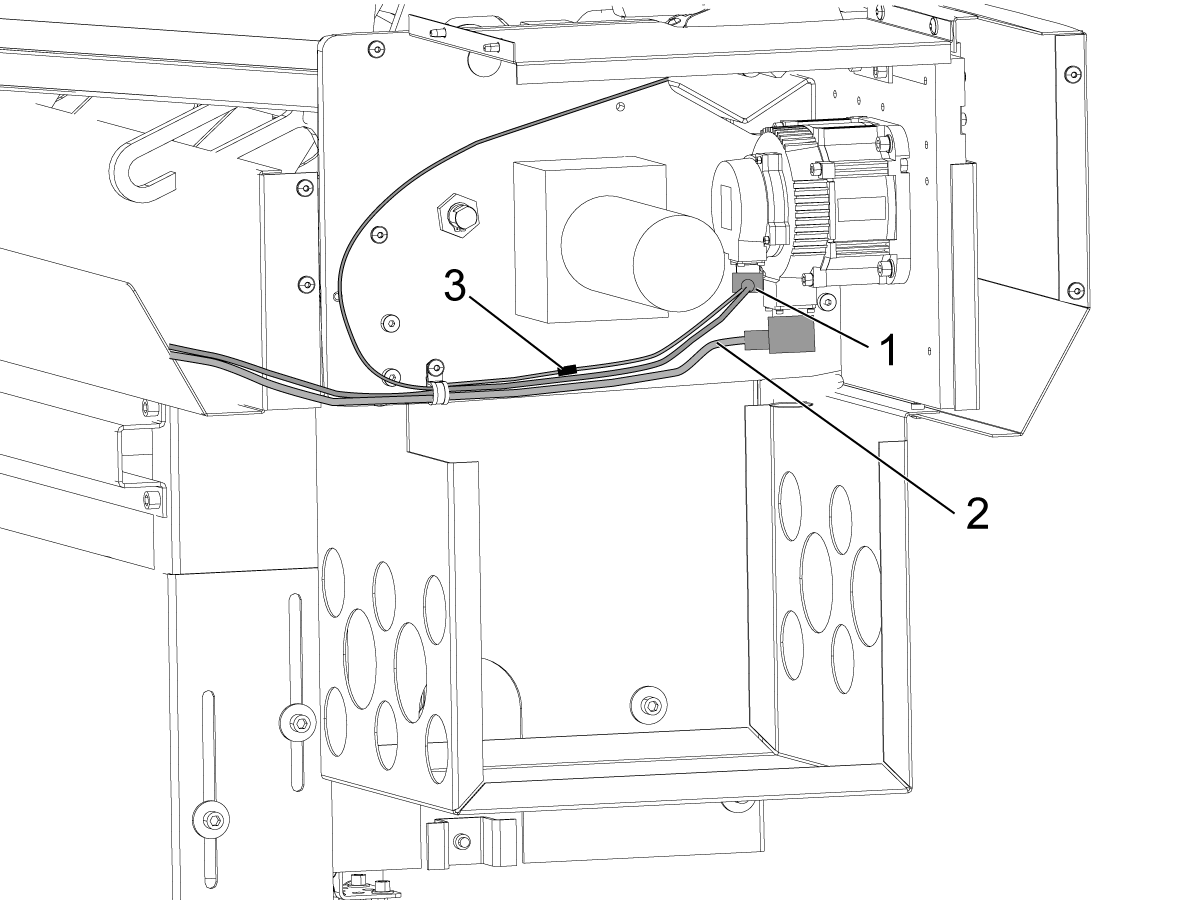
找到伺服电机。
从电机上断开编码器电缆 [1] 连接。断开连接到主传感器[3]的电缆。
从电机上断开电机电源线 [2] 的连接。
安装更新的编码器/主传感器电缆 p/n 32-0484。
安装更新的电机电源线 p/n 32-1650。
注意: 如果将送料器安装到 NGC 车床上,需要在放大器端安装铁氧体过滤器64-1252,才能连接更新的电机电源线 p/n 32-1650。
AD0744
版本 B - 2026 年 4 月
此规程介绍如何将倒角装置安装至维修套件和选件中的送料器。
机器兼容性:
此过程适用于以下套件:
注意: 此规程以 ST-20 为例进行介绍。若非另外指定,否则上述所有机床都适用上述规定。
按EMERGENCY STOP(紧急停机)按钮。
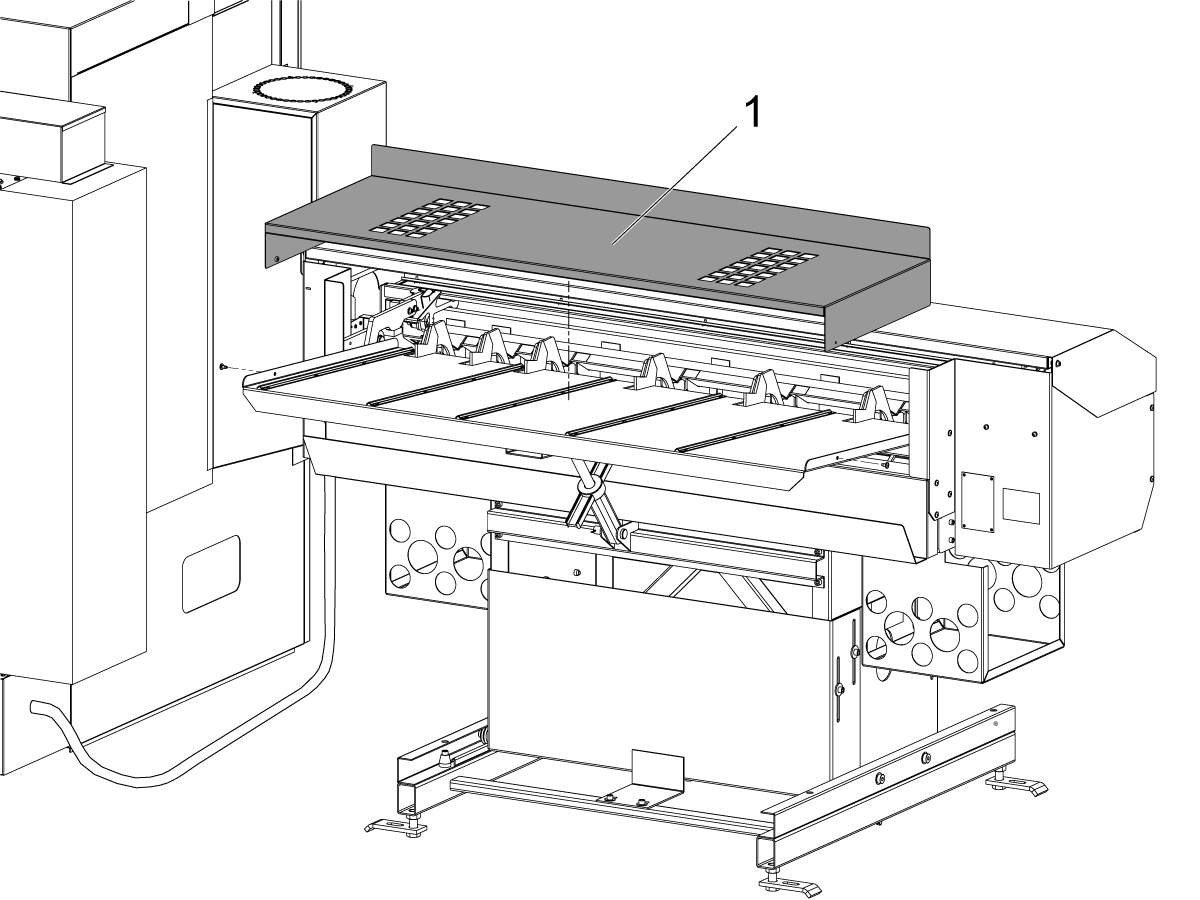
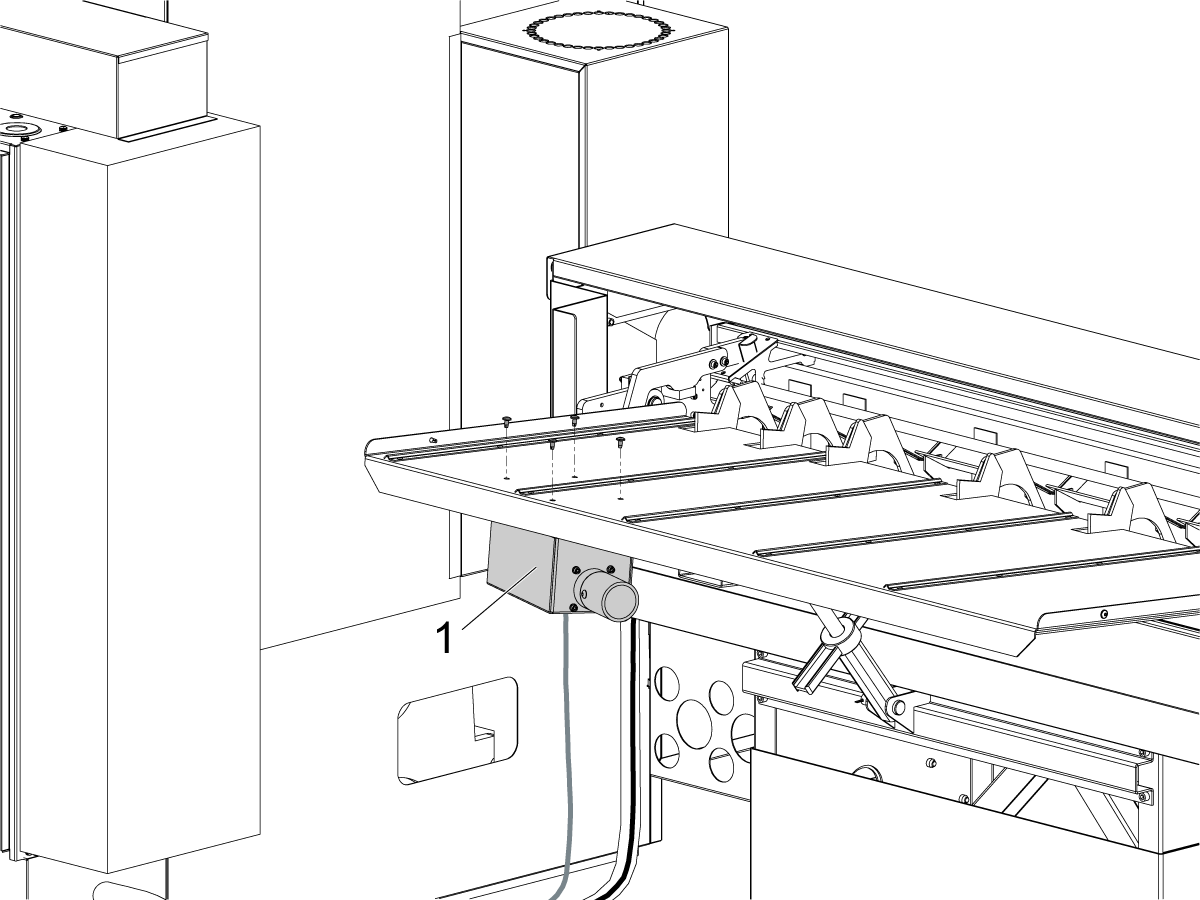
拆下送料器工作台盖子 [1]。
注意: 配备倒角选件的送料器不需要此步骤。工作台将配备特定孔,以用于安装倒角机床。
对于套件 P/N 93-1001009:
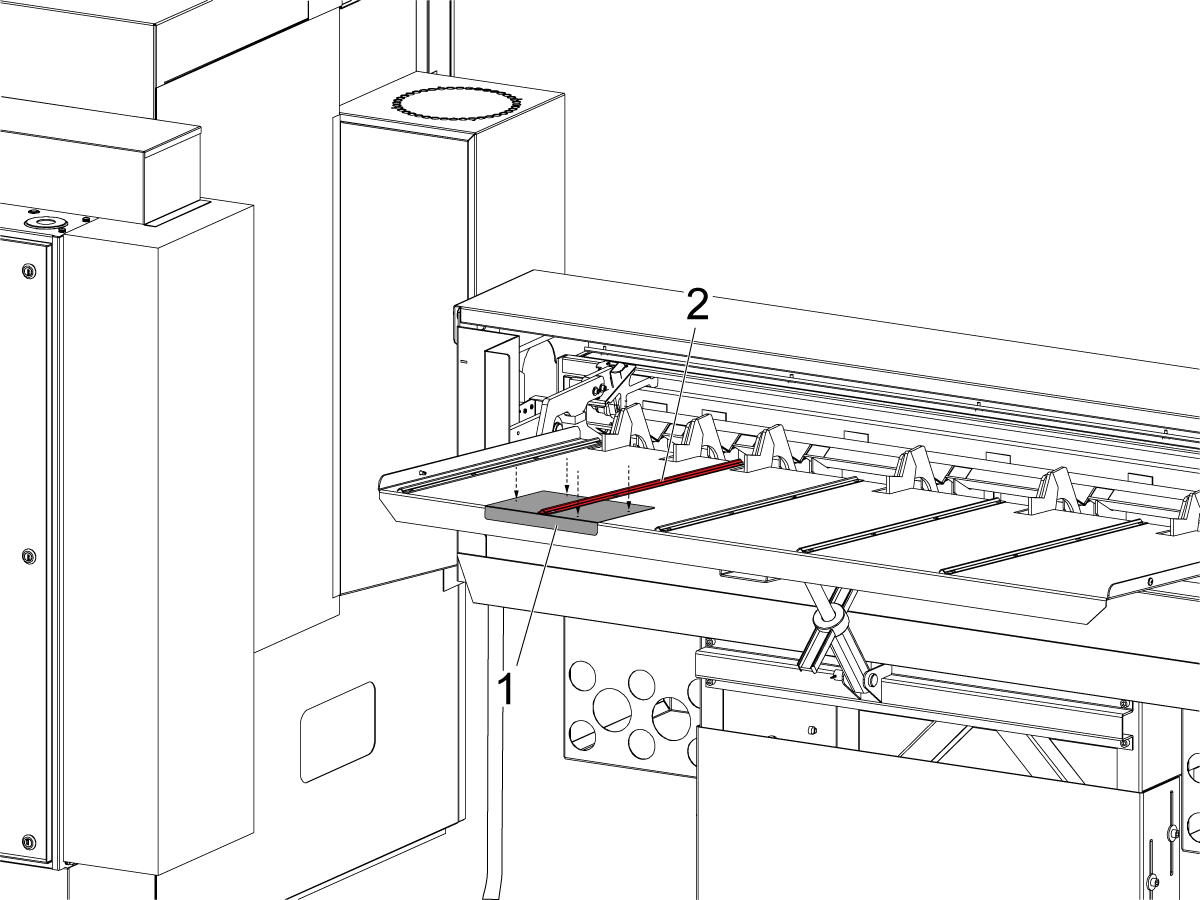
将模板 [1] 置于最靠近机床的送料器第二条导轨 [2] 上。
使用模板标记四个孔。
拆下模板,然后在标记位置钻 5/16 个孔。
去除每个孔两侧的毛刺。
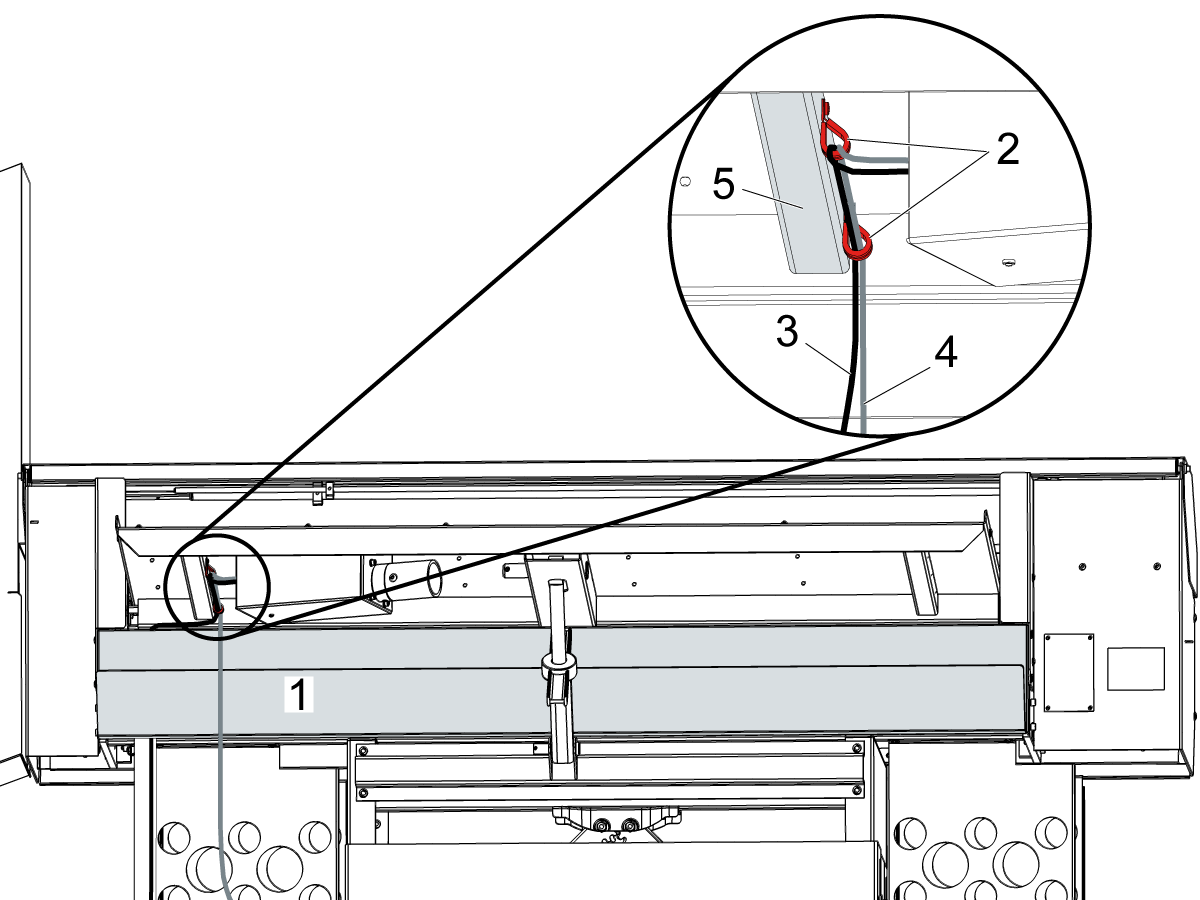
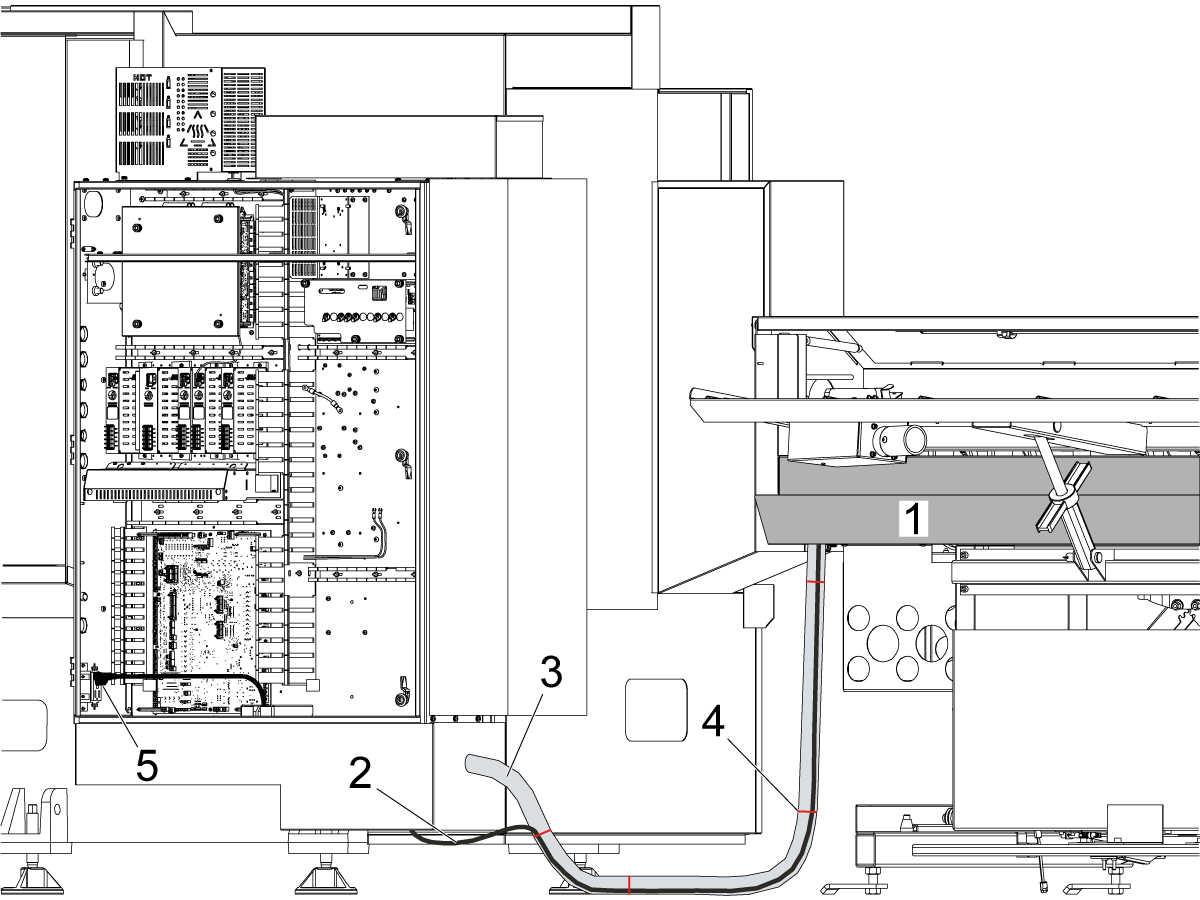
将电源线 [1] 穿过控制柜底部开口 [2] 处的侧裙板 [3] 下方,在波纹管 [5] 旁边的送料器后面板 [4] 后面。
注意:带倒角选件的送料器将配备电源线,该电源线穿过波纹管 [5],后者将按Haas 送料器 - 安装所述步骤安装。
断开电源线连接。
通过对齐键槽 [3],将倒角刀具 [1] 安装至电机轴 [2]。
手动拧紧螺栓 [4]。验证倒角刀具是否牢固地连接至电机轴。
用螺栓将倒角装置 [1] 固定至送料器工作台底部。

将脚踏板电缆 33-1293 [1] 插入倒角设备电缆 32-1296 [3] 和穿过控制柜 33-1303 [2] 的电源线。
参考电缆上的名称以验证正确的位置。
拆下送料器后面板 [1]。
使用自攻螺钉和电缆夹 [2] 将电源 [3] 和脚踏板 [4] 电缆固定到工作台下侧的支撑杆 [5]。
使用送料器后面板后面的三个电缆夹中的两个 [2] 将脚踏板电缆 [1] 连接到送料器。
注意: 脚踏开关可由操作员自行决定定位,以实现最佳可访问性。使用提供的夹具固定电缆是可选的,如需额外的电缆长度以将踏板置于更靠近操作员的位置,则可以省略。
安装送料器后面板 [1]。
使用束线带 [4] 将电源线 [2] 连接至机床和送料器之间的波纹管 [3]。
注意:带倒角选件的送料器的电源线将穿过波纹管 [3]。
将电源线插入至控制柜 [5]。
踩上脚踏板,以验证倒角机床是否打开。
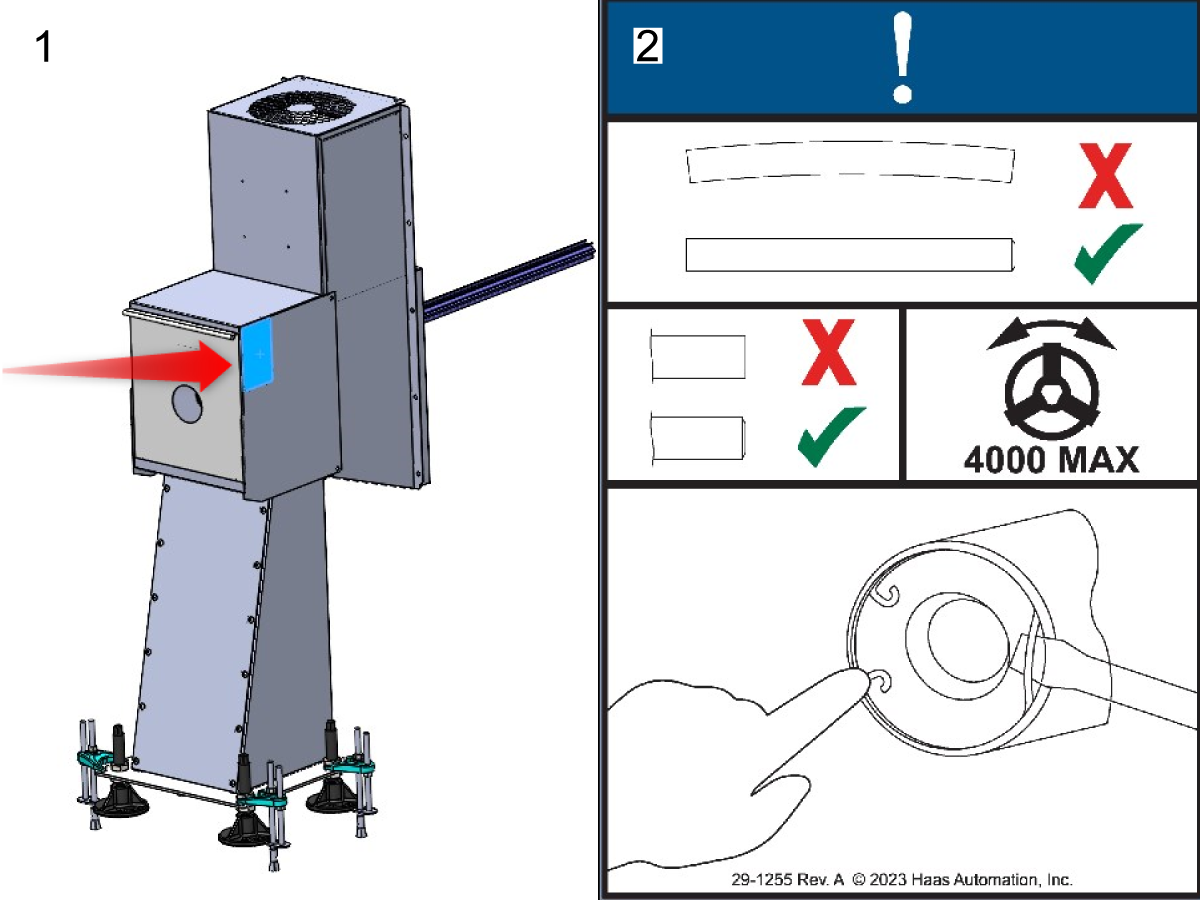
切削表面应逆时针旋转。
AD0640
本文档和服务套件适用于 2022 年 4 月 1 日及之后生产的 ST-10/10L/10Y/10LY 机床:
注意: 部分图像中未显示冷却液收集器,但是本程序中不需要将其移除。
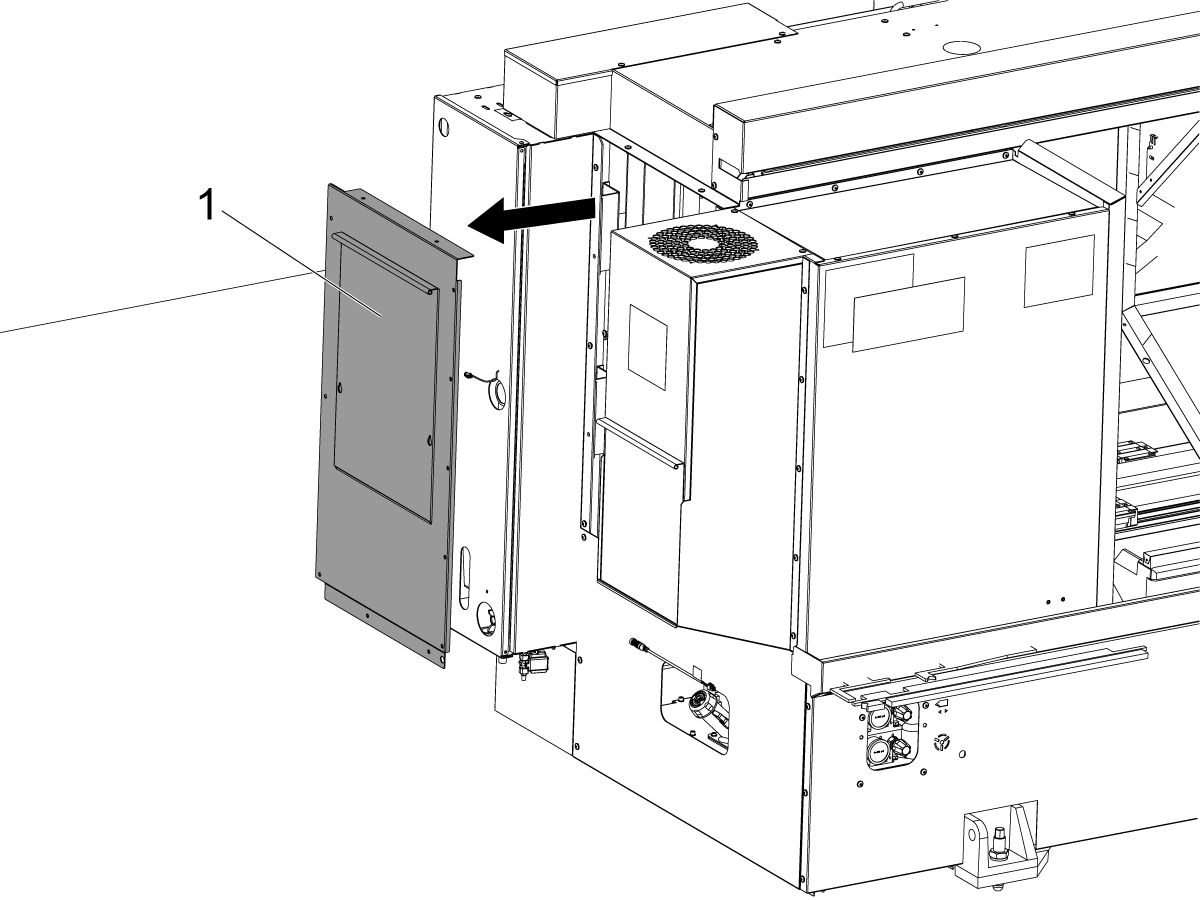
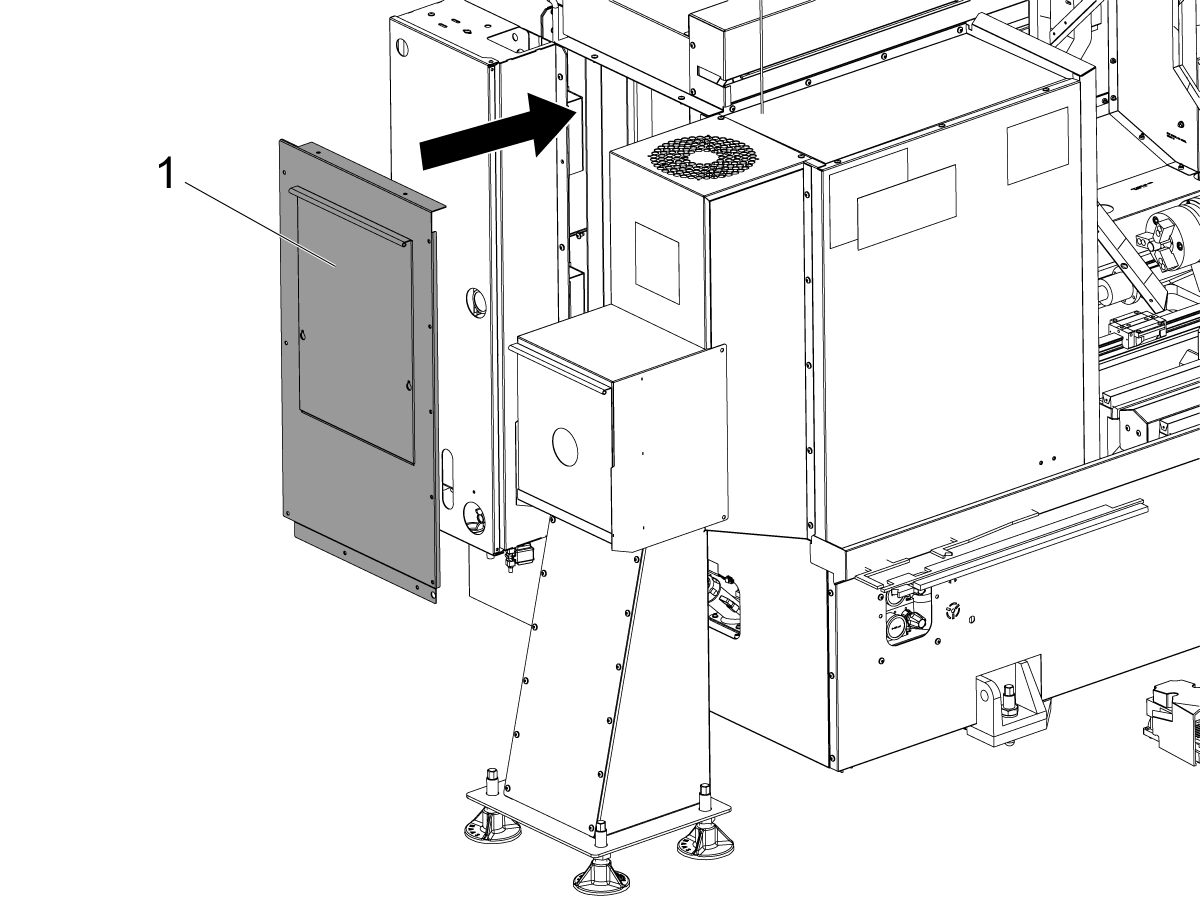
拆下冷却液收集器旁边的侧面板 [1]。
重要提示:如果机床上当前安装了送料器,则需要在此过程后将其拆卸并重新安装。欲知更多详情,请参阅 Haas 送料器 - 安装 - NGC 。
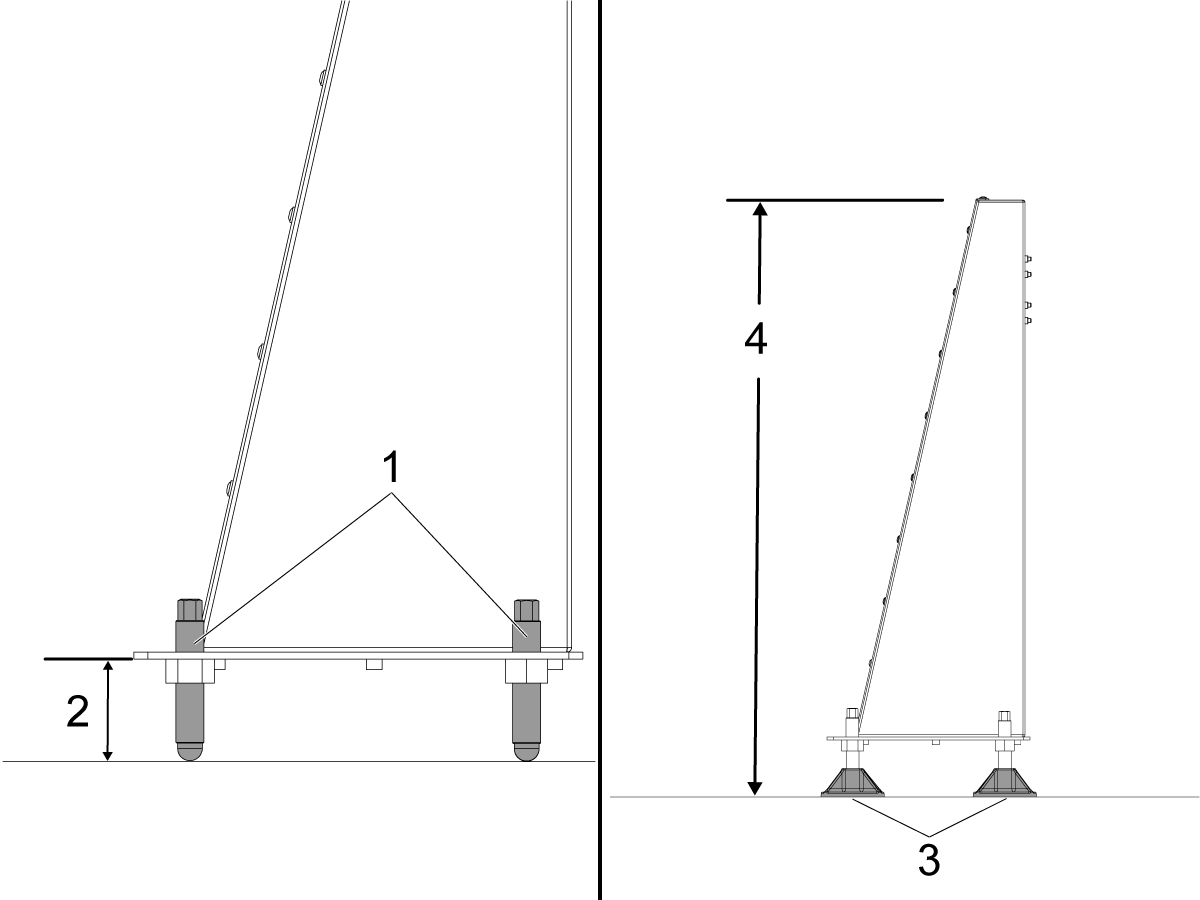
使用螺栓 [1] 调整支架,使其螺栓距离地面大约 54 毫米(2.125 英寸)[2]。
添加支脚 [3] 后,支架高度应为大约 1194 毫米(47 英寸)[4],并与地面垂直。
注意: 使用气泡水平仪确保支架底座和背面调平。
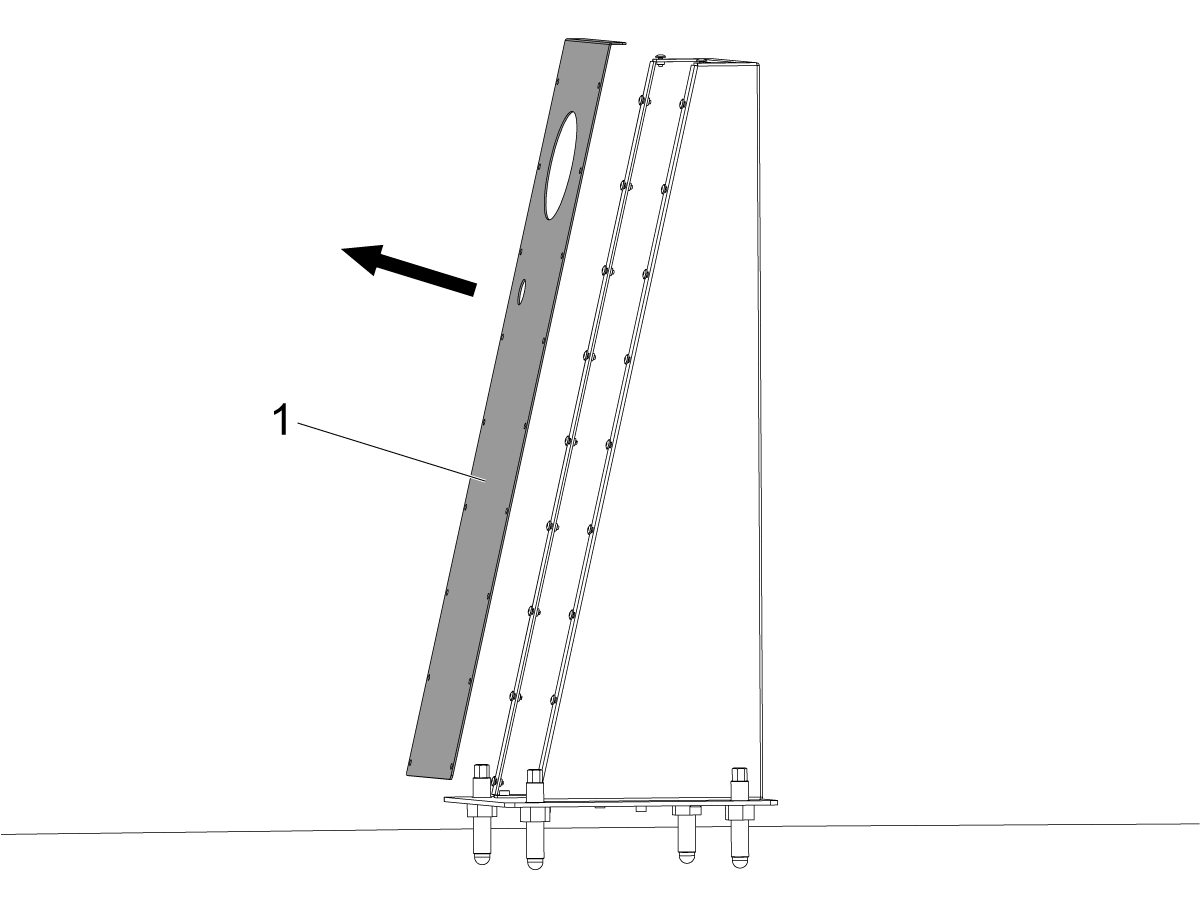
拆下支架上的斜面板 [1]。
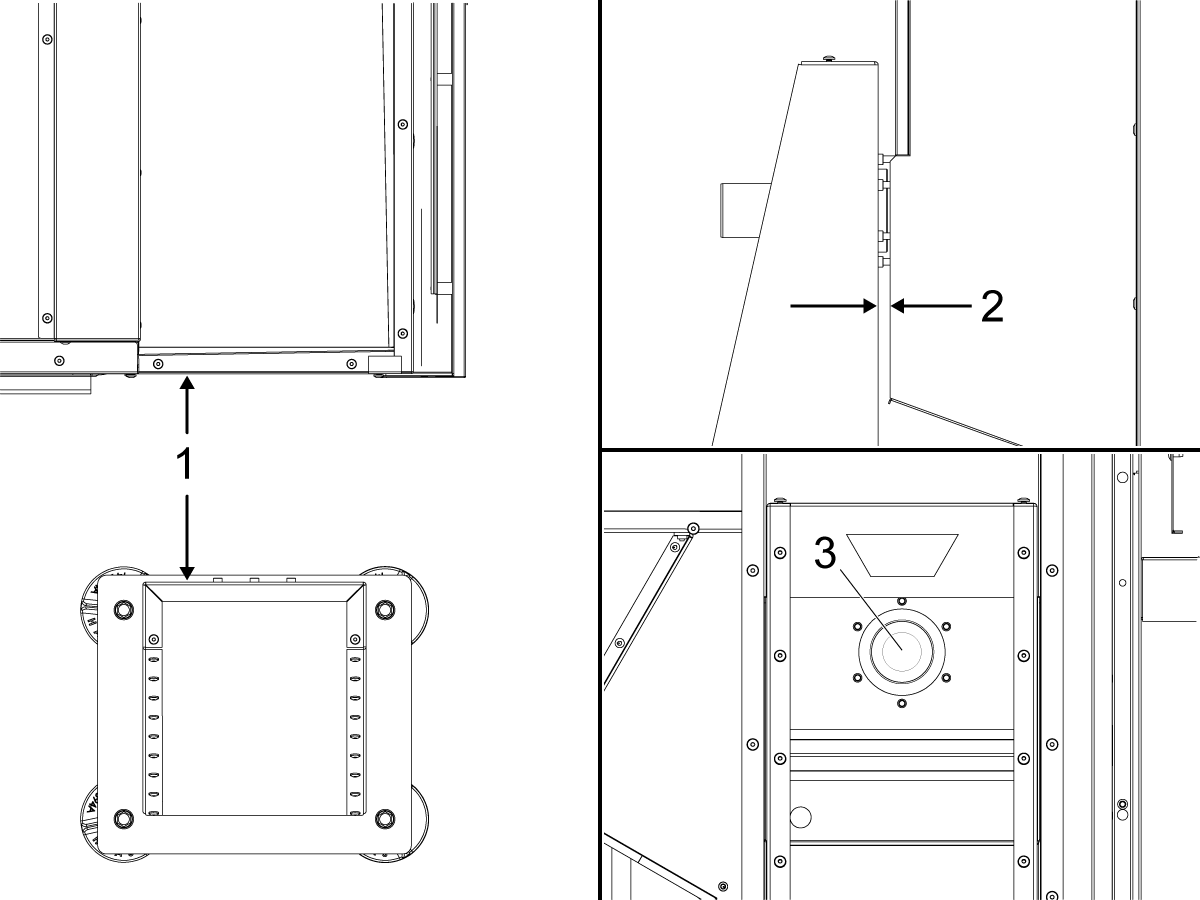
定位支架,使其与机床侧面的距离为 308 毫米至 311 毫米(12.125 英寸至 12.25 英寸)[1] 之间,并与冷却液收集器中心对齐。
支架与冷却液收集器的距离应为 5 毫米至 6 毫米(0.2 英寸至 0.25 英寸)[2] 之间,以留出调节空间。
调整支架,直至目测圆形开口与活塞和主轴同轴 [3]。
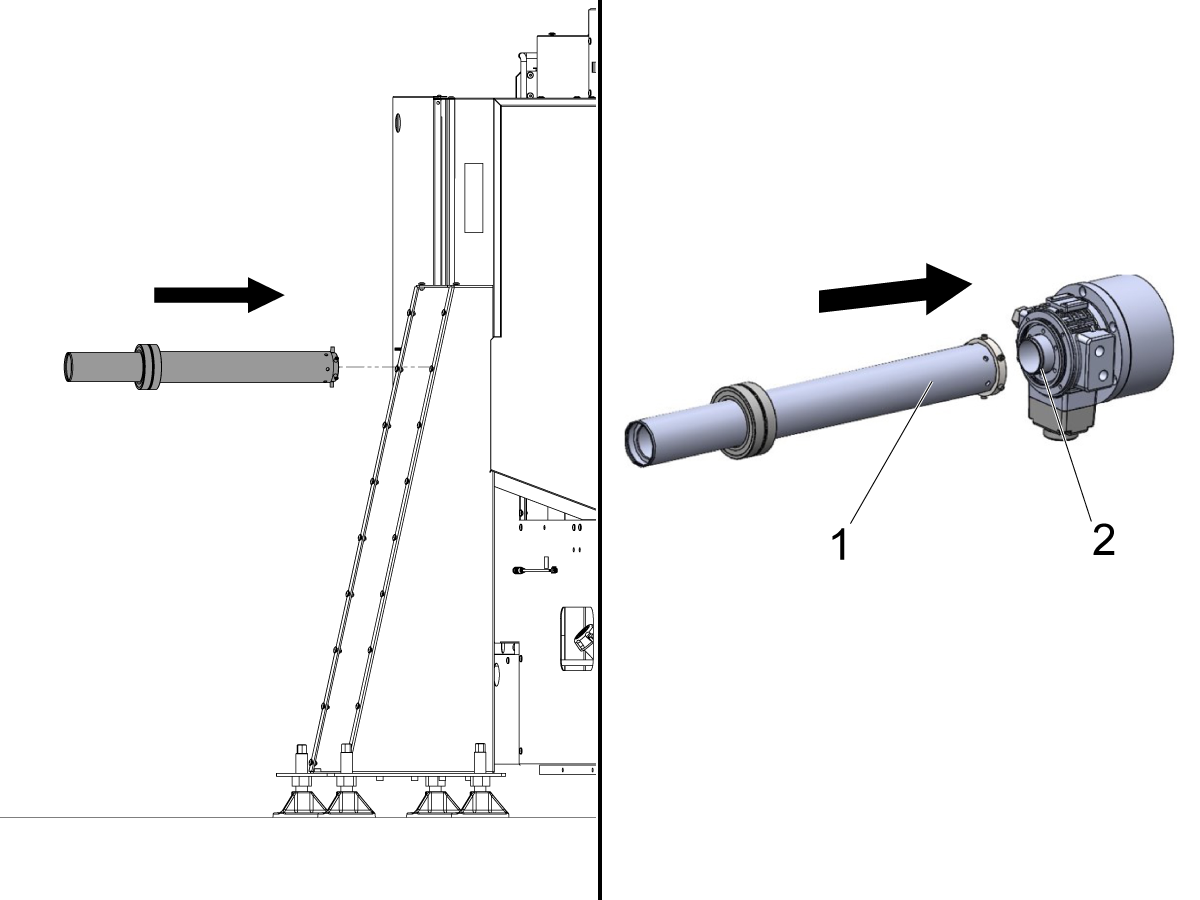
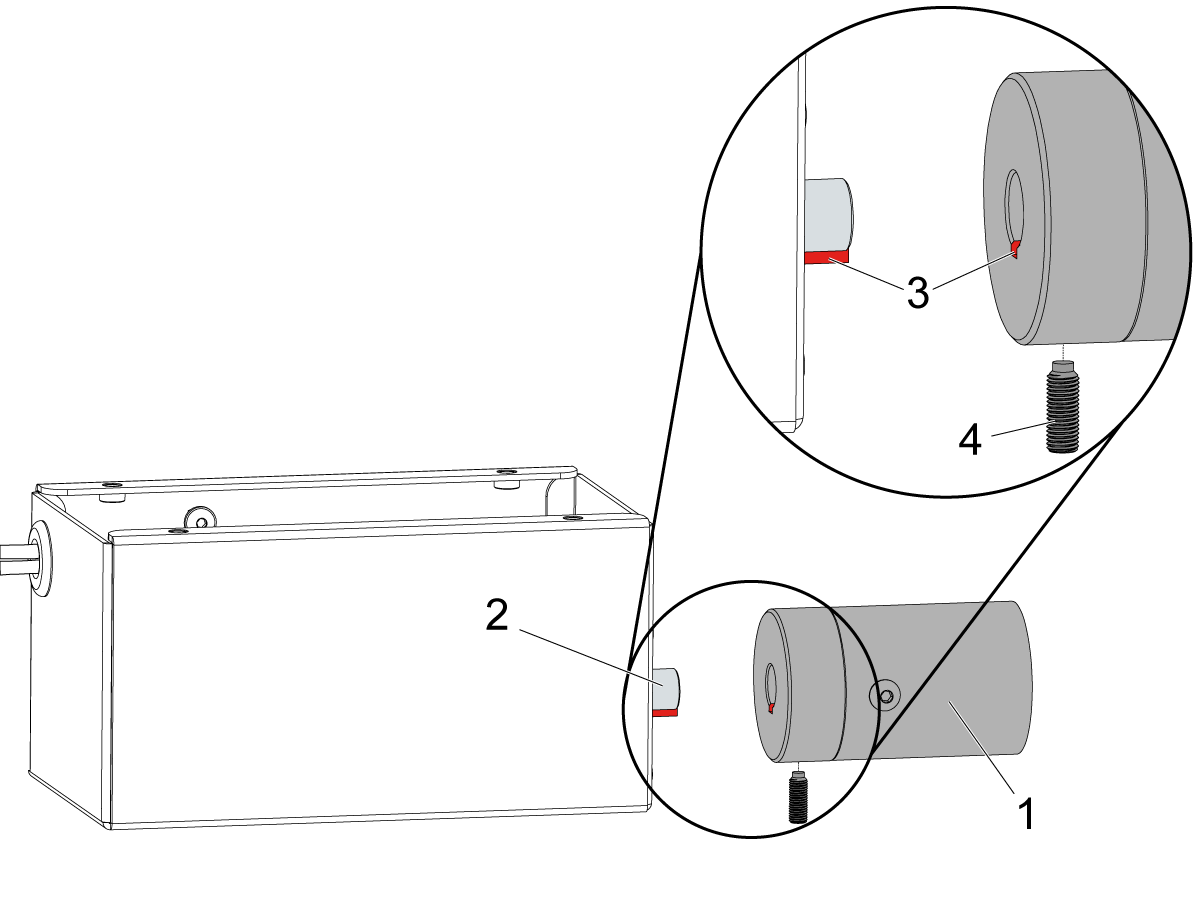
锁定主轴,并通过支架开口将加长衬套适配器 [1] 手动安装到活塞螺纹 [2] 上。

解锁主轴,测量加长衬套适配器末端的跳动值,并标记高点 [1]。
注意:利用锁紧器旋转加长衬套适配器。
将加长衬套适配器置于高点 [1],使其指向上方。
润滑外壳的内表面 [2],然后将外壳安装在加长衬套适配器上,并按星形形状手动拧紧螺钉 [3] 。
注意: 确保螺钉与通孔之间有充分的间隙。如有必要,重新定位支架,直至间隙充分。
将锚 [1] 的底座与螺栓 [3] 的中心线对齐,然后将其移向支架,直到它接触圆盘 [2]。
校准前,应按此方向安装地脚。
以下步骤主要用于校准。
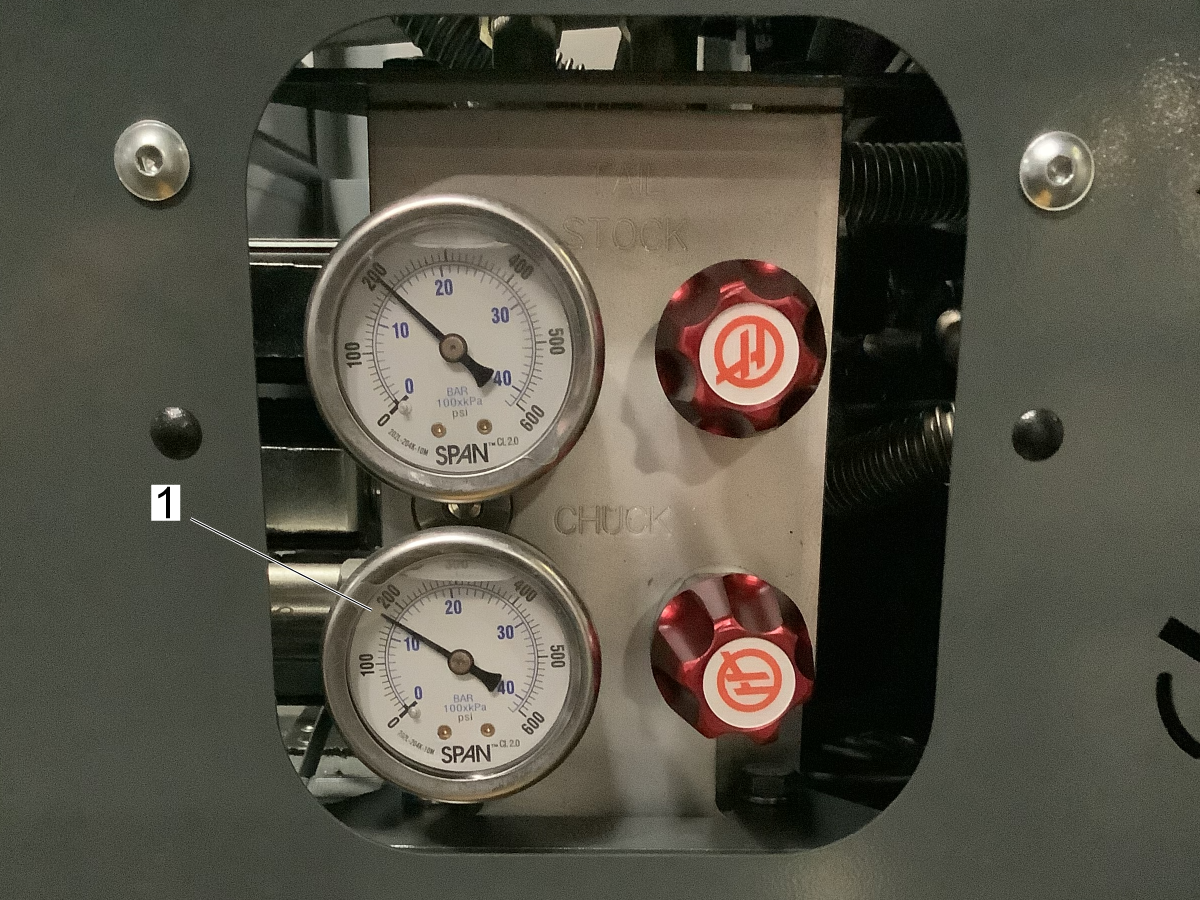
将卡盘压力降至 180 psi [1]。
向下拧紧壳体上的螺栓 [1],使支架垂直于加长衬套适配器,敲击支架的侧面,以使其对齐。
注意:支架背面应垂直于 Z 轴。检查外壳和支架之间的间隙,调整直至外壳保持与支架齐平。
按星形形状将壳体螺栓 [1] 扭矩拧至 15 英尺/磅。
将螺栓触底,支持其完全接触垫子。
将 4 个锚固螺母 [1] 扭矩拧至 25 英尺/磅。
拧紧前一步所述的所有螺栓和螺母后,启动卡盘以检查是否紧固。
注意:如果未紧固,确定紧固方向。沿 Z 轴方向轻轻推拉支架,听取约束声音是否减弱。按此方向,以 1/8 圈或以下的增量调整两个后部螺栓 [2]。注意: 如果此步骤执行后,紧固并未改善,请重复第 2 步至第 7 步
如果没有 紧固,均匀地紧贴螺母 (4) [1],并转动1/8圈。
将斜面板 [2] 重新安装至支架上。
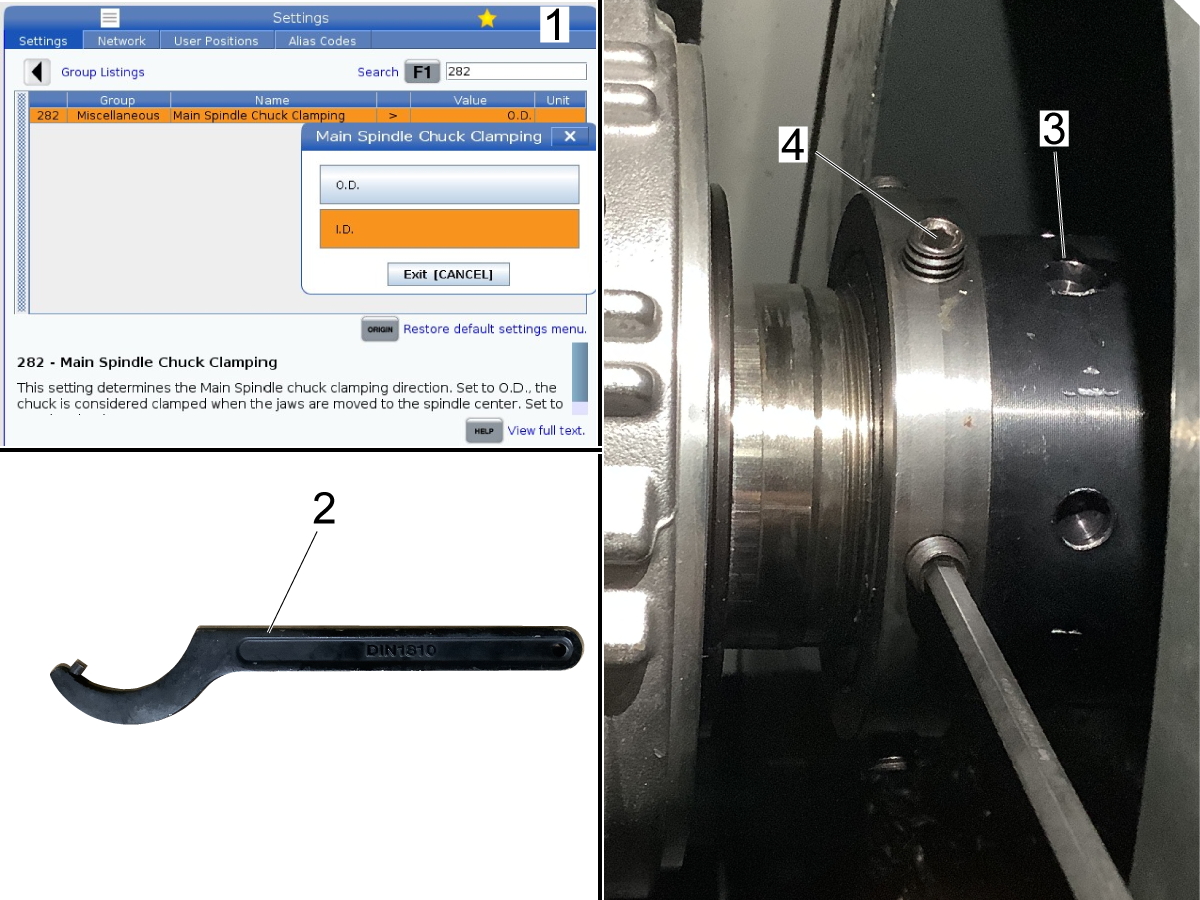
向下拧紧所有螺栓后,如启动后未紧固,则将设置 282 更改为 I.D. [1]。
按 [SETTING],键入 282,然后按 [F1] 以搜索设置 282。将设置 282 的值更改为内径。
使用活动扳手 [2] 拧紧加长衬套适配器 [3]。
按星形形状拧紧螺钉 [4]。锁扣应完全压入加长衬套适配器沟内。
将设置 282 改回至外径。

检查加长衬套适配器末端的跳动值 NTE 0.0030"。
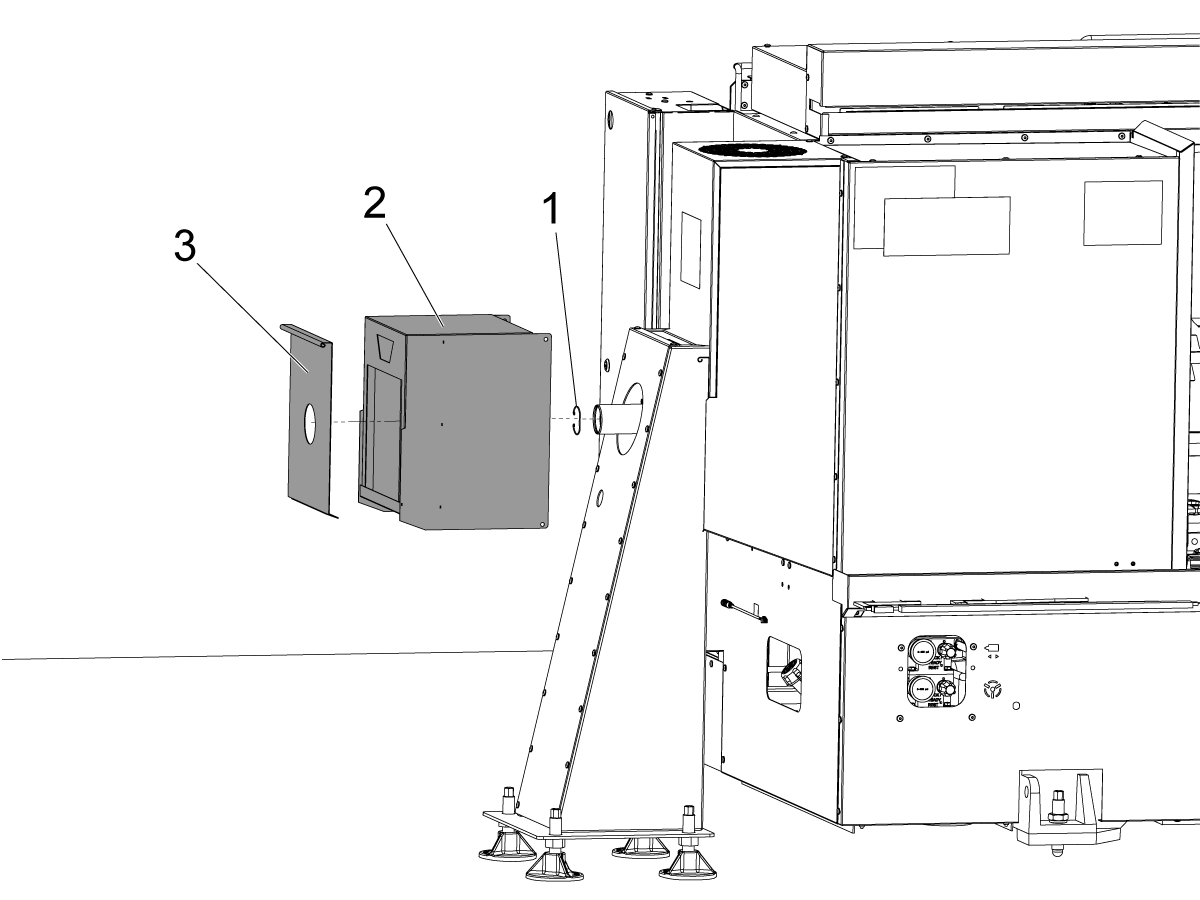
安装固定夹 [1]、冷却液收集器延长件 [2] 和检修盖 [3]。
注意: 冷却液收集器延长件配备软管,该软管需要通过支架和冷却液收集器进给。
重新在冷却液收集器旁边安装侧面板。
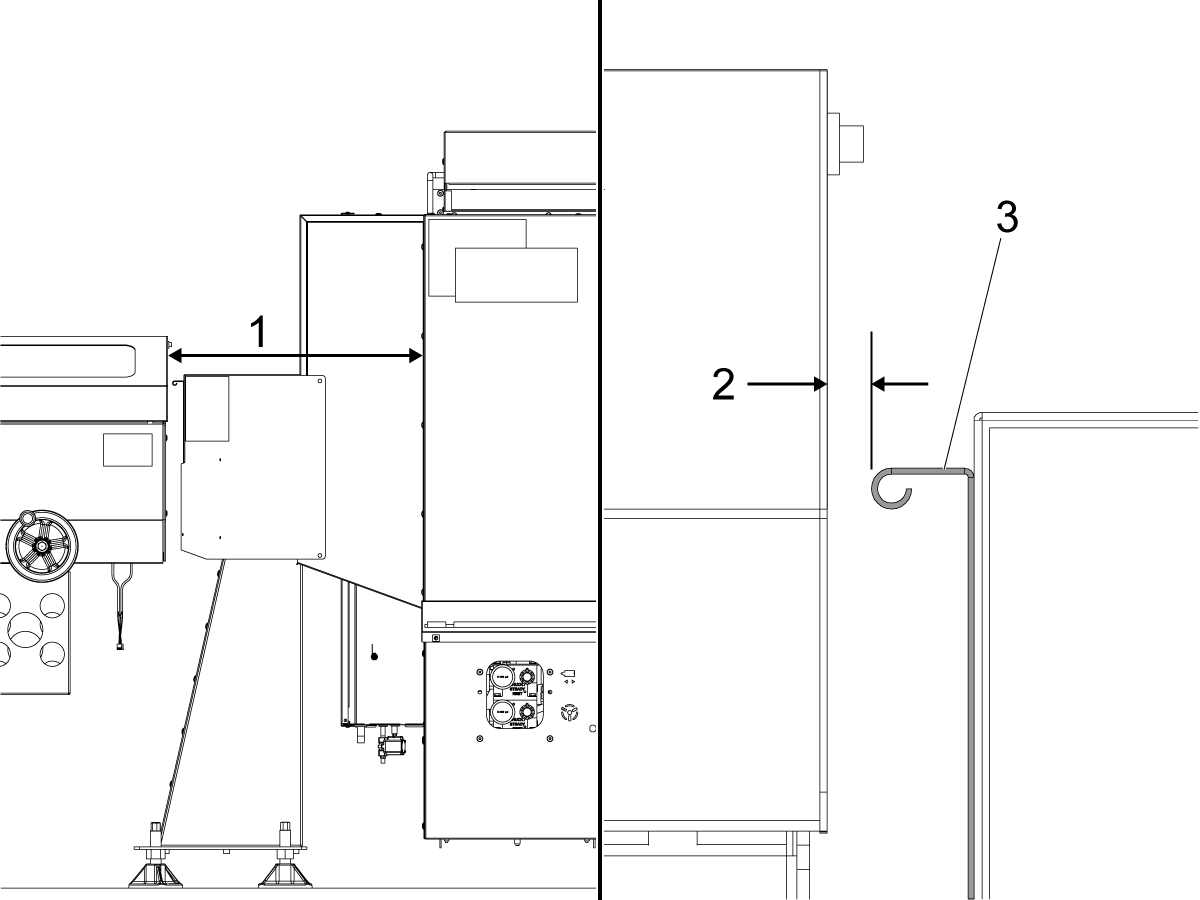
送料器与车床侧面的距离应为 613 毫米至 619 毫米(24.125 英寸至 24.375 英寸)[1] 之间,距离检修盖把手 [3] 的距离应为 3 毫米(0.125 英寸)[2]。
若要安装送料器,请按 HAAS 送料器 - 安装操作
向下锚固送料器前,确认其与检修盖手柄 [3] 分开。
打开机器。
登录 HBC 门户。
下载加长衬套系统选项配置修补程序文件。
注意: 订购 加长衬套系统服务套件后,选项文件将显示在配置下载页面上。如果未显示该选项,请与服务部门联系。
将选项配置修补程序文件加载到控件。请参阅 下一代控制器 - 配置文件 - 下载/加载 程序。
加长衬套系统标贴位置 [1]。
标贴 [2] 介绍了以下细节:

Recently Viewed Items
You Have No Recently Viewed Items Yet

此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING 接受以下条件:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255