

/2026-04-VOP-SquareComponent.jpg/_jcr_content/renditions/cq5dam.thumbnail.319.319.png) 增值选件套
增值选件套
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.
| 症状 | 可能的原因 | 纠正措施 |
| 警报 6.108 或 7.108B 或 C 轴伺服过载 | 馈送和速度对于工作来说太高了。 | 降低进给和速度。 |
| 切削工具不锋利或损坏。 | 安装新工具或新工具插入。 | |
| 行驶轴上有机械堵塞。 | 确保轴具有清晰的行驶路径。 | |
| 旋转单元中存在内部机械障碍物。 | 测试旋转单元。 | |
| 旋转单元的制动电磁阀有电气故障。 | 对电磁阀进行故障排除。 | |
| 伺服放大器有问题 | 对伺服放大器进行故障排除。 | |
| 警报 6.103、7.103B 或 C 轴伺服错误太大 | 编码器连接或电源故障。 | 检查电机编码器和电源线缆连接。 |
| 摆线装置上的输入轴松动 | 检查 输入轴的横向和垂直运动。 确认输入轴上的锁紧螺母没有松动。 查看“输入轴” 部分。 |
|
| 转盘下的胶体污染导致 Moly 润滑脂硬化。 | 参见冷却液污染部分 |
|
| 确认 C 轴转盘密封件未损坏。请参阅 AD0597 | ||
| 加工零件具有不准确的特征 | 馈送和速度对于工作来说太高了。 | 降低进给和速度。请参阅 UMC - 应用 - 故障排除指南。 |
警报 6.423 或 7.423B 或 C 轴辅助编码器位置不匹配 警报 6.9944 或 7.9944B 或 C 轴辅助编码器 Z 故障 警报 6.9945 或 7.9945 B 或 C 轴辅助编码器 Z 通道丢失 警报 6.9946 或 7.9946B 或 C 轴辅助编码器线缆故障
|
旋转刻度或刻度电缆有故障。 | 检查旋转刻度电缆。 |
| 旋转光栅编码器未正确接地。 | 请参阅 UMC B 和 C 轴旋转光栅编码器部分。 |
|
| 警报 6.994 或 7.994 放大器过载 | 由于过度加压,制动环损坏或泄漏 | 更换制动环或添加制动调节器维修套件 - AD0601 |
警报 6.9948 或 7.9948B 或 C 轴辅助编码器串行故障 警报 6.9918或 7.9918B or C AXIS SERIAL ENCODER INTERNAL DATA ERROR(B 或 C轴串行编码器内部数据错误) 警报 6.9922 或7.9922 B or C AXIS MOTION CHANNEL FAULT DETECTED(检测到 B 或 C 轴运动通道故障) 警报 6.9923或7.9923 B or C AXIS SOFTWARE DETECTED ENCODER FAULT(检测到 B 或 C轴软件编码器故障) 警报 6.9930或 7.9930 B or C AXIS SERIAL ENCODER POOR COMMUNICATION(B 或 C轴串行编码器通信不良) 警报 6.9959或7.9959 B or C AXIS SERIAL ENCODER DISCONNECT(B 或C 轴串行编码器断开) 警报 6.9949 或 7.9949 B or C AXIS SOFTWARE DETECTED SECONDARY ENCODER FAULT(检测到 B 或 C 轴软件辅助编码器故障) 警报 6.9950 或 7.9950B or C AXIS SOFTWARE DETECTED SECONDARY ENCODER FAULT(检测到 B 或 C 轴软件辅助编码器故障) 警报 6.9951 或 7.9951 B or C AXIS SECONDARY ENCODER SERIAL COMMUNICATION FAULT(B 或 C 轴辅助编码器串行通信故障) 警报 6.9960 或 7.9960 B or C AXIS SECONDARY SERIAL ENCODER CABLE FAULT(B 或 C 轴辅助编码器线缆故障)
|
软件已过期。 | 警报已过时 在软件中更新编码器故障新警报。更新到最新版本 100.21.000.1130 或更高版本; 添加了 Mocon 主轴和辅助轴上编码器故障检测的警报 9719 和 9720。 |
| 警报 4011、6.4011、7.4011 旋转制动器接合失败 | 压力开关故障。 | 检查压力开关。 |
| 电磁阀故障。 | 检查电磁阀。 请参阅电磁阀故障排除指南。 |
|
| 制动器中的空气。 | 放气制动器。 | |
| 制动助力器密封件损坏。 | 使用放气工具包检查压力。 | |
| 气瓶被卡住。 | 修理气缸轴。 | |
| 由于过度加压,制动环损坏或泄漏 | 更换制动环或添加制动调节器维修套件 - AD0601 | |
| 反向间隙 表面光洁度差。 | 制动器中的空气。 | 放气制动器。 |
| 电磁阀故障。 | 测试电磁阀。 | |
| 制动助力器密封件损坏。 | 使用放气工具包检查压力。 | |
| 警报 4003 或 6.4003 转台制动器释放失败 | 未安装气缸回油管 | 请参阅转台- 液压刹车助力器缩回空气管道 - 安装。 |
| 压力开关故障。 | 检查压力开关。 | |
| 警报 6.4004 或 7.4004 轴运动发生时,转台制动器啮合 | 转盘下的冷却液污染导致 Moly 润滑脂硬化。 |
参见冷却液污染部分 |
| 转盘下方存在液压油泄漏。 | 转台制动器密封圈可能损坏。 | 验证机床的进气压力,如果高于 105 psi / 6.8 巴,则添加合适的维修套件。请参考以下转台制动器维修套件。 安装维修套件后制动器继续泄漏,请参考以下转台制动器环更换。 |
警报 6.9719、7.9719 B or C AXIS PRIMARY ENCODER SERIAL FAULT(B 或 C 轴主编码器串行故障) 警报子代码 (0x1)编码器数据故障 =(警报 9918 串行编码器内部数据错误) |
编码器信号受高功率电缆噪声的影响。 (伺服电动机编码器故障。) |
请参阅以下 串行数据通信故障/电气噪声 部分。 检查伺服电动机是否存在冷却液污染。 |
警报 6.9719、7.9719 B or C AXIS PRIMARY ENCODER SERIAL FAULT(B 或 C轴主编码器串行故障) 警报子代码 (0x2) 编码器内部轴故障 1 =(警报 9922 检测到运动通道故障) |
(运动通道报告了控制器无法识别的内部故障类型) | 重启机床,如果问题仍然存在,请获取错误报告(Shift F3)并通过电子邮件发送给 Haas Service |
警报 6.9719、7.9719 B or C AXIS PRIMARY ENCODER SERIAL FAULT(B 或 C 轴主编码器串行故障) 警报子代码 (0x3) 编码器内部轴故障 2 =(警报 9923 软件检测到编码器故障) |
(软件报告了控制器无法识别的内部故障类型) |
重启机床电源。如果问题仍然存在,请获取错误报告 (Shift F3) 并通过电子邮件发送给 Haas Service |
警报 6.9719、7.9719 B or C AXIS PRIMARY ENCODER SERIAL FAULT(B 或 C轴主编码器串行故障) 警报子代码 (0x4) 编码器 CRC 故障 =(警报 9930 串行编码器通信不良) |
编码器信号受高功率电缆噪声的影响。 |
(请参阅以下 串行数据通信故障/电气噪声 部分。) |
警报 6.9719、7.9719 B or C AXIS PRIMARY ENCODER SERIAL FAULT(B 或 C轴主编码器串行故障) 警报子代码 (0x5) 编码器电缆故障 =(警报 9959 串行编码器断开) |
电缆连接不正确或编码器有故障。 |
(检查电缆和连接器。 请参阅下面的 主处理器/编码器电缆 部分。) |
警报 6.9720、7.9720 B 或 C 轴辅助编码器串行故障 警报子代码 (0x1) 编码器数据故障 = (警报 9948 辅助编码器内部数据错误) |
光栅尺信号受高功率电缆噪声的影响。 (光栅尺故障、配置文件问题;电机类型不正确或光栅尺类型不正确。) |
请参阅以下 串行数据通信故障/电气噪声 部分。 (检查光栅编码器有无冷却液污染。) |
警报 6.9720、7.9720 B 或 C 轴辅助编码器串行故障 警报子代码 (0x2) 编码器内部轴故障1 = (警报 9949 软件检测到辅助编码器故障) |
(运动通道报告了控制器无法识别的内部故障类型) |
重启机床电源。如果问题仍然存在,请获取错误报告 (Shift F3) 并通过电子邮件发送给 Haas Service |
警报6.9720, 7.9720 B 或 C 轴辅助编码器串行故障 警报子代码 (0x3) 编码器内部轴故障 2 =(警报 9950 软件检测到辅助编码器故障) |
(软件报告了控制器无法识别的内部故障类型)
|
重启机床电源。如果问题仍然存在,请获取错误报告 (Shift F3) 并通过电子邮件发送给 Haas Service |
警报6.9720, 7.9720 B 或 C 轴辅助编码器串行故障 警报子代码 (0x4) 编码器 CRC 故障 =(警报 9951 辅助编码器串行通信故障) |
(光栅尺信号受高功率电缆噪声的影响。) |
(请参阅以下 串行数据通信故障/电气噪声 部分。) |
警报 6.9720、7.9720 B 或 C 轴辅助编码器串行故障 警报子代码 (0x5) 编码器电缆故障 = (警报 9960 辅助串行编码器电缆故障) |
(电缆连接不正确或光栅尺有故障。) |
(检查电缆和连接器。 请参阅下面的 主处理器/编码器电缆 部分。) |
2023 年 6 月 14 日之前制造的 UMC-350HD 机床 1.25 英寸或更长的刀具无法到达 OTS 探针。 |
需要较长工具才能更新探针安装。 | 请参阅 UMC-350HD 探针安装改装程序,以确定机床是否具有旧探针安装,并在有需要时改装新探针。 |
| 具有软件 100.23.000.1200 的机床在应用用户转台时出现问题。 | 软件已过期。 | 升级到软件版本 100.24.000.1002 或更高版本。 |
纠正措施:
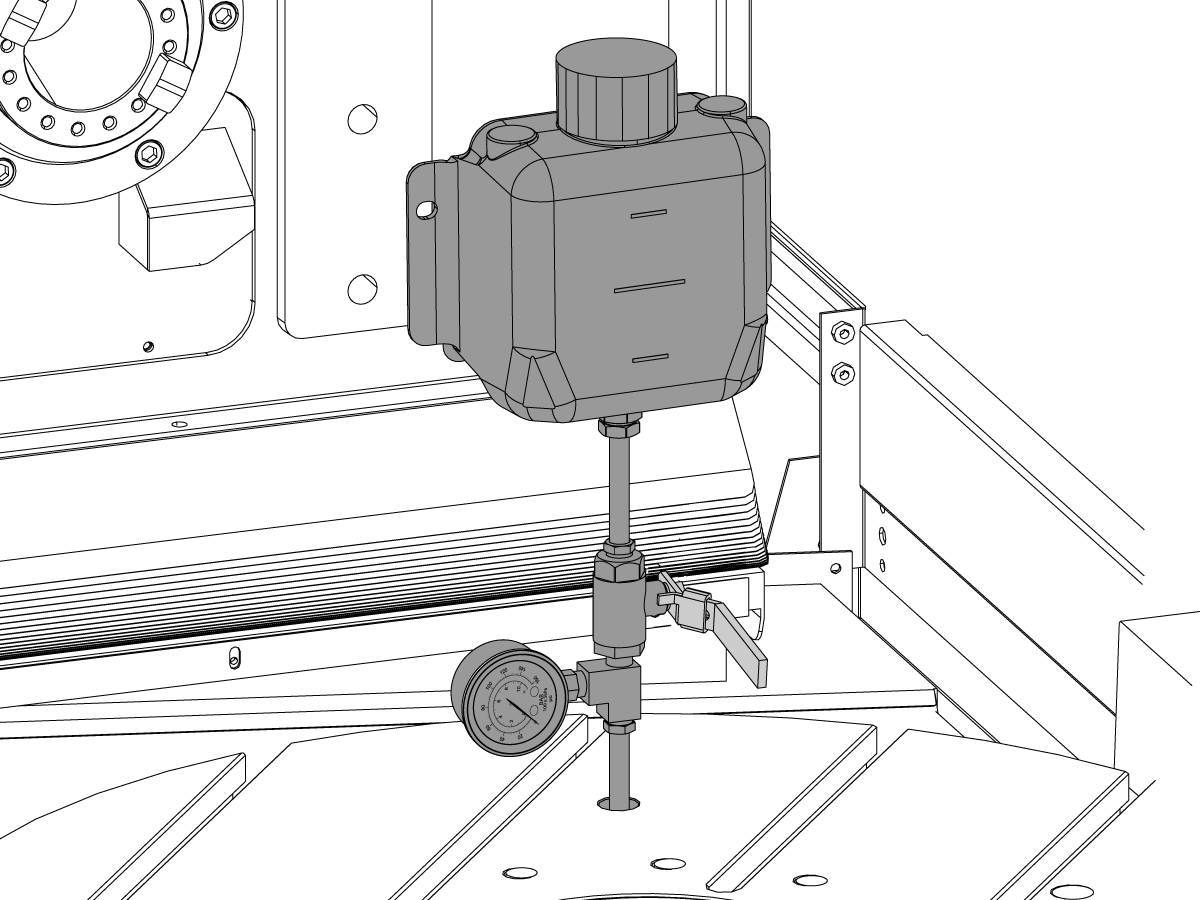
如果空气进入制动系统,制动器不会产生正确的压力。您必须放气制动系统才能排出空气。使用排气工具 T-0062A 进行 EC1600,T-0062 用于 UMC。
2016 年 11 月之前制造的机床可能需要重新配置储液罐进给软管。请参阅EC-1600, UMC-750 - 液压刹车助力器 - 更换了解更多信息。
请参阅。
可能的原因:进给和速度对于工作来说太高了。
纠正措施:
降低活动程序的馈送和速度,以降低机器负载。
可能的原因:切削刀具不锋利或损坏。
纠正措施:
检查切削工具有无损坏。如果切削工具损坏或不锋利,则安装新工具或新刀具刀片。
可能的原因:轴电机电缆中存在接地短路。
纠正措施:
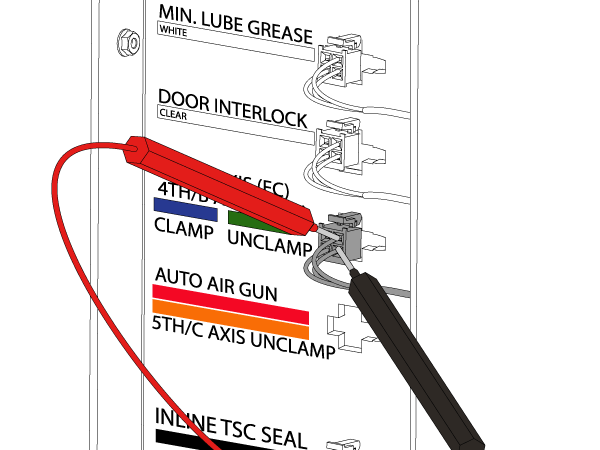
检查转台线缆是否磨损或损坏,请参阅下面的电气图。

检查连接到编码器安装板上的 B 或 C 轴接地电缆。确保固定在编码器安装板上。 验证电缆另一端已连接到机箱。
如果机床未安装接地电缆。验证编码器安装是否具有用于接地螺钉的 [1] 8-32 UNC 位置。
安装以下部件:
33-8001 GND 到 SP 编码器 16 英尺(C 轴)
33-6055 到 SP 编码器 13 英尺(B 轴)
如果需要;
20-7278A - MNT NCE/原点开关 B 轴 UMC
20-7279A - MNT NCE/原点开关 C 轴 UMC
注意:请勿松开读头螺钉,否则将需要对机床进行激光补偿。

纠正措施:
用活动扳手拧紧锁紧螺母,直到标记对齐
纠正措施:
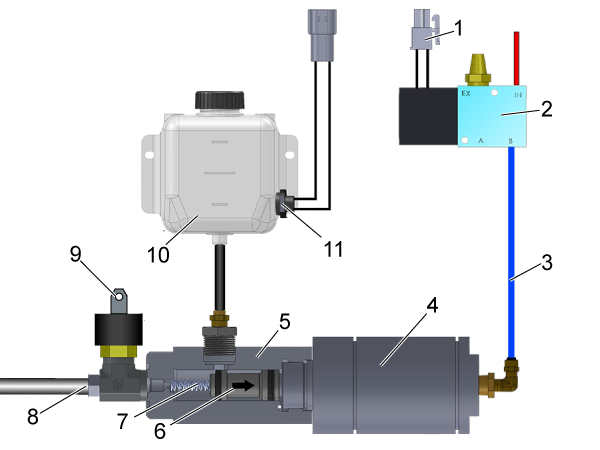
机器监控压力开关,以确保制动器在激活时保持压力。执行这些步骤以测试压力开关。
纠正措施:
使用制动器排气套件(HAas P/N T-0062A 表示 EC-1600,T-0062 表示 UMC)检查系统压力。如果无法建立压力,则 400-425 psi(27.6 - 29.3 bar),或者,如果压力下降,增压器可能损坏了密封件。如果储液罐中的油位持续下降,制动器将在内部泄漏。请参阅UMC-750 - B 轴和 C 轴制动助力器 - 更换了解更多信息。
纠正措施:
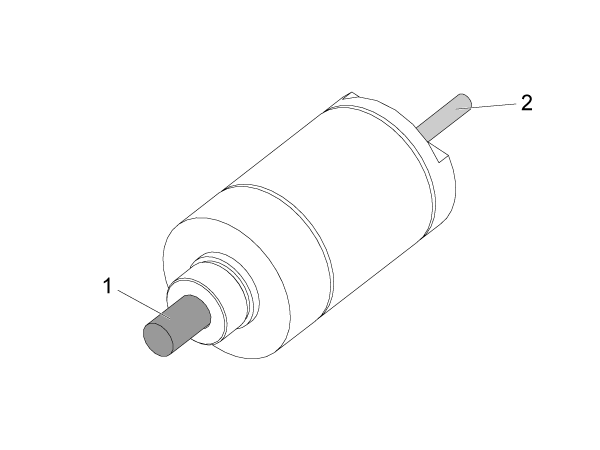
从制动助力器体上拆下气缸。
将气缸活塞轴 [1] 推入缩回位置。拆下后空气接头。
使用小直径杆(0.375” (10 mm) 或更小)[2] 将活塞组件推到扩展位置。
使用石头去除轴上的任何毛刺或高点。
用你的手来回移动轴。它应该自由移动。
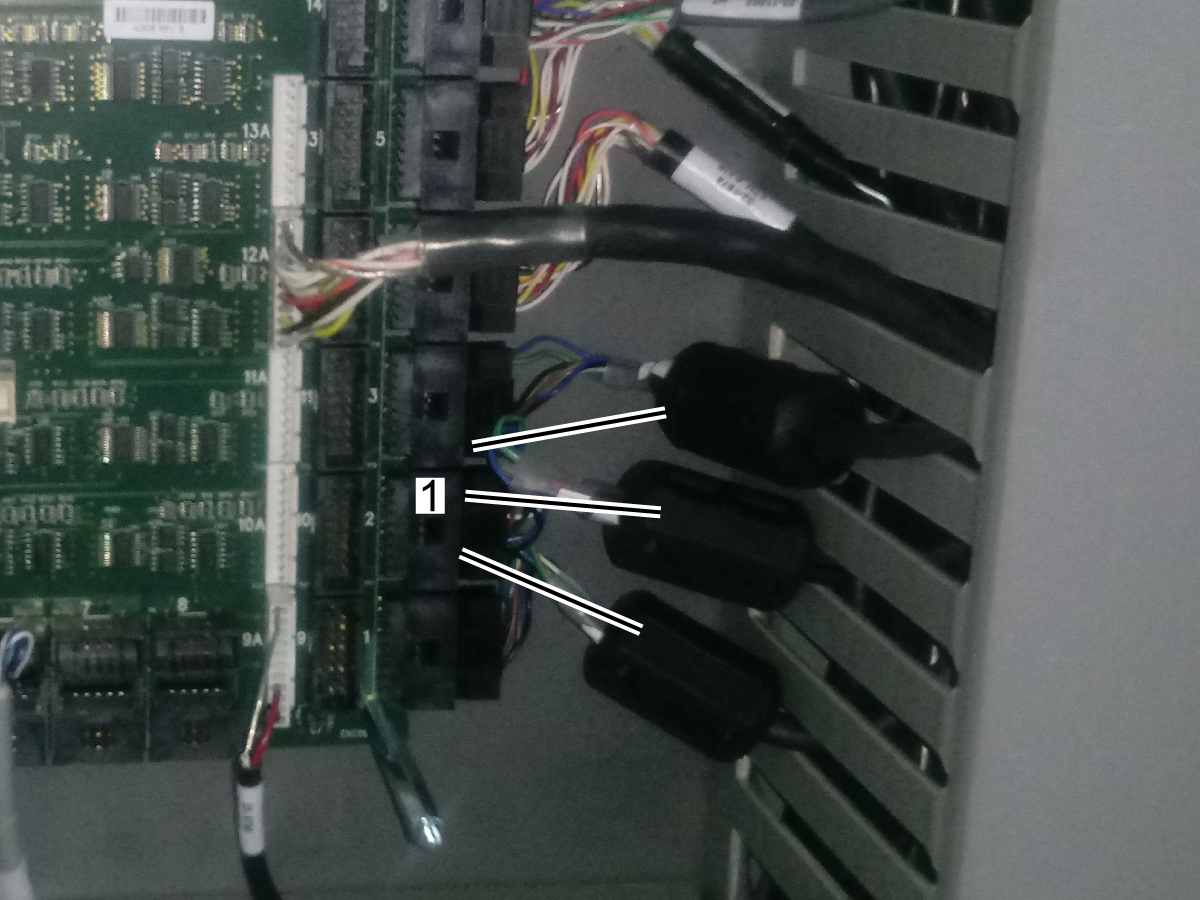
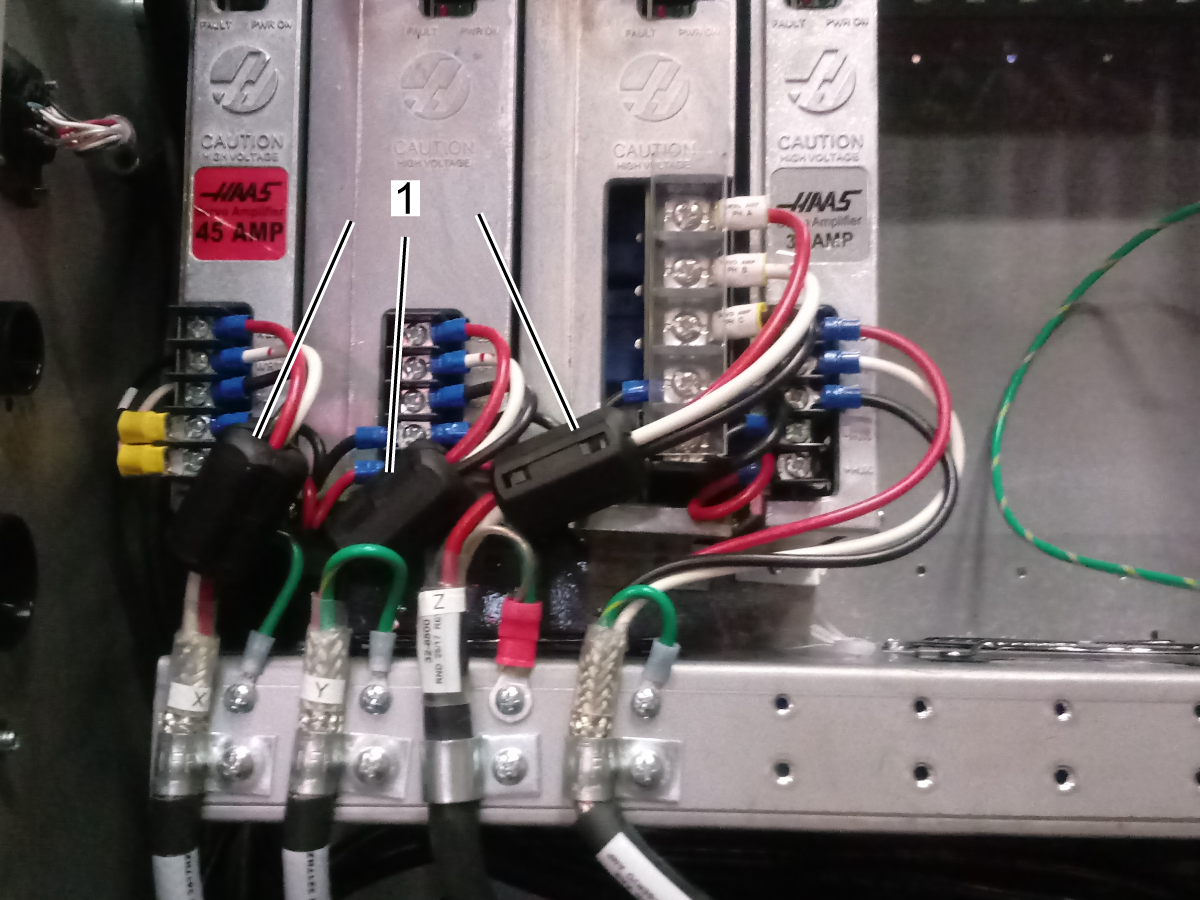
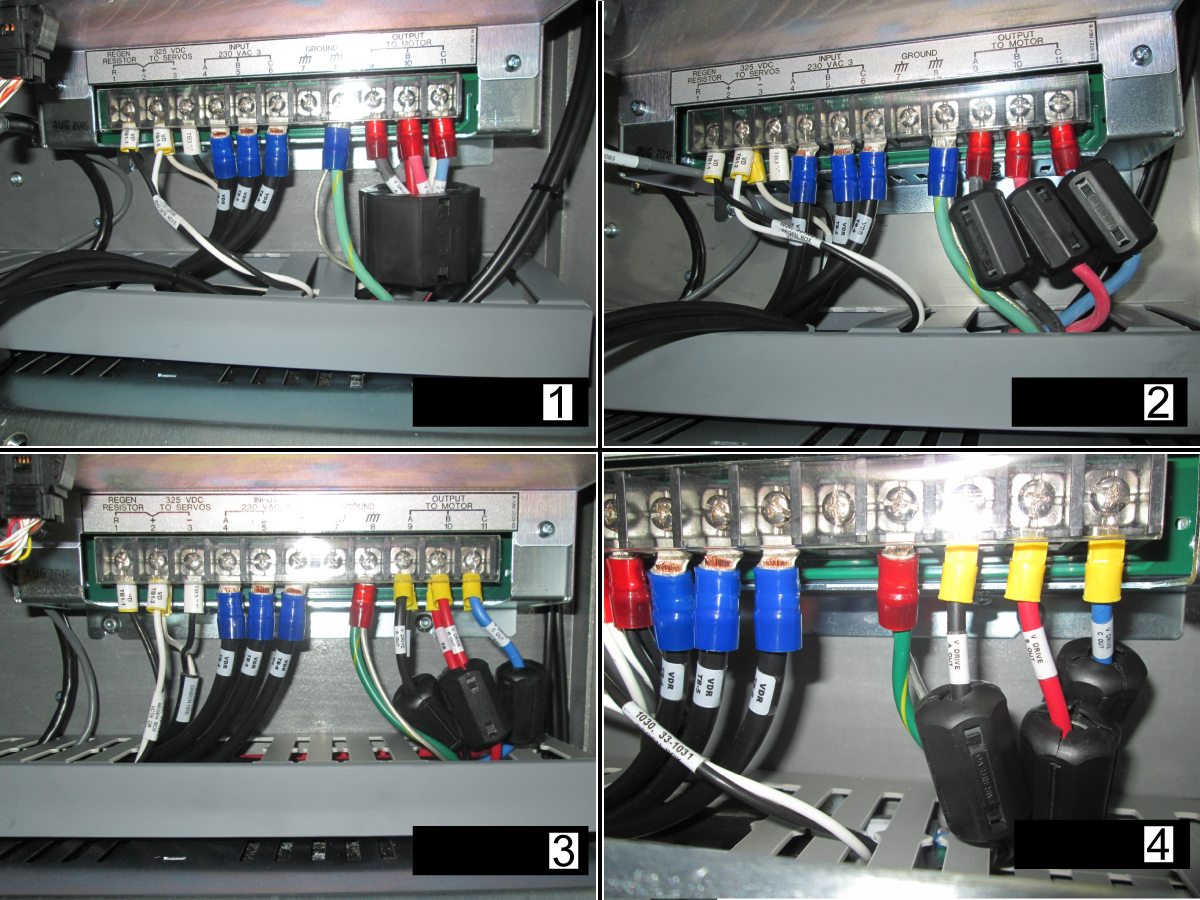
西格玛-5伺服电机,非接触式编码器输出串行数据信号到控制。如果串行数据信号丢失或变得不可靠,则控件将生成串行数据通信错误。电气噪声可能导致来自编码器的串行数据信号变得不可靠,并导致误报。请按照下面的故障排除指南操作,以帮助消除系统中的噪音。
对于带 6 个导线引线 [1] 的 40HP 矢量,请使用铁氧体 P/N 64-1254。
对于 40HP 矢量3 根导线引线[2],请使用铁氧体 P/N 64-1252。
对于 20HP 矢量驱动器6 或 3 根导线引线 [3, 4],使用铁氧体 P/N 64-1252。
纠正措施:
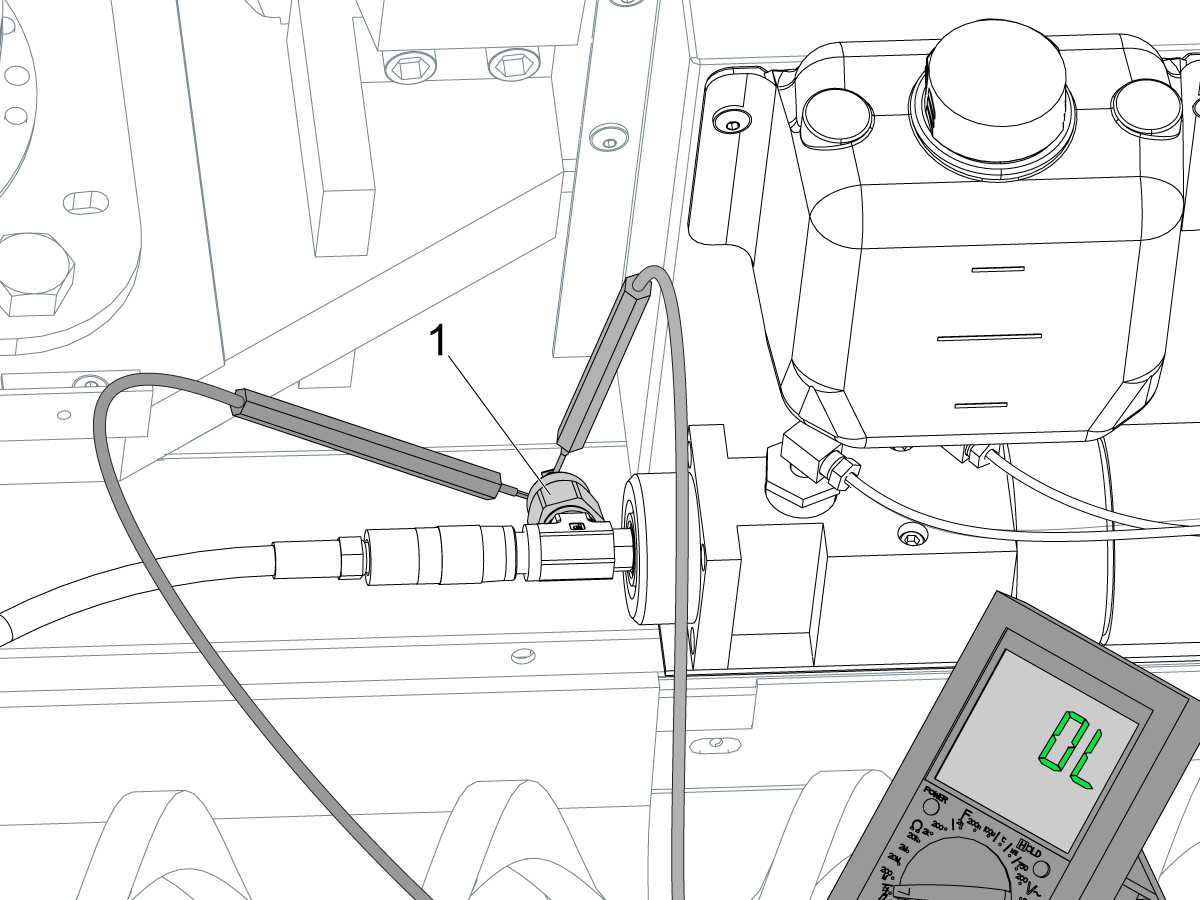
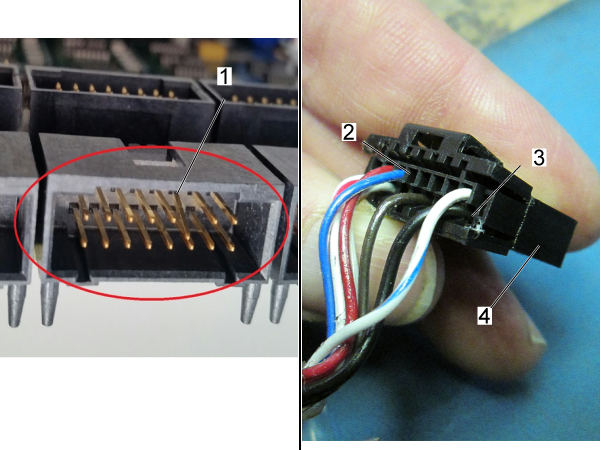
检查 Maincon 上的连接器[1]。确保它未损坏。
检查电缆。寻找损坏或僵硬的迹象。连接器 [4] 电缆引脚有两个外壳 [2,3]。
如果针脚已推入电机,则必须将电机和电缆一起更换。
确保电缆两端牢固连接。重新拔下两个连接。确保电缆安装在 Maincon 或 MOCON PCB 的正确连接器中。
可能的原因:
冷却液侵入转盘,污染 Moly 润滑脂。导致润滑脂硬化或导致制动器表面生锈。
纠正措施:
确定转盘是否可以清洁或必须更换
转盘维修套件
93-3783 转盘 带插头 维修 套件 UMC-750/1000
93-3784 B 转盘,带插头维修套件 UMC-500


Recently Viewed Items
You Have No Recently Viewed Items Yet

此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING 接受以下条件:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255





