
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

Haas 转台装置需要很少的日常维护。但是这些服务项目对于确保可靠、长期运行非常重要。
| 维护项目 | 间隔 |
排空和加注转台/分度器装置 |
每两年 |
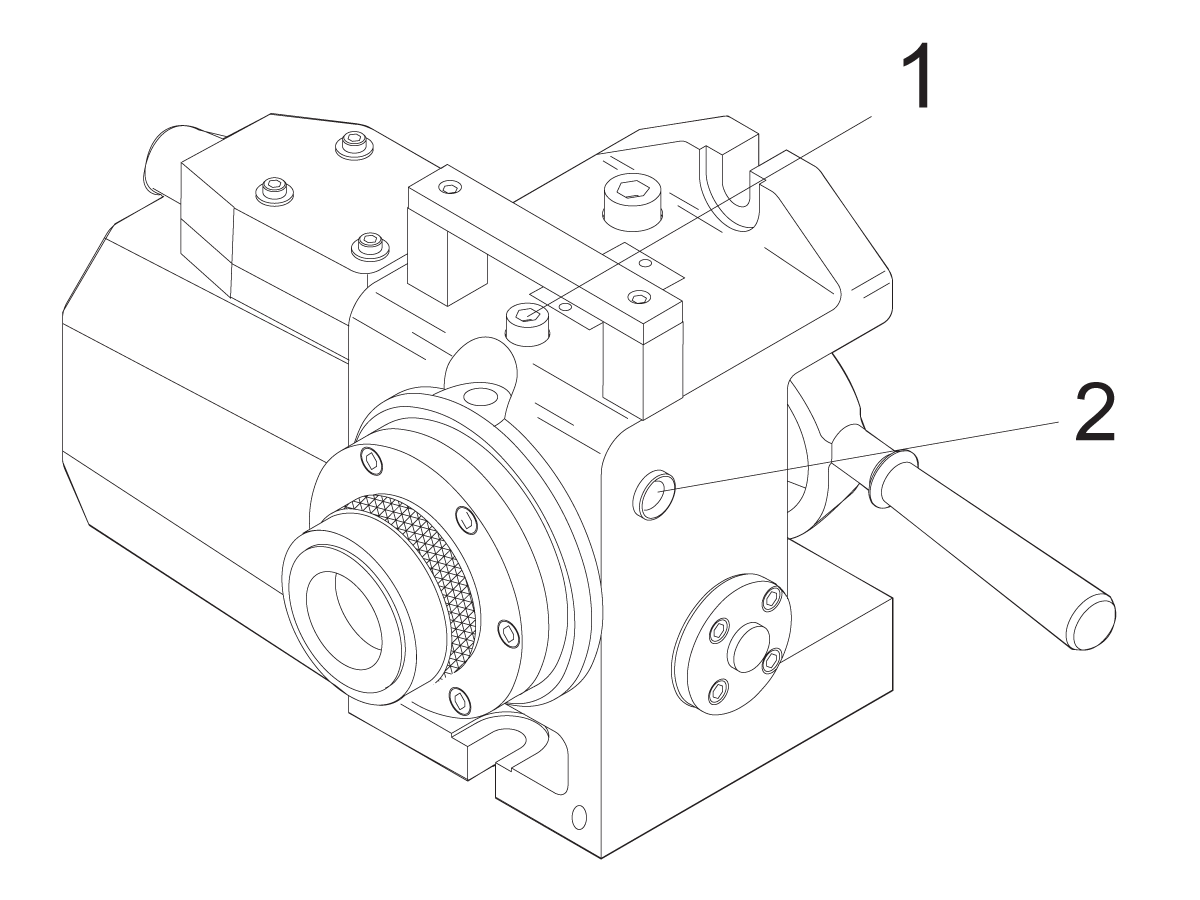
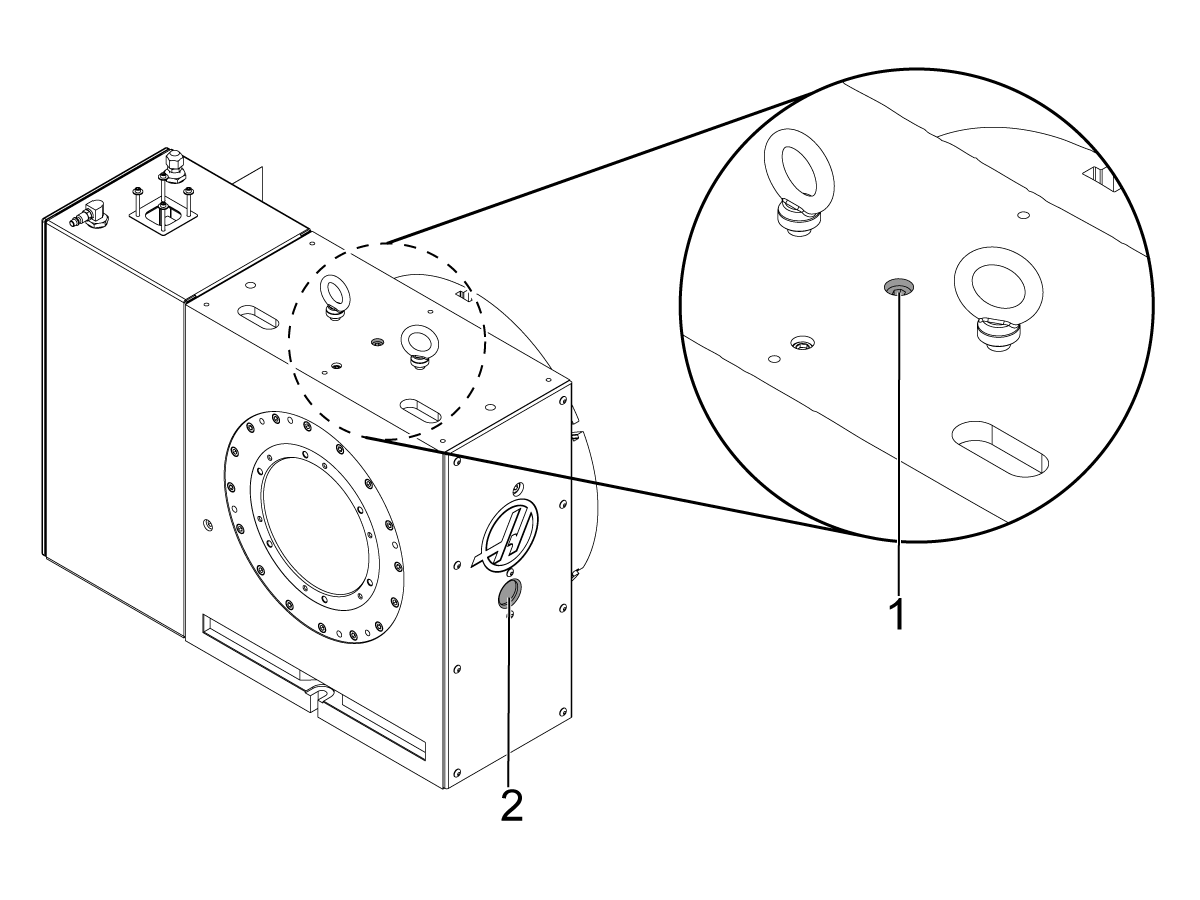
转台分度器的加油口位置:[1] 润滑油加注口,[2] 观察镜
要检查并添加机油至 HA5C:
1. 必须停止该装置,才能准确读取油位。
2. 观察镜位于装置 [2] 侧面。使用窥镜检查油位。润滑液位应达到窥镜中点。
3. 要将润滑油添加到转台分度器内,查找润滑剂注油口管塞ing将其移除。其位于铸件 [1] 顶部的手柄下方 。
4. 必要情况下,加油直到油位达到眼睛中点。
5. 更换润滑剂加注口管塞并拧紧。
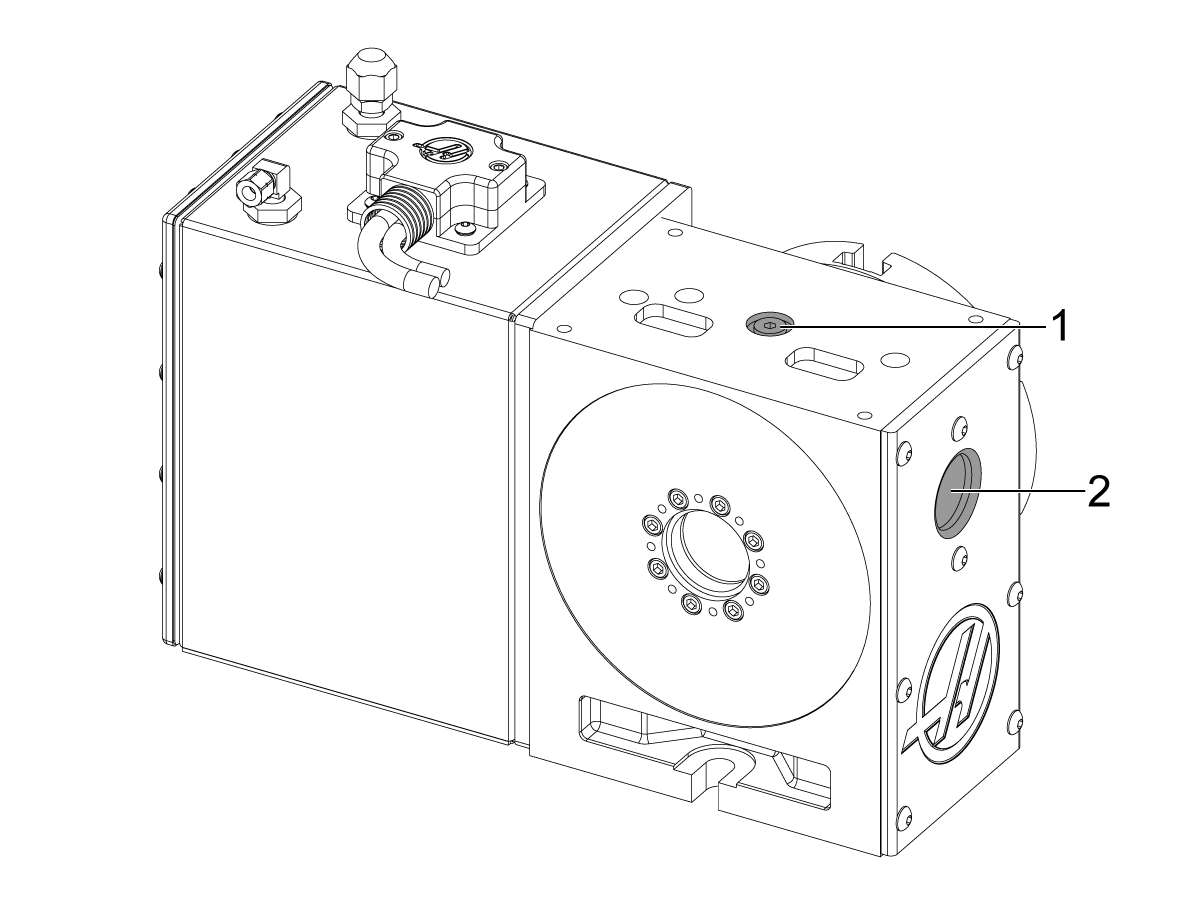
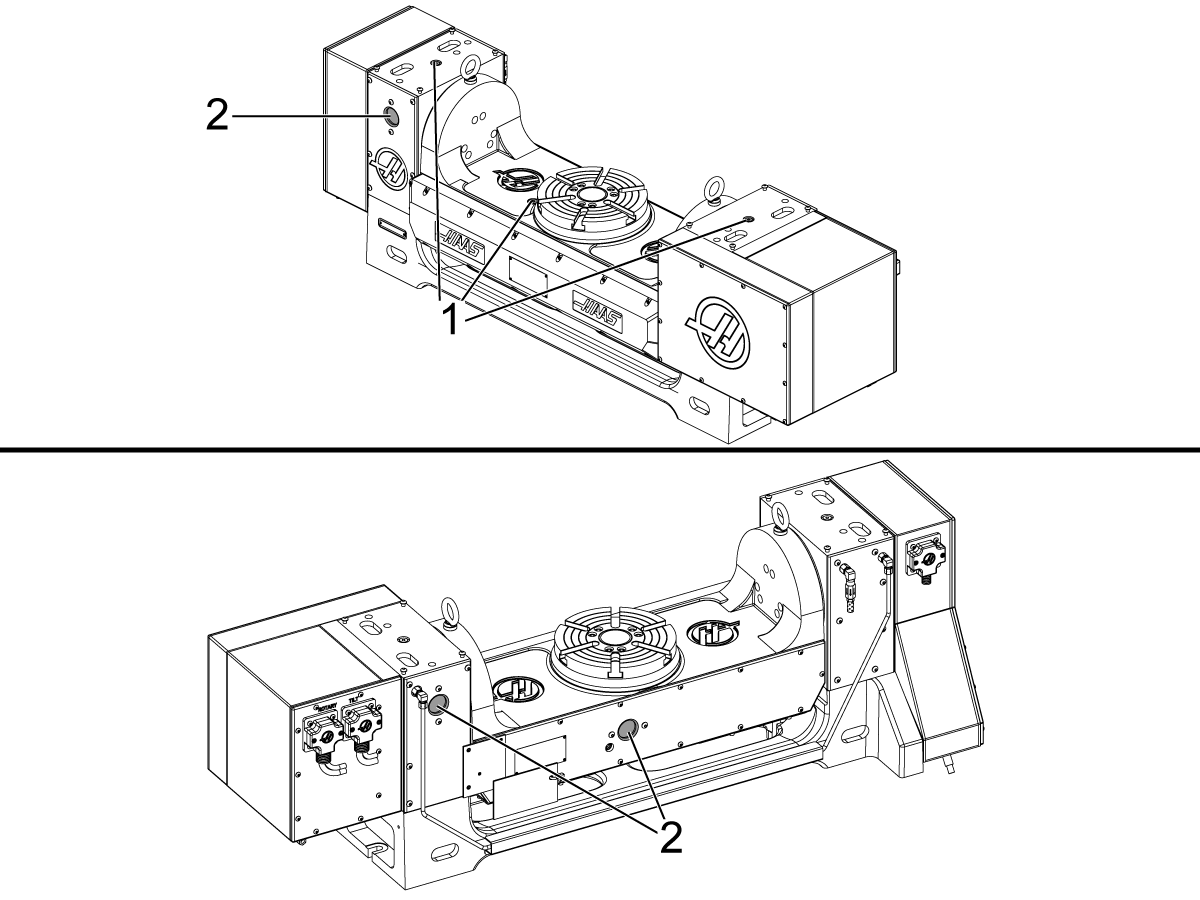
要检查并添加机油至 HRT160/210/310:
1. 必须停止和直立该装置,以准确读取油位。
2. 使用观察镜 [2] 检查油位。润滑液位应达到窥镜顶部。HRT210SHS - 油位不应超过窥镜的 1/3。
3. 要将油添加至转台分度器,请移除顶板下方加注口[1]的管塞。
4. 加油(HRT110、HRT210SHS 和 TR110),直至达到适当液位。
5. 更换加注口螺栓并拧紧。
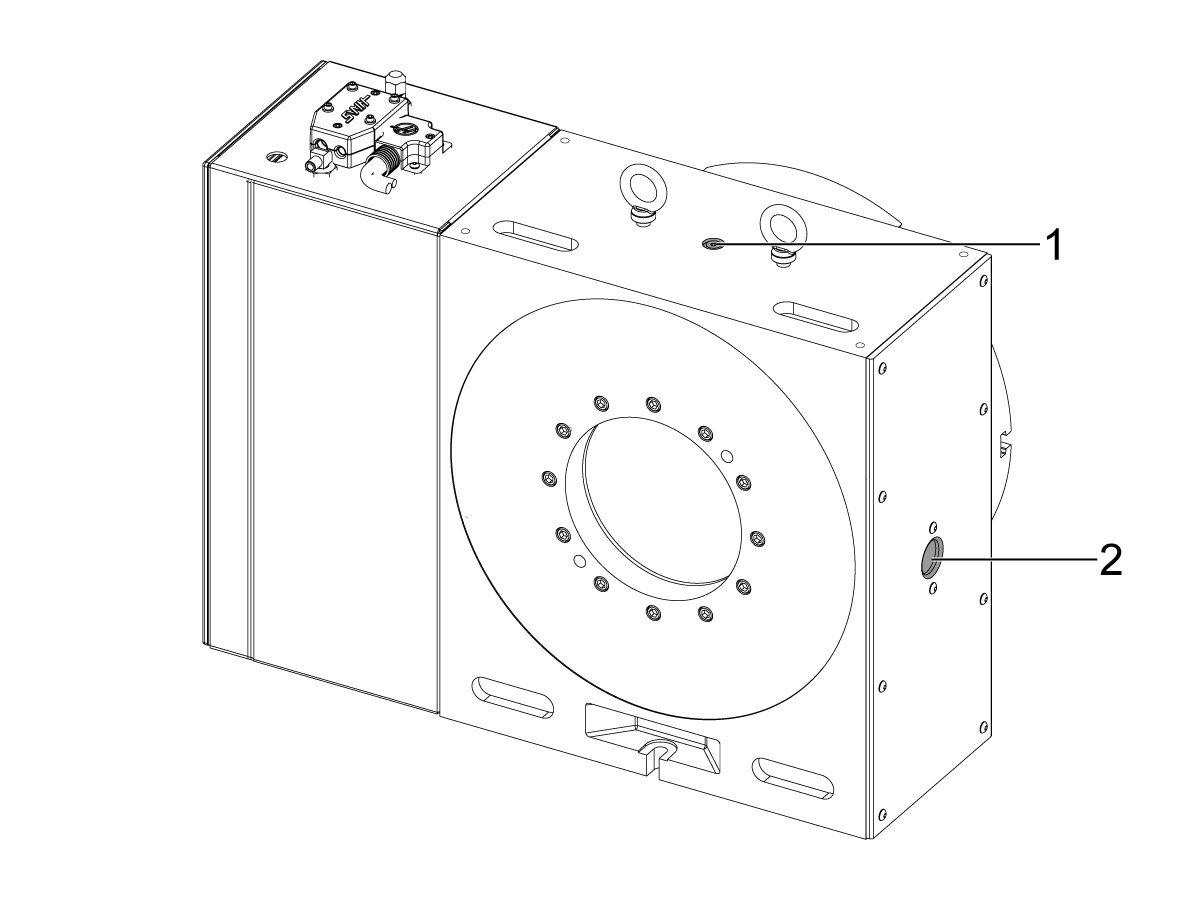
2019 年9 月之后构建的 HRT450 的加注口位置
注意: 这些 HRT450 装置具有空气制动系统,可通过黑色制动盘进行识别:
[1] 齿轮油加注口,[2] 观察镜
要检查并添加机油至 HRT450:
1. 必须停止和直立该装置,以准确读取油位。
2. 使用观察镜 [2] 检查油位。润滑液位应达到窥镜顶部。
3. 要加油,请移除顶板下方加注口[1]的管塞。
4. 加油,直至达到适当液位。
5. 更换加注口螺栓并拧紧。
2019 年9 月之前构建的 HRT450 的加注口位置
说明 :这些 HRT450 装置具有液压制动系统,可通过银色制动盘进行识别:
[1] 齿轮油加注口,[2] 观察镜
要检查并添加机油至 HRT450:
1. 必须停止和直立该装置,以准确读取油位。
2. 使用观察镜 [2] 检查油位。润滑液位应达到窥镜顶部。
3. 要加油,请移除顶板下方加注口[1]的管塞。
4. 加油,直至达到适当液位。
5. 更换加注口螺栓并拧紧。
耳轴工作台的加注口: [1] 加注口,[2] 观察镜
要检查并添加机油到 TR 或 T5C:
1. 必须停止和直立该装置,以准确读取油位。
2. 使用窥镜 [2] 检查油位。润滑油位应达到两个窥镜的顶部。
3. 如果液位低,则通过管塞向 [1] 工作台机身加注。
4. 加注至机身顶部。不要加注过量。
5. 如果油过脏,排干并重新注入干净的油。
说明:TR310 没有用于倾斜轴的视镜,应完全加满。
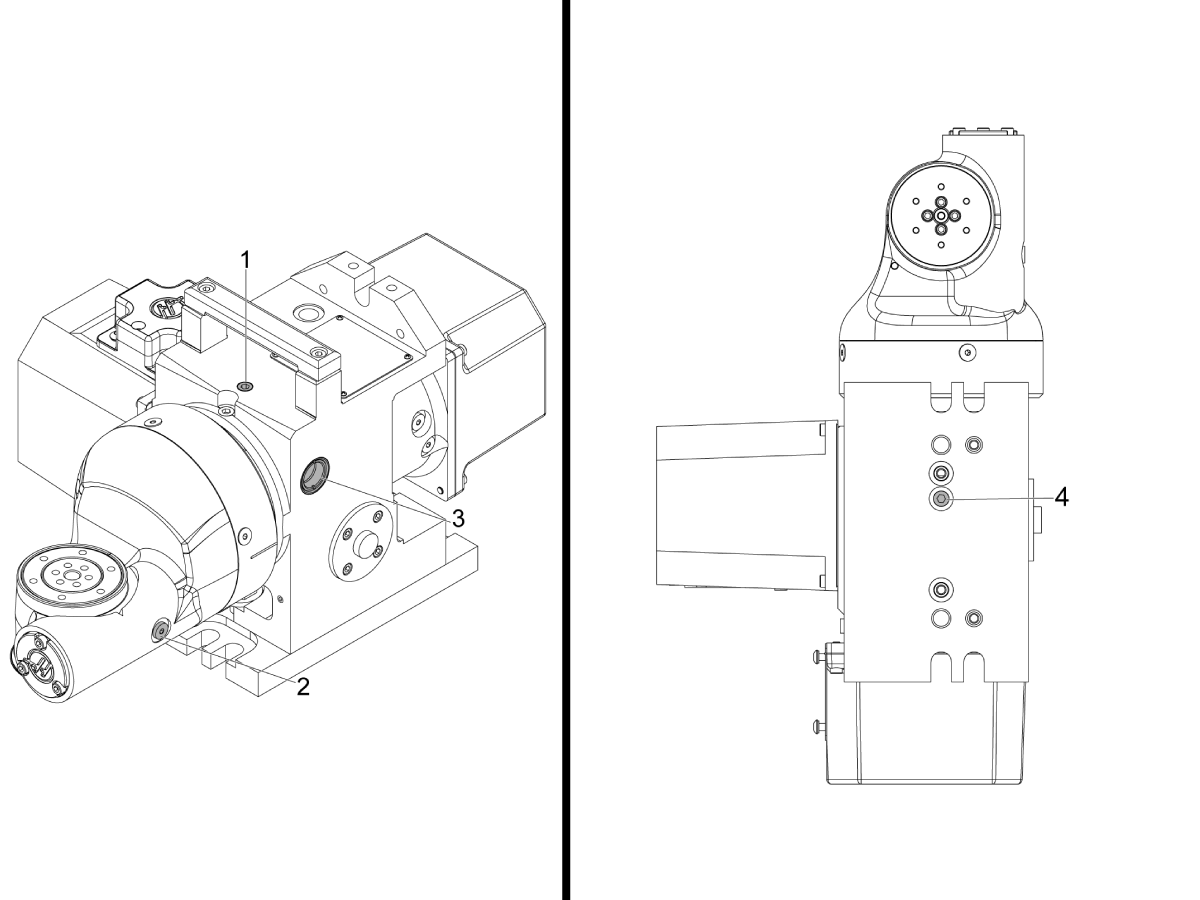
TRT70 换油
[1] A 轴加注口。
[2] B 轴加注和排放口
[3] A 轴油目玻璃
[4] A 轴排放口
注意:加注 TRT 转台完全加注端口区域,然后使用控制器来旋转正在加注的轴。缓慢旋转,直到端口区域排空。重复此过程,直到端口区域不再排空。需要对 A 轴和 B 轴执行此操作。
将机油倒入转台时 ,建议您使用漏斗。
1. 必须停止和直立该装置,以准确读取油位。
2. 若要排空 A 轴,请拧下转台底部的排空口 [4]。为此,转台可能需要悬挂在空中。转台装置很重,因此在排空油时应采取适当的安全措施。清洁转台上剩余的机油并更换螺钉。
3. 若要加注 A 轴,请拧下顶部的加注口 [1]。使用窥镜检查油位。润滑液位应达到窥镜中点。
4. 若要排空 B 轴,请把轴倾斜 90°,使排空口指向下方并拧下排空口[3]。 转台排空后,拧回端口插塞
5. 若要加注 B 轴,请把轴倾斜 90°,然后拧下排空口 [2]。拆下用于固定加注口盖的螺钉,然后拆下盖。加注口都没有观察镜,应该完全加满。
B 轴没有观察镜,端口应完全加满。转台加满后,将端口插塞拧回原位。
.png)
TRT100 和 TRT160 的换油:
[1] A 轴加注口。
[2] B 轴加注口。
[3] B 轴排空口。
[4] A 轴排空口。
注意:加注 TRT 转台完全加注端口区域,然后使用控制器来旋转正在加注的轴。缓慢旋转,直到端口区域排空。重复此过程,直到端口区域不再排空。需要对 A 轴和 B 轴执行此操作。
将机油倒入转台时 ,建议您使用漏斗。
1. 必须停止和直立该装置,以准确读取油位。
2. 若要排空 A 轴,请拧下转台底部的排空口 [4]。转台可能需要悬吊在空气中,以执行此操作。转台装置很重,因此在排空油时应采取适当的安全措施。清洁转台上剩余的机油并更换螺钉。
3. 若要加注 A 轴,请拧下顶部的加注口 [1]。加注口都没有观察镜,应该完全加满。
4. 若要排空 B 轴,请将轴倾斜 90°,拧下排空口 [3]。在倾斜转台之前,只有一侧有排空口检查。转台排空后,拧回端口插塞。
5. 若要加注 B 轴,请将倾斜轴设置为 0°并拧下加注口 [2]。
TRT100: 拆下用于固定加注口盖的螺钉,然后拆下盖。
TRT160: 拆下 螺钉并加注转台。
端口没有观察镜,加注口应该完全加满。转台加注后
.png)
TRT210 和 TRT310 的换油:
[1] A 轴加注口。
[2] B 轴加注口。
[3] B 轴排空口。
[4] A 轴排空口。
注意:加注 TRT 转台完全加注端口区域,然后使用控制器来旋转正在加注的轴。缓慢旋转,直到端口区域排空。重复此过程,直到端口区域不再排空。需要对 A 轴和 B 轴执行此操作。
将机油倒入转台时 ,建议您使用漏斗。
1. 必须停止和直立该装置,以准确读取油位。
2. 若要排空 A 轴,请拧下转台底部的排空口 [4]。转台可能需要悬吊在空气中,以执行此操作。转台装置很重,因此在排空油时应采取适当的安全措施。清洁转台上剩余的机油并更换螺钉。两个转台底部都有两个螺钉。
TRT210:最内侧的螺钉用于排空口。左侧图片显示 TRT210。
TRT310:油排空口已标记。
3. 若要加注 A 轴,请拧下顶部的加注口 [1]。加注口都没有观察镜,应该完全加满。
4. 若要排空 B 轴,请将轴倾斜 90°,拧下排空口 [3]。在倾斜旋转之前,只有一侧有一个排空口检查。转台为空后,拧回端口插塞。
5. 若要加注 B 轴,请把轴倾斜 90°,然后拧下排空口 [2]。拆下用于固定加注口盖的螺钉,然后拆下盖。加注口都没有观察镜,应该完全加满。
端口没有观察镜,加注口应该完全加满。转台加注后
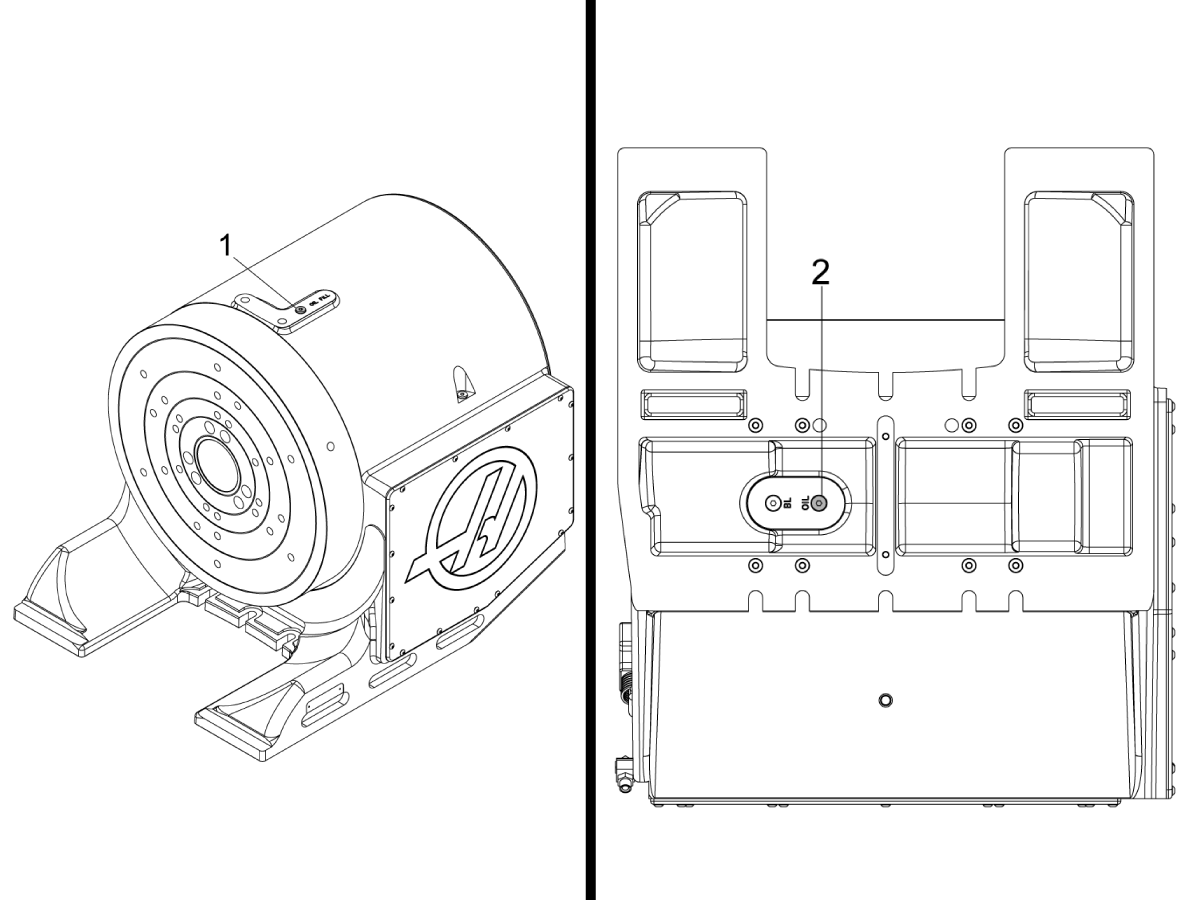
HT240 和 HT 450 的换油:
[1] 加注口。
[2] 排空口。
注意:加注 TH 转台时,完全加注端口区域,然后使用控制器来旋转正在加注的轴。缓慢旋转,直到端口区域排空。重复此过程,直到端口区域不再排空。
说明:图片显示 TH450。
1. 必须停止和直立该装置,以准确读取油位。
2. 若要排空 A 轴,请拧下转台底部的排空口[2]。转台可能需要悬吊在空气中,以执行此操作。转台装置很重,因此在排空油时应采取适当的安全措施。清洁转台上剩余的机油并更换螺钉。
TH240:从底部只能卸下一个螺钉。
TRT450:油排空口是最内侧的端口,带有标记。
3. 若要加注回转轴,请拧下顶部的加注口 [1]。加注口都没有观察镜,应该完全加满。
端口没有观察镜,加注口应该完全加满。转台加注后
机床冷却液必须是水溶性的、基于合成油的冷却液/润滑剂。
检查线缆和垫圈是否有切口或膨胀。立即维修损坏的组件。
调节
端面跳动、端面内径跳动、蜗杆游隙、蜗杆和齿轮之间的齿隙及弹出值均已在工厂设置,不可在现场维修。如任何这些规格超出范围,请联系您的 Haas 专卖店。
| 维护项目 | 间隔 |
转盘面跳动 1. 将指示器安装至工作台主体。 |
按需 |
转盘内径跳动。 1. 将指示器安装至工作台主体。
|
按需 |
反向间隙 当蜗轮更改方向时, 下表列出了允许的最大反向间隙。
|
按需 |
所有转台/分度器产品所需的润滑剂种类和加注量如下所示:
警告:请勿将润滑油放入液压 端口,也不要 将 液压油放入油端口。 否则会损坏转台。
访问 www.haascnc.com/haas-service-parts 以订购更换润滑剂。
有关在转台上换油的说明,请参阅 6.1 转台 - 维护 .
| 旋转模型 | 初级润滑剂 | 备用润滑剂 | 容量 | Haas 零件号 | 安全数据表 |
| HA5C(SB) | 美孚 SHC 627 | 美孚 1, 15W-50 | 10 盎司(0.3 升) | 93-2365 | 产品页面 | SDS [PDF] |
| HA5C-2 | 美孚 SHC 627 | 美孚 1, 15W-50 | 20 盎司(0.6 升) | 93-2365 | 产品页面 | SDS [PDF] |
| HA5C-3 | 美孚 SHC 627 | 美孚 1, 15W-50 | 30 盎司(0.9 升) | 93-2365 | 产品页面 | SDS [PDF] |
| HA5C-4 | 美孚 SHC 627 | 美孚 1, 15W-50 | 40 盎司(1.2 升) | 93-2365 | 产品页面 | SDS [PDF] |
| HRC160 | 美孚 SHC 625 | 美孚 1, 5W-20 | 24 盎司(0.71 升) | 93-2220A | 产品页面 | SDS [PDF] |
| HRC210 | 美孚 SHC 625 | 美孚 1, 5W-20 | 30 盎司(0.9 升) | 93-2220A | 产品页面 | SDS [PDF] |
| HRTA5 | 美孚 SHC 627 | 美孚 1, 15W-50 | 14 盎司(0.41 升) | 93-2365 | 产品页面 | SDS [PDF] |
| HRTA6 | 美孚 SHC 627 | 美孚 1, 15W-50 | 26 盎司(0.77 升) | 93-2365 | 产品页面 | SDS [PDF] |
| HRT110 | 美孚 SHC 625 | 美孚 1, 5W-20 | 1.2 盎司(35 升) | 93-2220A | 产品页面 | SDS [PDF] |
| HRT160 | 美孚 SHC 627 | 美孚 1, 15W-50 | 14 盎司(0.4 升) | 93-2365 | 产品页面 | SDS [PDF] |
| HRT160-2 | 美孚 SHC 627 | 美孚 1, 15W-50 | 28 盎司(0.8 升) | 93-2365 | 产品页面 | SDS [PDF] |
| HRT160SS | 美孚 SHC 625 | 美孚 1, 5W-20 | 4.25 盎司(125 升) | 93-2220A | 产品页面 | SDS [PDF] |
| HRT210 | 美孚 SHC 627 | 美孚 1, 15W-50 | 26 盎司(0.77 升) | 93-2365 | 产品页面 | SDS [PDF] |
| HRT210-2 | 美孚 SHC 627 | 美孚 1, 15W-50 | 52 盎司(1.5 升) | 93-2365 | 产品页面 | SDS [PDF] |
| HRT210SS | 美孚 SHC 625 | 美孚 1,5W-20 | 5 盎司(150 毫升) | 93-2220A | 产品页面 | SDS [PDF] |
| HRT210HS | 美孚 SHC 627 | 美孚 1, 15W-50 | 26 盎司(0.77 升) | 93-2365 | 产品页面 | SDS [PDF] |
| HRT210SHS | 美孚 SHC 625 | 美孚 1, 5W-20 | 26 盎司(0.77 升) | 93-2220A | 产品页面 | SDS [PDF] |
| HRT310 | 美孚 SHC 627 | 美孚 1, 15W-50 | 96 盎司(2.8 升) | 93-2365 | 产品页面 | SDS [PDF] |
| HRT310SS | 美孚 SHC 625 | 美孚 1, 5W-20 | 6 盎司(175 毫升) | 93-2220A | 产品页面 | SDS [PDF] |
| HRT320FB | 美孚 SHC 627 | 美孚 1, 15W-50 | 58 盎司(1.7 升) | 93-2365 | 产品页面 | SDS [PDF] |
| HRT450 | 美孚 SHC 627 | 美孚 1, 15W-50 | 104 盎司(3.08 升) | 93-2365 | 产品页面 | SDS [PDF] |
| HRT600 | 美孚 SHC 627 | 美孚 1, 15W-50 | 180 盎司(5.3 升) | 93-2365 | 产品页面 | SDS [PDF] |
| HRT800 | 美孚 SHC 627 | 美孚 1, 15W-50 | 84.48 盎司(24.98 升) | 93-2365 | 产品页面 | SDS [PDF] |
| HRT1000 | 美孚 SHC 627 | 美孚 1, 15W-50 | 84.48 盎司(24.98 升) | 93-2365 | 产品页面 | SDS [PDF] |
| TR110 | 美孚 SHC 625 | 美孚 1, 15W-50 | 1.2 盎司(35 升) | 93-2220A | 产品页面 | SDS [PDF] |
| TR160 | 美孚 SHC 634 | 美孚 1, 15W-50 | 51 盎司(1.5 升) | 93-9141A | 产品页面 | SDS [PDF] |
| TR160Y | 美孚 SHC 634 | 美孚 1, 15W-50 | 51 盎司(1.5 升) | 93-9141A | 产品页面 | SDS [PDF] |
| TR160-2 | 美孚 SHC 634 | 美孚 1, 15W-50 | 74 盎司(2.2 升) | 93-9141A | 产品页面 | SDS [PDF] |
| TR200Y | 美孚 SHC 627 | 美孚 1, 15W-50 | A 轴(驱动):18 盎司(535 毫升) A 轴(驱动):4.5 盎司(135 毫升) B 轴:18 盎司(535 毫升) |
93-2365 | 产品页面 | SDS [PDF] |
| TR210 | 美孚 SHC 634 | 美孚 1, 15W-50 | 81 盎司(2.4 升) | 93-9141A | 产品页面 | SDS [PDF] |
| TR310 | 美孚 SHC 634 | 美孚 1, 15W-50 | 338 盎司(10.0 升) | 93-9141A | 产品页面 | SDS [PDF] |
| TH240 | 美孚 SHC 627 | 美孚 1, 15W-50 | 26 盎司(0.77 升) | 93-2365 | 产品页面 | SDS [PDF] |
| TH450 | 美孚 SHC 627 | 美孚 1, 15W-50 | 320 盎司(9.46 升) | 93-2365 | 产品页面 | SDS [PDF] |
| TRT100 | 美孚 SHC 627 | 美孚 1, 15W-50 | A 轴:10 盎司(295 毫升) B 轴:2.75 盎司(81 毫升) |
93-2365 | 产品页面 | SDS [PDF] |
| TRT160 | 美孚 SHC 627 | 美孚 1, 15W-50 | 倾斜:44.8 盎司(1.35 升) ROT:10.24 盎司(0.30 升) |
93-2365 | 产品页面 | SDS [PDF] |
| TRT210 | 美孚 SHC 627 | 美孚 1, 15W-50 | 122 盎司(3.61 升) | 93-2365 | 产品页面 | SDS [PDF] |
| TRT310 | 美孚 SHC 634 | 美孚 1, 15W-50 | 倾斜:320 盎司(9.46 升) ROT:138.24 (4.09 升) |
93-9141A | 产品页面 | SDS [PDF] |
| T5C HRT210 + HA5C | 移动 SHC 634/627 | 美孚 1, 15W-50 | 26 盎司(0.77 升)/10 盎司(0.3 升) | 93-9141A 93-2365 |
|
| T5C-2 HRT210 + HA5C 2 | 美孚 SHC 634/627 | 美孚 1, 15W-50 | 26 盎司(0.77 升)/20 盎司(0.6 升) | 93-9141A 93-2365 |
|
| T5C-3 HRT210 + HA5C 3 | 美孚 SHC 634/627 | 美孚 1, 15W-50 | 26 盎司(0.77 升)/30 盎司(0.9 升) | 93-9141A 93-2365 |
|
| T5C-4 HRT210 + HA5C 3 | 美孚 SHC 634/627 | 美孚 1, 15W-50 | 26 盎司(0.77 升)/40 盎司(1.2 升) | 93-9141A 93-2365 |
以下视频说明了如何正确更换旋转工作台、分度器或耳轴上的电缆。
| 零件编号 | 说明 | |
| HRC210 | 93-3335 | ENCL CVR, HRC210 |
| 57-0863 | O 型圈 5.7MM X 154.3MM BUNA SHORE A 70 | |
| 57-0864 | O 型圈 3.1MM X 159.3MM BUNA SHORE A 70 | |
| 57-0866 | O 型圈 3.1MM X 94.4MM VITON SHORE A 70 | |
| 57-0867 | O 型圈 3.1MM X 164.3MM BUNA SHORE A 70 | |
| 57-0868 | O 型圈 1.0MM X 19.0MM BUNA SHORE A 70 | |
| 57-0869 | S 密封 125MM X 155MM X 14MM S2S | |
| 57-0862 | 垫片 MTR ENCL HRC210 | |
| 93-3336 | ENCL 电机 HRC210 | |
| 93-3334 | SOLENOID ASSY | |
| 62-0099 | SERVOMTR YASKAWA SIGMA V-15 W/O BRK | |
| HRC160 | 93-3332 | ENCL CVR, HRC160 |
| 57-0870 | S 密封 110MM X 130MM X 12MM S2S | |
| 57-0871 | O 型圈 1.0MM X 16.5MM BUNA SHORE A 70 | |
| 57-0872 | O 型圈 3.1MM X 139.4MM BUNA SHORE A 70 | |
| 57-0873 | S 密封 60MM X 80MM X 8MM S2S | |
| 57-0865 | O 型圈 3.1MM X 89.4MM BUNA SHORE A 70 | |
| 57-0874 | 垫片 MTR ENCL HRC160 | |
| 93-3333 | ENCL MTR HRC160 | |
| 93-3334 | SOLENOID ASSY | |
| 62-0099 | SERVOMTR YASKAWA SIGMA V-15 W/O BRK |
| 程序 | 说明 |
| O 型环 - 拆卸 - TRT70 | 本程序向您展示如何清除 TRT70 中的 O 型环。 |
| 程序 | 说明 |
| 用于 HRT160SS 和 HRT210SS 的制动泄放套件 - AD0600 | 这个程序可以去除HRT160SS中的制动液中的气泡。HRT210SS 旋转器和 HRT310SS。制动液中的气泡会导致制动器无法正常工作并可能产生警报。 |
此程序将向您展示如何更换伺服控制柜上的电池。
警告: 如果没有电池,转台伺服控制箱将无法正常工作。 控制器使用这些电池来保留转台伺服控制配置参数和程序。
所需零件:
使用固定转台柜盖的 7/64 内六角扳手卸下 SHCS。
注意:小心操作转台柜风扇电缆和外部电池电缆。

卸下外部电池板[1]上的夹子。
安装电池并将夹子装回电池周围原处。
请参考如何将伺服控制器初始化为出厂默认参数程序。
说明:无法检查以下转台装置是否具有反向间隙 TRT100、HRT110、TR110、HRT210SHS、HRT160SS /210SS。
说明:HRC 装置必须插入电源,但在检查反向间隙时必须与空气断开。
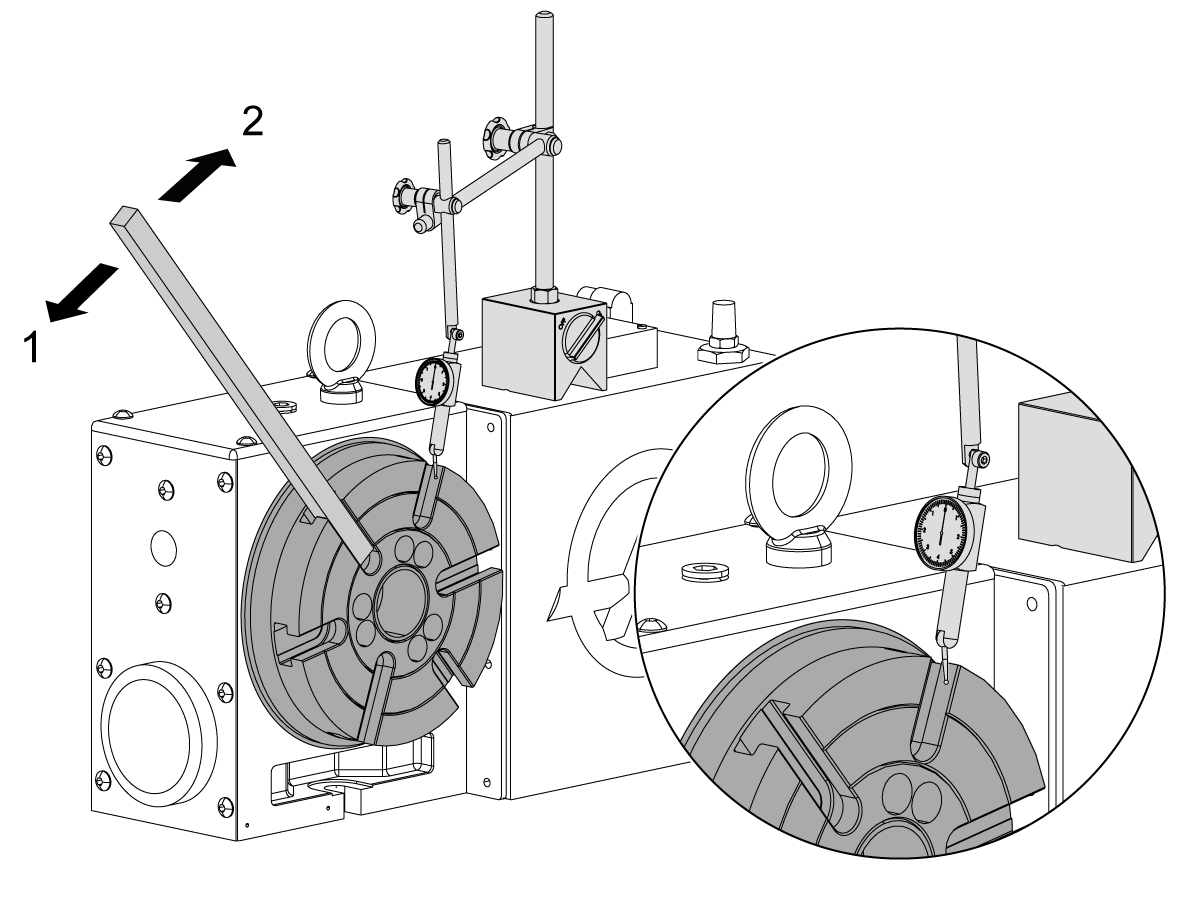
断开旋转器的空气供应。
如图所示,将旋钮指示器放在旋转器上。
使用铝撬杆(约 1" X 1/2" X 18")以约 15 ft-lb (20 N-m) 的扭矩向下推下主轴 [1],然后松开。将指标设置为 0。
使用断路器杆在大约 15 ft-lb (20 N-m) 处向上推主轴 [2],然后松开。
如果指示器显示超过 0.0005" (0.01 mm),则需要调整主轴反向间隙。
对于此调整,您必须将旋转装置发送到经过认证的旋转维修设施。
有关在哪里可以找到旋转维修设施以及如何发送旋转装置的说明,请访问 www.haascnc.com。
A 或 B 轴
如图所示,在 TR 的平坦部分放置一块扁平的矩形磁铁。将用于测量反向间隙的平面应指向轴的旋转中心。
如图所示,将百分表的尖端放在磁铁的平面上。拉杆三下,使齿轮齿在一个方向上完全啮合,并将百分表设置为零。
向相反方向推杆一次并读取百分表。它将显示反向间隙量。
.png)
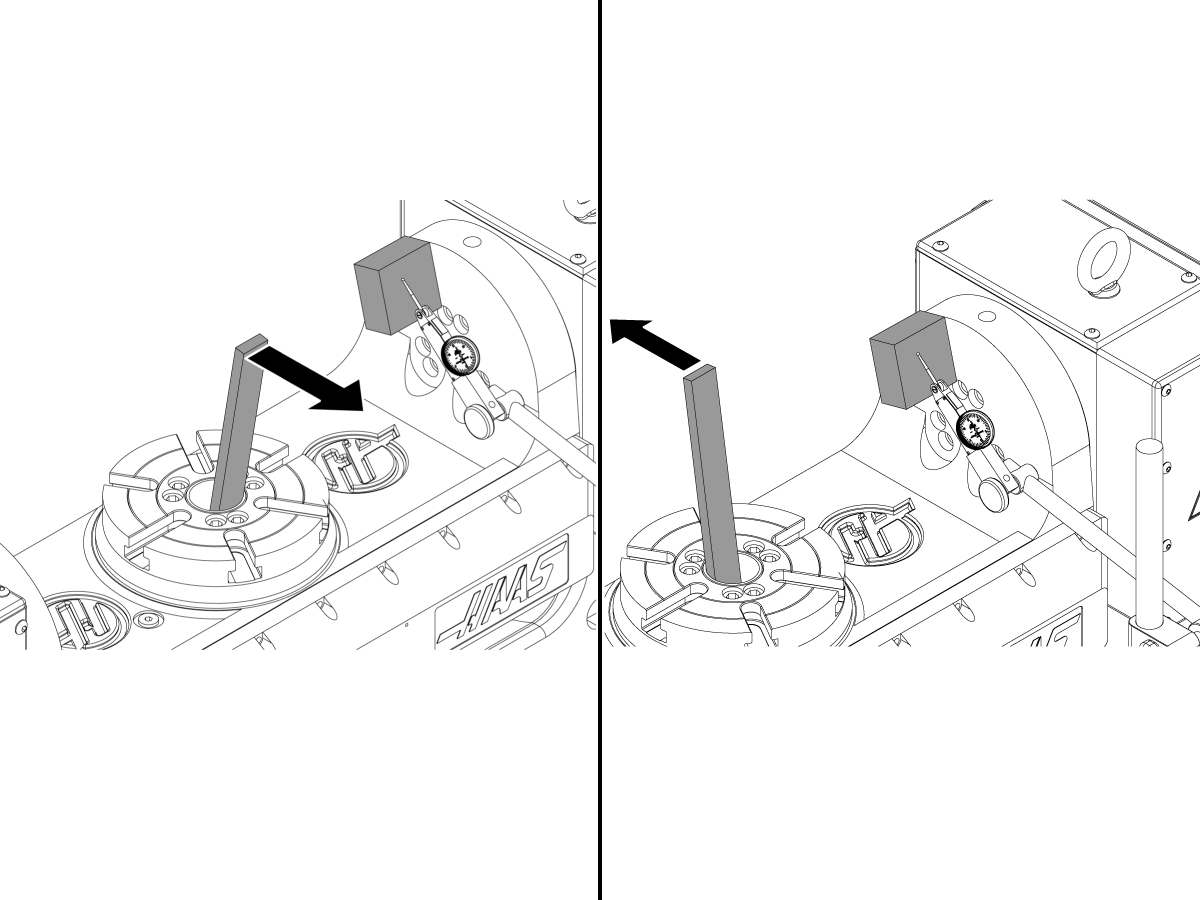
C 轴
断开旋转器的空气供应。
如图所示,将旋钮指示器放在旋转器上。
使用铝撬杆(约 1" X 1/2" X 18")以约 15 ft-lb (20 N-m) 的扭矩向下推下主轴 [2],然后松开。将指标设置为 0。
使用断路器杆在大约 15 ft-lb (20 N-m) 处向上推主轴 [2],然后松开。
如果指示器[1]显示超过 0.0005"(0.01 毫米),则需要调整主轴反向间隙。
对于此调整,您必须将旋转装置发送到经过认证的旋转维修设施。
有关在哪里可以找到旋转维修设施以及如何发送旋转装置的说明,请访问 www.haascnc.com。
.png)
A 或 B 轴
在 TRT 转盘的正面放置一个磁块。百分表尖端的面应指向旋转轴。磁铁应该刚好悬停在转盘径向上方。
将百分表的尖端放在磁块表面上。记下百分表尖端到旋转轴的距离。下表将提供有用的信息。
旋转轴远离磁铁。然后将轴转回朝向磁铁,使齿轮在一个方向上完全啮合。将百分表归零,然后以第二小的增量 (.001) 移动。选择最小增量 (.0001) 并离开百分表 10 次。与起始位置的差异是旋转的反向间隙。这确实包括一个反向间隙补偿参数,因此它可能是正数。记下反向间隙值。
.png)
C 轴
在 TRT 转盘的正面放置一个磁块。百分表尖端的面应指向旋转轴。磁铁应该刚好悬停在转盘径向上方。
将百分表的尖端放在磁块表面上。记下百分表尖端到旋转轴的距离。下表将提供有用的信息。
旋转轴远离磁铁。然后将轴转回朝向磁铁,使齿轮在一个方向上完全啮合。将百分表归零,然后以第二小的增量 (.001) 移动。选择最小增量 (.0001) 并离开百分表 10 次。与起始位置的差异是旋转的反向间隙。这确实包括一个反向间隙补偿参数,因此它可能是正数。记下反向间隙值。
计算弧秒
转台反向间隙公差以弧秒为单位。弧秒的计算公式是 a=(1296000*b)/(2*pi*r)。其中,a=弧秒,b=反向间隙,r=与转台轴的距离,pi=3.14。
反向间隙公差为正负 30 弧秒。
.png)
| 底座到 A 轴 [2] | 轮辋到 B 轴 [1] | |
| TRT100 | 距离转盘 0.88 | 2.0 英寸(50 毫米) |
| TRT160 | 1.66 | 3.2 英寸(80 毫米) |
| TRT210 | 1.4 | 4.6 英寸(115 毫米) |
| TRT310 | 1.93 英寸 | 6.1 英寸(155 毫米) |
说明:TRT 100 可以反向驱动,因此需要插入电源并断开与空气的连接。
Recently Viewed Items
You Have No Recently Viewed Items Yet

美元价格不包括关税、报关费用、保险费、增值税及运费。
USD prices DO NOT include customs duty, customs fees, insurance, VAT, or freight.
人民币价格包含关税、报关费用、货运保险和增值税, 但不包括运费。
CNY prices include customs duty, customs fees, insurance, and VAT. DOES NOT include freight.
此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING ACCEPTS THE FOLLOWING:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255






