
 立式加工中心
立式加工中心
 多轴解决方案
多轴解决方案
 车削中心
车削中心
 卧式加工中心
卧式加工中心
 转台和分度器
转台和分度器
 自动化系统
自动化系统
 桌面机床
桌面机床
 车间设备
车间设备
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

AD0171
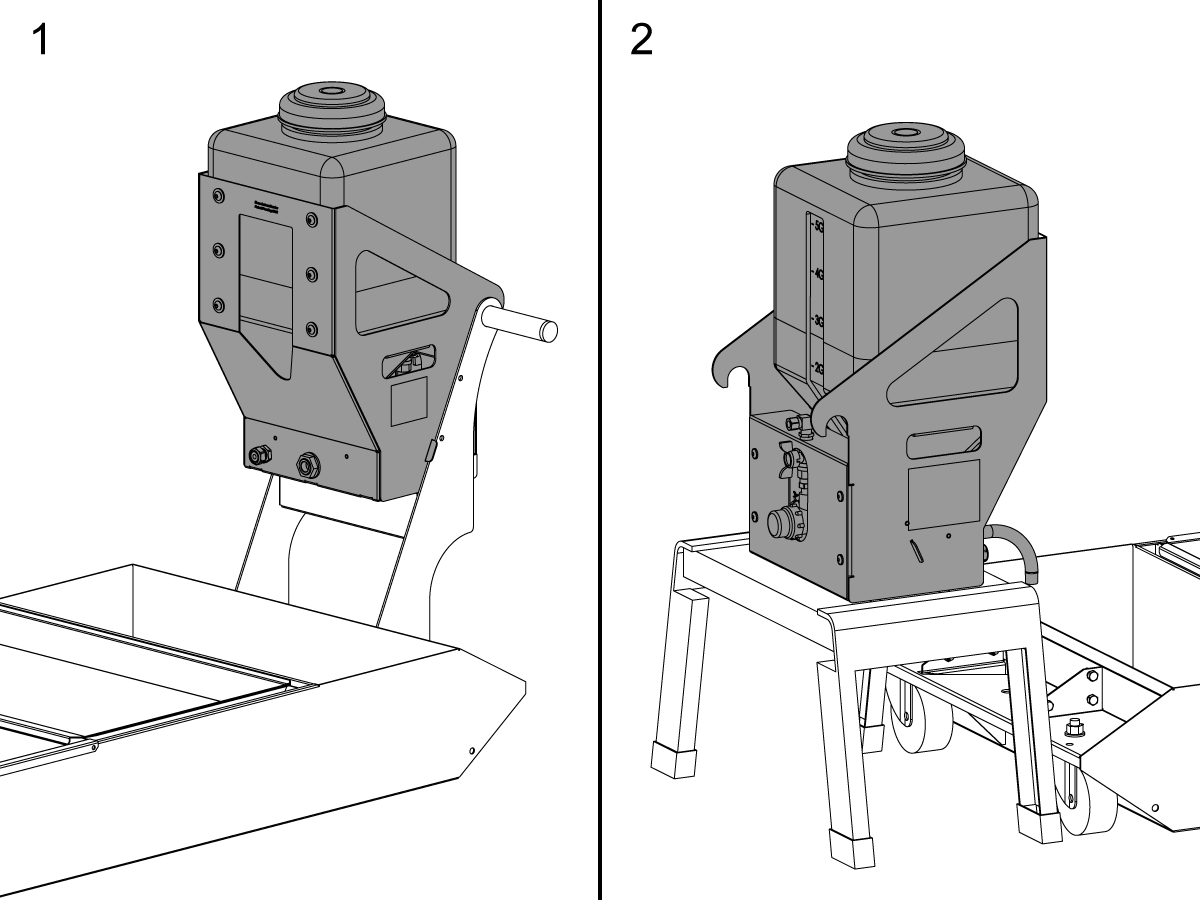
注意:自带冷却液箱的机床需要独立安装。
冷却液再加注选项功能包括:
警告: 请勿将粉末状/液体冷却液添加剂添加到冷却液加注箱中。 这将导致电磁阀损坏并且保修失效。必须在冷却液箱中添加和混合所有添加剂。
机器兼容性
所需工具
本文档适用于此工具包
如图所示,安装冷却液加注到冷却液箱的手柄上。
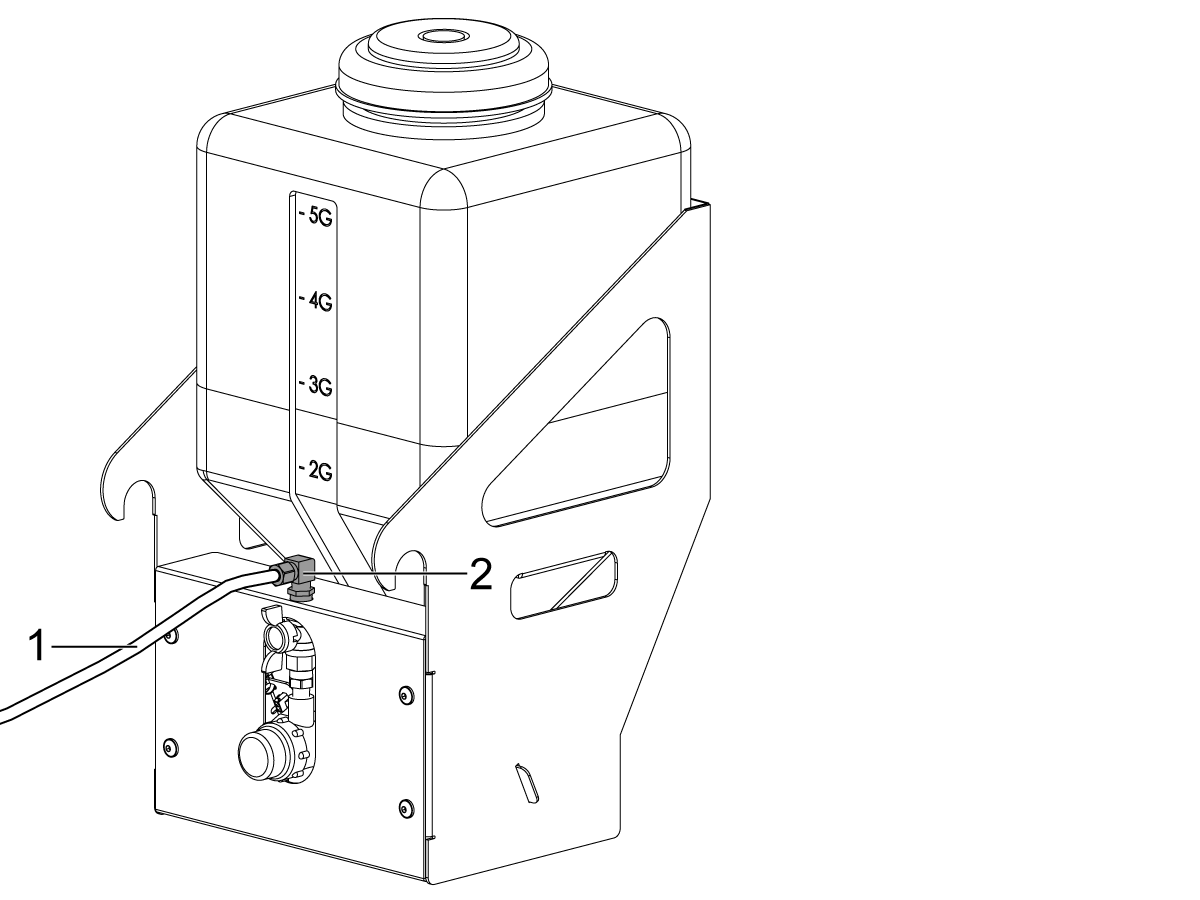
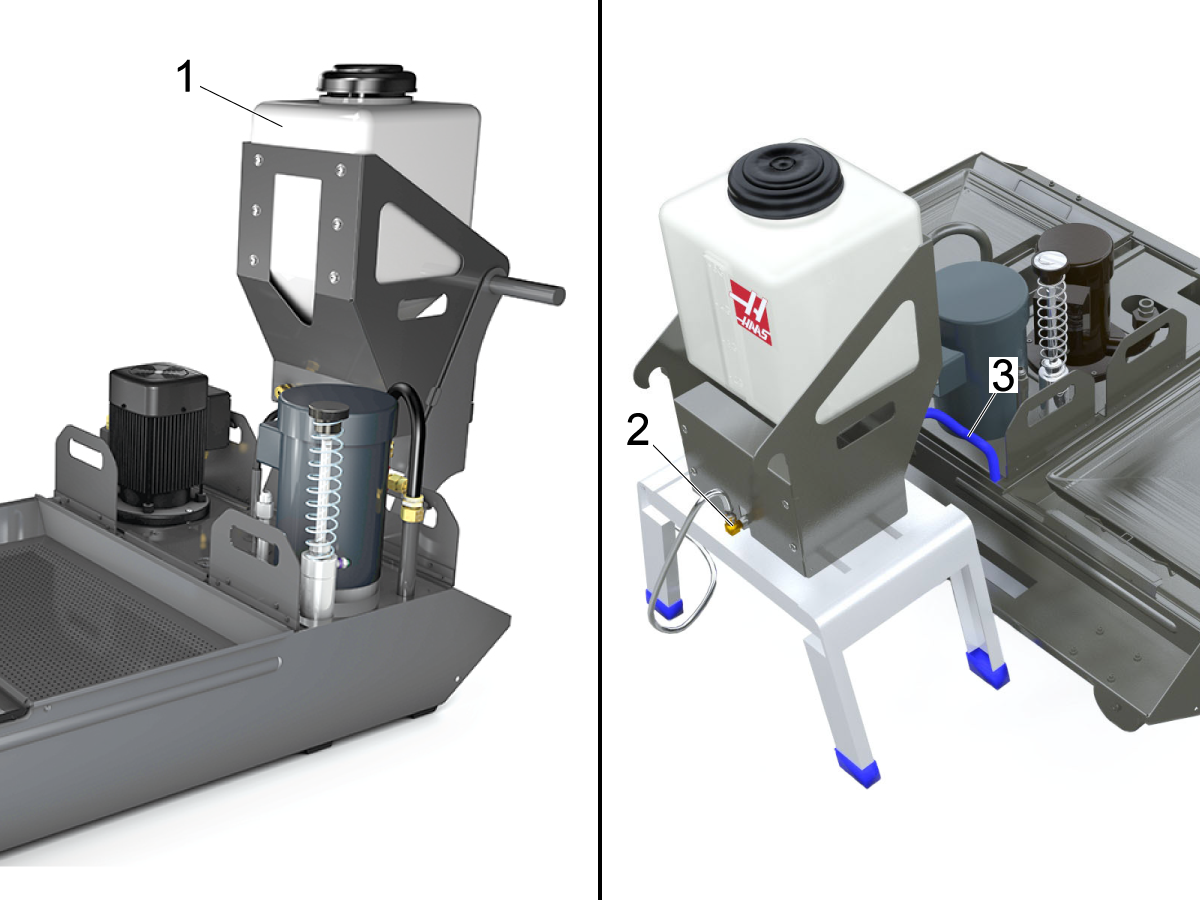
将水管 [1] 安装到弯头拟合 [2]。
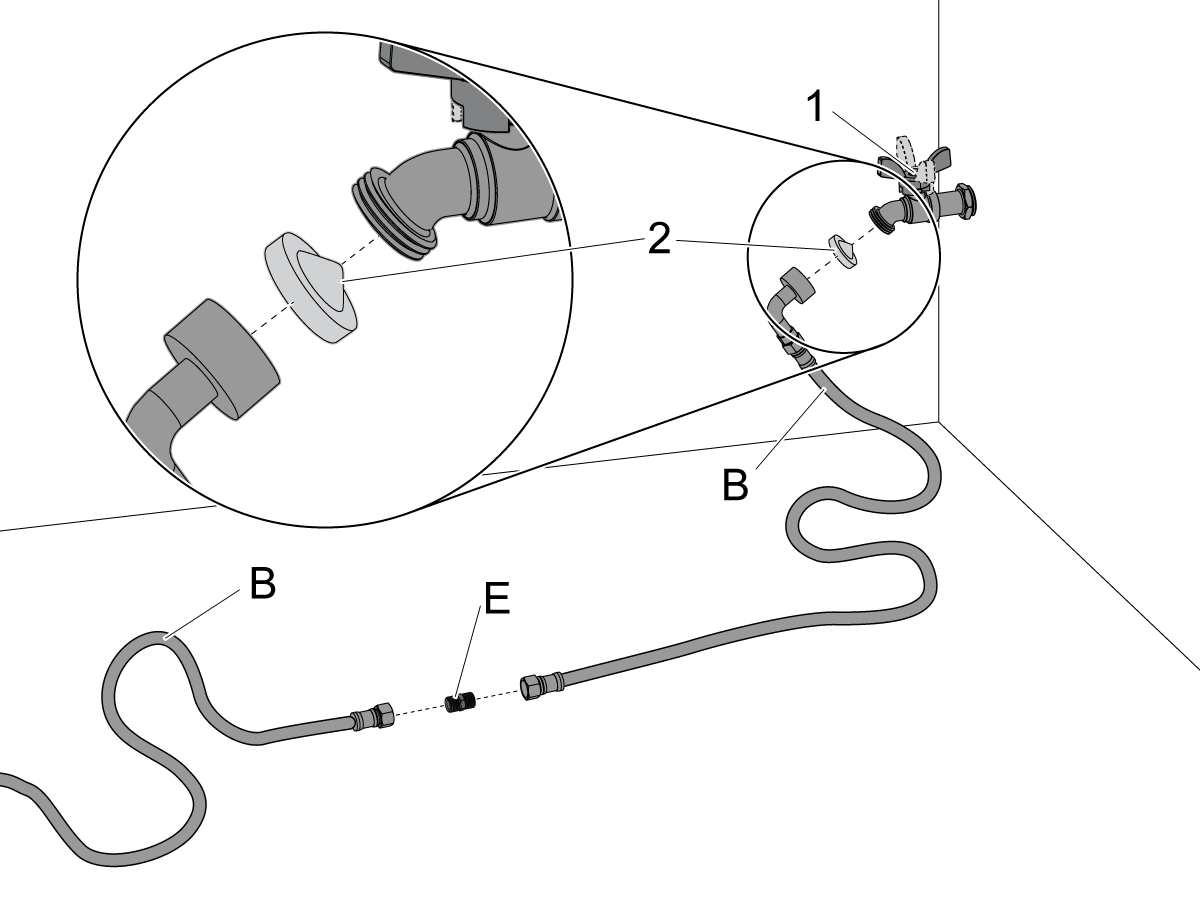
将软管 [B] 连接至供水 [1]。
确保屏幕滤清器 [2] 安装在供水软管接头中。
注意: 屏幕过滤器 [2] 的锥侧必须指向供水。
通过 www.HaasParts.com 或任何硬件商店订购附加供应软管 [B] (带配件)- 3/8" 电器供应线。
启动供水。检查有无泄漏。
注意: 供水压力必须为 40 Psi - 100 Psi(2.8 巴 - 6.9 巴)可正确产生所需的冷却液浓度。
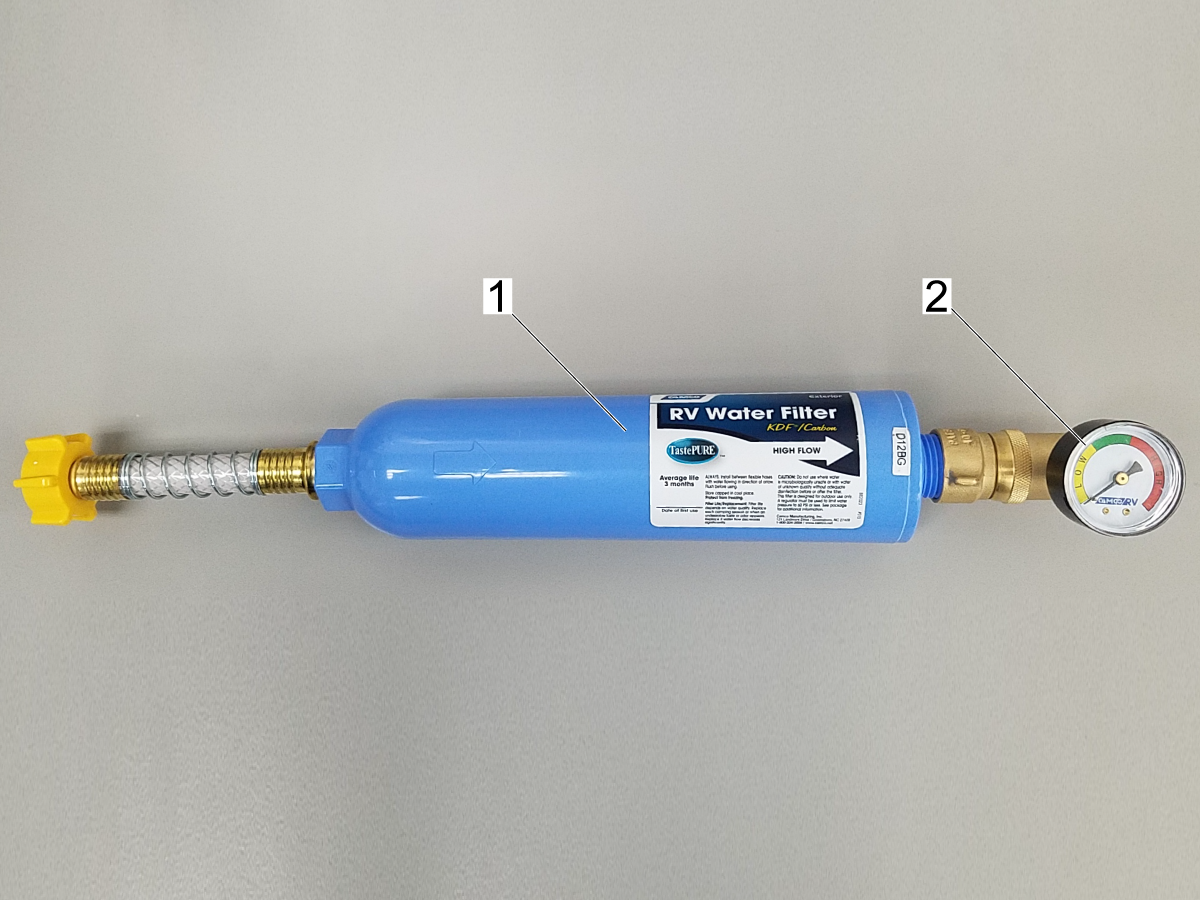
重要:为防止电磁阀损坏,请确保安装了滤网过滤器以清洁进水。电磁阀中的碎屑使其保持打开状态。这会导致冷却液混合不一致,并且也可能过度加注冷却液罐。您的供水可能需要额外的过滤。如果您的供水含有高矿物质或其他碎屑,请添加带压力调节器 [2] 的售后水过滤器 [1]。不包括图片中的滤水器和压力调节器。
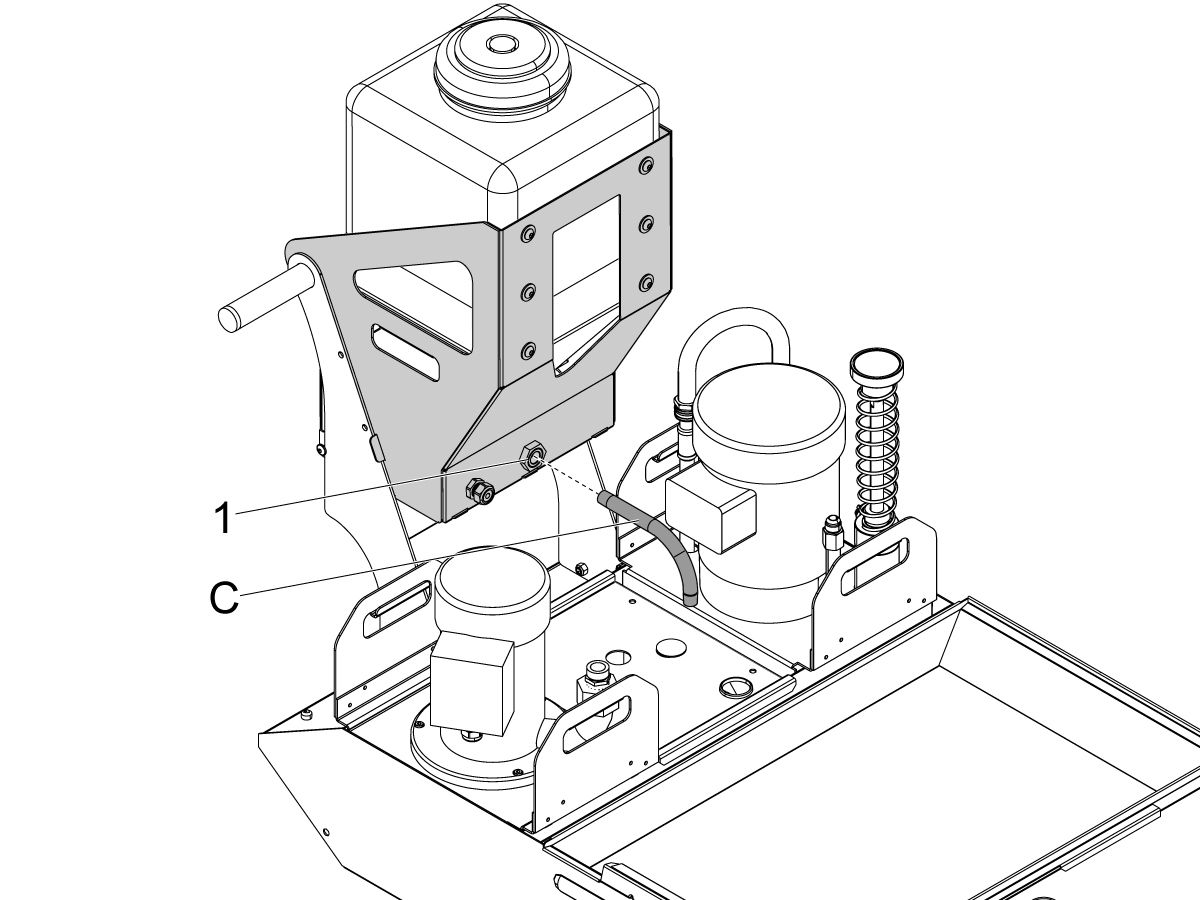
如图示将 NIPPLE [C] 安装至输出端口 [1]。
注意: 移动冷却液泵,使油箱盖上的孔位于 NIPPLE [C] 下方。
安装配件: 安装 1/2" 喷嘴,在系统中产生背压。对于厚浓缩冷却液,需要这样做。
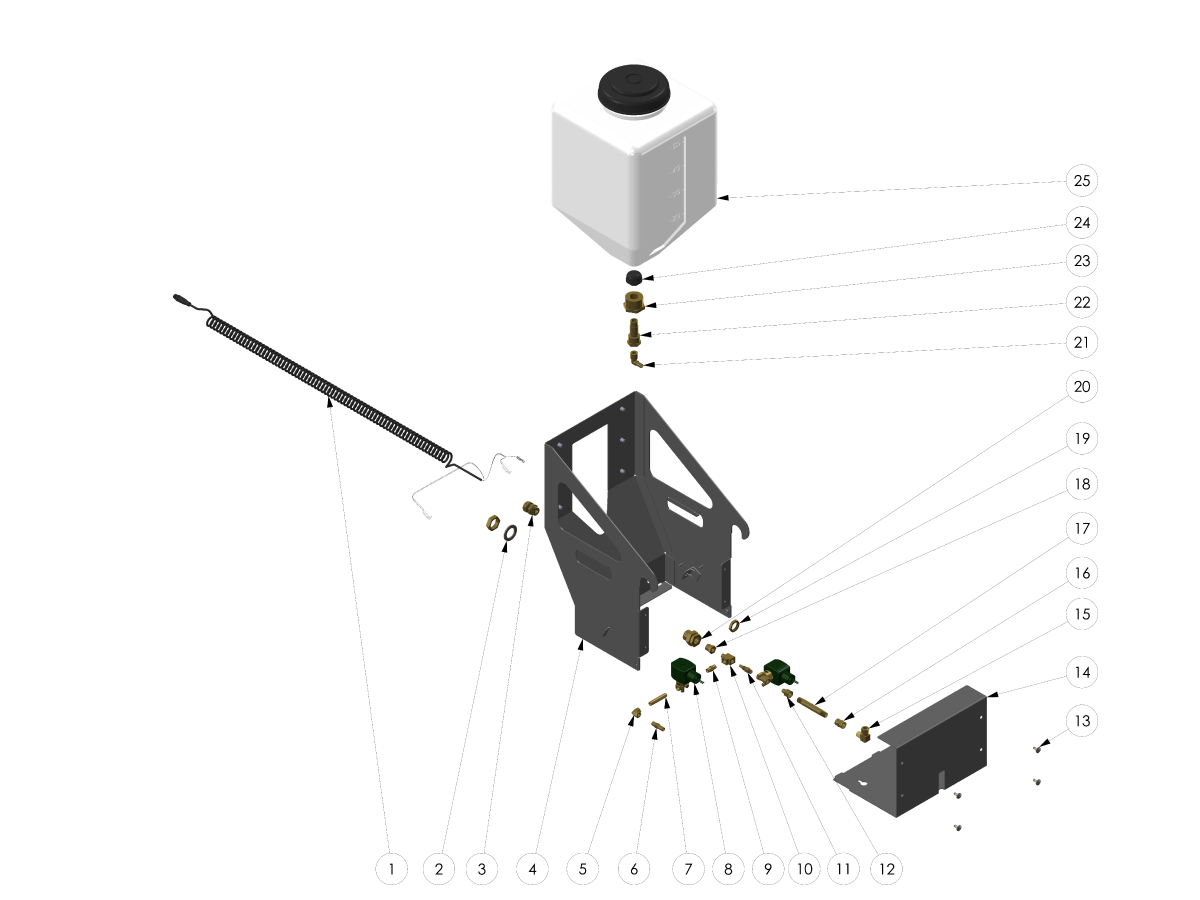
本节将向您展示如何安装 P/N 93-1000572,独立安装套件。
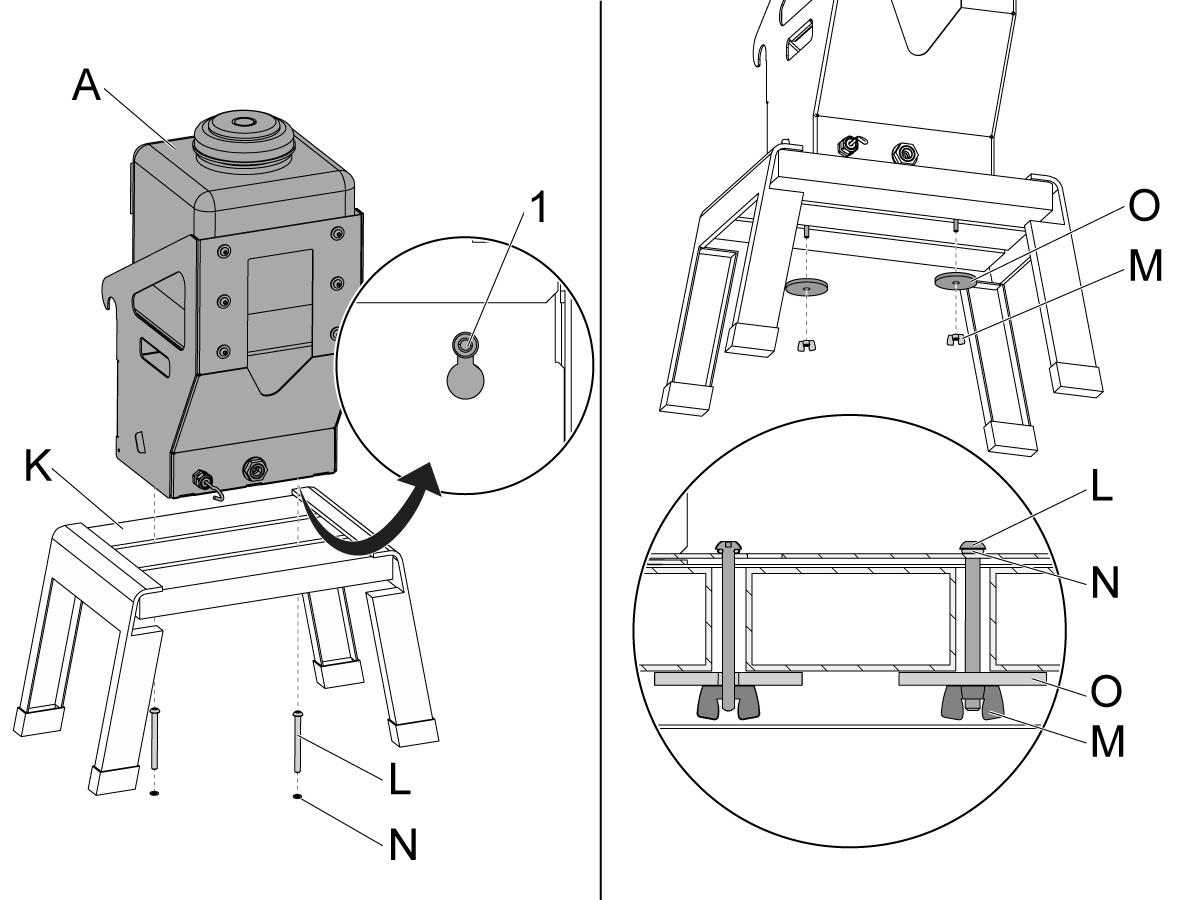
如图示将 O 形环 [N] 置于螺钉 [L] 上。
将冷却液补充选件 [A] 置于支架 [K] 上,使螺钉 [L] 穿过插槽 [1],如图示。
安装垫圈 [O] 和蝶形螺母 [M] 以固定冷却液补充选件 [A]。
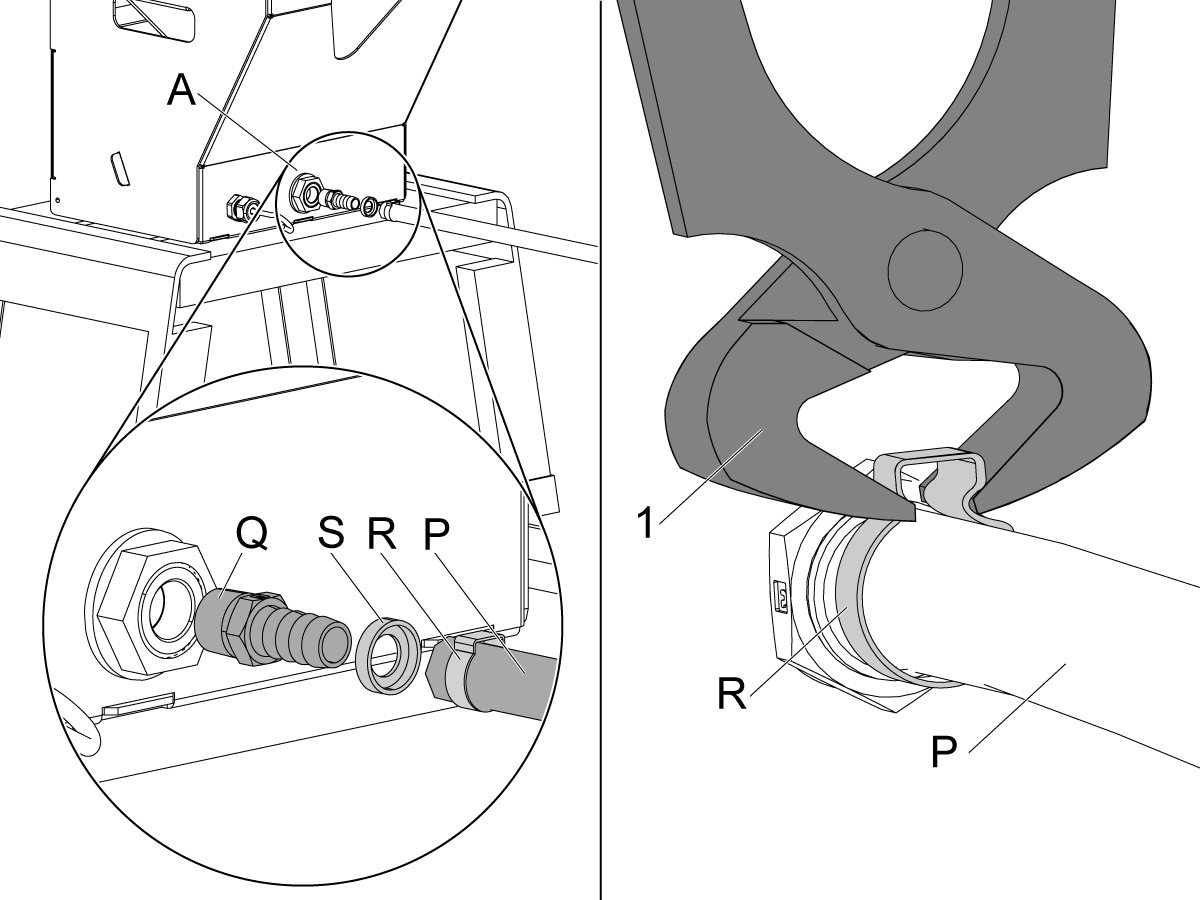
连接软管 [P]。
将图示列出的零件安装至冷却液补充选件 [A]。
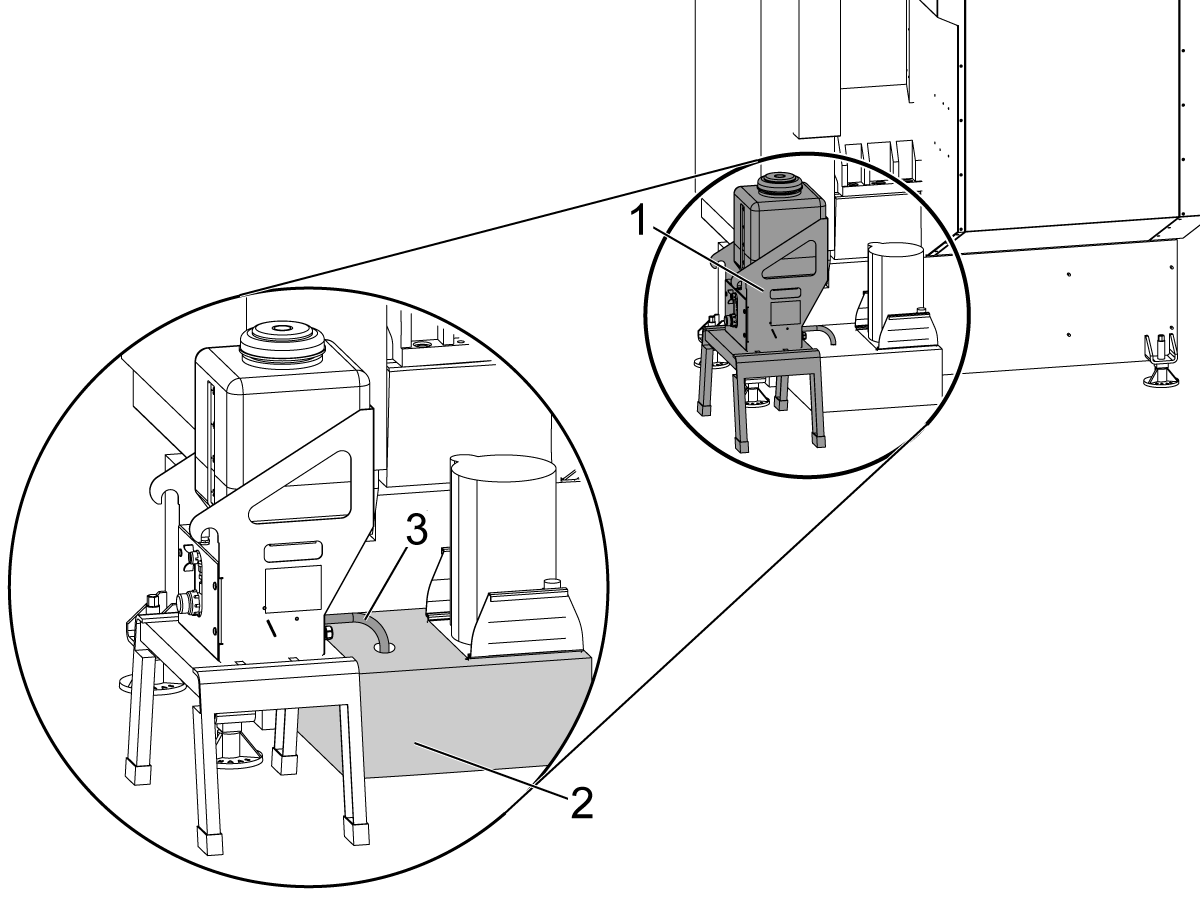
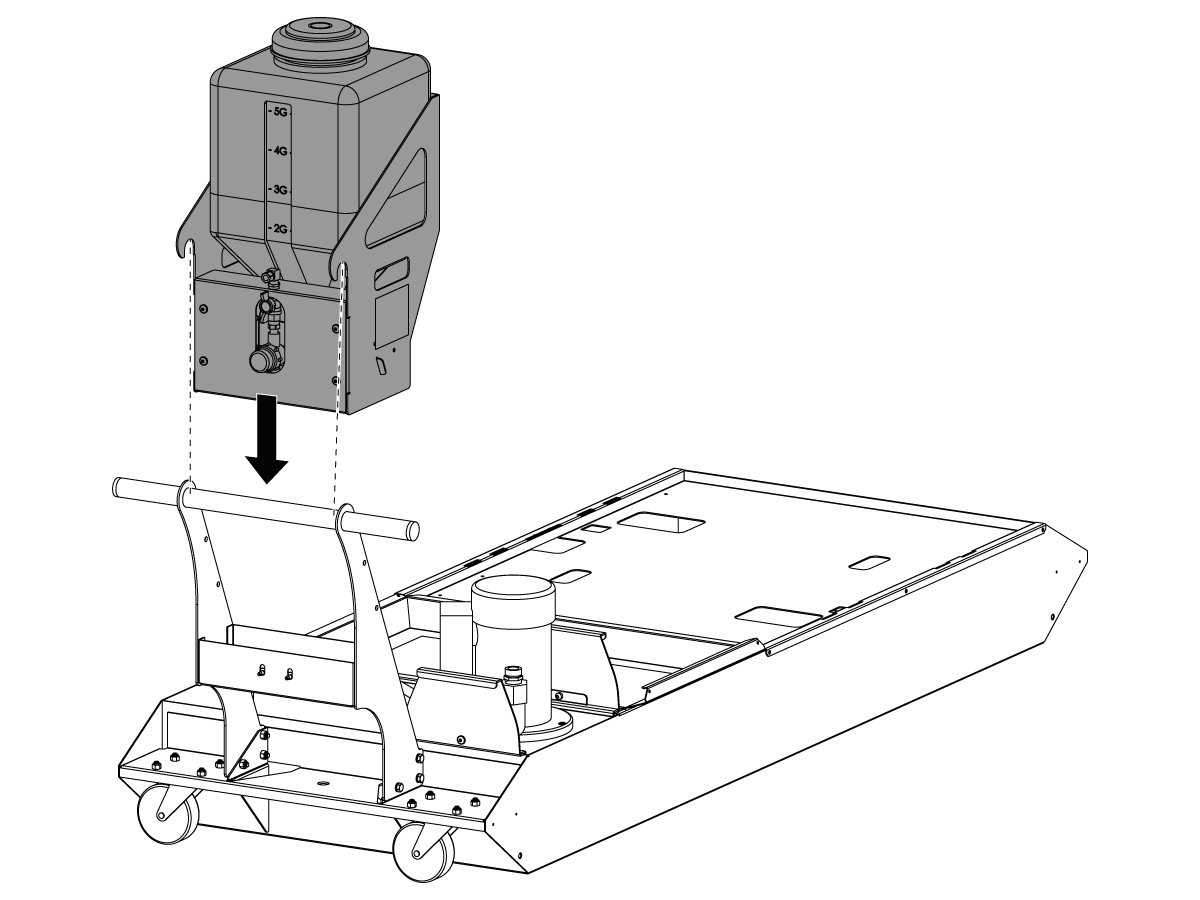
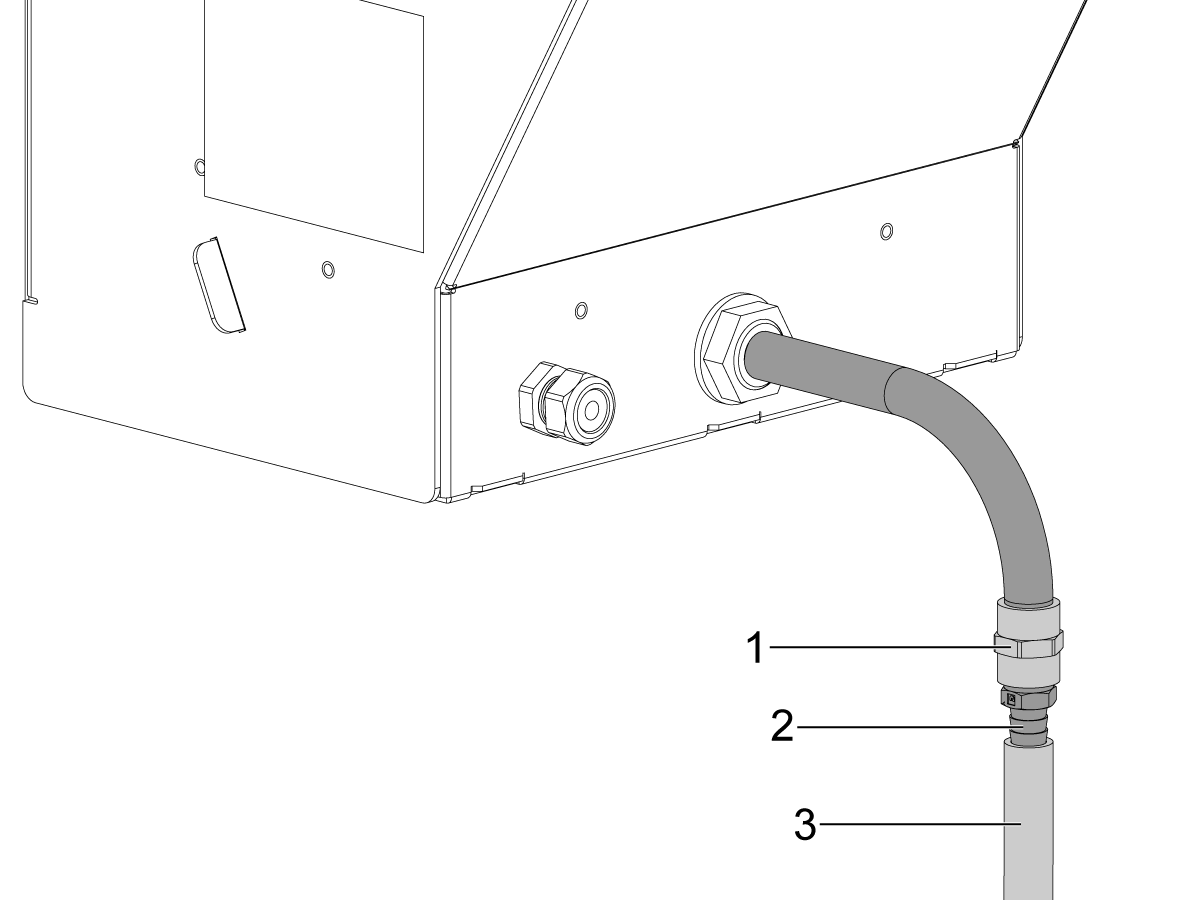
靠近冷却液箱和冷却液接头支架的位置安装冷却液加注选件 [1] 。
将软管 [3] 置于冷却液箱 [2] 内。
注意: 软管 [3]必须高于箱内的冷却液混合物。
根据需要切断软管 [3] 。固定软管。
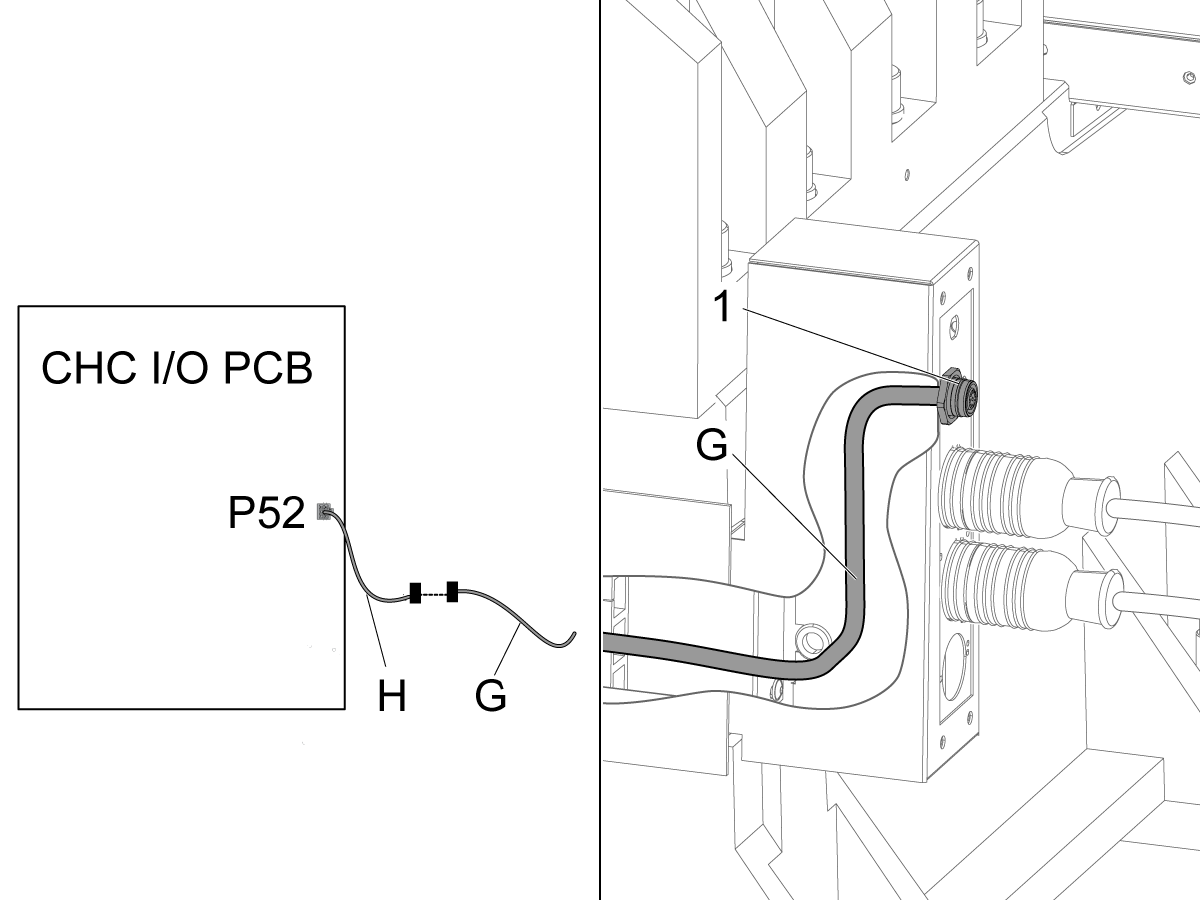
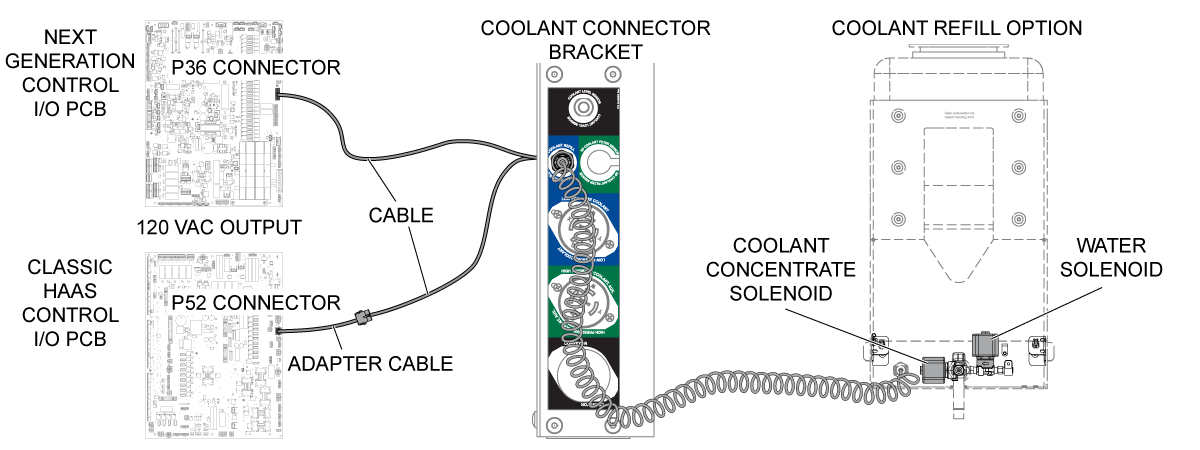
经典哈斯控制:
将适配器电缆 [H] 连接至电缆 [G]。
将适配器电缆 [H] 连接至 I/O PCB 上的 P52 连接器。
将电缆连接到冷却液接头支架。
注意: 冷却液接头支架始终位于冷却液油箱附近。
在冷却液接头支架上查找标有 “冷却液加注” [1] 的位置。安装 CABLE 的另一端 [G] 在这个位置。
注意: 如果冷却液接头支架上没有此位置,则在该接头支架上钻孔。
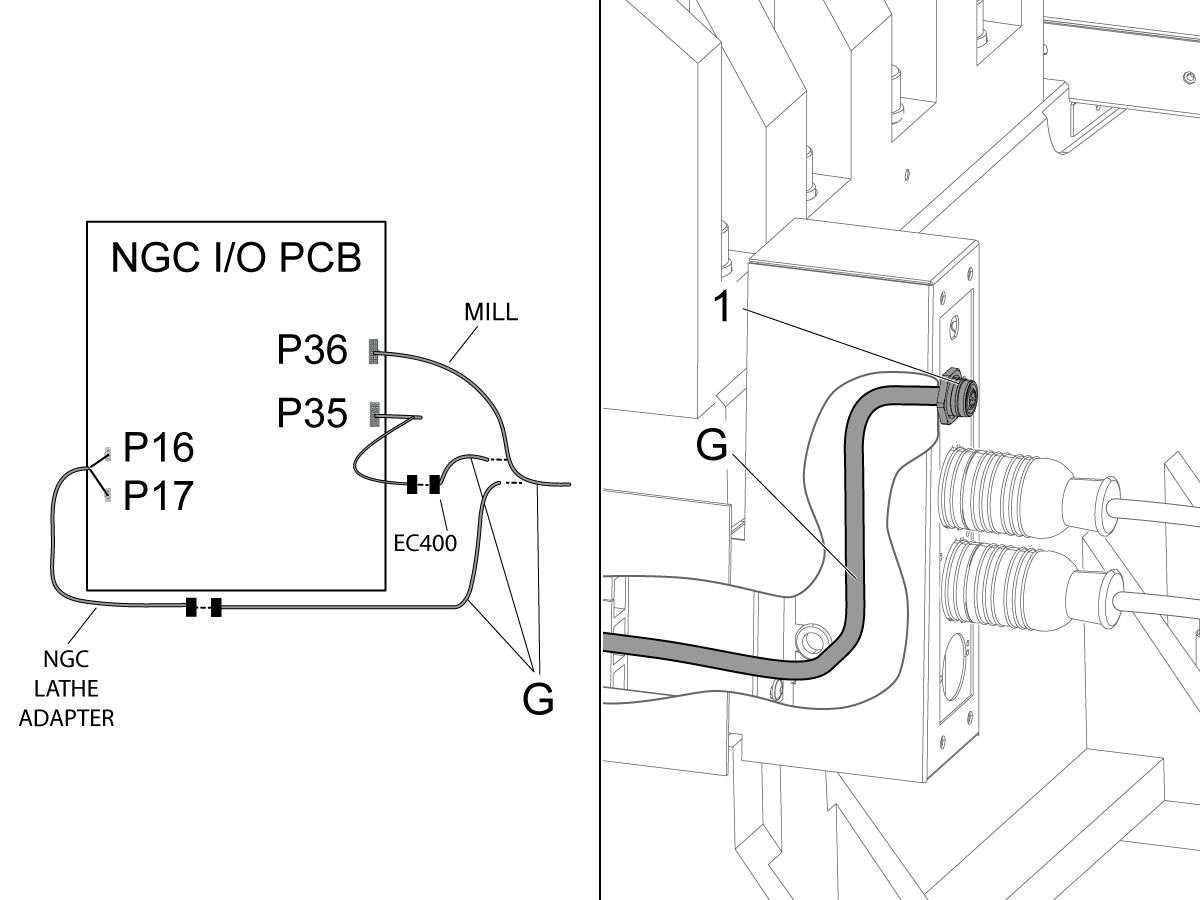
下一代控制器
将电缆连接到冷却液接头支架。
注意: 冷却液接头支架始终位于冷却液油箱附近。
在冷却液接头支架上查找标有 “冷却液加注” [1] 的位置。将电缆 [G] 的另一端安装至此位置。
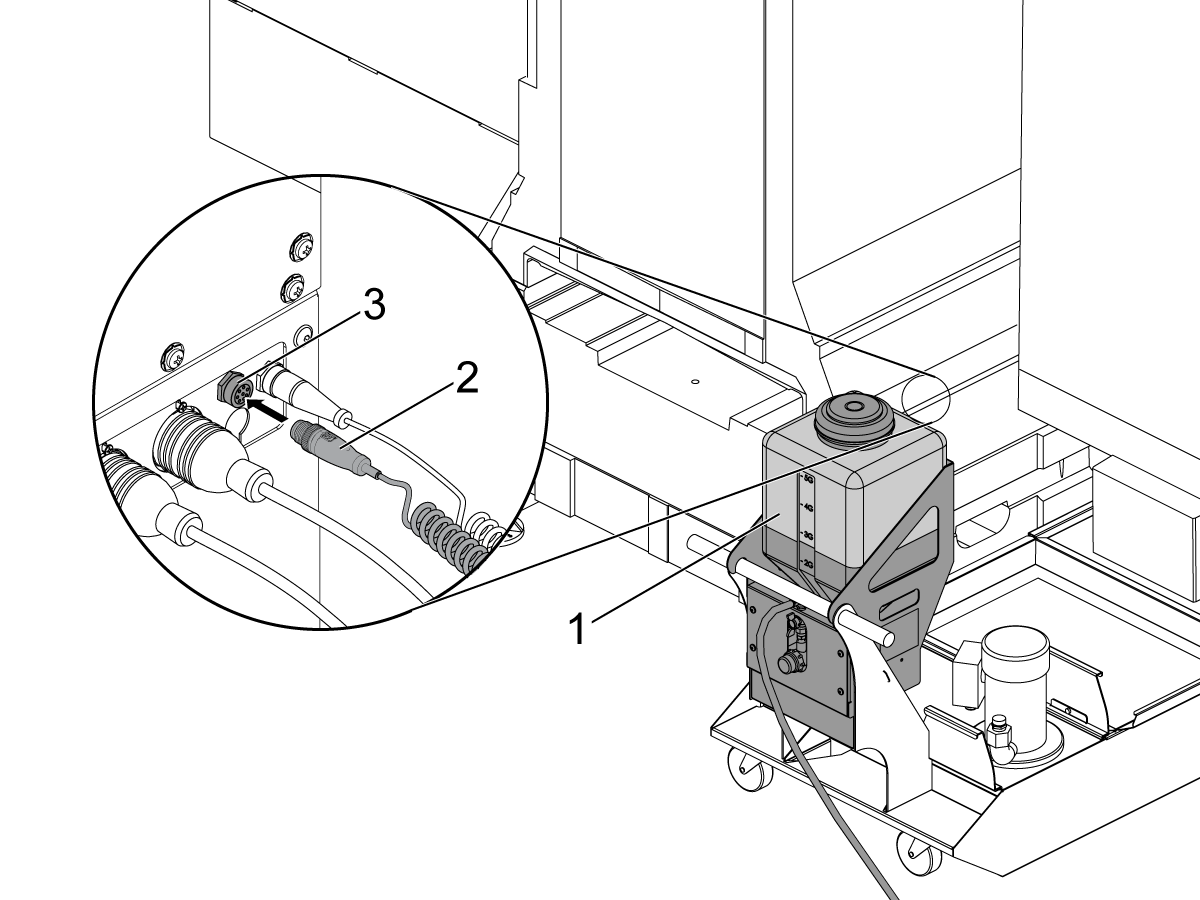
将冷却液加注选件 [1] 的电源线 [2] 连接至冷却液接头支架的电缆 [3] 。
用 5 加仑的冷却液浓缩物填充冷却液加注选件 [1] 。
按[POWER ON]。
经典 Haas 控制器。
将设置 7 更改为 OFF(关闭)。
按[EMERGENCY STOP]。
将 参数 1385 更改为 250。
将设置 7 更改为 ON(打开)。
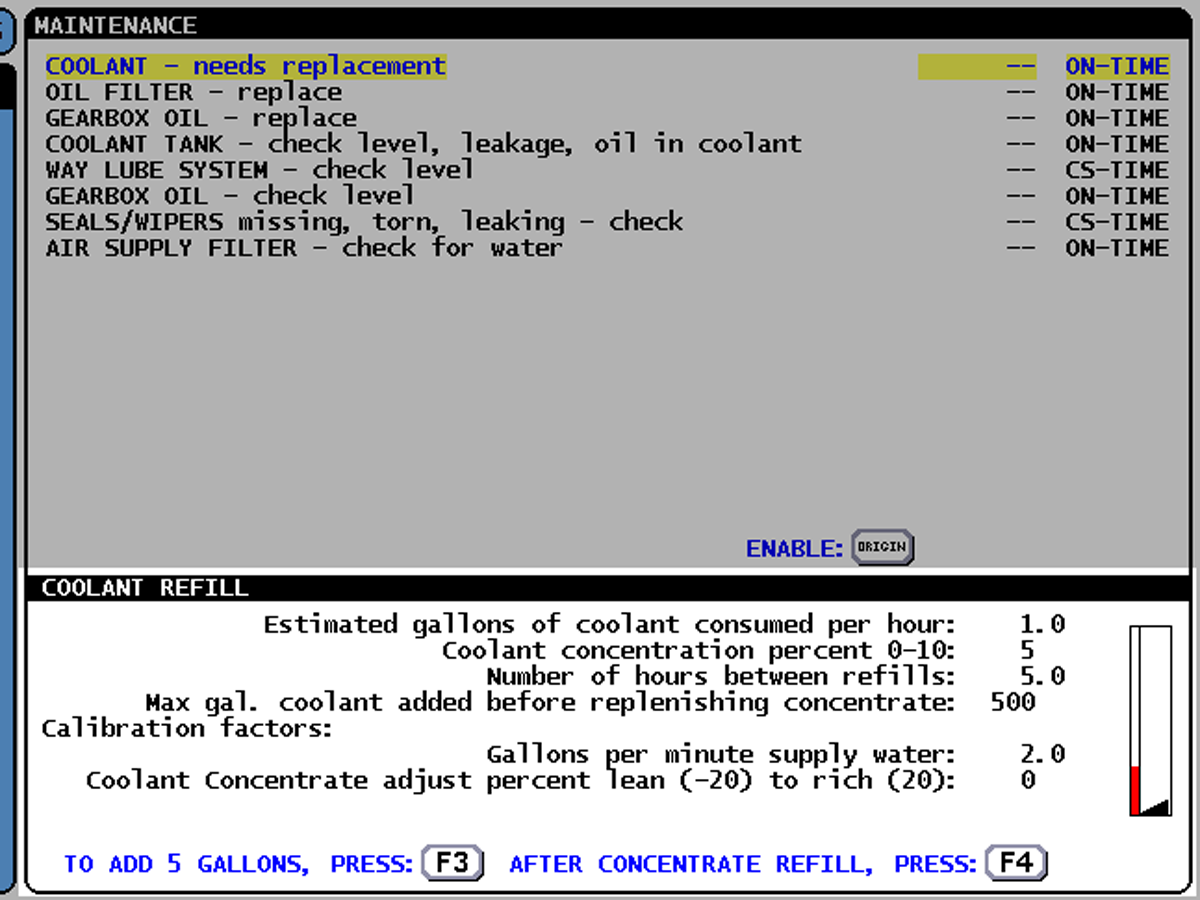
推[CURNT COMDS]。推[PAGE DOWN](下翻页面),直到显示 [COOLANT REFILL](冷却液加注)。
推[F4]设置为最大加仑。在重新浓缩浓缩液之前添加冷却液。
推 [Y]。
将设置 7 更改为 OFF(关闭)。
按[EMERGENCY STOP]。
将 参数 1385 更改为 250。
将设置 7 更改为 ON(打开)。
推[CURNT COMDS]。推[PAGE DOWN](下翻页面),直到显示 [COOLANT REFILL](冷却液加注)。
推[F4]设置为最大加仑。在重新浓缩浓缩液之前添加冷却液。
推 [Y]。
下一代控制器
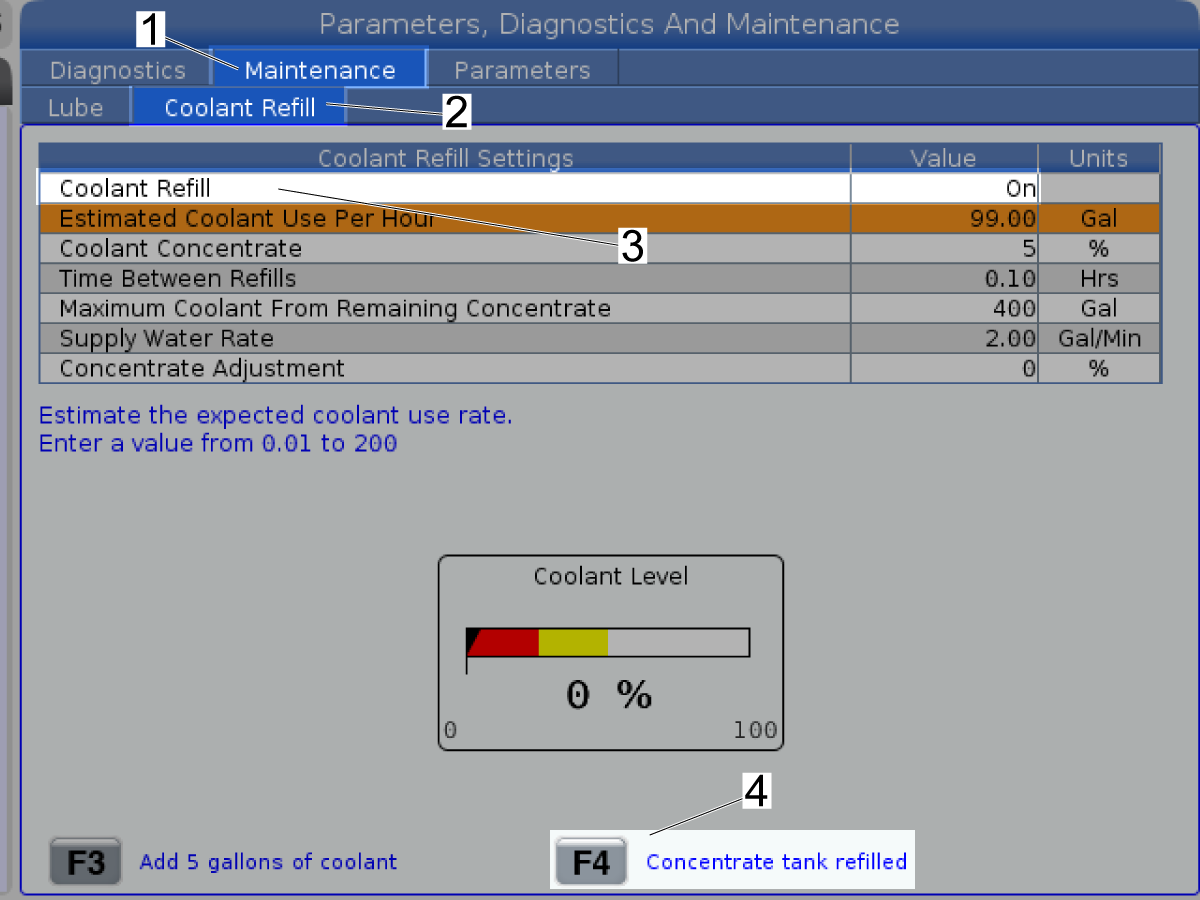
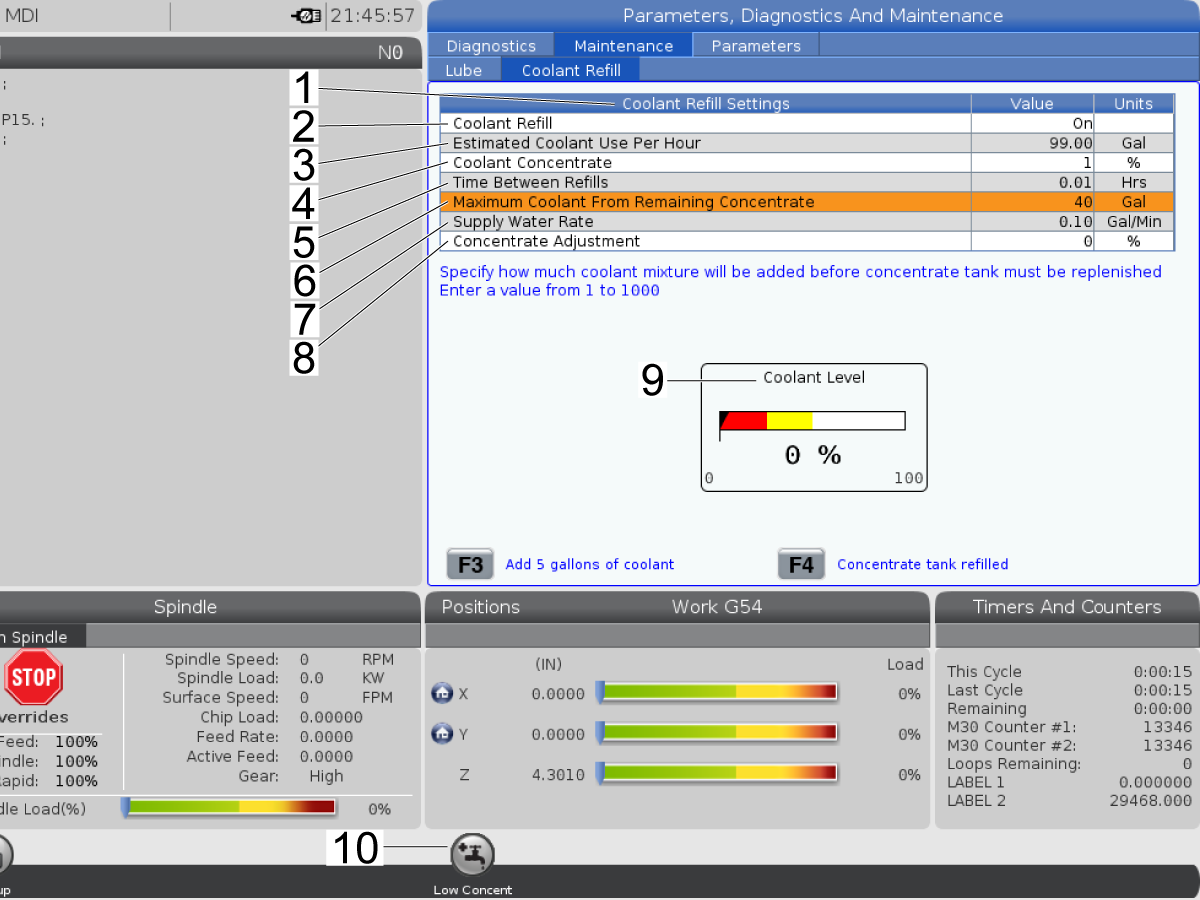
推 [DIAGNOSTIC](诊断)。
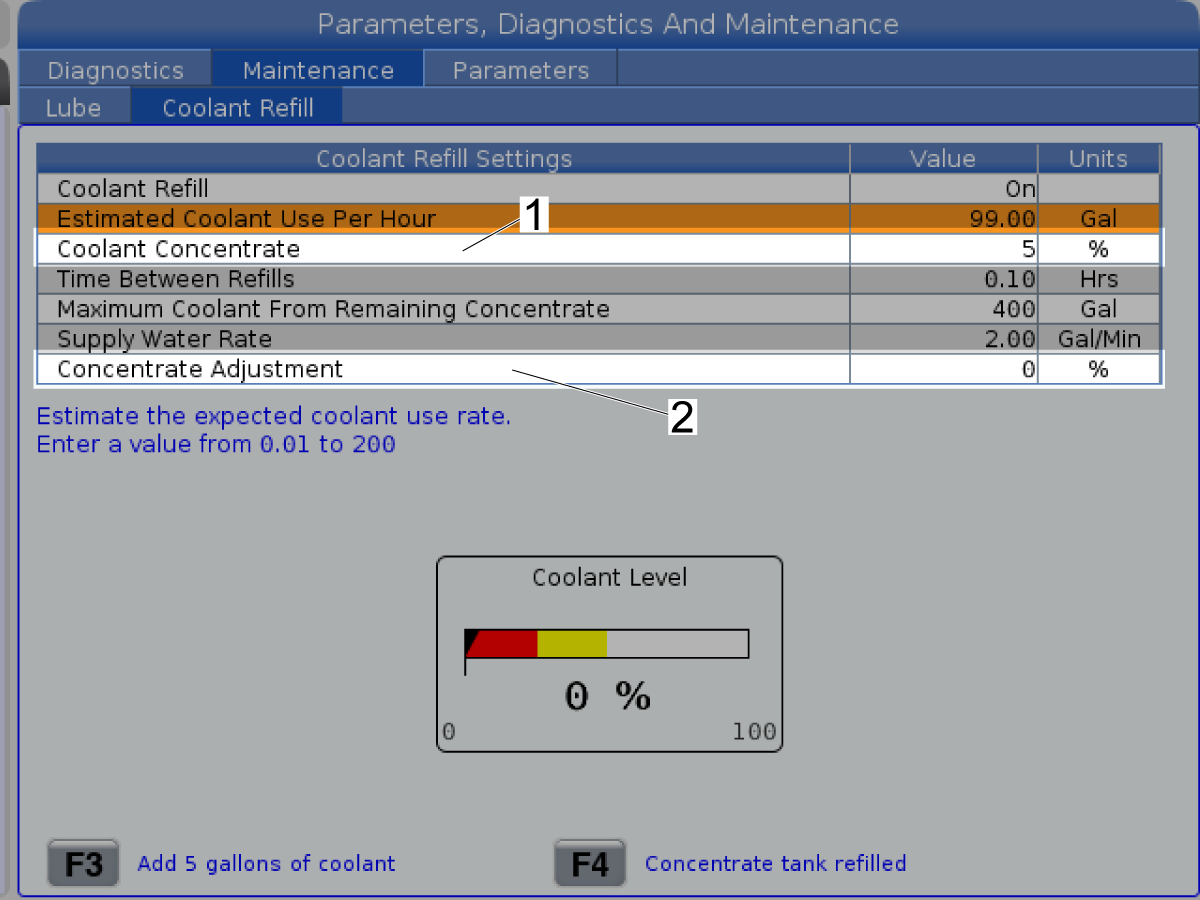
前往 Maintenance(维护)选项卡 [1]。
前往 Coolant Refill (冷却液加注)选项卡 [2]。
选择 Coolant Refill(冷却液重新加注)[3]。
选择 ON(打开)。
按 [ENTER]。
推[F4] [4]以设置剩余剩余浓缩物中的最大冷却液含量。
推 [Y]。
校准Coolant Refill(冷却液重新加注)。
推 [DIAGNOSTIC](诊断)。
推 [RIGHT](向右)光标件箭头以选择 Maintenance (维护)选项卡。
推 [DOWN] (向下)和 [RIGHT] (向右)光标箭头以选择 Coolant Refill (冷却液重新加注)选项卡。
用 5 加仑冷却液浓缩液填充冷却液再加注容器。
推[F4] 以设置剩余剩余浓缩物中的最大冷却液含量。
推 [Y]。
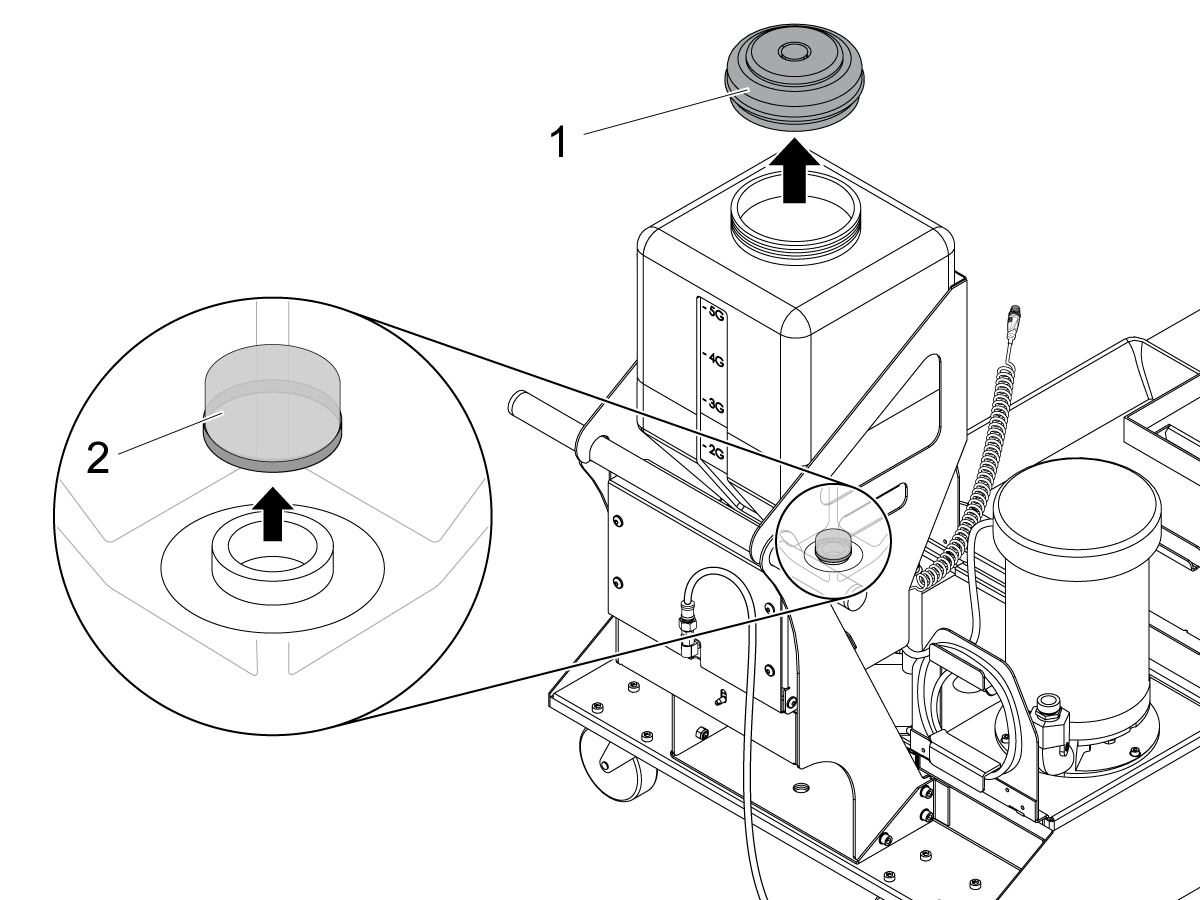
从加注管中取出加注软管。
将铲斗放在填充管下方。
推 [F3] 以填充铲斗。
当冷却液混合物注满铲斗时,再次推 [F3]以停止。
测量冷却液的浓度。请参阅保留冷却液混合物视频。
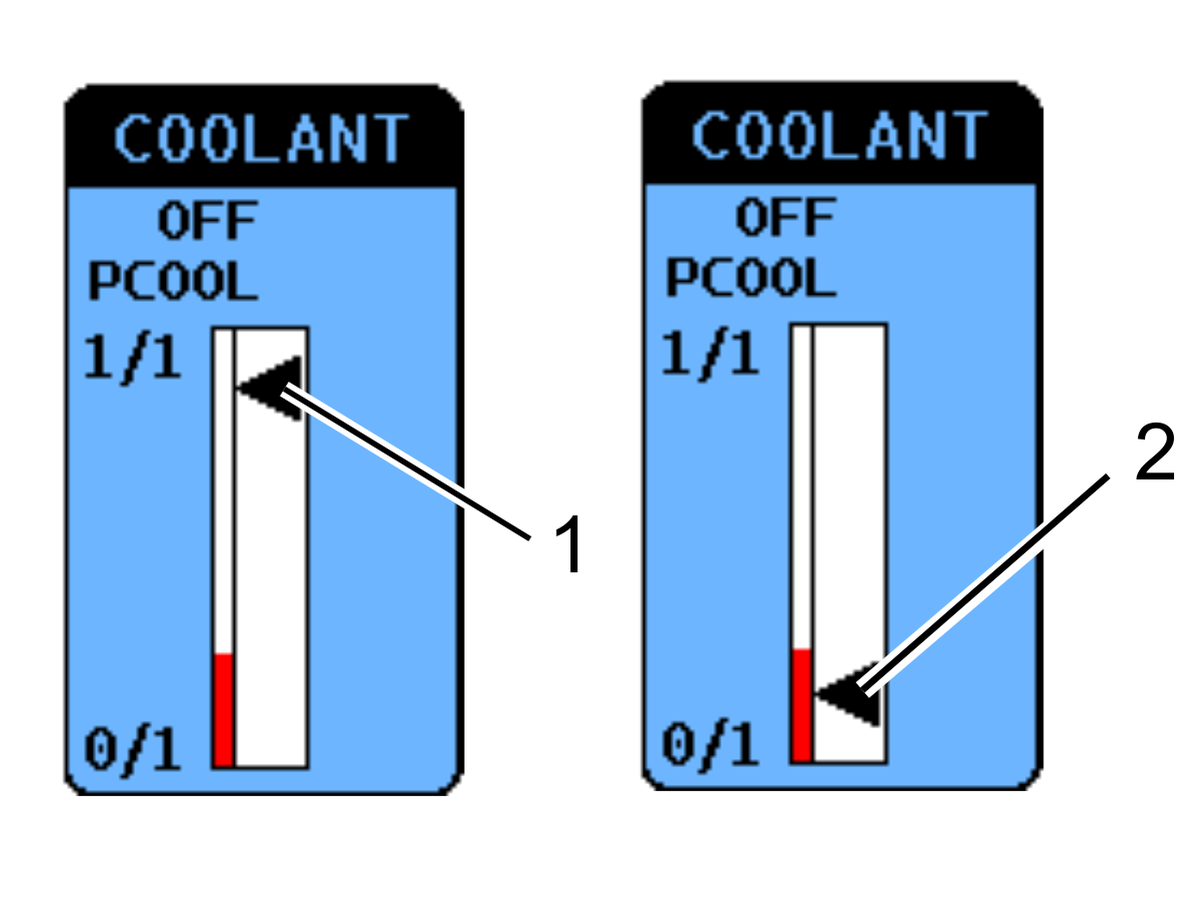
如果测量的浓度低于冷却液浓缩 [1],增加集中调整 [2]。
如果浓度高于冷却液浓缩 [1],减小集中调整 [2]。
重复测量,直到浓度与冷却液浓缩 [1]。
警告: 请勿将粉末状/液体冷却液添加剂添加到冷却液加注箱中。 这将导致电磁阀损坏并且保修失效。必须在冷却液箱中添加和混合所有添加剂。
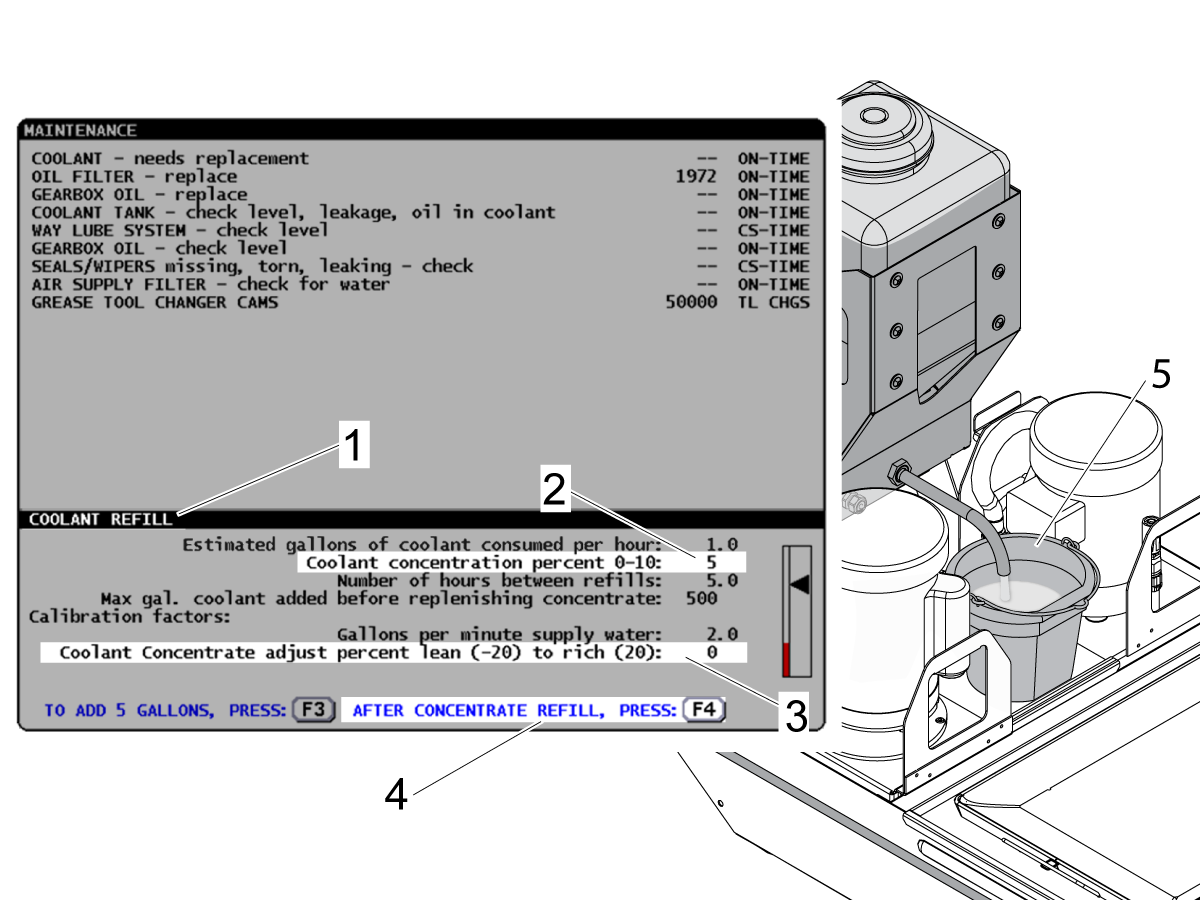
推[CURNT COMDS]。推 [PAGE DOWN] (页面向下)直至显示 Coolant Refill (冷却液重新加注)页面 [1]。
用 5 加仑冷却液浓缩液填充冷却液再加注容器。
推[F4] [4]以设置补充浓缩物之前添加的最大冷却液加仑数。推 [Y]。
从加注管中取出加注软管。
将铲斗 [5] 放在加注管下方。
推 [F3] 以填充铲斗。当冷却液混合物注满铲斗时,再次推 [F3]以停止。
测量冷却液的浓度。请参阅 保留冷却液混合物 视频。
如果测量的浓度低于 冷却液浓度百分比 [2],增加冷却液浓度调整值 [3]。
如果浓度高于 冷却液浓度百分比 [2] 值,减小冷却液浓度调整[3] 值。
重复测量,直到浓度与冷却液浓度百分比 [2] 值匹配。
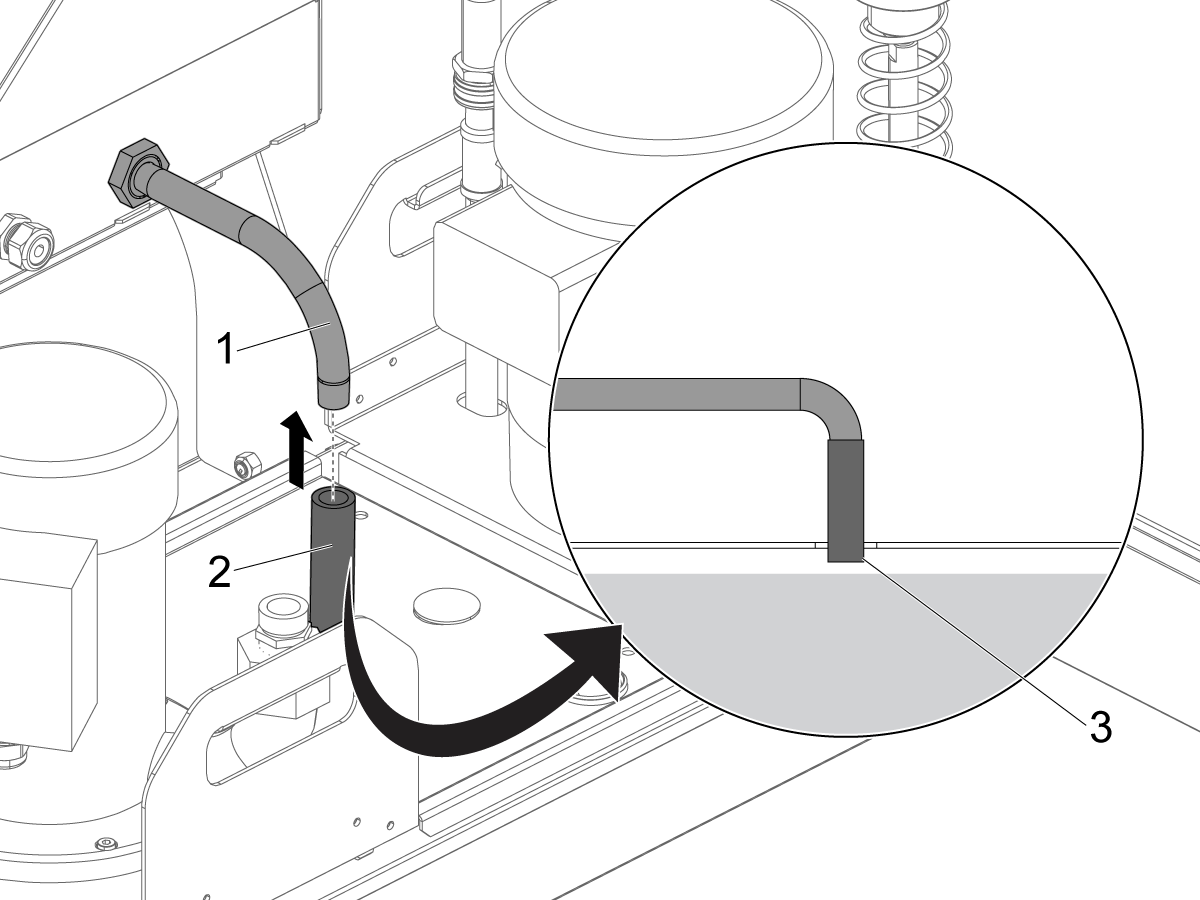
填充软管 [2] 安装到填充管 [1]中。
注意: 确保加注软管未接触冷却液 [3]。
冷却液重新加注组件自动执行以下任务:
您可以设置控制冷却液再加注工作方式的值。这减少了保持油箱中冷却液的正确水平和浓度所需的工作。
组件:
使用以下类型的冷却液浓缩液进行冷却液再加注:
要求
警告: 请勿将粉末状/液体冷却液添加剂添加到冷却液加注箱中。 这将导致电磁阀损坏并且保修失效。必须在冷却液箱中添加和混合所有添加剂。
请参阅Coolant Refill (冷却液加注)安装程序。
若要查看 Coolant Refill(冷却液加注)页面:
推 [DIAGNOSTIC](诊断)。
选择 Maintenance(维护)选项卡。
选择 Coolant Refill(冷却液加注)选项卡。
要设置值:
突出显示设置。将值输入. 按 [ENTER]。
冷却液重新加注的设置:
| 设置 | 说明 | 默认值 | 范围 |
| 冷却液加注 [2] | 此设置将激活或停用冷却液再加注选项。 | 关 | 开或关 |
| 每小时估计冷却液使用量 [3] | 这是检测到的冷却液使用一小时后环境中损失的冷却液数量。* | 1.0 | .01 - 99 加仑/小时 |
| 冷却液浓缩液 [4] | 这是应用所需的正确冷却液浓度。 | 5 | 0 - 10 % |
| 重新填充之间的时间[5] | 这是自动冷却液重新加注之间的时间量。 | 5.0 | 0.1 - 999.8 小时 |
| 剩余浓缩物的最大冷却液[6] | 这是在冷却液浓缩容器清空之前流入冷却液油箱的冷却液混合物的数量。 | 500 | 20 - 1000 加仑 |
| 供水速率 [7] | 这是来自供水的水量。测量来自供水的水流,并在此处输入该值。 | 2.0 | 0.1 - 99.9 加仑/分钟 |
| 浓度调整 [8] | 这是测量的冷却液浓度的精确调整。增加或减小此值,使测得的冷却液浓度与冷却液浓度百分比 [3] 中的值相同。** |
0 | (-20) - 20 |
| 冷却液液位 [9] | 此仪表显示冷却液罐中的冷却液混合物液位。 | N/A | N/A |
| 冷却液浓缩警告[10] | 该 Low Concentrate (低浓度)图标剩余剩余浓缩物中的最大冷却液含量值 [6] 变为 40。这样,您就可以在冷却液浓缩容器变空之前将其填充。 当值变为 0 时,冷却液再加注系统操作将停止。这允许您填充冷却液浓缩容器。 要保持系统运行,请先加注冷却液浓缩容器,然后再将其清空。 |
N/A | N/A |
*控制监控冷却液在泵打开时的使用。 **请参阅 冷却液加注 - 校准 程序。 |
|||
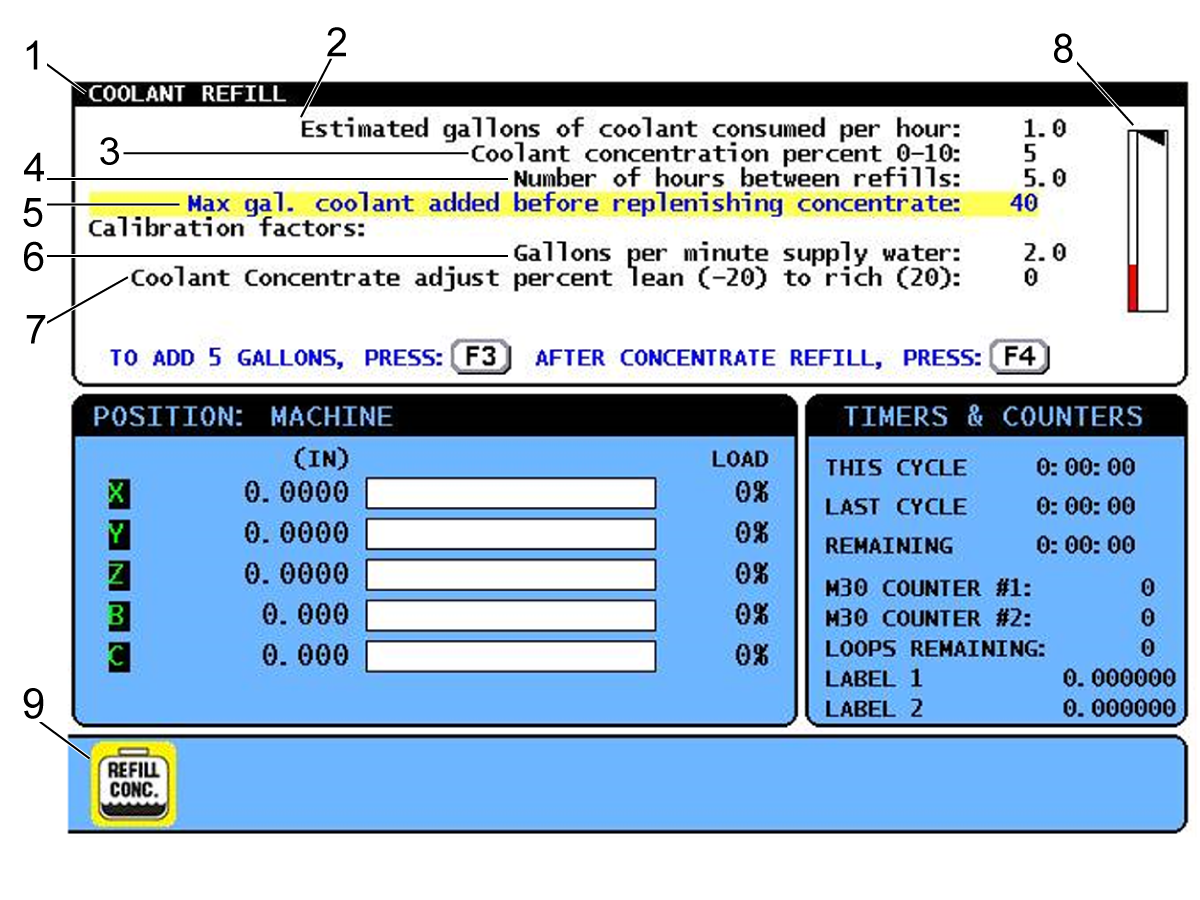
若要查看 COOLANT REFILL(冷却液加注)页面:
推 [CURNT COMNDS]。推 [PAGE DOWN] (页面向下)直至显示 Coolant Refill (冷却液重新加注)页面。
要设置值:
突出显示设置。将值输入. 推动 [WRITE/ENTER](写入/输入)。
冷却液重新加注的设置:
| 设置 | 说明 | 默认值 | 范围 |
| 估计每小时消耗的冷却液加仑数 [2] | 这是检测到的冷却液使用一小时后环境中损失的冷却液数量。* | 1.0 | .01 - 99 加仑/小时 |
| 冷却液浓度百分比 [3] | 这是应用所需的正确冷却液浓度。 | 5 | 0 - 10 % |
| 两次填充间隔的小时数 [4] | 这是自动冷却液重新加注之间的时间量。 | 5.0 | 0.1 - 999.8 小时 |
| 补充浓缩物之前添加的最大冷却液加仑数 [5] | 这是在冷却液浓缩容器清空之前流入冷却液油箱的冷却液混合物的数量。 | 500 | 20 - 1000 加仑 |
| 每分钟供水加仑数 [6] | 这是来自供水的水量。测量来自供水的水流,并在此处输入该值。 | 2.0 | 0.1 - 99.9 加仑/分钟 |
| 冷却浓度调整精益百分比 [7] | 这是测量的冷却液浓度的精确调整。增加或减小此值,使测得的冷却液浓度与冷却液浓度百分比 [3] 中的值相同。** |
0 | (-20) - 20 |
| 冷却液液位传感器仪表 [8] | 此仪表显示冷却液罐中的冷却液混合物液位。 | N/A | N/A |
| 冷却液浓度低警告 [9] | 当 补充浓缩物之前添加的最大冷却液加仑数 [5] 值变为 40,显示该 REFILL CONC. 图标。这样,您就可以在冷却液浓缩容器变空之前将其填充。 当值变为 0 时,冷却液再加注系统操作将停止。这允许您填充冷却液浓缩容器。 要保持系统运行,请先加注冷却液浓缩容器,然后再将其清空。 |
N/A | N/A |
*控制监控冷却液在泵打开时的使用。 **请参阅 冷却液加注 - 校准 程序。 |
|||
警告: 请勿将粉末状/液体冷却液添加剂添加到冷却液加注箱中。 这将导致电磁阀损坏并且保修失效。必须在冷却液箱中添加和混合所有添加剂。
冷却液浓缩过滤器清洁
推 [POWER OFF] (关电)。
关闭加注装置的供水阀。
ASCO 空气净化电磁阀:
推 [POWER OFF] (关电)。
关闭加注装置的供水阀。
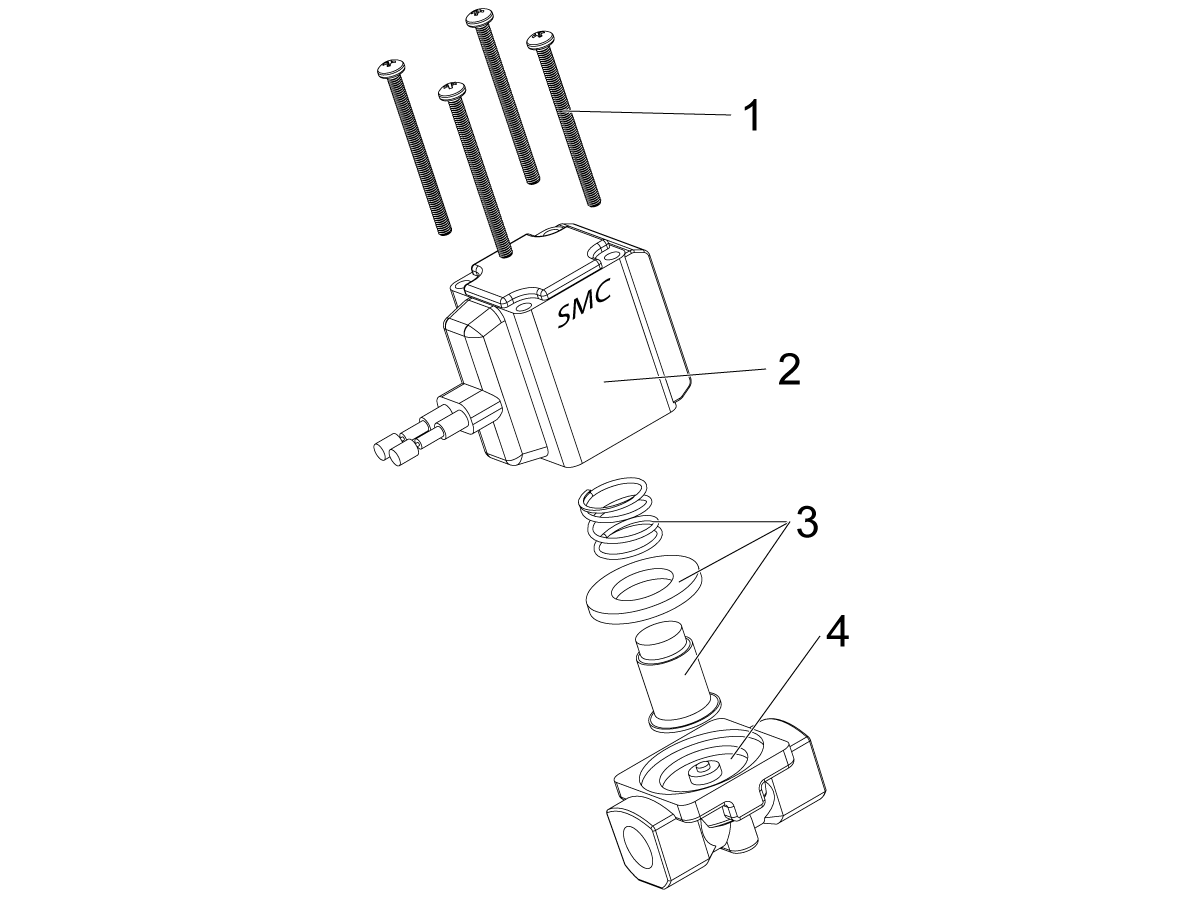
SMC 空气净化电磁阀:
推 [POWER OFF] (关电)。
关闭加注装置的供水阀。
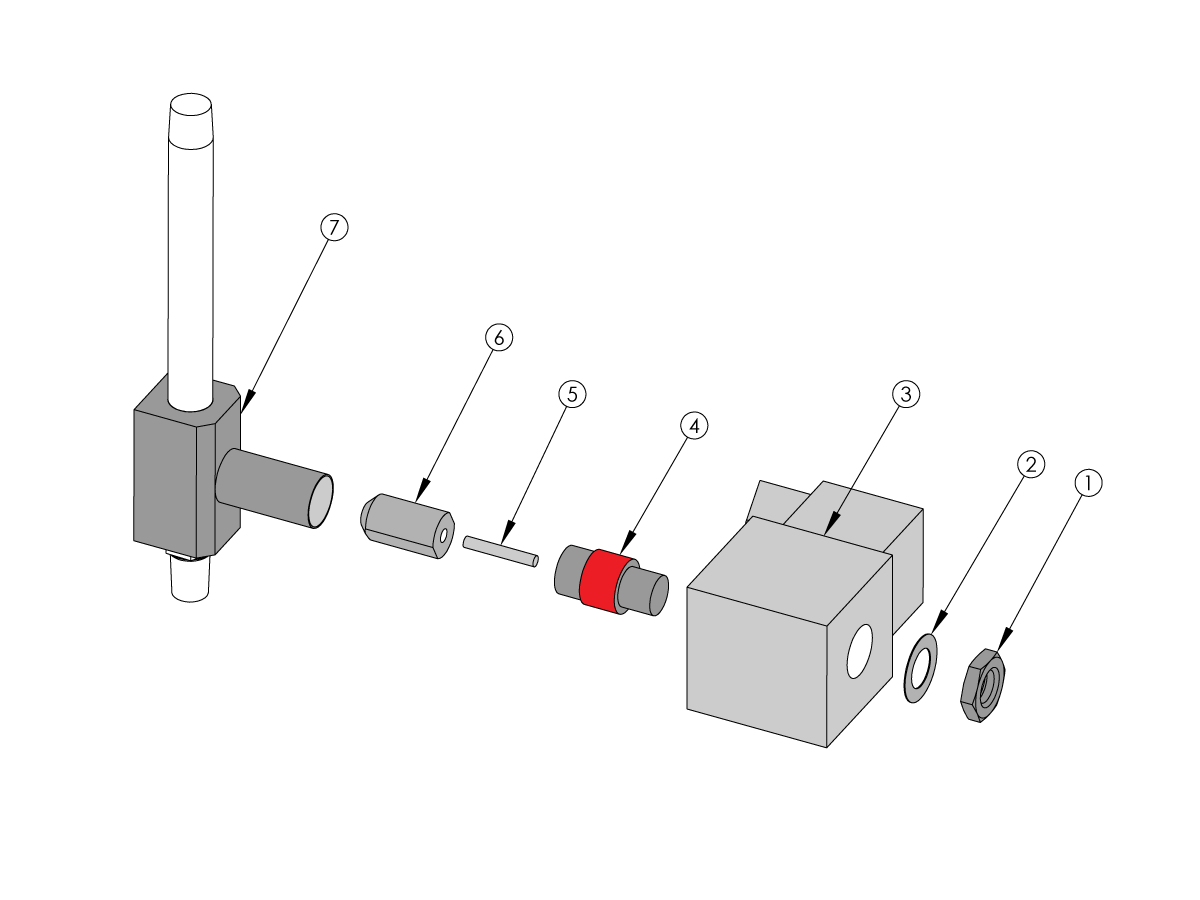
ASCO 空气净化电磁阀:
注意:用铝钳口将堵头螺母的外径(如图所示)固定在台虎钳中以防止损坏。
警告: 请勿将粉末状/液体冷却液添加剂添加到冷却液加注箱中。 这将导致电磁阀损坏并且保修失效。必须在冷却液箱中添加和混合所有添加剂。

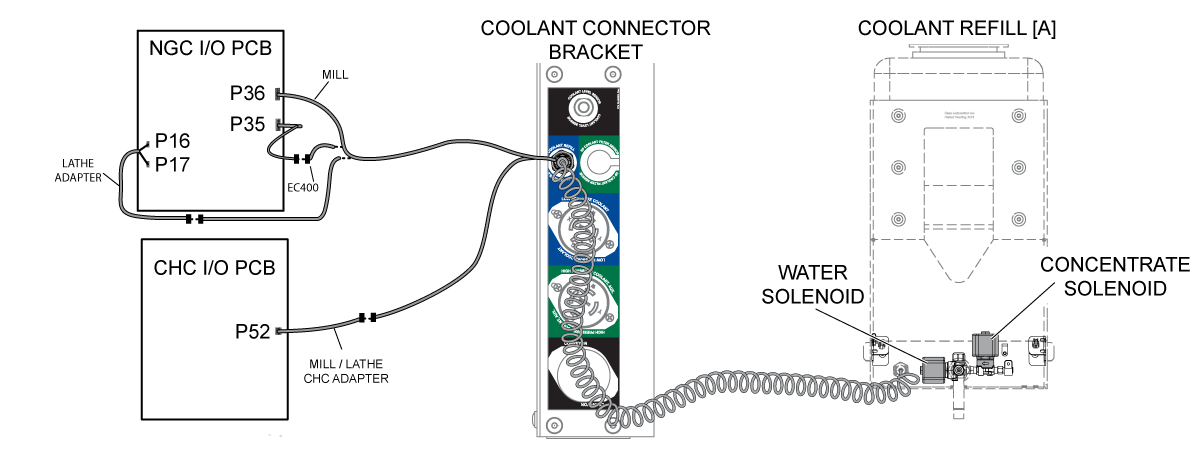
下图显示了 TSC 系统的以下组件:
| 症状 | 可能的原因 | 纠正措施 |
| 冷却液罐中的冷却液浓度不正确。 | 水压不足。 | 检查进水压力。 |
| 探头未校准。 | 校准探头。 | |
| 供水或冷却液浓缩电磁阀不接收电压。 | 测量电磁阀的电压。 | |
| 供水或冷却液浓缩电磁阀受到污染并保持打开状态。 | 清洁电磁阀。 | |
| 厚精矿,高粘度。 | 在填充管上安装 1/2" 喷嘴。 | |
| 指示灯不通电。 | 供水或冷却液浓缩电磁阀不接收电压。 | 测量电磁阀的电压。 |
| 确保冷却液液位传感器工作正常。 | 对冷却液压力传感器进行故障排除。 | |
| 冷却液罐过度加注。 | 供水或冷却液浓缩电磁阀受到污染并保持打开状态。 | 清洁电磁阀。 |
| 确保冷却液液位传感器工作正常。 | 对冷却液压力传感器进行故障排除。 |

确保供水具有正确的压力。注意:供水压力必须为 40-100Psi(2.8-6.9 bar)可正确产生所需的冷却液浓度。
确保供水屏幕 [1] 未堵塞。如果屏幕堵塞,请清洁屏幕 [1]。注意:屏幕过滤器的锥侧必须指向供水。确保软管 [2] 是直的,并且没有扭结。
如果安装了售后水过滤器,请确保其未堵塞。
要更正冷却液箱内的冷却液批次,请参阅视频 机床工具冷却液 - 加满高浓度 - 视频
可能需要对系统进行校准,以产生正确的冷却液浓度。有关校准说明,请参阅 冷却液重新加注 - 校准。
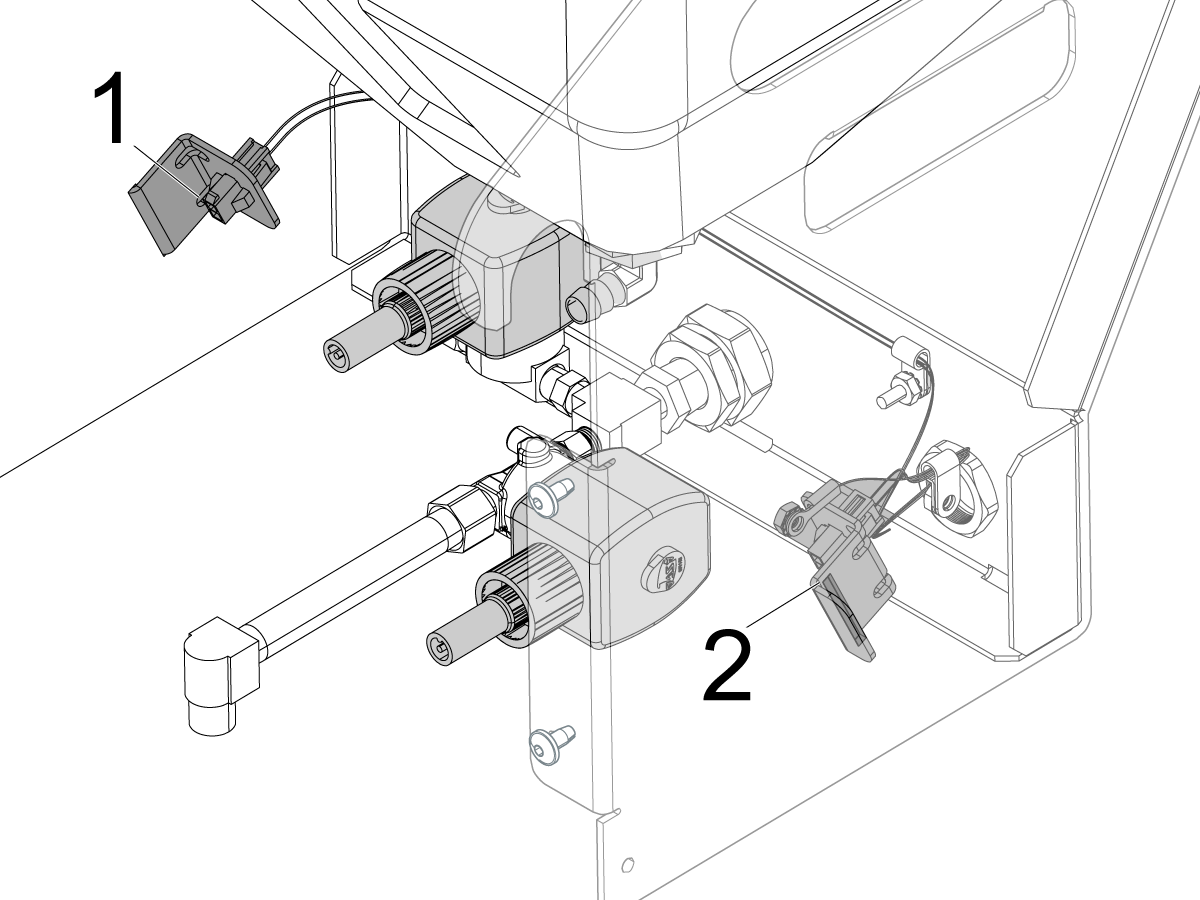
将电缆从 CRO 装置断开到机器侧面的冷却液接头支架。
对于本节,在 CRO 单元命令 ON 下完成所有电压测量。在“冷却液重新加注” 显示屏上,按 [F3] 以 添加 5 加仑冷却液。当您准备停止 CRO 时,请再次按 [F3]。
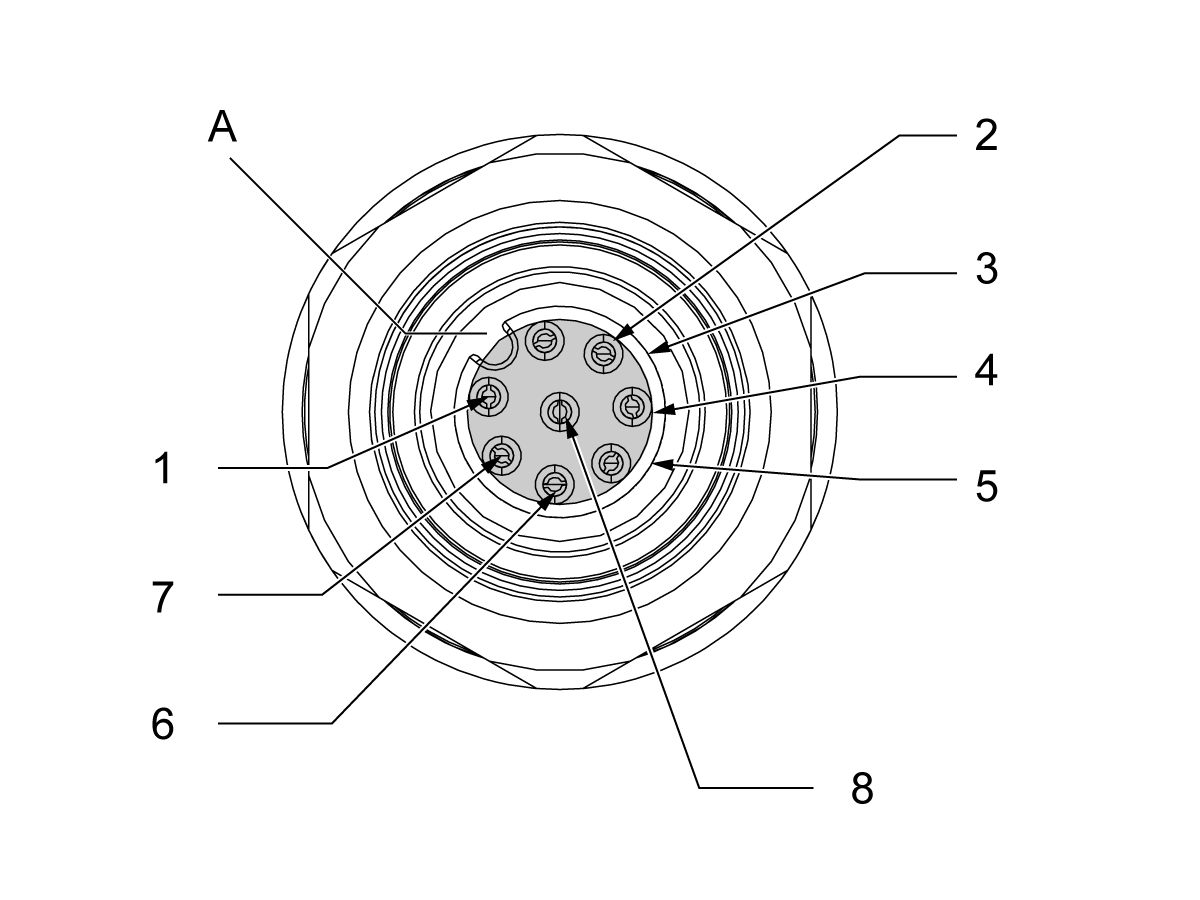
注意: 使用接头中的切口 [A] 作为参考,以查找正确的引脚。
测量给水电磁阀的电压 [1]: 冷却液接头支架上接头 2 和 5 的引脚之间的电压必须测量 120 VAC。
测量冷却液浓缩电磁阀的电压 [2]: 每次激活时,冷却液接头支架上的接头 1 和 4 的接头之间的电压都会打开和关闭脉冲 0.25 秒。将万用表设置为最小/最大值。
如果接头支架处的电压正确:
如果冷却液接头支架上没有电压: 转到以下适用链接,对 I/O PCB 进行故障排除。
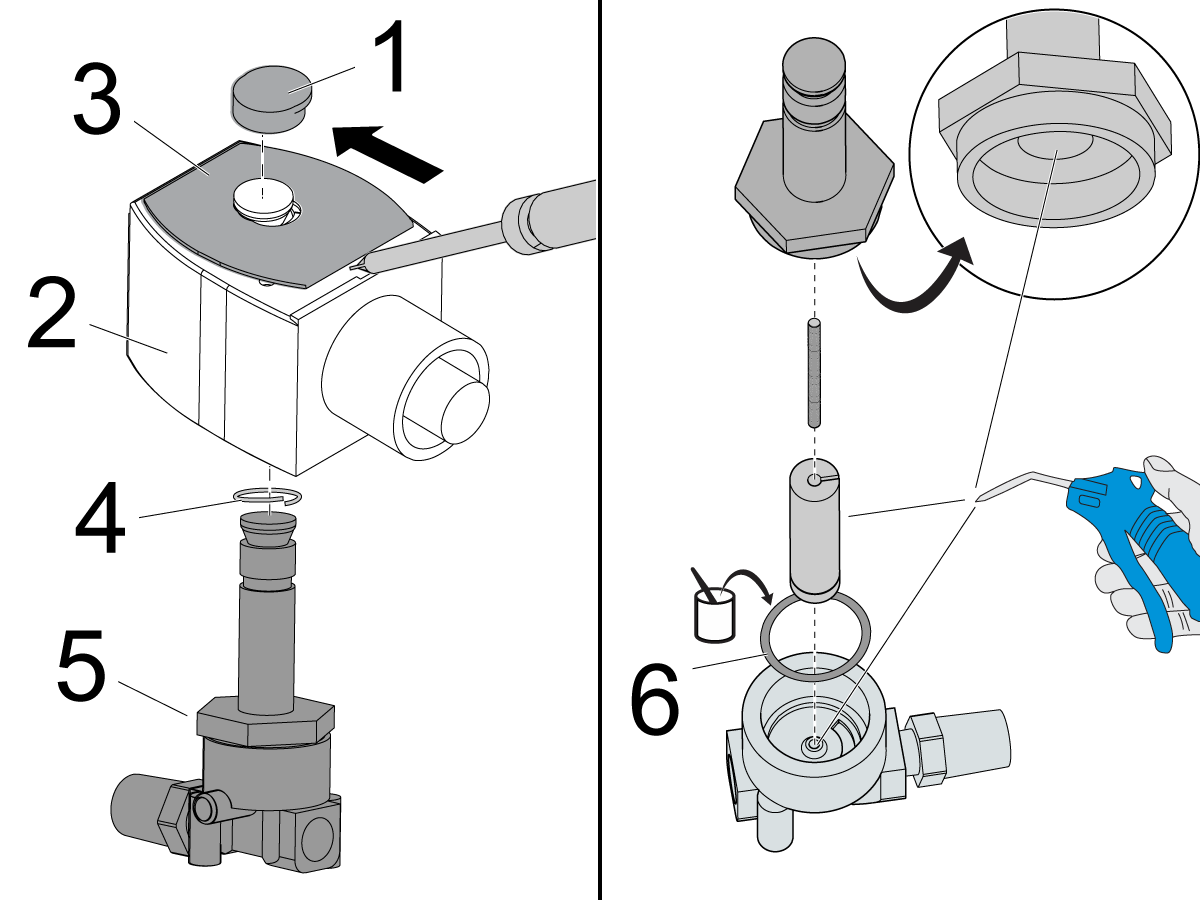
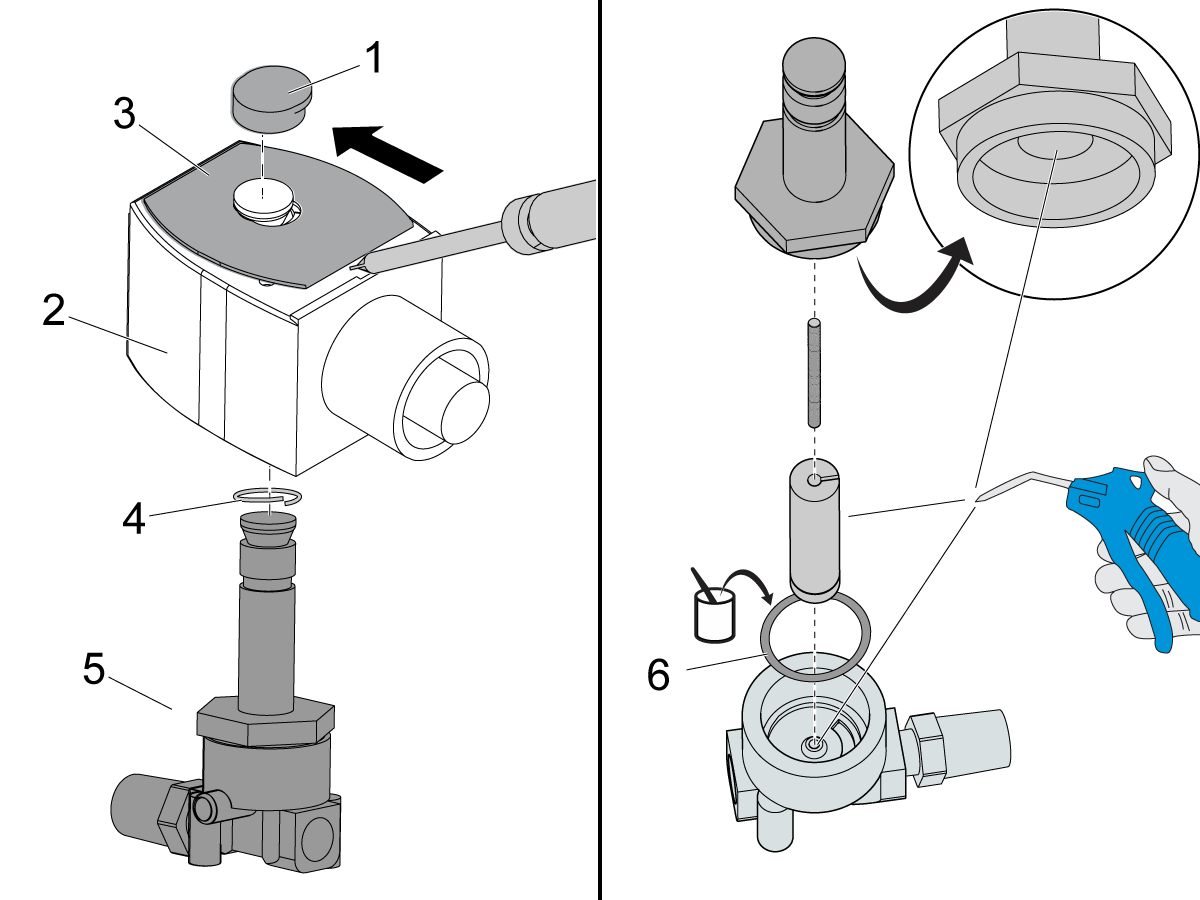
清洁电磁阀: 取下红色盖 [1]。向下推电磁线圈组件 [2] 以压缩内部弹簧 [4]。
拆下规格板 [3]。从线圈组件 [2] 上拆下分片弹簧 [4] 和阀子组件 [5]。
拆卸阀门子组件 [5]。用压缩空气清洁零件。确保从阀内部清除所有碎屑。在车身垫片上涂抹一层薄薄的优质硅胶润滑脂 [6]。

安装配件: 安装 1/2" 喷嘴,在系统中产生背压。对于厚浓缩冷却液,需要这样做。
Recently Viewed Items
You Have No Recently Viewed Items Yet

美元价格不包括关税、报关费用、保险费、增值税及运费。
USD prices DO NOT include customs duty, customs fees, insurance, VAT, or freight.
人民币价格包含关税、报关费用、货运保险和增值税, 但不包括运费。
CNY prices include customs duty, customs fees, insurance, and VAT. DOES NOT include freight.
此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING ACCEPTS THE FOLLOWING:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255






