
-
기계
-
옵션
-
 스핀들
스핀들
스핀들
스핀들 -
 공구 교환장치
공구 교환장치
공구 교환장치
공구 교환장치 -
 4 | 5축
4 | 5축
4 | 5축
4 | 5축 -
 터렛 및 라이브 툴링
터렛 및 라이브 툴링
터렛 및 라이브 툴링
터렛 및 라이브 툴링 -
 검사
검사
검사
검사 -
 칩 및 절삭유 관리
칩 및 절삭유 관리
칩 및 절삭유 관리
칩 및 절삭유 관리 -
 Haas Control
Haas Control
Haas Control
Haas Control -
 제품 선택 사항
제품 선택 사항
제품 선택 사항
제품 선택 사항 -
 툴링 및 픽스처링
툴링 및 픽스처링
툴링 및 픽스처링
툴링 및 픽스처링 -
 워크홀딩
워크홀딩
워크홀딩
워크홀딩 -
-
 5축 솔루션
5축 솔루션
5축 솔루션
5축 솔루션 -
 자동화
자동화
자동화
자동화
상담을 받고 싶으신가요?Haas Factory Outlet (HFO)은 고객님의 질문에 답변을 드리며 가장 좋은 선택지를 안내해 드립니다.
CONTACT YOUR DISTRIBUTOR > -
-
Why Haas
Haas의 차이를 알아보세요
-
서비스
- 동영상
















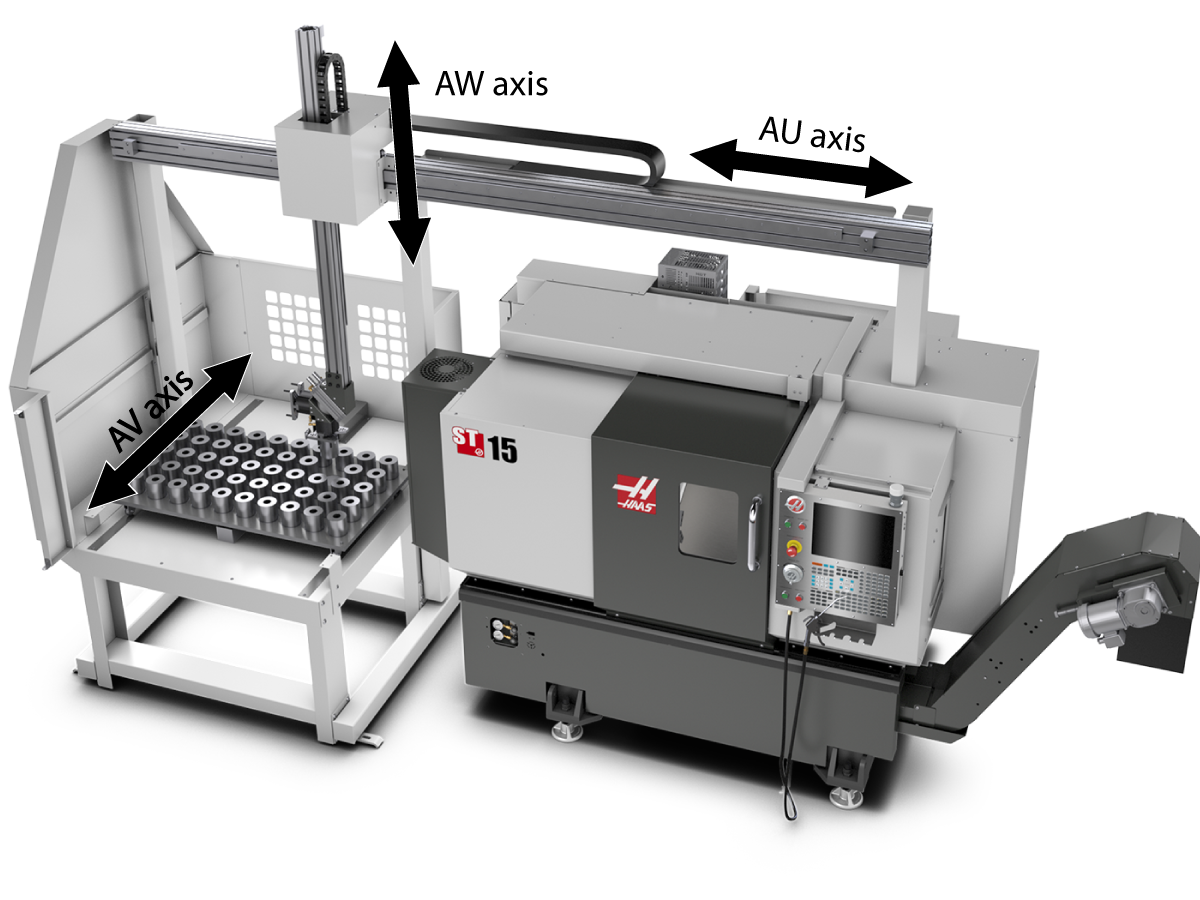
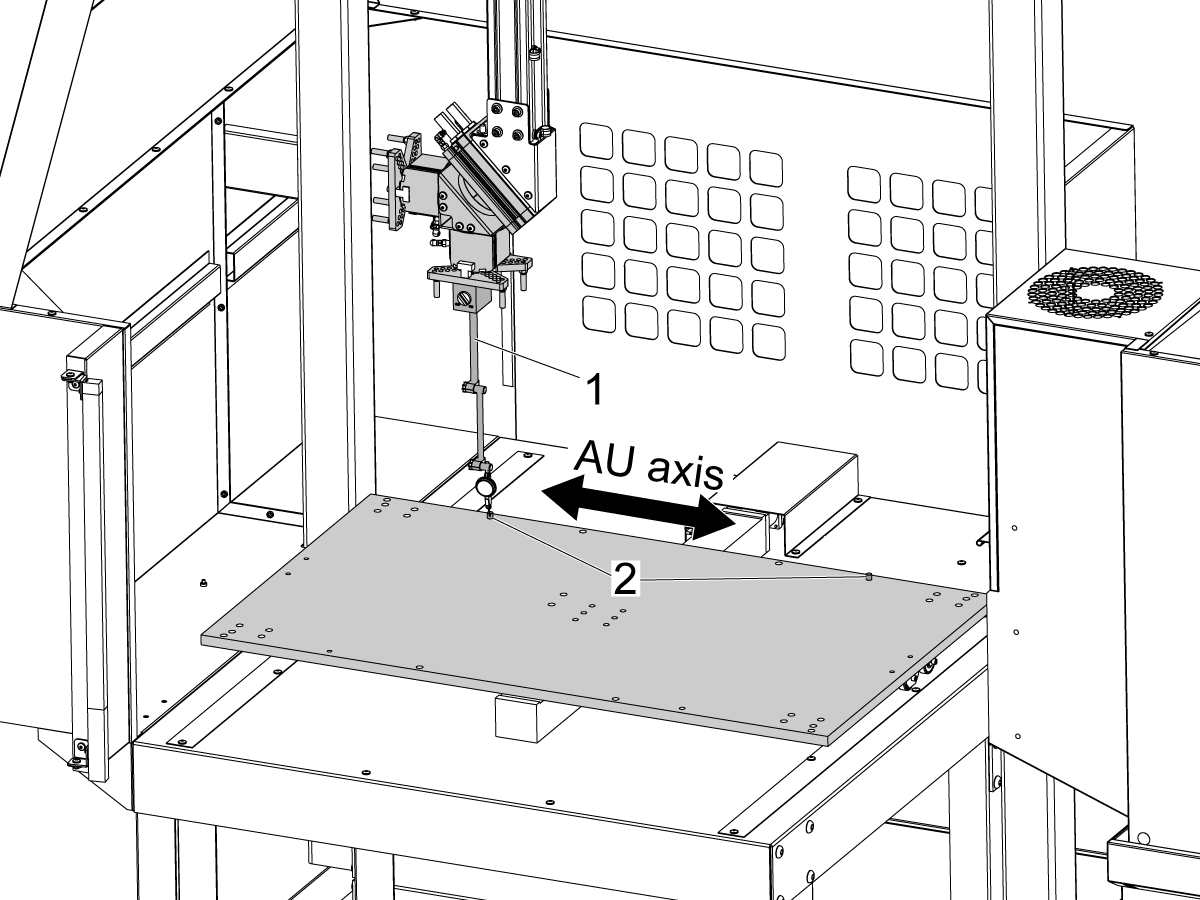
---vertical---installation/APL-Axis-Directions.png)
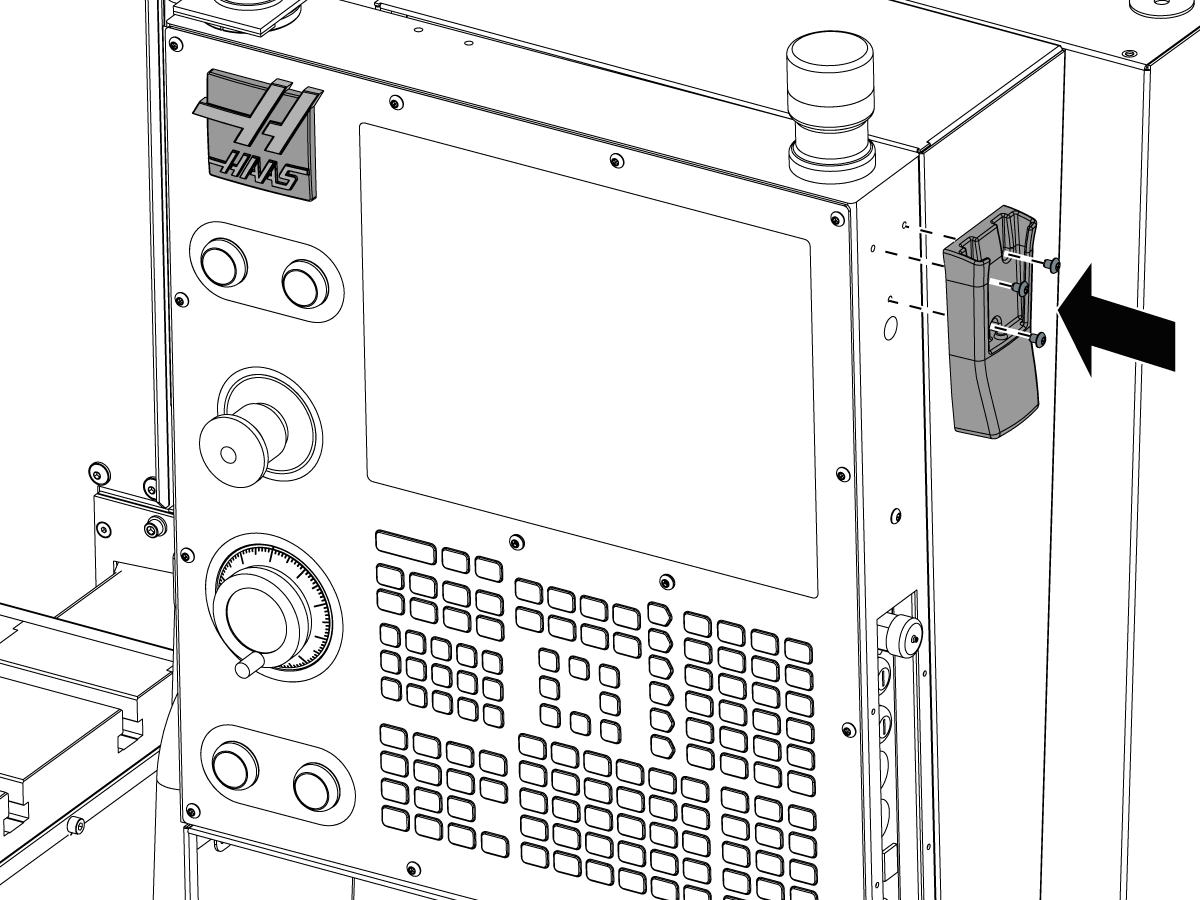
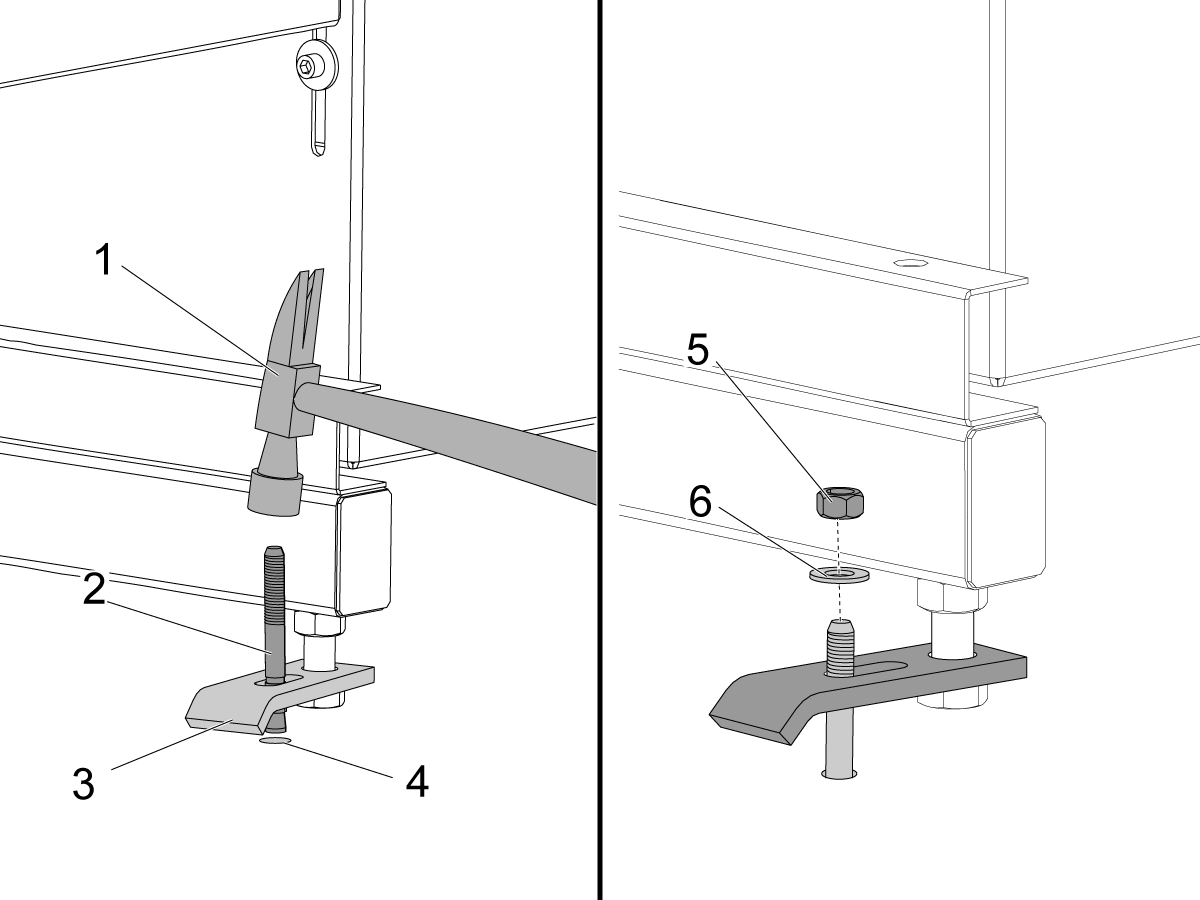
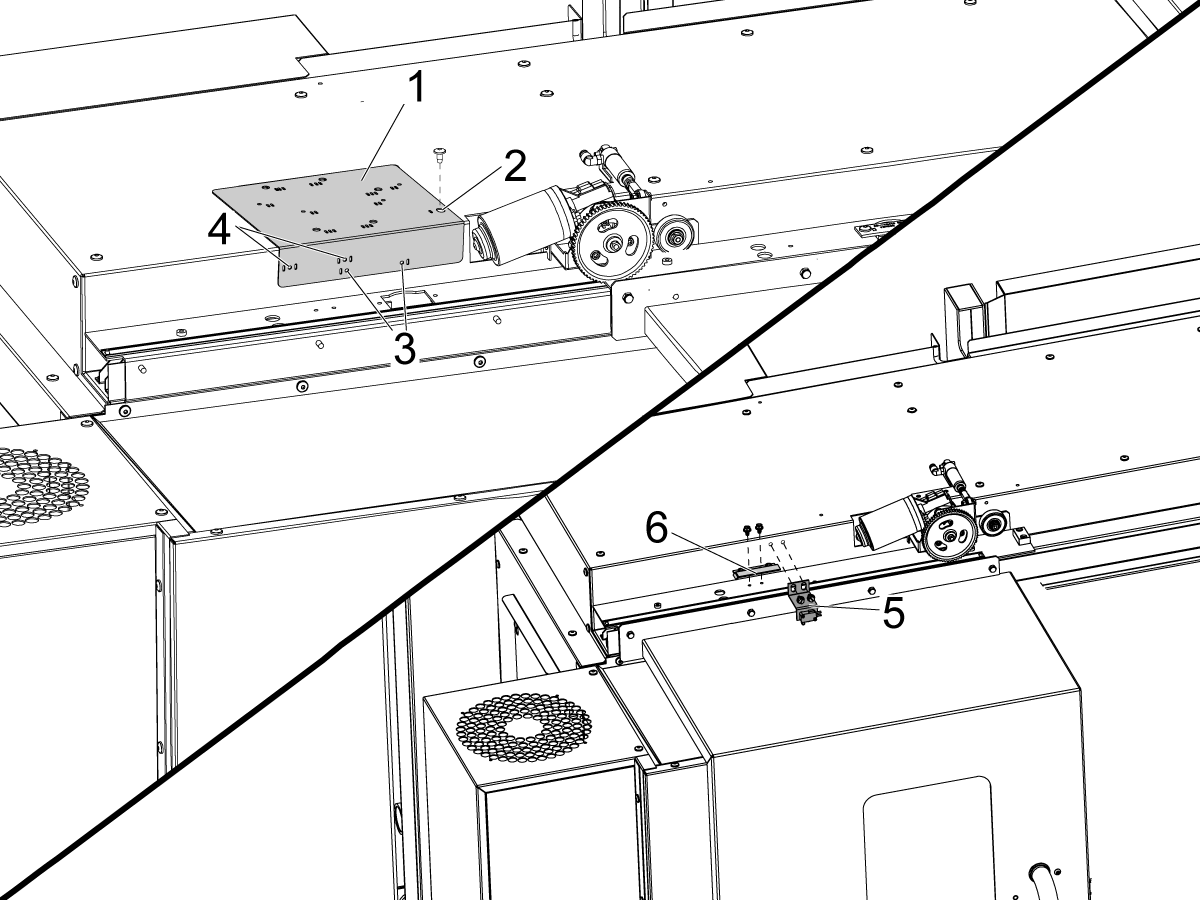
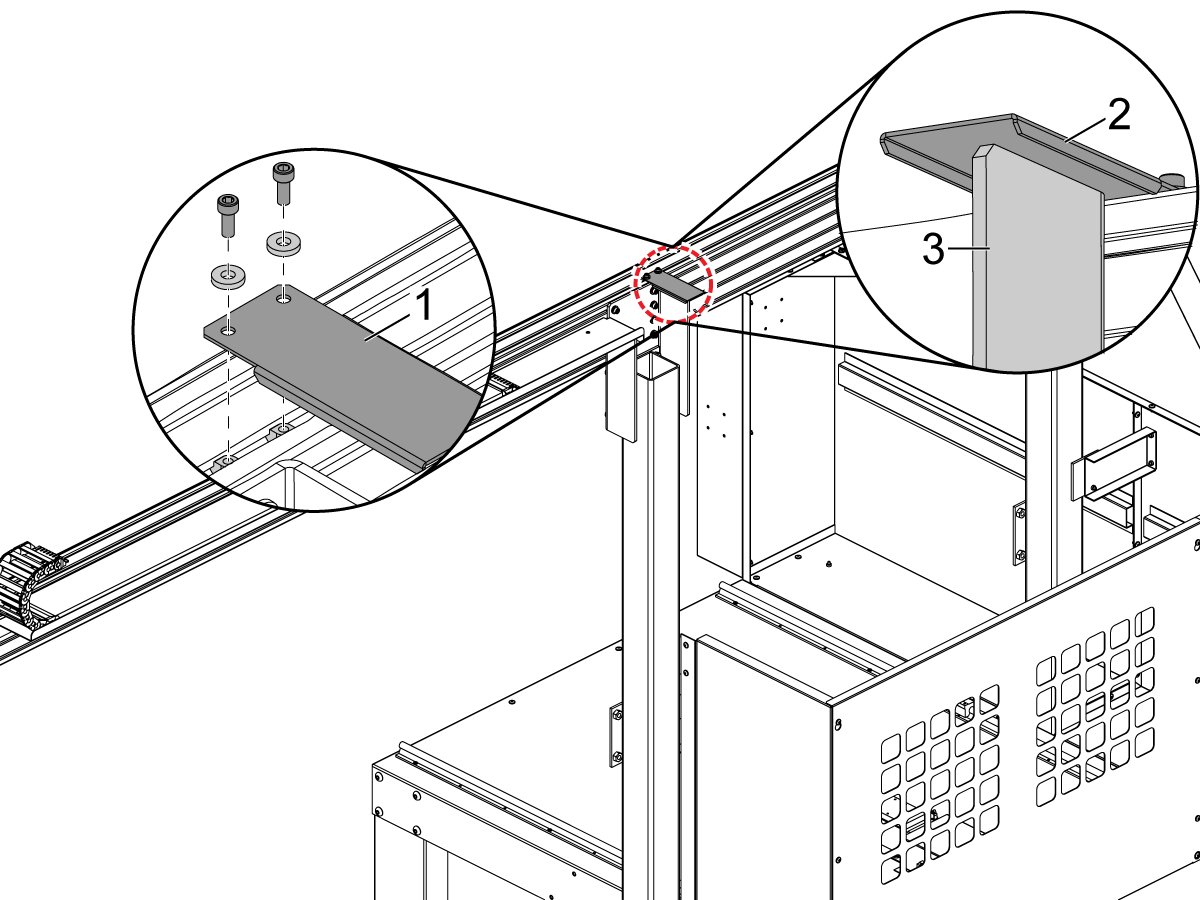
---vertical---installation/Install-Prox-Switch-Bracket.png)
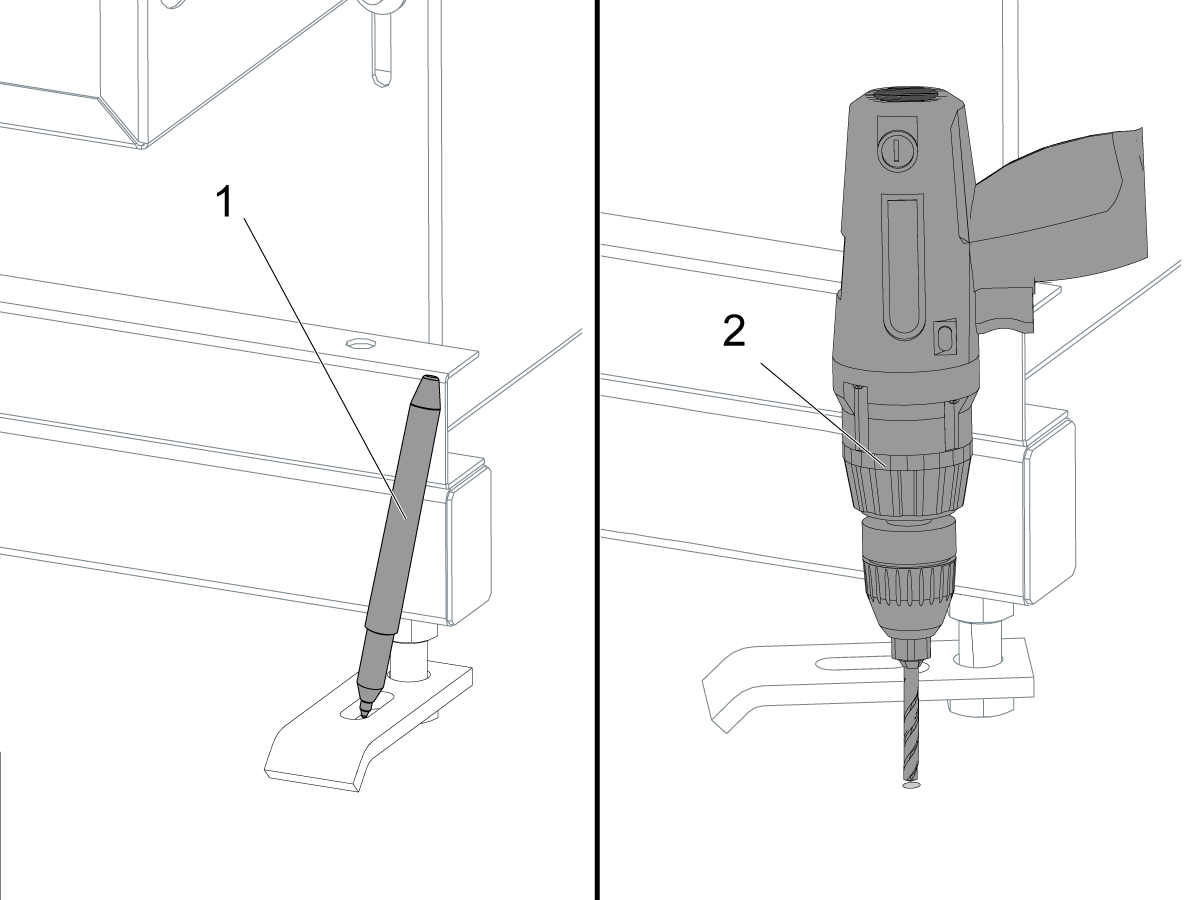
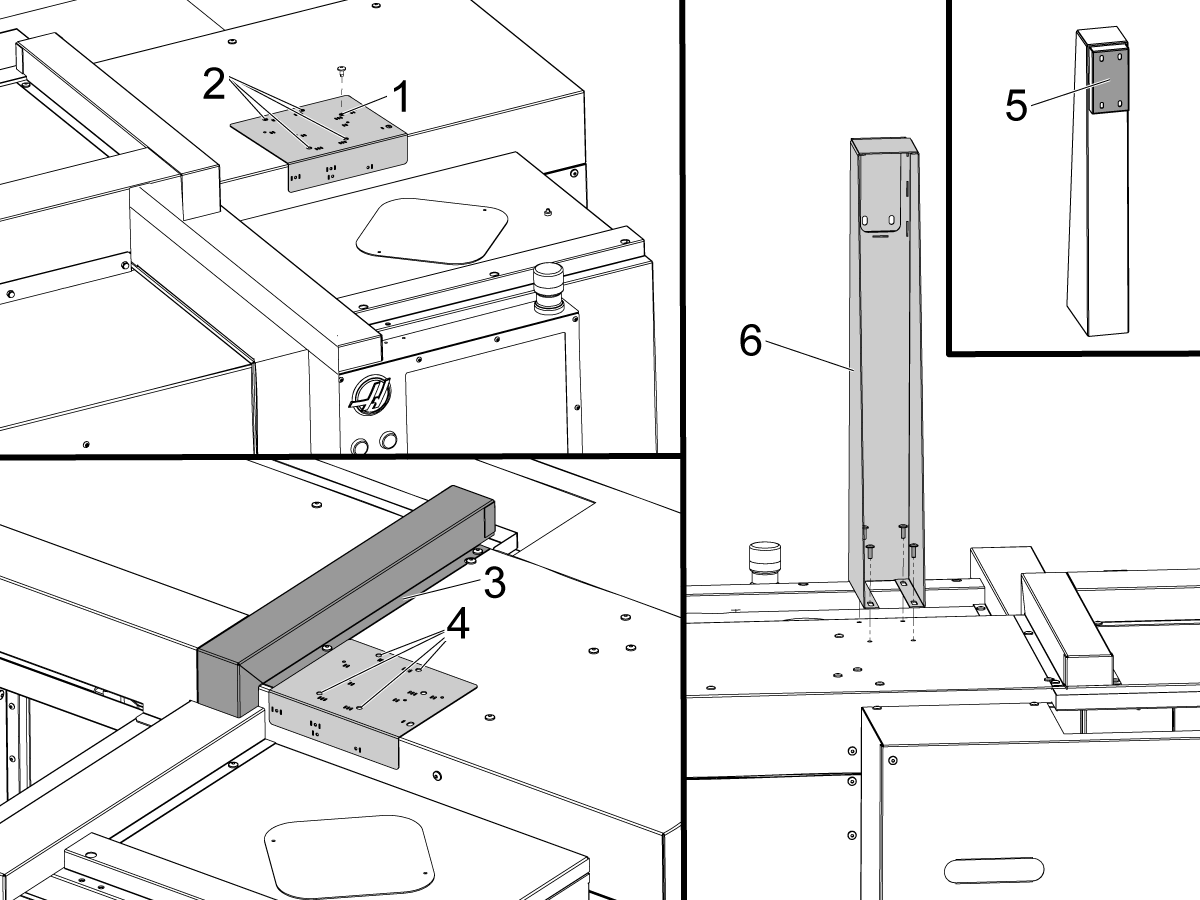
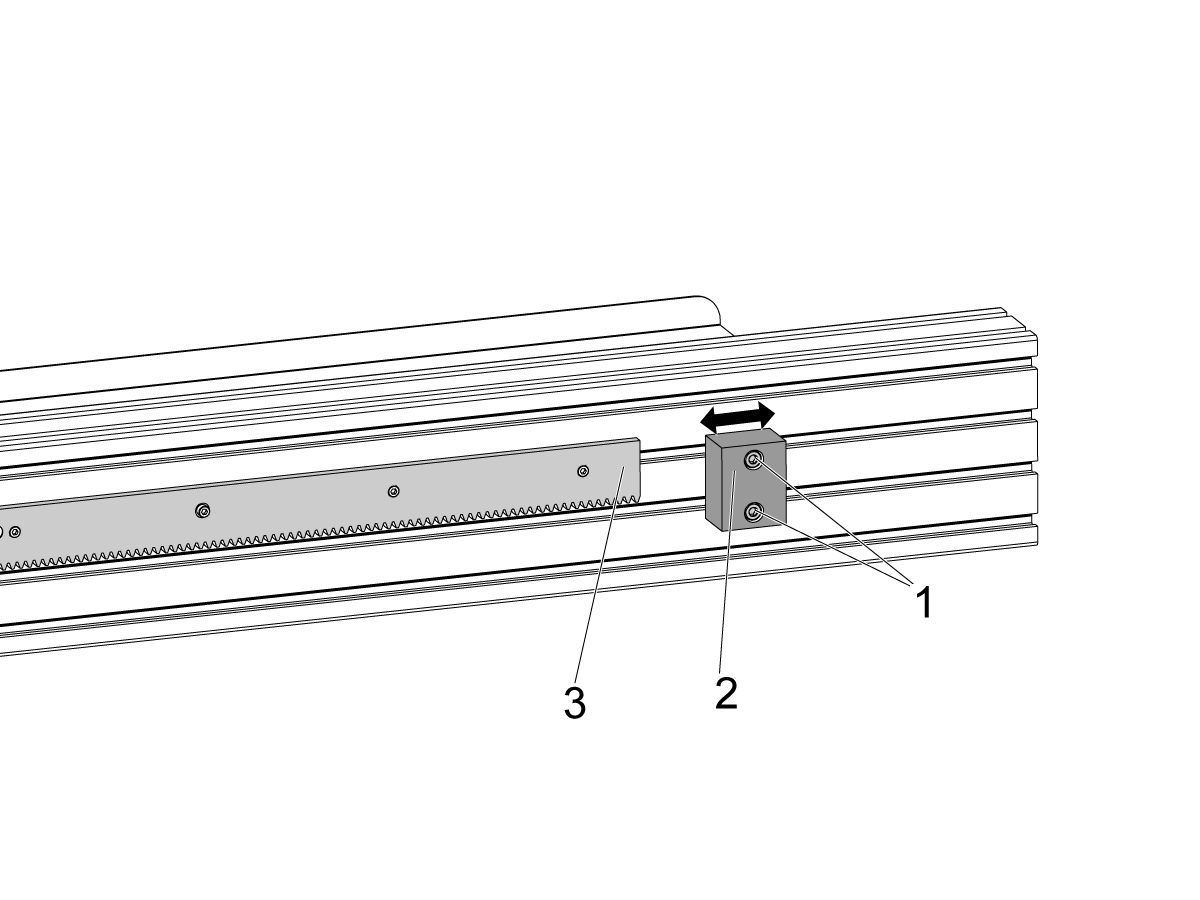
---vertical---installation/Drill-Autodoor-Flag_1.png)
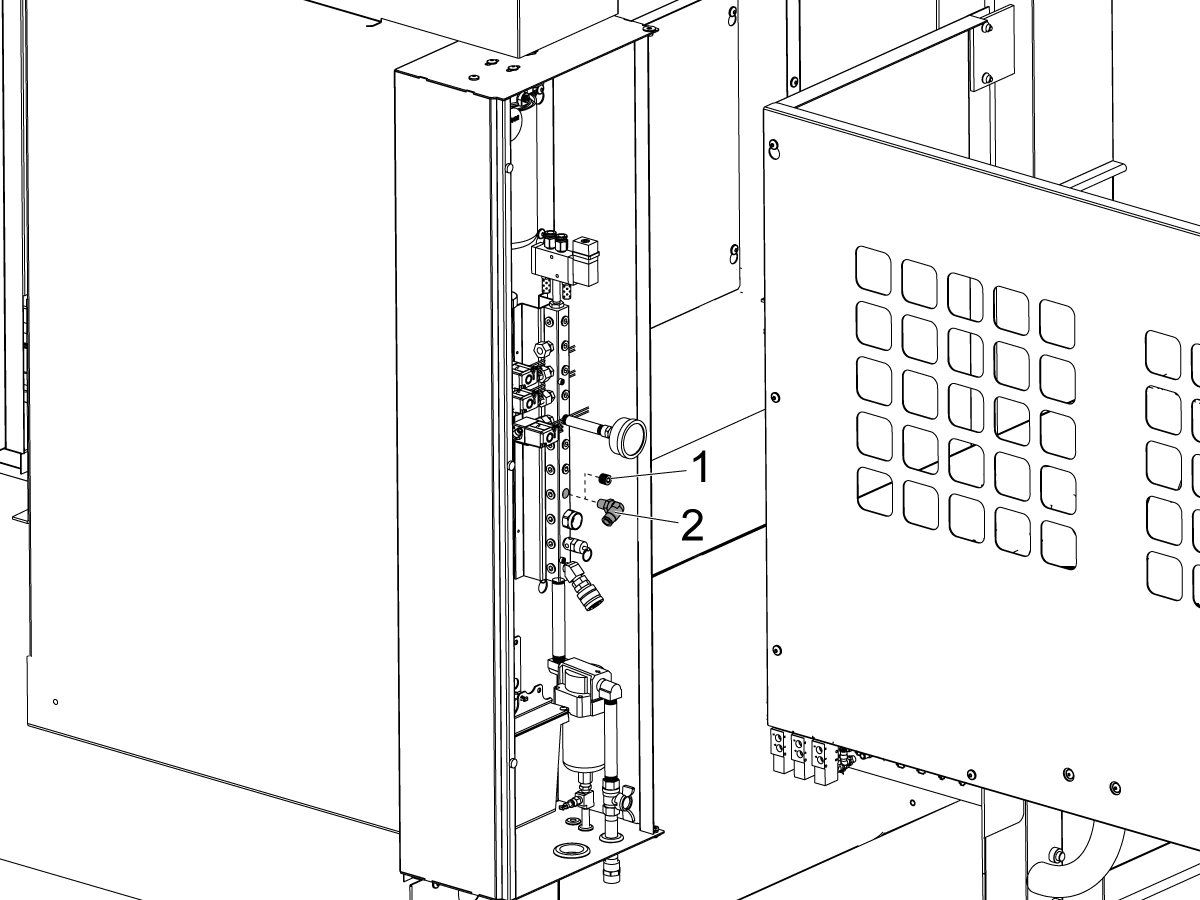
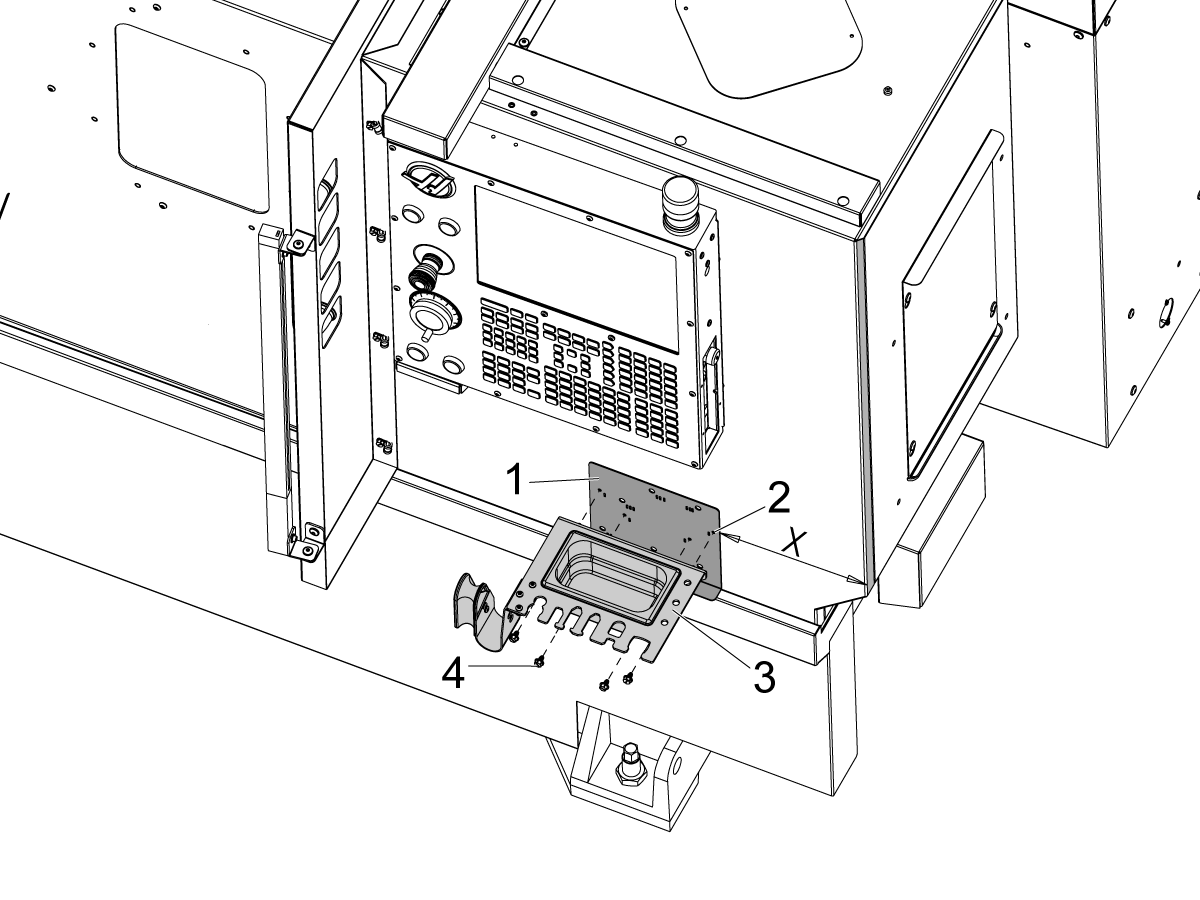
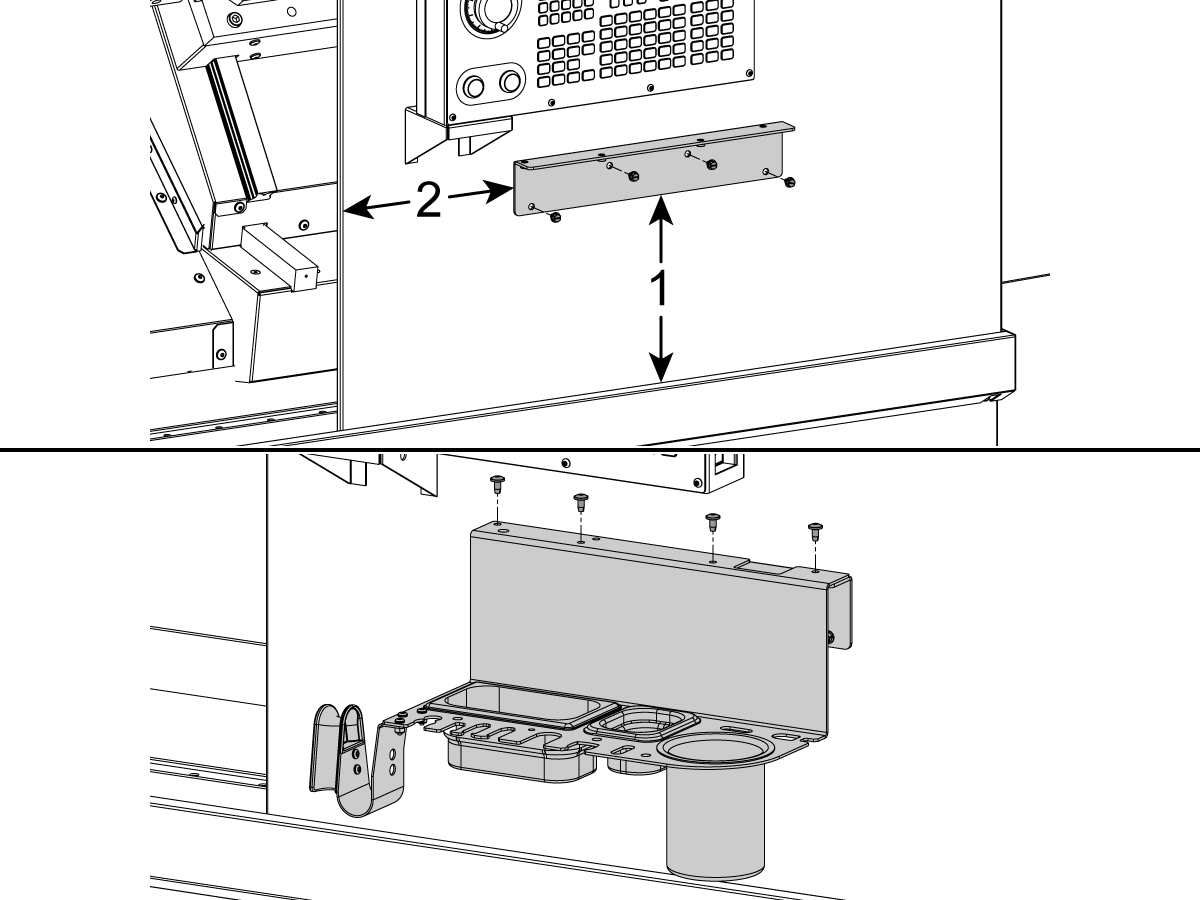
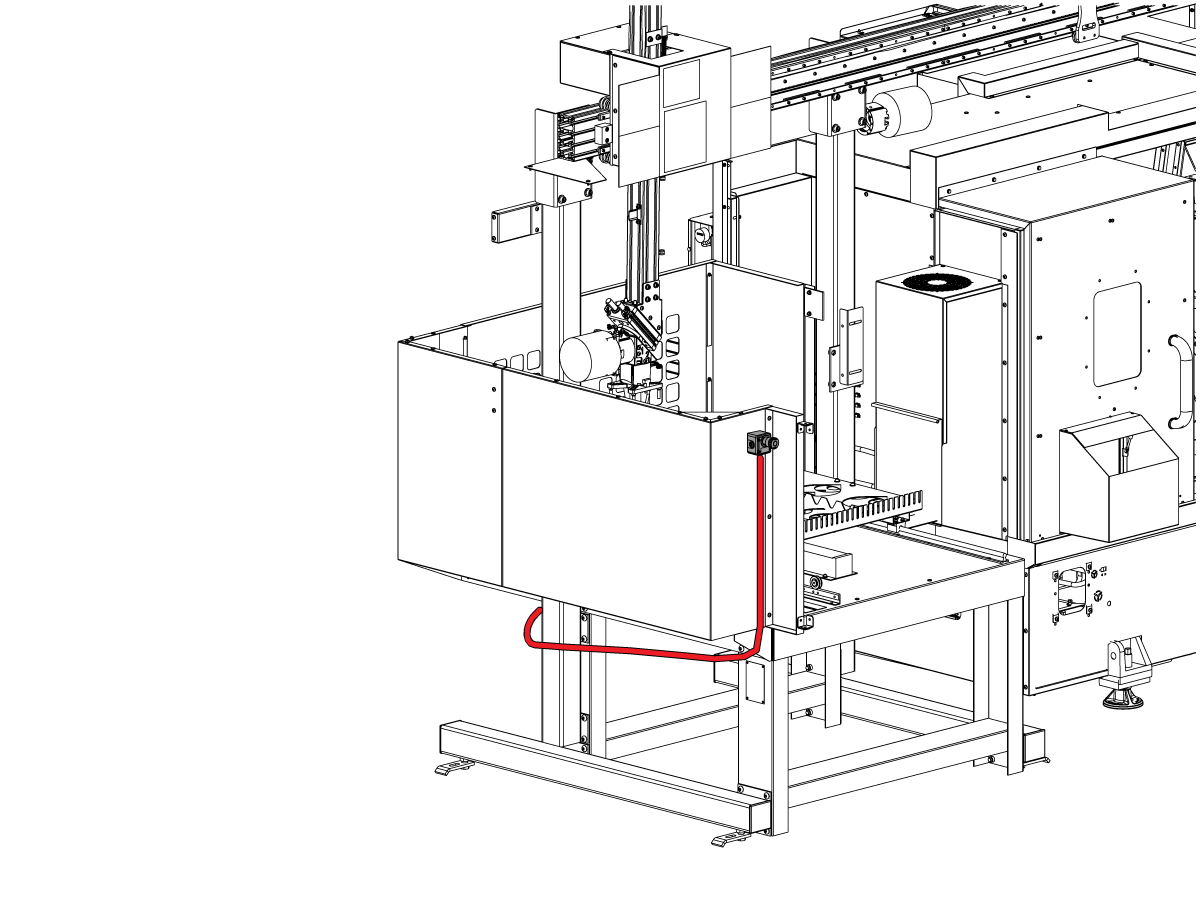
---vertical---installation/Move-Air-Gun.png)
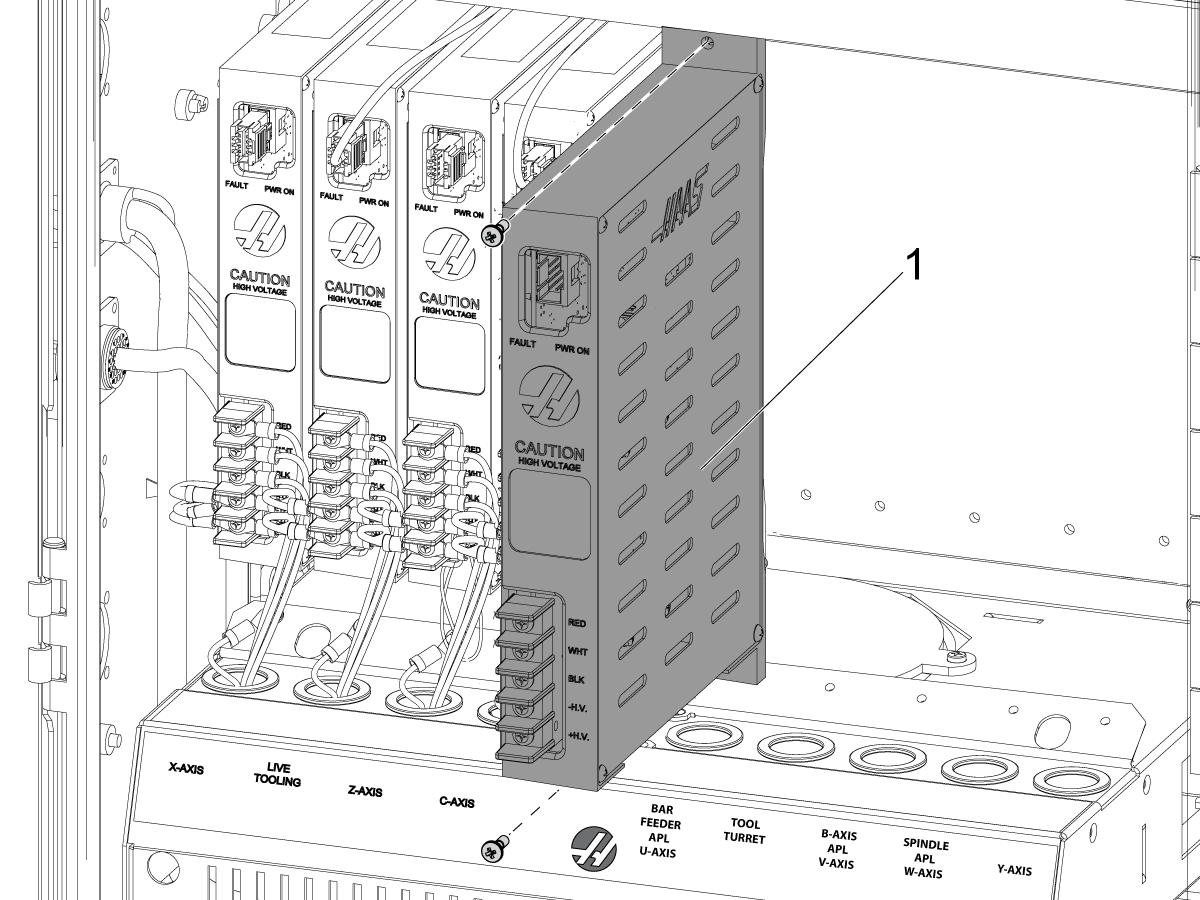
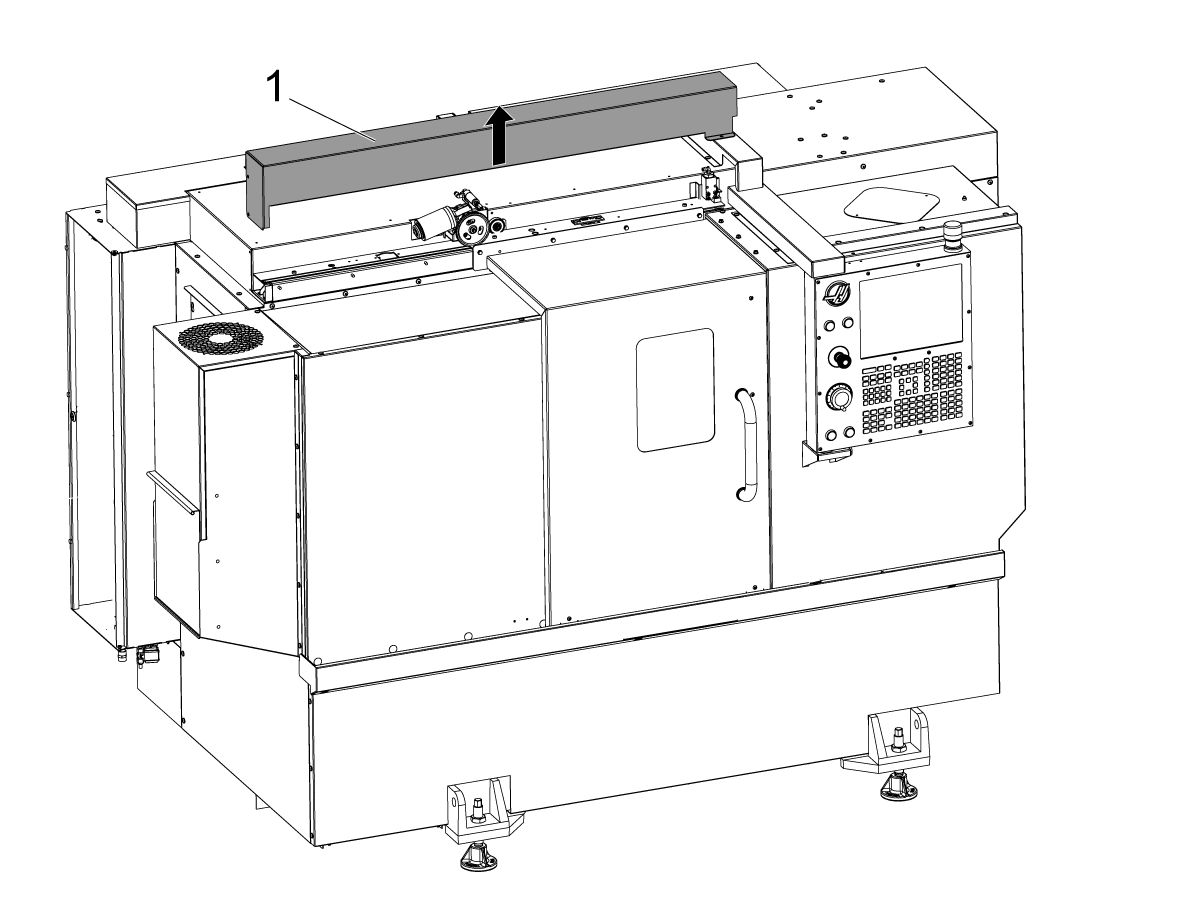
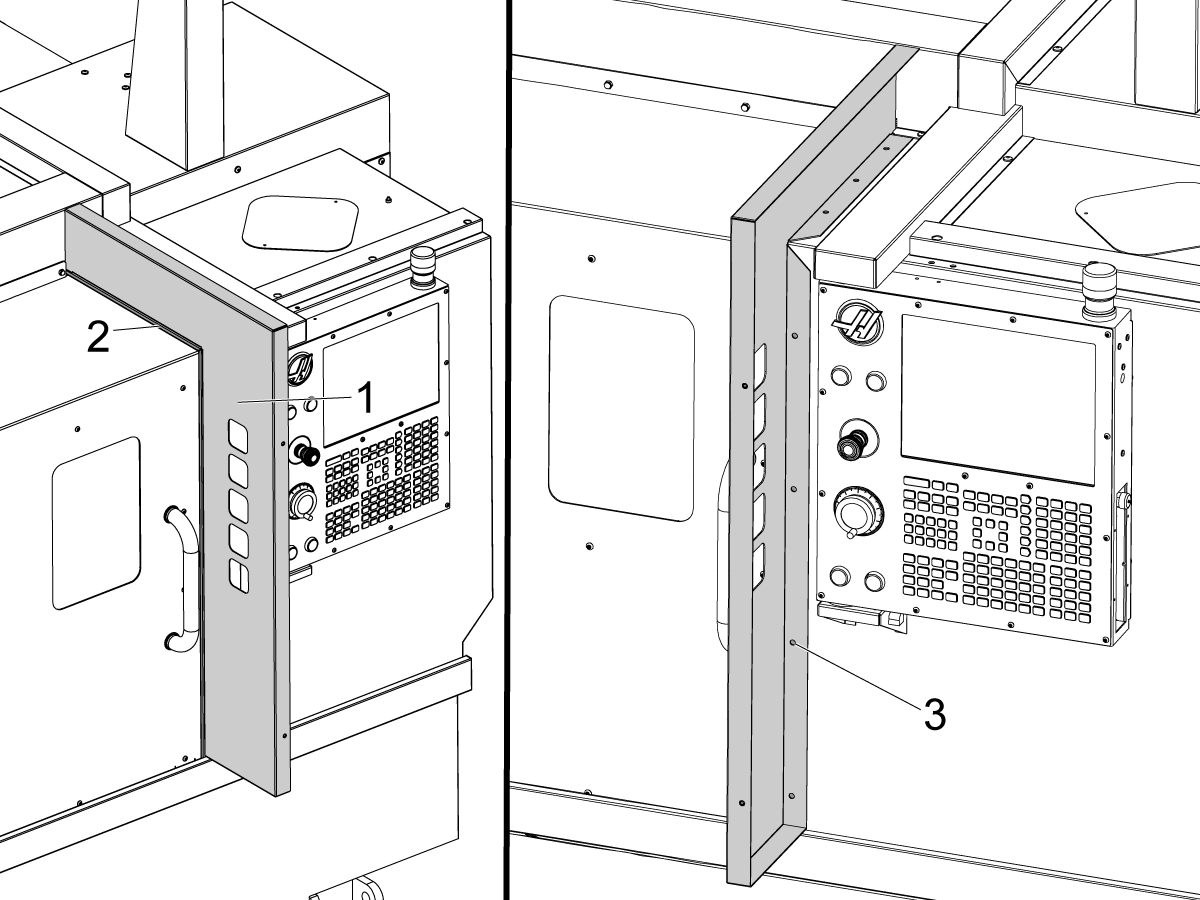
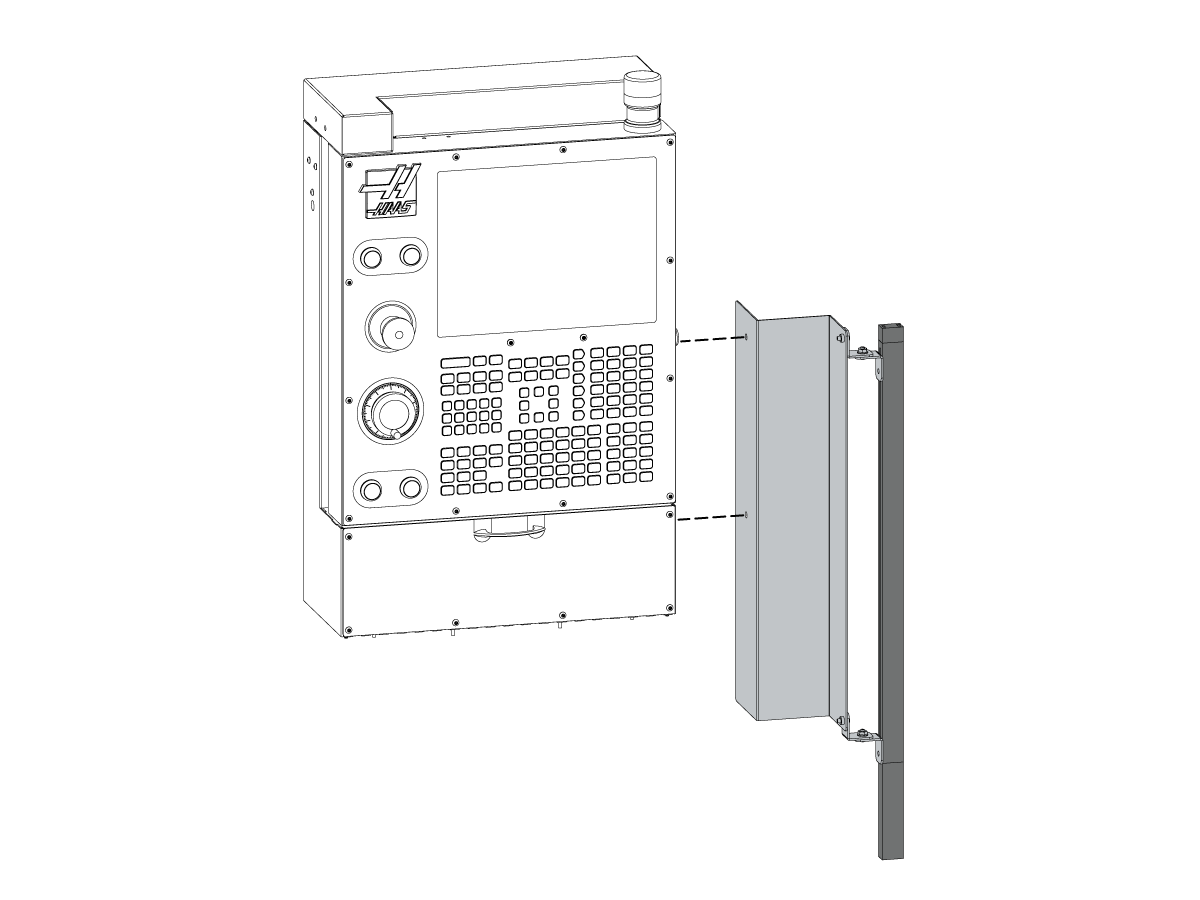
---vertical---installation/Install-Rear-Panel.png)
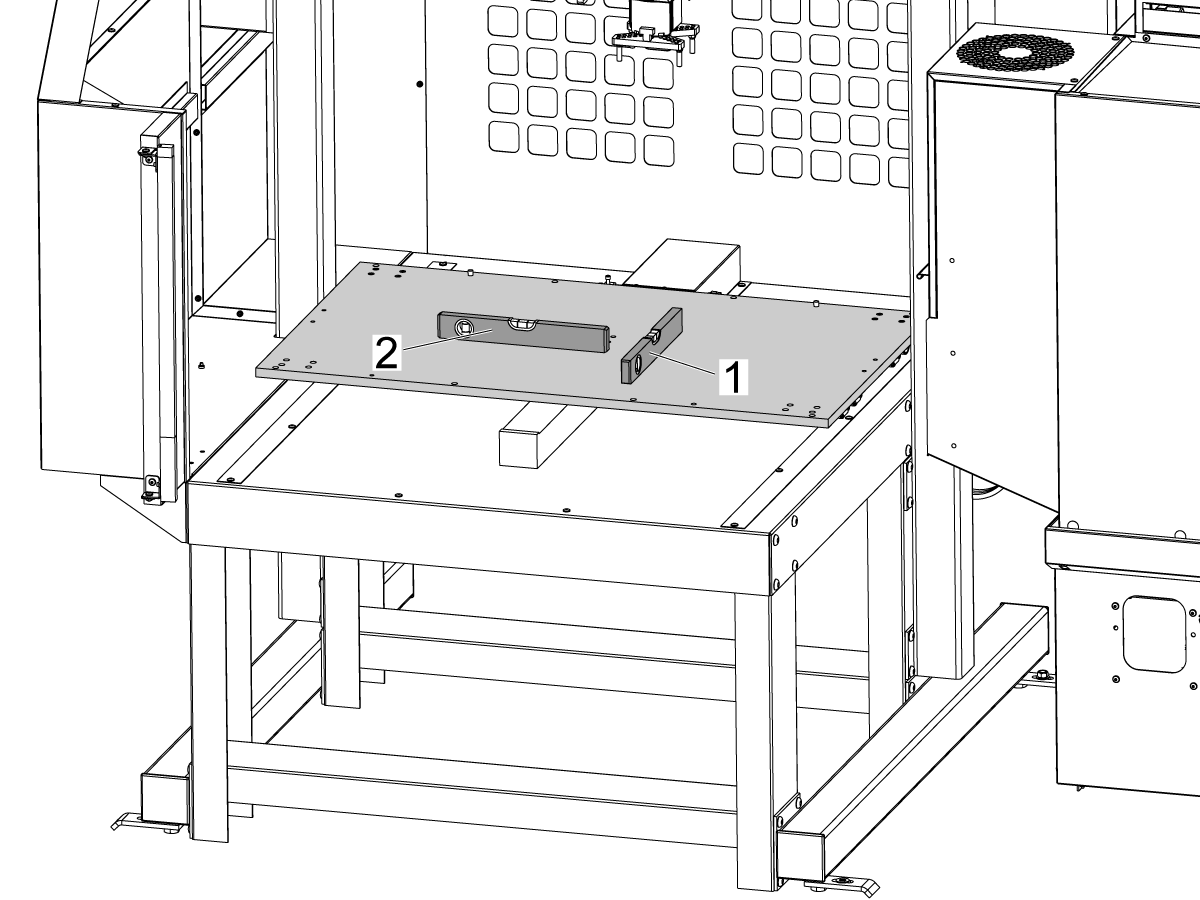
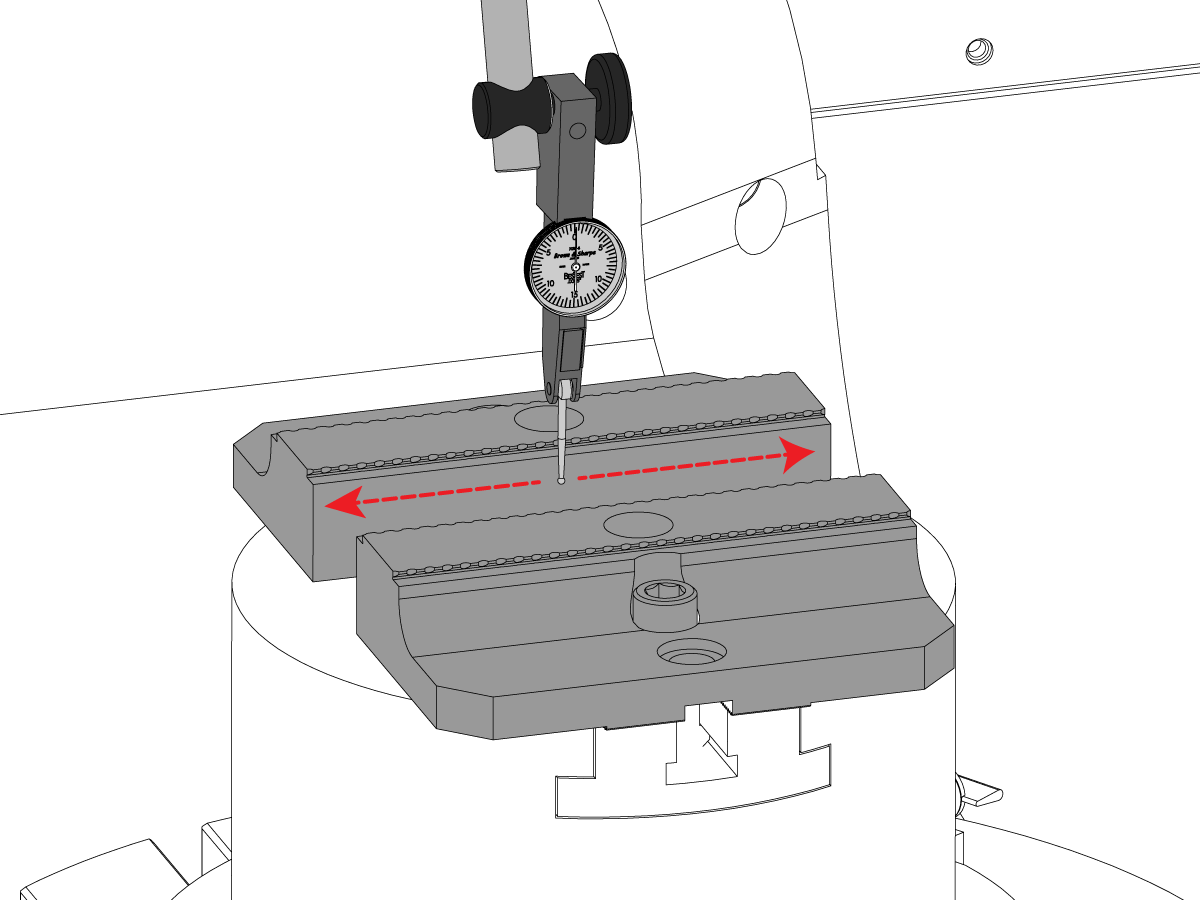
---vertical---installation/Level-the-Mill-APL.png)
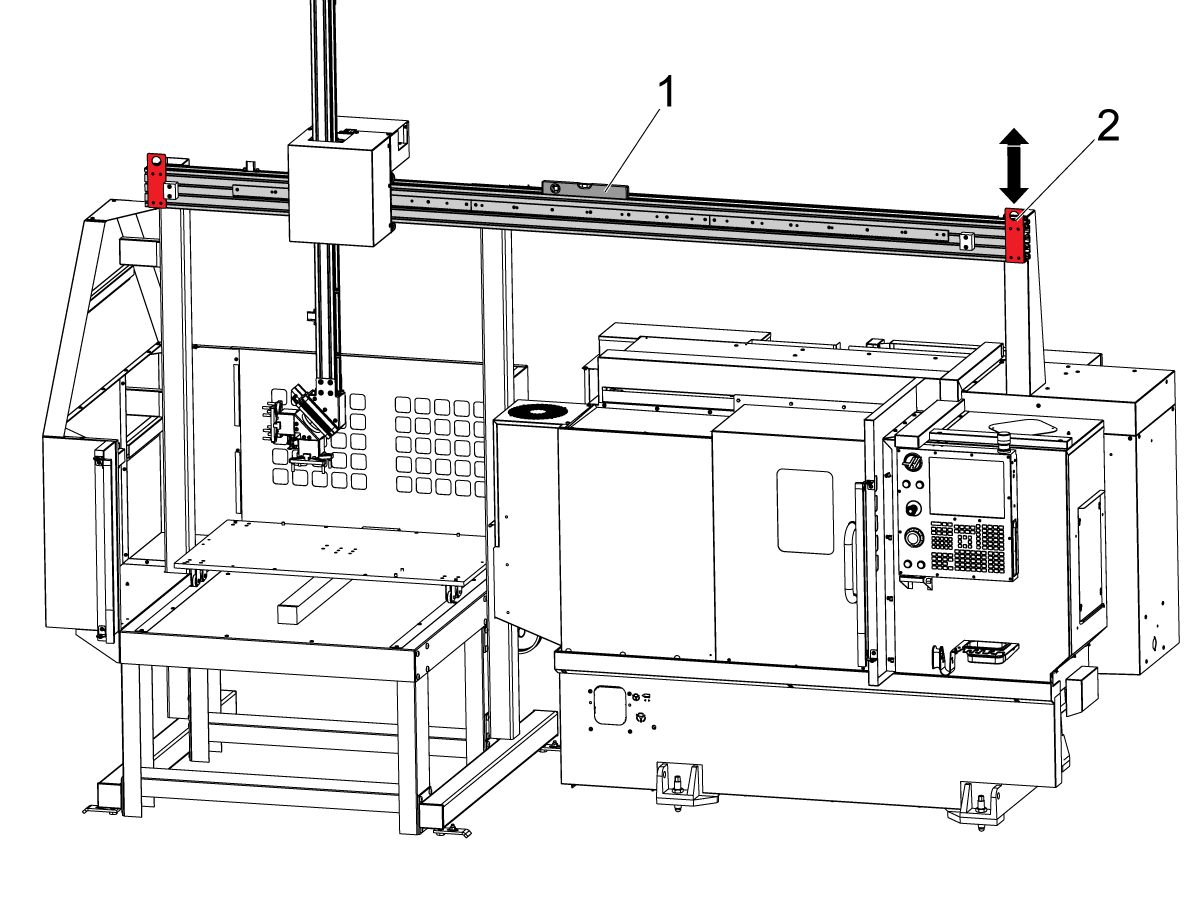
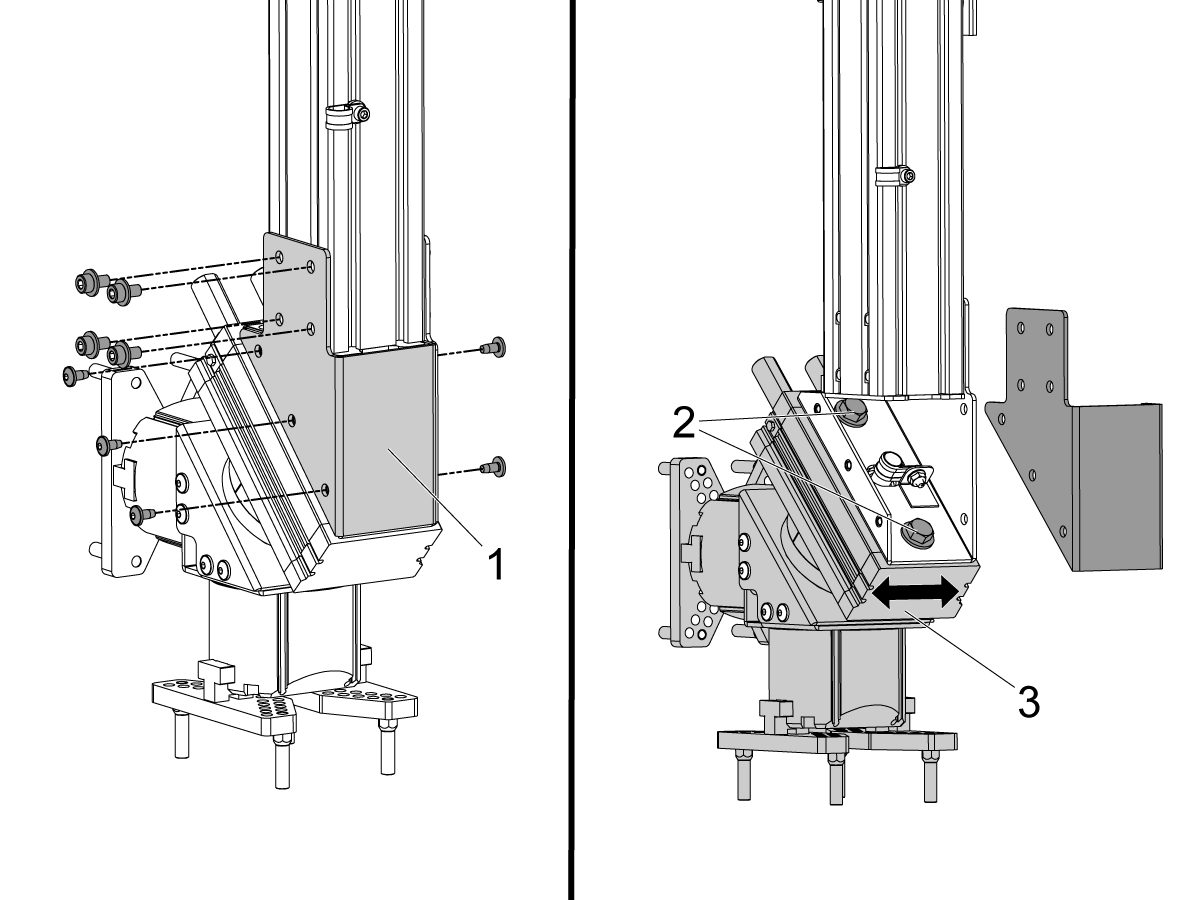
---vertical---installation/Remove-Arm-Shipping-Bracket.png)
---vertical---installation/Remove-Table-Shipping-Brackets.png)
---vertical---installation/Remove-The-AU-AW-axis-shipping-brackets.png)
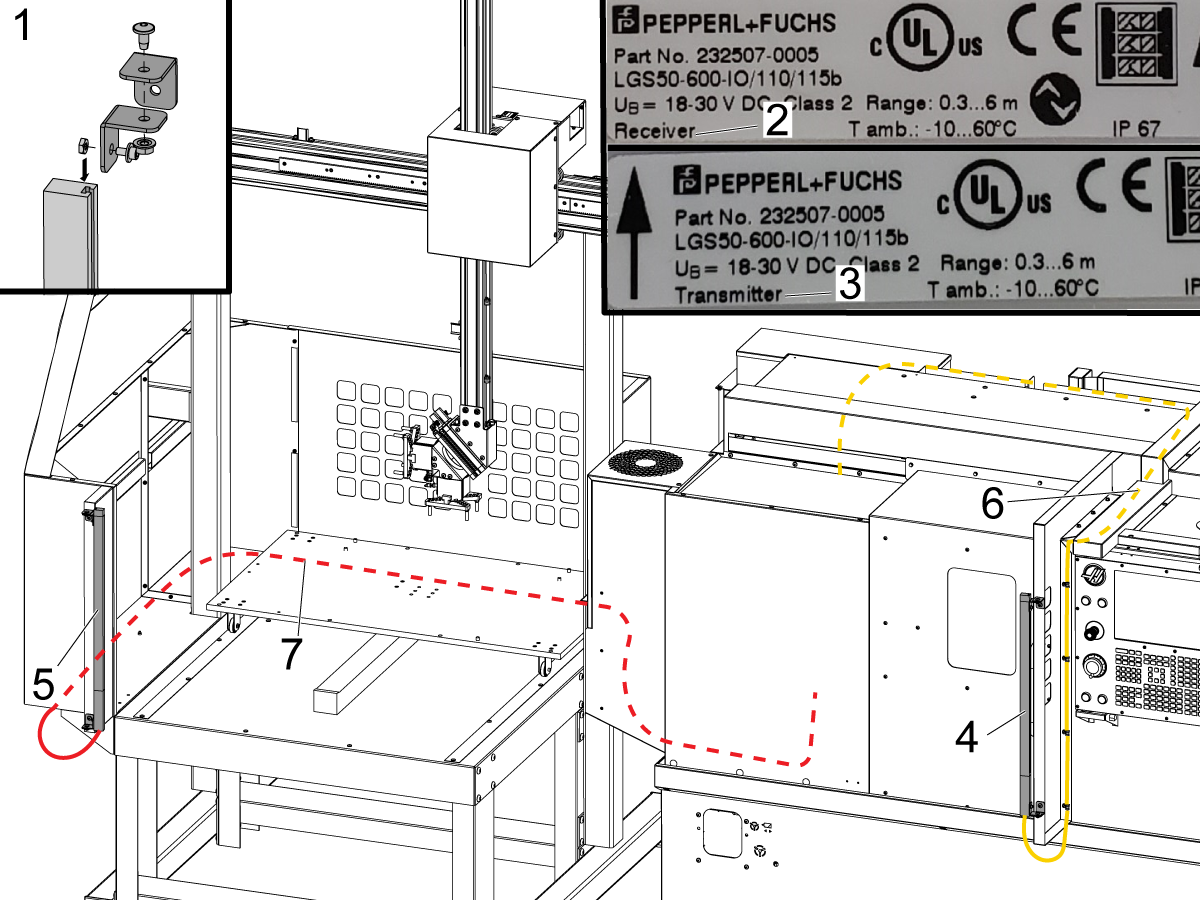
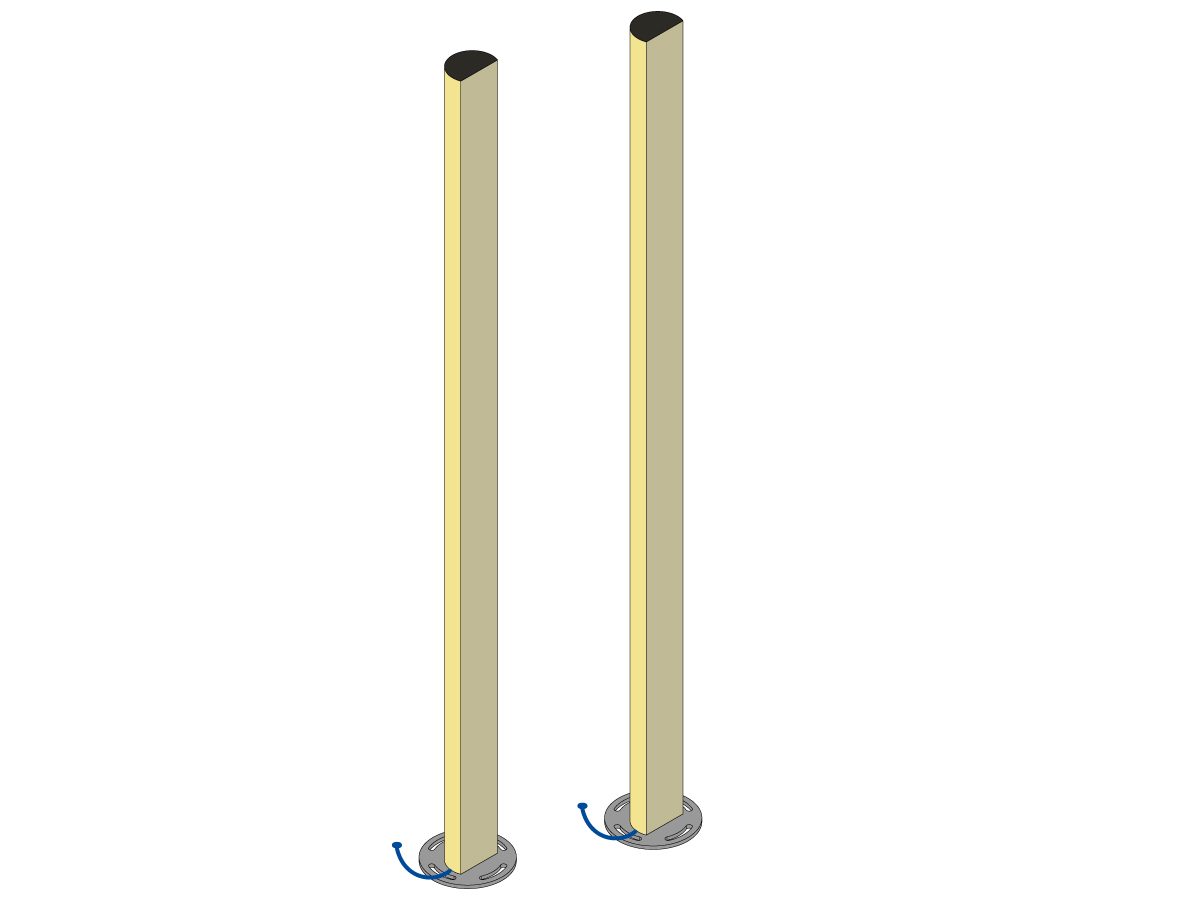
---vertical---installation/Light-Curtain-Hole-Pattern.png)
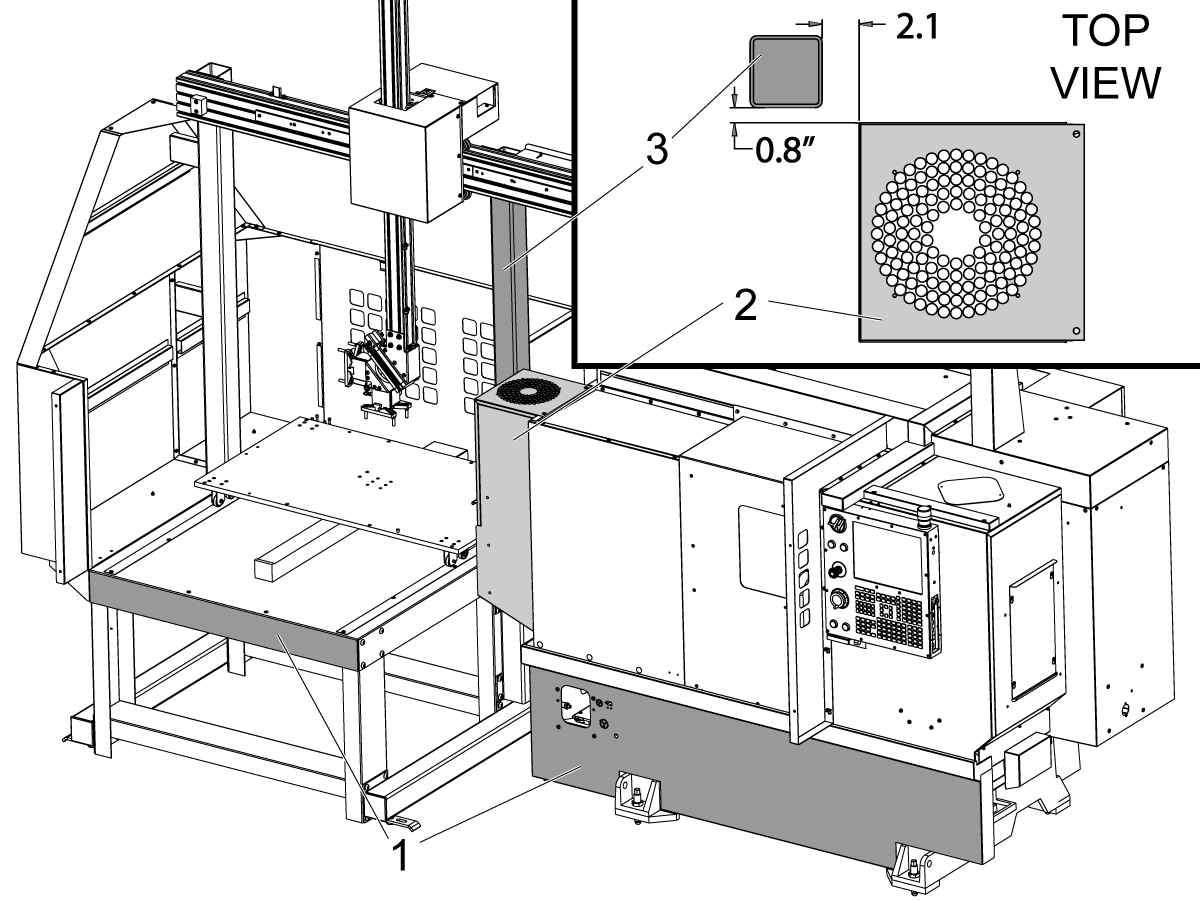
---vertical---installation/Side-Panel-Hole-Pattern.png)
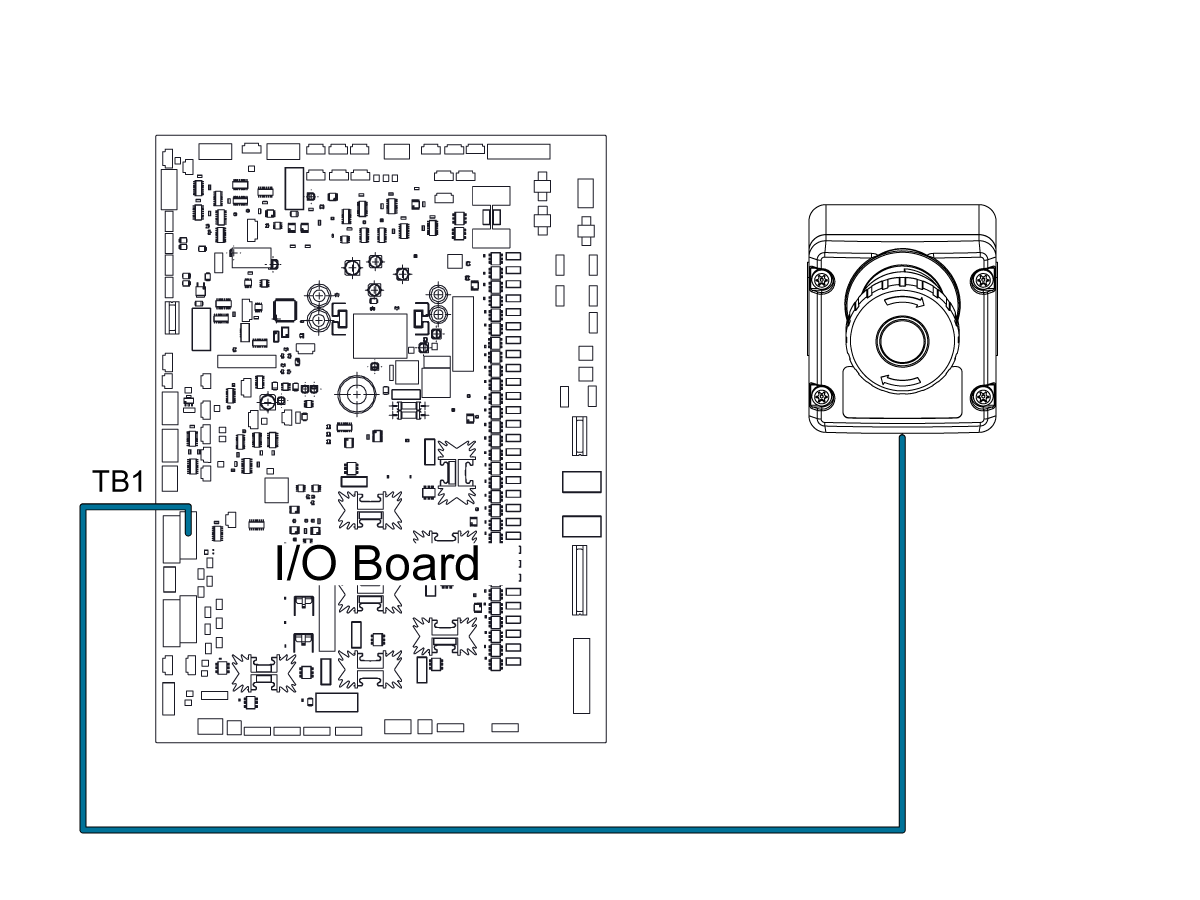
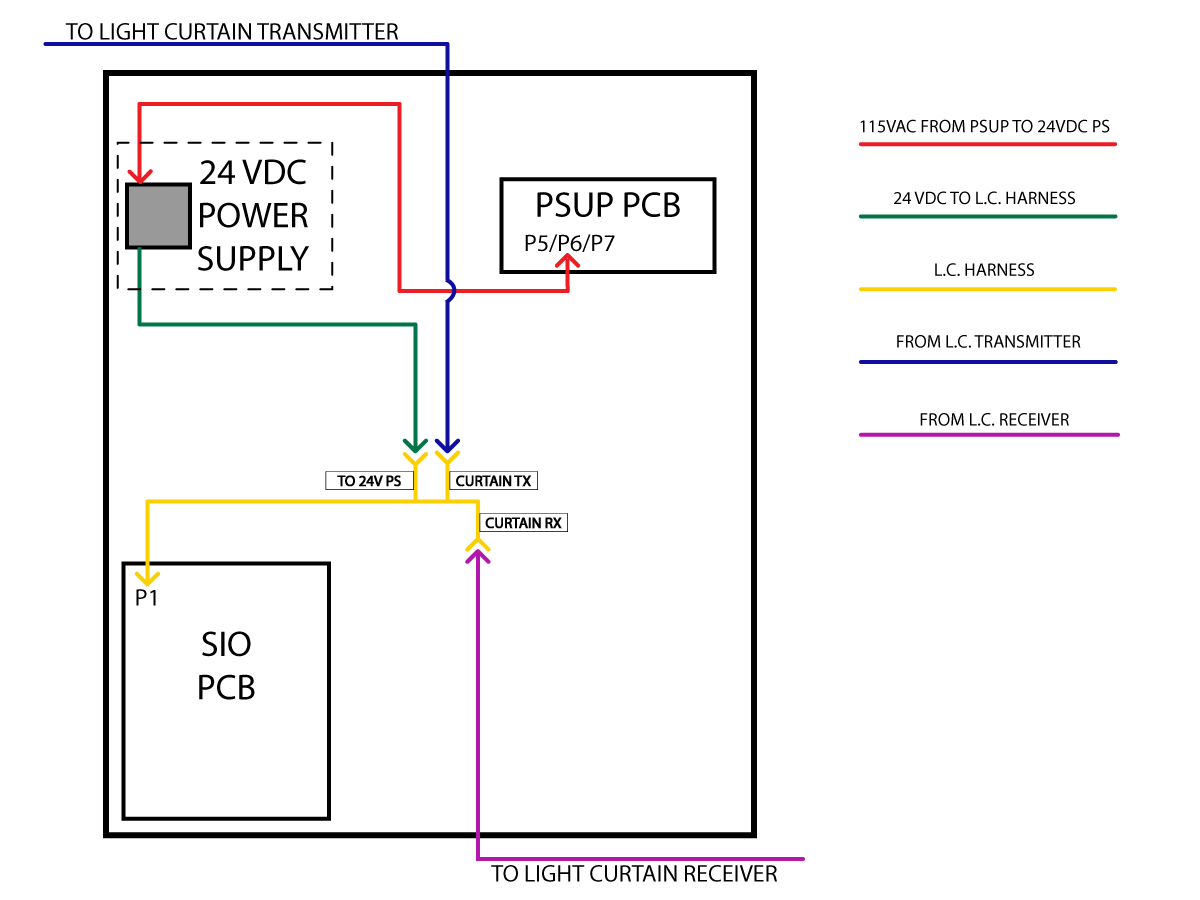
---vertical---installation/Light-Curtain-Installation.png)
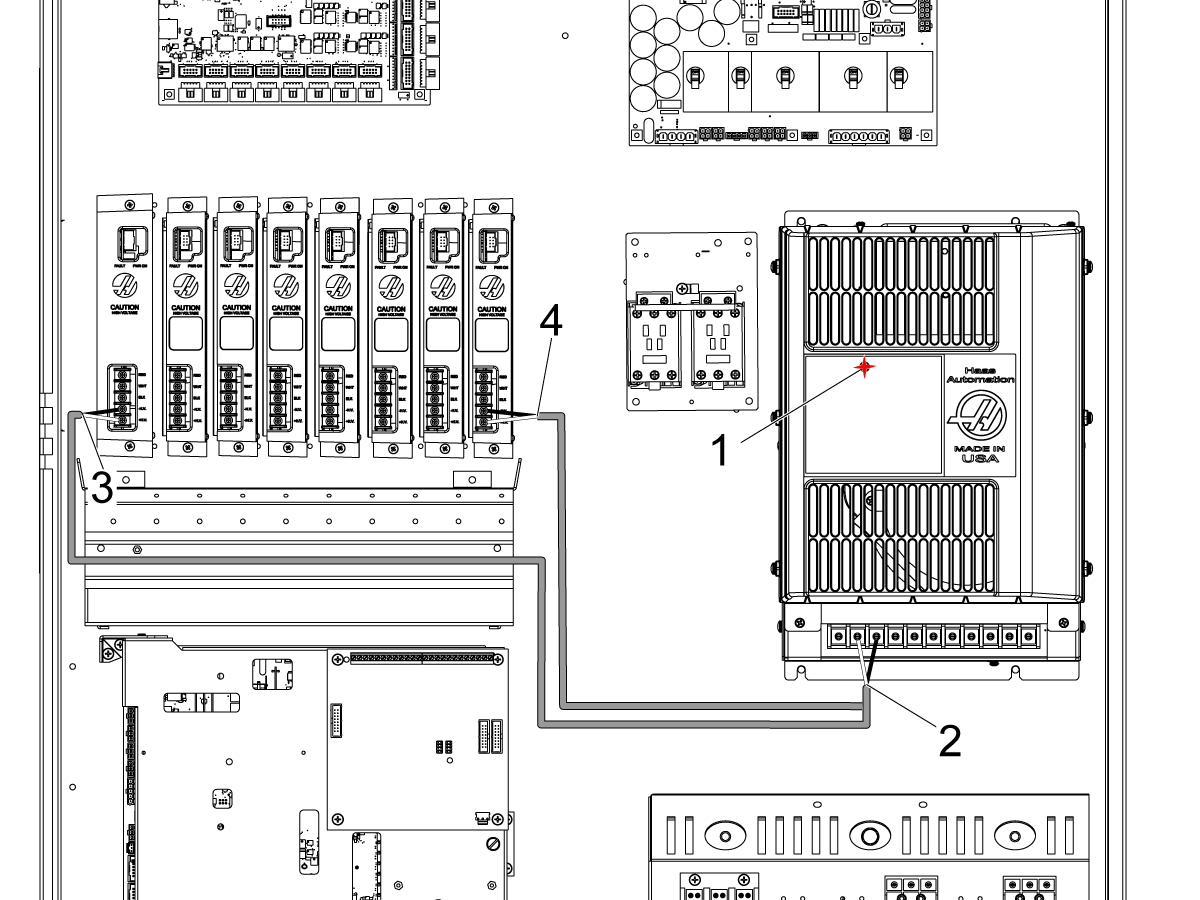
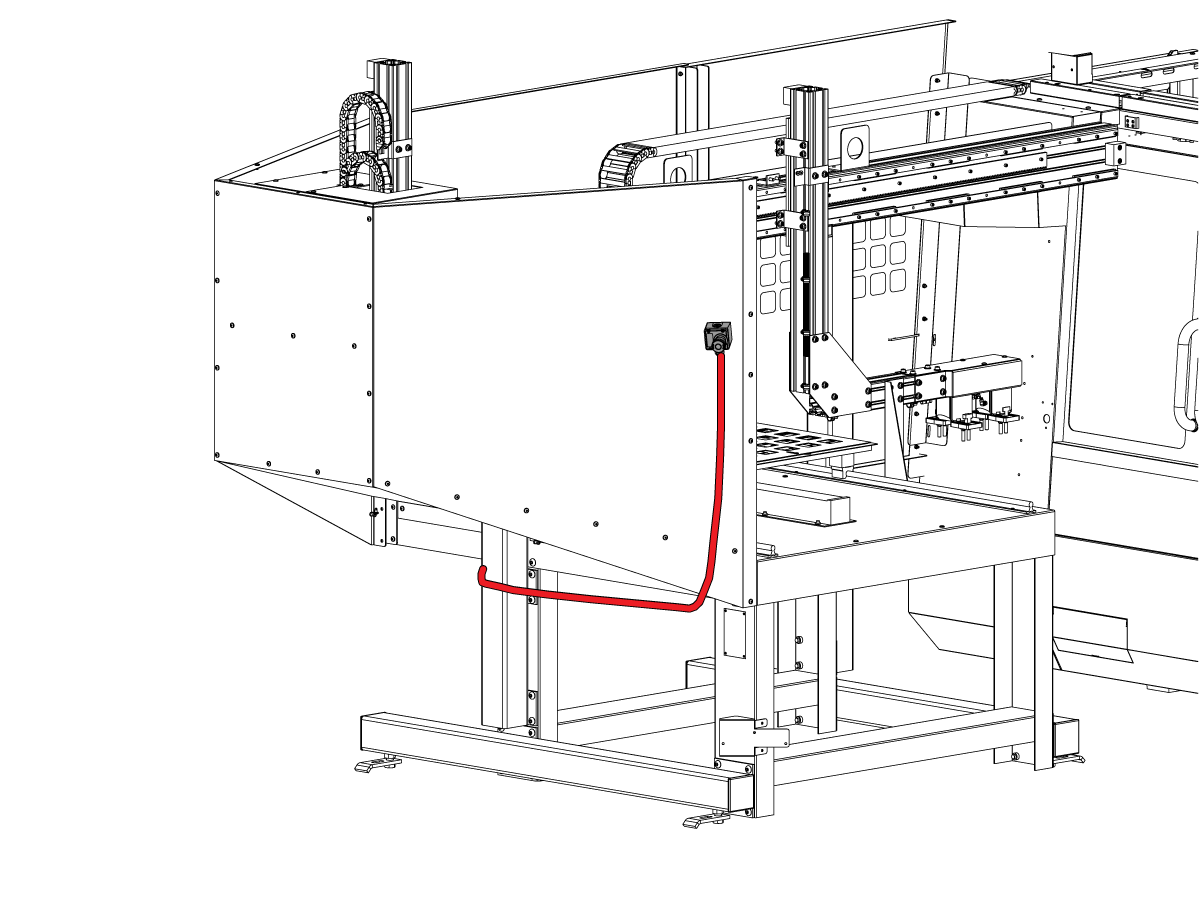
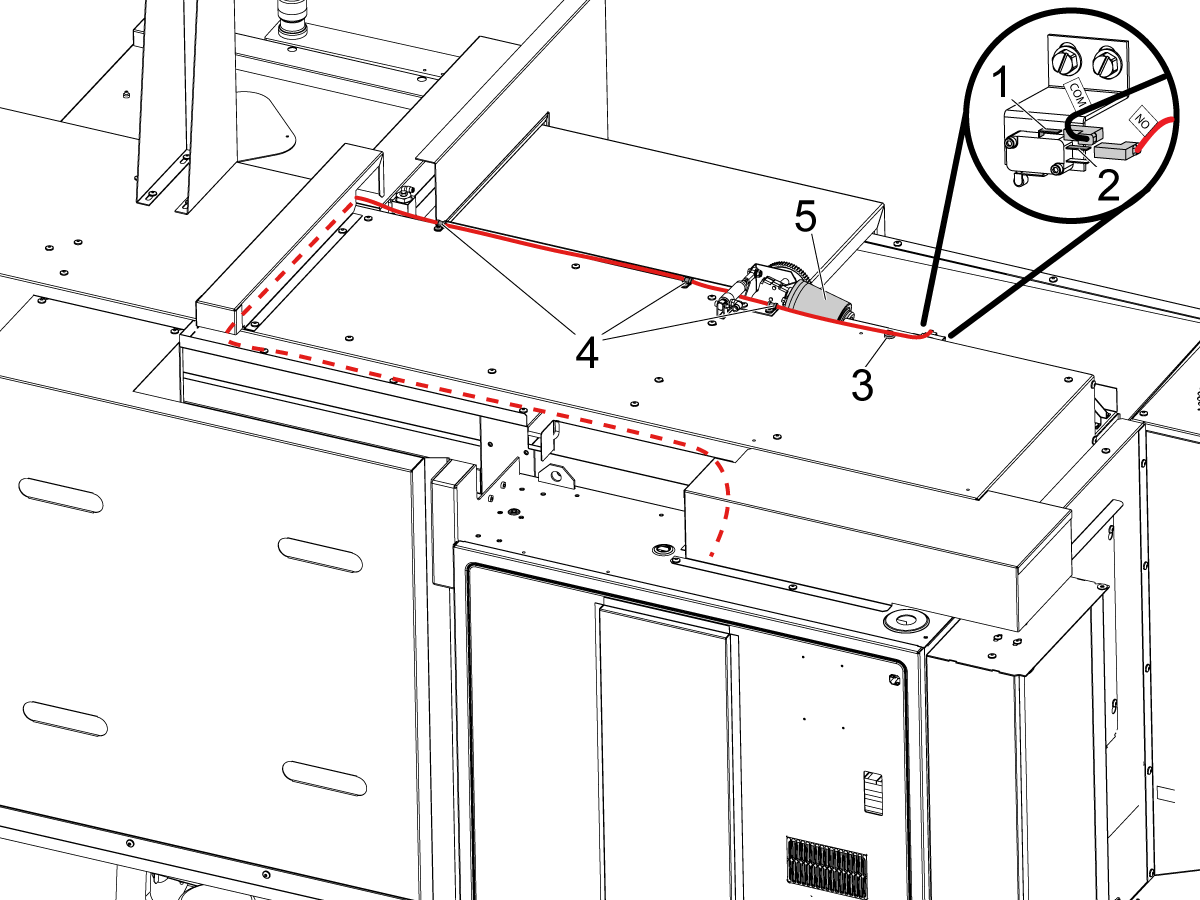
---vertical---installation/Route-Cables_1.png)
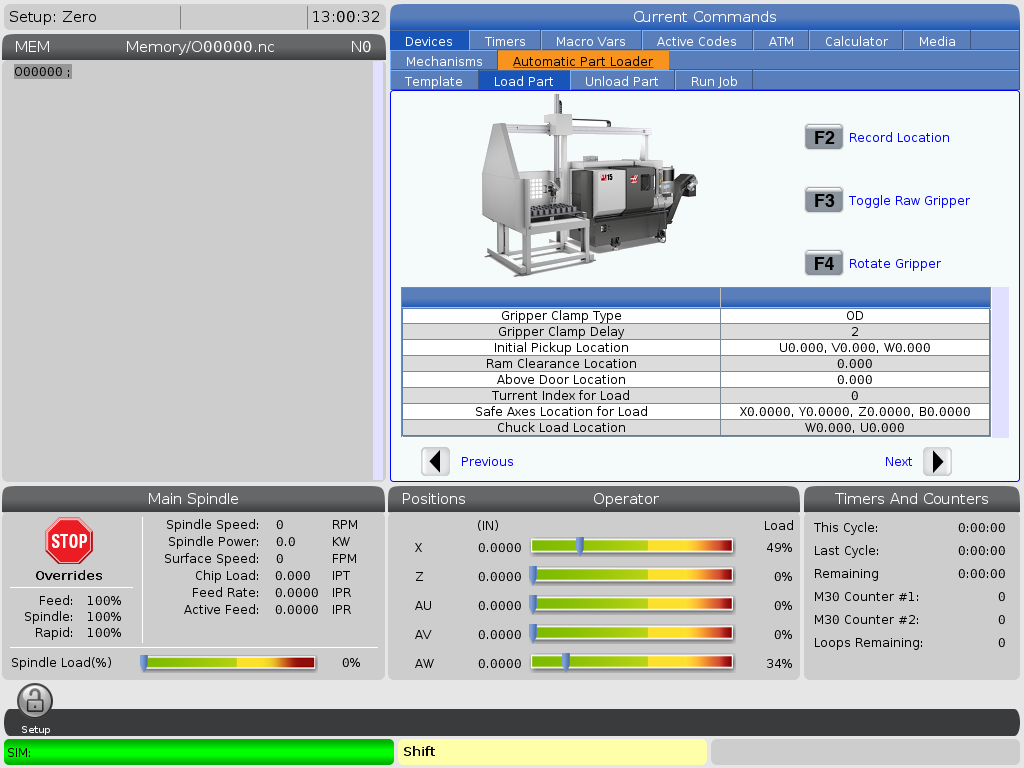
---vertical---installation/Currents-Comments-APL-TAB.png)
---vertical---installation/APL-Grid-Offset.png)
---vertical---installation/Align-AU-Axis.png)
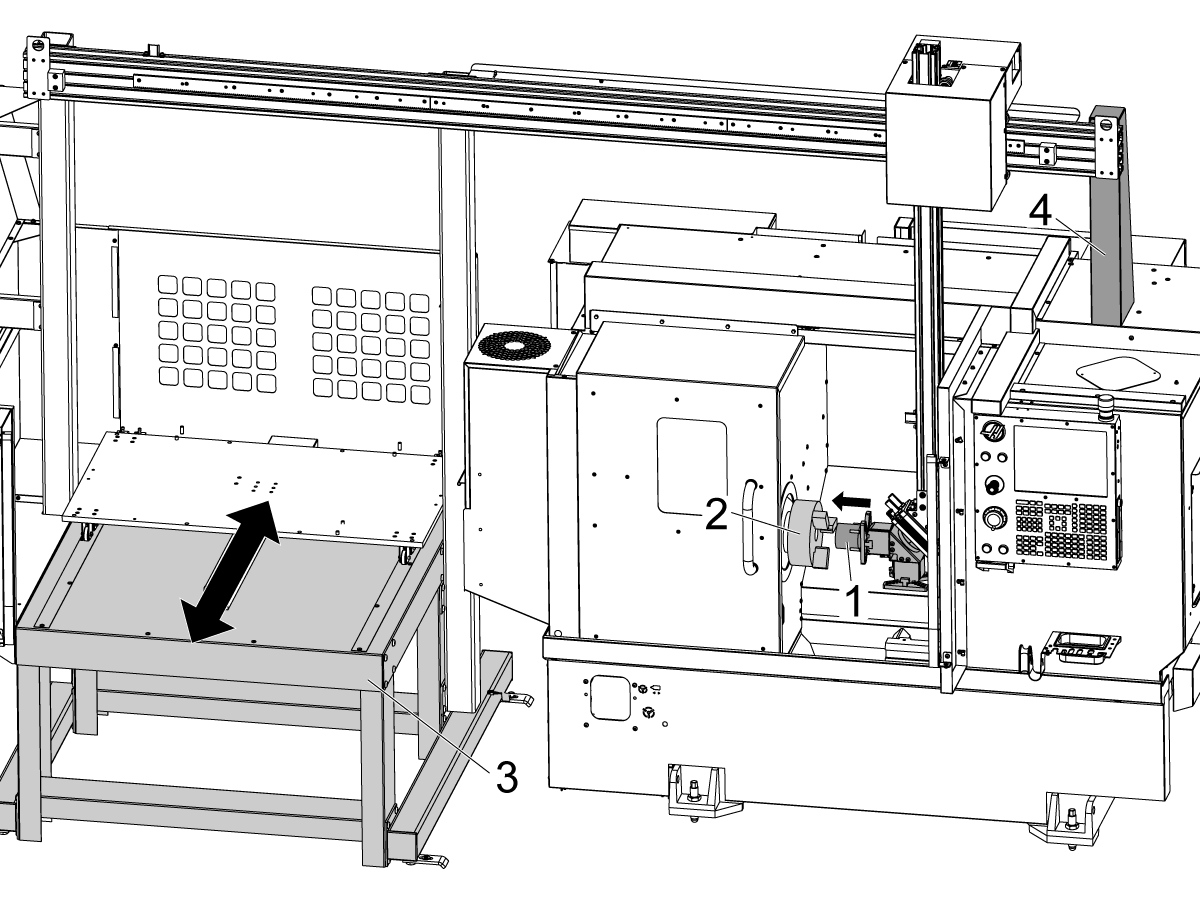
---vertical---installation/Align-APL-Grippers-to-Vice.png)

---vertical---installation/APL-Tool-Change-Offset.png)
---vertical---installation/2019-10-08_15h56_48.jpg)

---umc---installation/umc_apl_90_degree_control_cabinet_alignment.png)
---umc---installation/foot-print-reduction-placement_measurment.png)
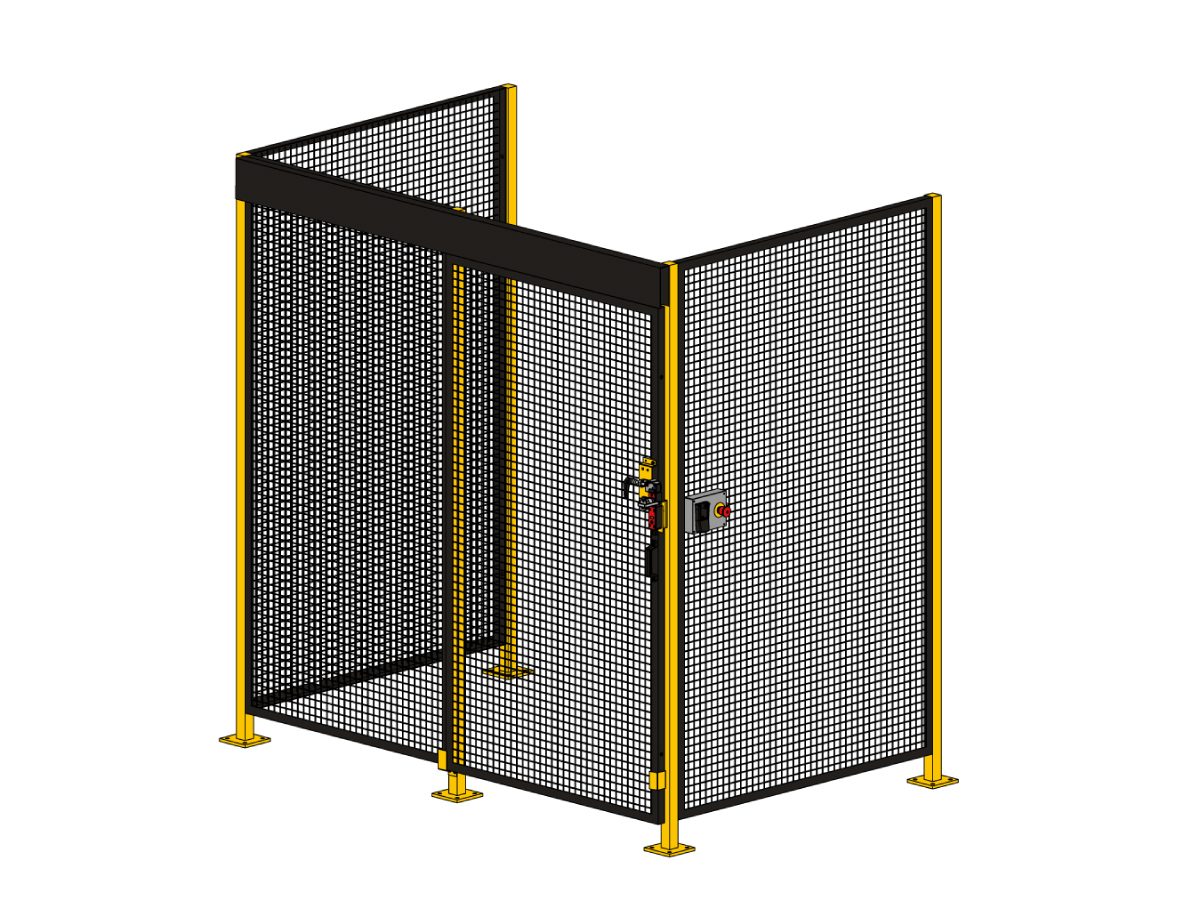
---umc---installation/new-fence-enclosure-panel-ce-machines.png)
---umc---installation/umc_apl_panel_to-electrical.png)
---umc---installation/foot-print-reduction-new-enclosure-panel.png)
---umc---installation/umc_90_degree_route_conduit.png)
---installation/c-apl_intro.png)
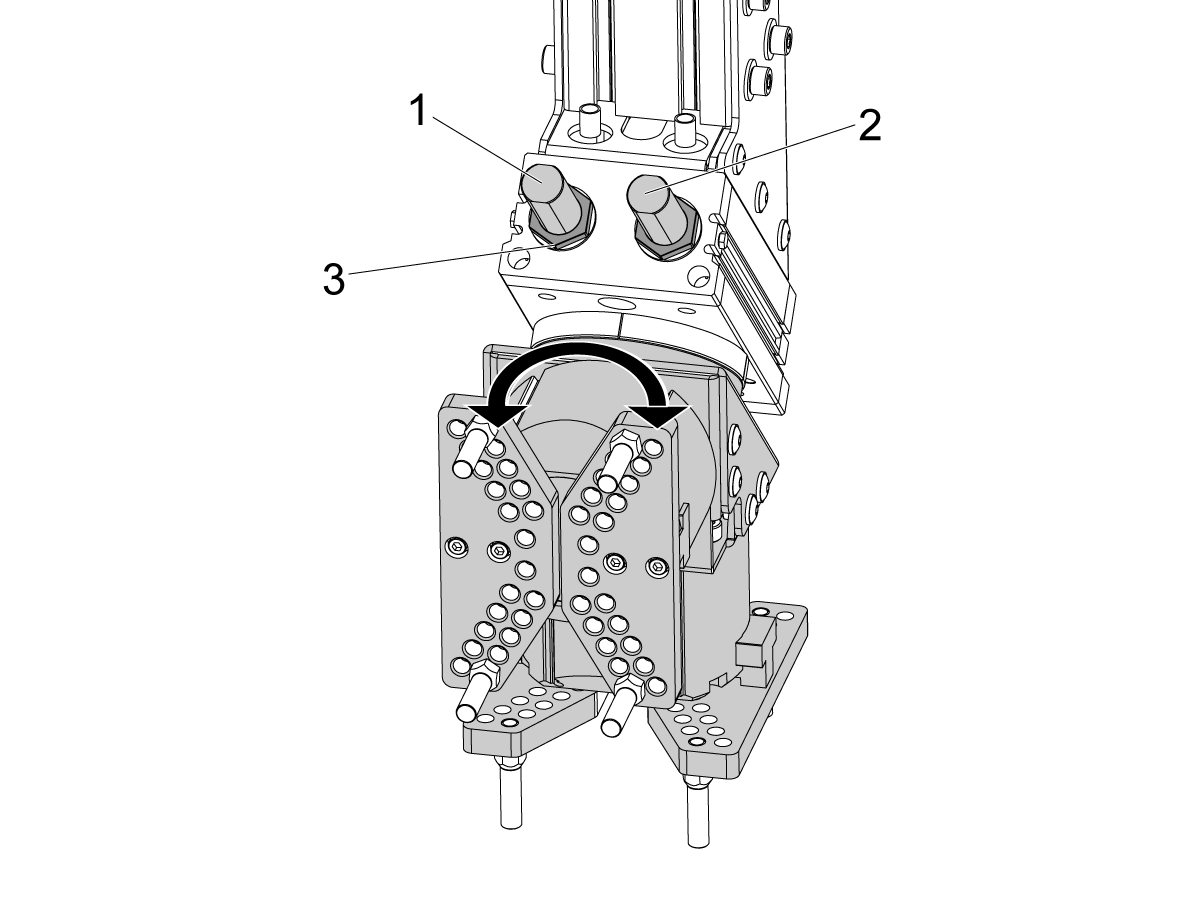
---installation/adjust-air-cylinder.png)
---installation/c-apl_updated_feet_attachment.png)
---installation/c-apl_height_adjustment.png)
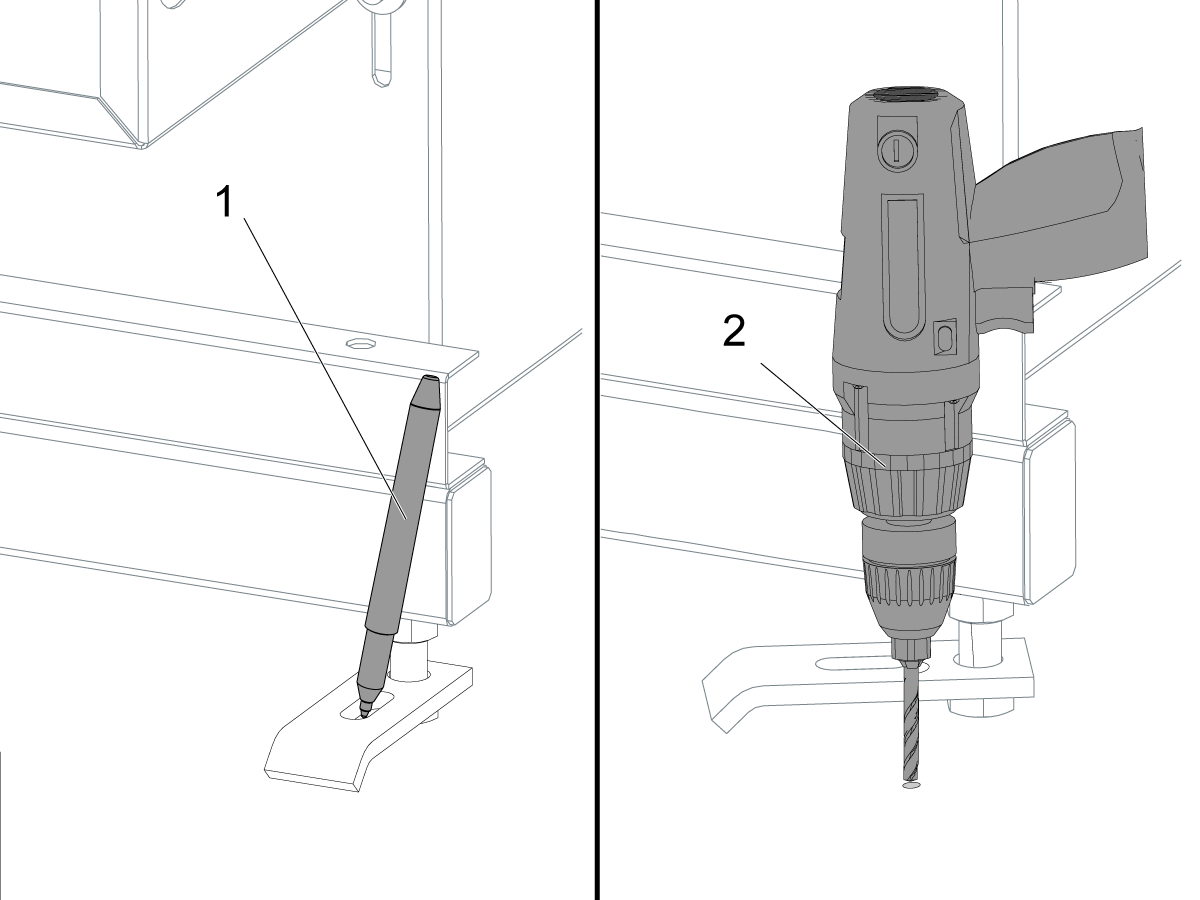
---installation/attach-anchor-sheet-metal.png)
---installation/updated-feet-attachment.png)
---installation/attach-anchor-sheet-metal-update.png)
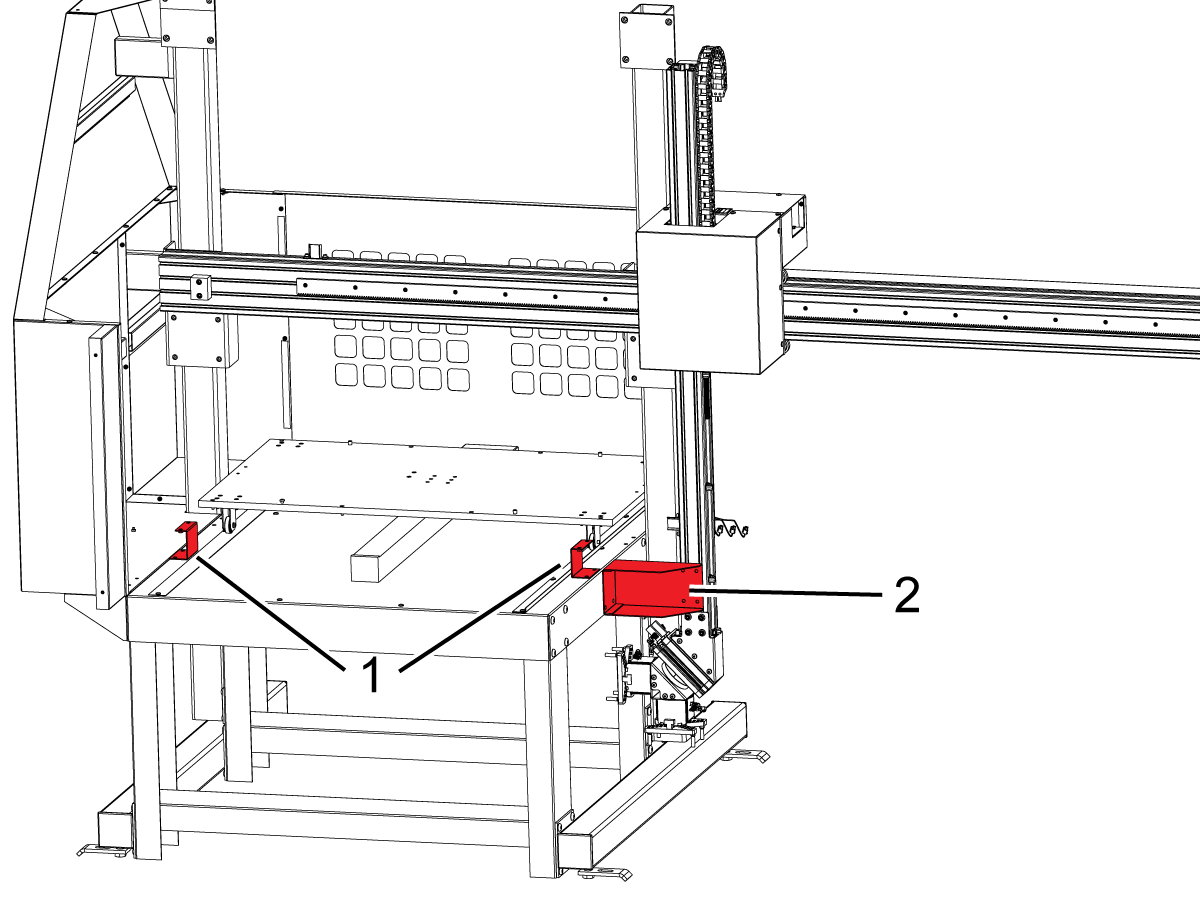
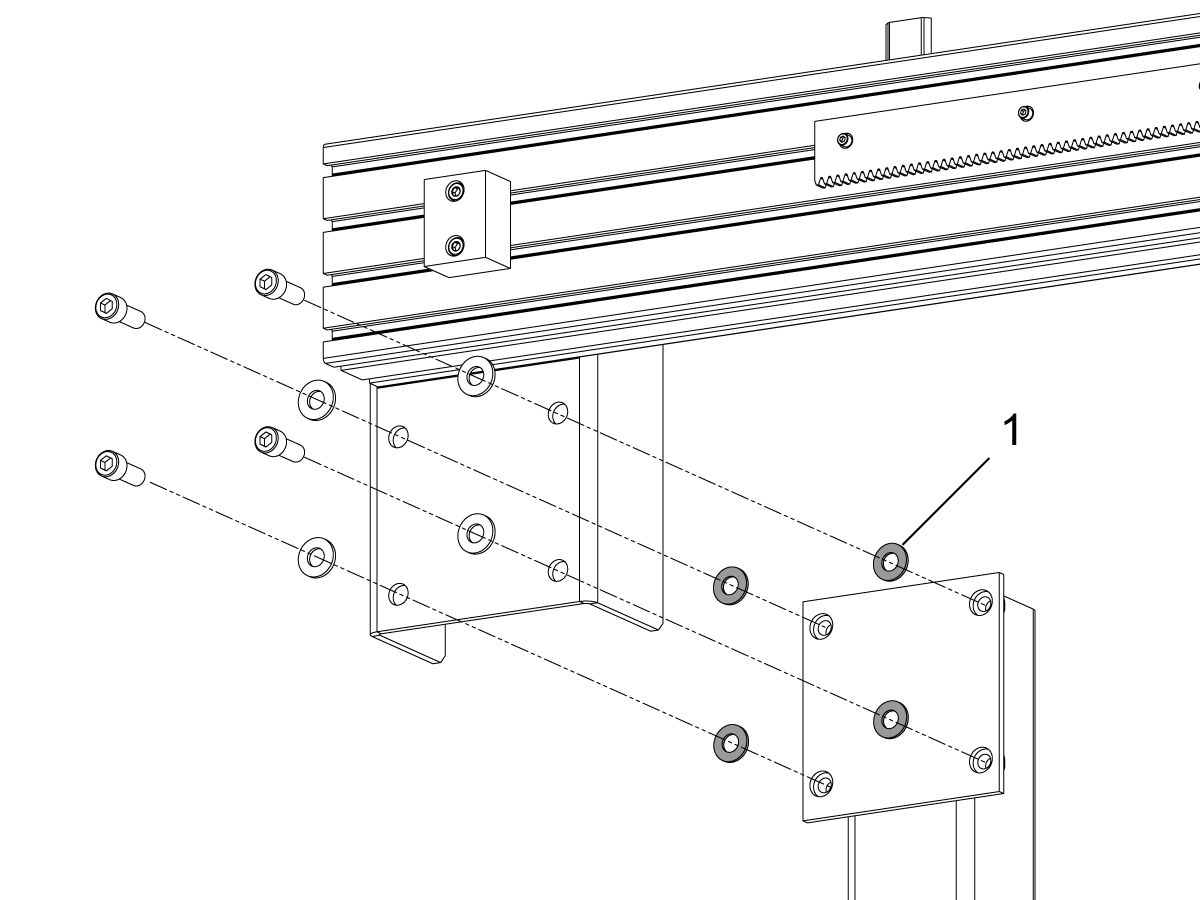
---installation/locating-bracket-umc350-placement.png)
---installation/locating-bracket-DM-placement.png)
---installation/locating-bracket-vf-placement.png)
---installation/c-apl-locating-bracket-on-mm.png)
---installation/level_compact_apl.png)
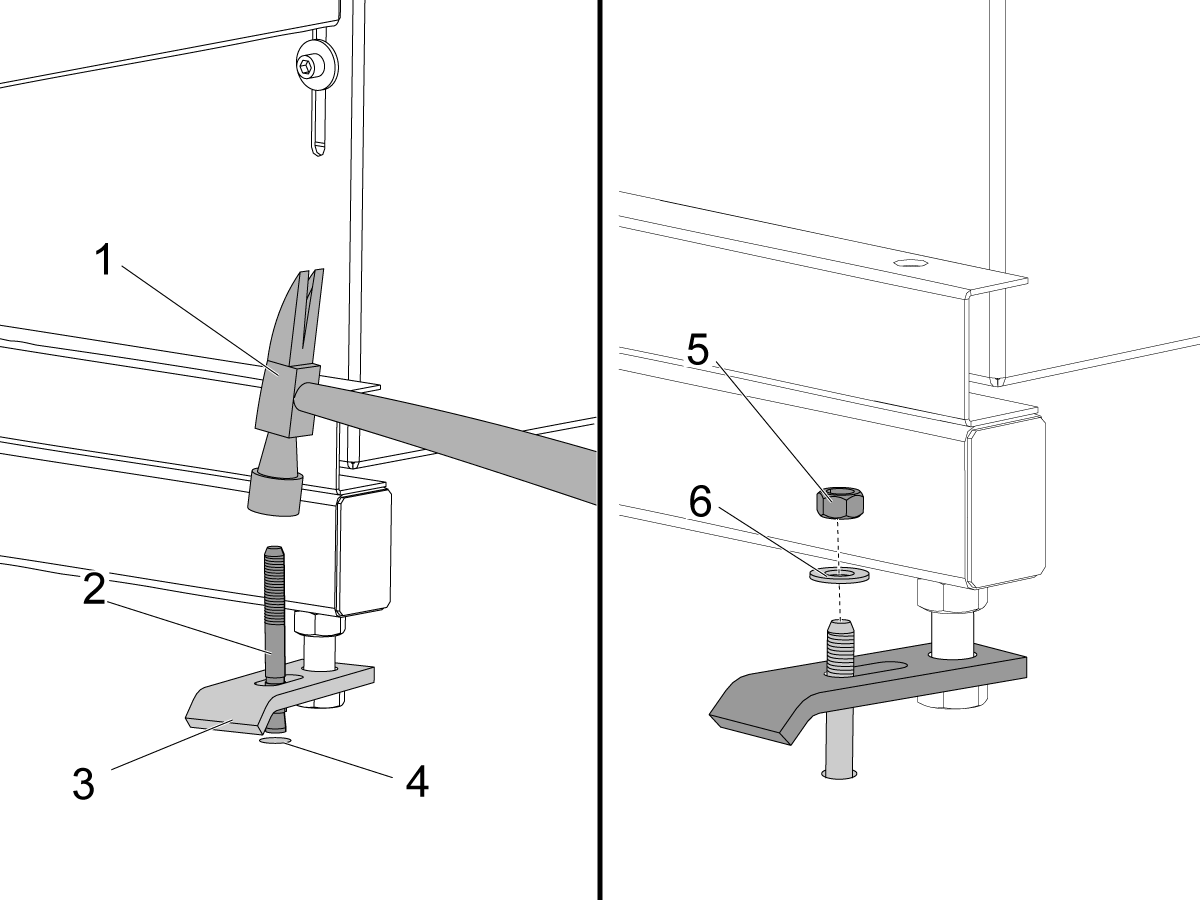
---installation/update-anchoring.png)
---installation/shipping-brackets.png)
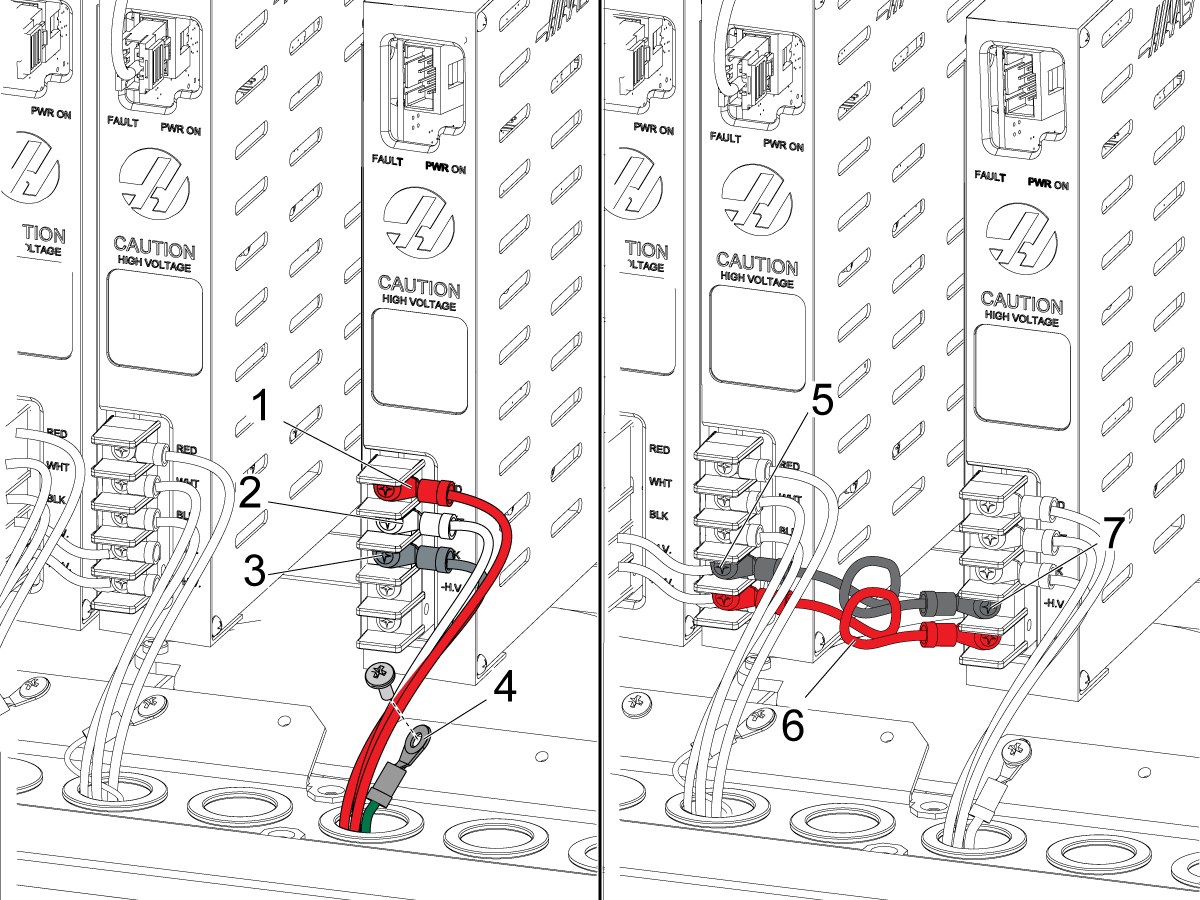
---installation/remove-wye-delta-and-attach-new-bracket.png)
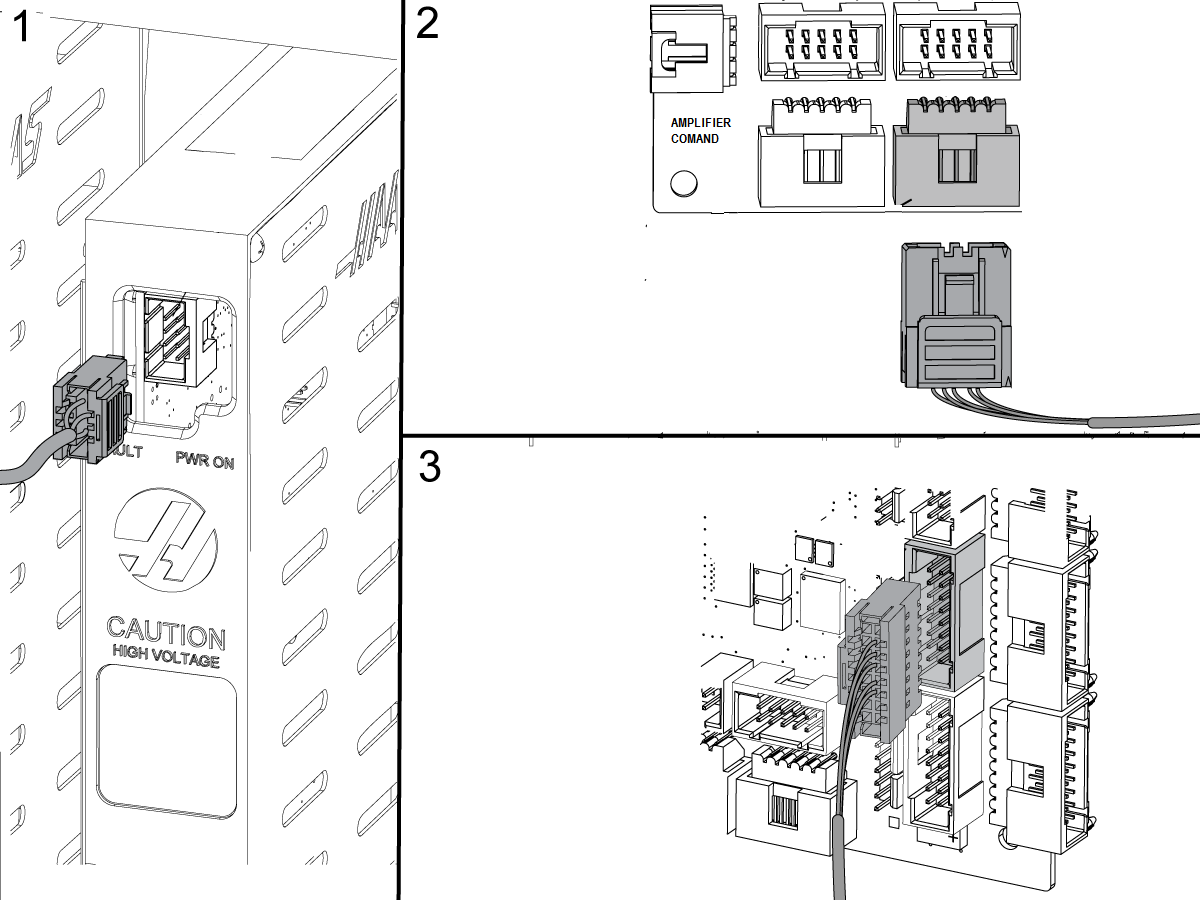
---installation/attach-wye-delta-and-ps-with-can-board.png)
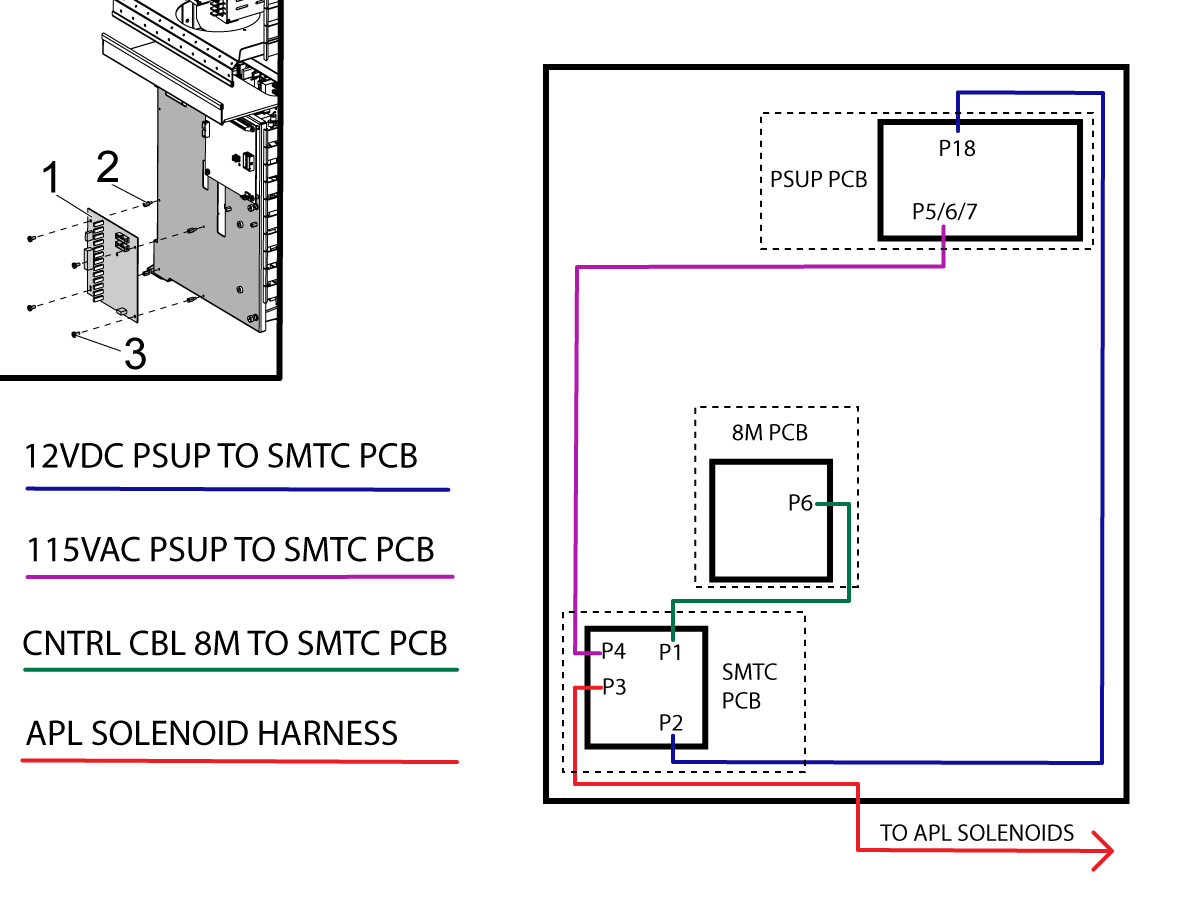
---installation/smtc-board-location.png)
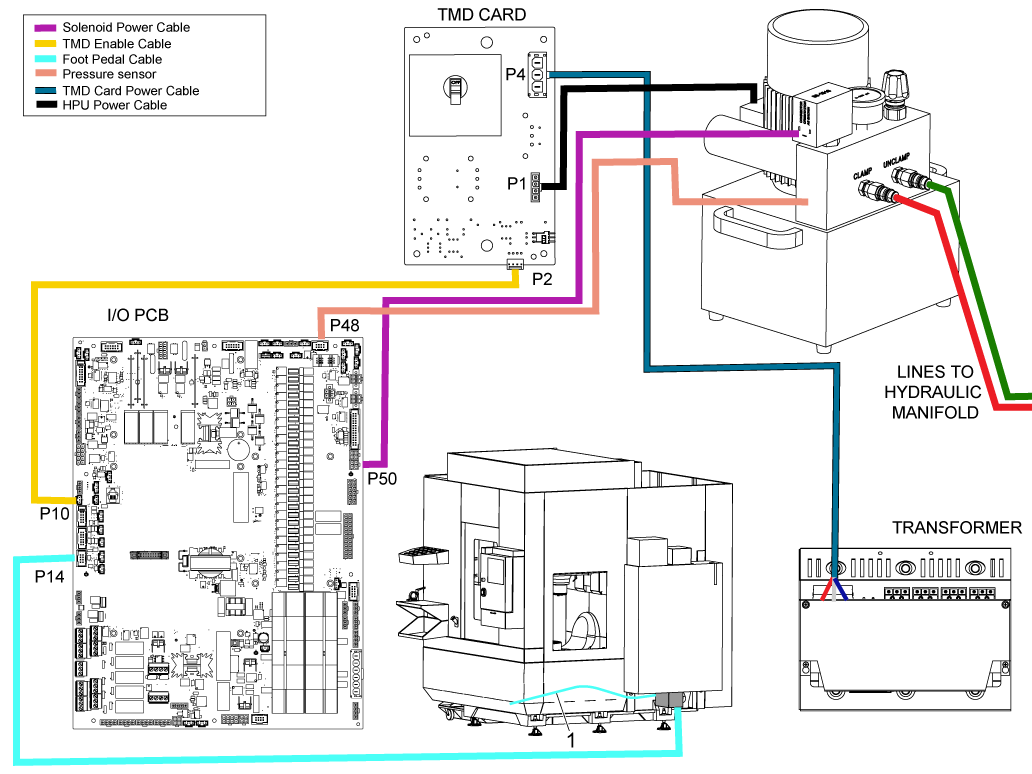
---installation/wire-diagram.png)
---installation/install-safety-relay.png)
---installation/safety_device_wire_diagram_ce.png)
---installation/fence_interlock_wire_diagram.png)
---installation/current-commands-CAPL.png)




