| 兆候 |
考えられる原因
|
解決策
|
| アラーム 130 工具のクランプを解除 |
工具ホルダがテーパーに正しく取り付けられていない。 |
スピンドルへのダブルアームの整列を確認し、 サイドマウントツールチェンジャー - HSK - ダブルアーム - 交換 - NGCを参照してください。 |
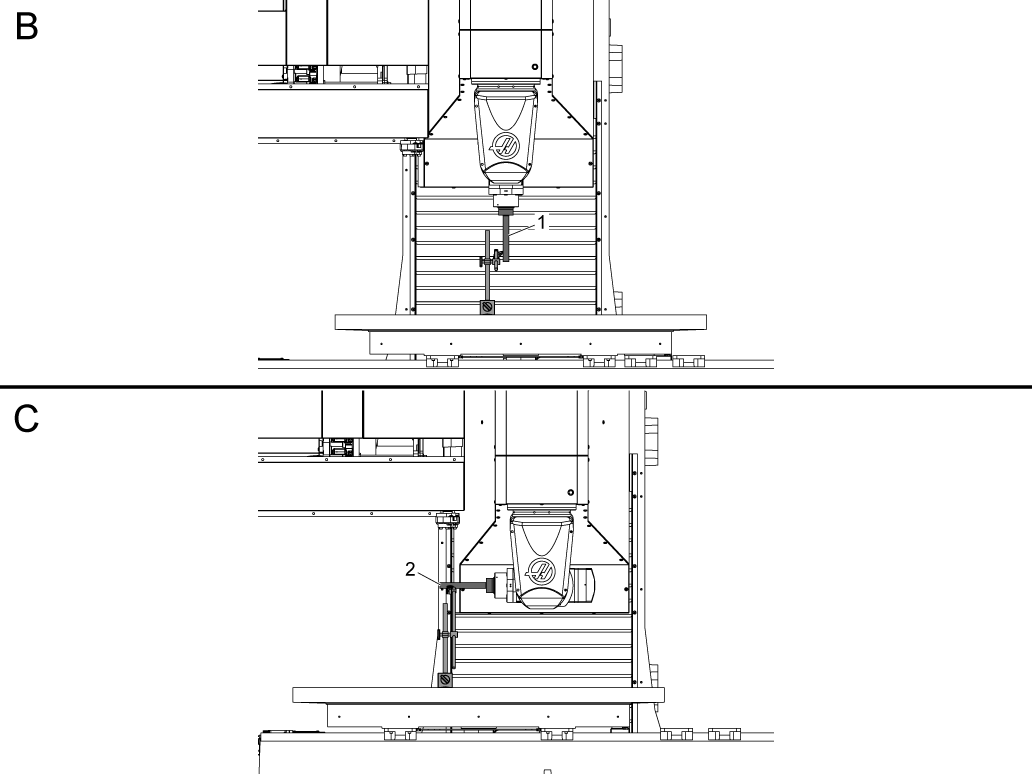
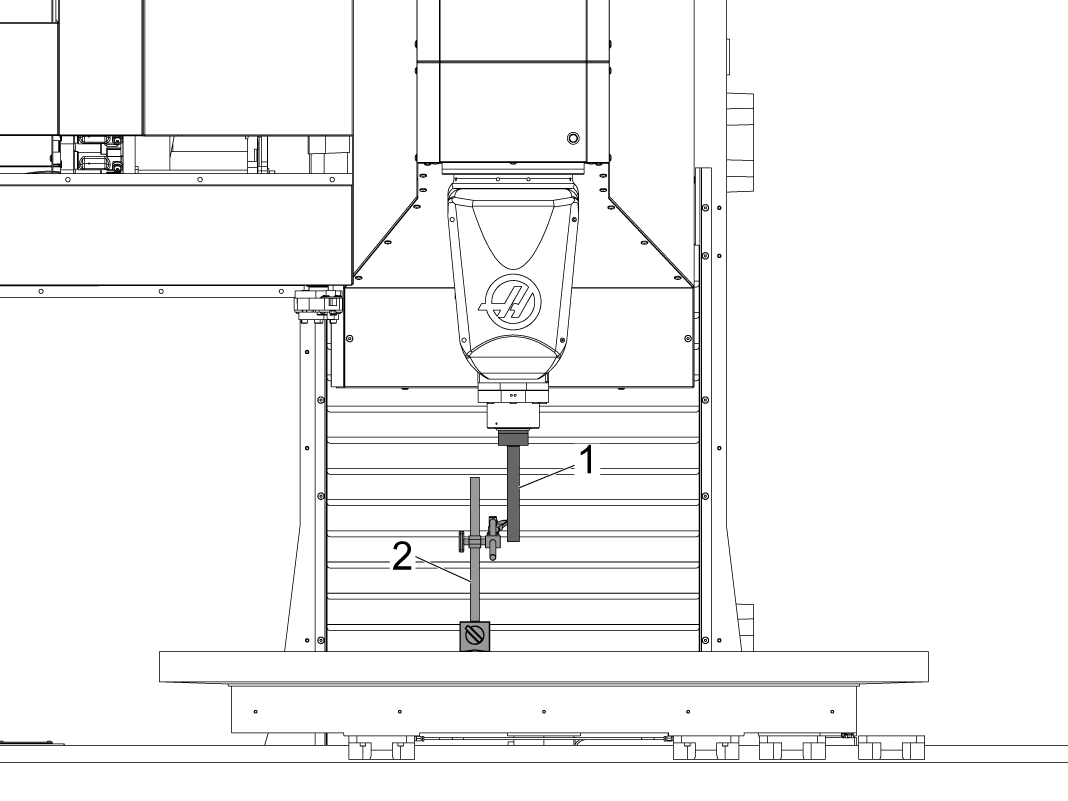
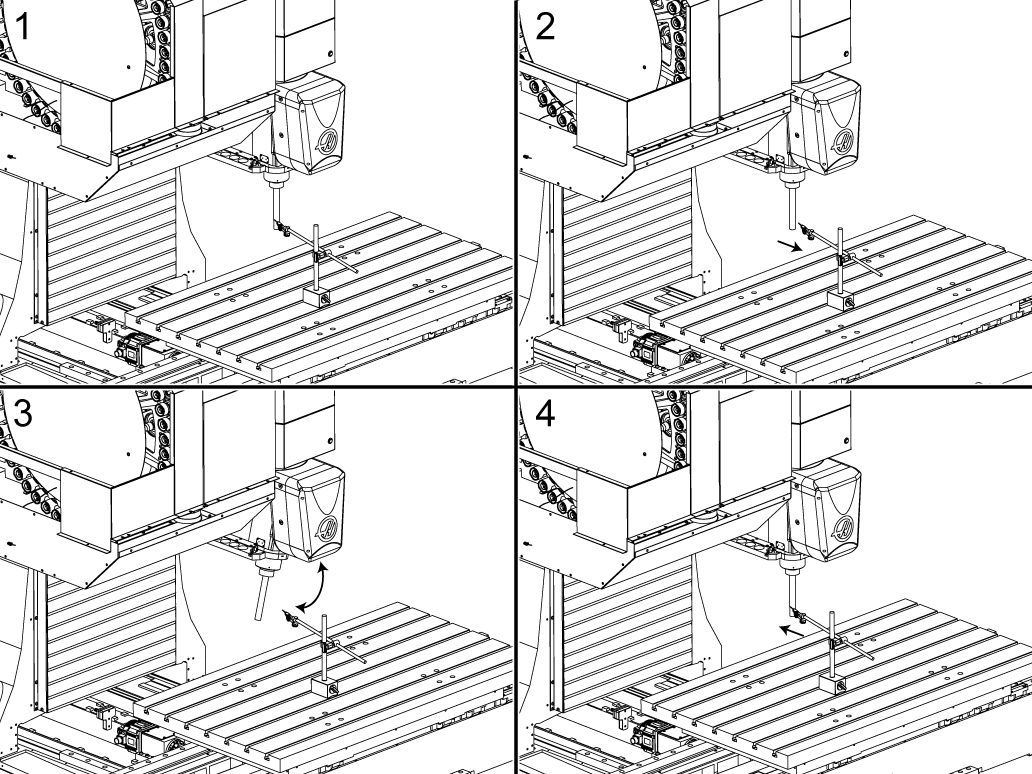
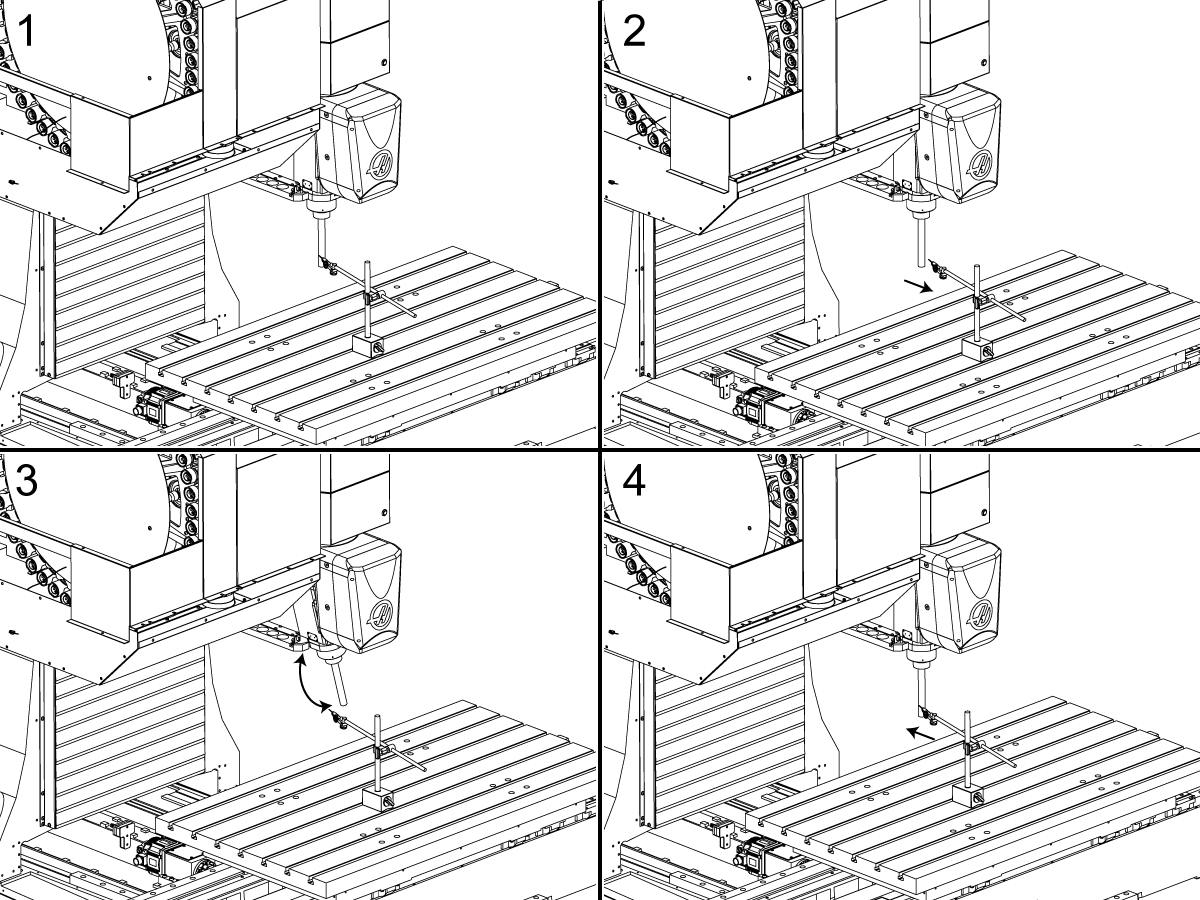
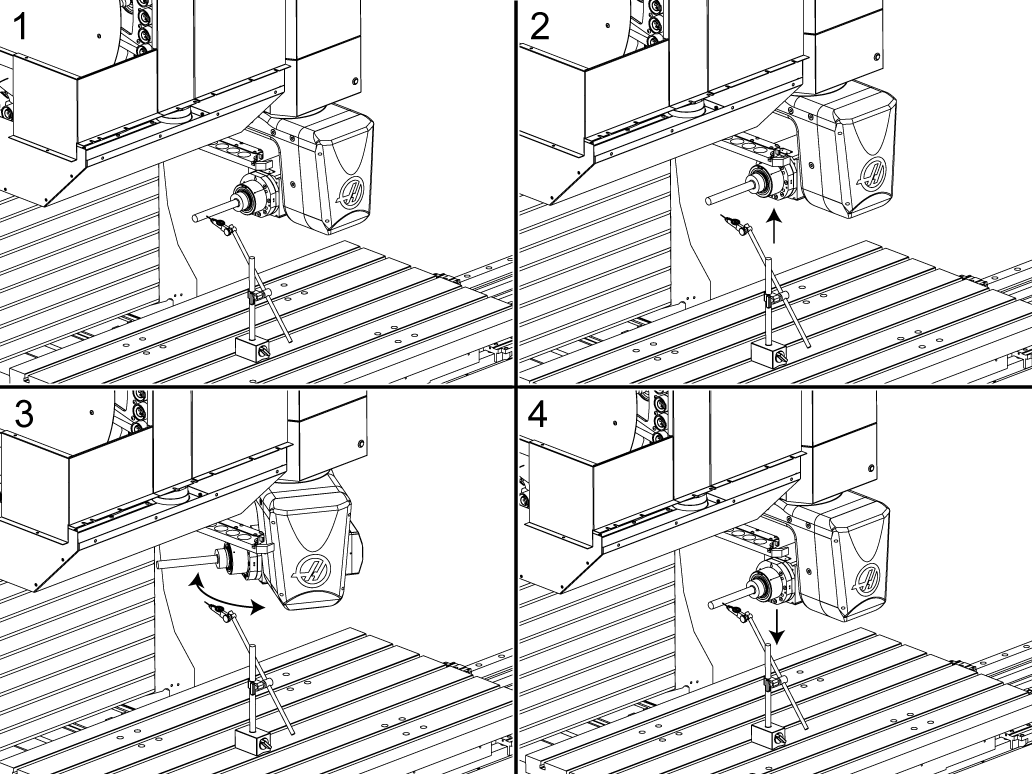
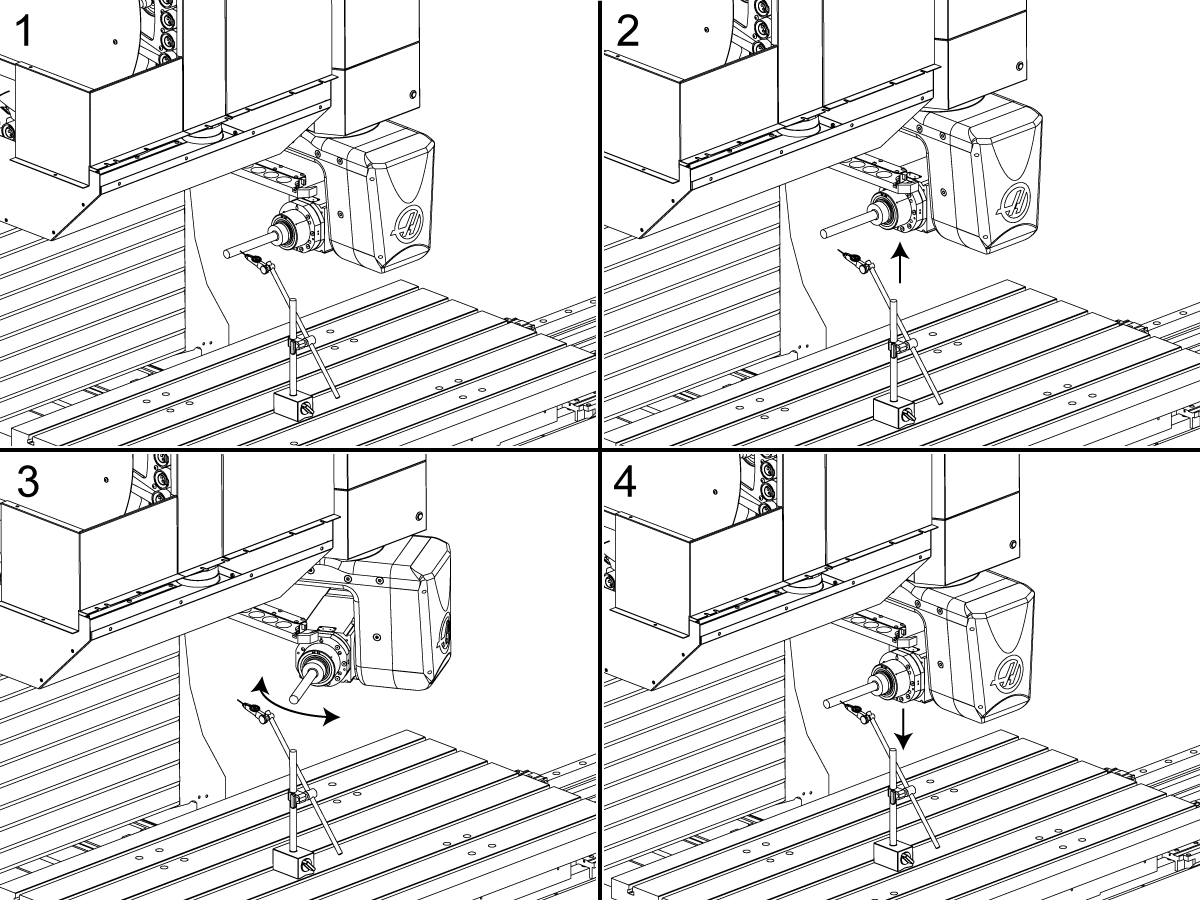
| ヘッドの整列 |
それぞれの機械については、次の手順を参照してください。 形状ガイド - VRシリーズ / GM-2-5AXヘッドの整列 - 手順 |
| A63工具ホルダの向き |
HSK - スピンドル - トラブルシューティングガイドの HSKツールローディングセクションを参照してください |
| 気圧 |
TRP圧 が、潤滑油パネルキャビネット内で、 145 PSI に設定されていることを確認します。 スピンドルパージ圧 が 45 PSIに設定されていることを確認します。
顧客のエアラインが汚染されていないことを確認します(水分) 。
|
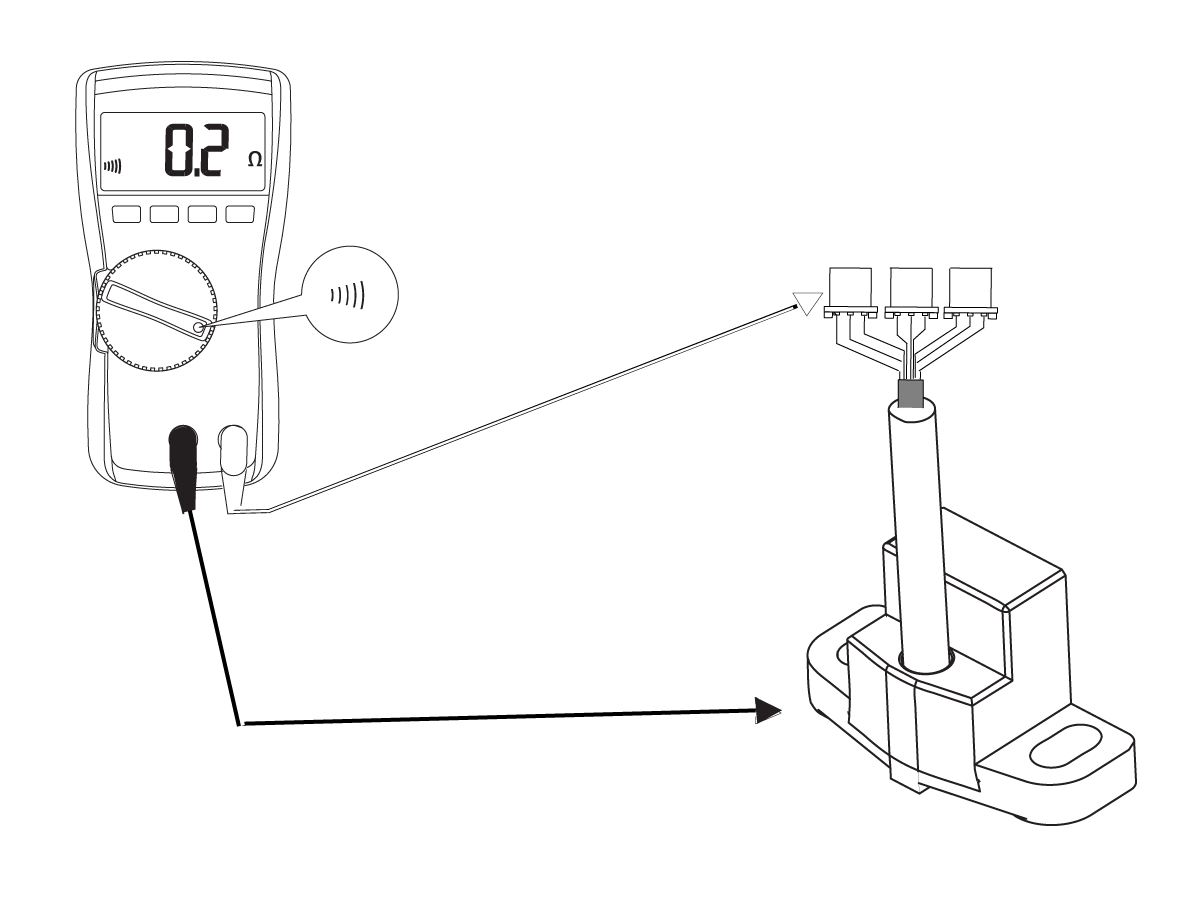
| ドローバー押し出し/スイッチ調整 |
TRPセンサーを調整する前に、 クランプコーンの押し出しを確認します。 画像用H-5AXセンサー配線セクションを参照してください。 |
| アラーム134 工具クランプ解除 不良 |
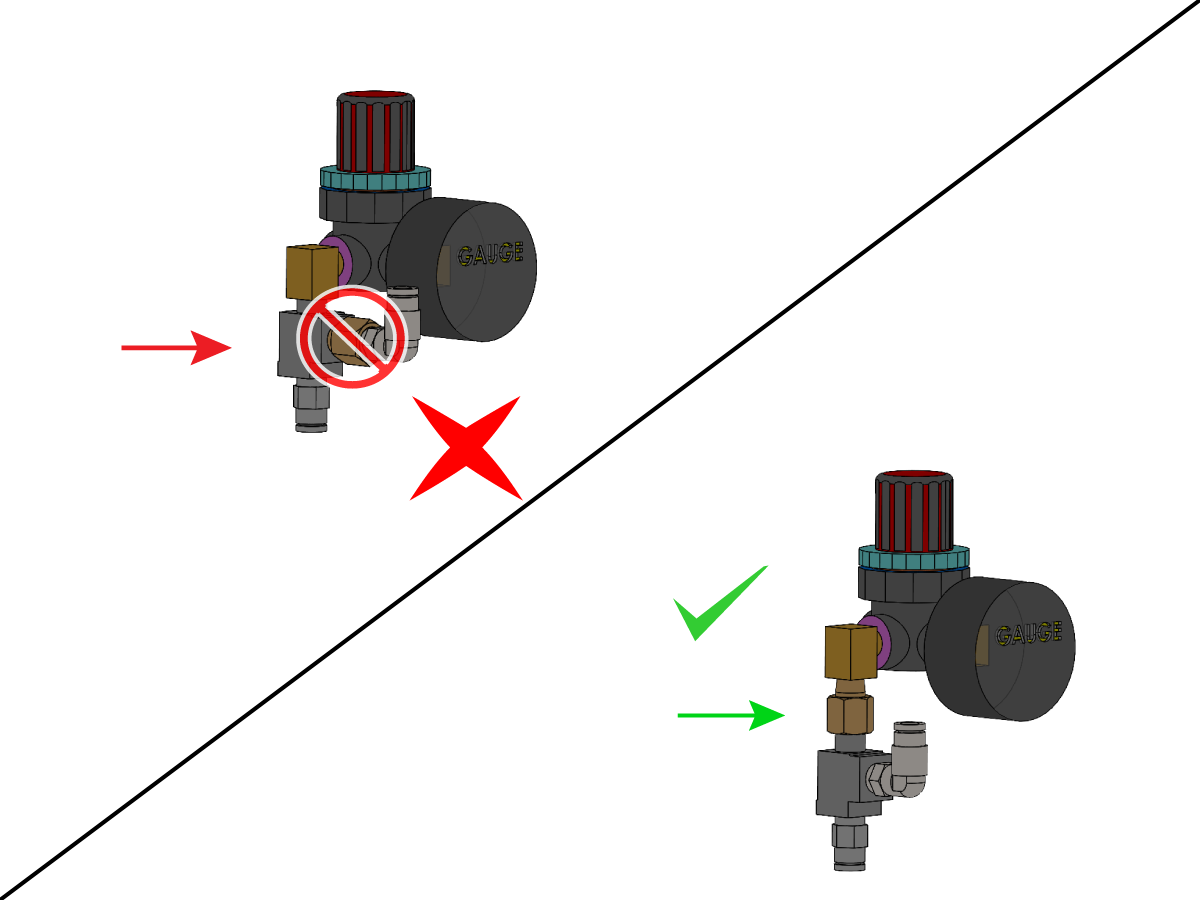
スピンドルエアソレノイドの.040オリフィスが間違った位置に取り付けられています |
エアソレノイドフィッティングを再構成し、リストリクタオリフィスを90°フィッティングの前からティーブラスフィッティングの前に移動します。(スピンドルエアソレノイドを参照)
注意: 是正処置に必要な部品はありません。
HSG-A 2023年2月16日
|
テーパーへの工具の突き刺し
|
間違った押し出し
|
エアレギュレータノブからの空気漏れ
|
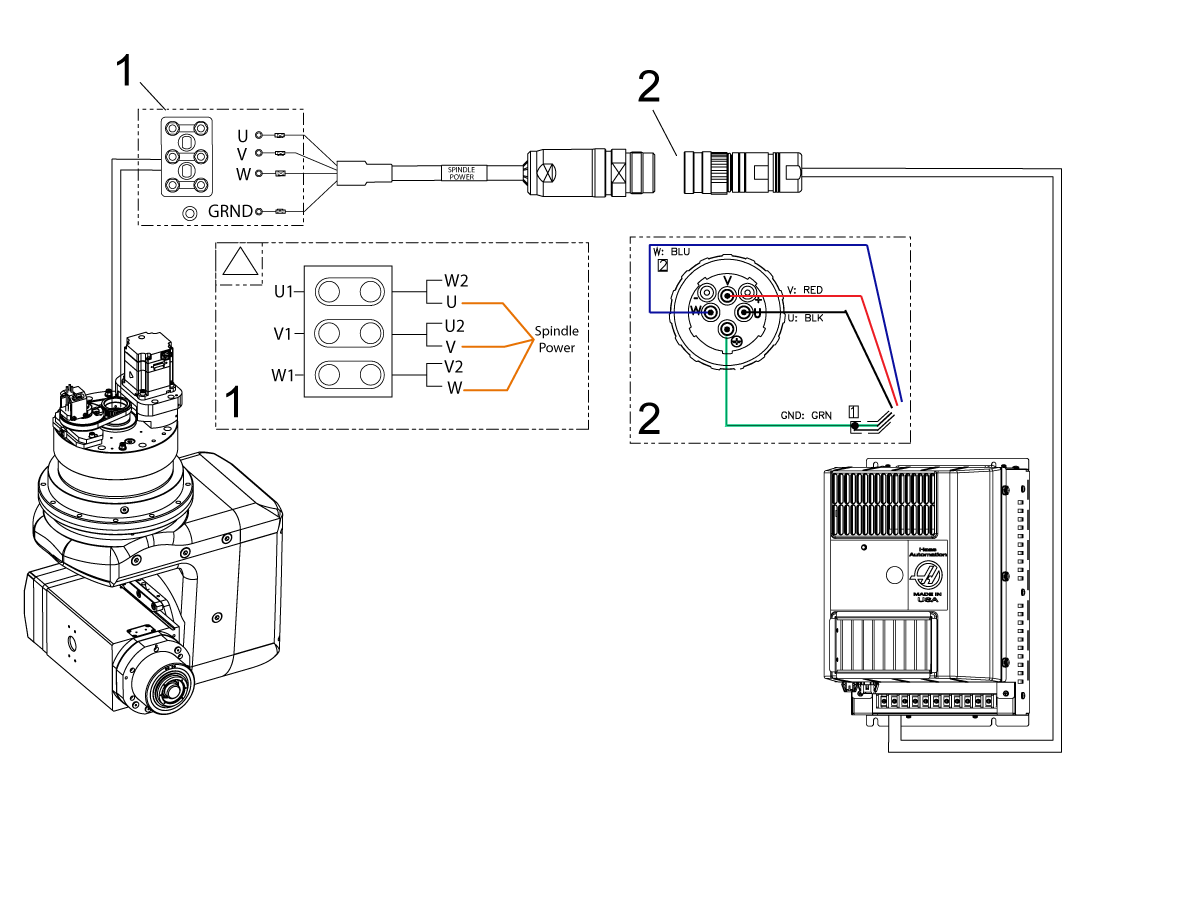
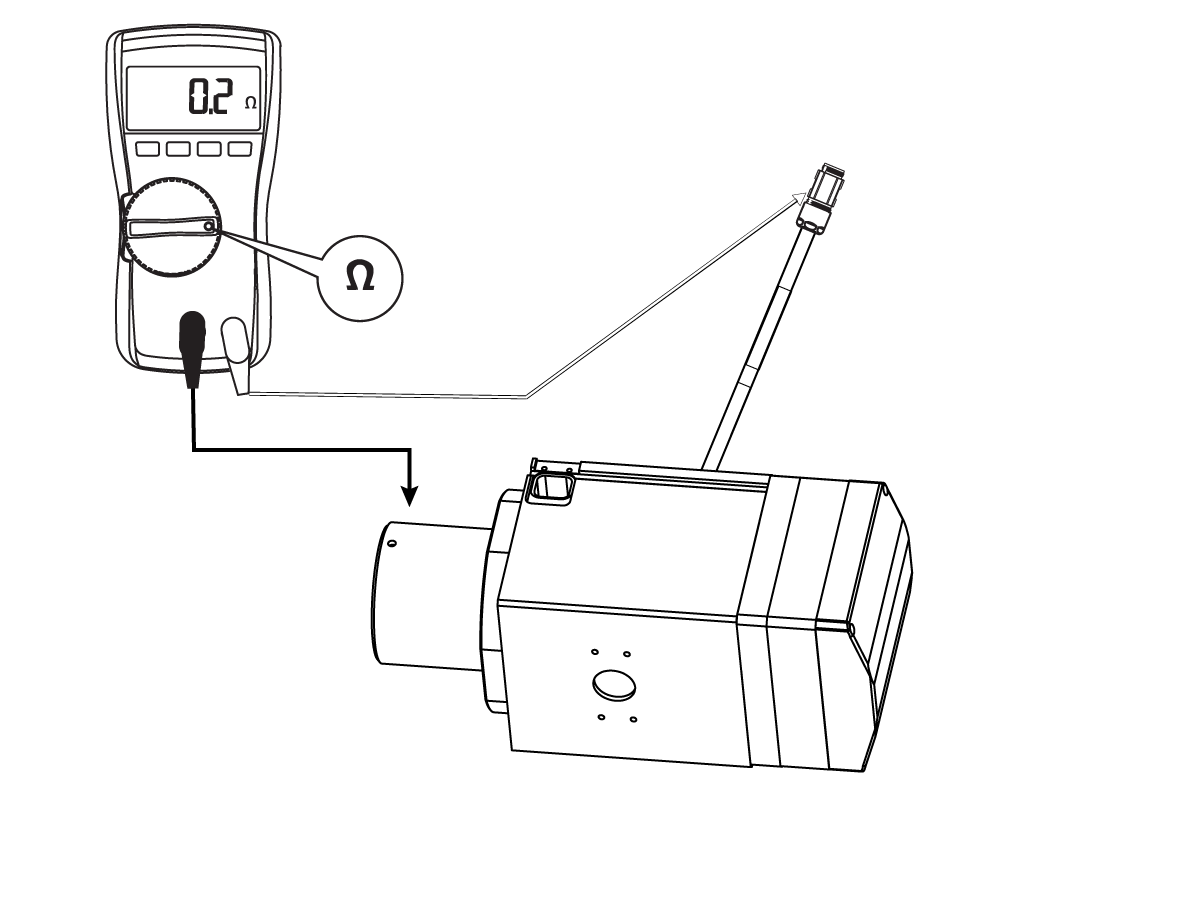
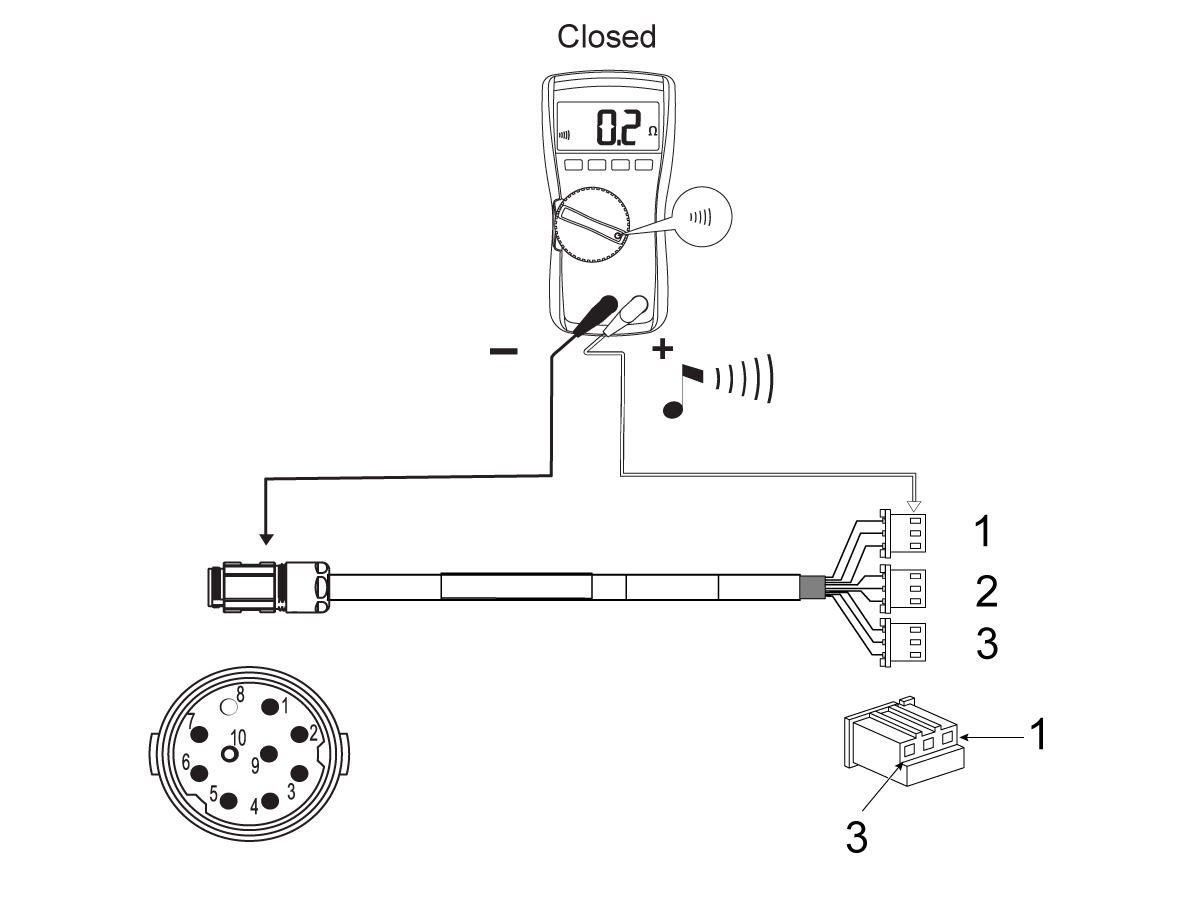
| スピンドルが交換され、スピンドル積載が非常に高い。指令されたRPMも正しくありません。 |
交換中に、モーターが正しく配線されなかった可能性があります。 |
モーターの構成をチェックして、モーターが正しく配線されているかどうかを確認します。詳細については、モーター配線セクションを参照してください。
スピンドルが交換されておらず、機械でこの問題が発生している場合は、ベクトル駆動トラブルシューティングガイド に従ってさらにトラブルシューティングしてください。
|
| より低速のRPMでスピンドルを実行しているときに、スピンドルノイズが発生しています。 |
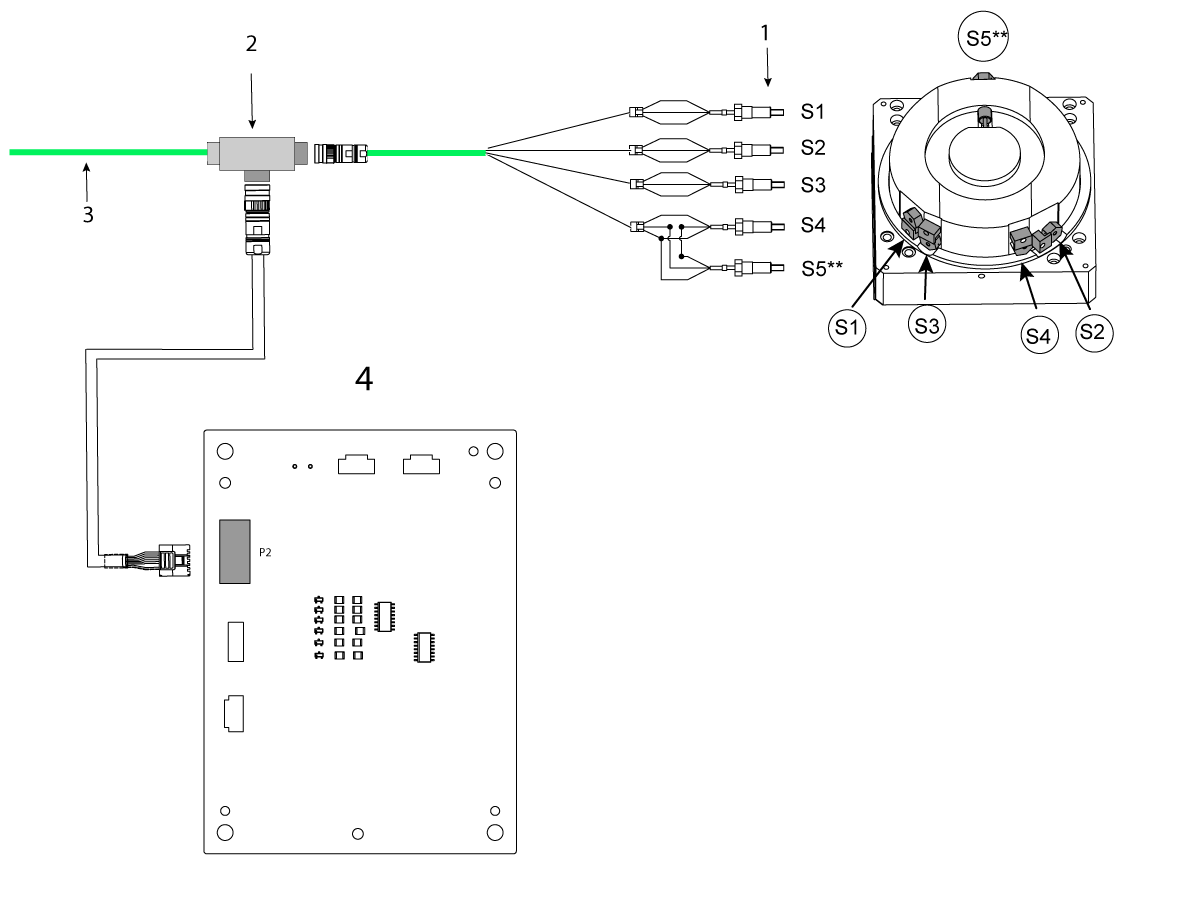
ケーブルの損傷やフェライトフィルターの欠落がこの問題の原因となる可能性があります。 |
ベクトル駆動のトラブルシューティングガイドを使用して、ベクトル駆動のトラブルシューティングを行い、メインコンのすべてのフィードバックケーブルにフェライトフィルターが付いていることを確認し、スピンドルのケーブルが良好な状態であることを確認します(詳細については、接続ポートのセクションを参照し、スピンドルの電源ケーブルがしっかり締まっていることを確認し、信号分配ジャンクションへのすべての接続がしっかりしていることを確認します。接続場所セクションをご参照ください。
問題が解決しない場合は、Haasサービスにお問い合わせいただき、詳細な手順をご確認ください。
|
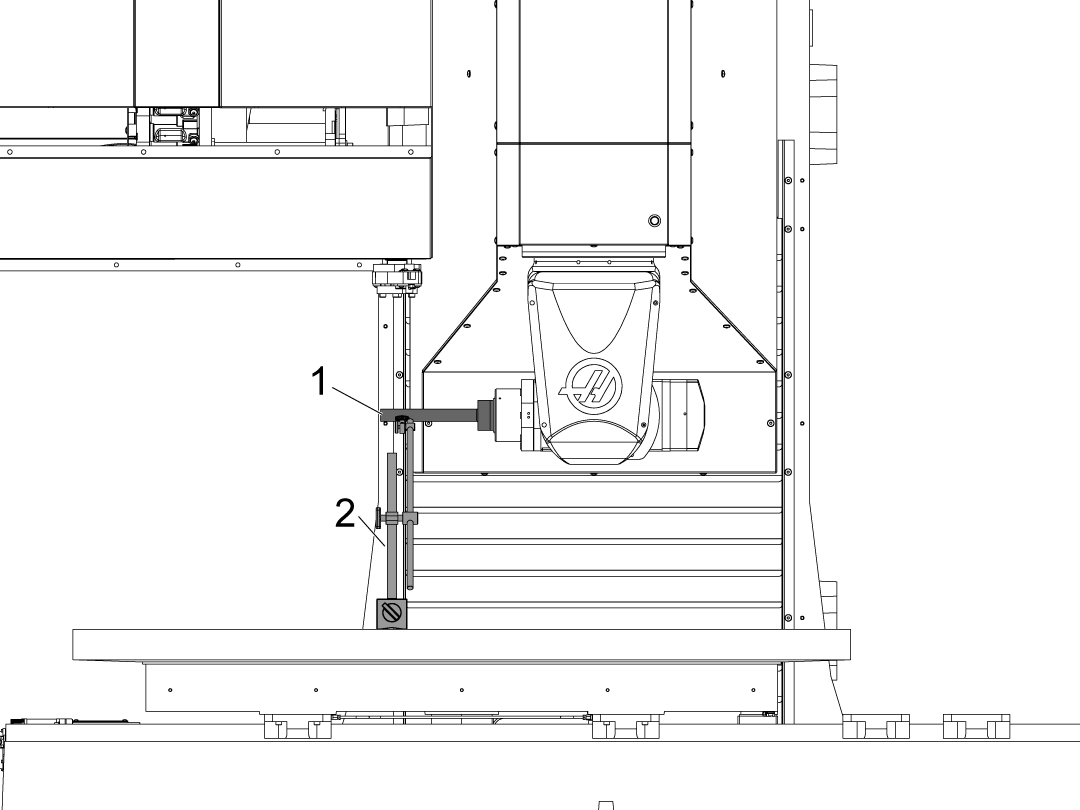
| アラーム 4.9003 スピンドルクーラントチラーフローが不十分ですが発生します。 |
スピンドルチラーのフローセンサーは、正しいフローを読み取るために調整する必要がある可能性があります。 |
センサーの長穴を使用してフローセンサーを調整し、ビットが変わるまでセンサーをモーター側に移動します。センサーのスロットは十分に調整されていない可能性があります。その場合は、スロットをさらに開いて必要な調整を行ってください。この問題が引き続き発生する場合は、Haasサービスにお問い合わせください。 |
| 空気が、マニホールドに完全に接続されていないチラーライン、または破損して空気を吸い込んでいるシールを介してシステムに導入されている可能性があります。 |
破損したシールを交換し、ラインがマニホールドに完全に差し込まれていることを確認します。ラインを準備し、ラインに気泡がないことを確認します。 |
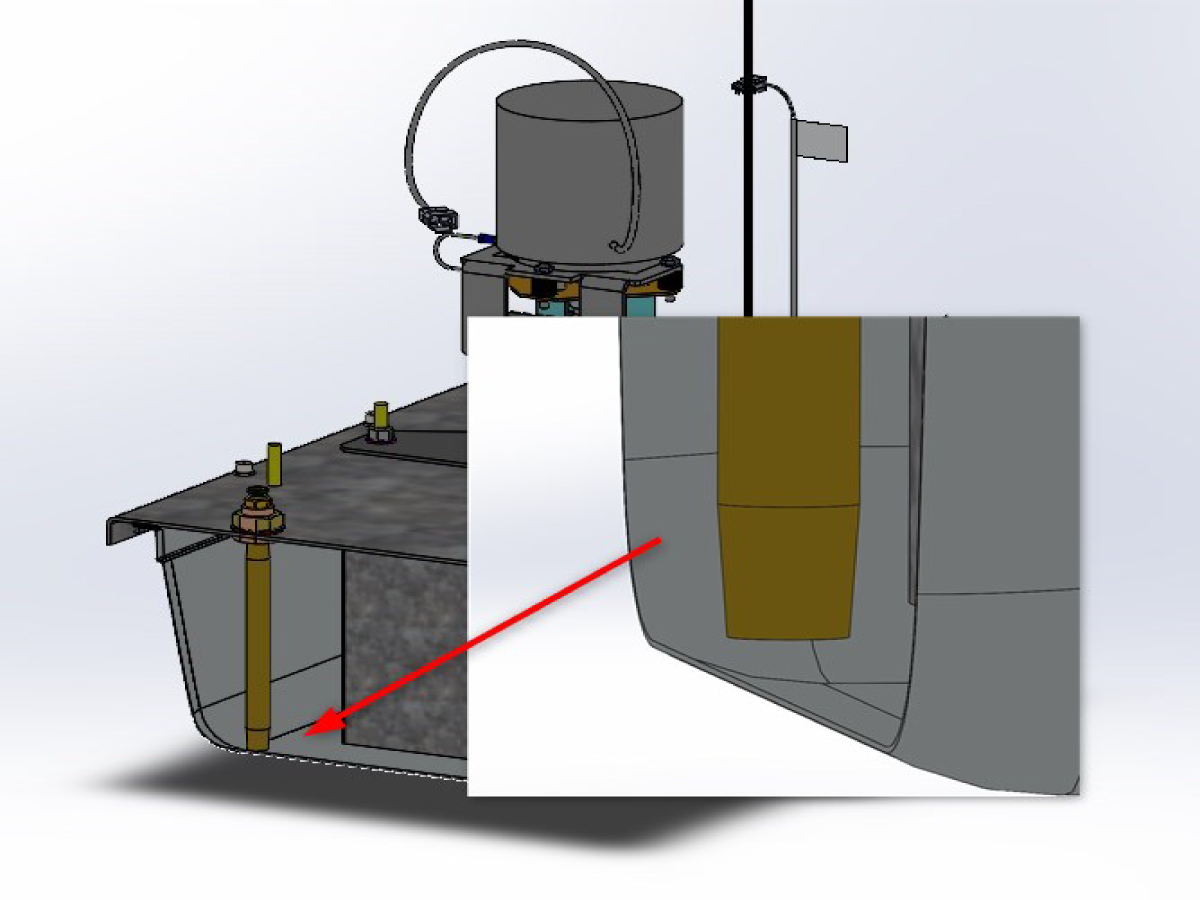
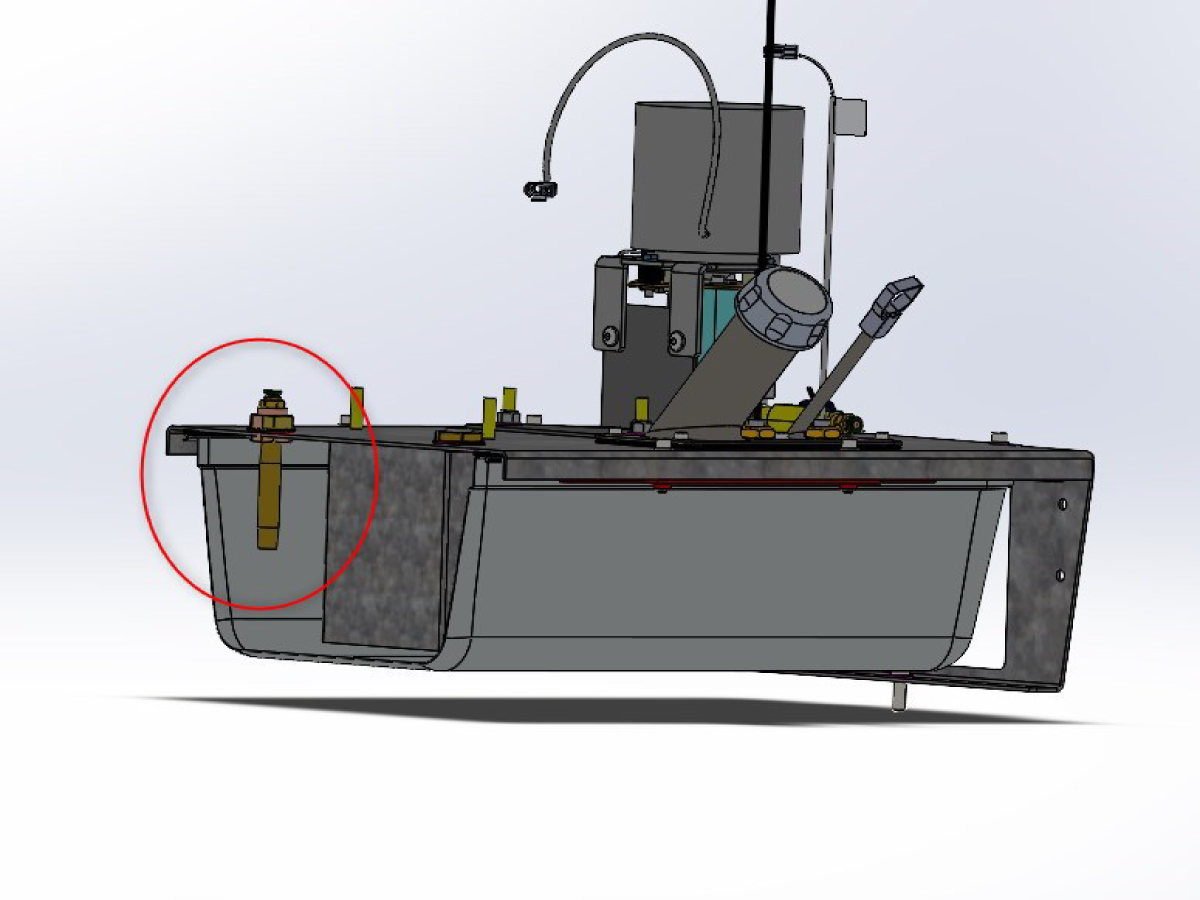
| 通常以下の圧力または過熱したポンプを伴う クーラントタンクチラーの問題 |
3” リターンチューブの正しい配置。
3インチチューブ(58-0742)ではなく6インチチューブ(58-3728)が使用されている。6インチチューブが最も低い位置にあり、重大な流量制限を引き起こしていました。 画像についてはクーラントタンクチラー セクションを参照してください
|
| アラーム 4.103 S(スピンドル)軸サーボエラー過大 |
スピンドルが停止した状態で、スピンドル速度が1000rpmを表示するように制御します。 |
スピンドル エンコーダーまたはエンコーダー ケーブルが、アース短絡していないことを検証します。詳細については、 エンコーダー接続 セクションを参照してください。 |
| アラーム 4.9932 S(スピンドル)スピンドル停止 |
| アラーム 4.9922 S(スピンドル)モーションチャネルの故障が検出されました |
| アラーム 4.182 S(スピンドル)軸エンコーダーケーブル故障 |
| アラーム 4.224 S(スピンドル)軸移行不良 |
| アラーム7.217 C(5番目の軸)軸位相エラー |
| アラーム7.9959 C (5th AXIS) SERIAL ENCODER DISCONNECT(C(第5軸)シリアルエンコーダー切断) |
| アラーム 6.103 B(第4軸)軸サーボエラーが大きすぎます |
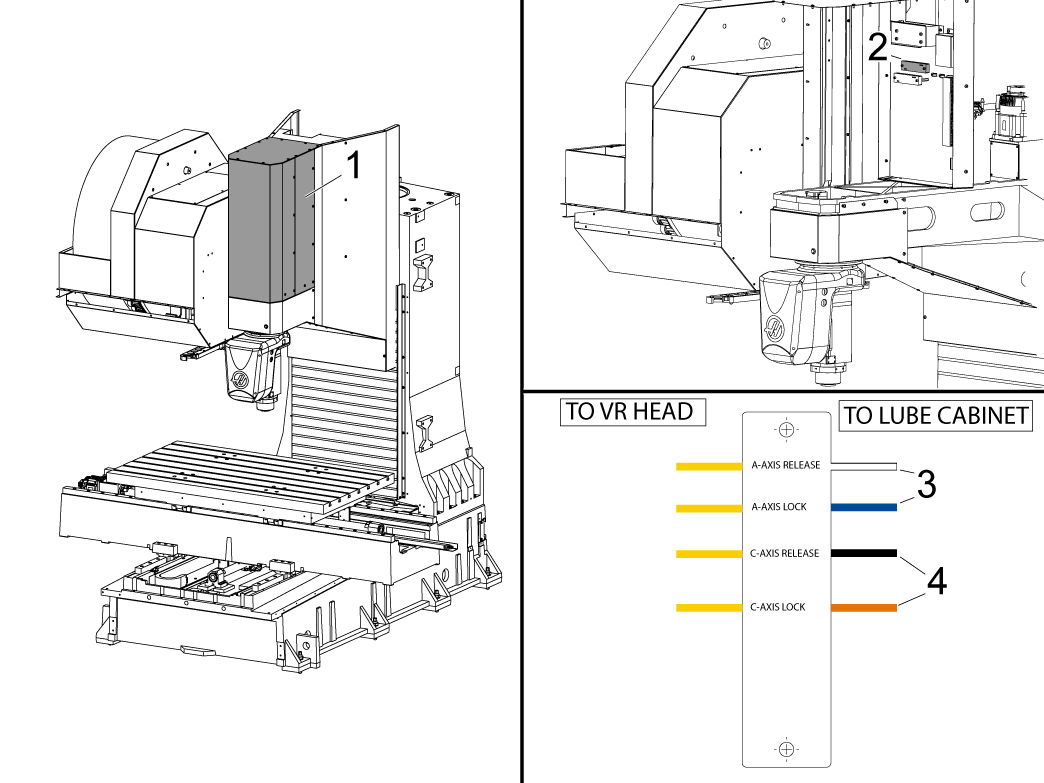
ブレーキは、動作を指示する前に解除されないため、軸に高い負荷がかかります。
ブレーキエアホースが正しく接続されていません。
|
ブレーキマニホールドをチェックし、エアラインが正しいポートに配線されていることを確認します。詳細については、 ブレーキマニホールド セクションを参照してください。
パラメータ76低空気圧遅延が変更されていないことを確認し(30.000秒)、機械へ適切に空気が入っていることを確認します。
|
| アラーム 7.103 C(第5軸)軸サーボエラーが大きすぎます |
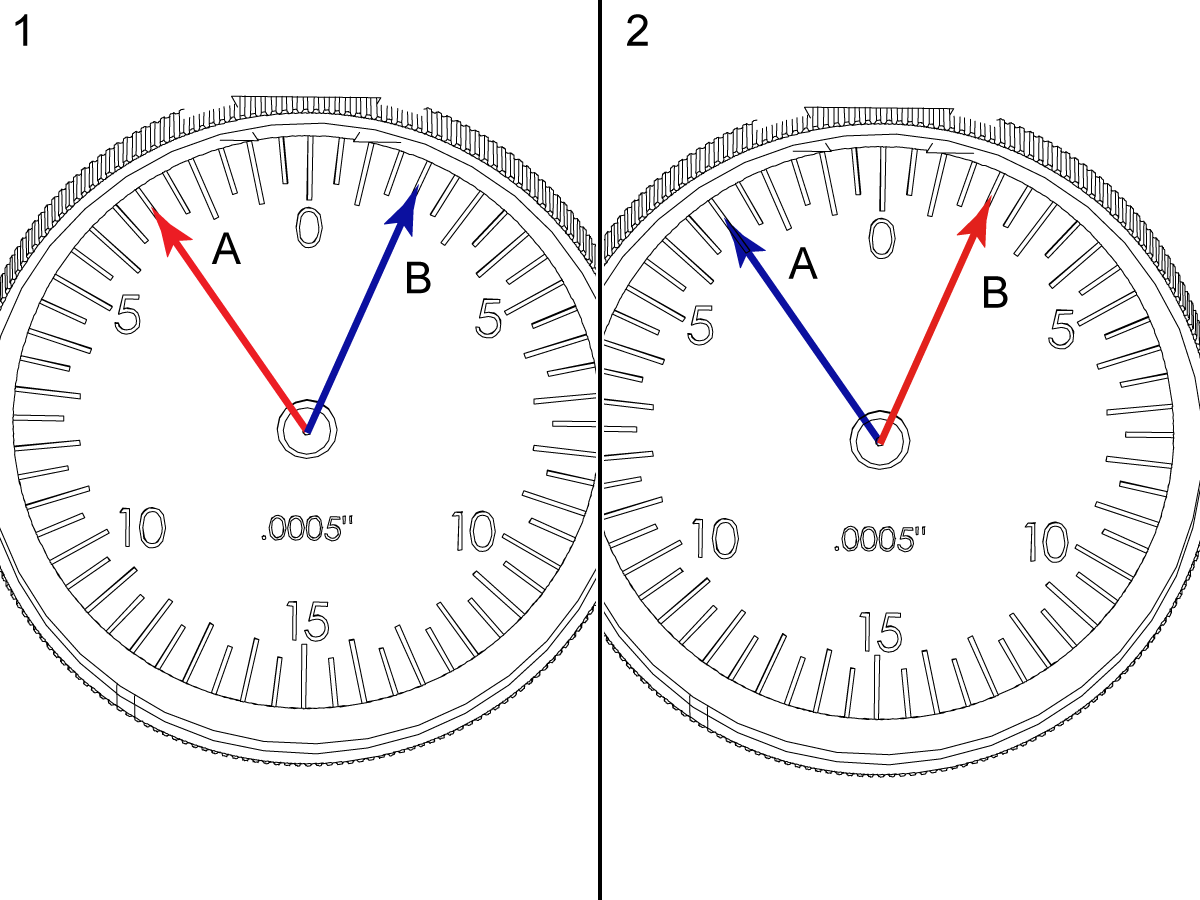
| 整列中に確立された後、ヘッドの同心度が仕様の範囲内に収まりません。 |
間違ったワッシャが、C軸の取付け面に取付けられています。 |
{icon:fa fa-file-text} 注意: Haasは、鋸歯状/小鋼ワッシャを、硬化した厚いワッシャに交換する必要があります。適切な硬化ワッシャと長いボルトについては、部品番号 93-3769 HSD C軸取付けハードウェアSVCキット を注文してください。 |

 立型マシニングセンター
立型マシニングセンター
立型マシニングセンター
立型マシニングセンター 多軸制御ソリューション
多軸制御ソリューション
多軸制御ソリューション
多軸制御ソリューション 旋盤
旋盤
旋盤
旋盤 横型マシニングセンタ
横型マシニングセンタ
横型マシニングセンタ
横型マシニングセンタ ロータリーとインデクサ
ロータリーとインデクサ
ロータリーとインデクサ
ロータリーとインデクサ オートメーション システム
オートメーション システム
オートメーション システム
オートメーション システム デスクトップ機械
デスクトップ機械
デスクトップ機械
デスクトップ機械 工場機器
工場機器
工場機器
工場機器