| 兆候 |
考え得る原因 |
是正措置 |
アラーム15.108 軸サーボ過負荷
アラーム15.103 軸サーボエラー 過大
|
バインディング変速機 |
アンプにモーター駆動にかかわる問題が発生している可能性があります。この問題が発生した場合は、当社のサービス部門にご連絡ください。
|
PS軸またはPR軸をゼロリターンすると、次のアラームが発生します。
アラーム15.103 軸サーボエラー 過大
アラーム16.103 軸サーボエラー 過大
|
ホームセンサーの障害 |
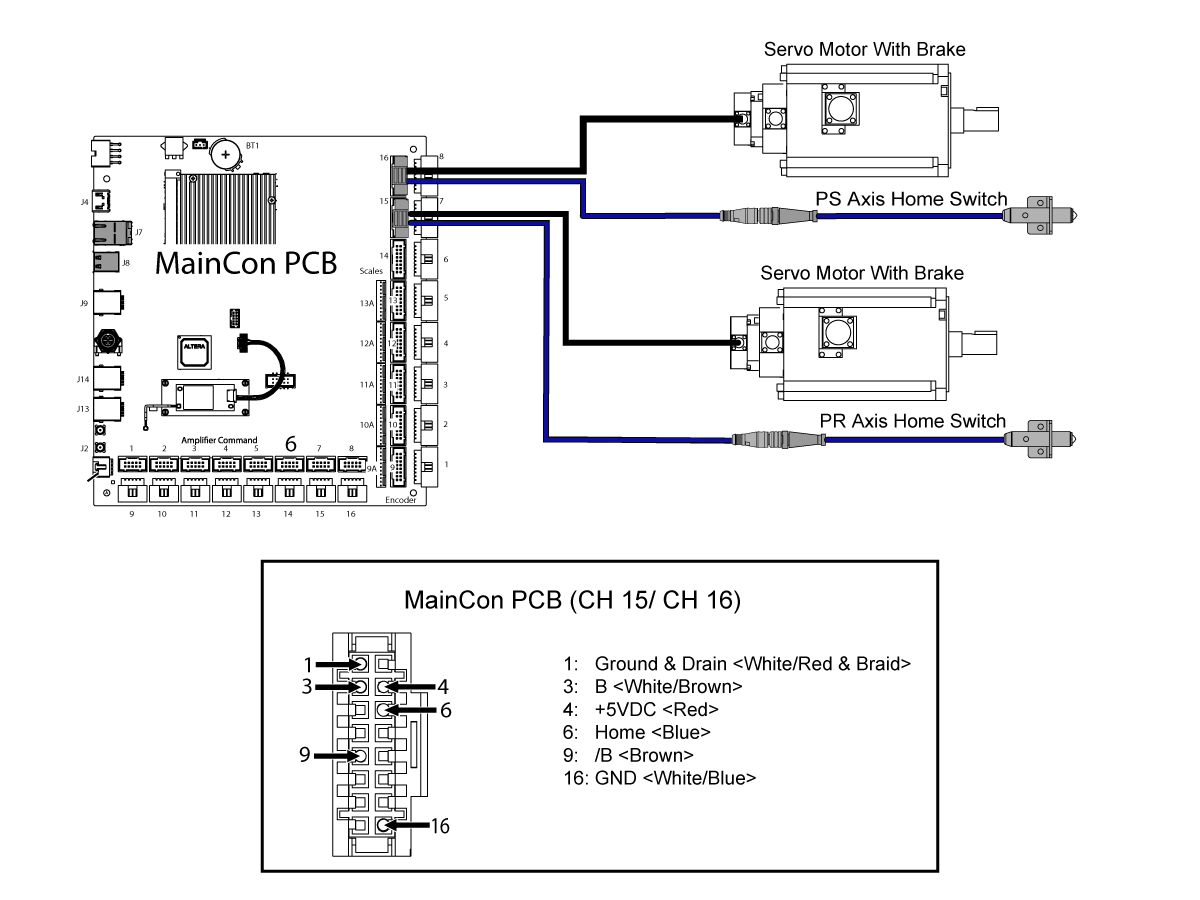
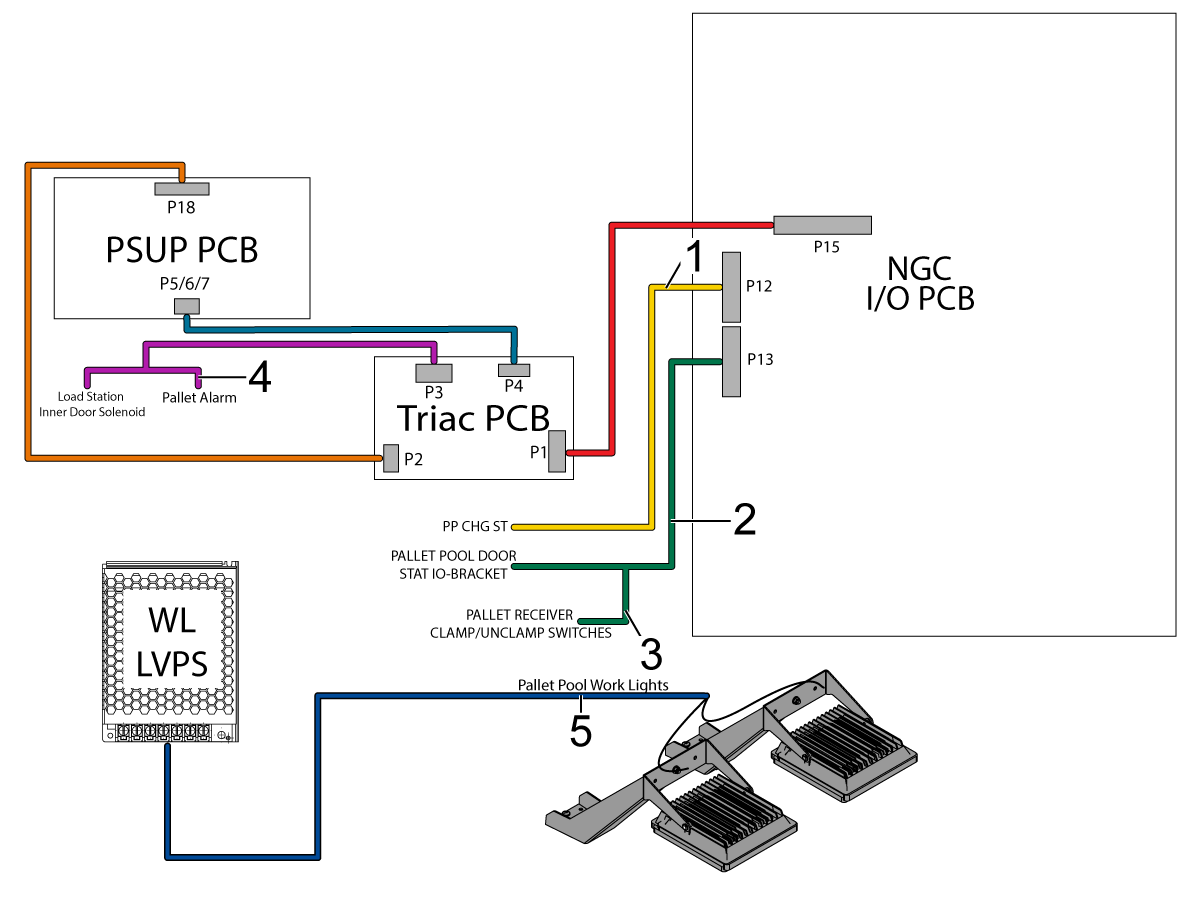
Diagnostics-MOCON(診断-MOCON)タブに移動し、PRまたはPS軸のホームスイッチ入力を検索します。PRまたはPSセンサーを手動でトリガして、ビットの状態が0から1に変化することを確認します。ビットの状態が変化しない場合は、以下の電気回路図を使用して、どのコンポーネントが故障しているかを判定してください。 |
| パレット交換中に、油圧オイルがパレット位置決めピンから漏れる、または噴出する。 |
|
Haasサービスに連絡してください。 |
| アラーム391 無効な機能 は、M180とM181を指令して生成されます |
シングルスイッチの自動ウィンドウは個別には指令できません。 |
機能は、パレットプールテンプレートによってコマンドされる必要があります。スタンドアロン機能を取得するには、お客様は自動ウィンドウインストールキットを購入する必要があります。お使いの機械モデルに適用されるADドキュメントを参照してください。
DC/DT/DM/CM/MM/SMM/UMC-350 - 自動ウィンドウ - 取り付け - AD0652
UMC 自動ウィンドウ - 取り付け - AD0663
VMC - 自動ウィンドウ - 取付け - AD0669
|
| アラーム974 パレットプールスイッチの障害 |
センサー部にチップが蓄積しています。 |
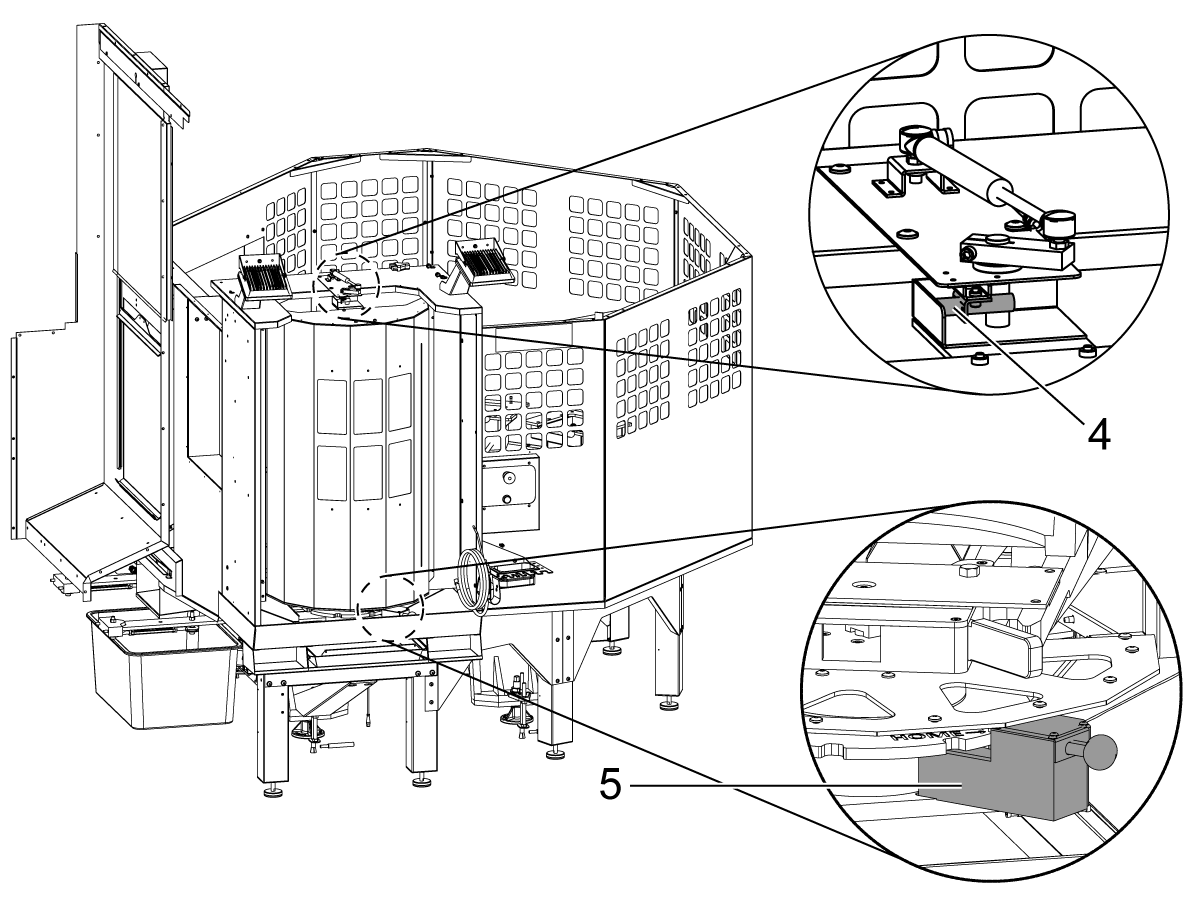
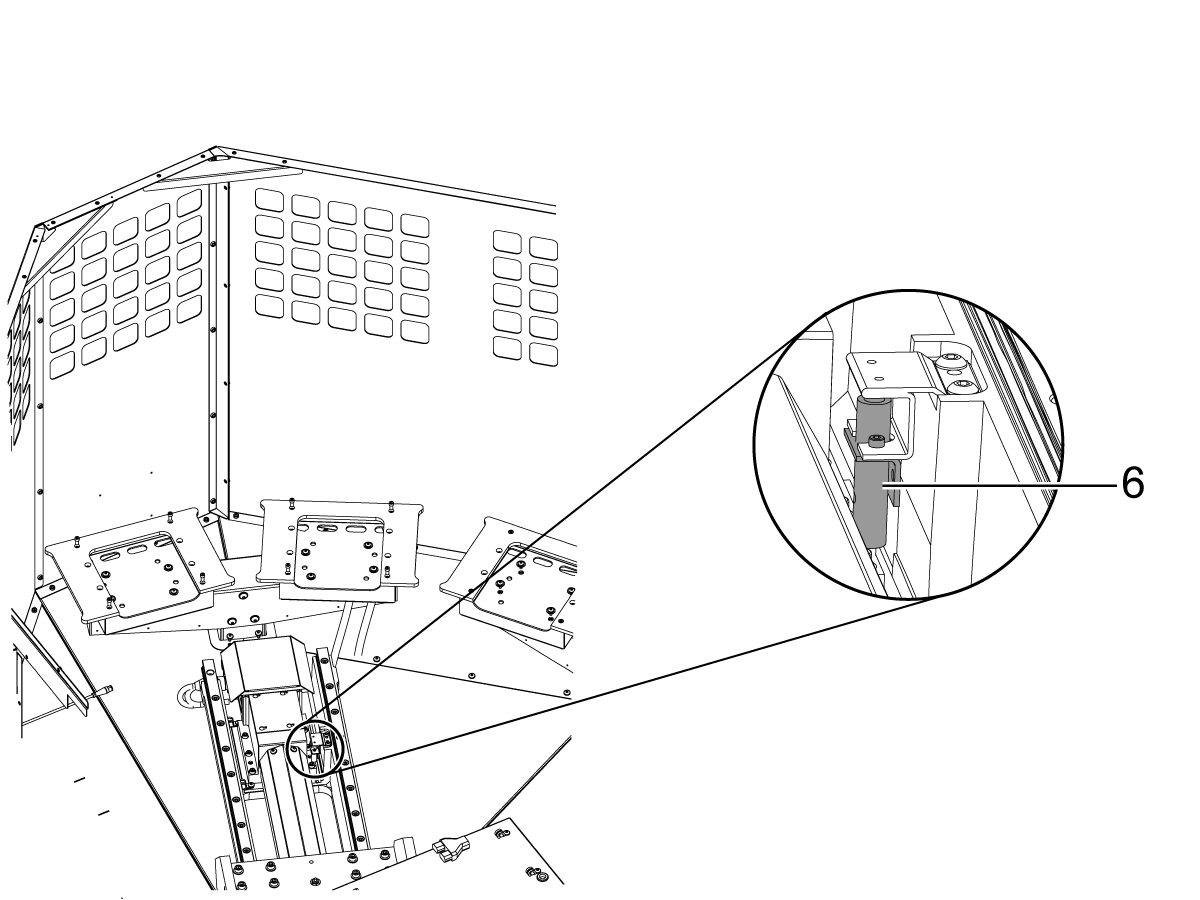
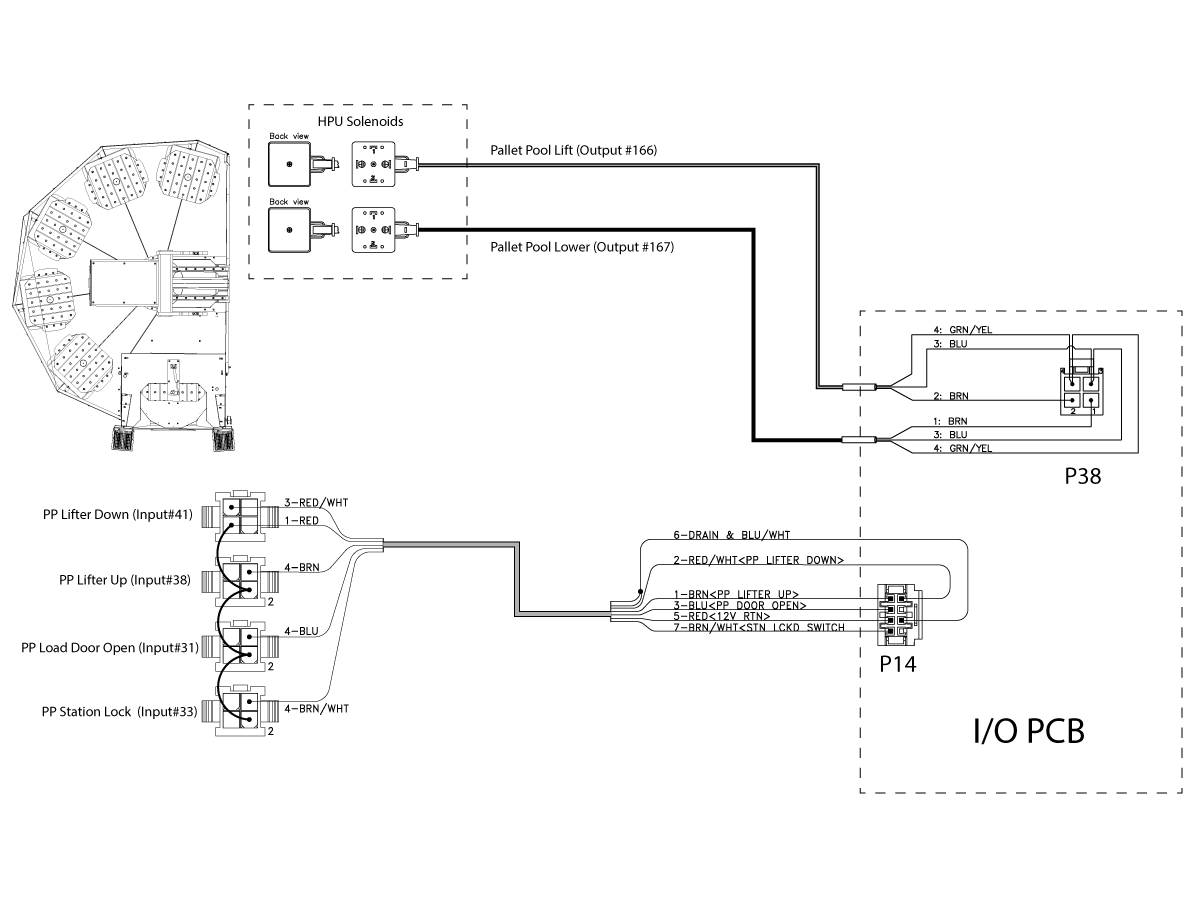
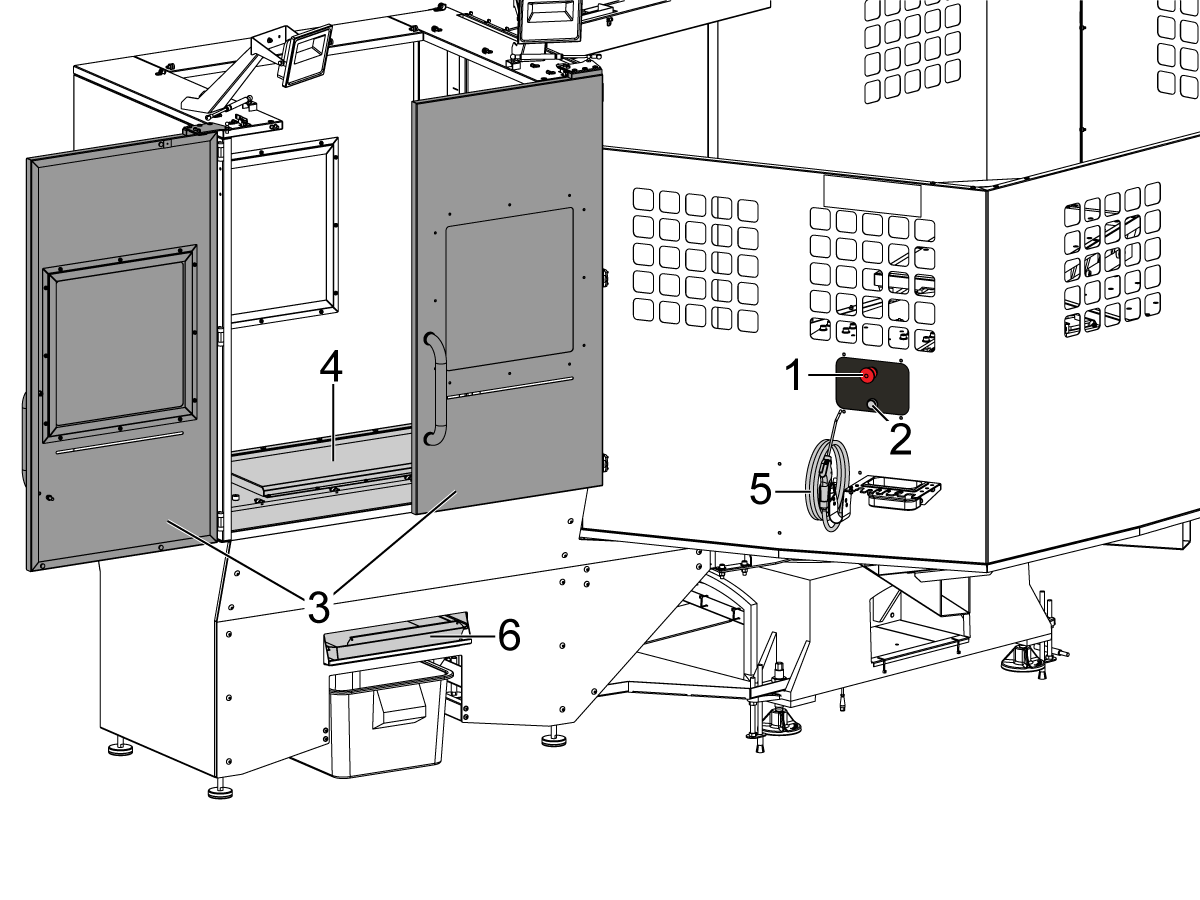
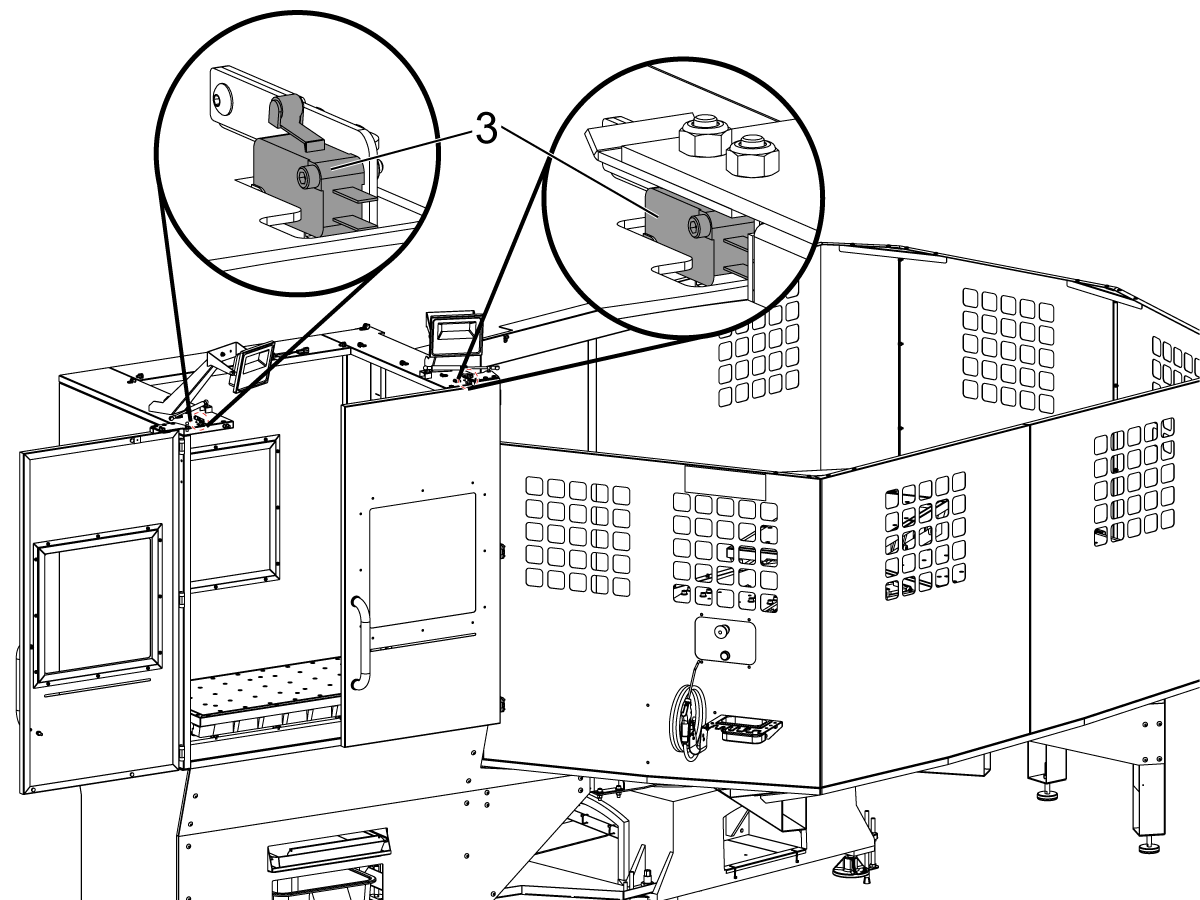
パレットリフターダウン/アップセンサーにチップがないか確認し、見つかったものをすべて掃き出します。パレットプールを修復して、再試行してください。センサーを見つけるにはイラストを使用してください。 |
| パレットプール状態の近接センサーがトリガされていません。 |
パレットリフターダウン/アップセンサーの状態をチェックし、トリガされたときにセンサーが切り替わることを確認してください。センサーの正しい状態を判断するには、下のリフターアップ/リフターダウンI/Oステータステーブルを使用してください。 |
| アラーム975 パレットプールリフターアップタイムアウト |
センサー部にチップが蓄積しています。 |
パレットリフターダウン/アップセンサーにチップがないか確認し、見つかったものをすべて掃き出します。パレットプールを修復して、再試行してください。センサーを見つけるにはイラストを使用してください。 |
| パレットプール状態の近接センサーがトリガされていません。 |
パレットリフターダウン/アップセンサーの状態をチェックし、トリガされたときにセンサーが切り替わることを確認してください。センサーの正しい状態を判断するには、下のリフターアップ/リフターダウンI/Oステータステーブルを使用してください。
パレットプールのステータスケーブル(P/N 33-0427)が正しく固定されていることを確認します。 以下に示す 電気回路図を使用してください。
|
| アラーム977 パレットプールリフターアップタイムアウト |
油圧または液量が不足しています。 |
ポンプがオンになっており、パレットリフターを持ち上げるのに十分な圧力になっていることを確認してください。 |
| パレットリフターのクランプが解除されていません。 |
パレットリフターの上昇を妨げている機械的な障害物がないか確認してください。 |
| パレットプールアップスイッチまたは配線が損傷しています。 |
パレットリフターアップセンサーとパレットリフターダウンセンサーが適切に動作しているかどうかを確認してください。 センサーの正しい状態を判断するには、 リフターアップ/リフターダウンI/Oステータス テーブルを使用してください。 |
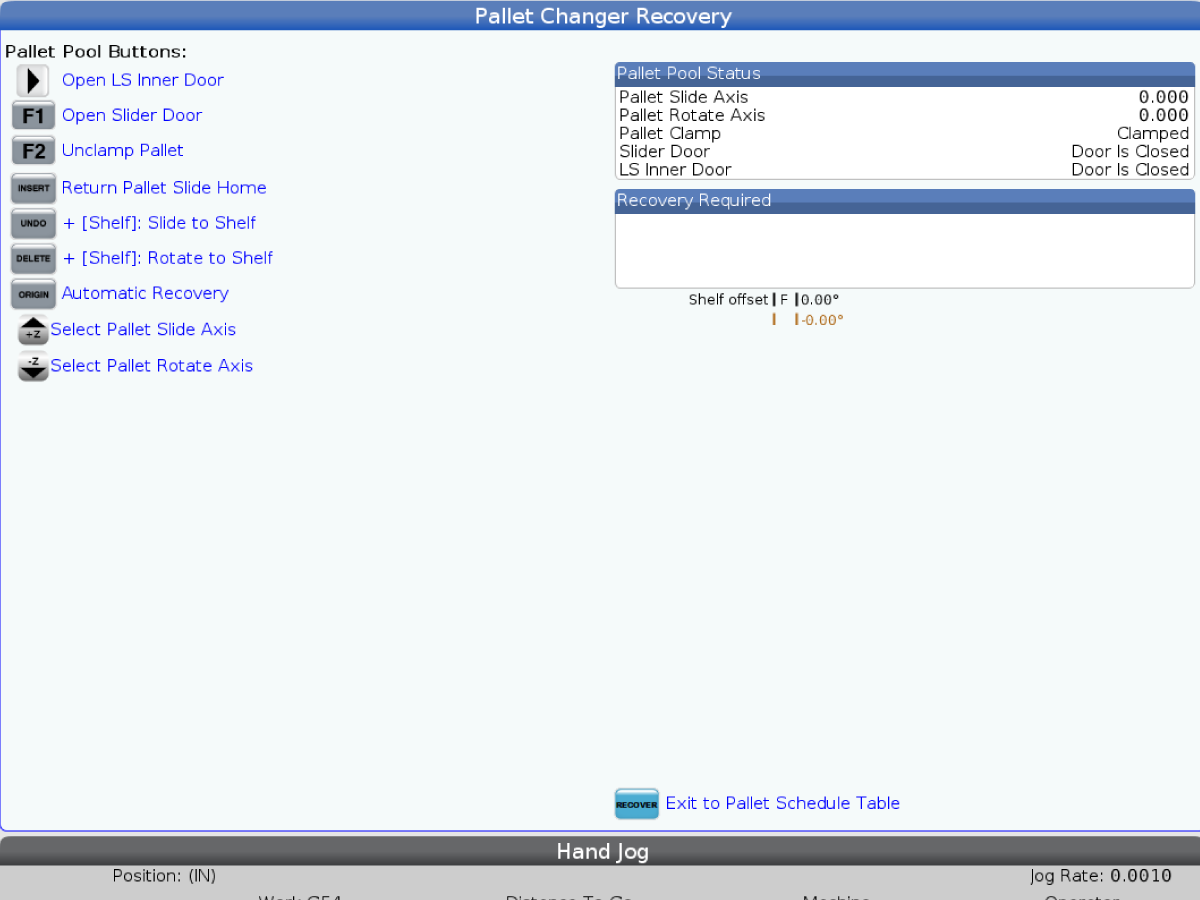
| アラーム9887 パレットプールリフターが上がっています |
パレットの回収試行時にリフターが上がっています。 |
「RECOVERY」と入力して自動復旧を試みるか、リカバリページに入り、リフターに上下するようコマンドを与え、リフターが動作することを確認してください。PPリフターアップ(入力38)をチェックして、正しく動作していることを確認してください。センサーの正しい状態を判断するには、下の リフターアップ/リフターダウンI/Oステータス テーブルを使用してください。 |
| アラーム9888 パレットプールリフターが下がっています |
パレット回収時、またはパレット配置時にリフターが下がっています。 |
「RECOVERY」と入力して、自動復旧を試みてください。自動復旧が失敗した場合は、リカバリページに入り、リフターに上下するようコマンドを与え、リフターが動作することを確認してください。 PPリフターダウン(入力41)をチェックして、正しく動作していることを確認してください。 センサーの正しい状態を判断するには、 リフターアップ/リフターダウンI/Oステータス テーブルを使用してください。 |
| パレットプールに間違った量のパレットが表示されています。 |
パラメータ740 パレットプールの最大パレット数が正しく設定されていません |
パラメータ740を正しいパレット数に変更します |
| パレットプールアップ&ダウンソレノイドは逆に機能しています |
アップ&ダウンソレノイドケーブルのラベルが間違っています |
注文 93-3268 または 93-3268、 正しくラベル付けされたケーブル用のソレノイドケーブルキットを下げて持ち上げます。 |
| パレットチェンジャーのクランプ/アンクランプ メカニズムが逆に動作します。 |
油圧ラインが逆になります。 |
油圧リフトシリンダーと油圧電源装置の両端をチェックし、正しく設定されていることを確認します。 |
| パレットクランプ/アンクランプのセンサーが逆になっています。 |
レシーバーにパレットが付いています。 パレットにクランプとアンクランプを指示します。 [I / O]タブに移動し、入力 25 PALLET CHANGER PALLET UNCLMPED (パレットチェンジャー パレットアンクランプ状態)、および 29 PALLET CHANGER PALLET CLAMPED (パレットチェンジャー パレットクランプ状態)が正しい状態に切り替わることを確認してください。 端子台を確認し、正しく接続されていることを確認してください。 |
| アラーム9889 パレットプール スライダー ドア オープン タイムアウト |
スライダードアが所要制限時間内に開きませんでした |
ドアオープンスイッチを妨げるものがないことを確認します。 |
| スイッチを印に合わせて調整し、所定の位置にあるときに切り替わることを確認します。 |
| ソレノイドが適切に機能しているかどうかを確認してください。 |
| ドアオープンスイッチを妨げるものがないことを確認します。 |
| アラーム9890 パレットプール スライダードア クローズ タイムアウト |
スライダードアが所要制限時間内に閉じませんでした |
| スイッチを印に合わせて調整し、所定の位置にあるときに切り替わることを確認します |
| ソレノイドが適切に機能しているかどうかを確認してください。 |
| アラーム9892 パレットプール スライダードアが開いていない |
スライダードアが開いていることが想定される時に、閉じていることが検出されました。 |
障害物がないか、スライダードアの周囲をチェックしてください |
| 正しいスイッチが正しい場所にあることを確認してください |
| アラーム9893 パレットプール スライダードアが開いている |
スライダードアが閉じていることが想定される時に、開いていることが検出されました。 |
障害物がないか、スライダードアの周囲をチェックしてください |
| 正しいスイッチが正しい場所にあることを確認してください |
| パレットが機械に積載されるたびに、パレットスケジューラページにPallet "Missing" のメッセージが現れます |
クランプとクランプ解除スイッチが正しく調整されていません |
I/O タブに移動し、入力 25 PALLET CHANGER PALLET UNCLMPED(パレットチェンジャー パレットアンクランプ状態)、 29 PALLET CHANGER PALLET CLAMPED (パレットチェンジャー パレットクランプ状態)、および出力 44 PALLET CHANGER UNCLAMPED(パレットチェンジャー パレットアンクランプ状態) が正しい状態に切り替わることを確認してください。クランプ/クランプ解除スイッチを正しい状態になるまで調整します。 |
| アラーム946 APCパレットクランプタイムアウト |
| アラーム15.165 軸ゼロリターンマージンが小さすぎます |
輸送中に機械がシフトした可能性があります |
グリッドオフセットをやり直し、工具交換オフセットを再設定します。詳細については、Haas Serviceに連絡して、その方法に関する内部手順を確認してください。 |
| Alarm 16.165 PS-軸ゼロリターンマージンが小さすぎます |
輸送中に機械がシフトした可能性があります |
グリッドオフセットをやり直し、工具交換オフセットを再設定します。詳細については、Haas Serviceに連絡して、その方法に関する内部手順を確認してください。 |
| 機械が、ロードとピックアップシリンダーの作動中の大部分の間ガタつく音がしている |
輸送中に機械がシフトした可能性があります |
工具交換オフセットを調整する必要があります。 詳細については、Haas Serviceに連絡して、その方法に関する内部手順を確認してください。 |
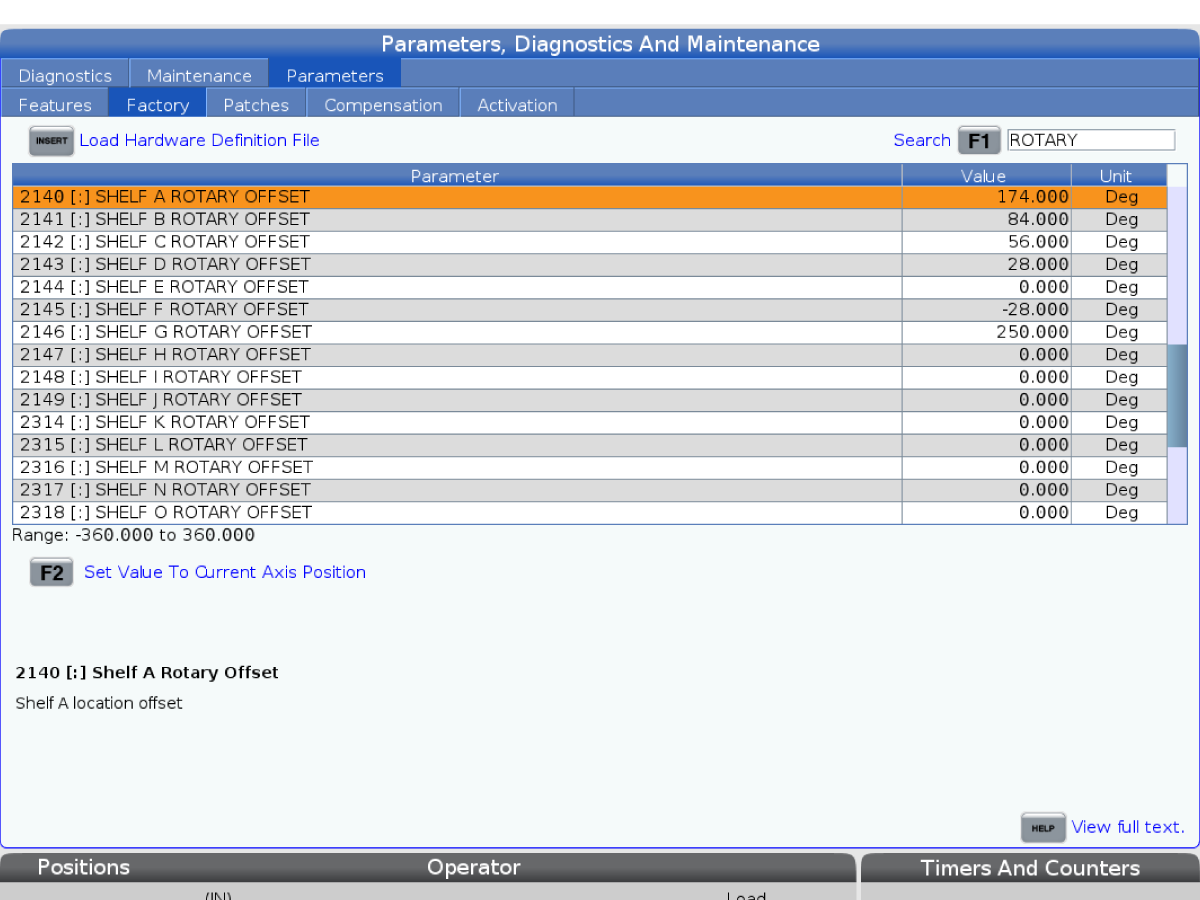
| 「積載ステーションのパレットを戻す」および「反転表示されたパレットを使う」を選択した際に、「パレットなし」メッセージが表示される |
パラメータ2129が「PP_Shelf_ A」に設定されていませんでした |
USBサービスキーを使用し、サービスモードにします。[DIAGNOSTIC(診断)]を押し、 PARAMETERS(パラメータ)>Factory(工場) 設定タブに移動します。次の工場出荷時設定値 2129[:] パレット積載シェルフ = PP_Shelf_A に設定します。 |
2023年8月以前に製造されたUMC-1250機械
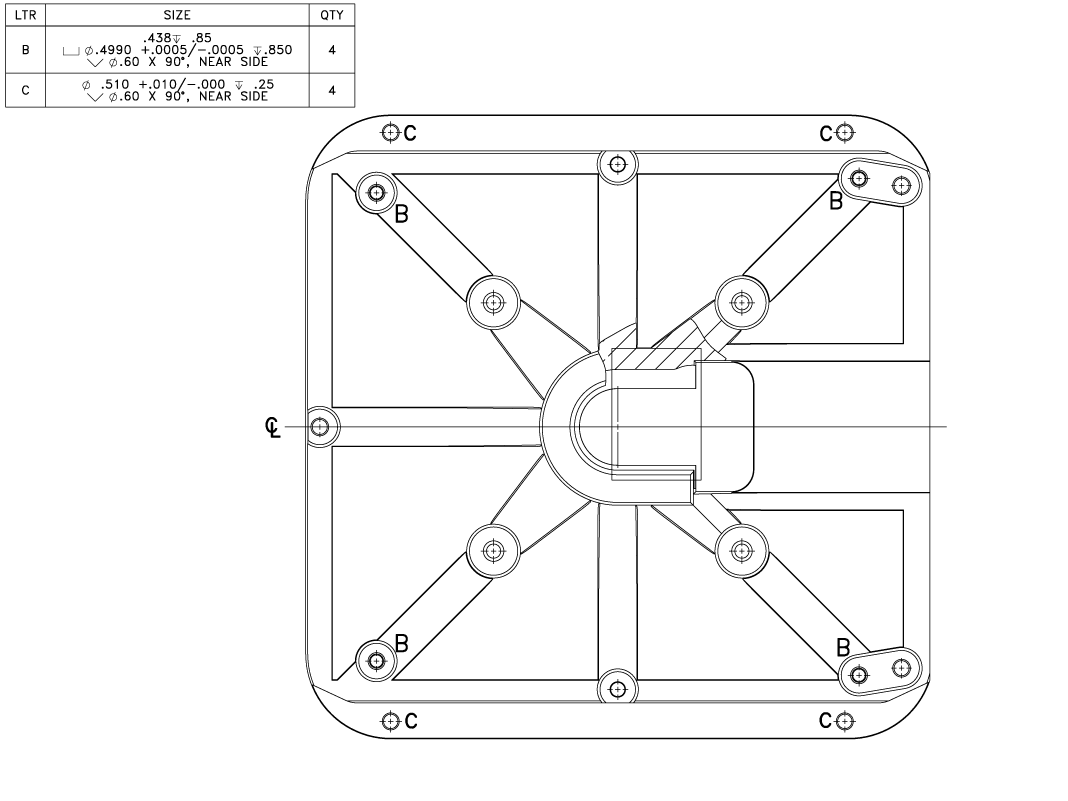
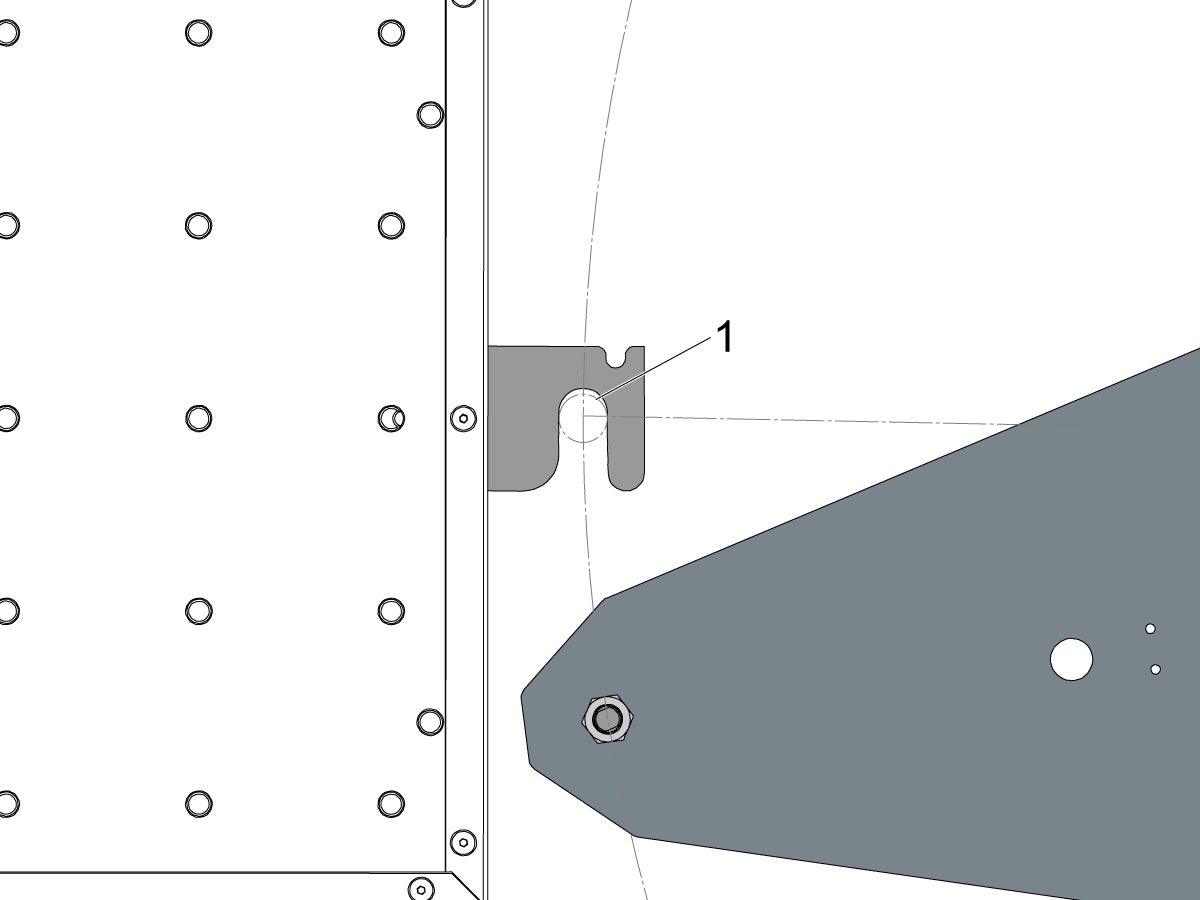
パレットがパレット保管ステーションで均一になっていません
|
パレットのスリップフィット穴の直径が正しくありません。 |
詳細については、UMC-1250パレットスリップフィット穴直径のセクションを参照してください |

 立型マシニングセンター
立型マシニングセンター
立型マシニングセンター
立型マシニングセンター 多軸制御ソリューション
多軸制御ソリューション
多軸制御ソリューション
多軸制御ソリューション 旋盤
旋盤
旋盤
旋盤 横型マシニングセンタ
横型マシニングセンタ
横型マシニングセンタ
横型マシニングセンタ ロータリーとインデクサ
ロータリーとインデクサ
ロータリーとインデクサ
ロータリーとインデクサ オートメーション システム
オートメーション システム
オートメーション システム
オートメーション システム デスクトップ機械
デスクトップ機械
デスクトップ機械
デスクトップ機械 工場機器
工場機器
工場機器
工場機器