
 立式加工中心
立式加工中心
 多轴解决方案
多轴解决方案
 车削中心
车削中心
 卧式加工中心
卧式加工中心
 转台和分度器
转台和分度器
 自动化系统
自动化系统
 桌面机床
桌面机床
 车间设备
车间设备
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

AD0475

此程序所述为如何在以下机床设备上安装台式工作灯:
先决条件
所需零件:
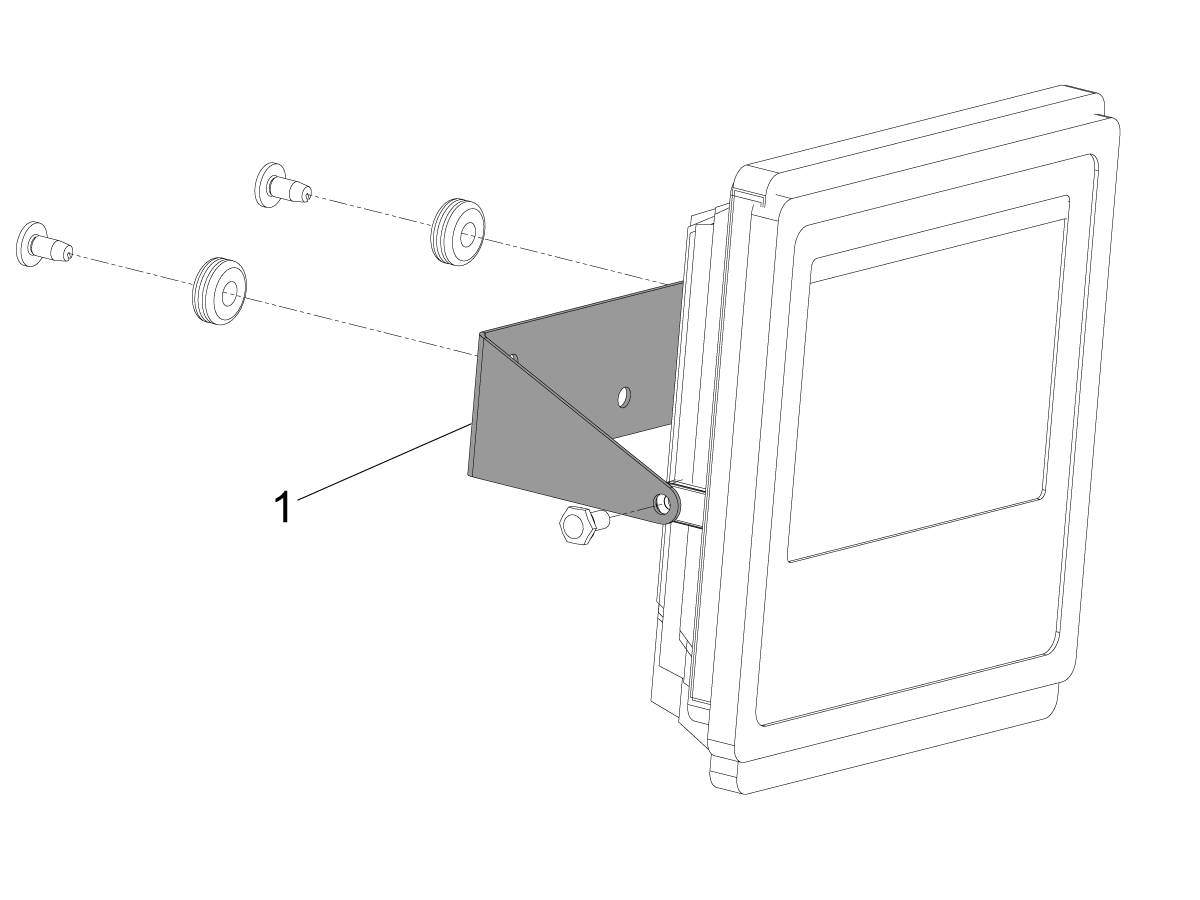
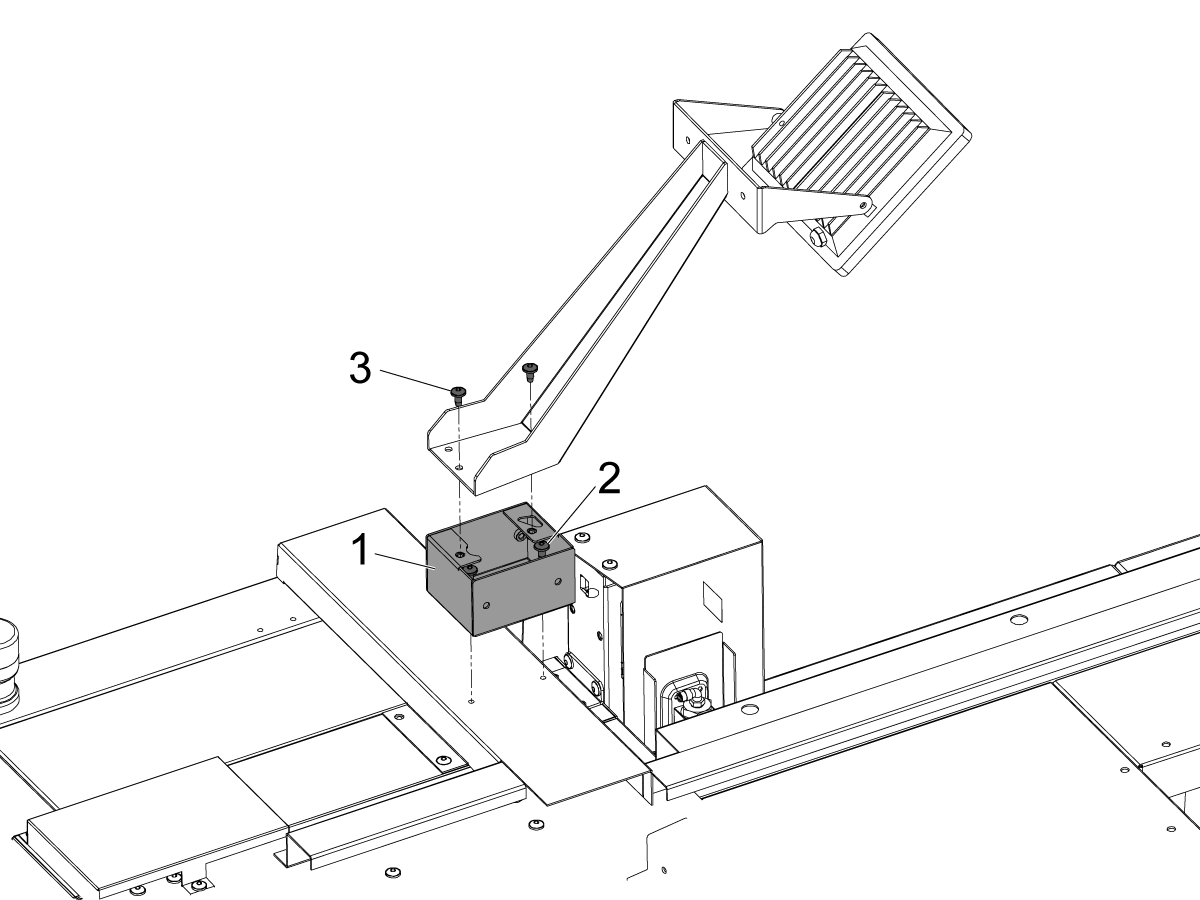
如图所示,使用套件中所述组件组装工作灯。
继续安装前,需将支架[1] 更改为在指定提供的支架。
推 POWER OFF。
将主断路器设置为 OFF(关闭) 位置。
锁定主断路器。使用带有已批准安全标签的已批准锁。
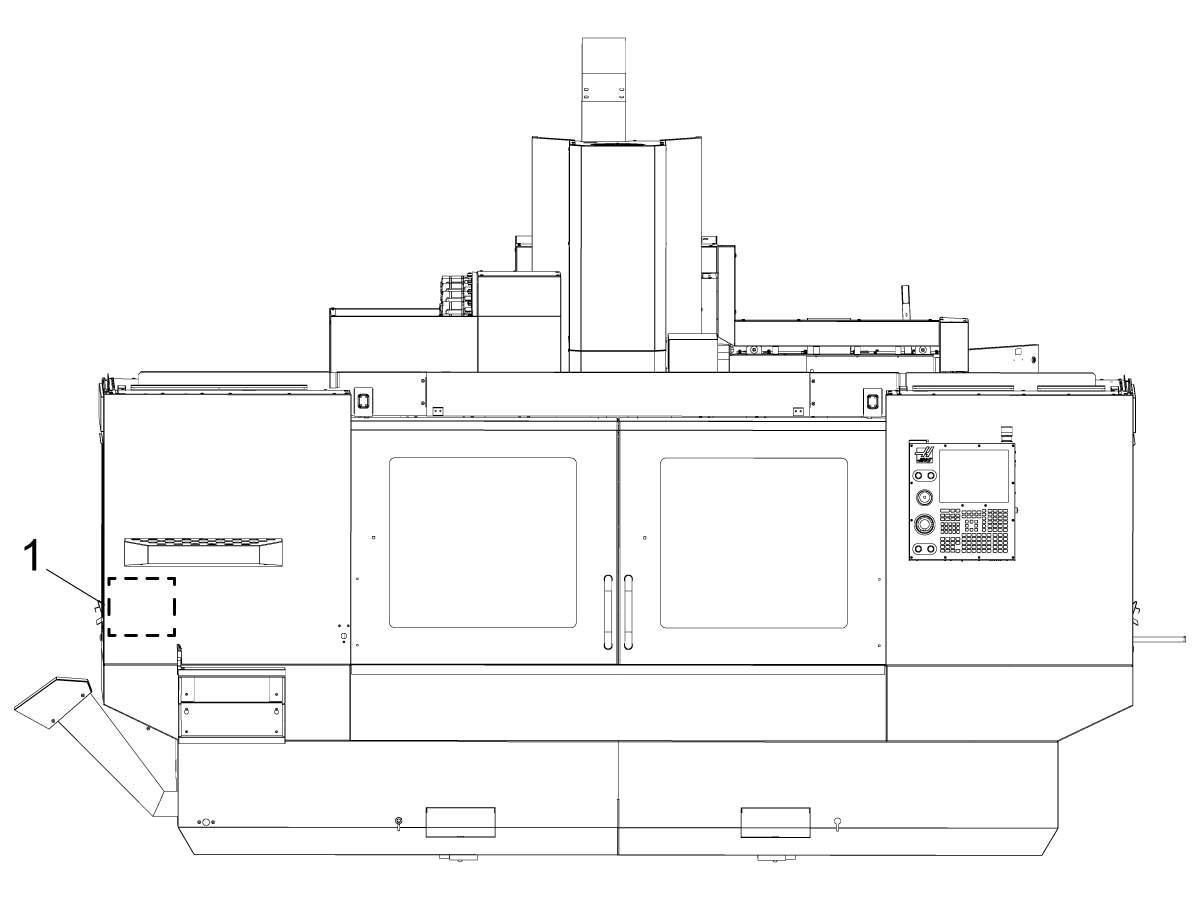
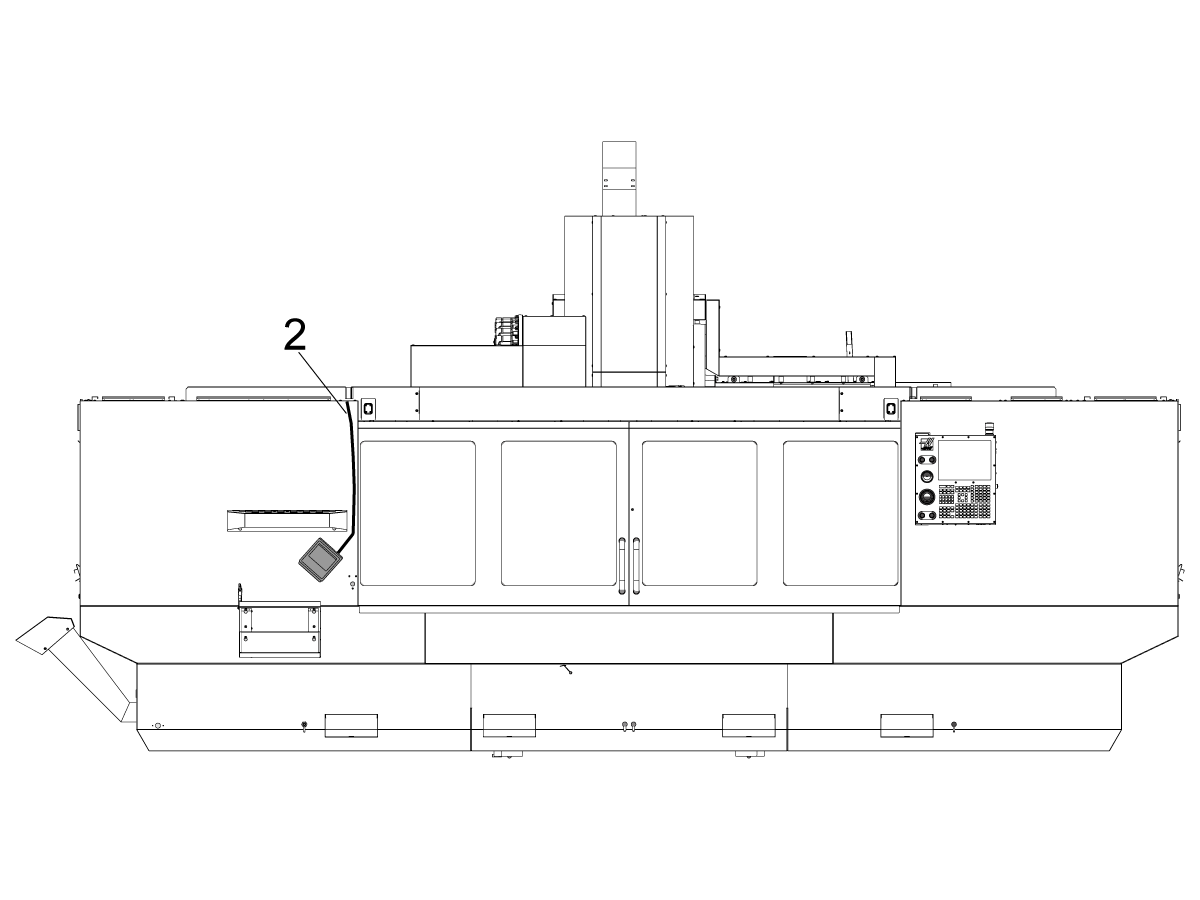
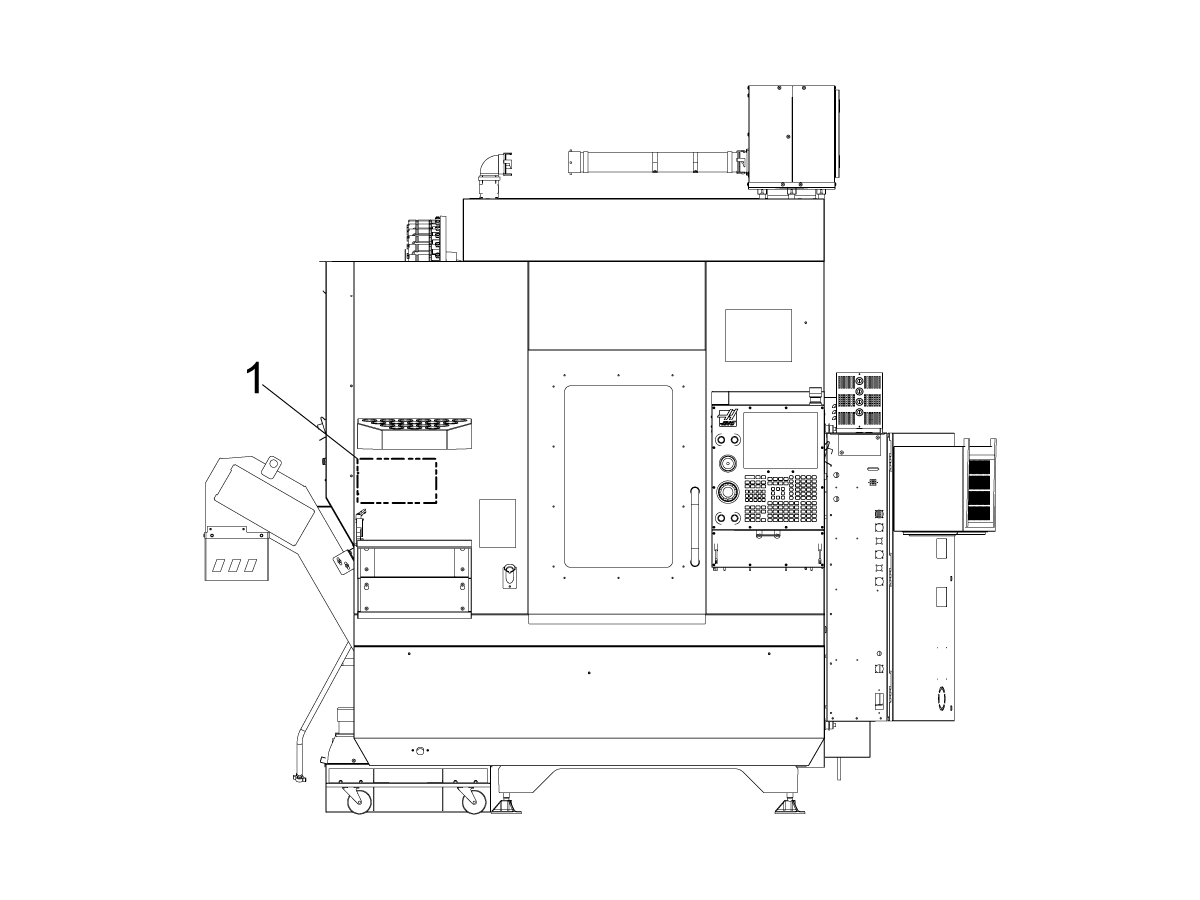
对于 VF-6 至 VF-9,工作灯将置于表示为[1]的位置。

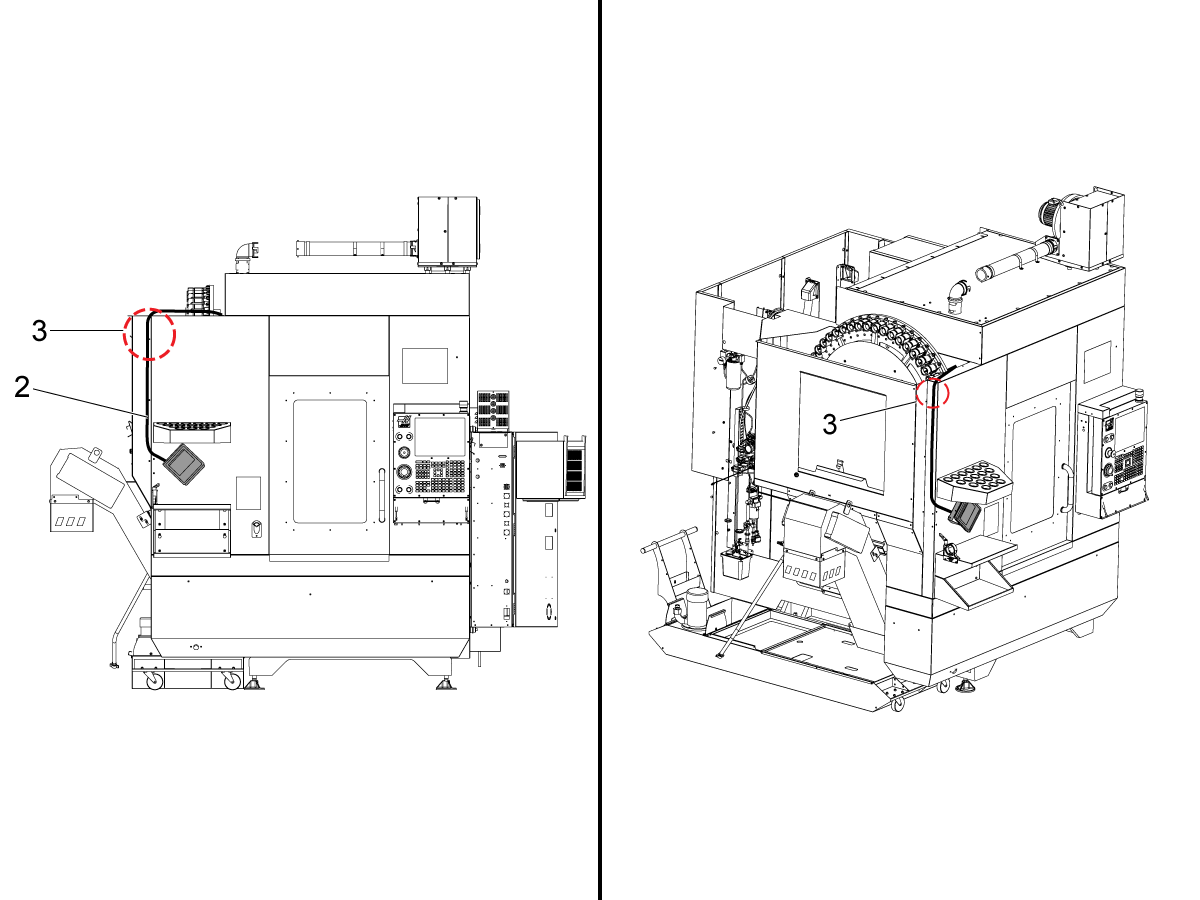
开始将电缆布线至机床设备顶部[2],使用套件中提供的接线通道在机床前部将电缆整齐地卷起。
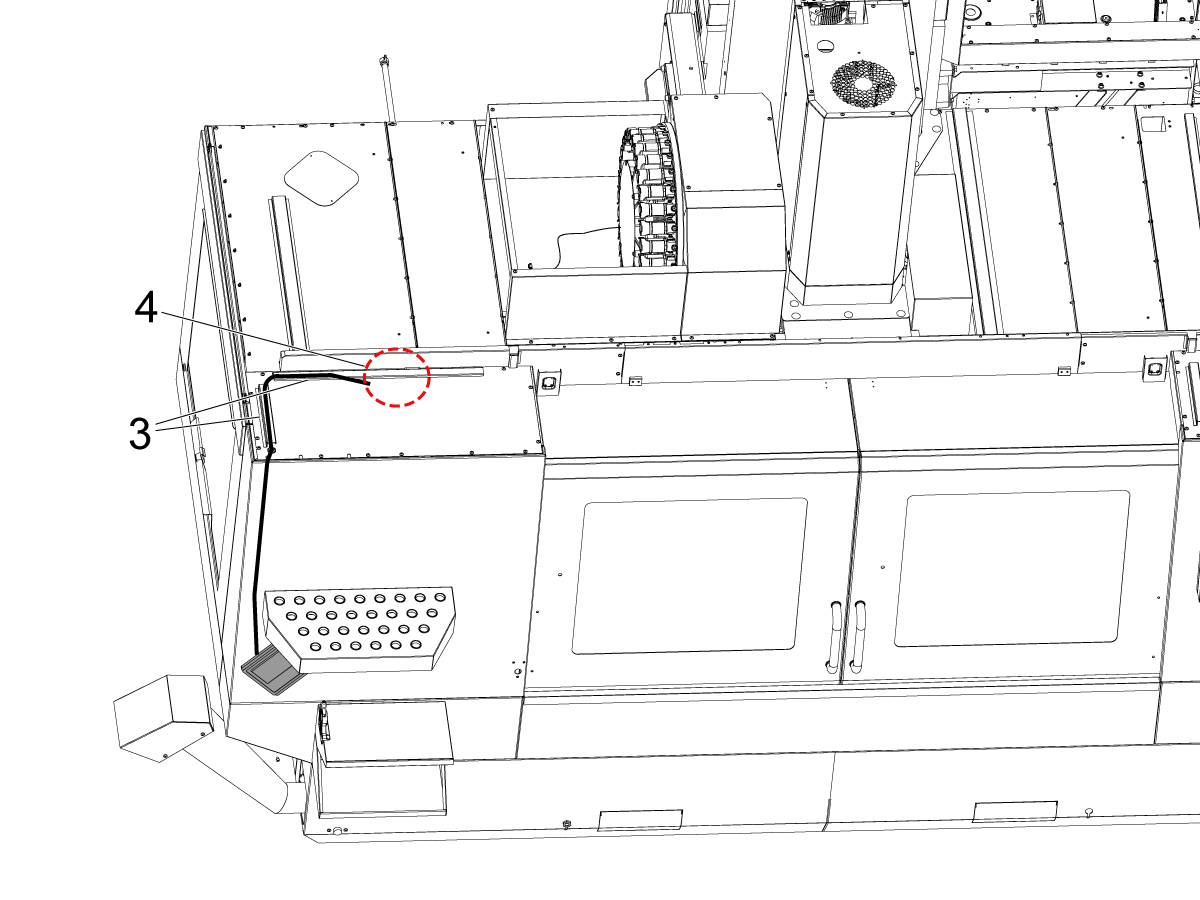
如在机床设备上方,请连接延长线,以便工作灯电缆到达表示为[4]的连接区域。
断开内部 LED电 缆连接,然后将分离器添加至连接区域[4]。连接工作灯电缆,然后重新连接内部 LED 灯电缆。
最好将多余的电缆隐藏在电缆盖板钣金[3]下。
如有必要,请通过束线带将电缆固定到位。
操作控制器侧面的照明灯开关,以测试工作灯是否打开。
推 POWER OFF。
将主断路器设置为 OFF(关闭) 位置。
锁定主断路器。使用带有已批准安全标签的已批准锁。
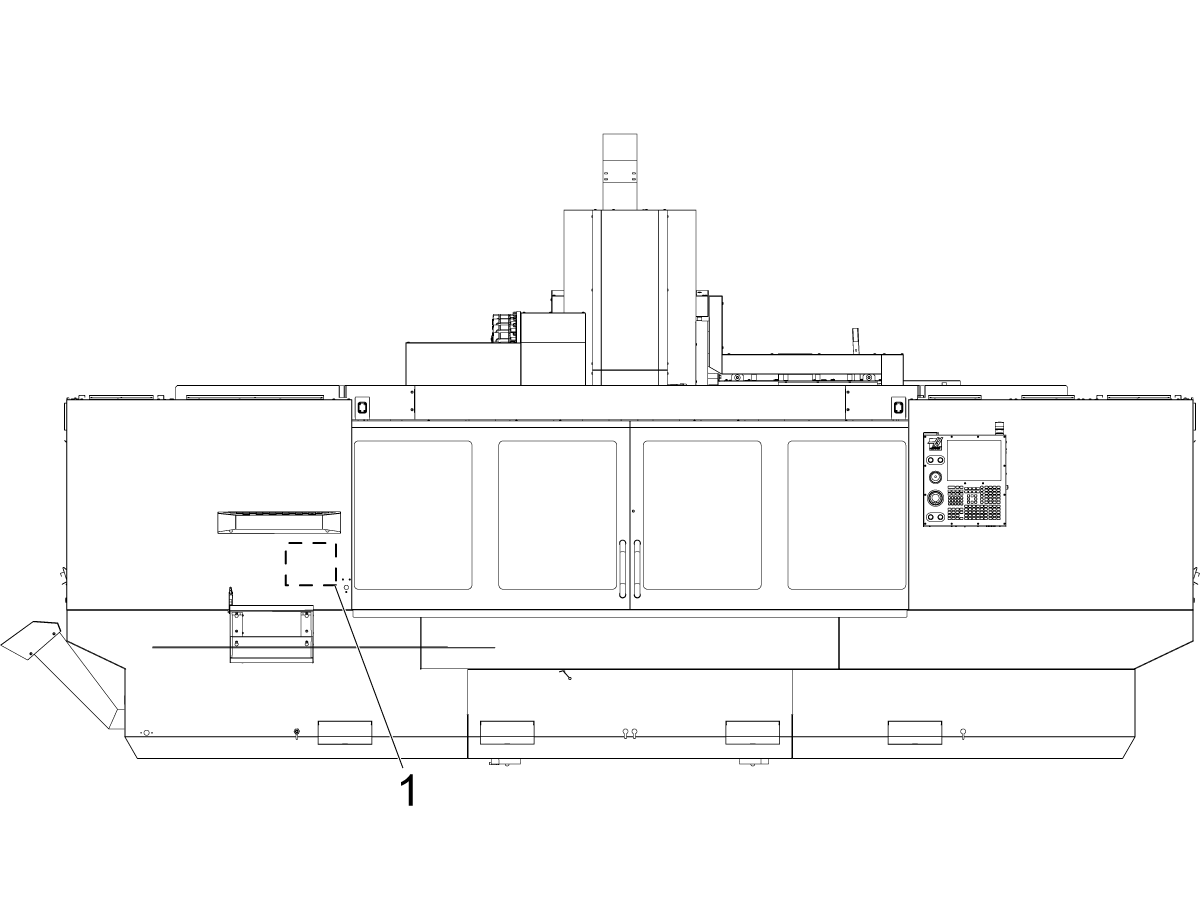
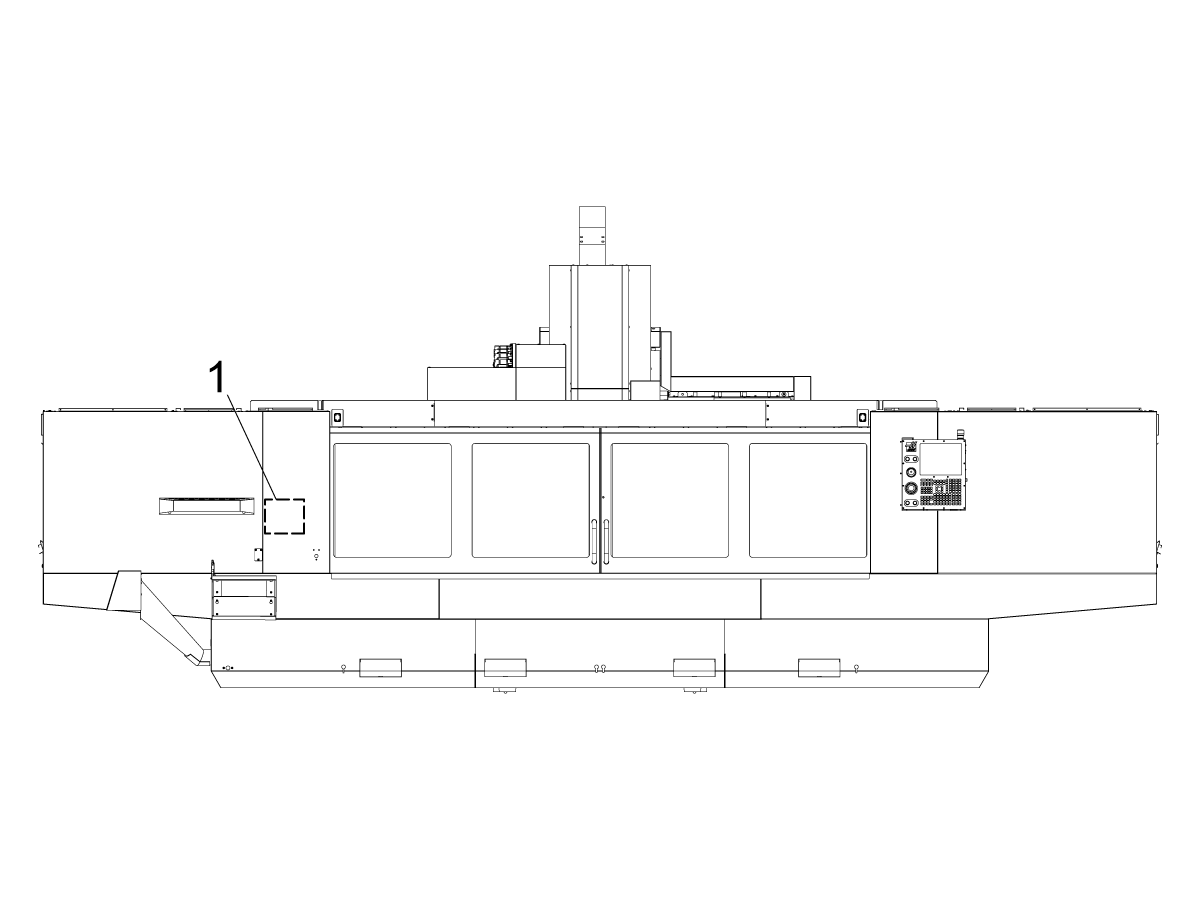
VF 10 的工作灯将置于表示为[1]的位置。
开始将电缆布线至机床设备顶部[2],使用套件中提供的接线通道在机床前部将电缆整齐地卷起。

如在机床设备上方,请连接延长线,以便工作灯电缆到达表示为[3]的连接区域。
如果不使用延长线,并且将多余的部分整齐地拉紧,则工作灯电缆的长度可能足以满足连接要求。
断开内部 LED 电缆连接,然后将分离器添加至连接区域[3]。连接工作灯电缆,然后重新连接内部 LED 灯电缆。
操作控制器侧面的照明灯开关,以测试工作灯是否打开。
推 POWER OFF。
将主断路器设置为 OFF(关闭) 位置。
锁定主断路器。使用带有已批准安全标签的已批准锁。
VF 10 的工作灯将置于表示为[1]的位置。
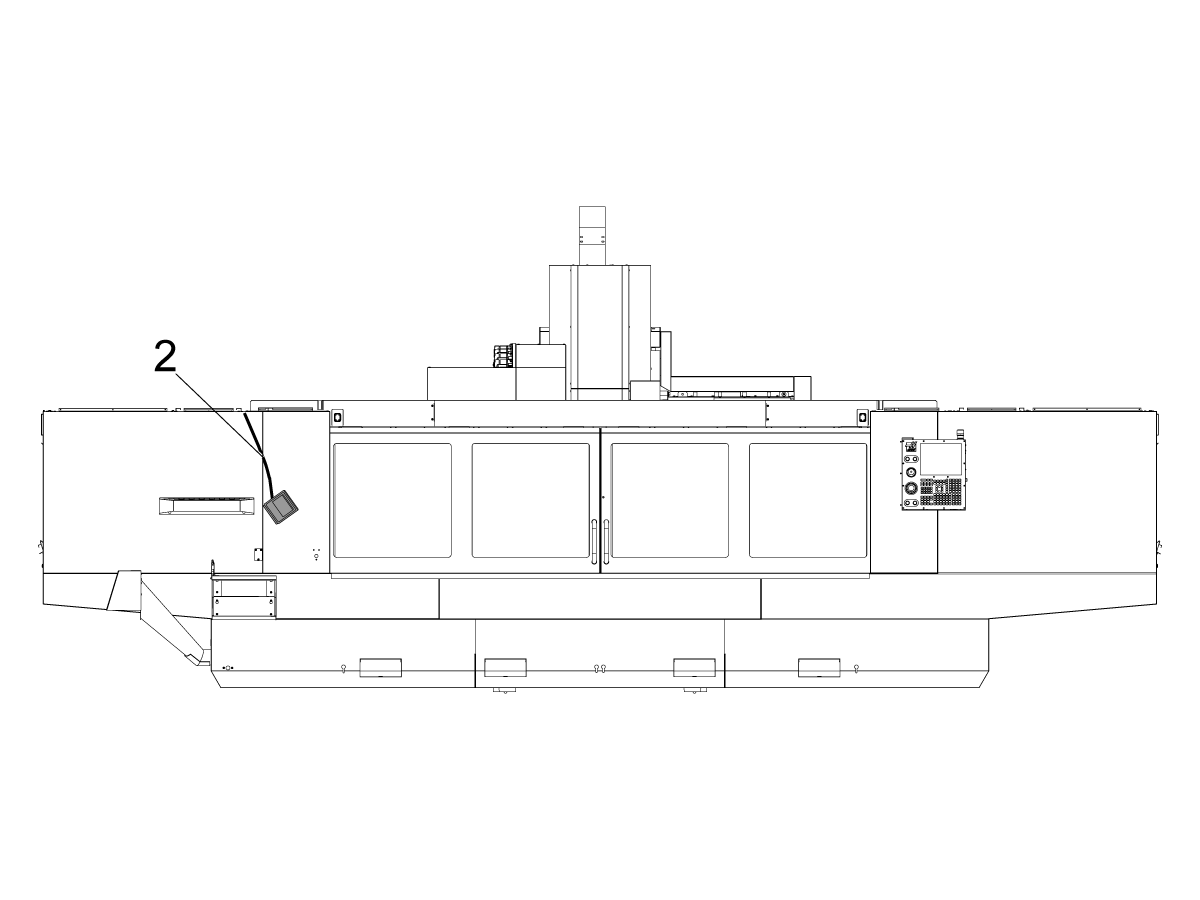
开始将电缆布线至机床设备顶部[2],使用套件中提供的接线通道在机床前部将电缆整齐地卷起。
如在机床设备上方,请连接延长线,以便工作灯电缆到达表示为[3]的连接区域。
如果不使用延长线,并且将多余的部分整齐地拉紧,则工作灯电缆的长度可能足以满足连接要求。
断开内部 LED 电缆连接,然后将分离器添加至连接区域[3]。连接工作灯电缆,然后重新连接内部 LED 灯电缆。
操作控制器侧面的照明灯开关,以测试工作灯是否打开。
推 POWER OFF。
将主断路器设置为 OFF(关闭) 位置。
锁定主断路器。使用带有已批准安全标签的已批准锁。
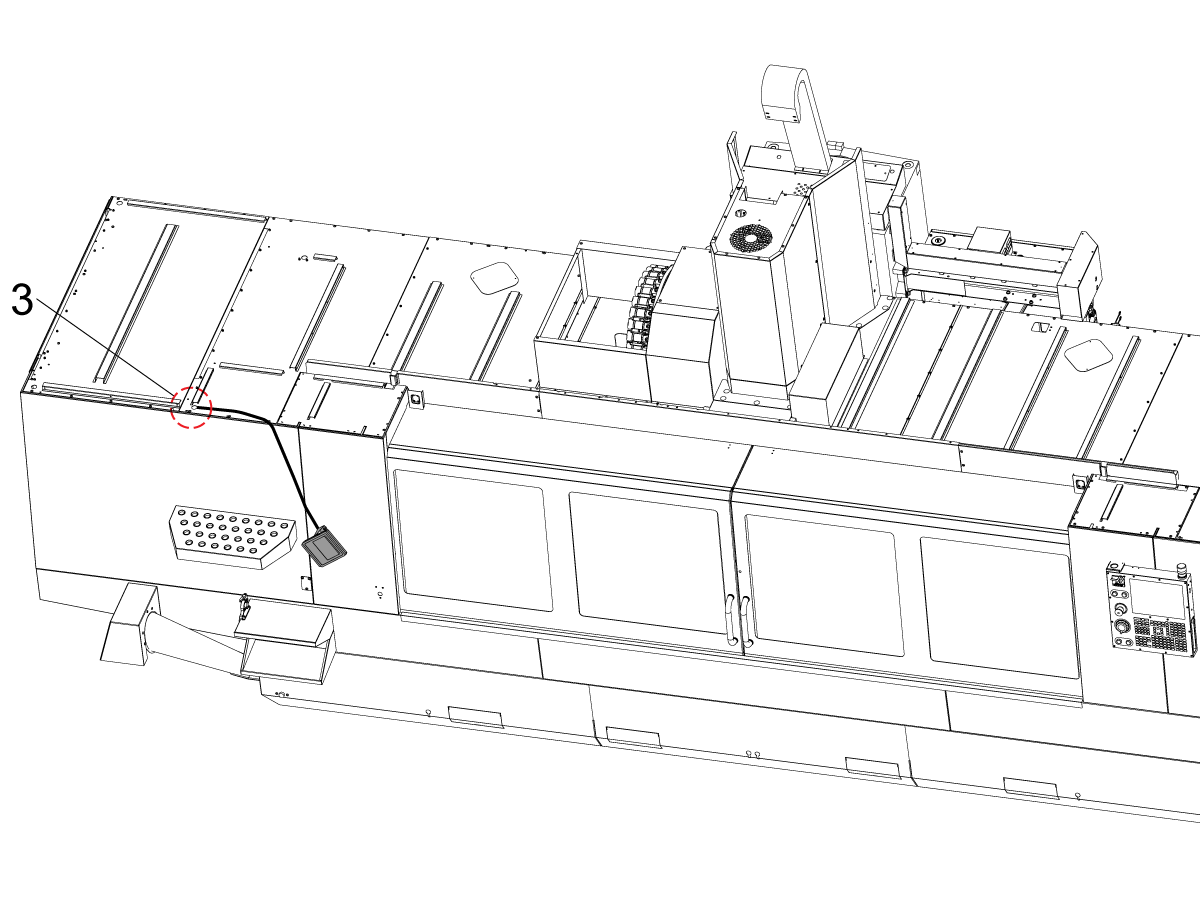
对于 UMC 管线,其工作照明将置于[1]所示的位置。
若要将电缆布线至机床设备顶部,首先将电缆置于刀架更换边缘旁边的机床侧面[2]。使用套件中提供的接线通道在机床前部将电缆整齐地卷起。
在指定的区域[3]中连接延长线,以便可以将其引导至换刀装置区域。
UMC-750 预重启
工作台位于机床设备右侧。将工作灯安装在位置[1],使用接线通道将电线隐藏在机床正面。使用三件扩展件将接线引至顶部主轴盖[2]周围(未图示),插入换刀装置护罩内。
按照电缆[4]查找内部 LED 电缆连接并将其拔下。
操作控制器侧面的照明灯开关,以测试工作灯是否打开。
AD0531
此程序介绍如何在以下机床设备上安装 24VDC 台式工作灯:
所需零件:
说明:对于 VF-14 和 VR-14,使用客户现场安装套件 93-1000522 作为写字台
说明:如果您要安装 115V 台式工作灯,请转到 115V 台式工作灯 - 安装
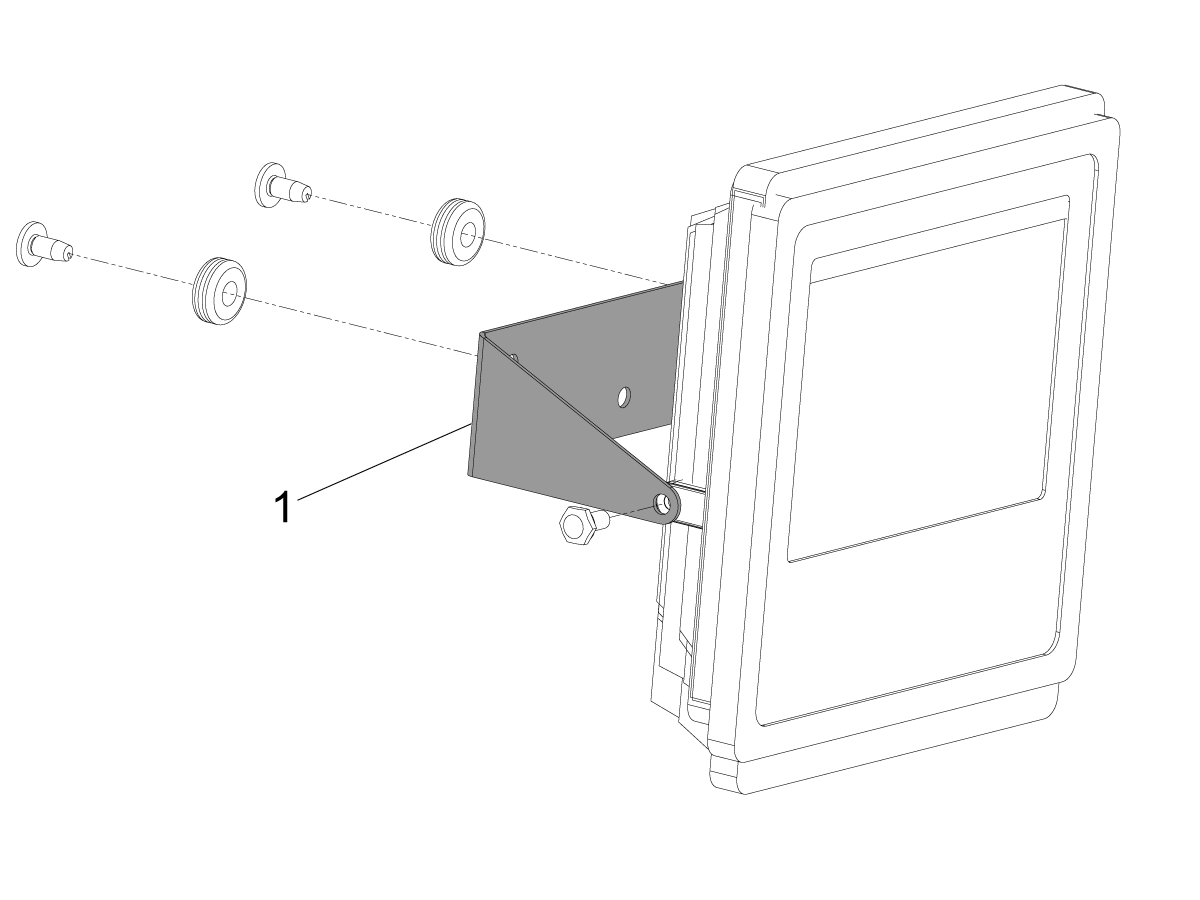
如图所示,使用套件中所述组件组装工作灯。
继续安装前,需将支架[1] 更改为在指定提供的产品。
推 [POWER OFF] (关电)。
将主断路器设置为 OFF(关闭) 位置。
锁定主断路器。使用带有已批准安全标签的已批准锁。
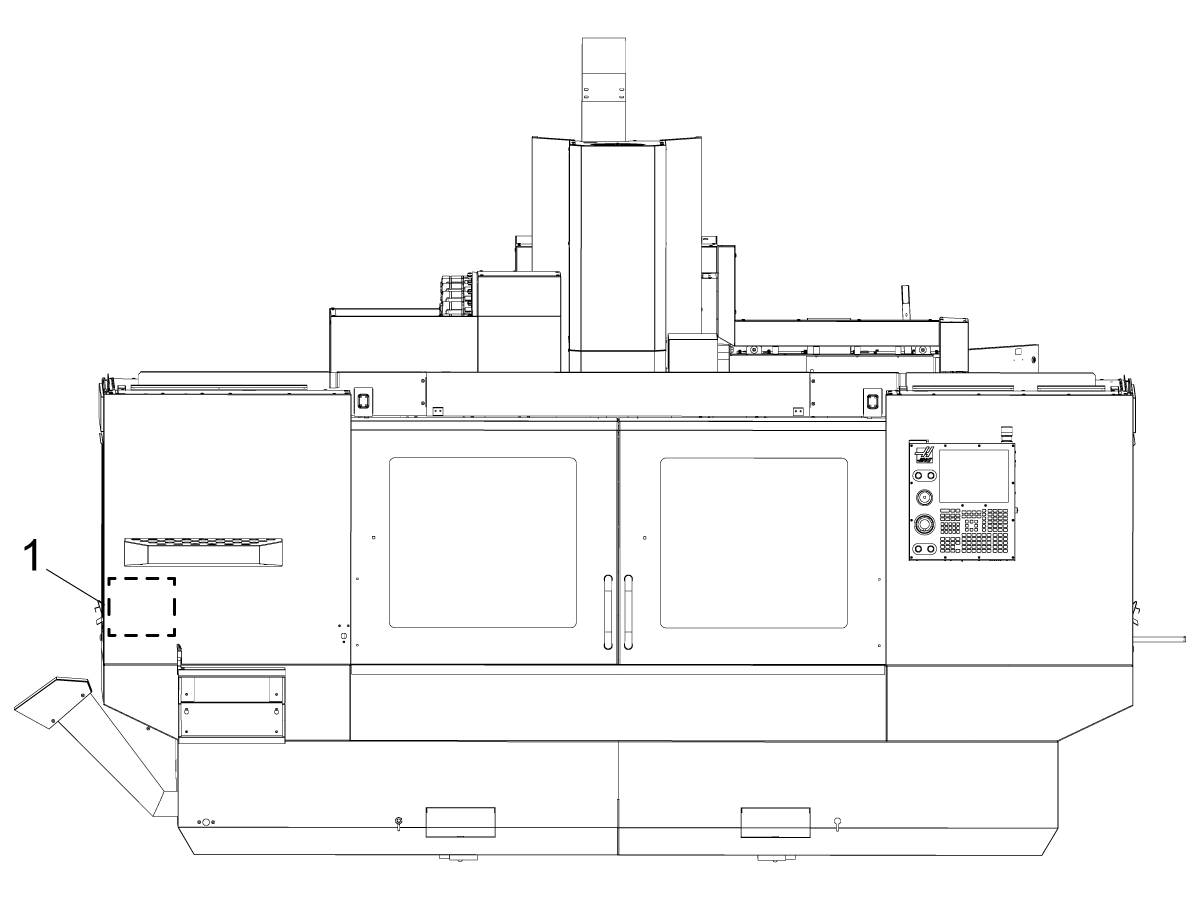
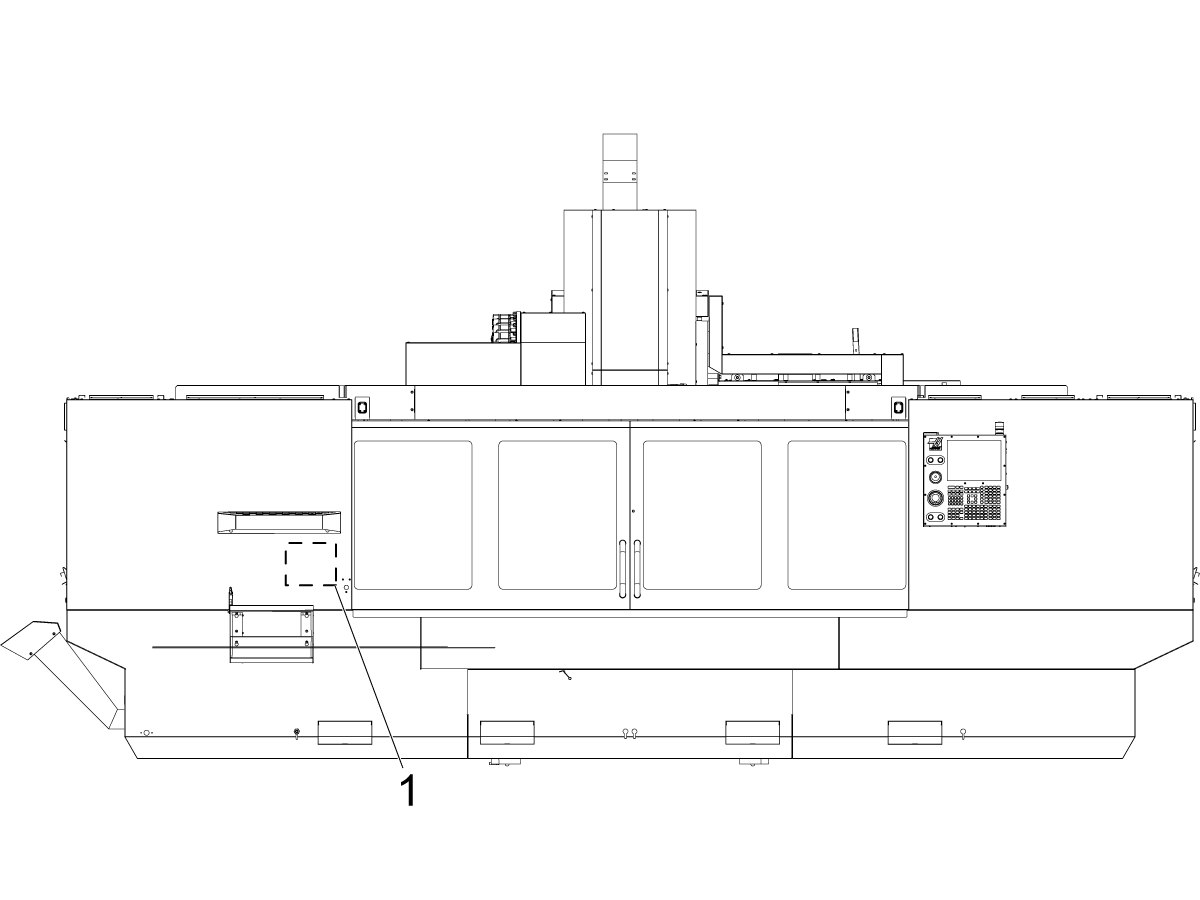
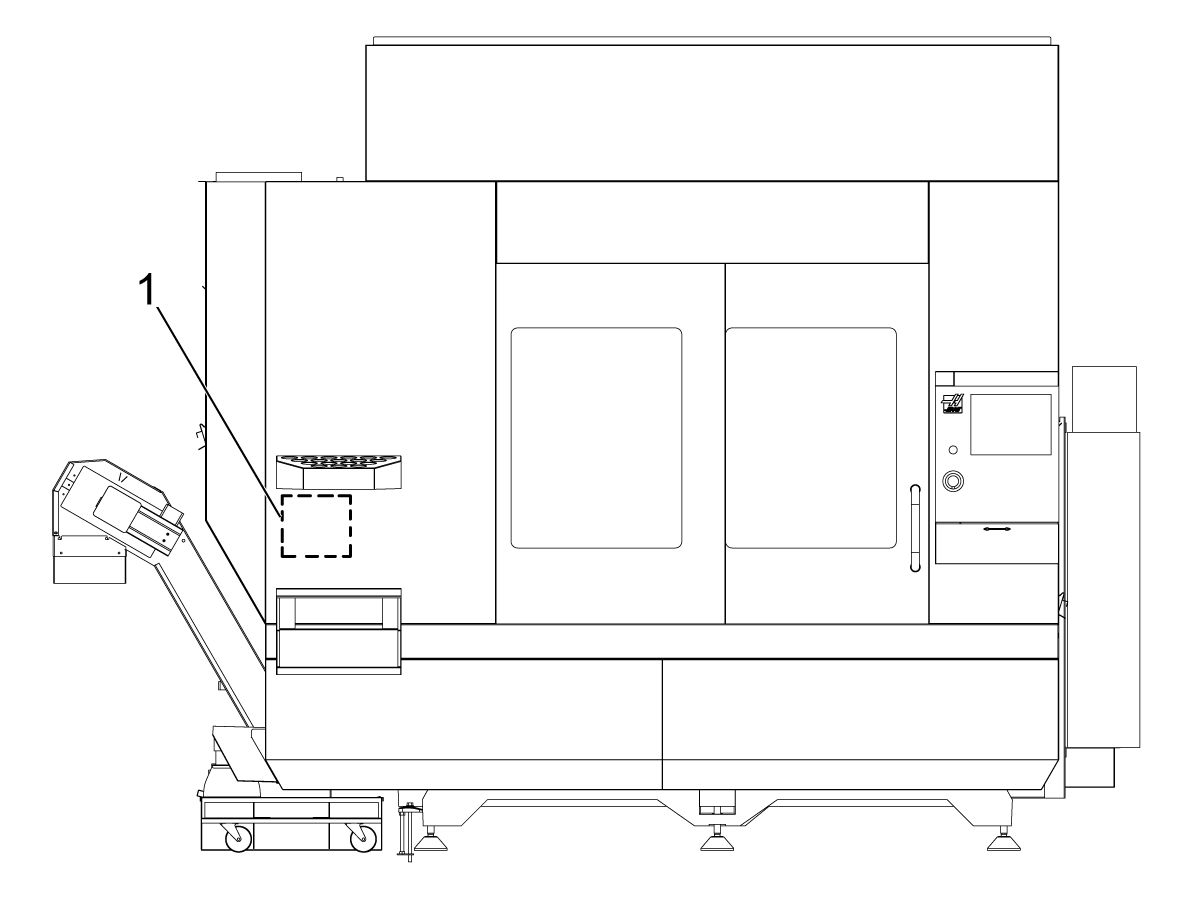
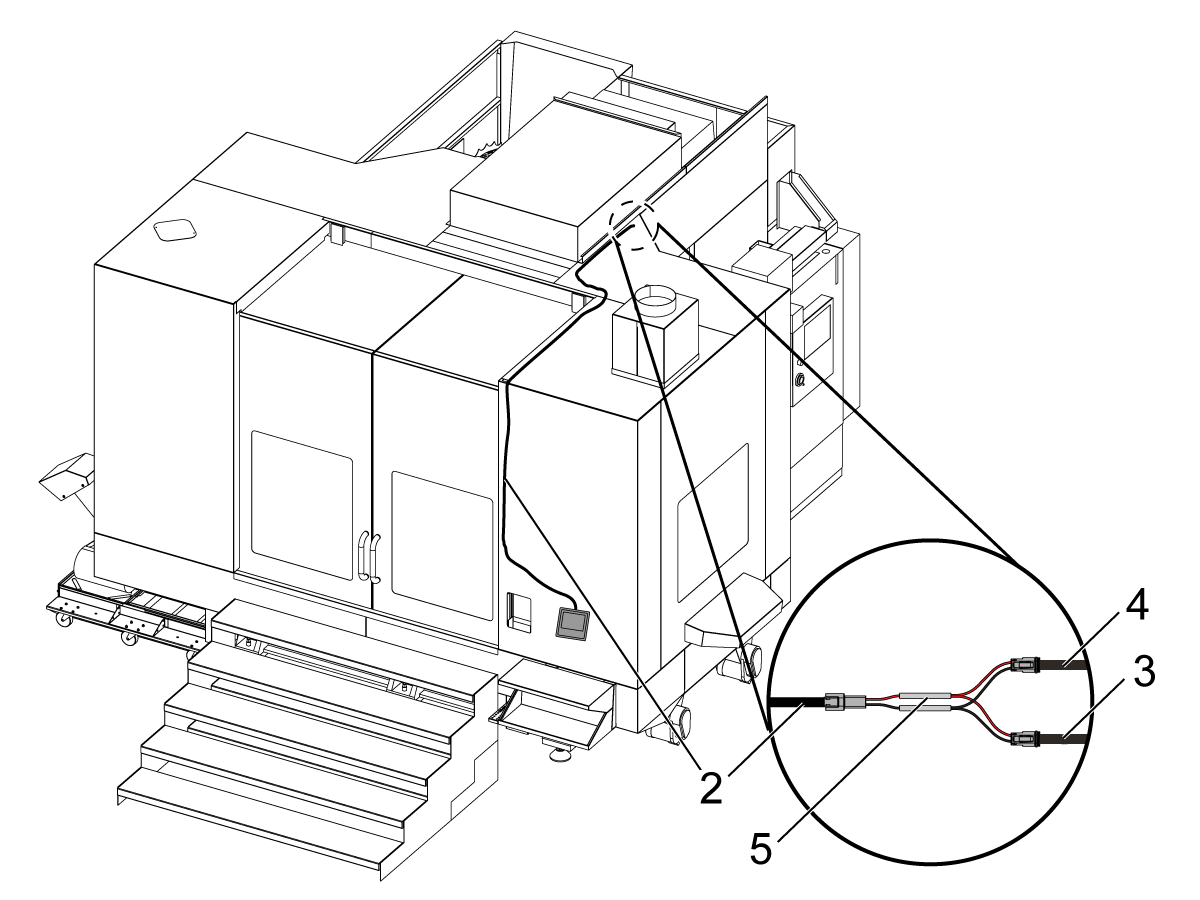
对于 VF-6 至 VF-9,台式工作灯将置于表示为 [1] 的位置。
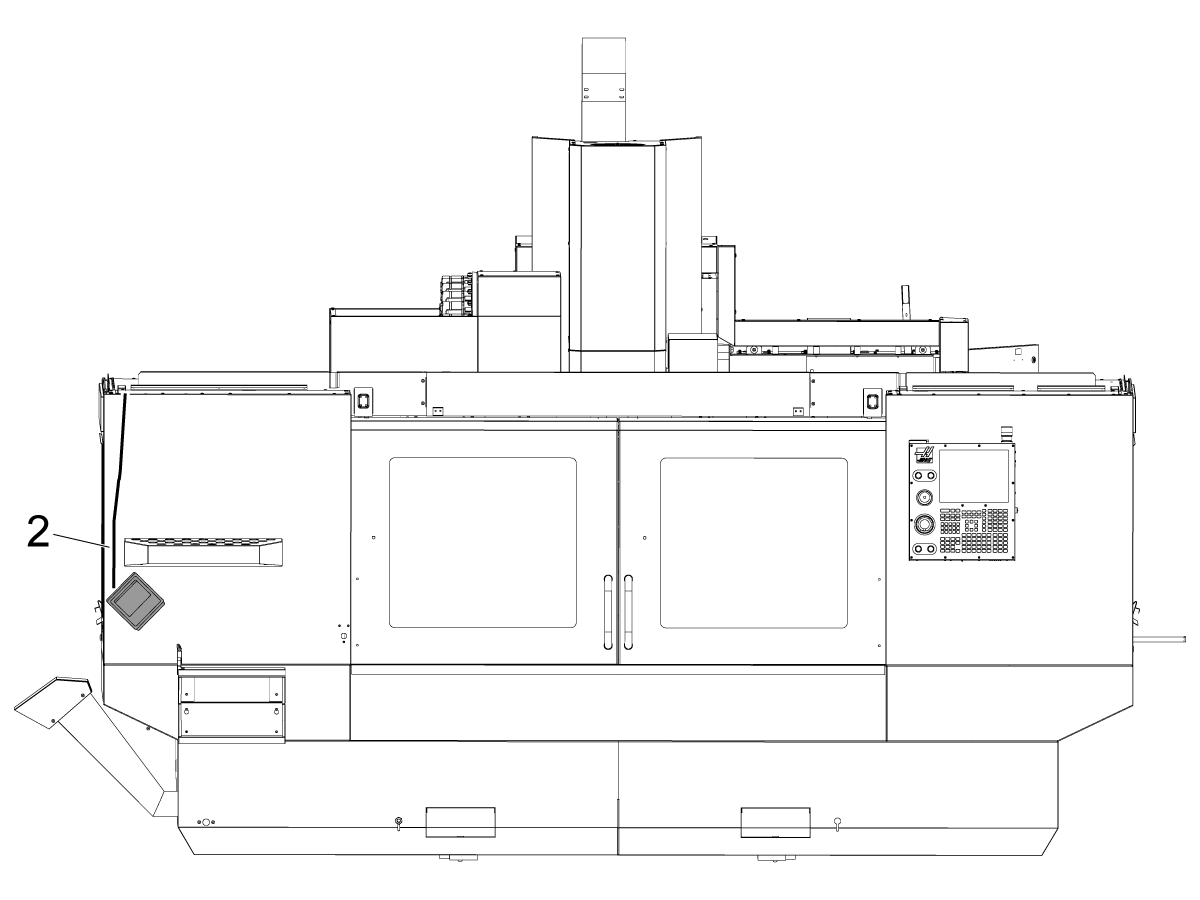
开始将电缆布线至机床设备顶部[2],使用套件中提供的接线通道在机床前部将电缆整齐地卷起。
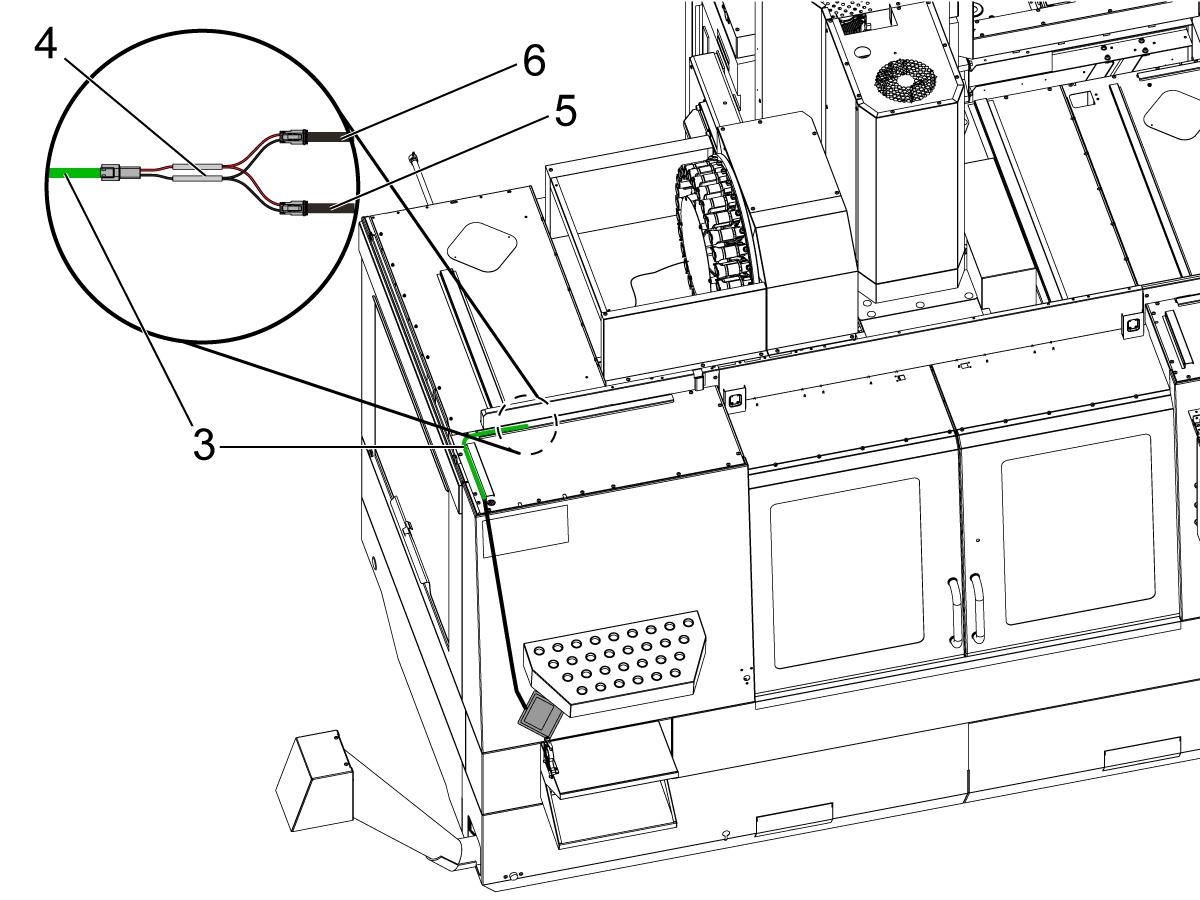
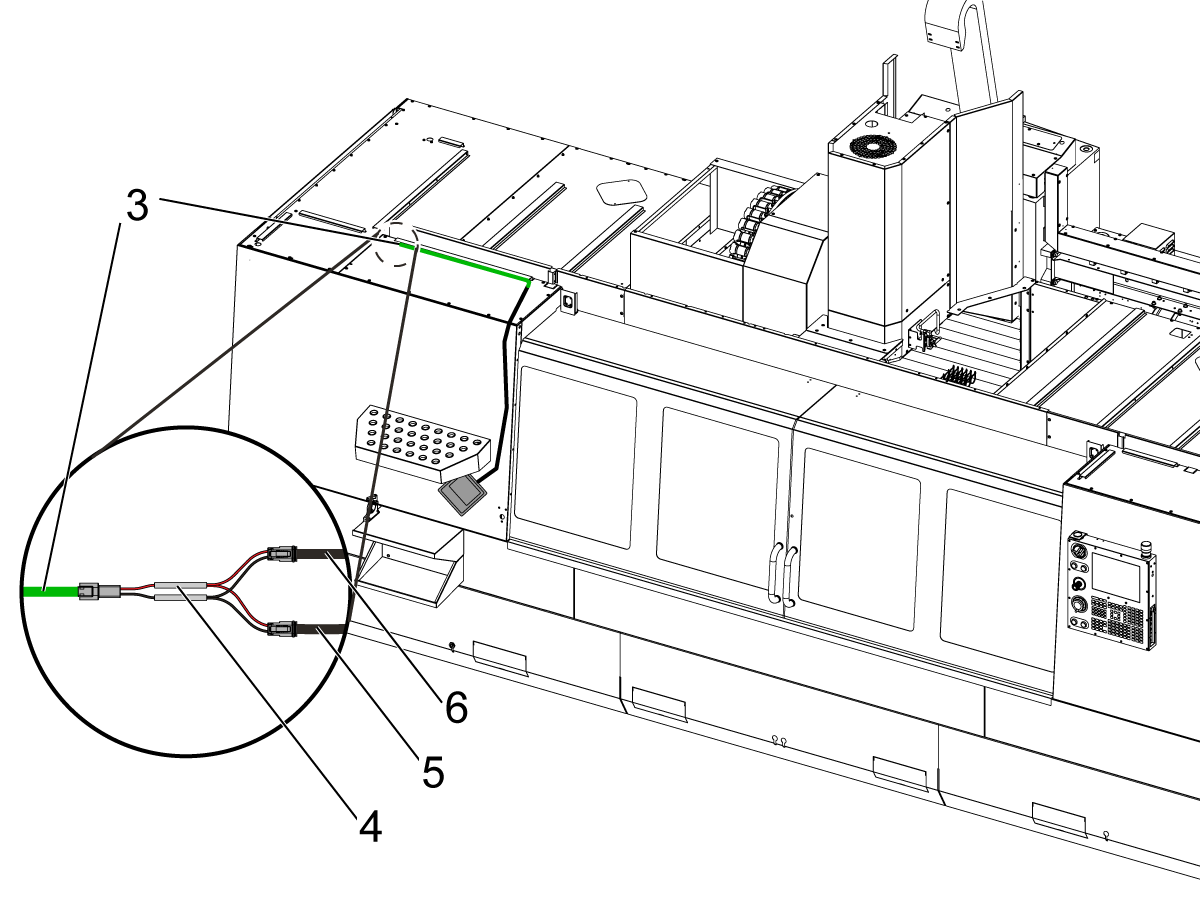
如在机床设备上方,请连接延长电缆 (33-5812) [3],以便台式工作灯电缆到达连接区域。
注意:如果不使用延长电缆,并且将多余的部分整齐地拉紧,则台式工作灯电缆的长度可能足以满足连接要求。
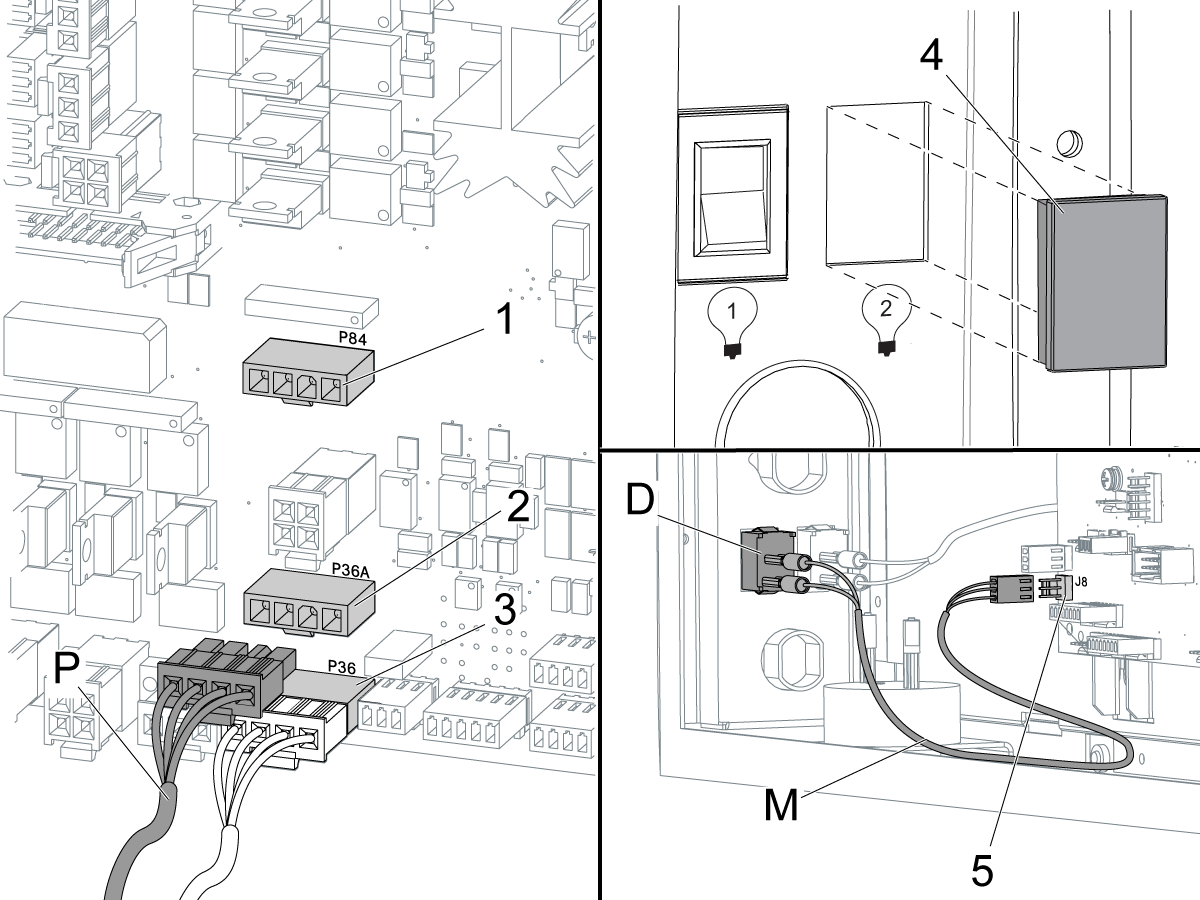
断开内部 LED 电缆 [5],然后连接分离器电缆 (33-5842) [4]. 将从控制柜 [6] 预先布线的电缆和台式工作灯延长电缆 [3] 连接到分离器电缆 [4]。
操作控制器侧面的照明灯开关,以测试工作灯是否打开。
推 [POWER OFF] (关电)。
将主断路器设置为 OFF(关闭) 位置。
锁定主断路器。使用带有已批准安全标签的已批准锁。
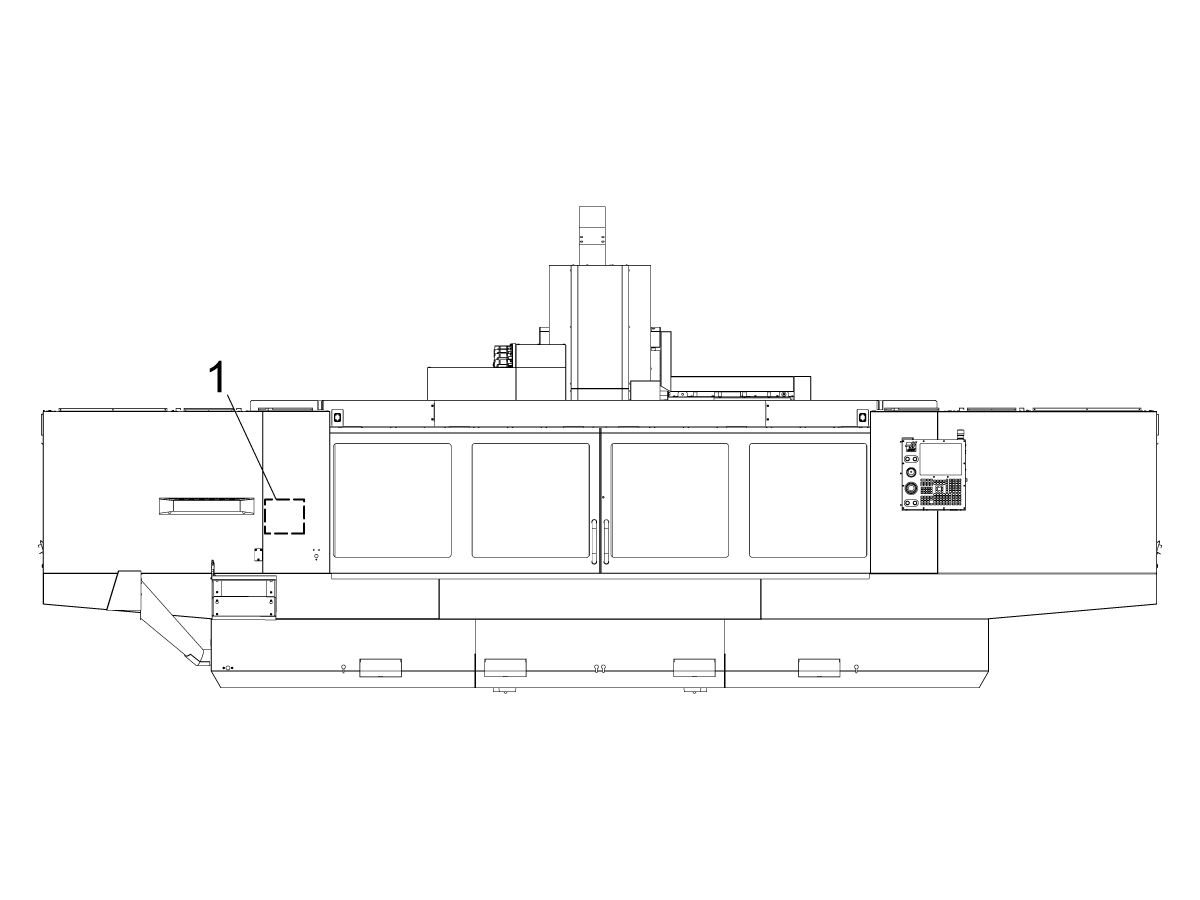
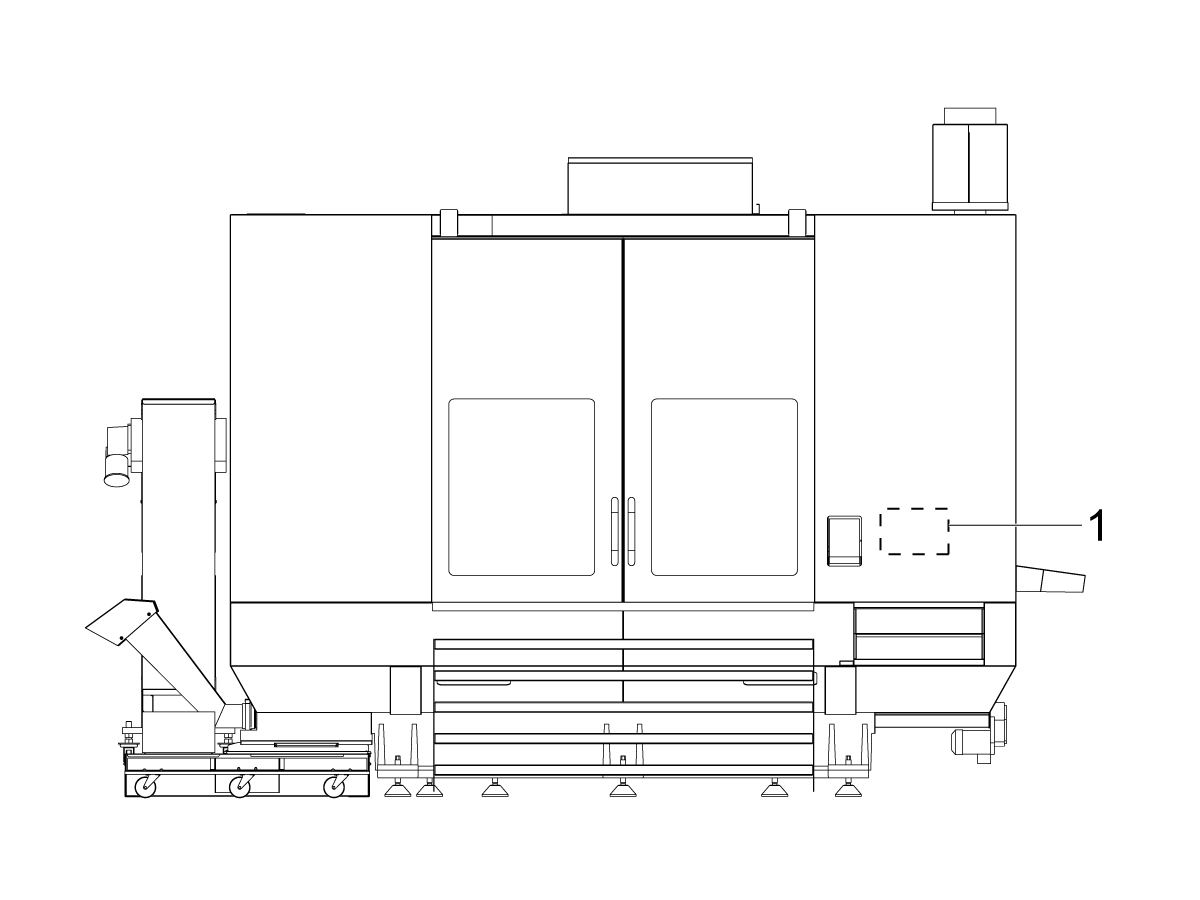
VF 10/11 的台式工作灯将置于表示为 [1] 的位置。

开始将电缆布线至机床设备顶部[2],使用套件中提供的接线通道在机床前部将电缆整齐地卷起。
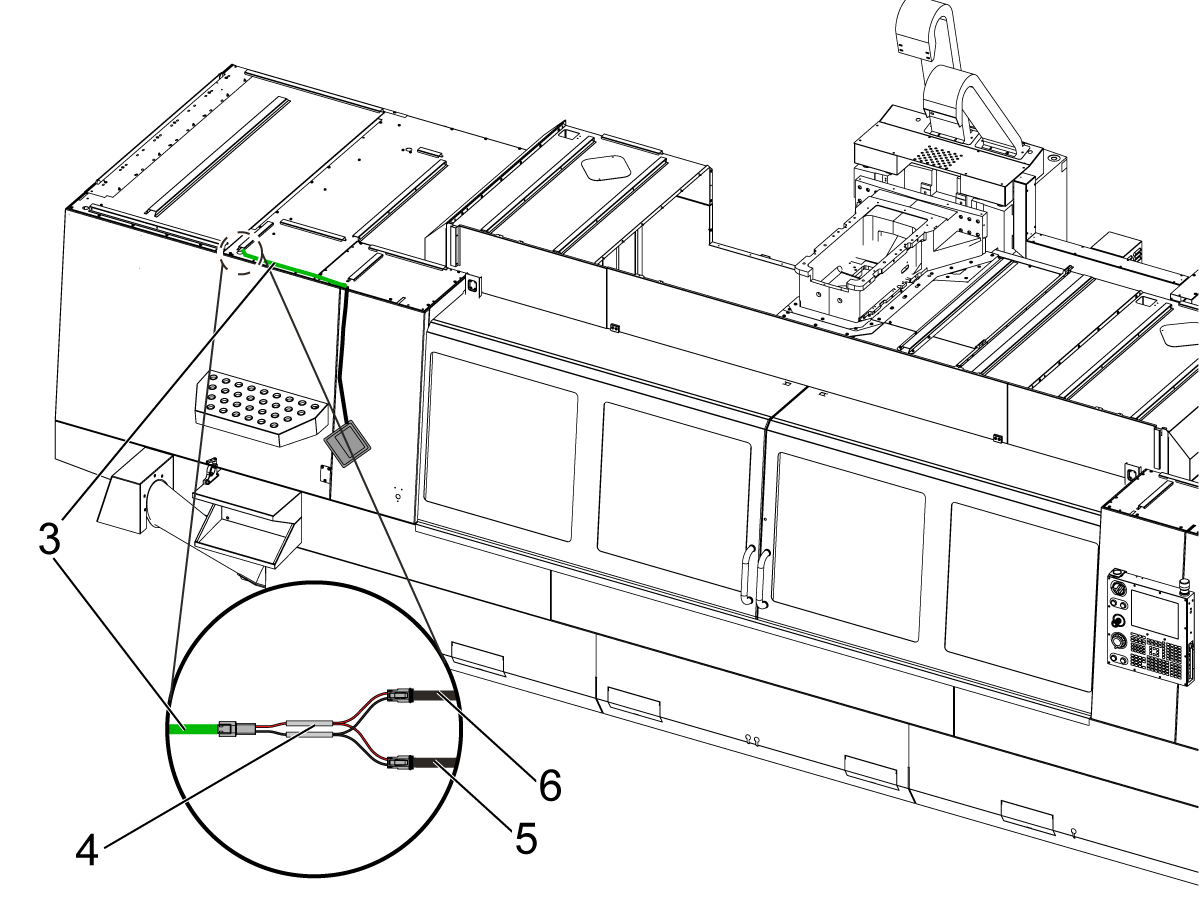
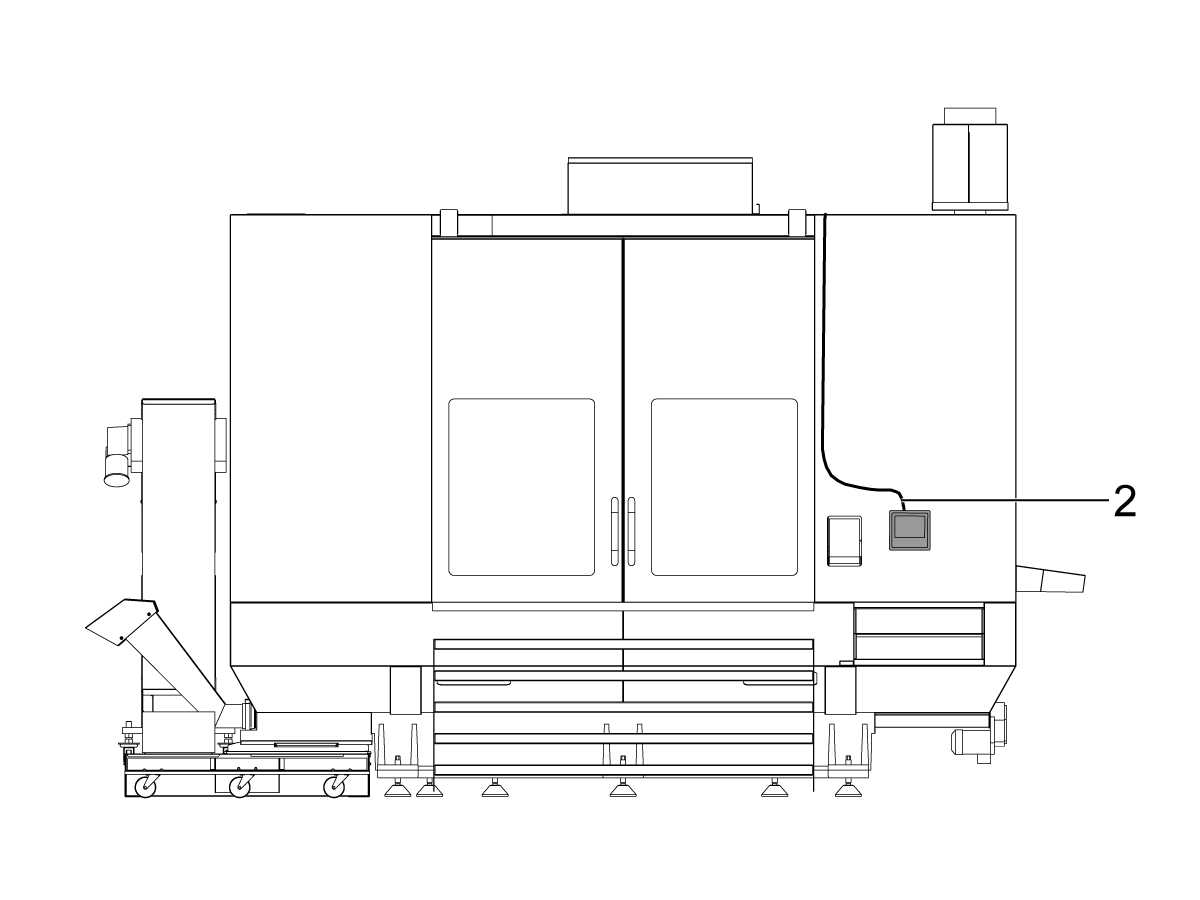
如在机床设备上方,请连接延长电缆 (33-5814) [3],以便工作灯电缆到达连接区域。
注意: 如果不使用延长电缆,并且将多余的部分整齐地拉紧,则台式工作灯电缆的长度可能足以满足连接要求。
断开内部 LED 电缆 [5],然后连接分离器电缆 (33-5842) [4]。将从控制柜 [6] 预先布线的电缆和台式工作灯延长电缆 [3] 连接到分离器电缆 [4]。
操作控制器侧面的照明灯开关,以测试工作灯是否打开。
推 [POWER OFF] (关电)。
将主断路器设置为 OFF(关闭) 位置。
锁定主断路器。使用带有已批准安全标签的已批准锁。
对于这些机床,台式工作灯将置于表示为 [1] 的位置。

开始将电缆布线至机床设备顶部[2],使用套件中提供的接线通道在机床前部将电缆整齐地卷起。
如在机床设备上方,请连接延长电缆 (33-5813) [3],以便台式工作灯电缆到达连接区域。
注意: 如果不使用延长电缆,并且将多余的部分整齐地拉紧,则台式工作灯电缆的长度可能足以满足连接要求。
断开内部 LED 电缆 [5],然后连接分离器电缆 (33-5842) [4]。将从控制柜 [6] 预先布线的电缆和台式工作灯延长电缆 [3] 连接到分离器电缆 [4]。
操作控制器侧面的照明灯开关,以测试工作灯是否打开。
推 [POWER OFF] (关电)。
将主断路器设置为 OFF(关闭) 位置。
锁定主断路器。使用带有已批准安全标签的已批准锁。
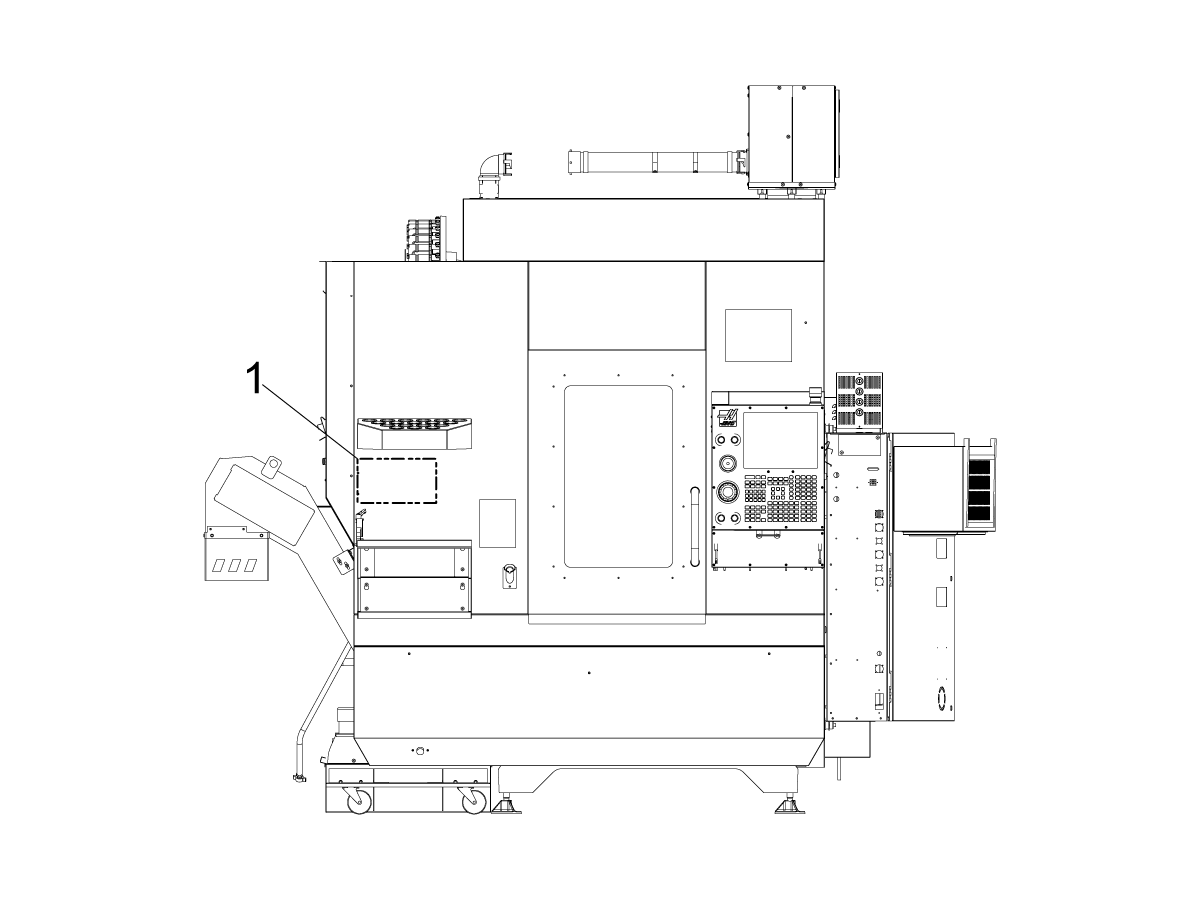
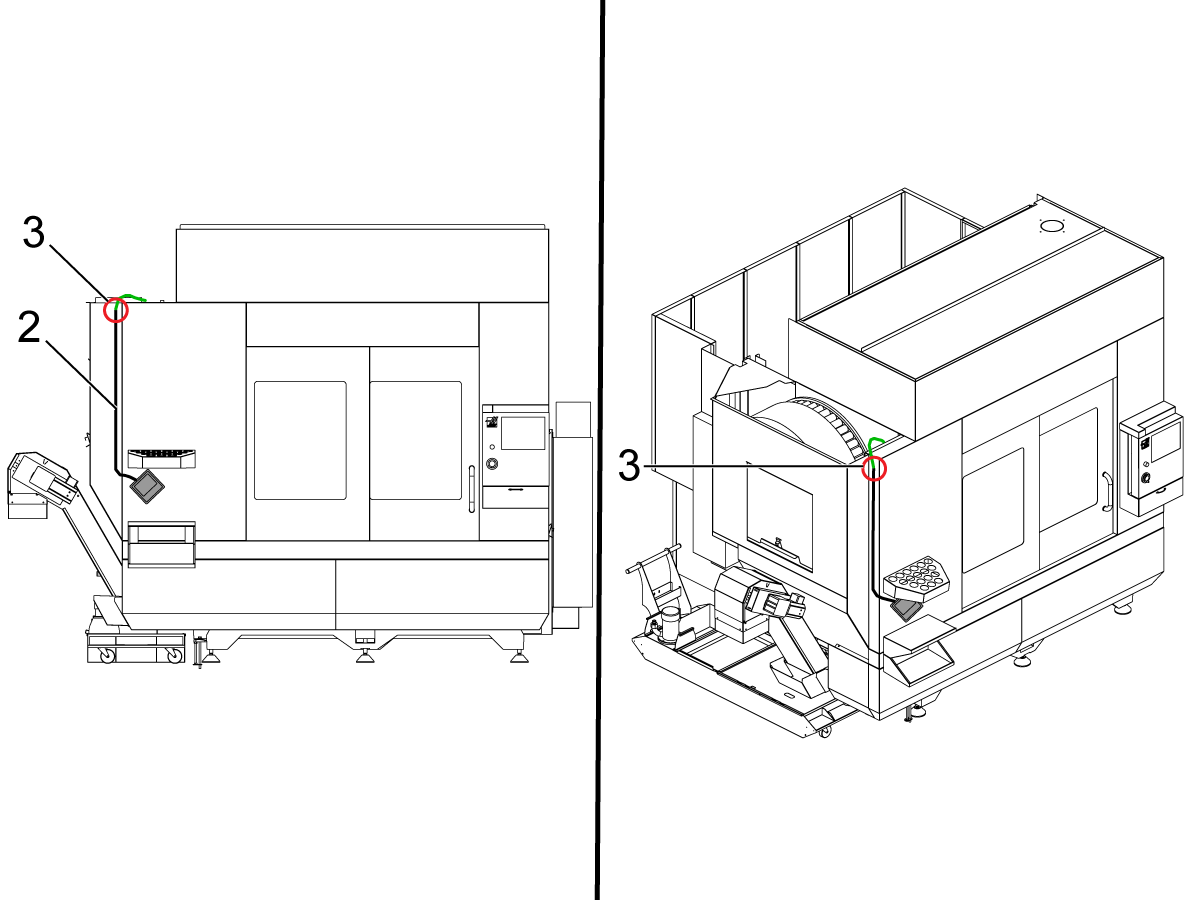
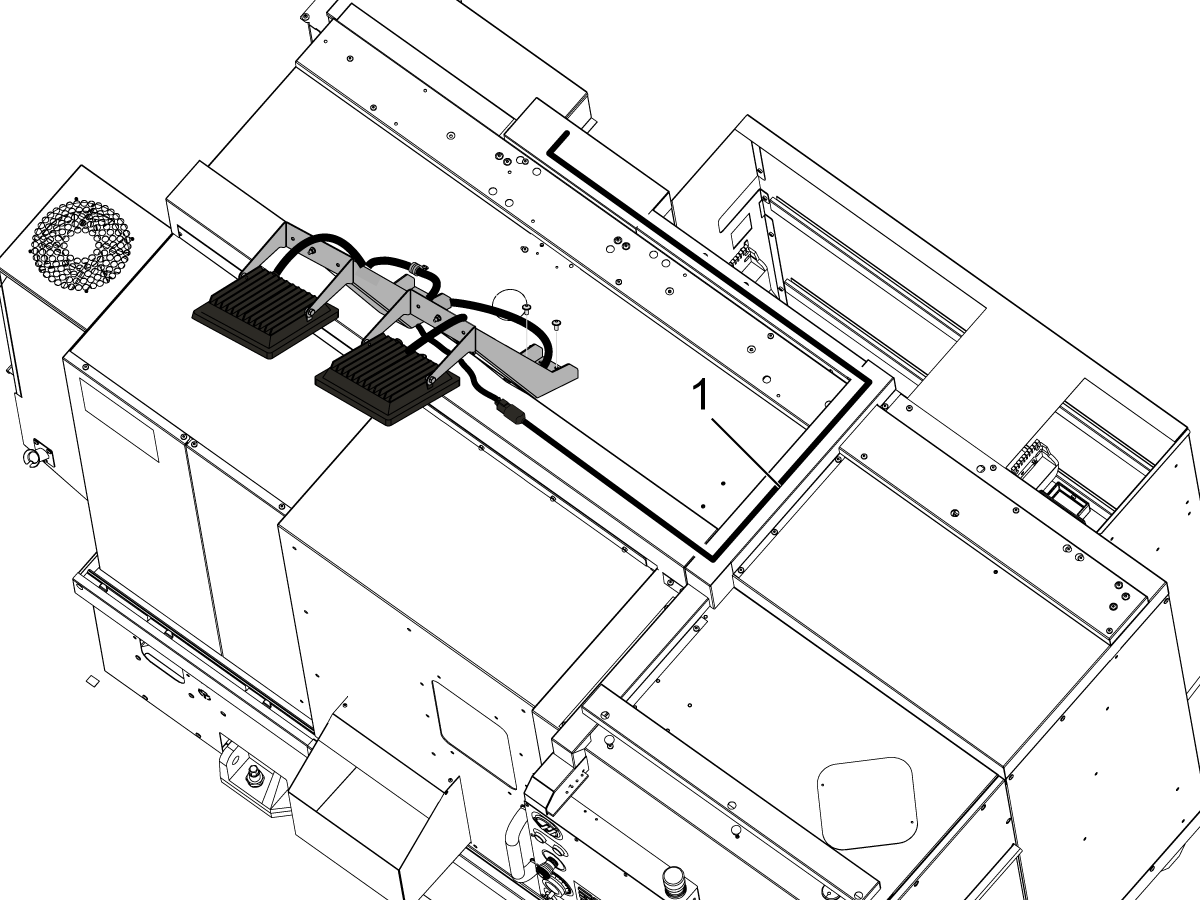
对于 UMC 管线,其台式工作灯将置于表示为 [1] 的位置。
若要将电缆布线至机床设备顶部,首先将电缆置于刀架更换边缘旁边的机床侧面[2]。使用套件中提供的接线通道在机床前部将电缆整齐地卷起。
在指定的区域 [3] 中连接延长电缆 (33-5815),以便可以将其引导至换刀装置区域。
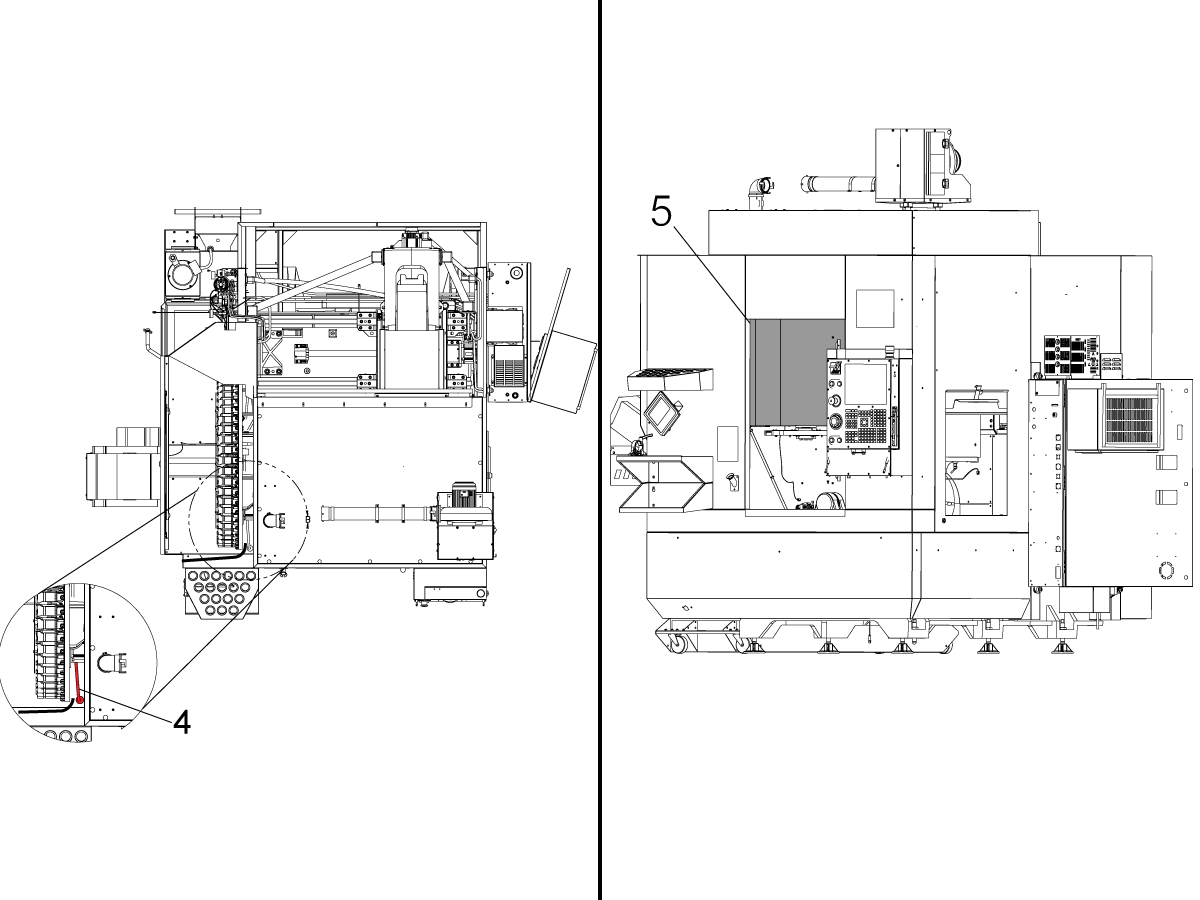
按照电缆 [4] 查找内部 LED 电缆连接并将其拔下以将分离器电缆 (33-5842) 添加到连接区域。将台式工作灯电缆、从控制柜预先布线的 电缆和内部 LED 灯电缆连接到分离器电缆。
注意:您可能需要卸下机床内部钣金 [5],才能连接电缆。
注意:如果机床没有托盘共用系统,则这是最后一步。如果机床有托盘共用系统,则操作继续。
必须对带有托盘共用系统的 UMC 执行此步骤。
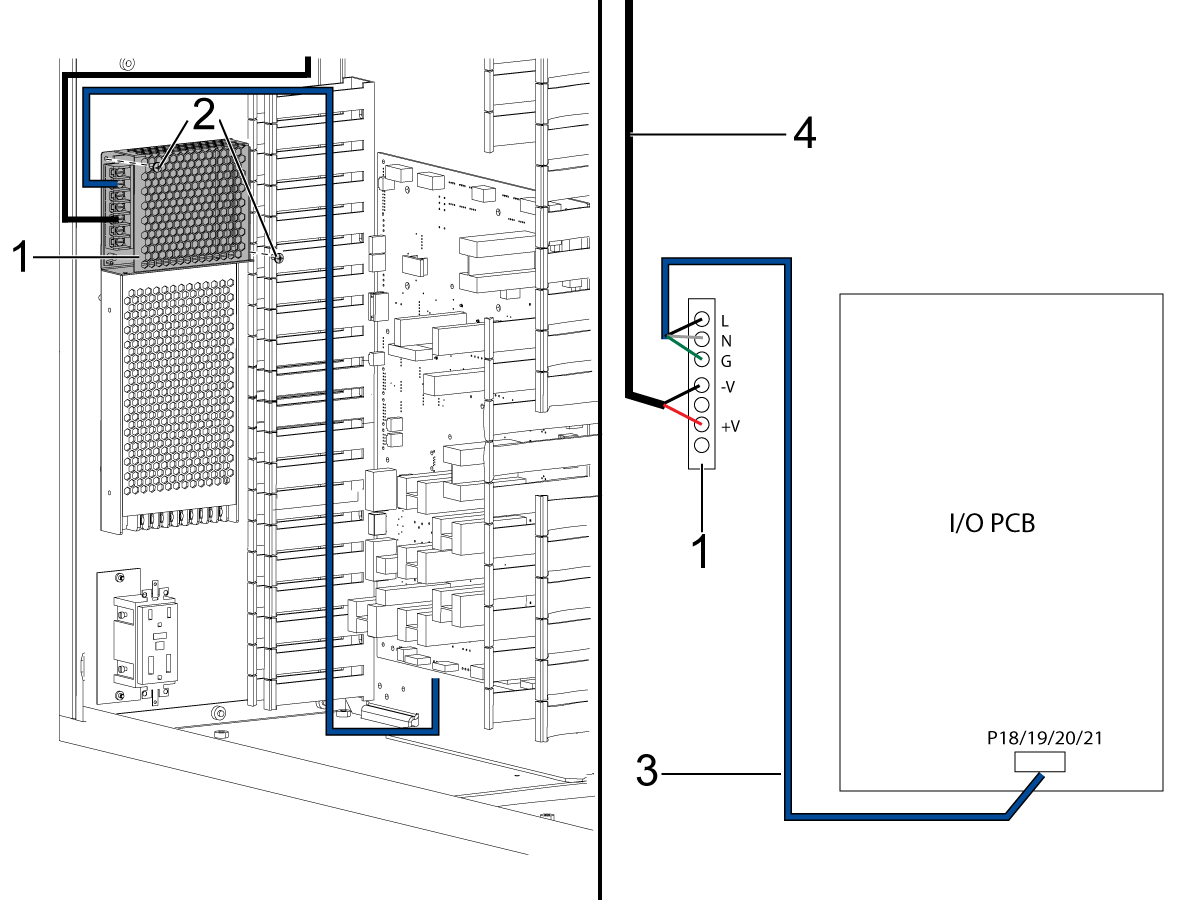
使用 PPHS 螺钉 [2] 在标准 24V 工作灯电源上方安装 100W 电源 [1]。
将电源电缆 [3] 连接到 100W 电源 [1] 端子 L、N 和接地。
将电源电缆 (33-1592) [3] 的另一端穿过 100W 电源沿左侧电缆轨道走线,并将其连接到 I/O PCB P18/19/20/21 上的120VAC 输出。
断开工作灯电缆 [4] 与现有电源的连接,并将其连接到 100W 电源上的 V+ 和 V- 端子。红色到 V+ 和黑色到 V-。
重要提示: 工作灯电缆 [4] 需要沿着左侧面板布线。 请勿将延长电缆穿过使用高压电缆的中心轨道。
重要提示: 固定所有电缆,确保电线不会卡在门上。
操作控制器侧面的照明灯开关,以测试工作灯是否打开。
推 [POWER OFF] (关电)。
将主断路器设置为 OFF(关闭) 位置。
锁定主断路器。使用带有已批准安全标签的已批准锁。
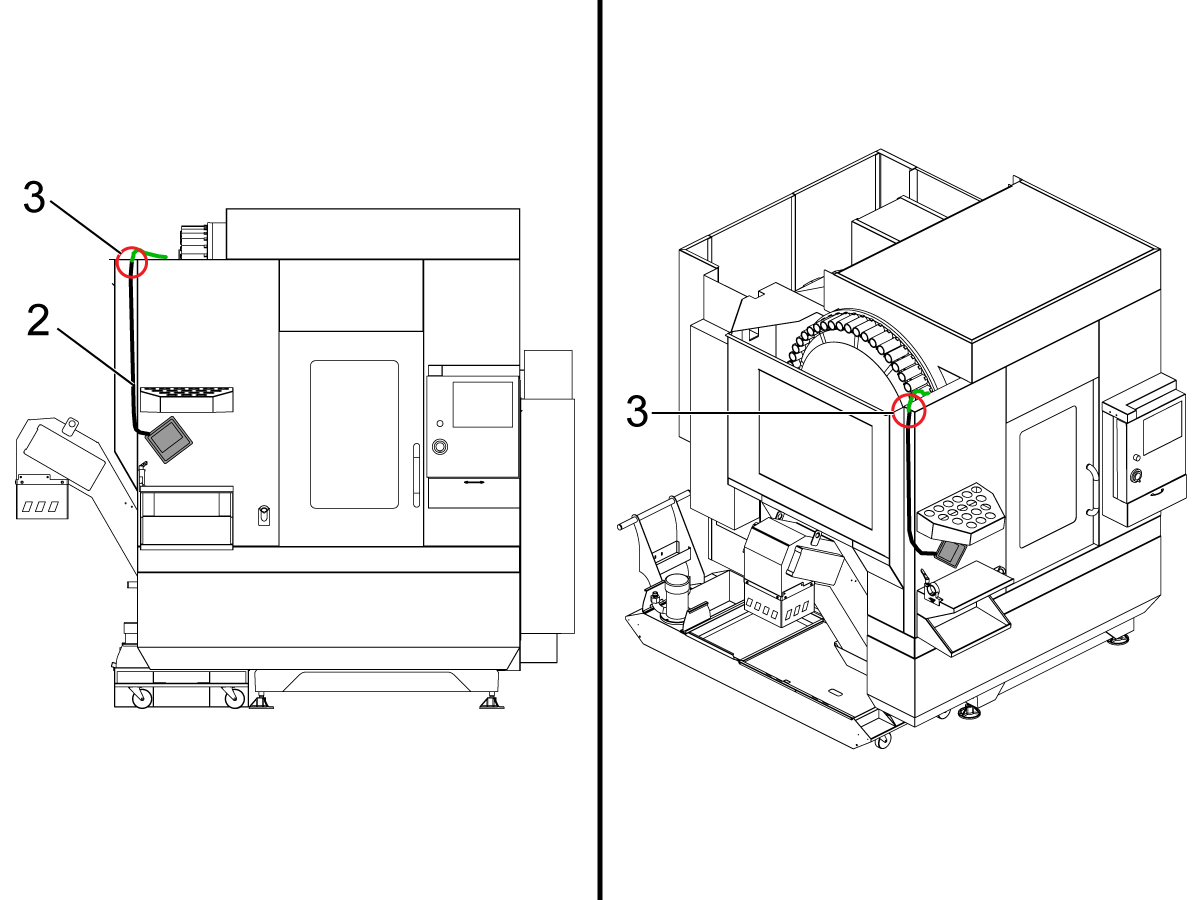
台式工作灯将置于表示为 [1] 的位置。
若要将电缆布线至机床设备顶部,首先将电缆置于刀架更换边缘旁边的机床侧面[2]。使用套件中提供的接线通道在机床前部将电缆整齐地卷起。
在指定的区域 [3] 中连接延长电缆 (33-5816) ,以便可以将其引导至换刀装置区域。
按照电缆 [4] 查找内部 LED 电缆连接并将其拔下以将分离器电缆 (33-5842) 添加到连接区域。将台式工作灯电缆、从控制柜预先布线的 电缆和内部 LED 灯电缆连接到分离器电缆。
注意: 您可能需要卸下机床内部钣金 [5],才能连接电缆。
操作控制器侧面的照明灯开关,以测试工作灯是否打开。
推 [POWER OFF] (关电)。
将主断路器设置为 OFF(关闭) 位置。
锁定主断路器。使用带有已批准安全标签的已批准锁。
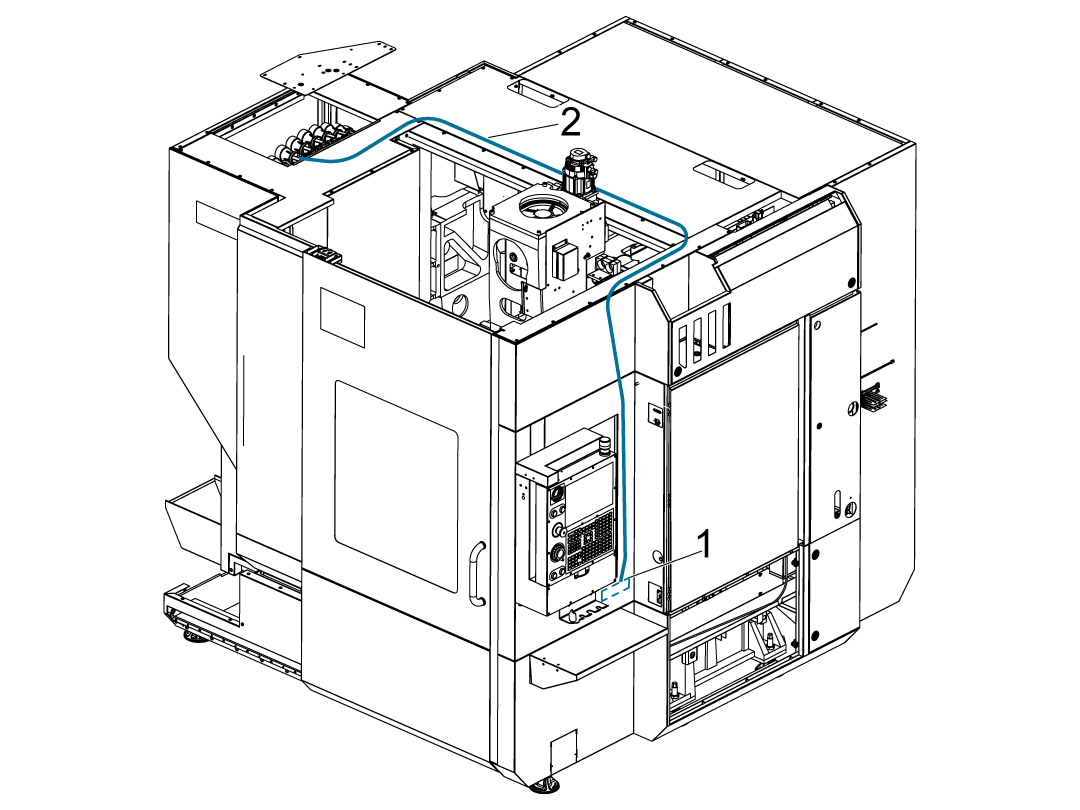
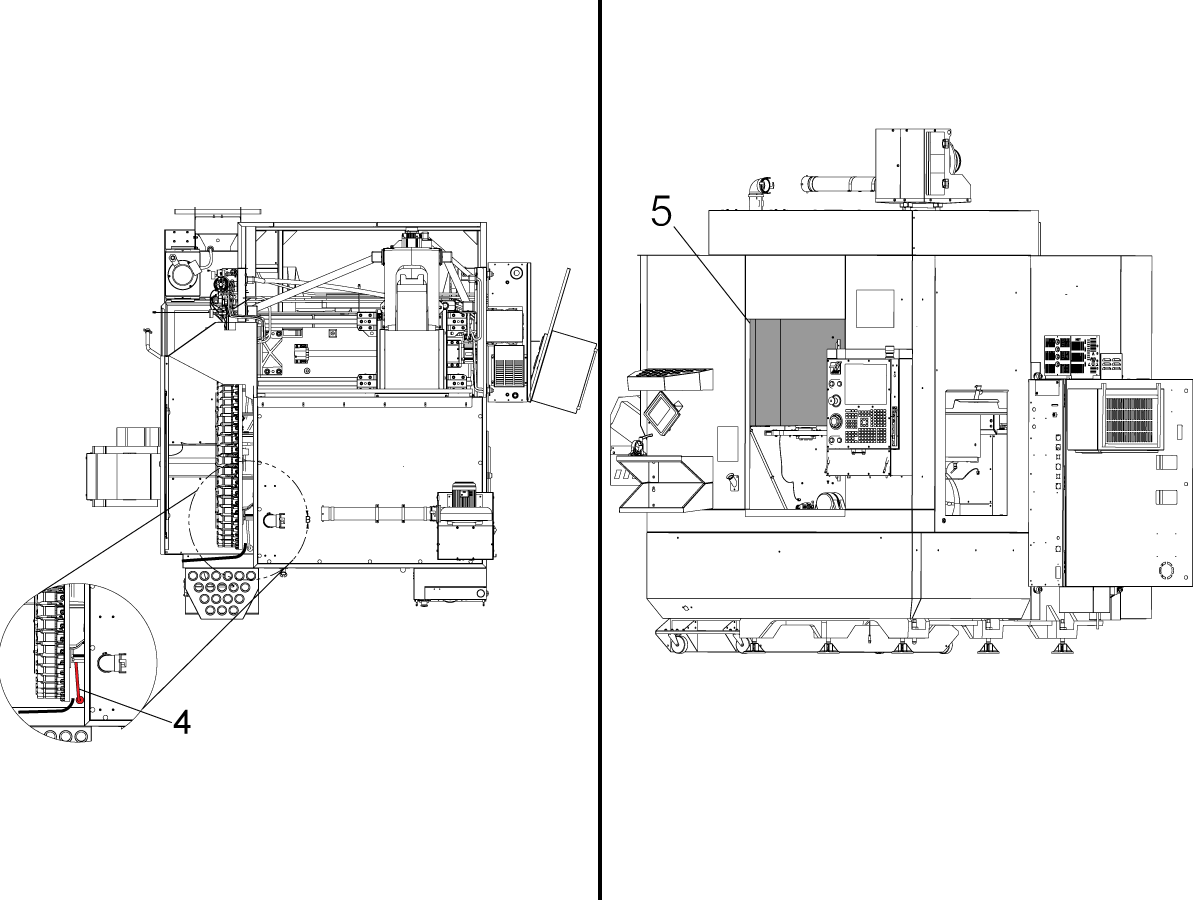
台式工作灯将置于表示为 [1] 的位置。
开始将电缆布线至机床设备顶部[2],使用套件中提供的接线通道在机床前部将电缆整齐地卷起。
从预先布线到控制柜的电缆上拔下内部 LED 电缆。将分离器电缆 (33-5842)[5] 连接到台式工作灯电缆 [2]。
然后将内部 LED 电缆 [3] 和控制柜 [4] 预先布线的电缆连接到分离器电缆 [5]。
使用 PPHS 螺钉 [2] 在标准 24V 工作灯电源上方安装 100W 电源 [1]。
将电源电缆 [3] 连接到 100W 电源 [1] 端子 L、N 和接地。
将电源电缆 (33-1592) [3] 的另一端穿过 100W 电源沿左侧电缆轨道走线,并将其连接到 I/O PCB P18/19/20/21 上的120VAC 输出。
断开工作灯电缆 [4] 与现有电源的连接,并将其连接到 100W 电源上的 V+ 和 V- 端子。红色到 V+ 和黑色到 V-。
重要提示: 工作灯电缆 [4]需要沿着左侧面板布线。 请勿 将延长电缆穿过使用高压电缆的中心轨道。
重要提示: 固定所有电缆,确保电线不会卡在门上。
操作控制器侧面的照明灯开关,以测试工作灯是否打开。
AD0052
此程序介绍如何在 VMC 和车床上安装可选 93-1000288 115VAC 高亮度照明灯 (HIL) 系统。
注意: 对于 VF-6 至 VF-12,请订购 93-1000523 HIL MOUNT BRACKET KIT 以安装高亮度照明灯。
机器兼容性:
所需工具:
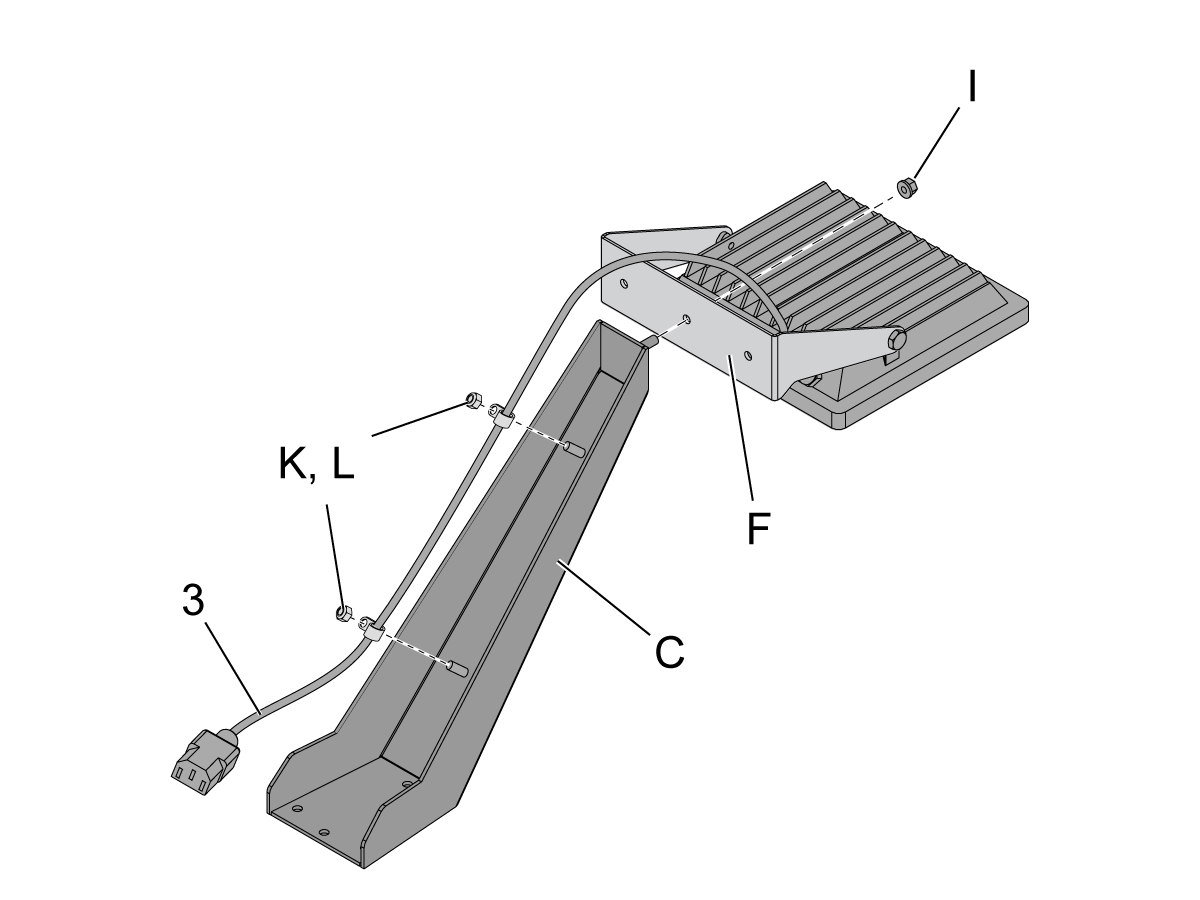
将灯安装臂 [C] 支架连接到灯安装枢轴 [F] 支架。使用 1/4-20 锁紧螺母 NYLN INSRT [I]。
将 HIL 电源线 [3] 连接到支架、灯安装臂 [C]。使用 (2) 个电缆夹 1/4 [K] 和 (2) 个螺母、10-32 尼龙锁 [L]。
制作 (2) 个这样的组件。
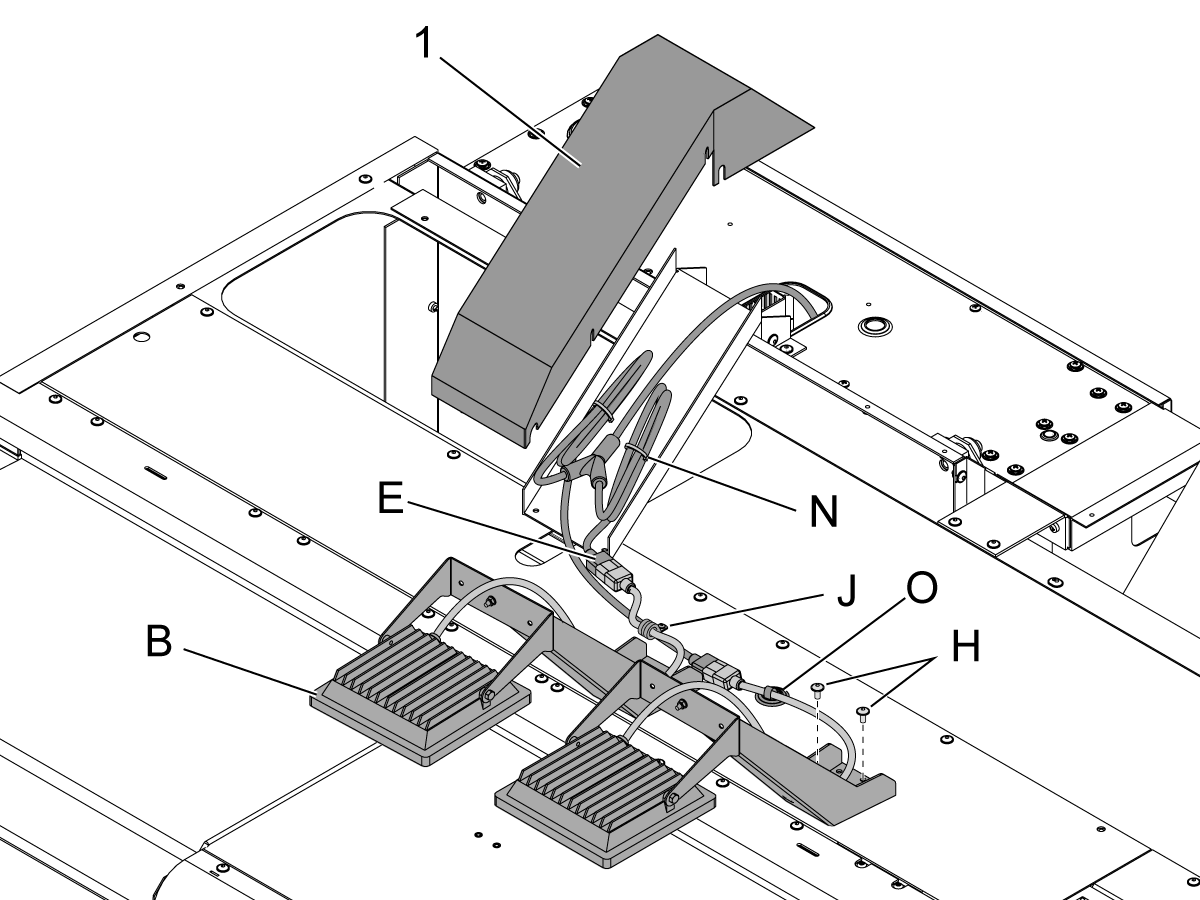
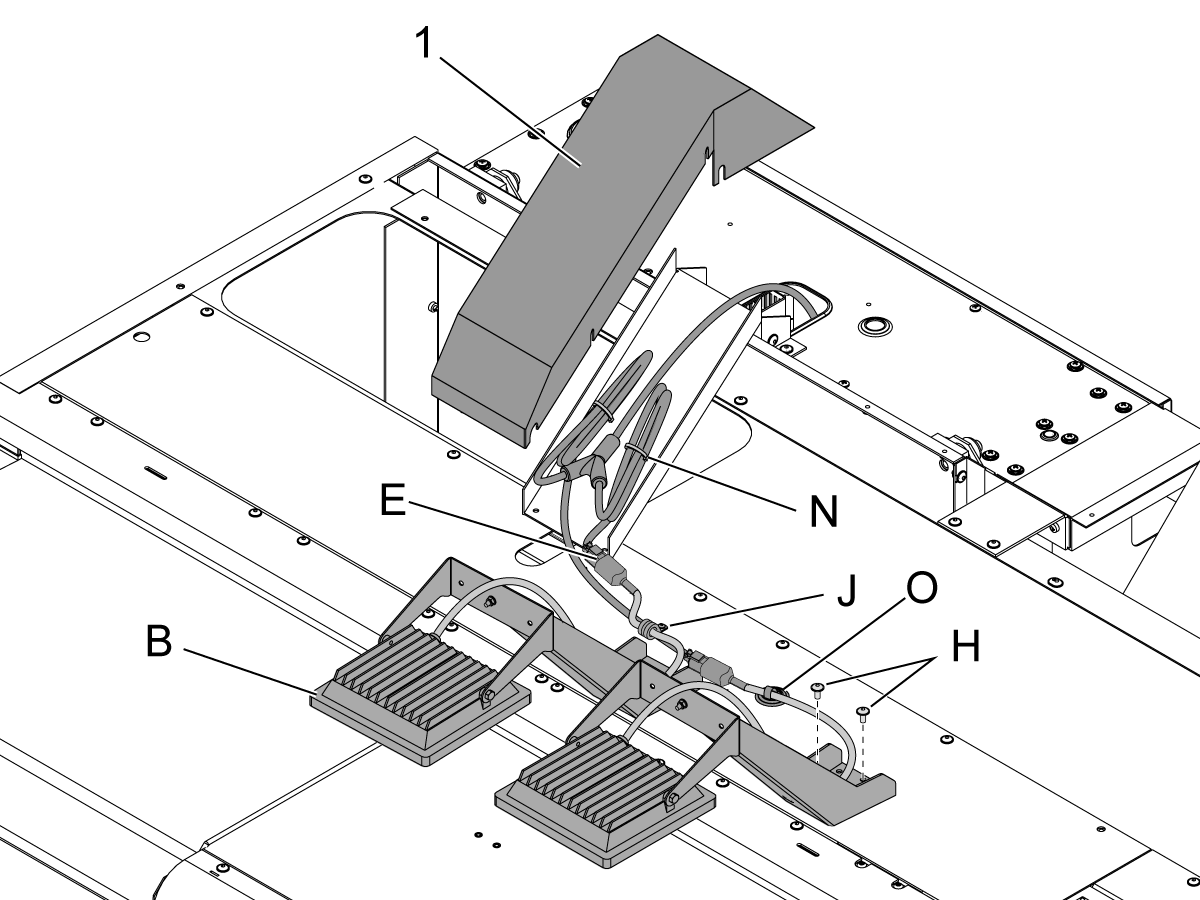
根据需要从护罩中取出顶盖面板 [1],以便进入控制柜。
将 NGC HIL LIGHT [E] 电缆放入控制柜并将其连接到护罩。使用夹钳 7/16" [J]、电缆扎带 BLK 5.6 LG [N] 和电缆扎带夹钳 16 LBS [O]。
将工作灯、LED 灯组件 [B] 安装在主门上方。使用 (2) 颗螺钉 FBHCS 1/4"-20 X 1/2" [H]。
将灯电缆连接到 NGC HIL LIGHT [E] 电缆。
对于型号:VF-1/2
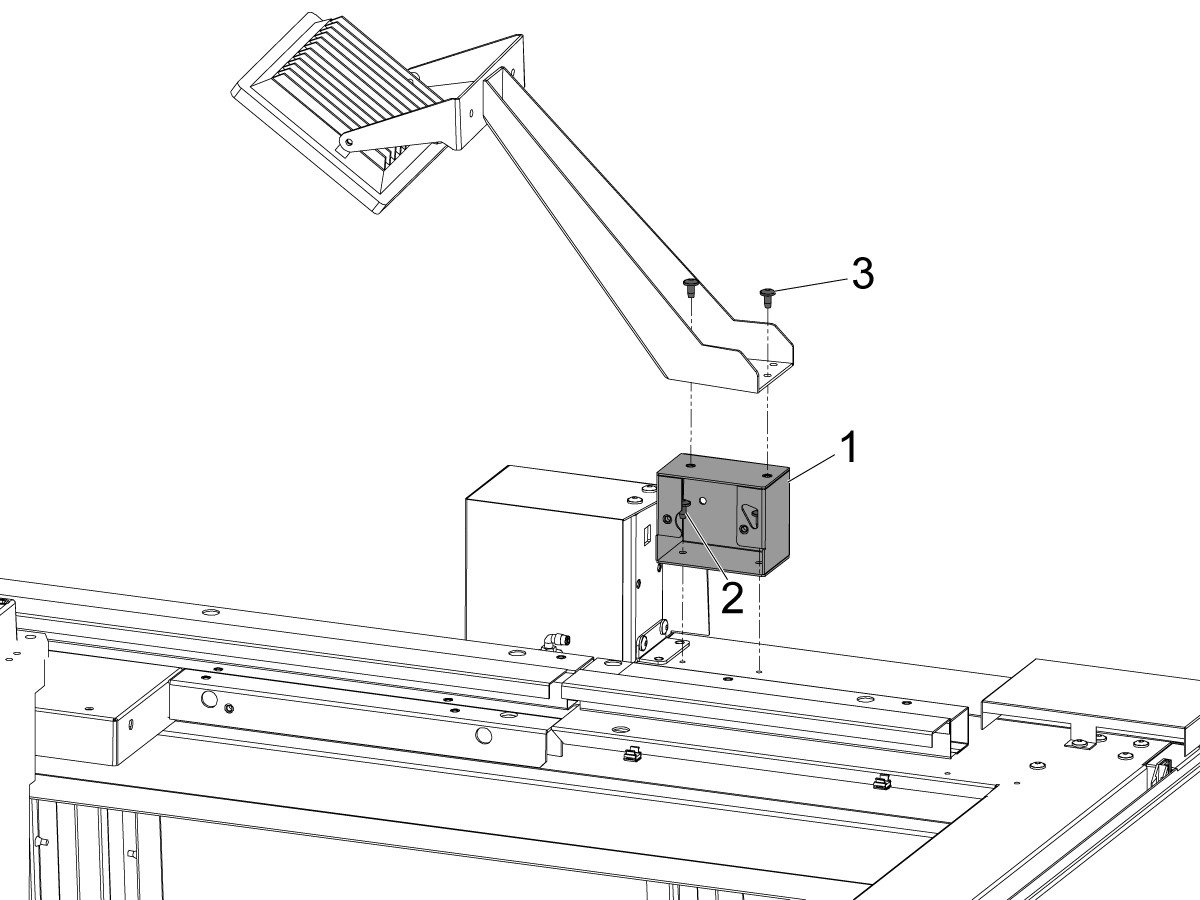
注意:如自动门选件与 HIL 选件一起安装,则需要安装座板[1]以避免干扰。
该图显示,左侧 HIL 座板安装时,需使用 FBHCS 1 / 4-20 X 1/2 LOCTITE [2]将板[1]安装到顶部机柜中。然后使用 FBHCS 1 / 4-20 X 1/2 LOCTITE [3] 将 HIL 安装至立板
针对 VF-1 / 2型号:
该图显示,右侧 HIL 座板安装时,需使用 FBHCS 1/4-20 X 1/2 LOCTITE [2]将板[1]安装到顶部机柜中。然后使用 FBHCS 1/4-20 X 1/2 LOCTITE [3] 将 HIL 安装至立板。
对于型号: VM-6、VF-6 到 12。
注意: 使用 HIL MOUNT BRKT KIT VF-LARGE (P/N 30-12027A) 套件。
完全清洁车门上方的前面板。
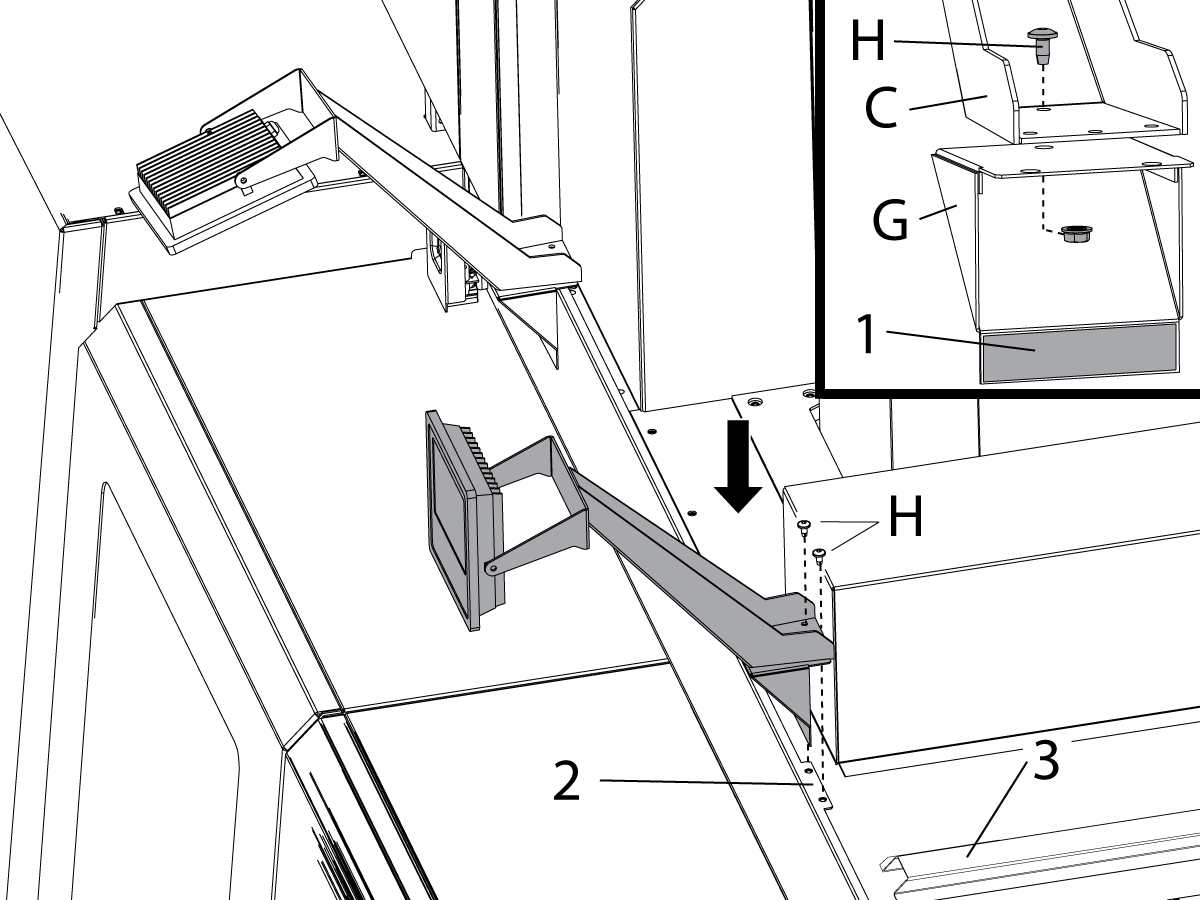
将 BRACKET, HIL MOUNT [G] 连接到 BRACKET, LIGHT MOUNT ARM [C]。使用 (1) 颗螺钉 FBHCS 1/4"-20 X 1/2" [H] 和 (1) 个 1/4-20 螺母。
从胶带 [1] 上拆下 BRACKET, HIL MOUNT [G] 底部的背纸。
将灯组件安装在主门上方。使用 (2) 颗螺钉 FBHCS 1/4"-20 X 1/2" [H]。将胶带紧紧推到前面板上。
将照明组件的电缆连接到 CABLE, 24V EXT [E]。
将 CABLE、24V EXT 放入控制柜中。将电缆连接到电缆通道 [3]。使用 CABLE TIE BLK 5.6 LG [N]。
将高亮度照明分支 [E] 电缆连接到 I/O PCB 上的 P22 [1]。
请执行以下步骤来安装黑色 PUSH 按钮 [D]:
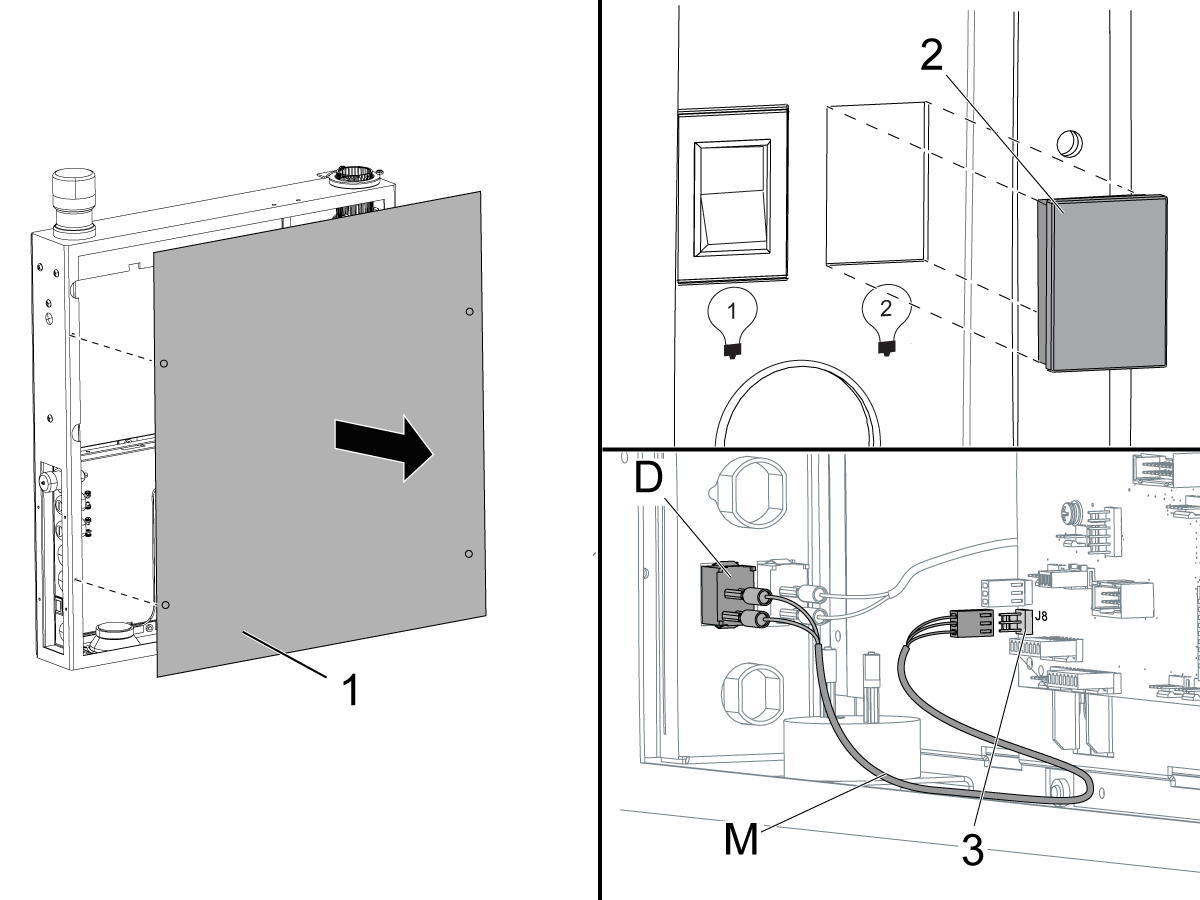
要安装 PUSH BUTTON, BLACK [D]:
按[POWER ON]。
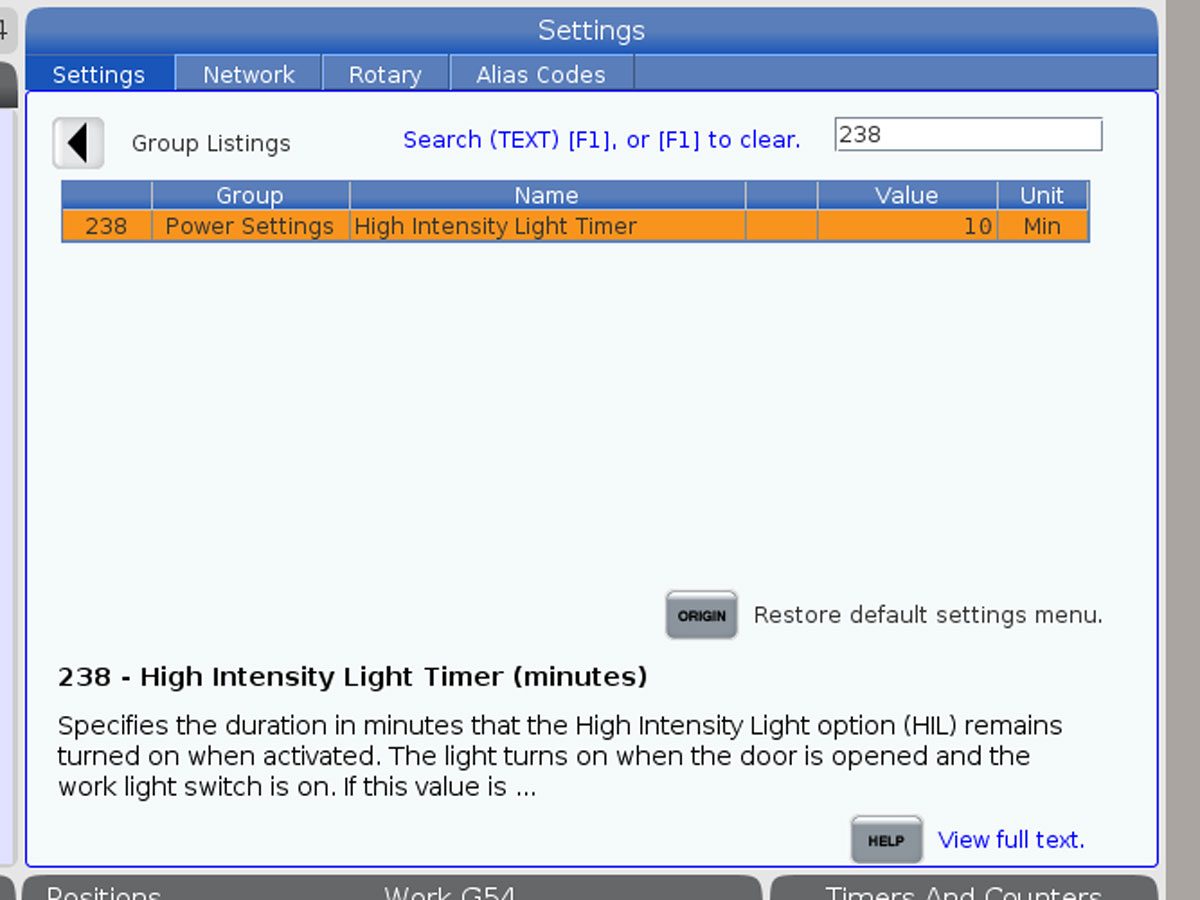
把设置 238, HIGH INTENSITY LIGHT TIMER, 更改为 1。
打开门。如果 HIL 系统工作正常,指示灯将亮起。
等一分钟。如果 HIL 系统工作正常,指示灯将熄灭。
根据您的喜好更改设置 238, HIGH INTENSITY LIGHT TIMER。
AD0614
此过程告诉您如何在 VMC 和车床上安装可选的 93-1000278 24VDC 高强度照明 (HIL) 系统。
注意:对于 VF-6 到 VF-14,订购93-1000523HIL MOUNT BRKT KIT LRG VF 以安装高亮度照明灯。
机器兼容性:
所需工具:
注意:如需在已安装自动门的 VF-1/2 或车床上安装 HIL ,则需要订购93-1000393 自动门 & HIL RISER SML / MED MILL,LATHE 。
注意:HIL安装支架仅适用于 VF-6 到 14。它包含在 HIL MOUNT BRKT KIT LRG VF (P/N 93-1000523)中。
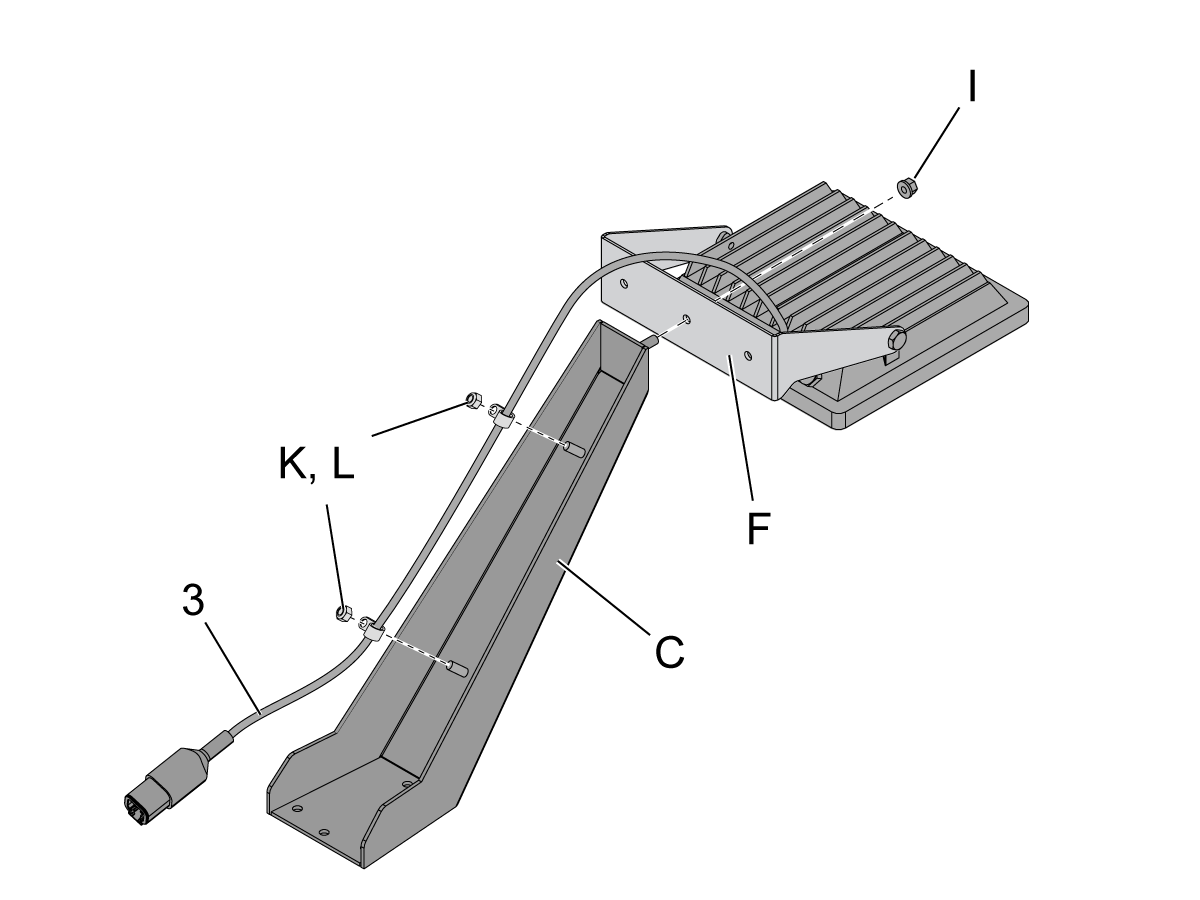
将 BRACKET, LIGHT MOUNT ARM[C] 连接到 BRACKET, LIGHT MOUNT PIVOT[F]。使用 1/4-20 LOCKNUT NYLN INSRT [I]。
将 HIL 电源线 [3] 连接到 BRACKET, LIGHT MOUNT ARM [C]。使用 (2) CABLE CLAMP 1/4 [K] 和 (2) NUT, 10-32 NYLON LOCK [L]。
制作 (2) 个这样的组件。
对于车削中心
注意: 如自动门选件与 HIL 选件一起安装,则需要安装座板以避免干扰。
根据需要从护罩中取出顶盖面板 [1],以便进入控制柜。
将 CABLE, 24V EXT [E] 放入控制柜并将其连接到护罩。使用夹钳 7/16" [J], CABLE TIE BLK 5.6 LG [N], and CABLE TIE CLAMP16 LBS [O]。
在主门上方安装 WORKLIGHT, LED LAMP ASSEMBLY [B]。使用 (2) 颗螺钉 FBHCS 1/4"-20 X 1/2" [H]。
将灯电缆连接到 CABLE, 24V EXT [E]。
注意:整齐地向上整理并布置电源线。对于重启式车床,请参阅以下步骤。
车床重启电源线布线
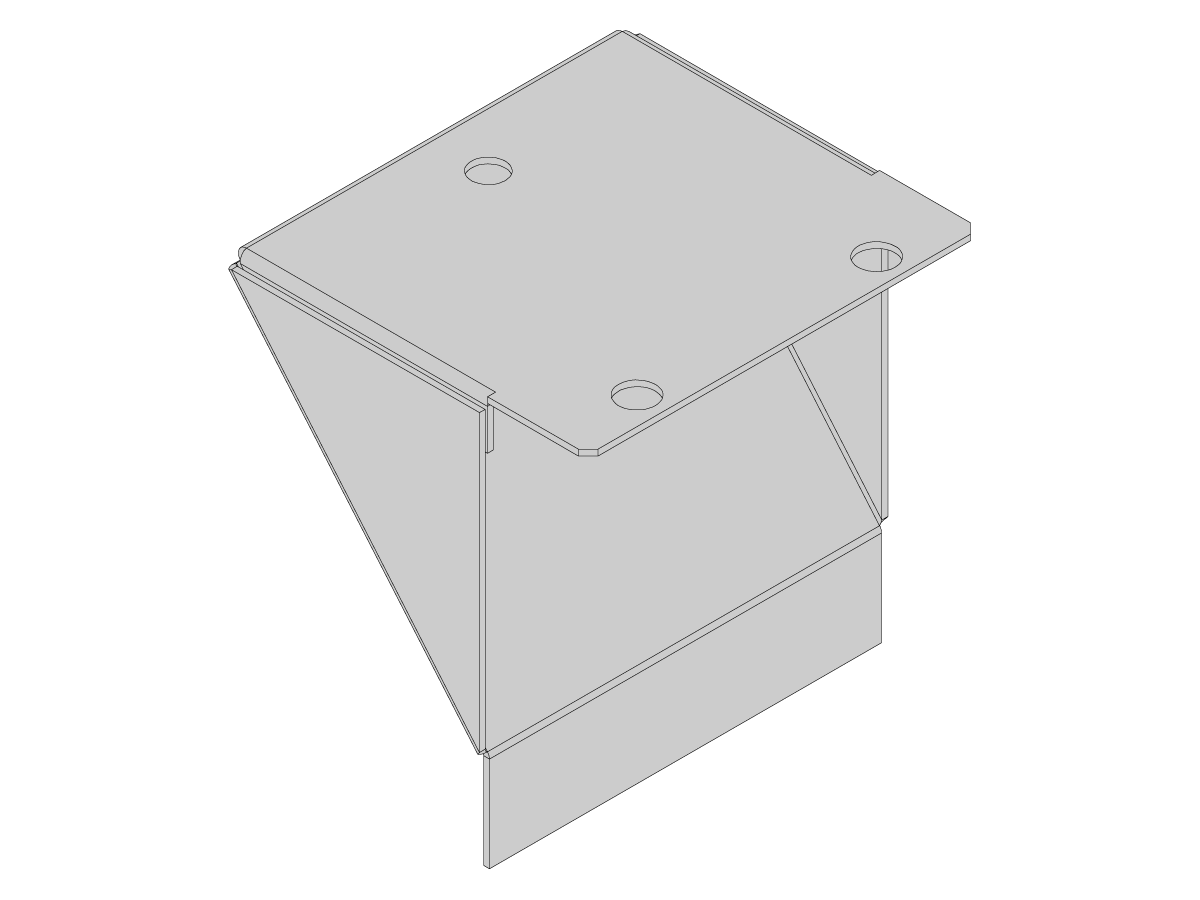
如图所示,将电源线 [1] 穿过电缆盖。
对于型号:VF-1/2
注意:如自动门选件与 HIL 选件一起安装,则需要安装座板[1]以避免干扰。
该图显示,左侧 HIL 座板安装时,需使用 FBHCS 1 / 4-20 X 1/2 LOCTITE [2]将板[1]安装到顶部机柜中。然后使用 FBHCS 1 / 4-20 X 1/2 LOCTITE [3] 将 HIL 安装至立板
针对 VF-1 / 2型号:
该图显示,右侧 HIL 座板安装时,需使用 FBHCS 1/4-20 X 1/2 LOCTITE [2]将板[1]安装到顶部机柜中。然后使用 FBHCS 1/4-20 X 1/2 LOCTITE [3] 将 HIL 安装至立板。
对于型号:VM-6、VF-6 到 14。
注意: 使用 HIL MOUNT BRKT KIT LRG VF (P/N 93-1000523) 套件。
完全清洁车门上方的前面板。
将 BRACKET, HIL MOUNT [G] 连接到 BRACKET, LIGHT MOUNT ARM [C]。使用 (1) 颗螺钉 FBHCS 1/4"-20 X 1/2" [H] 和 (1) 个 1/4-20 螺母。
从胶带 [1] 上拆下 BRACKET, HIL MOUNT [G] 底部的背纸。
将灯组件安装在主门上方。使用 (2) 颗螺钉 FBHCS 1/4"-20 X 1/2" [H]。将胶带紧紧推到前面板上。
将照明组件的电缆连接到 CABLE, 24V EXT [E]。
将 CABLE、24V EXT 放入控制柜中。将电缆连接到电缆通道 [3]。使用 CABLE TIE BLK 5.6 LG [N]。
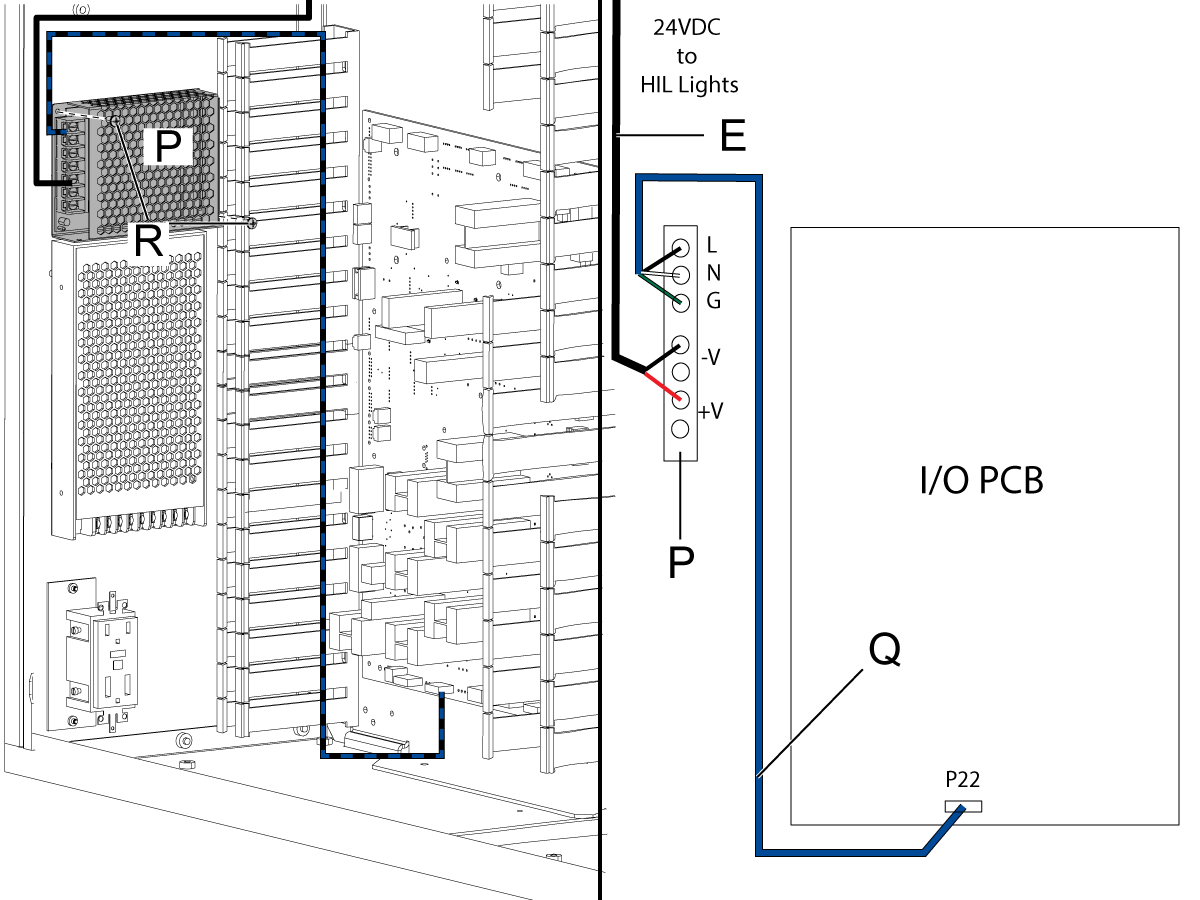
使用 PPHS SCREWS [R] 安装在标准 24V 工作灯电源上方的 100W 电源 [P]。
将电源电缆 [Q] 连接到 100W 电源 [P] 端子 L、N 和接地。
将电源电缆 [Q] 的另一端路由到左侧电缆轨道的 100W 电源,并将其连接到 I/O PCB 上的 P22。
将 HIL 延长电缆 [E] 连接到 100W 电源上的 V+ 和 V- 端子。红色到 V+ 和黑色到 V-。
重要:电缆 HIL 延长电缆 [E] 需要沿左侧面板布线。请勿将延长电缆穿过使用高压电缆的中心轨道。
重要:固定所有电缆,确保电线不会卡在门上。
要安装 PUSH BUTTON, BLACK [D]:
按[POWER ON]。
把设置 238, HIGH INTENSITY LIGHT TIMER, 更改为 1。
打开门。如果 HIL 系统工作正常,指示灯将亮起。
等一分钟。如果 HIL 系统工作正常,指示灯将熄灭。
根据您的喜好更改设置 238, HIGH INTENSITY LIGHT TIMER。
AD0613
此程序将向您展示如何更换工作灯或工作台工作灯(如果配备)的低压电源 (LVPS)。
本文档适用于以下维修套件:
注意:旧的 100W 电源更换后请勿寄回。
注意: 对 CNC 机器及其部件进行维护或维修时,必须始终遵循基本安全预防措施。这降低了人身伤害和机械损坏的风险。
危险: 在控制柜内开始任何工作之前,高压指示灯将亮起 320V Power Supply / Vector Drive 必须关闭至少 5 分钟。
某些服务程序可能很危险或危及生命。不要尝试您不完全理解的过程。如果您对执行一项程序有任何疑问,请联系您的 Haas 专卖店 (HFO) 并安排服务访问。
推 [POWER OFF] (关电)。
将主断路器设置为[OFF](关)位置。
锁定主断路器。使用带有已批准安全标签的已批准锁。
危险: 如果电压指示灯亮起,请勿触摸电气部件。控制柜中的高电压会杀死你。等待电压指示灯完全亮起。
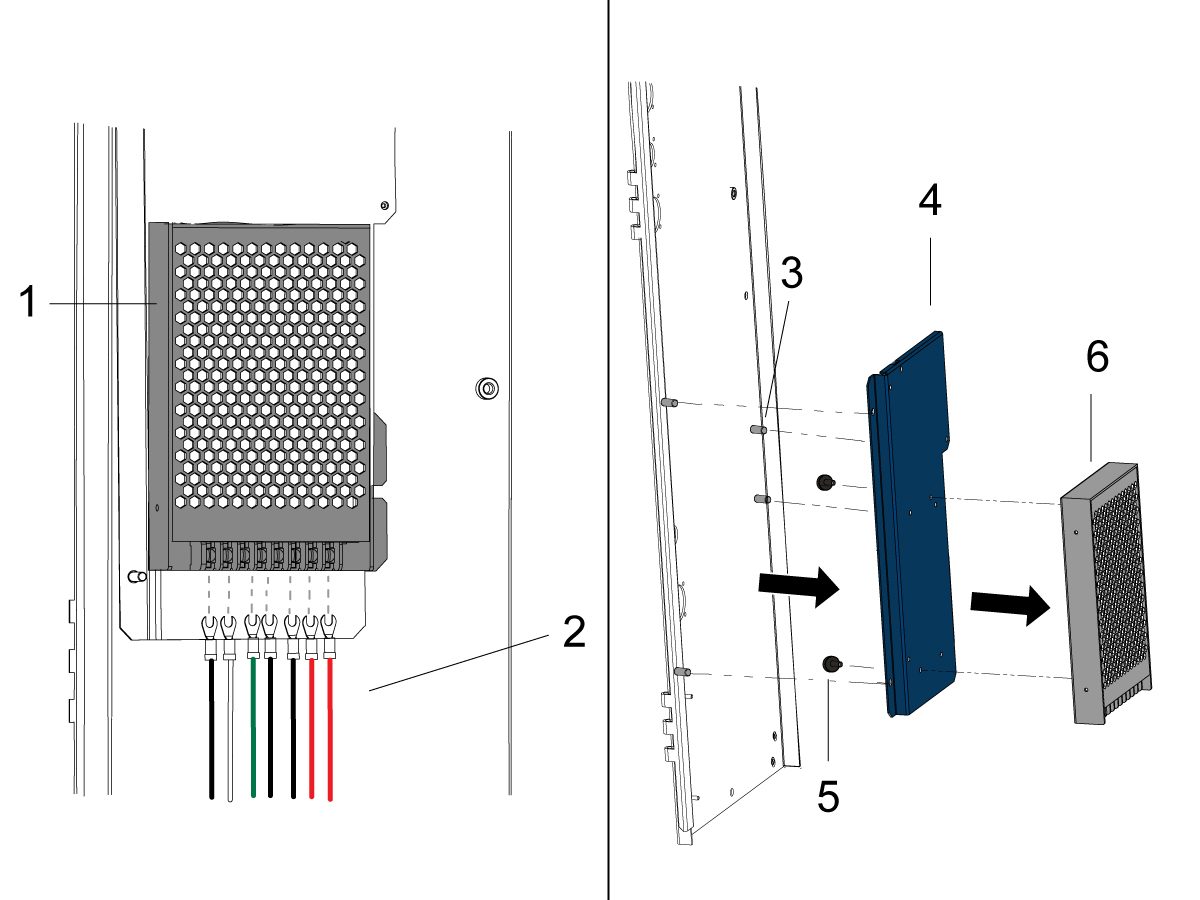
找到左侧面板旁边的 24V 工作灯 LVPS [1]。
断开连接到 LVPS 端子板的电线 [2]。
注意:在断开电线之前,请注意连接到 LVPS 端子板的电线的位置。
卸下将 LVPS [6] 固定到板 [4] 上的螺钉 [5]。
卸下将 [4] 固定到护罩上的螺钉 [3]。

在电源一侧有一个电压输入开关。将电压输入开关设置为 115V [1]。
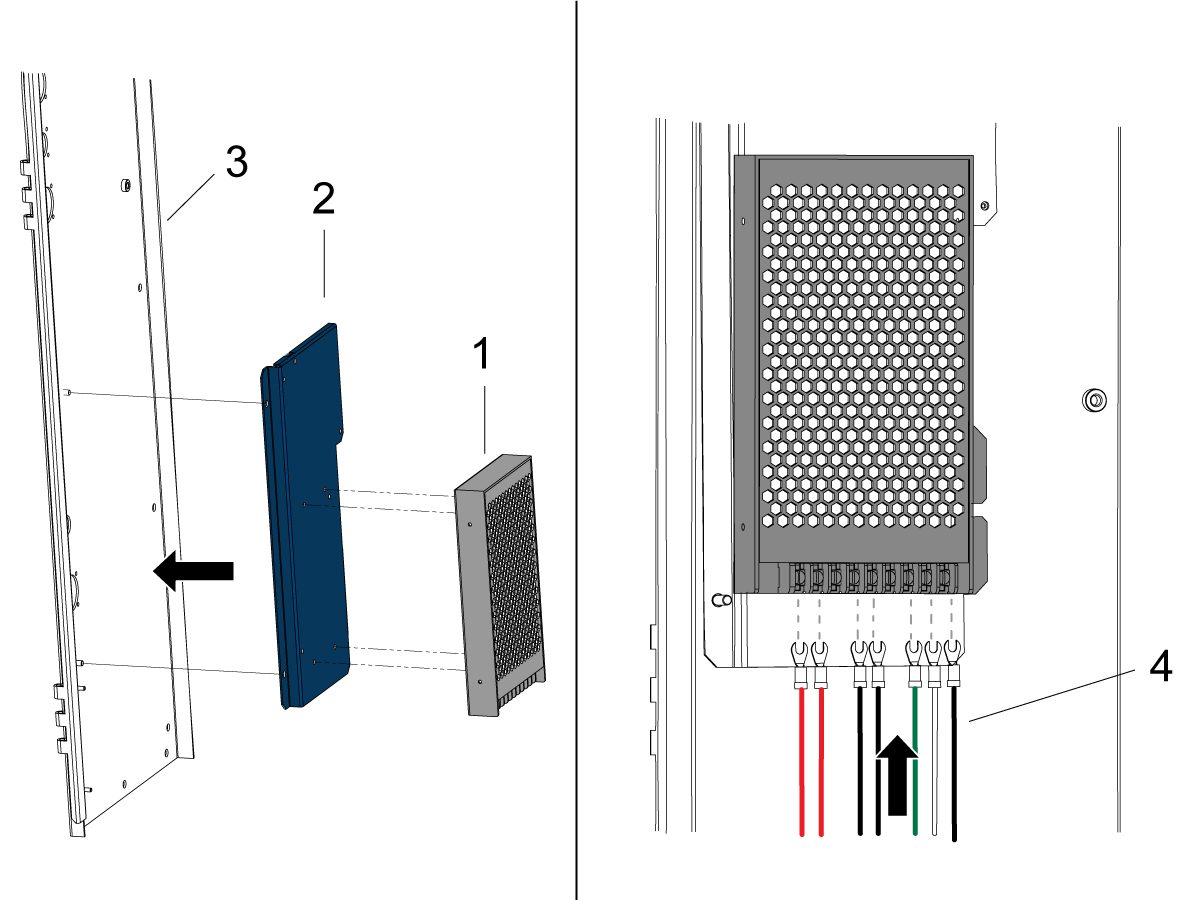
使用 4 颗螺钉将新的 200W LVPS [1] 安装到板 [2] 上。
然后,使用 4 个螺钉将板 [2] 安装到护罩 [3]。
将电线 [4] 重新连接到 LVPS 端子板。
注意: 确保铲形连接器上的标签与端子板标签匹配。
打开机器。
操作控制器侧面的照明灯开关,以测试工作灯和工作台照明灯是否打开。
修订版 A - 2025 年 4 月
| 症状 | 可能的原因 | 纠正措施 |
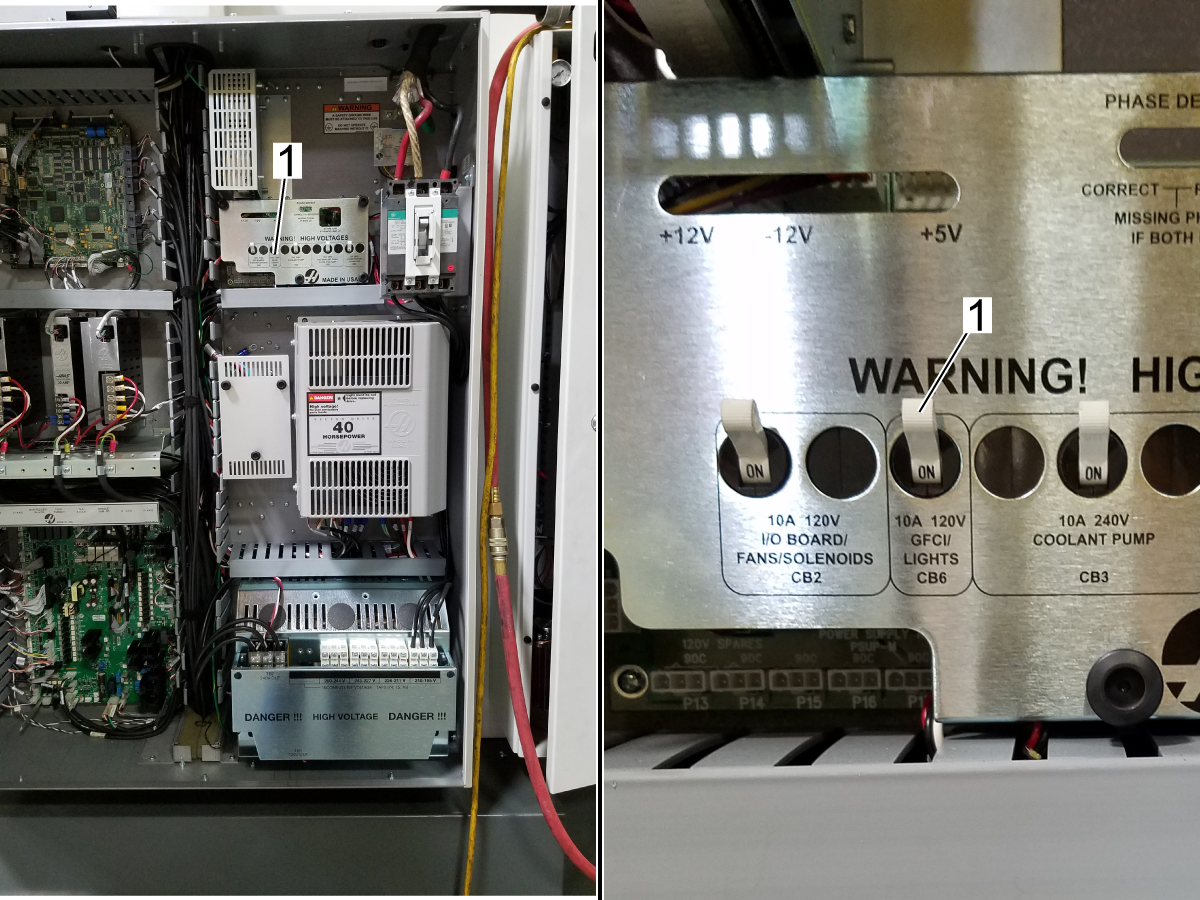
| 指示灯不通电。 | GFCI 电路/插座有问题。 | 如果机床有 GFCI,请检查 GFCI 是否跳闸。
|
| LED 组装有问题。 | 检查灯有无损坏。 检查夹具接头处有无 120 V 交流电压或 24 V 直流电压。如果电压正确且 LED 不工作,则必须更换。如果 LED 闪烁并关闭,则重新安装连接。如果继续闪烁,请更换 LED 组件。 | |
| 工作灯或 HIL 瞬时按钮有问题。 | 转到诊断/键盘 I/O 页面并切换按钮,如果该位未在诊断中切换,请使用欧姆表检查开关操作。 | |
| 从 HIL 瞬时按钮到 SKBIF 的电缆接线不正确。 | 通往 SKBIF 上的瞬时按钮 J8 的导线需要连接到中间和底部引脚。如果它们到达顶部和中间的引脚,则瞬时信号不会触发 HIL 打开。 订购更换件 33-4511。 |
|
| 指示灯闪烁。 | LED 组装有问题。 | 检查灯有无损坏。 检查夹具接头处有无 120 V 交流电压或 24 V 直流电压。如果电压正确且 LED 不工作,则必须更换。如果 LED 闪烁并关闭,则重新安装连接。如果继续闪烁,请更换 LED 组件。 |
| HIL/工作灯电缆布线有问题或铁氧体过滤器缺失。 | 这仅适用于 24VDC HIL/工作灯组件。确保 HIL/工作灯电缆在机柜左侧布线。 还要确保在再生电缆上安装了铁氧体过滤器。 | |
| 在中型 VMC(VF-3 至 VF-5)上,24V 工作台灯在机床启动时, 或当下指令开启时闪烁。 | 此机床安装的工作灯配备了 100W 电源。 | 请勿更换工作台工作灯。 升级到 200W 电源, 订购 93-3521 并按照 24V 工作灯 - LVPS - 更换 程序操作。 注意: 并非所有带有工作台选项的 VF-3 到 VF-5 都会出现闪烁。根据容差/电压,在某些情况下,将 3 个灯插入 100W 电源不会导致灯闪烁,因为电源不会进入过载保护模式。 |
| 警报 552 跳闸断路器 | 安装了不正确的 GFCI | 如果机床有 120V 工作灯或 HIL,请确保插座是 GFCI。 说明 :带有 24V 工作灯和 HIL 的机床不需要 GFCI 插座。 |

Corrective Action:
.png)
纠正措施:
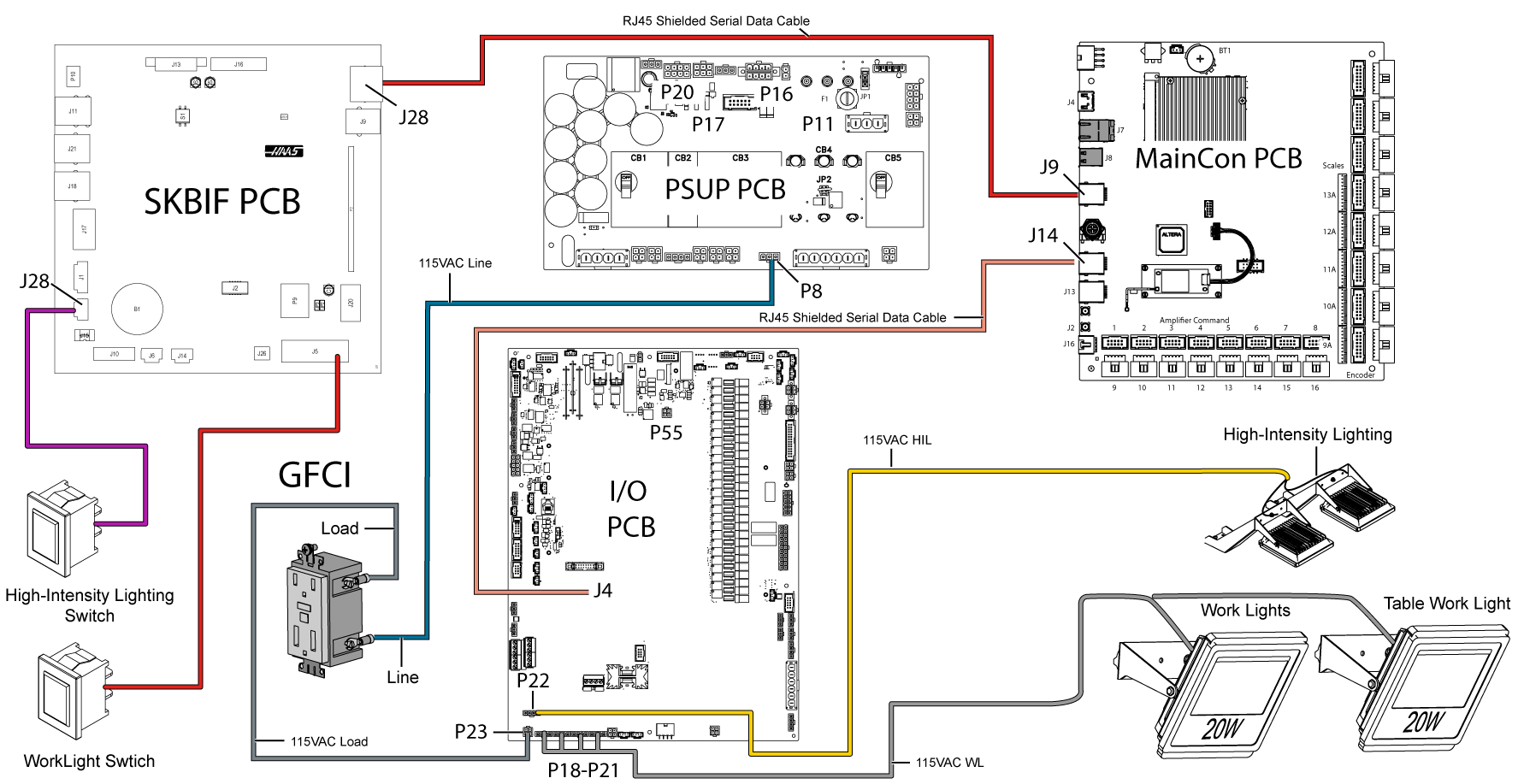
115 VAC HIL/工作灯 LED 图。
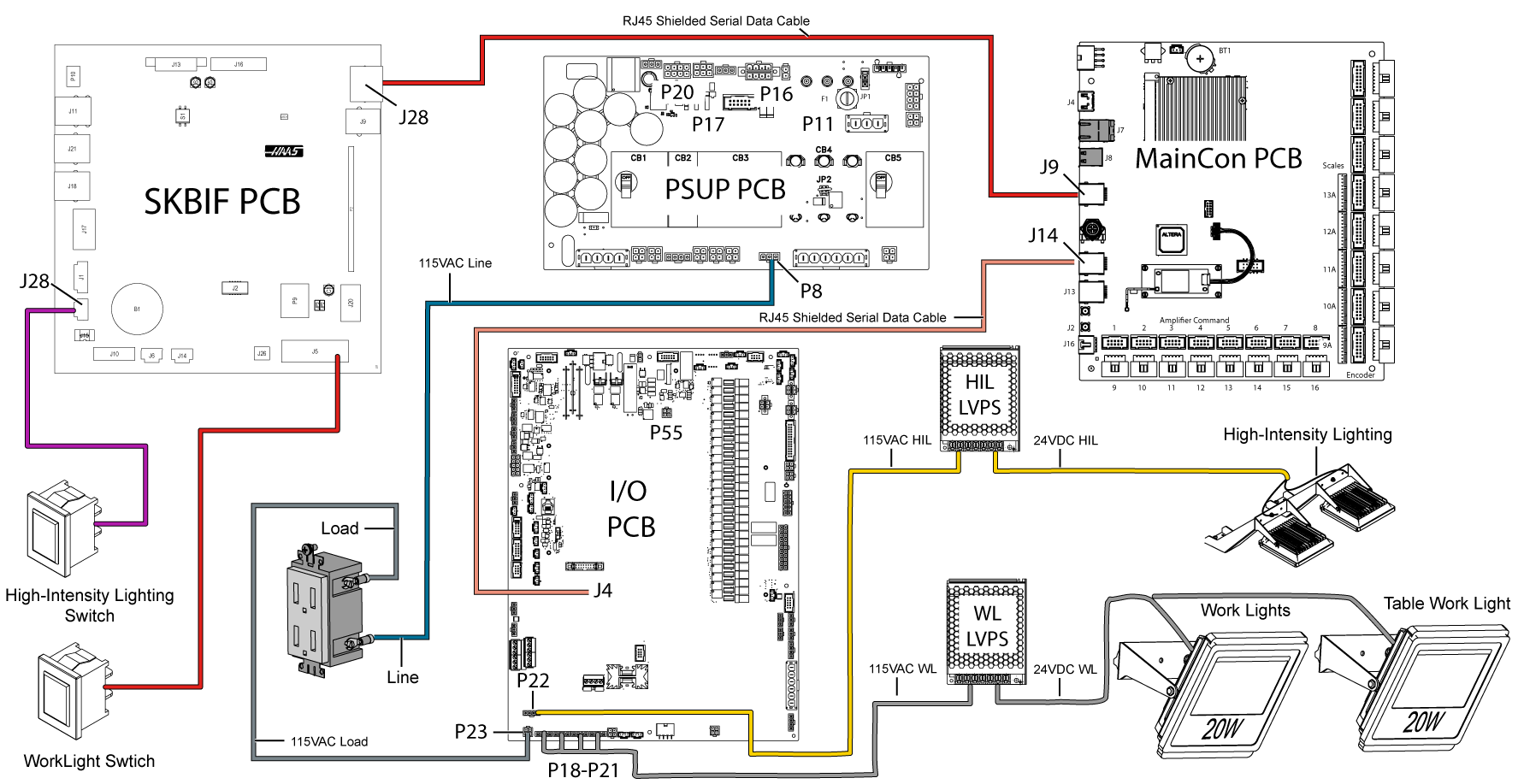
24VDC HIL/工作灯 LED 图。
Recently Viewed Items
You Have No Recently Viewed Items Yet

美元价格不包括关税、报关费用、保险费、增值税及运费。
USD prices DO NOT include customs duty, customs fees, insurance, VAT, or freight.
人民币价格包含关税、报关费用、货运保险和增值税, 但不包括运费。
CNY prices include customs duty, customs fees, insurance, and VAT. DOES NOT include freight.
此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING ACCEPTS THE FOLLOWING:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255






