
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化


此过程将指导您完成 DC-1 机床的安装。
所需工具:
DC-1 可以通过叉车或通过使用基座和立柱铸件上的提升点来提升 DC-1。有关如何提升 DC-1 的详细信息,请参阅预安装指南 ,或机床上的机器吊装标牌
为便于去除,首先使用塑料刮刀去除大部分防锈剂,然后使用强力果酸清洁剂或 Simple Green 清洁剂喷涂所有导轨护板和其他涂有防锈剂的非涂漆表面。浸泡几分钟,然后用车间抹布取出。建议在所有裸露的金属表面上涂抹矿物溶剂油或 WD-40,以防生锈。
重要: 不要使用苏格兰碎纸或金属刮刀,这些会划伤的方式盖。此外,为了避免任何污染的导轨护板密封与粘性残留物。在清除所有防锈剂之前,不要移动任何轴。
注意:该产品没有危害,通常可以像废油一样处置。
: https://vimeo.com/haasautomation/review/171129636/7c2a5127f9
说明:如果用 simple green 清洁剂难以清除残留的防锈剂,请使用制动清洁剂。

连接图中所示的润滑面板上的空气供应,作为输入空气供应。
说明:有关空气规格,请参阅位于润滑柜门前部的标贴。
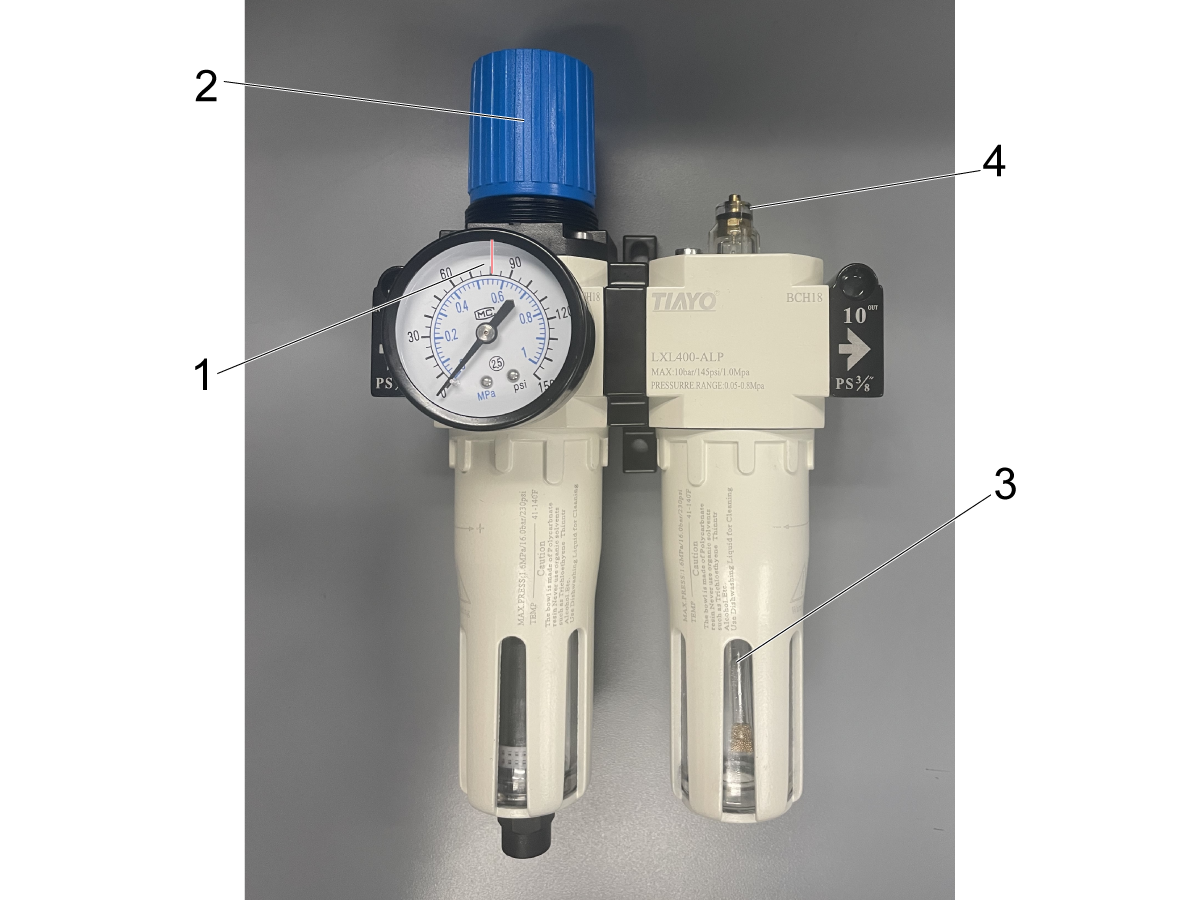
DC-1 机床所需的气压为 85psi。
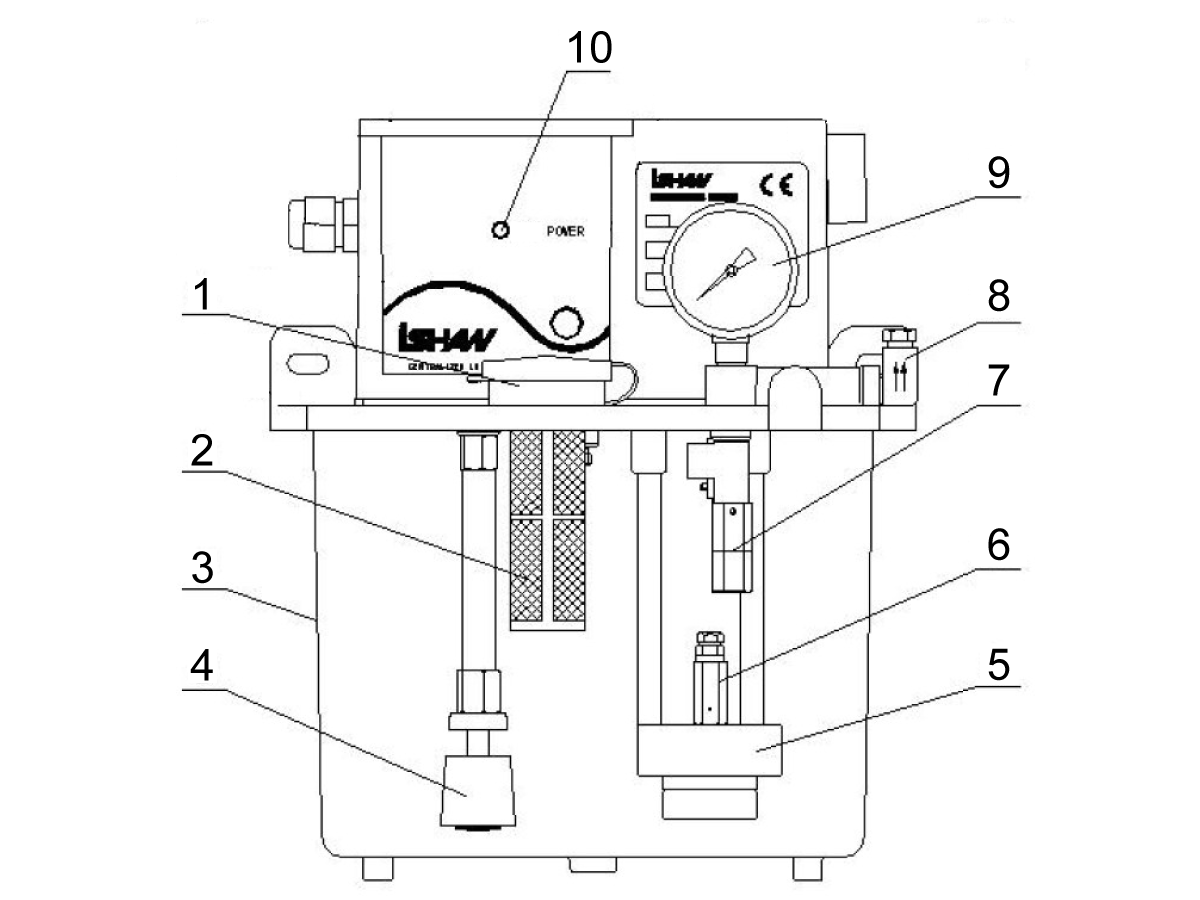
连接空气供应并验证调节器上的压力表 [1] 是否显示正确的压力。
如果需要调整压力,请向上拉调节器盖 [2],然后扭动调节器盖,将排出的空气设置为 85 psi。
一旦仪表读数为 85psi,向下推调节器盖将其锁定到位。
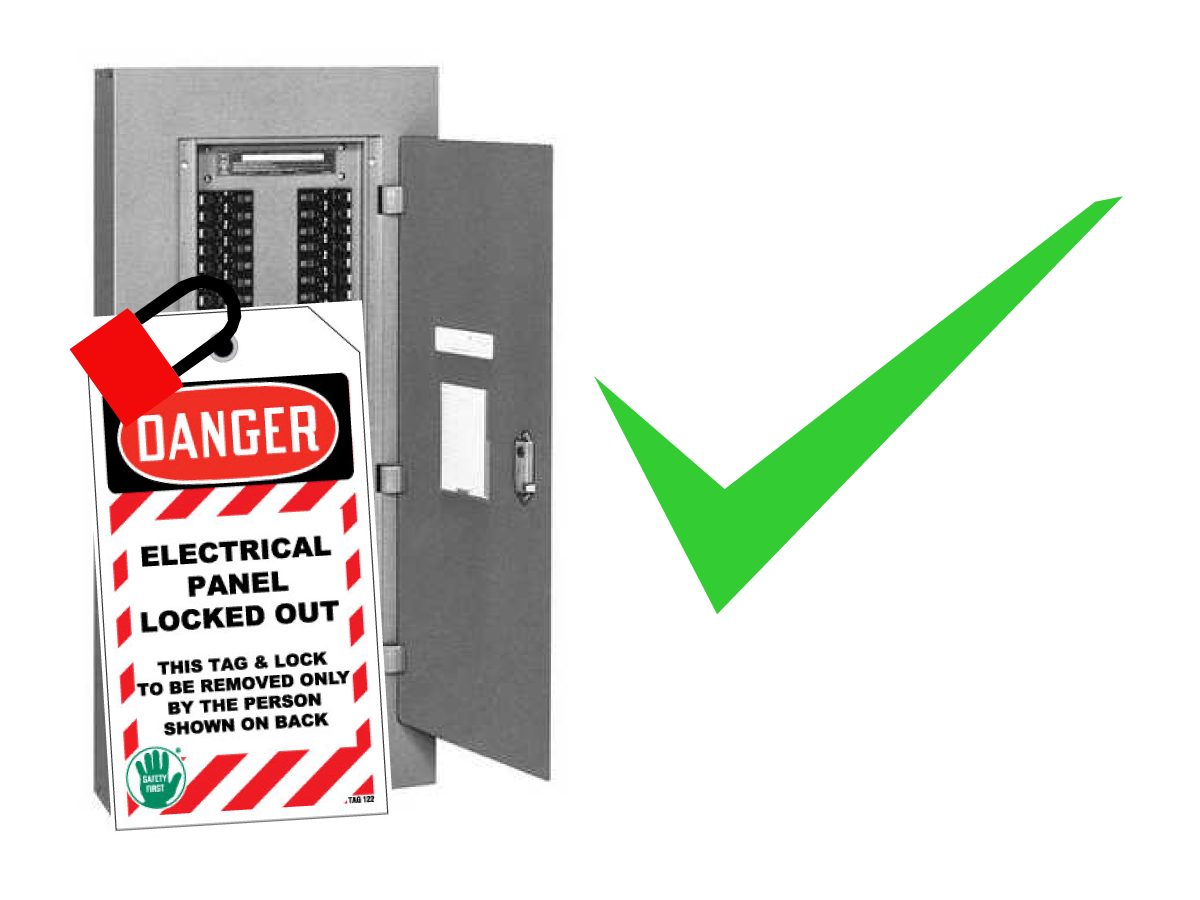
危险:使用数控设备所需的电气服务是极其危险的。在将线线连接到 CNC 之前,必须关闭电源上的所有 CNC 电源锁定标记。但是,如果情况并非如此,或者无法确定如何执行此操作,请在继续操作之前与相关人员确认或获得必要的帮助。始终使用交流电压检测器检查传入线路,以确保电源已断开。
初始控制检查
危险: 此时,机器不应有电气连接。电气面板必须关闭并固定。主断路器合闸时,整个配电板(包括电路板和逻辑电路)都具有高电压,并且一些部件在运转时温度会很高。因此必须非常小心。因此,在面板中工作时要格外小心。
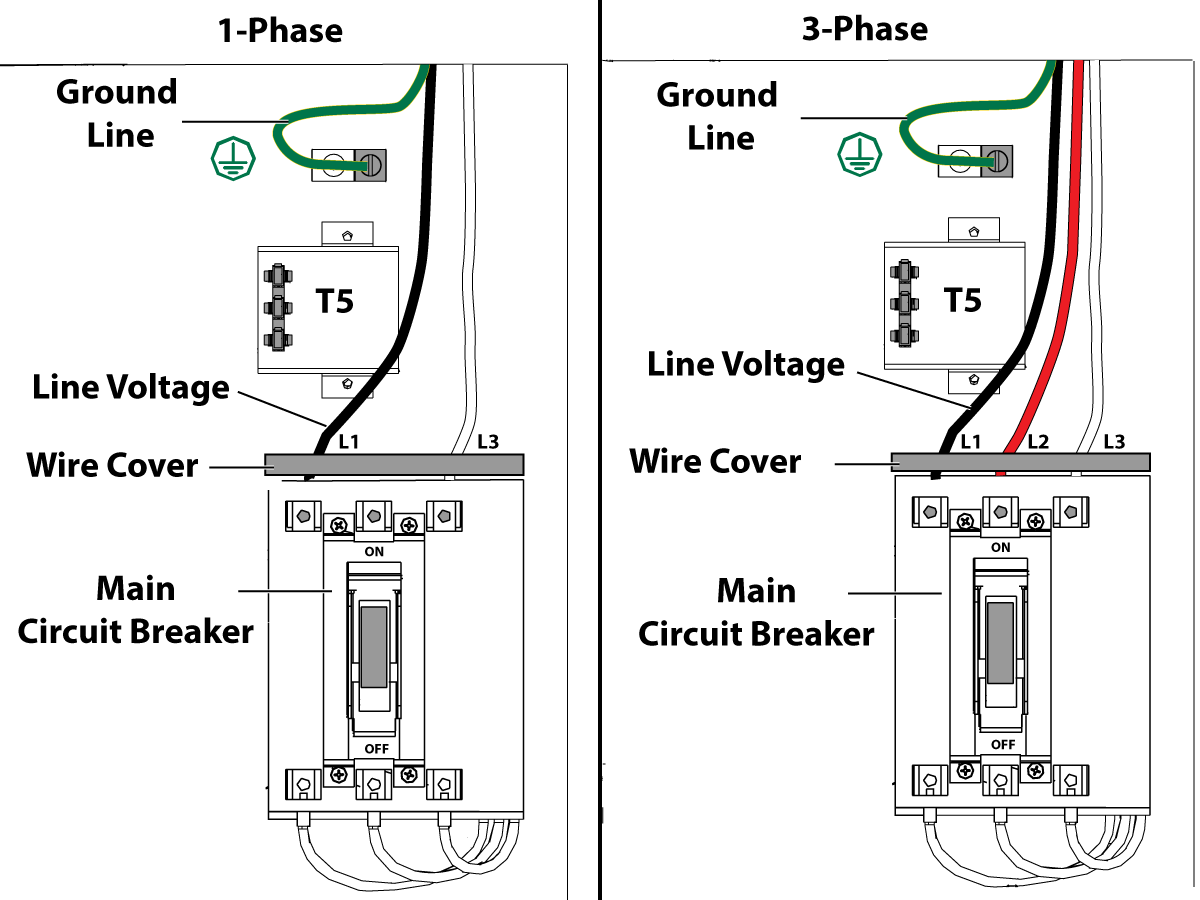
1 相机器: 将每个电源引线插入导线盖。 将两个电源引线连接到主断路器顶部的 L1 和 L3 端子。
三相机器: 将每个电源引线插入导线盖。 将三个电源引线连接到主断路器顶部的 L1、L2 和 L3 端子。
将单独的接地线连接到端子左侧的接地总线。
参考 Haas 主断路器 - 扭矩规格,以获取断路器电源引线的扭矩值。
注意: 确保引线实际进入端子块夹。(连接不良会导致机床间歇性运行或出现其他问题,例如伺服过载。) 要进行检查,只需在拧紧螺钉后拉扯导线即可。
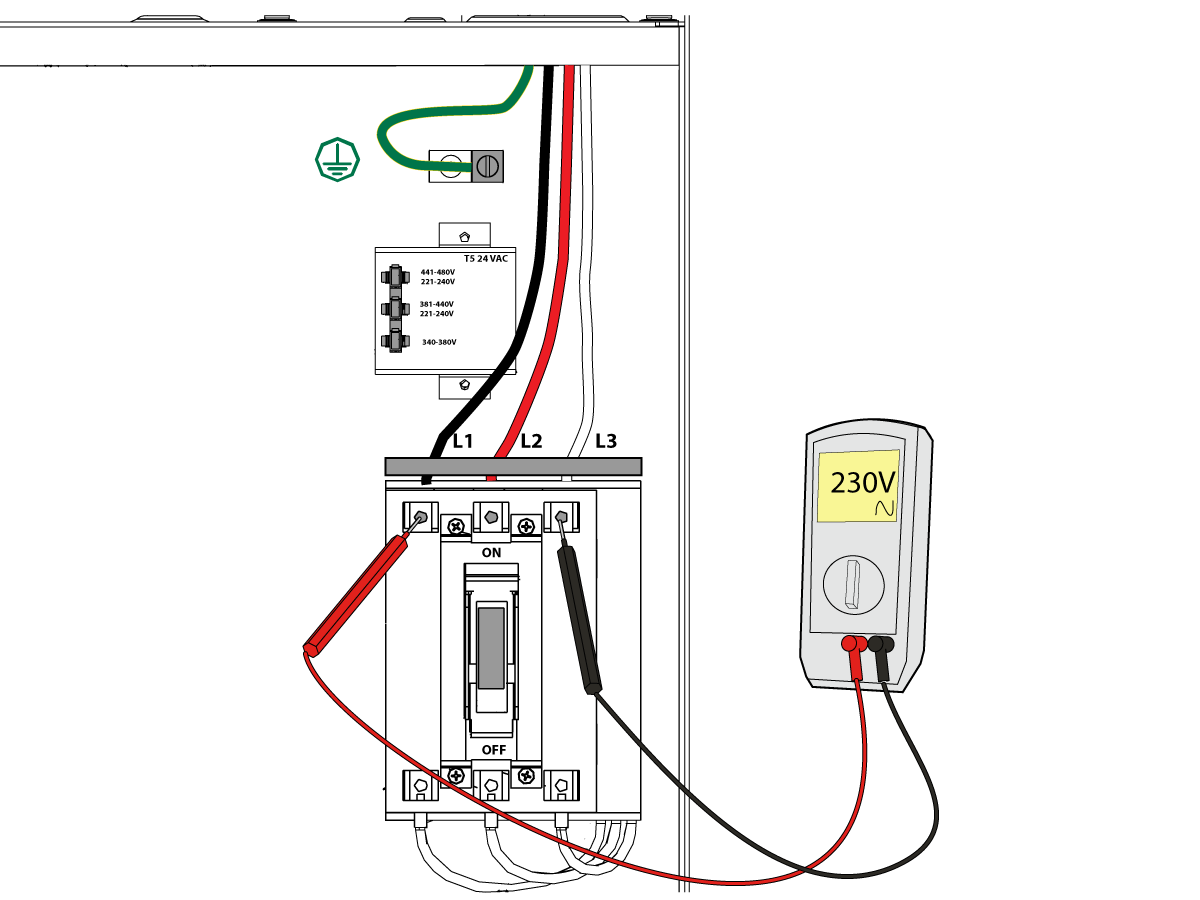
线路电压连接到机器后,确保主断路器(后机柜右上)已关闭。卸下锁定/标出并打开电源上的电源。使用数字电压计和适当的安全程序:
1 相机器: 测量 L1 上的交流电压 & 主断路器处的 L3。 交流电压必须介于 220 - 250 伏之间。
注意:低于或高于此电压可产生低压/高压警报。
三相机器: 测量主断路器上所有三个对相位之间的交流电压。
交流电压必须介于195 和 260 伏(高压选件为 360 和 480 伏)。
SMinimill - 重启: 对于没有高压变压器的机器,交流电压必须介于 198 和 242 伏之间。 请参阅迷你铣床/SMinimill - 识别文档。
注意: 宽电压波动在许多工业领域很常见;必须知道机床在运行期间提供给机器的最小和最大电压。美国国家电气法规规定,机床在平均电源电压变化时应变化 +5% 到 -5%。如果线路电压出现问题,或怀疑线路电压低,可以使用外部变压器。如果您怀疑电压问题,应在典型一天中每或两小时检查一次电压,以确保电压与平均值的波动不超过 +5% 或 -5%。
重要:关闭主断路器。
检查后机柜右下角的变压器分接头。
1 相机器:输入电压电缆必须移到连接器上, 对应于上述步骤中测量的平均电压。
三相机器: 标有 74、75 和 76 的输入电压电缆必须移到端子块三重,这对应于上述步骤中测量的平均电压。
变压器 T5 提供 24VAC,用于为主接触器供电。此变压器有两个版本,可用于 240 和 400V 机器。240V 变压器有两个输入连接器,距离变压器约两英寸,可将其连接到 180-220V 或 221-240V。
具有 220V-240V RMS 输入功率的用户应使用标记为 221-240V 的连接器,而具有 190-220V 输入功率的用户应使用标记为 180-220V 的连接器。未能使用正确的输入接头将导致主接触器过热或无法可靠地接合主接触器。
480V(可选)T5变压器有三个输入连接器,标有340-380V、381-440V和441-480V。
340V-380V 50Hz/60Hz 电源的用户应使用 340V-380V 连接器,而具有 380V-440V 50Hz/60Hz 电源的用户应使用 381V-440V 连接器。
重要:将主断路器设置为位置。检查问题的证据,如过热部件的气味或烟雾。如果出现此类问题,请立即将主断路器设置为 OFF,然后致电工厂,然后再继续操作。
电源打开后,测量主断路器底部端子上的电压。它应与输入电源连接到主断路器的测量值相同。如果有任何问题,请检查接线。
按下前面板上的电源打开开关,为控制部供电。
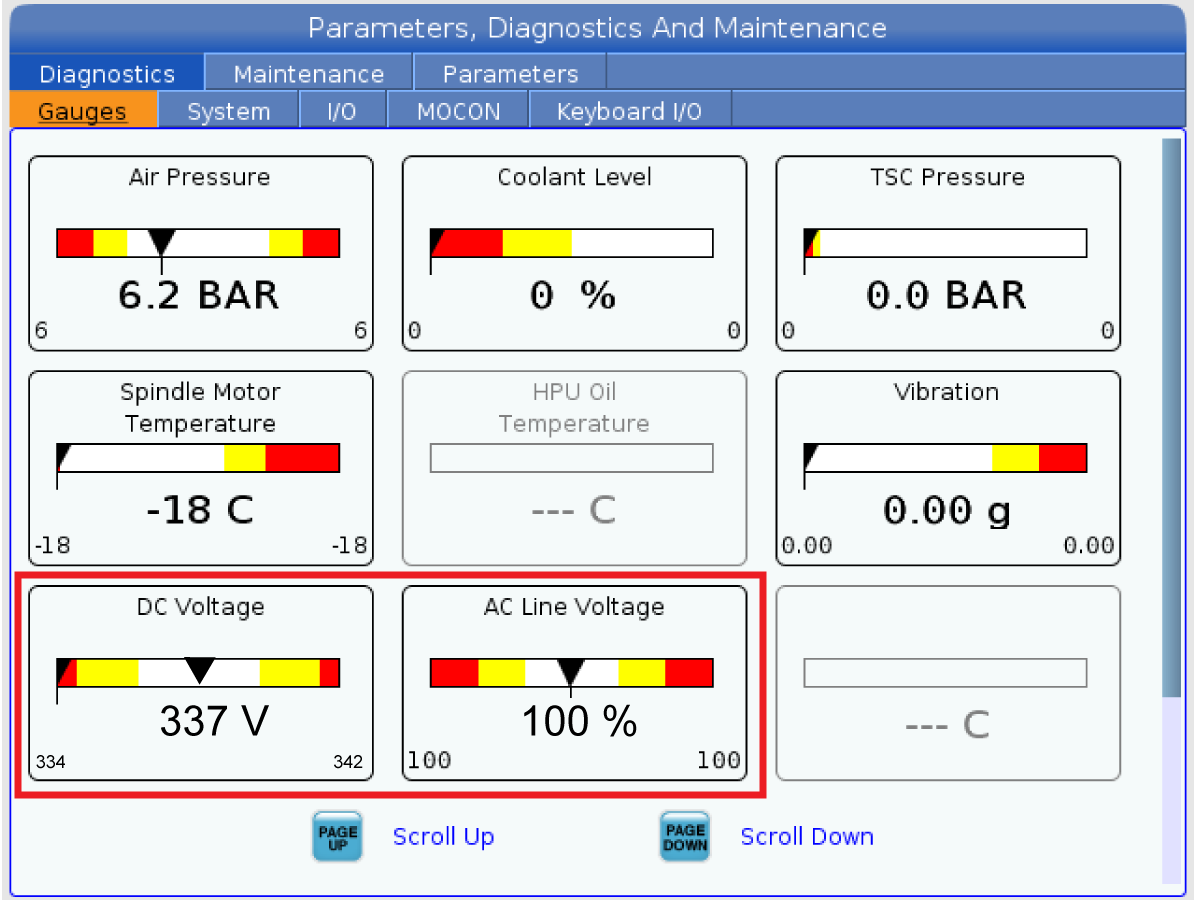
检查直流电压和交流线路电压表 诊断。直流电压表的读取电压必须介于 310 - 360V 之间。交流线路电压必须介于 90% 和 105% 之间。如果电压超出这些限制,请关闭电源并重新检查步骤 2 和 3。如果电压仍超出这些限制,请致电工厂。
电力必须正确分段,以避免损坏您的设备。电源组件 PC 板包含 "相位检测" 带霓虹灯指示灯的电路。当橙色霓虹灯亮起 (NE5) 时,相位不正确。如果绿色霓虹灯亮起 (NE6),则相位正确。如果两个霓虹灯指示灯都亮起,则导线松动;检查连接。通过将源电源设置为关闭,然后在主断路器上交换输入电源线路的 L1 和 L2 来调整相位。
危险: 在调整相位之前,必须关闭电源上锁定标签的所有 CNC 电源。始终使用交流电压检测器仔细检查传入线路。
将主断路器设置为关闭位置。关上门,锁紧闩锁,然后重新打开电源。
从控制柜中取出钥匙,交给车间经理。
激活
当机床正确放置并连接到空气和电力时,即可进行最终安装(拆卸装运块、调平、主轴扫描等)和软件激活。HFO 维修技师这样做。请与本地 HFO 联系以安排工作。
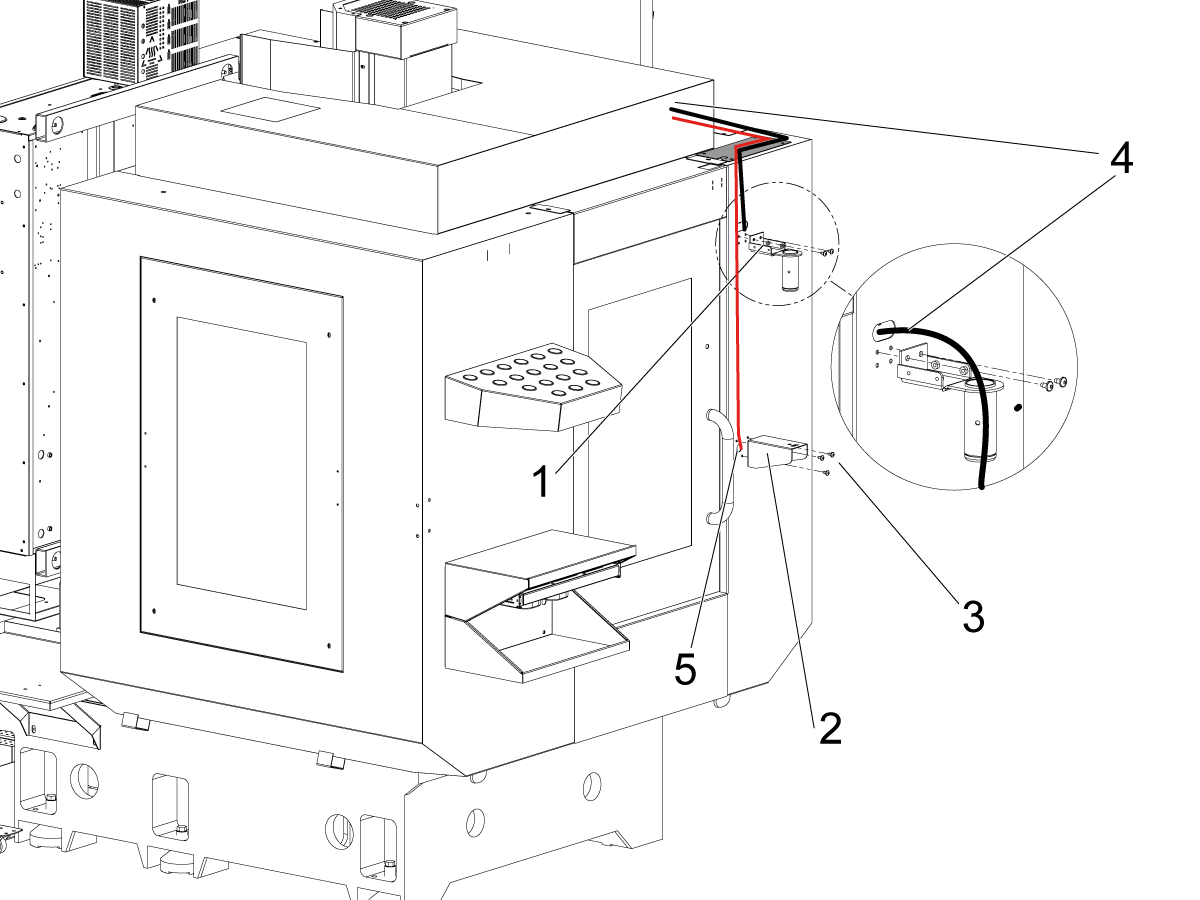
固定顶部支架 [1] 和底部支架 [2],这两个支架会将控制器固定到护板 [3]。
使用 2 个 BHCS 固定顶部支架,使用 3 个 BHCS 固定底部支架。
将护罩顶部引出的电缆 [4] 穿过顶部支架,以便可以连接到控制器。
说明:确保将操作员喷嘴 [5] 的软管穿过底部支架 [3]。如需将喷嘴接头连接到支架,请参阅下一步
说明:固定顶部支架时,请勿损伤电缆。在固定支架之前将电缆穿过支架(若需要)。

使用 4 个 BHCS [2] 安装顶部支架护盖 [1],以便将护盖固定到控制器所连接的顶部支架上。
使用支架下方的 SHCS [3] 固定控制器,以便将控制器从底部固定到安装支架上。
确保橡胶垫片 [4] 位于控制器和安装支架之间。在橡胶垫片的每一侧放置一个垫圈。
说明:确保顶部支架盖不会夹住任何连接到 SKBIF PCB 的电缆。
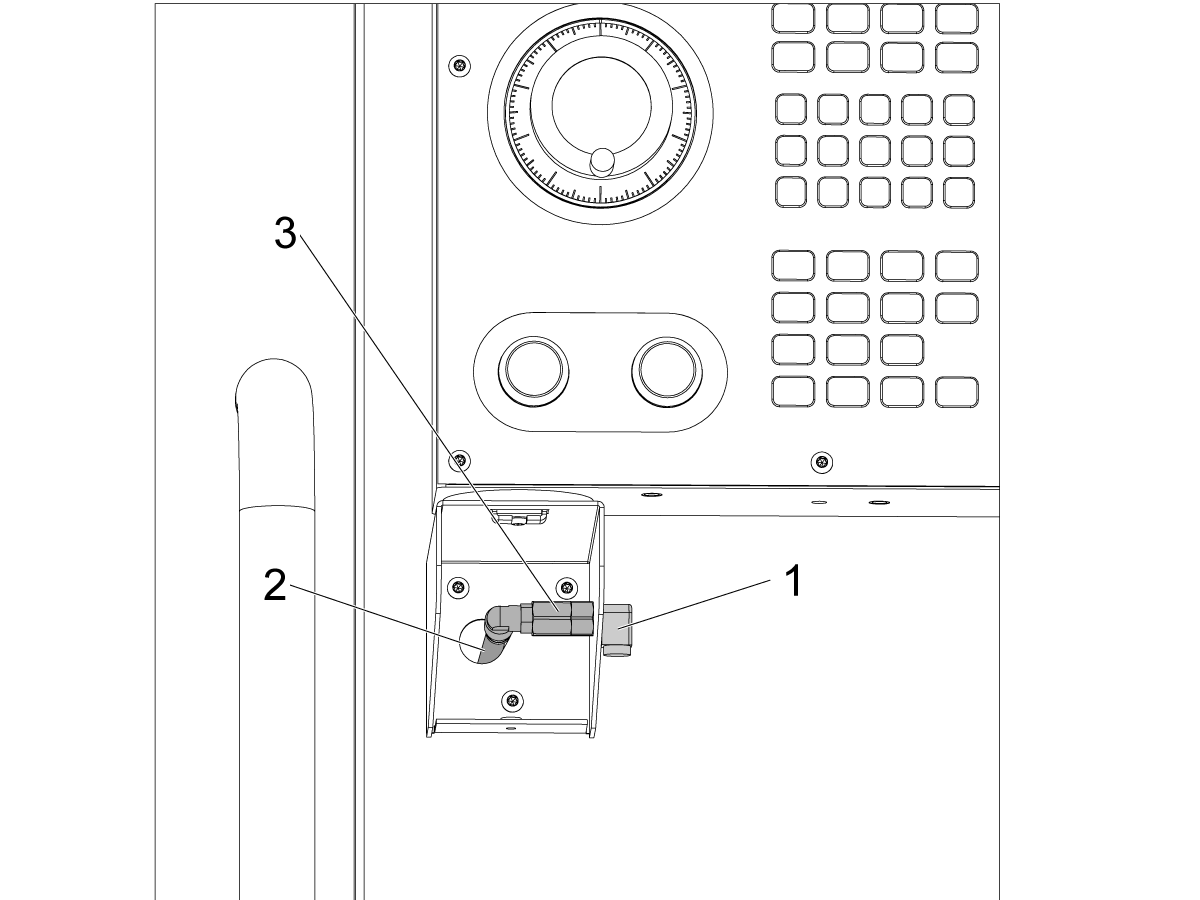
在操作员喷嘴的底部安装支架上安装接头。
将护罩内部引出的输气软管 [2](已在步骤 1 中布置)连接到止回阀 [3]。
将弯头接头 [1] 固定到止回阀上,使安装支架位于两者之间,以便将接头固定到位。
将盖安装到下部支架上以保护接头。
将操作员喷嘴连接到弯头接头 [1]。

拆下控制器的后面板,以便能接触到 SKBIF PCB。
确保对穿过顶部控制器安装支架(已在上一步中安装)的所有电缆进行连接。
说明:确保将铁氧体过滤器 [6] 安装到 USB 电缆上,以防止受到电气噪音影响。
验证接线后,装回控制器的后面板。

对于具有自动窗功能的机器,自动窗需要组装并安装在机床的右侧窗口。
重要提示:机床将处于警报状态,直到自动窗和夹紧传感器正确安装。继续执行这些步骤,并阅读 AD0652 以获取有关如何进行自动窗口安装的说明。
自动窗套件包含在机床随附的 30-14126 包装中。
通过松开 4 个 BHCS [2],从 DC-1 上拆下右窗护板 [1]。
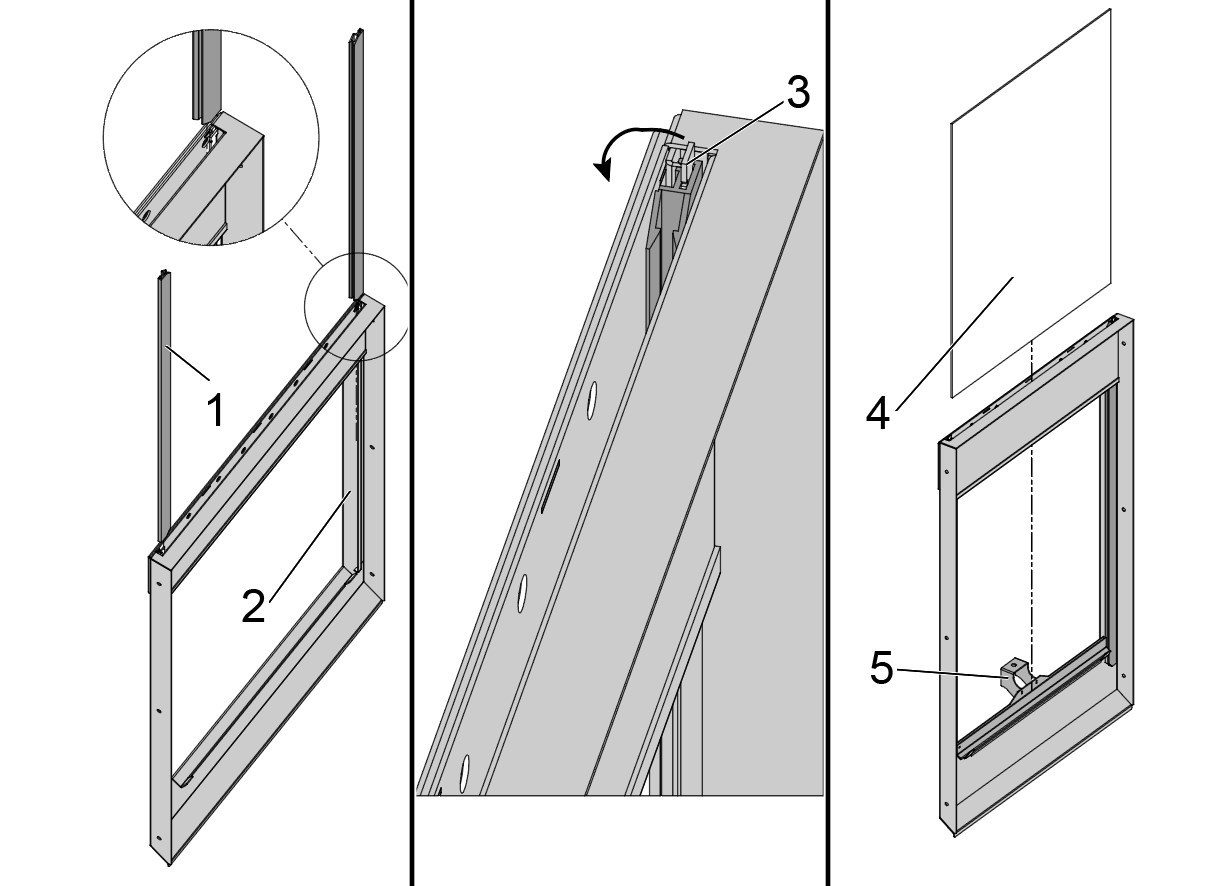
将两个窗口导轨 [1] 滑到侧窗护板 [2] 上。
为了将窗口导轨固定到位,将从护板顶部伸出的卡舌 [3] 弯曲到窗口导轨上方,以将其锁定到位。
将窗 [4] 从顶部滑入导轨 [1] ,并测试窗是否能轻松滑过导轨,并可与窗提升支架 [5] 对齐。
重要提示:此时不要将提升支架 [5] 固定到窗上。AD0652 提供了有关如何完成自动窗口安装的详细信息。
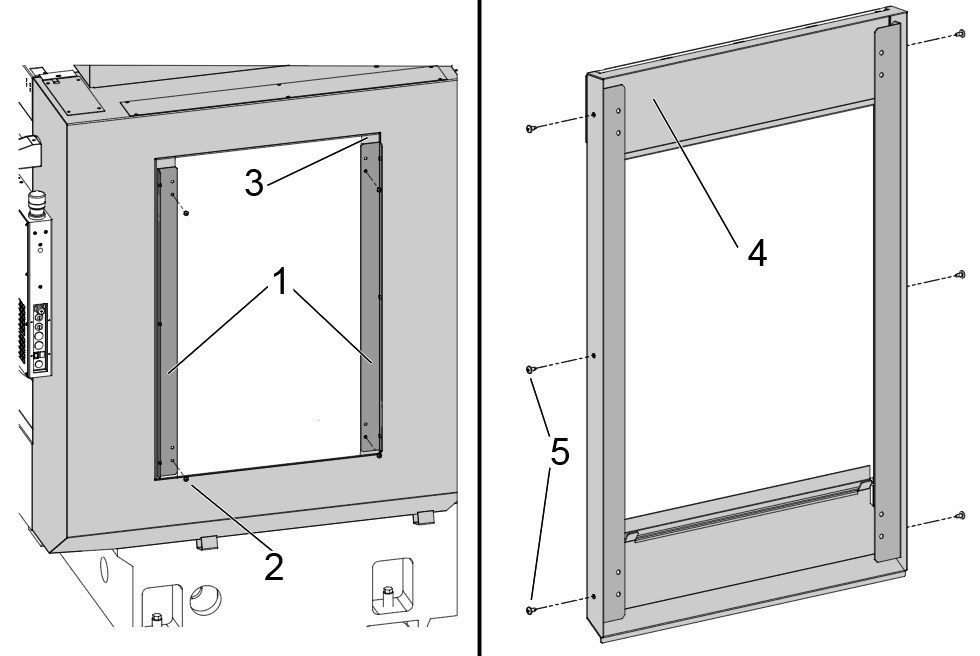
如左图所示,将自动窗安装面板 [1] 固定在 DC-1 护罩 [3] 上 。
使用套件中提供的 6 个 FBHCS [5] 紧固件 将窗面板 [4] 固定到安装面板 [1]上。
说明:右图从机床内部的视角显示窗面板安装。确保安装面板 [1] 的朝向正确。
DC-1 自动窗的提升气缸总成与其他机床上的其它自动窗相同。

从 (33-1169) 电缆 [2] 的窗口关闭连接器上拆下跳线 (33-1388) [1]。 33-1169 电缆连接到 IO PCB 的 P13 。
此跳线 [1] 被窗口关闭传感器 [3] 的连接器所替换。此传感器位于护罩盖后面的气缸底部。
说明:此跳线旨在防止在安装自动窗口之前打开与窗口相关的警报。
卸下此跳线后,Haas 控制器将发出警报,提示侧窗未关闭。
要清除此警报,必须将夹紧传感器 [3] 安装到自动窗提升缸上。
有关如何安装气缸和传感器的说明,请参阅 AD0652。
注意:有关安装窗口、夹紧传感器和气缸对齐的详细信息,请参阅AD0652 - 自动窗安装。AD0652 包含有关如何完成 DC-1 机床自动窗安装和测试的说明。
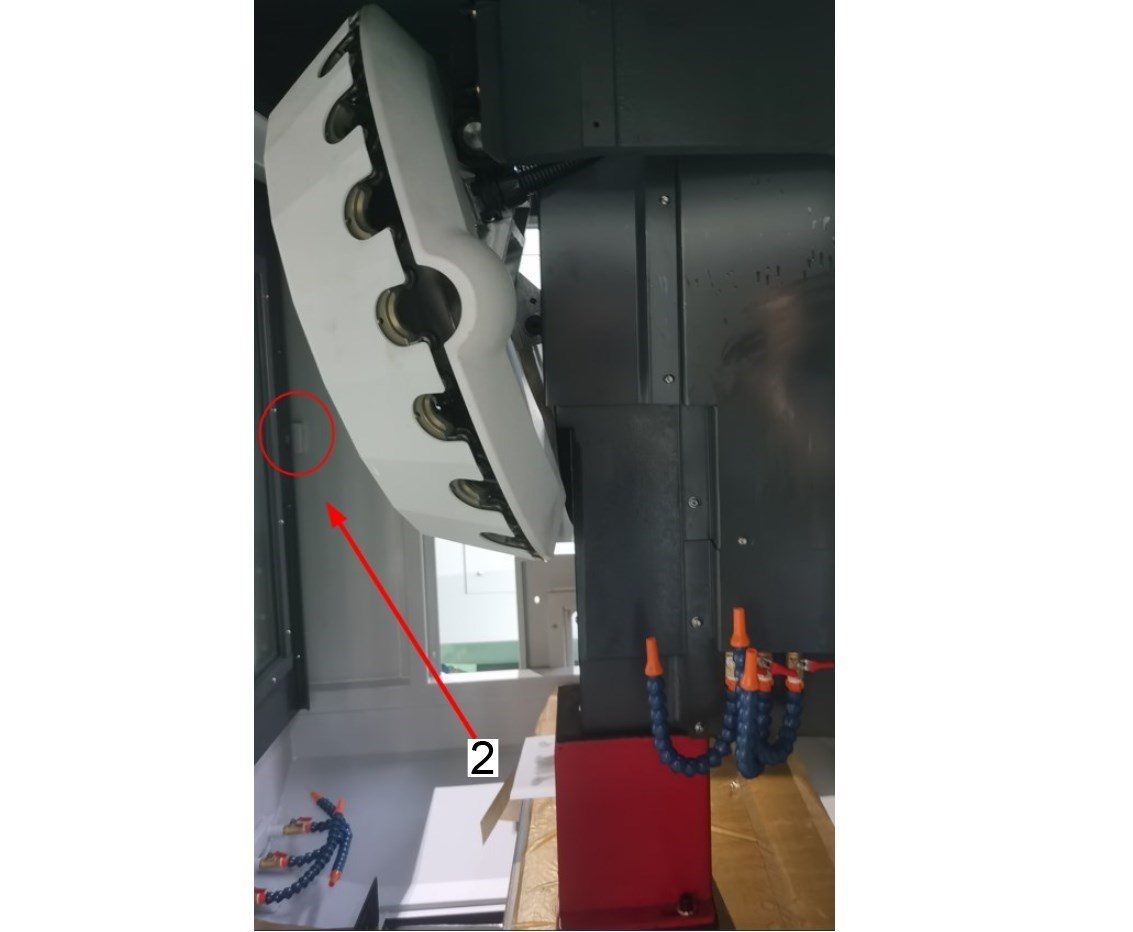
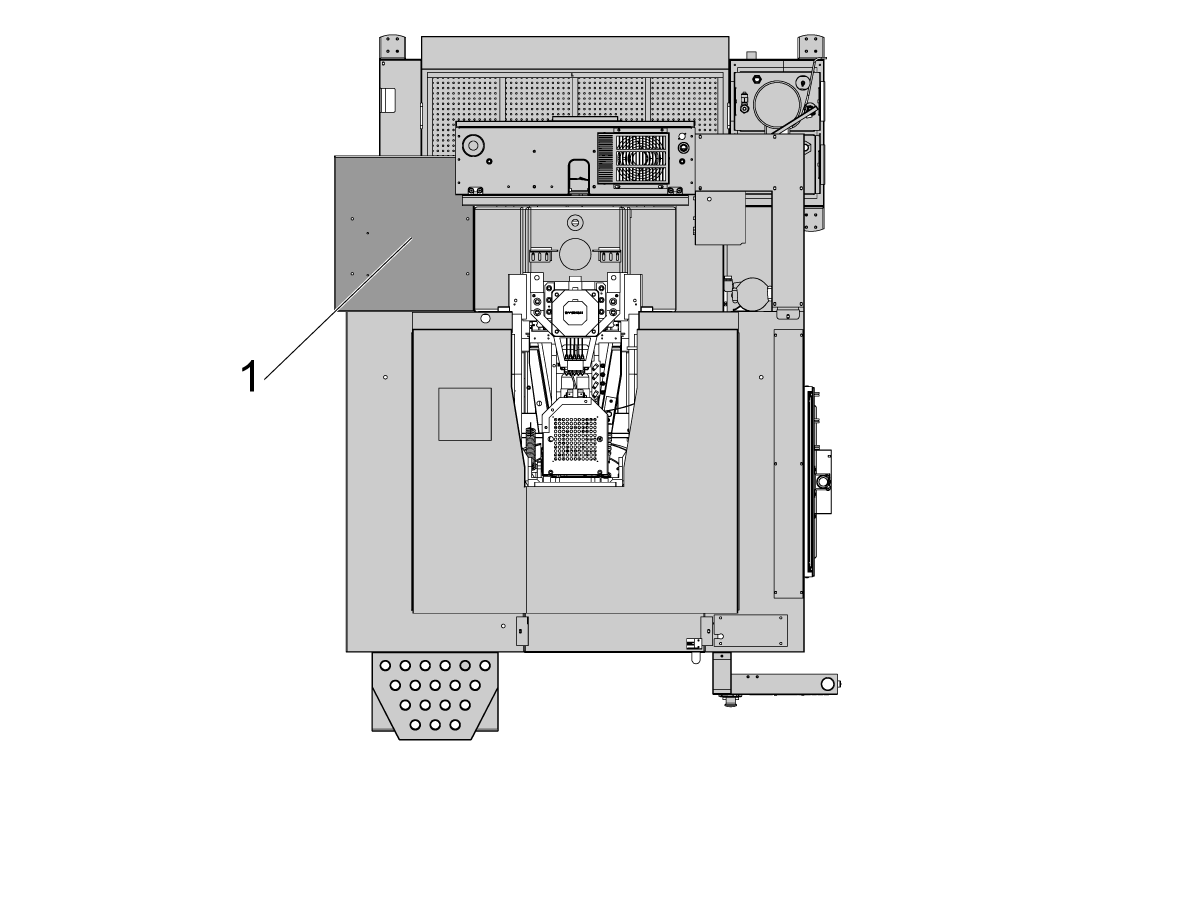
拆下螺栓,将门固定在护罩 [2] 上。
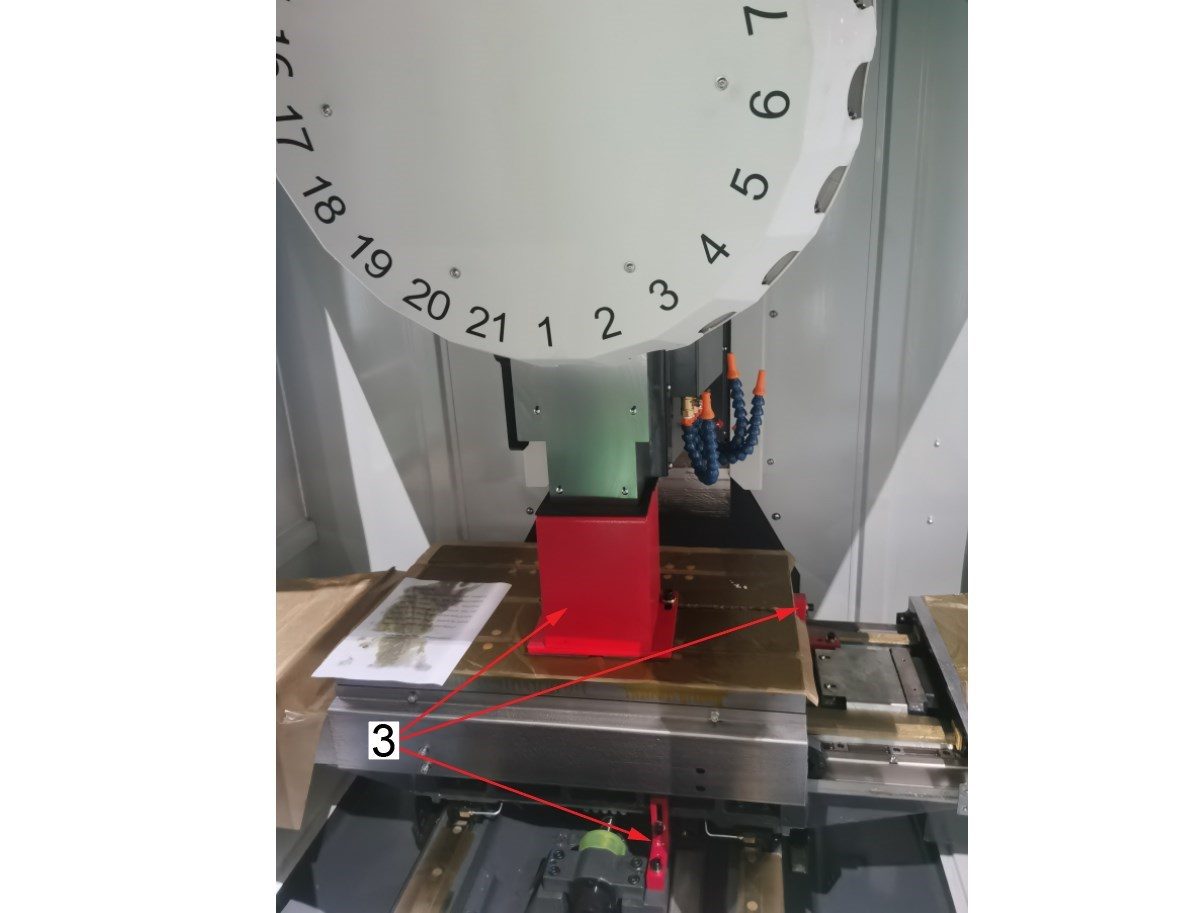
拆下 X 轴和 Y 轴装运支架。打开机床电源并向上点动 Z 轴,以便可以从工作台卸下主轴头支架 [3]。
说明:如果 Z 轴无法向上点动足够远,则 Z 轴原点位置设置不正确。有关如何重置 Z 轴原点位置的详细信息,请参阅第 5 章 - 操作/换刀装置。

Once the X-axis and Y-axis shipping brackets have been removed, the waycovers need to be fastened in position.
Remove the front table cover [1] and make sure that all waycover fasteners [2] are removed from the front cover and back side of the table.
Note: Before jogging along any axis of the machine, make sure the fasteners for the waycovers are removed.
Once the front cover is removed, use the fasteners removed and the bag of fasteners ziptied to the Y-axis waycover [3].
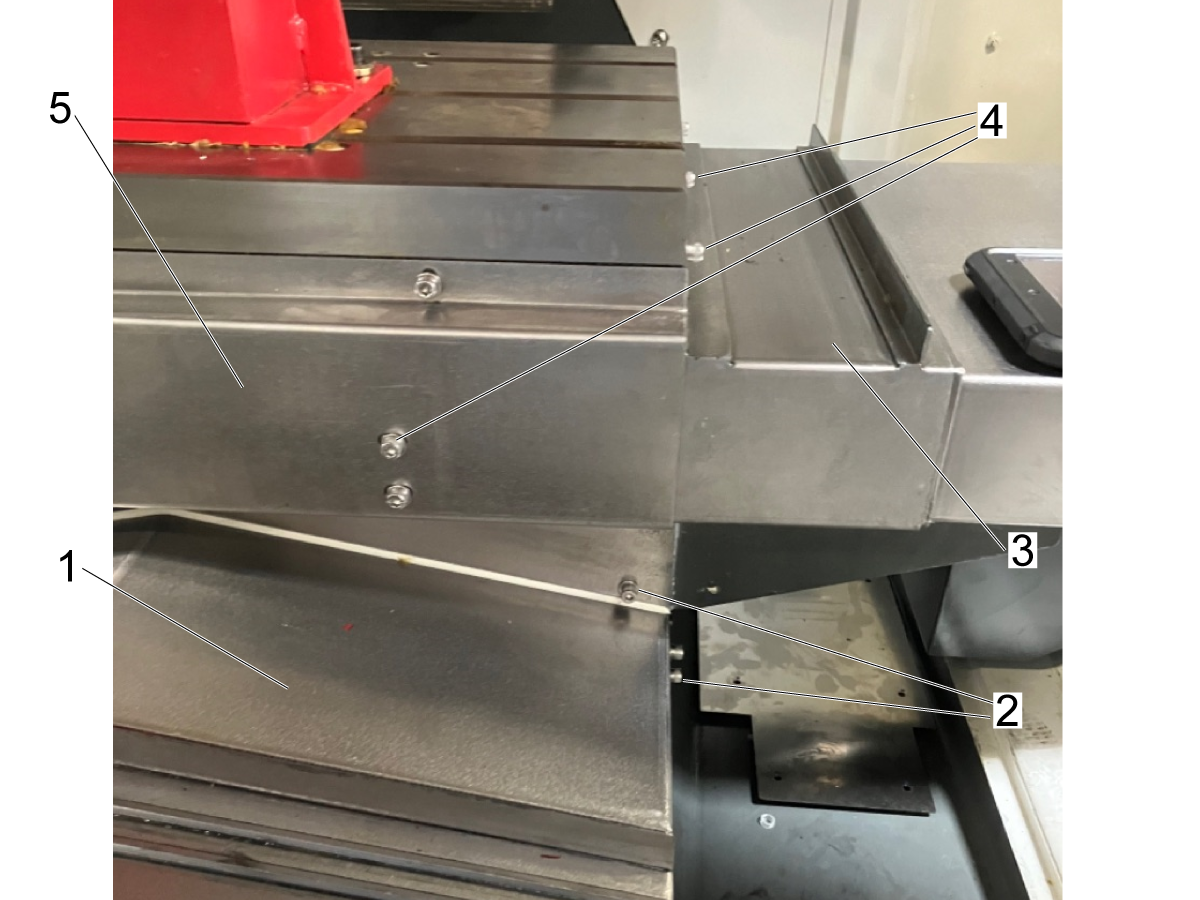
拆下 X 轴和 Y 轴装运支架后,需要将导轨护板固定到位。
使用连接到前 Y 轴导轨护板 [2] 的紧固件 [1] 来将导轨护板固定在工作台和鞍座上。
如图 [3] 所示,将导轨护板滑入到位。
使用工作台正面和背面的紧固件 [4] 将 X 轴导轨护板固定到位。
使用工作台左侧和右侧的紧固件 [5] 将 Y 轴导轨护板 [2] 安装到鞍座上。
注意:在导轨护板连接工作台的接缝处涂抹 RTV 密封剂,以防止冷却液侵入导轨护板下方。
让每个轴回原点,一次一个,或按 [POWER UP]。完成水平处理过程。
重复这些步骤以达到正确的机器水平。
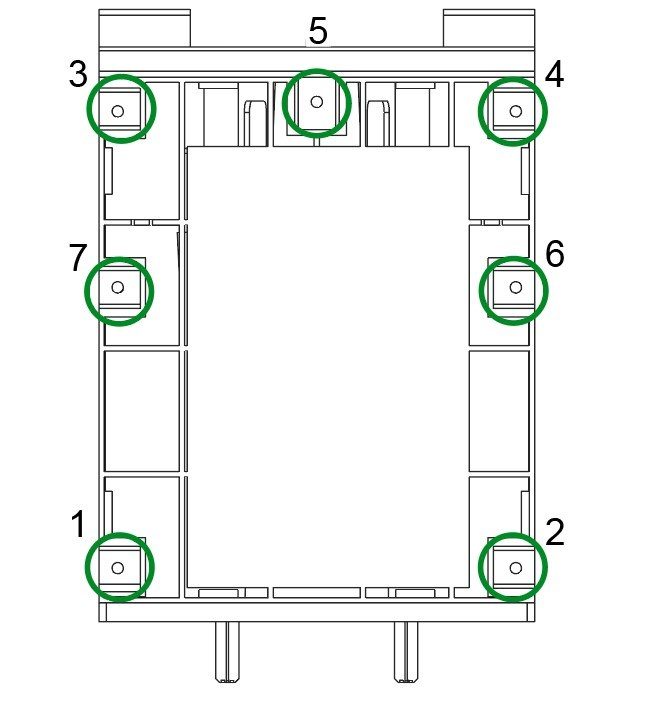
使用四个角水平调整螺栓 [1、2、3、4] 将机床高度设置为高于地面 3" +/- 0.5" (75 mm +/- 10 mm)。转动每个螺钉,使其具有相等的张力。
将 X 轴和 Y 轴旋转到行程的中间,使工作台居中。
注意: 欲知更多信息,请参阅此链接,详细了解如何对 VMC 机床进行调平。

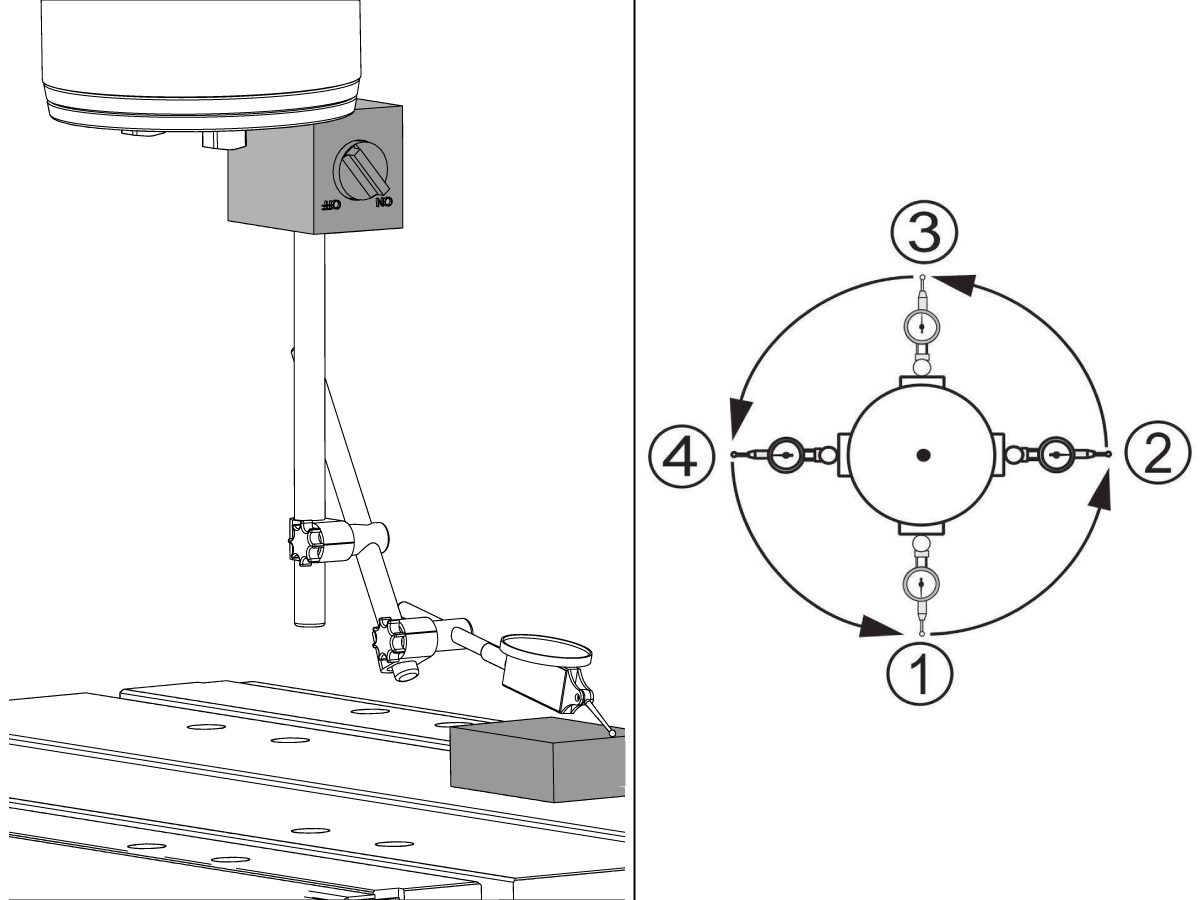
清洁表面和调平工具 (T-2181),并在继续操作前检查调平工具的校准。
将水平放置在托盘的中心,与 X 轴平行。使用 t 槽进行对齐。
注意气泡的位置。
通过转动 180 度来重新定位水平。气泡应显示与之前相同的读数。
如果读数因多个除法而异,则将水平返回 Haas 进行调整,不要使用它来调平机器。
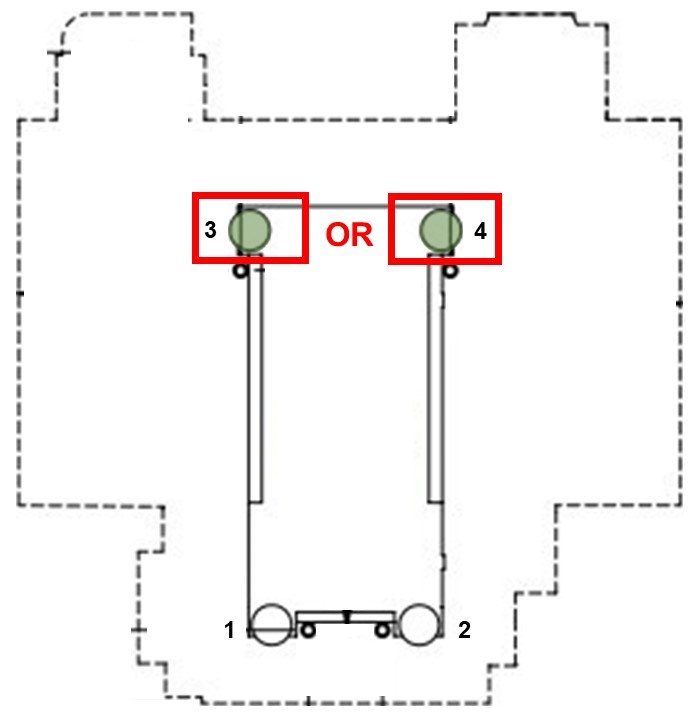
调整角调平螺栓 [1,2] 或 [3, 4],直到与 Y 轴平行的气泡居中。
这将将机器正面对后部进行水平。
始终升起机器的下侧,以保持冷却液油箱的间隙(如果配备),并调整该侧的两个调平螺栓相等。
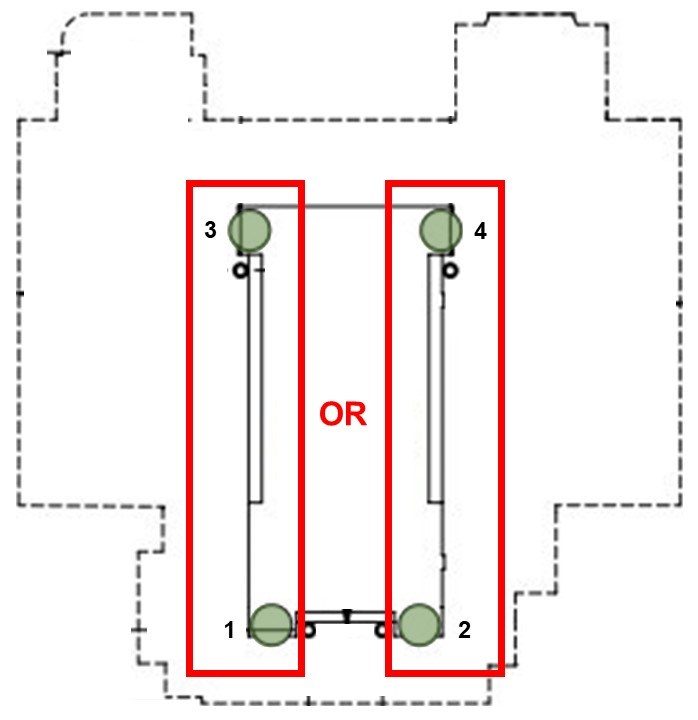
调整角调平螺栓 [1,3] 或 [2, 4],直到与 X 轴平行的气泡居中。
这将从左到右对机器进行级别。
再次,升起机器的下侧,并调整该侧的两个水平螺栓相等。
保持水平水平在同一位置,并推动 Y 轴,使工作台到机器的前面。
注意气泡的位置。
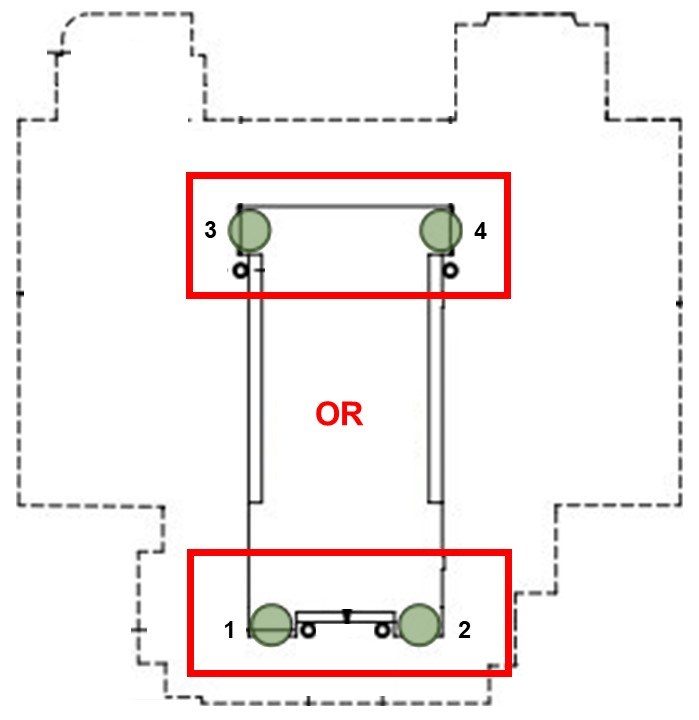
将 Y 轴穿过其完整行程,在列处停止。查看机器的哪个后角最低,如调平工具所示。
通过调整角水平螺栓 [3] 或 [4] 升起最低后角,直到气泡居中水平。
将 Y 轴绕回其全部行程,将工作台带到机器前面。查看哪个前角最低,如水平所示。
通过调整角平位螺栓 [1] 或 [2] 升起最低前角,直到气泡居中水平。
重复步骤 6 和 7,在 Y 轴的完整行程中来回移动表,每次升起最低角。
继续此过程,直到 Y 轴行程两端的级别读数为零。
沿 X 轴和 Y 轴调平机床后,抬起非角调平螺栓 【5、6 和 7】,以便它们与底座接触以提供支撑。
在保持水平螺栓的同时拧紧锁紧螺母,将水平螺栓锁定到位。确保在此过程期间水平螺栓不移动。
有关如何执行此过程的更深入指南,请参阅:
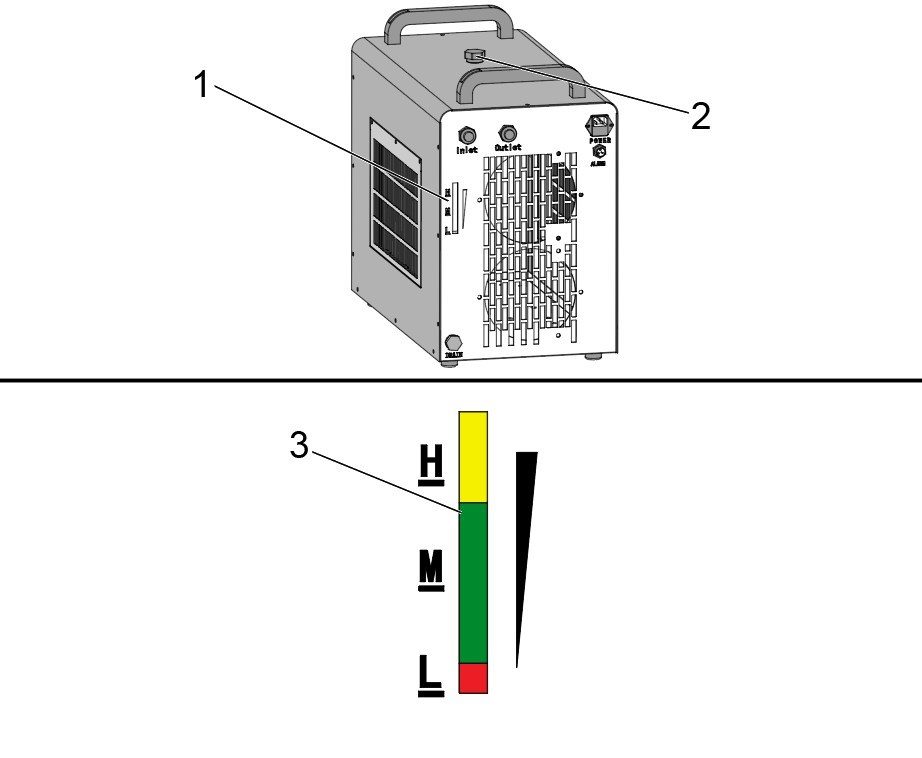
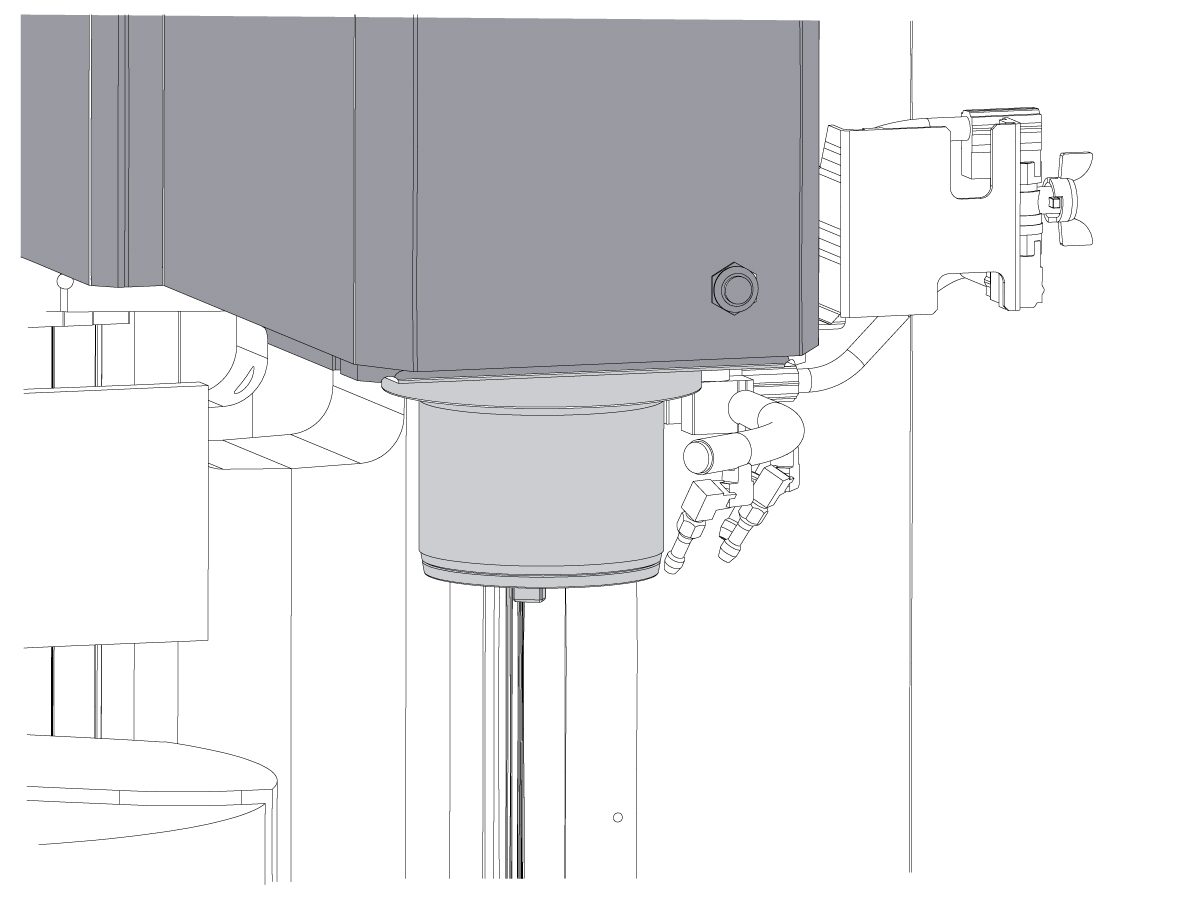
通过查看位于主轴制冷装置背面的液位计 [1] 来检查油箱是否已满。
如有需要,通过装置顶部的入口添加液体。液位计应显示液位接近 M 范围 [2] 的顶部。
说明:使用 30% 乙二醇和 70% 电离水的混合物来填充主轴制冷装置。
重要信息: 切勿在油箱中没有液体的情况下运行主轴制冷装置。否则可能导致泵严重损坏。
确保位于制冷装置前部的开关已打开。制冷装置的这些设置和参数在出厂时已设置,不应更改。
说明:主轴制冷装置的显示将为空。当主轴运行或换刀时,制冷装置会自行通电。
验证储油罐 [3] 是否已加注 Mobil DTE 24 (93-2546)。
进入空气系统的机油的流速也需要正确设置。调整固定螺栓 [4] ,使流速为每 3 到 10 分钟 1 滴。 通过固定螺栓 [4] 下方的观察镜可以看到油滴。
进入空气管路的机油流速只能在主轴运行时设置。在尝试设置流速时运行以下 MDI 程序:
松开固定螺栓将增加机油的流速,拧紧将降低流速。
说明:流速高于此范围可能会淹没空气供应,从而损坏机床
运行主轴运行程序。
检查目视镜,确保从目视镜中滴落正确。
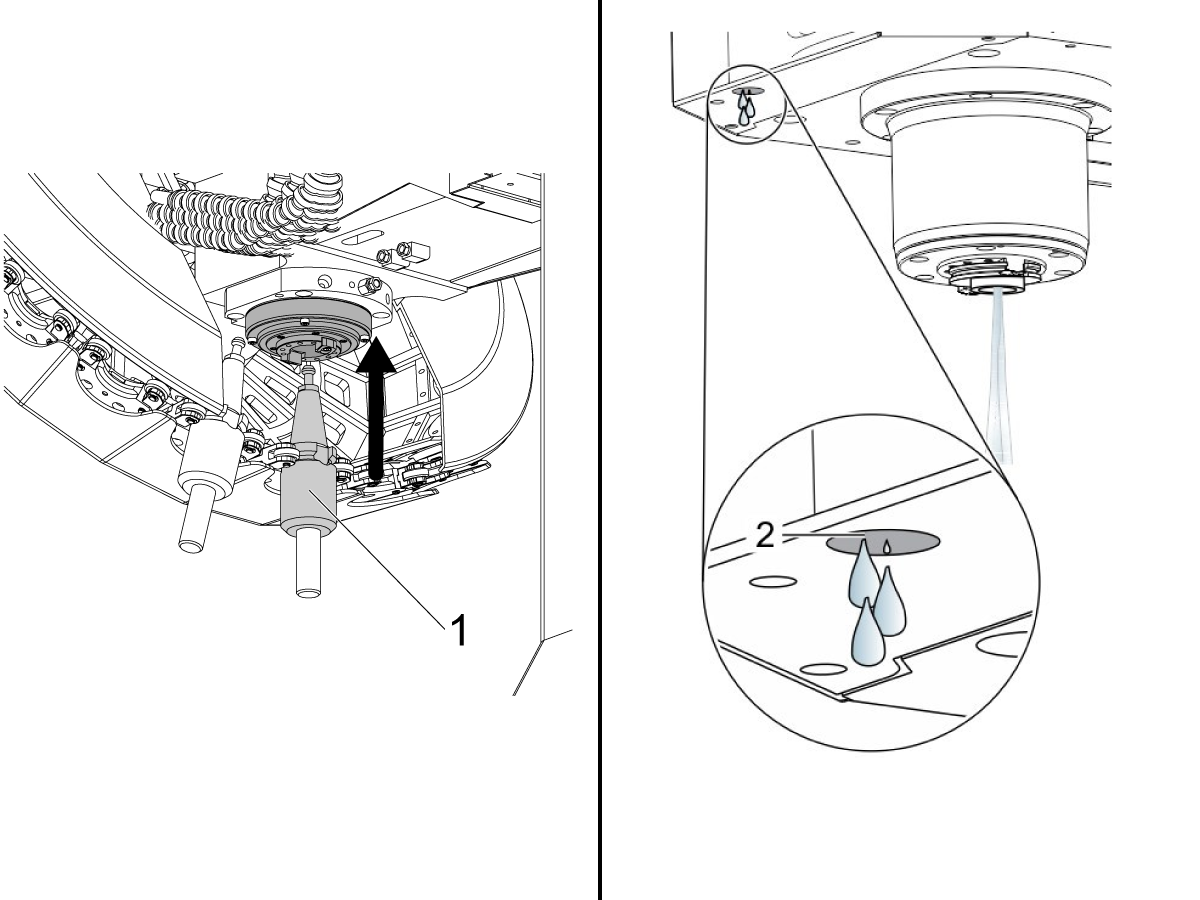
检查机油泵油箱顶部的接头 [1,2]。
机油收集在油泵油箱顶部[3] 在目视玻璃支架的后面或前面,在泄漏的接头下方。
拧紧任何泄漏的接头。
转到 Maintenance(维护)选项卡。
按 [F2]以循环轴润滑测试。
检查润滑脂润滑系统上的仪表。确保它保持压力。
开通机床电源。
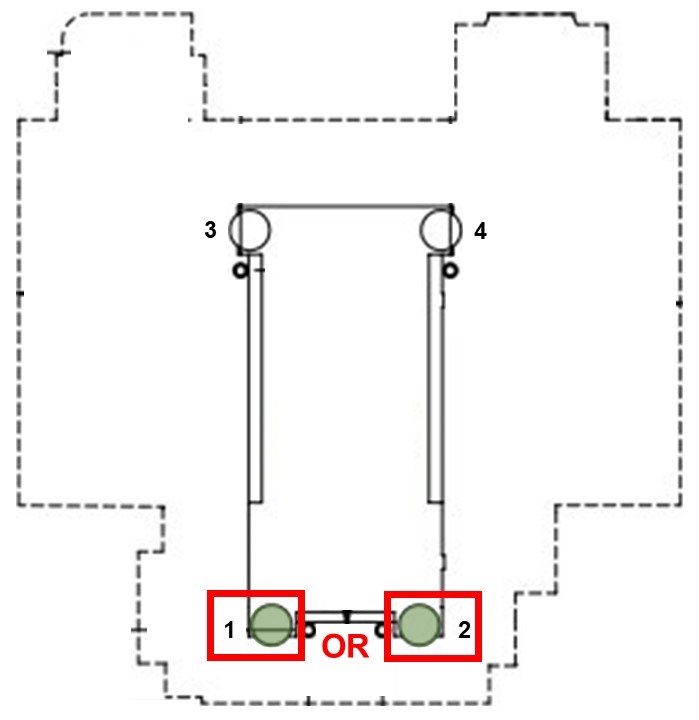
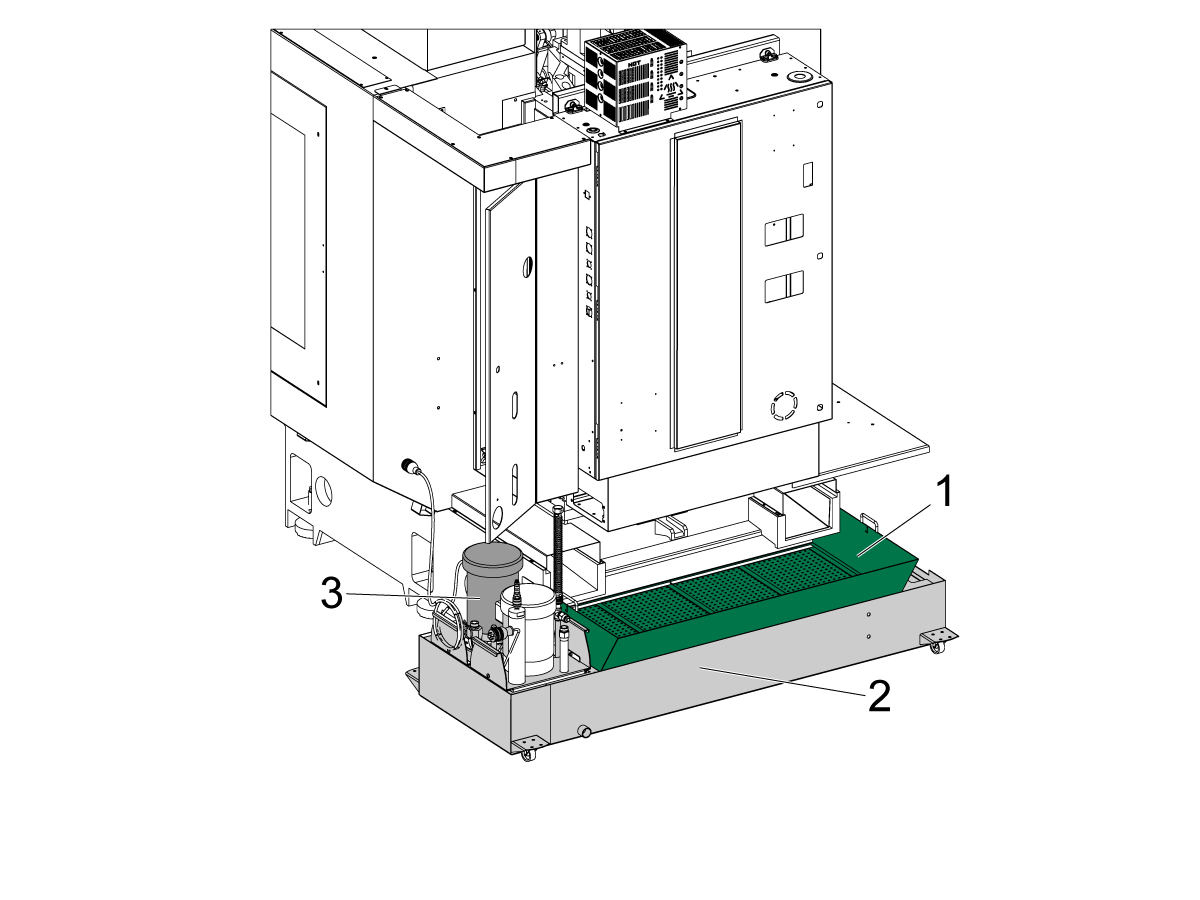
将滤篮 [1] 放入冷却液箱 [2] 中。
将冷却液箱组件 [2] 移动到铣床底部的排水槽下方,位于槽的左前角下方。
注意: 确保滤篮 [1] 直接位于排水槽下方 以确保冷却液流入箱中。
面向主轴时,将冷却液泵组件 [3] 插入冷却液箱的左后角。
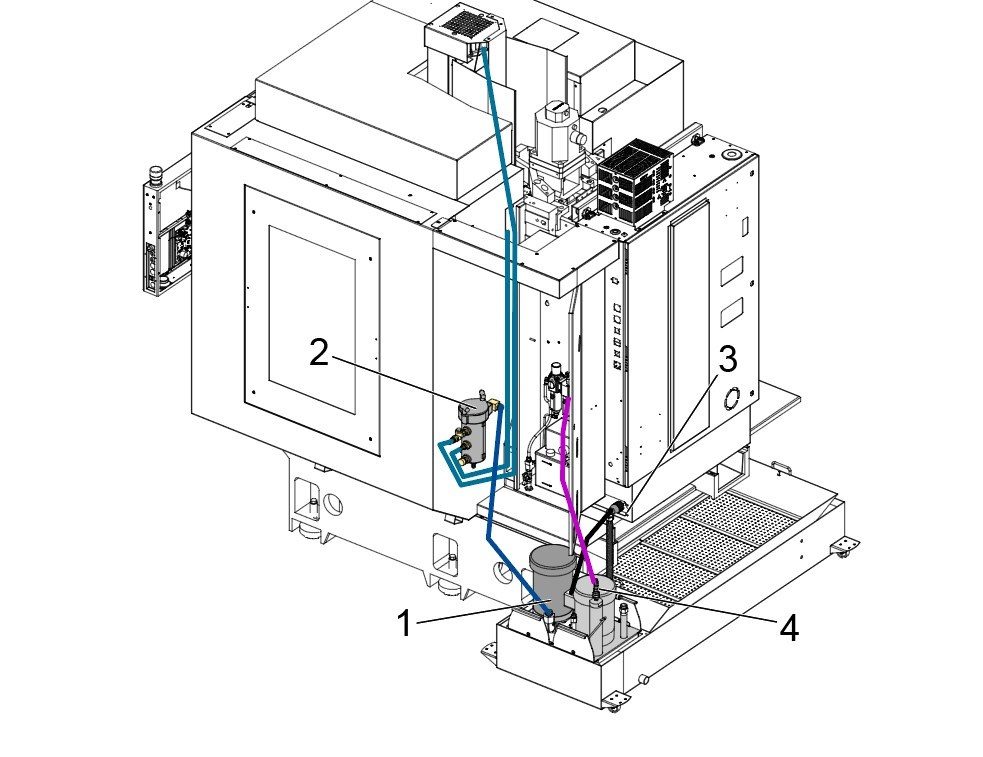
将软管连接到冷却液泵 [1],进入冷却液过滤器 [2]。
将冷却液泵电源线连接到控制柜下方的插头[3]。
如果作为机床选件,请将 TSC 泵 [4] 布线到润滑面板,并用必要数量的冷却液填充冷却液罐。
将冷却液浮子传感器安装到冷却液箱中。请参阅冷却液浮子传感器 - NGC - 安装或冷却液浮子传感器 - CHC - 安装了解更多信息。
验证和测试所有机床选件是否已适当安装。

冷却液和吹气 -DC 操作
用适量的冷却液填充冷却液箱,以填满箱。
连接冷却液泵。
通过按控制器上 [COOLANT] 运行冷却液。
验证有冷却液从机床周边的喷嘴流出。
主轴头有两个冷却液喷嘴。确保冷却液从左侧的两个喷嘴中流出。
说明:主轴头旁的第三个喷嘴用于吹气 -DC 选项。请参阅 标贴 [1],了解哪个喷嘴用于冷却液。
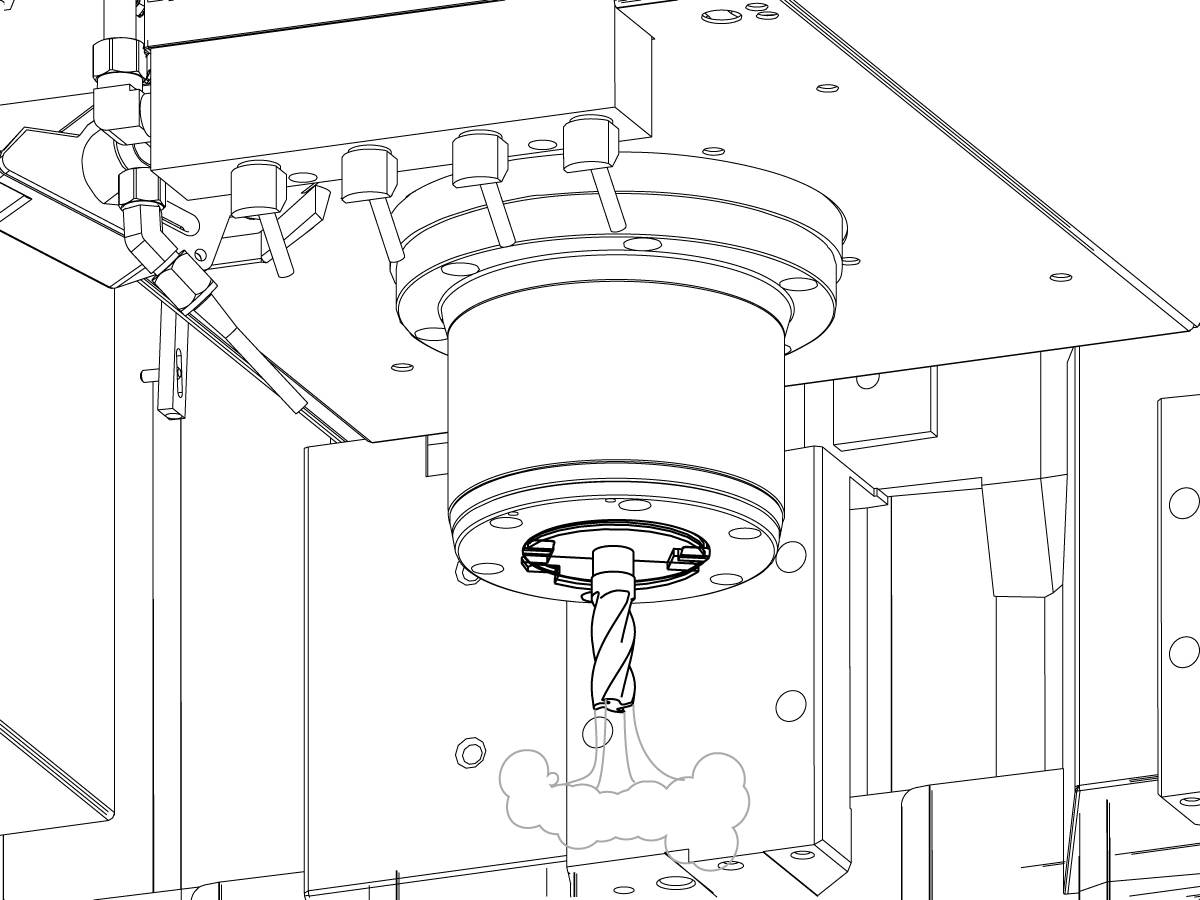
要验证吹气选件是否可运行,请在 MDI 模式下运行以下命令,并确保空气从标有AIR BLAST(吹气)”的喷嘴中排出:
主轴中心内冷 (TSC)
如果机床配备了 TSC,请将 TSC 刀座插入刀库侧刀套。
然后调用控件上的 T[pocket_number] 并按 ATC FWD ,从而将刀座装载到主轴中。
重要:刀具无法直接装载到 DC 机床上的主轴中。 有关如何将刀具装载到 DC 机床主轴中的更多详细信息,请参阅 “操作”一章。
按 [AUX CLNT] 启动 TSC。
正确操作如下:
按 [RESET]。
刀具中心吹气 – TAB
如果机床配备 TAB,请在 MDI 模式下运行此代码:
M73;
G04 P5.;
M74;
G04 P3.;
M99
M73 启动 TAB。M74 停止 TAB。
手动操作 TAB:
按 [AUX CLNT]。按 [RIGHT] 光标箭头。
刀具吹气开始。
按 [AUX CLNT]。
刀具吹气停止。
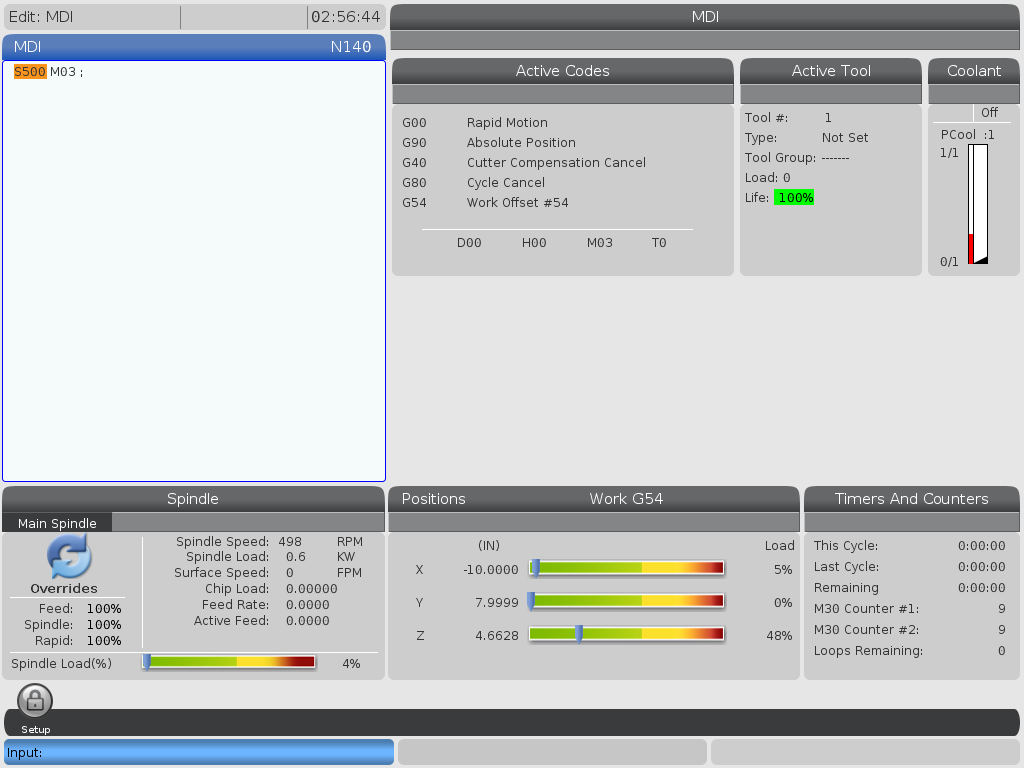
门联锁
按 MDI键。键入 S500 M3; 按 [输入].
通过检查控制器侧面的钥匙开关,确保机器未处于安装模式
门打开后,按 [CYCLE START]。机器应该说要关闭车门并按[CYCLE START](循环开始)
门关闭后,按 [CYCLE START]。互锁销应延伸,主轴开始旋转。
重要:随着主轴旋转,请通过尝试打开门来测试门锁。主轴不应停止旋转。
.jpg)
测试密钥开关
将设置/运行锁定密钥 (#2007) 插入下键插槽并转向解锁位置。
验证密钥是否只能从锁定位置删除。
将内存锁定键 (#2341) 插入上键插槽并转向锁定位置。
验证密钥是否可以从任一位置删除。
当内存锁定密钥处于锁定位置时,请验证无法对设置或程序进行更改。
自动窗安装
如果机床具有自动窗选项,请参阅自动窗安装 - AD0652 ,了解如何在 DC-1 上安装自动窗。
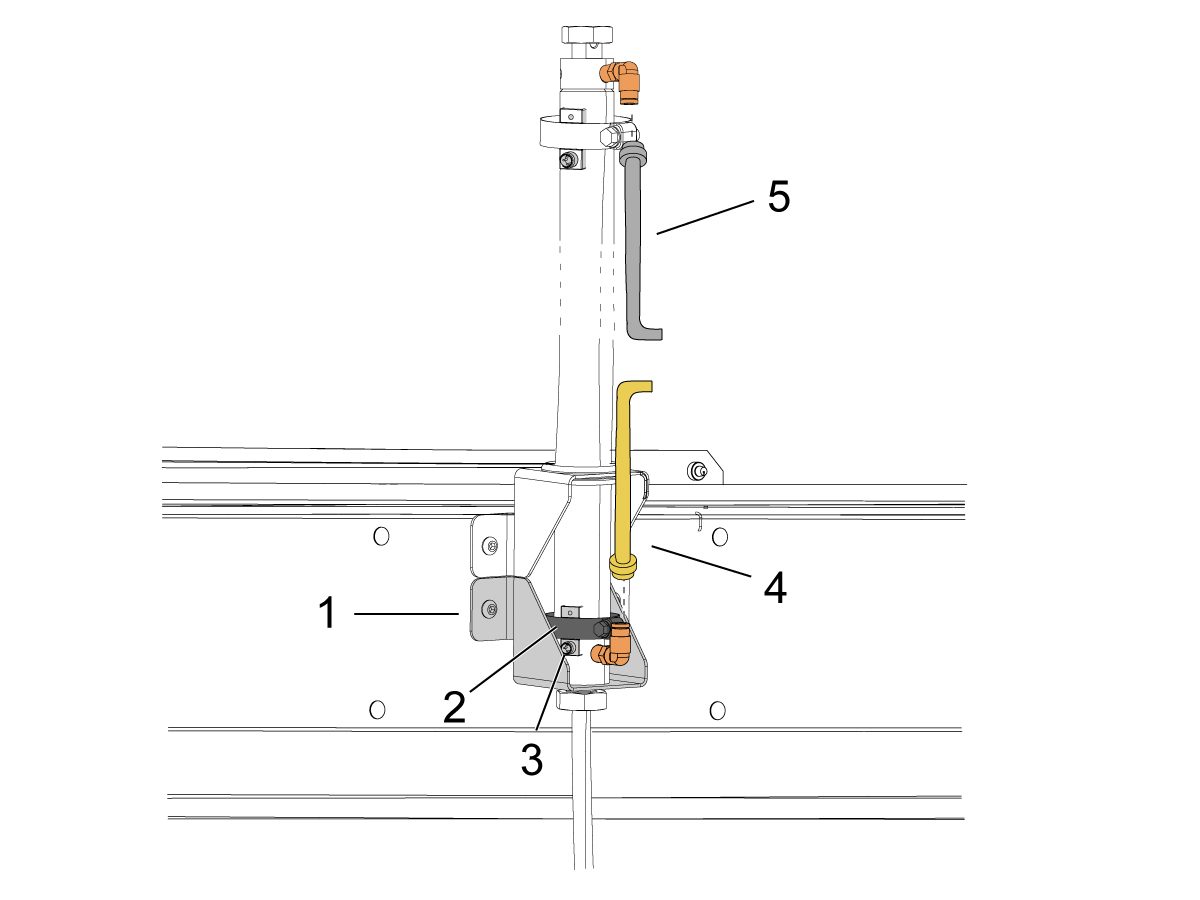
组装窗护板。
用螺栓将底部支架 [1] 固定到窗上方的护罩。
松开气缸底部的传感器夹 [2]。将传感器 [3] 插入夹钳和活塞杆之间。在拧紧传感器夹之前,请参阅自动窗 - 故障排除指南以确定传感器位置。
拆下气缸顶部和底部的接头塞。将黄色空气管道 [4] 连接到底部软管接头,将灰色空气管道 [5] 连接到顶部软管接头。
重新安装护罩盖。
要测试自动窗,请在 MDI 模式下运行此代码:
M59 P151;
G04 P5.;
M69 P151;
G04 P5.;
M99
转台安装
如果您的机器随带 HRT 或 TRT 回转工作台,请参阅以下链接了解安装说明:

WIPS 校准 NGC
如果机器包含 WIPS 选项,请点击下列链接,了解有校准程序的说明:

Wifi 摄像机操作
如果机床附带 Wifi 摄像机选项,请参阅以下链接了解安装说明:
使 Haas 机床保持以最佳性能运行,同时避免计划外停机。维护计划允许您管理您的日程安排,而不是陷入不合时宜的意外。有关建议的此机床维护间隔时间,请参阅下面的链接。
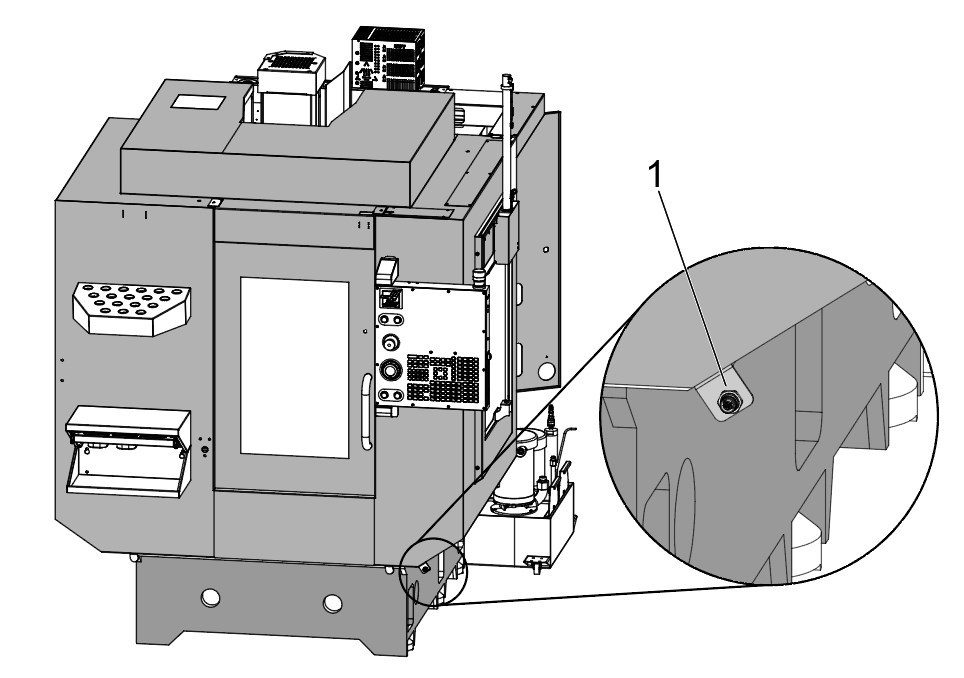
有关如何使用插入式扩展地脚正确锚固机床的更详细说明,请参阅下面的链接。使用 DC-1 地脚占地面积来映射 DC-1 的地脚放置位置。有关正确的机床模板,请参阅下面的零件号: 96-0379 - Anchoring Template DC-1
Recently Viewed Items
You Have No Recently Viewed Items Yet

美元价格不包括关税、报关费用、保险费、增值税及运费。
USD prices DO NOT include customs duty, customs fees, insurance, VAT, or freight.
人民币价格包含关税、报关费用、货运保险和增值税, 但不包括运费。
CNY prices include customs duty, customs fees, insurance, and VAT. DOES NOT include freight.
此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING ACCEPTS THE FOLLOWING:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255






