
-
Maschinen
-
 Vertikale Fräsmaschinen
Vertikale Fräsmaschinen
Vertikale Fräsmaschinen
Vertikale Fräsmaschinen -
 Mehrachsen-Lösungen
Mehrachsen-Lösungen
Mehrachsen-Lösungen
Mehrachsen-Lösungen -
 Drehmaschinen
Drehmaschinen
Drehmaschinen
Drehmaschinen -
 Horizontale Fräsmaschinen
Horizontale Fräsmaschinen
Horizontale Fräsmaschinen
Horizontale Fräsmaschinen -
 Dreh- und Indexiertische
Dreh- und Indexiertische
Dreh- und Indexiertische
Dreh- und Indexiertische -
 Automatisierungssysteme
Automatisierungssysteme
Automatisierungssysteme
Automatisierungssysteme -
 Tischmaschinen
Tischmaschinen
Tischmaschinen
Tischmaschinen -
 Werkstattausrüstattung
Werkstattausrüstattung
Werkstattausrüstattung
Werkstattausrüstattung
EINKAUFSINFORMATIONENMÖCHTEN SIE MIT JEMANDEM SPRECHEN?Ihr Haas-Händler (Haas Factory Outlet, HFO) kann Ihre Fragen beantworten und Sie durch die besten Varianten führen.
CONTACT YOUR DISTRIBUTOR > -
-
Sonderzubehör
-
 Spindeln
Spindeln
Spindeln
Spindeln -
 Werkzeugwechsler
Werkzeugwechsler
Werkzeugwechsler
Werkzeugwechsler -
 4- | 5-Achsen
4- | 5-Achsen
4- | 5-Achsen
4- | 5-Achsen -
 Revolver und angetriebene Werkzeuge
Revolver und angetriebene Werkzeuge
Revolver und angetriebene Werkzeuge
Revolver und angetriebene Werkzeuge -
 Messtasten
Messtasten
Messtasten
Messtasten -
 Späneabfuhr- und Kühlmittelverwaltung
Späneabfuhr- und Kühlmittelverwaltung
Späneabfuhr- und Kühlmittelverwaltung
Späneabfuhr- und Kühlmittelverwaltung -
 Die Haas Steuerung
Die Haas Steuerung
Die Haas Steuerung
Die Haas Steuerung -
 Produktoptionen
Produktoptionen
Produktoptionen
Produktoptionen -
 Werkzeuge und Spannvorrichtungen
Werkzeuge und Spannvorrichtungen
Werkzeuge und Spannvorrichtungen
Werkzeuge und Spannvorrichtungen -
 Werkstückhalterung
Werkstückhalterung
Werkstückhalterung
Werkstückhalterung -
-
 5-Achsen-Lösungen
5-Achsen-Lösungen
5-Achsen-Lösungen
5-Achsen-Lösungen -
 Automatisierung
Automatisierung
Automatisierung
Automatisierung
EINKAUFSINFORMATIONENMÖCHTEN SIE MIT JEMANDEM SPRECHEN?Ihr Haas-Händler (Haas Factory Outlet, HFO) kann Ihre Fragen beantworten und Sie durch die besten Varianten führen.
CONTACT YOUR DISTRIBUTOR > -
-
Why Haas
Entdecken Sie den Haas Unterschied
-
Service
Willkommen bei Haas Service
- Videos
-
Haas Werkzeuge
- Haas Werkzeuge
-
Winner's Circle
-
Winner's Circle
-
Heutige Schnäppchen
-
Ausverkauf
-
Mess- und Prüfwerkzeuge
-
Cobots und Zubehör
-
Shop Support
-
Fräsen-Werkzeughalter
-
Fräswerkzeuge
-
Bohrsysteme
-
Werkstückhalterung für Fräsen
-
Drehmaschinen-Werkzeugaufnahme
-
Werkzeuge für Drehzentren
-
Drehmaschine-Werkstückhalterung
-
Paketsätze
-
ER Spannhülsen und Spannfutter
-
Bohren
-
Gewindedrehen
-
Räumen
-
Spannwürfel
-
Manuelles Spannfutter zum Fräsen
-
Entgrat- und Schleifmittel
-
Werkzeug-Voreinstellarm und Wärmeschrumpfer
-
Werkzeuglagerung
-
Maschinenwartung
-
Werkzeugzubehör
-
Bekleidung und Zubehör
 Automatisierungszubehör
Automatisierungszubehör
 Shop Support
Shop Support
 Fräsen-Werkzeughalter
Fräsen-Werkzeughalter
 Fräsmaschinen-Schneidwerkzeuge
Fräsmaschinen-Schneidwerkzeuge
 Bohrsysteme
Bohrsysteme
 Werkstückhalterung für Fräsen
Werkstückhalterung für Fräsen
 Drehmaschinen-Werkzeughalter
Drehmaschinen-Werkzeughalter
 Drehmaschinen-Schneidwerkzeuge
Drehmaschinen-Schneidwerkzeuge
 Drehmaschine-Werkstückhalterung
Drehmaschine-Werkstückhalterung
 Paketsätze
Paketsätze
 ER Spannzangen und Spannfutter
ER Spannzangen und Spannfutter
 Bohren
Bohren
 Gewindedrehen
Gewindedrehen
 Räumen
Räumen
 Spannwürfel und Sätze
Spannwürfel und Sätze
 Manuelle Spannfutter zum Fräsen
Manuelle Spannfutter zum Fräsen
 Entgraten und Schleifen
Entgraten und Schleifen
 Werkzeug-Voreinstellarm und Wärmeschrumpfer
Werkzeug-Voreinstellarm und Wärmeschrumpfer
 Aufstellung und Bedienung
Aufstellung und Bedienung
 Maschinenwartung
Maschinenwartung
 Werkzeugzubehör
Werkzeugzubehör
 Bekleidung und Zubehör
Bekleidung und Zubehör
 Mess- und Prüfwerkzeuge
Mess- und Prüfwerkzeuge
 Winner's Circle
Winner's Circle
Winner's Circle
Winner's Circle
 Lagerräumung
Lagerräumung
 Hot Deals für heute
Hot Deals für heute








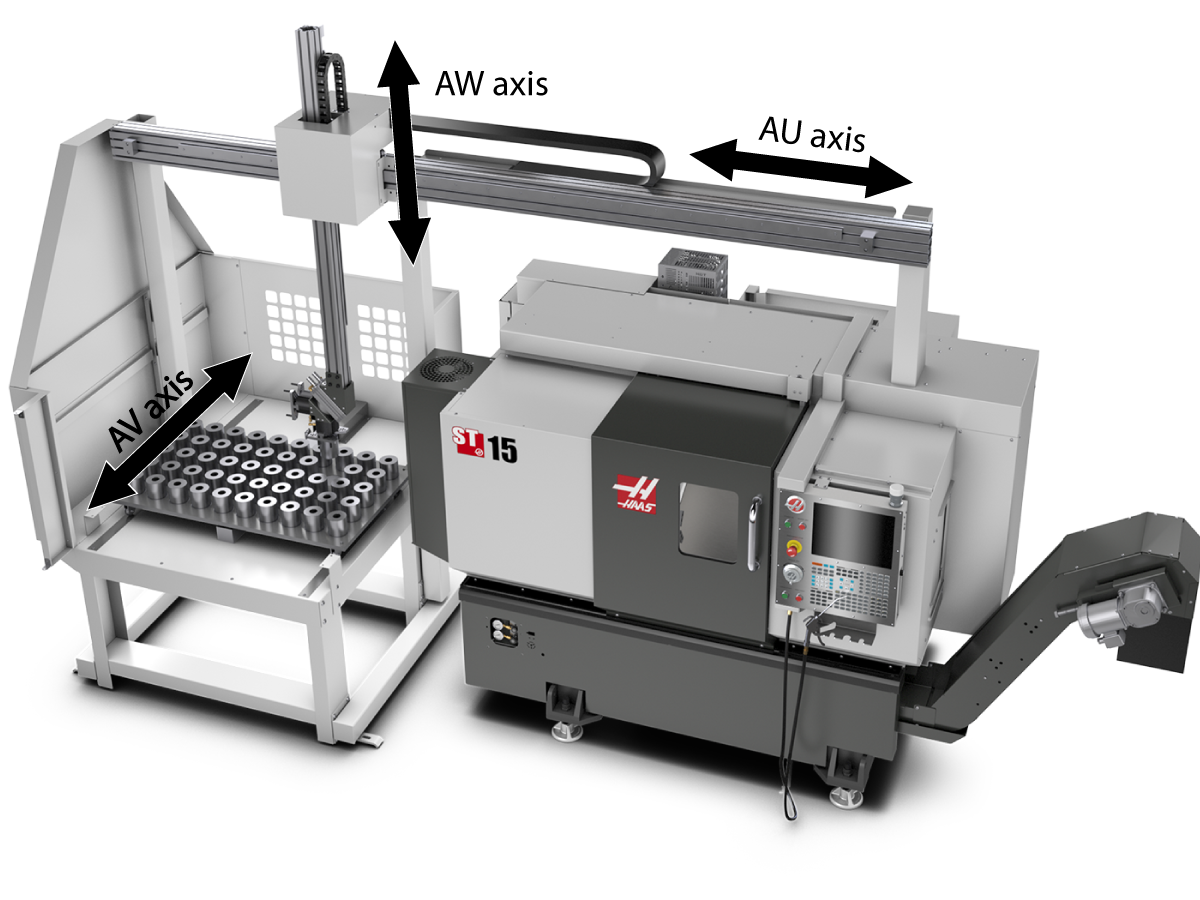
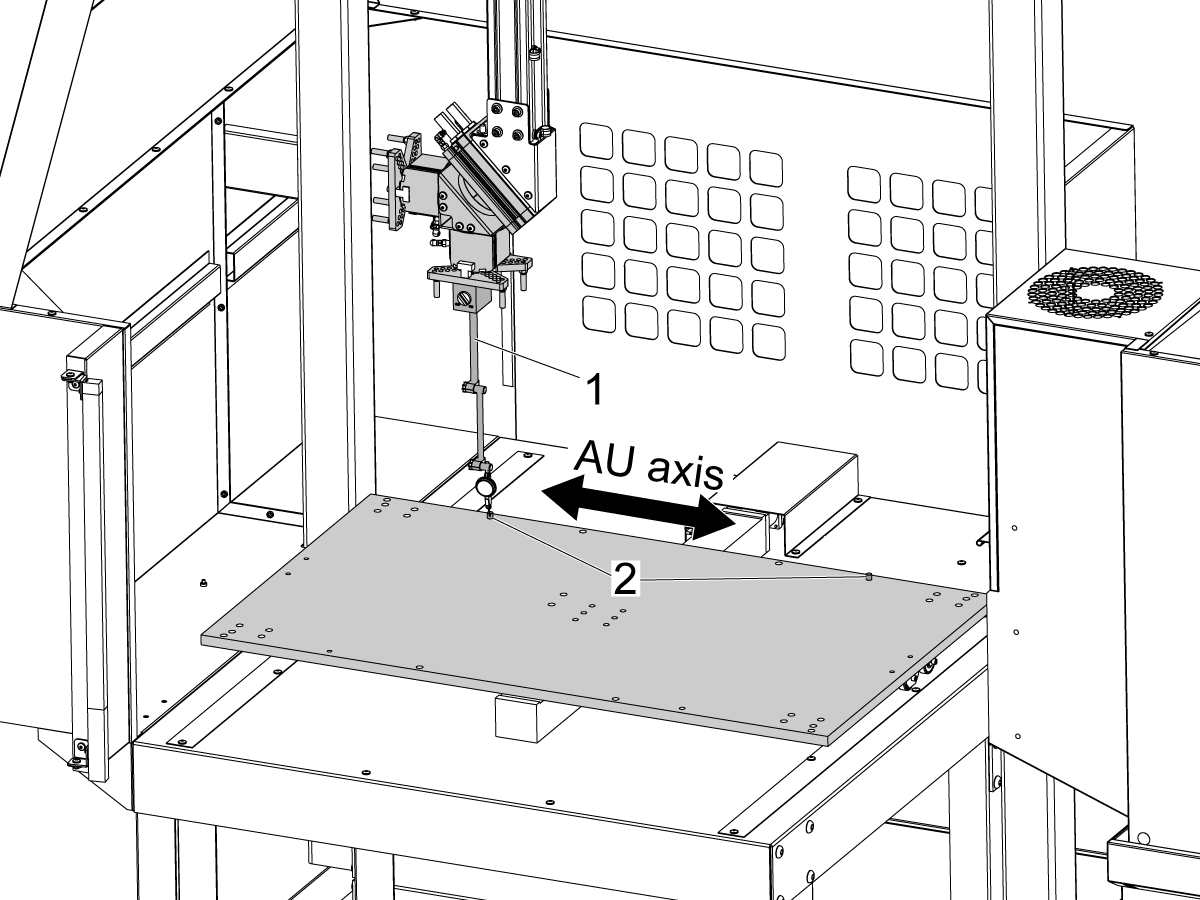
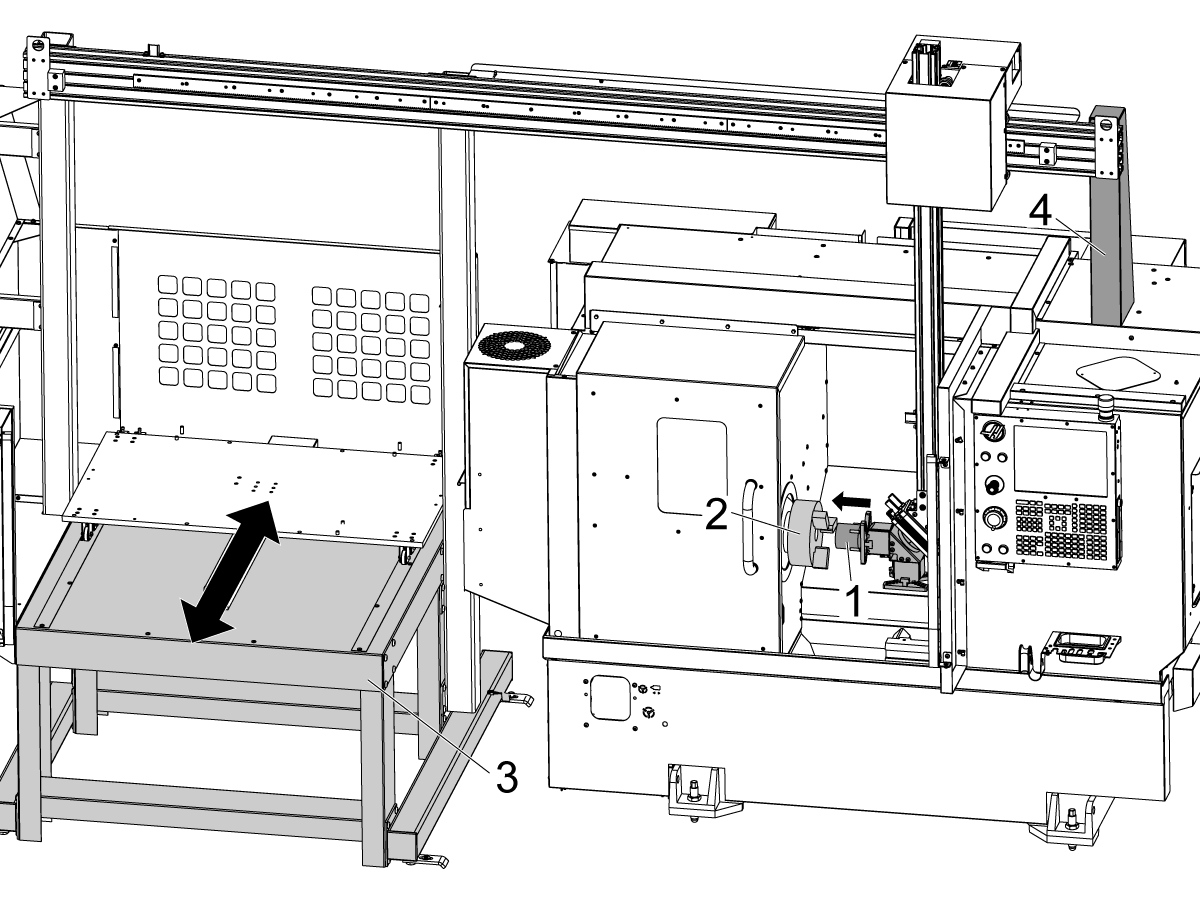
---vertical---installation/APL-Axis-Directions.png)
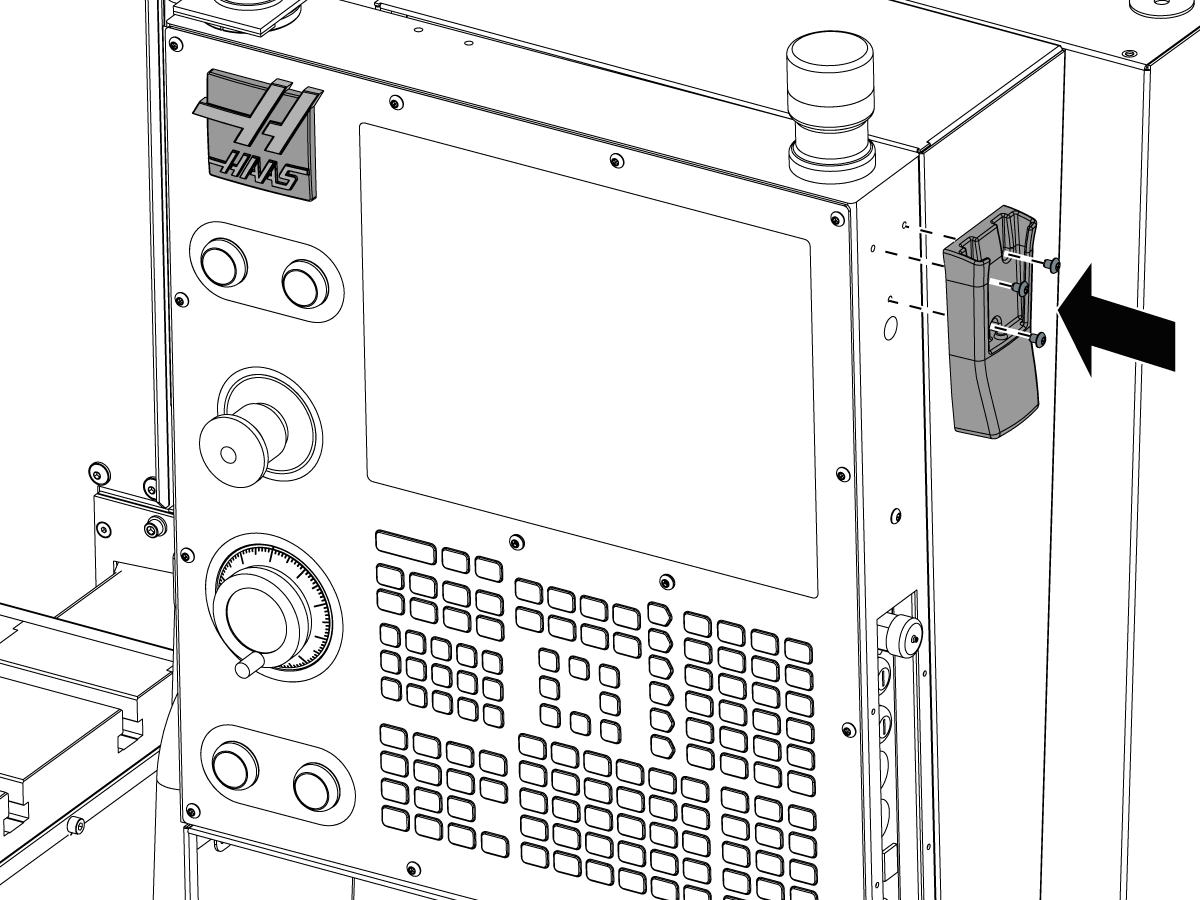
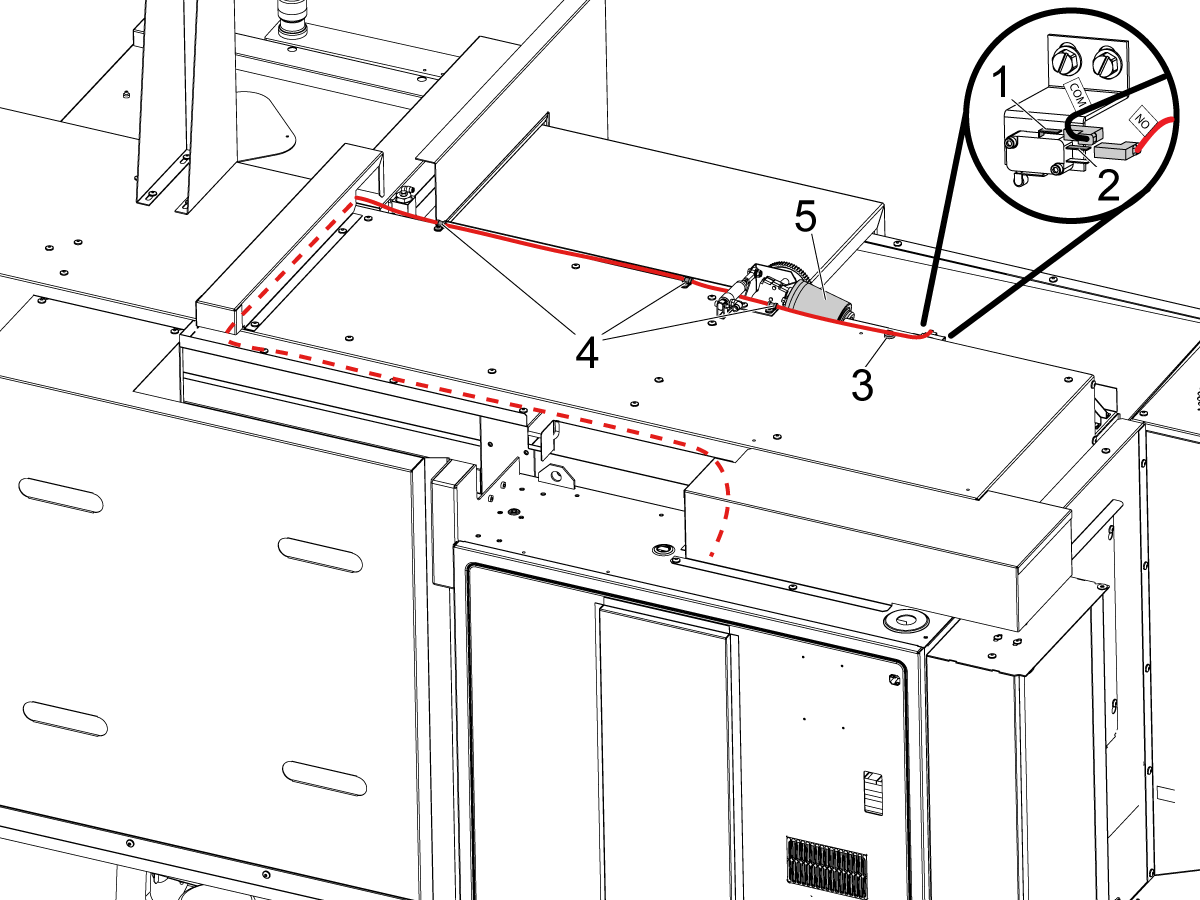
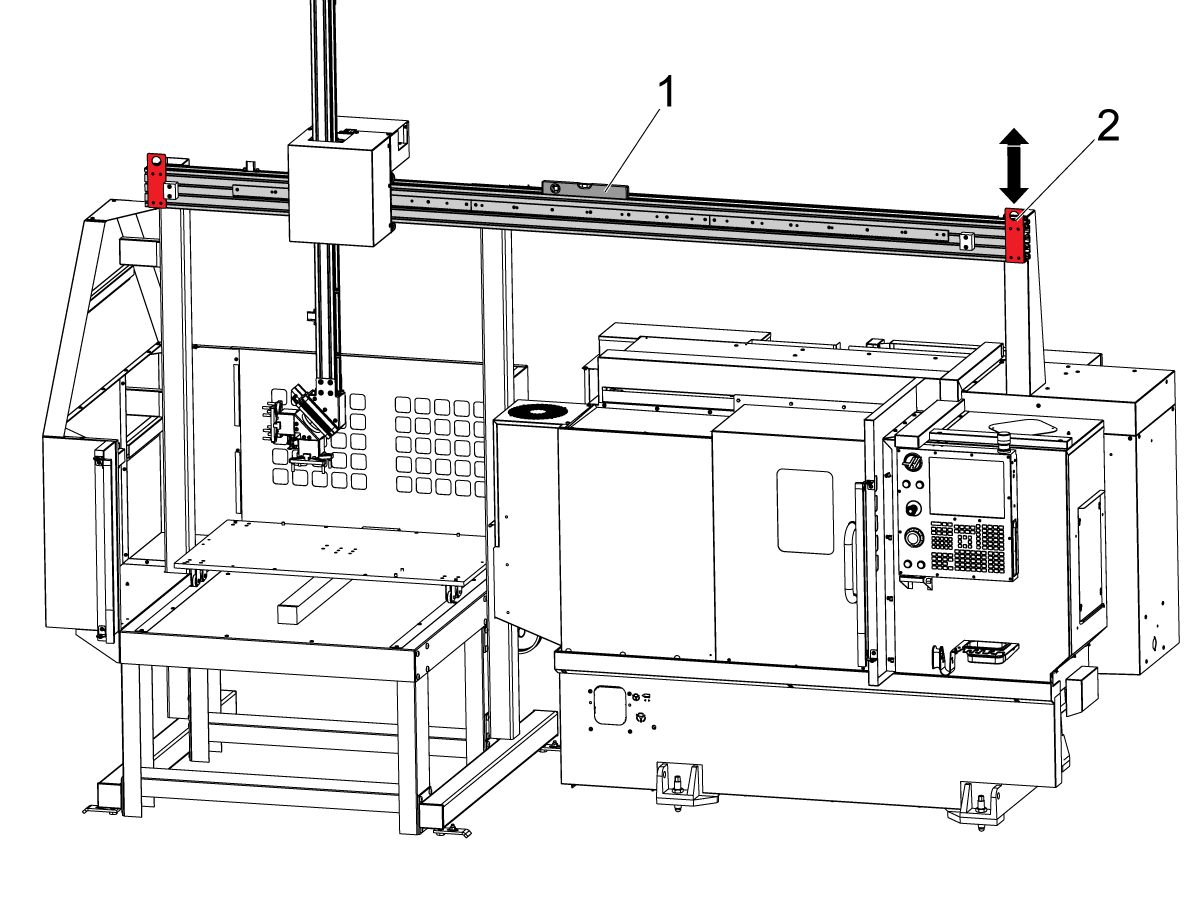
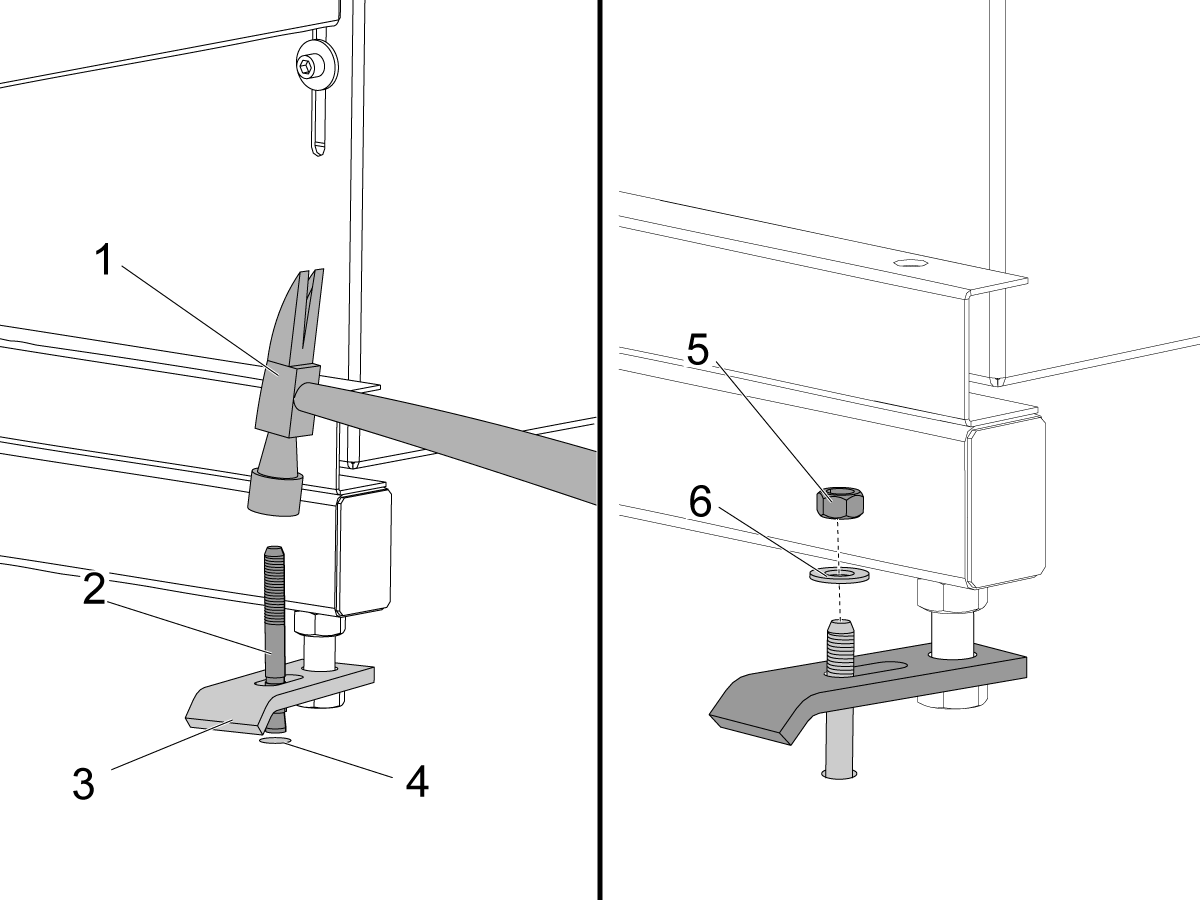
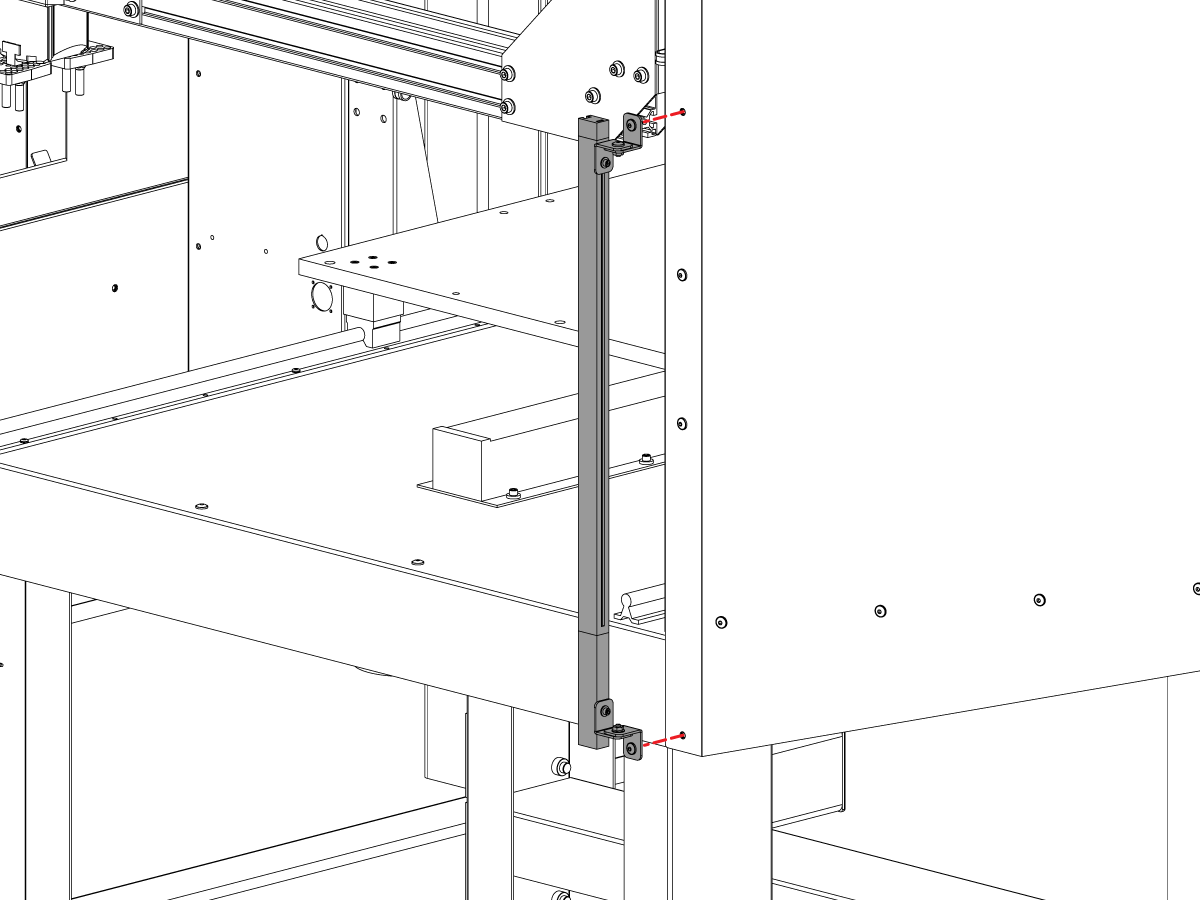
---vertical---installation/Install-Prox-Switch-Bracket.png)
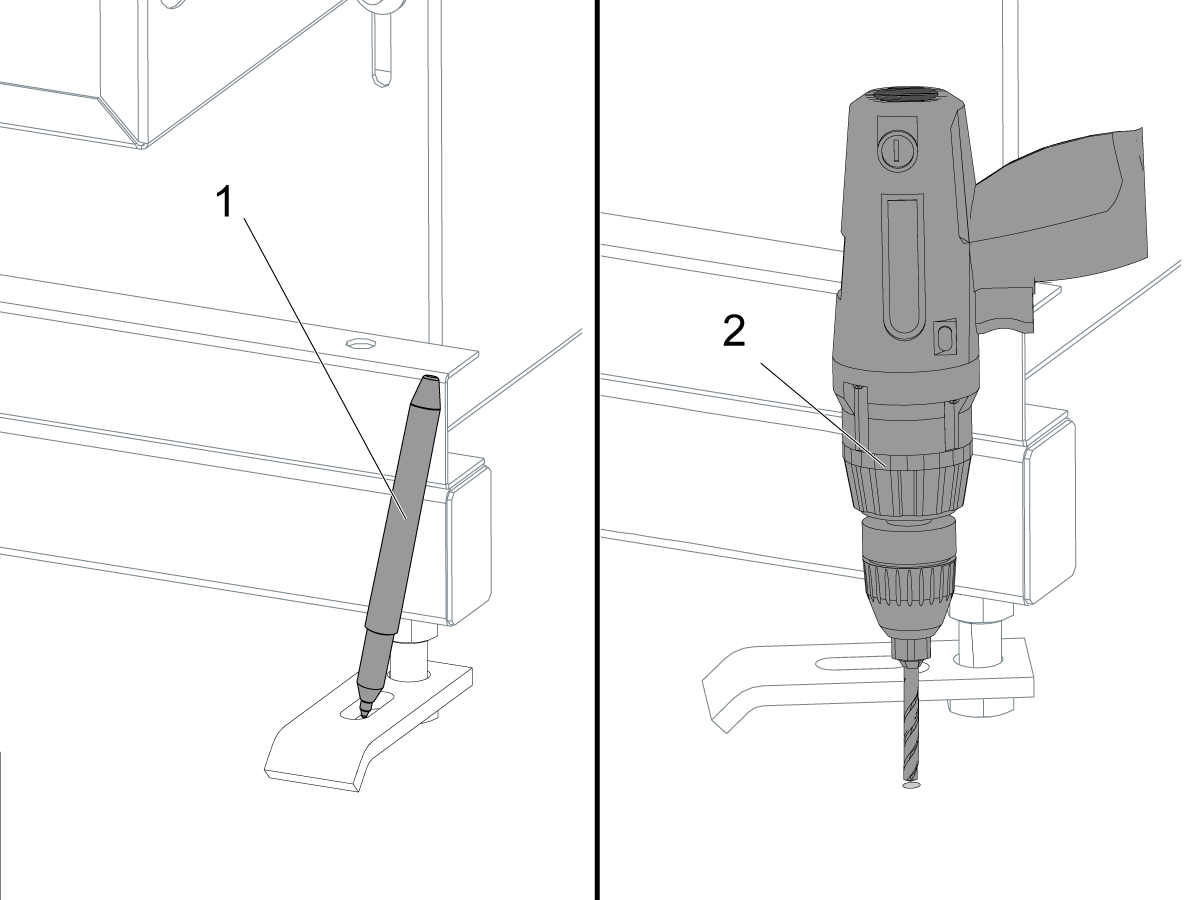
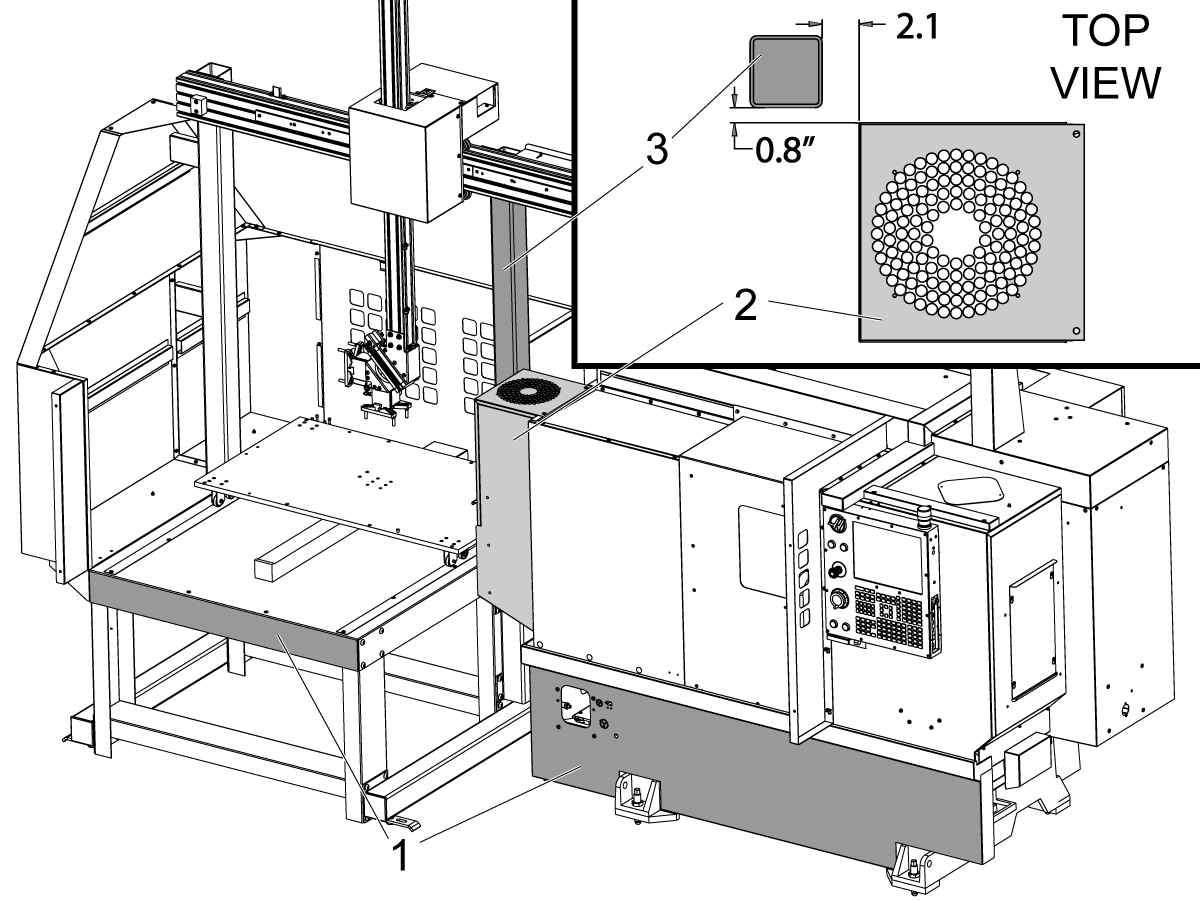
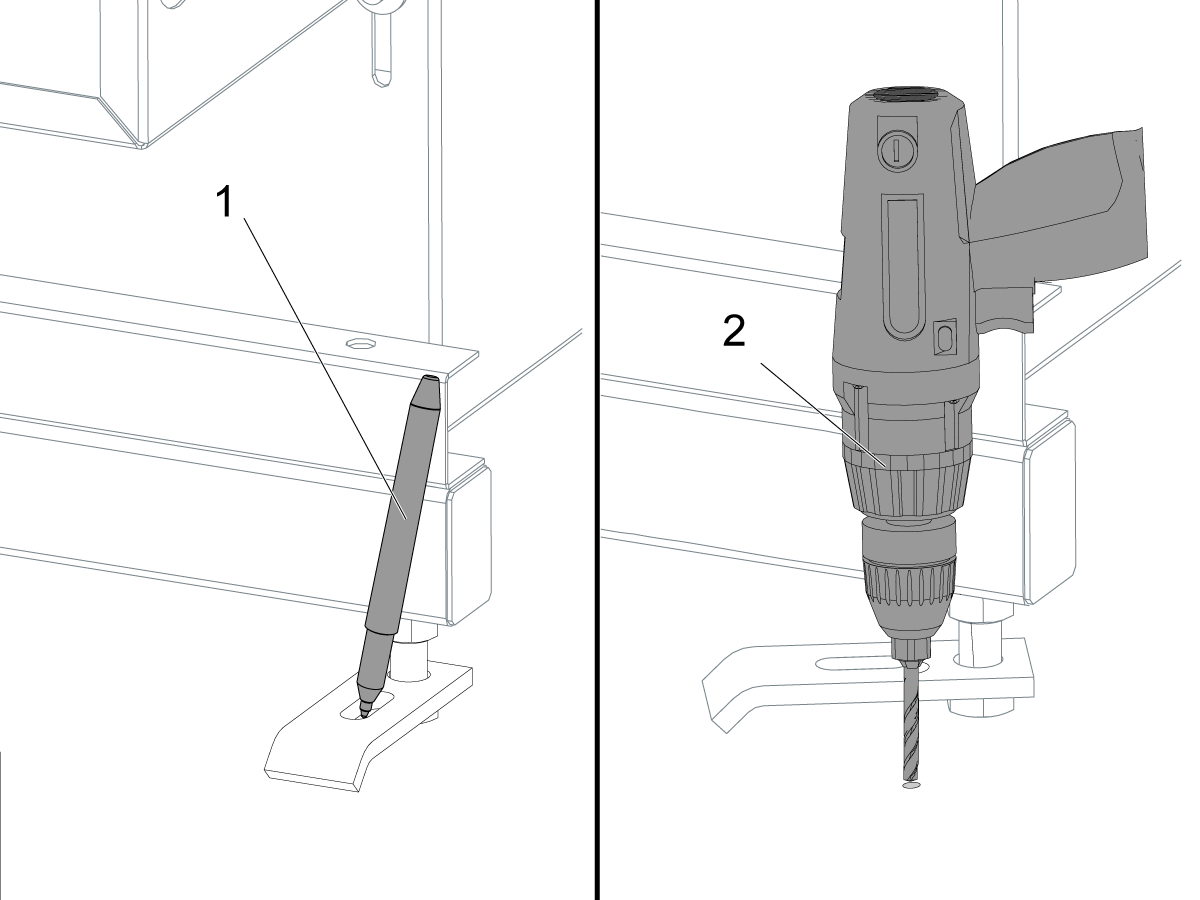
---vertical---installation/Drill-Autodoor-Flag_1.png)
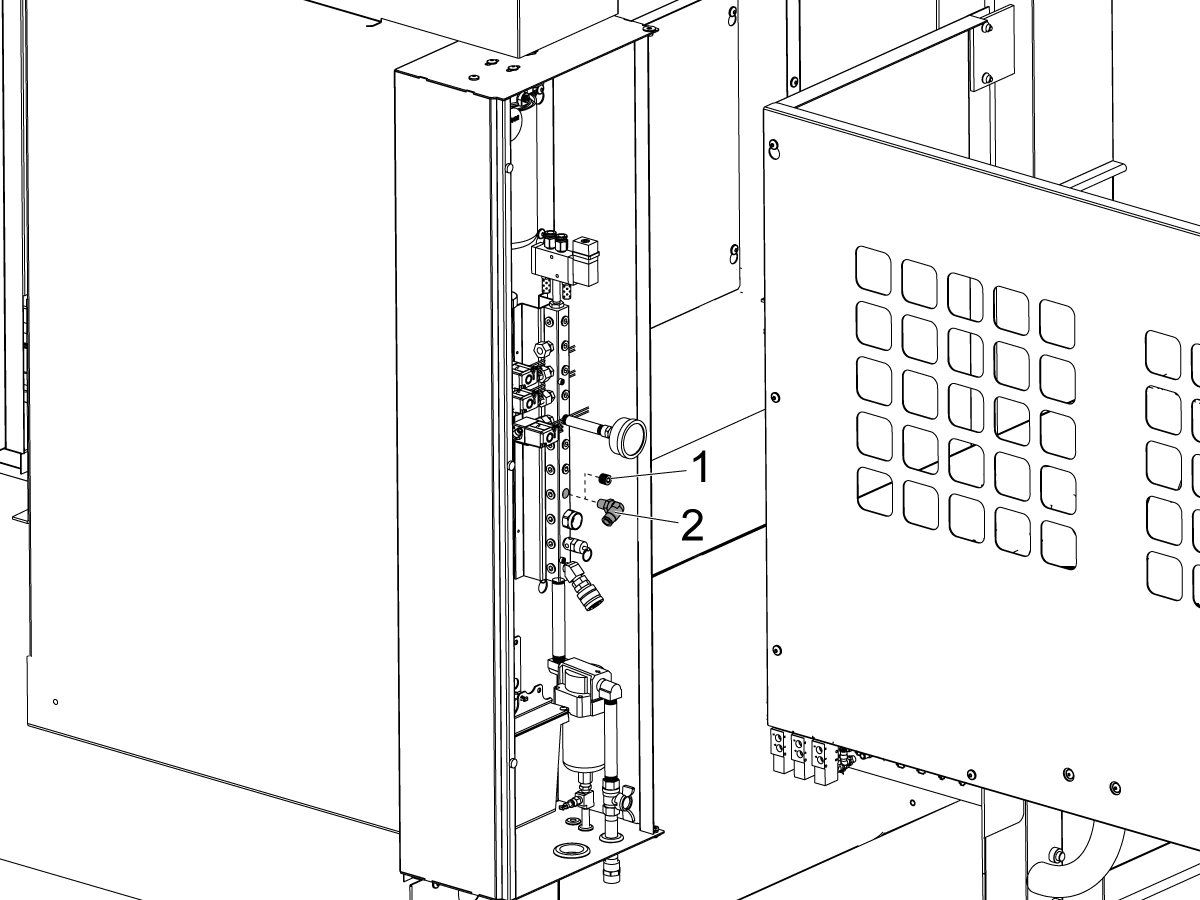
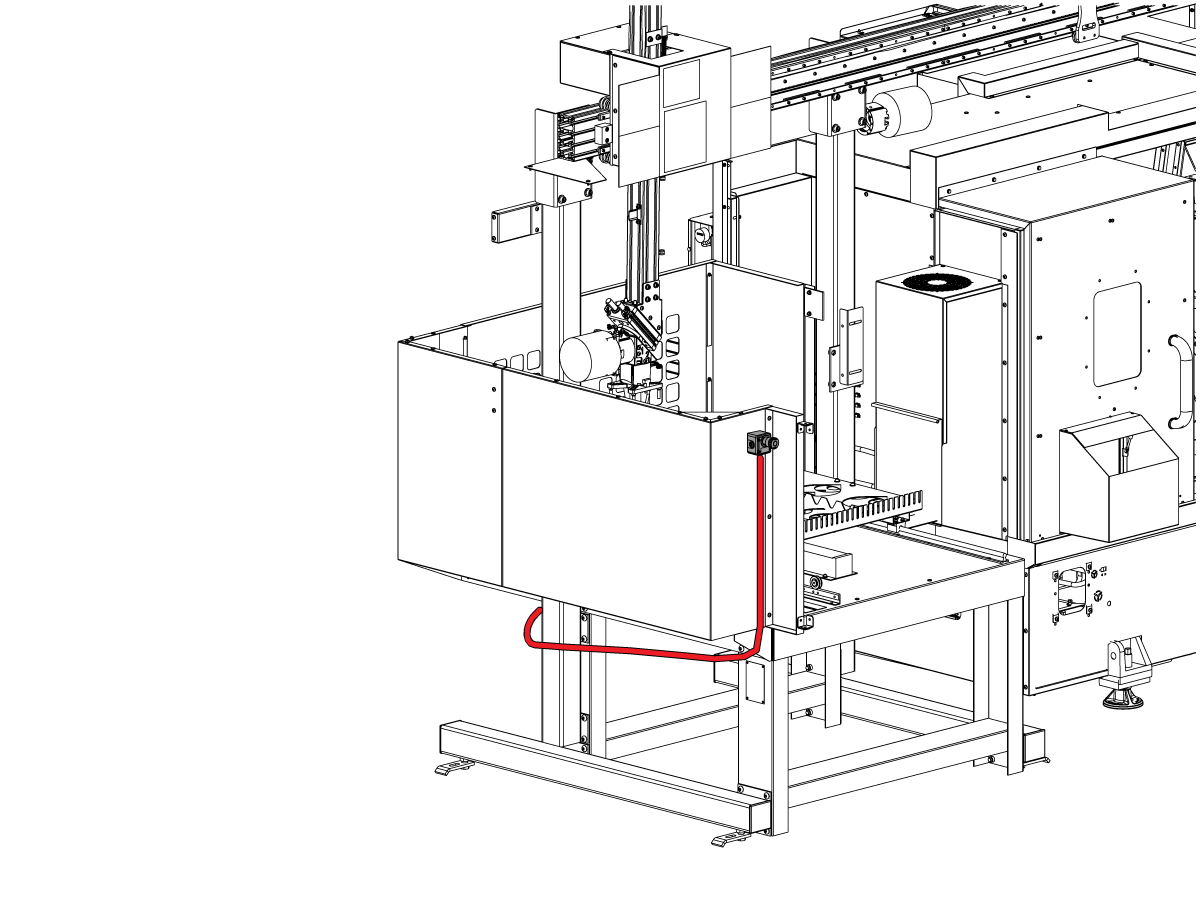
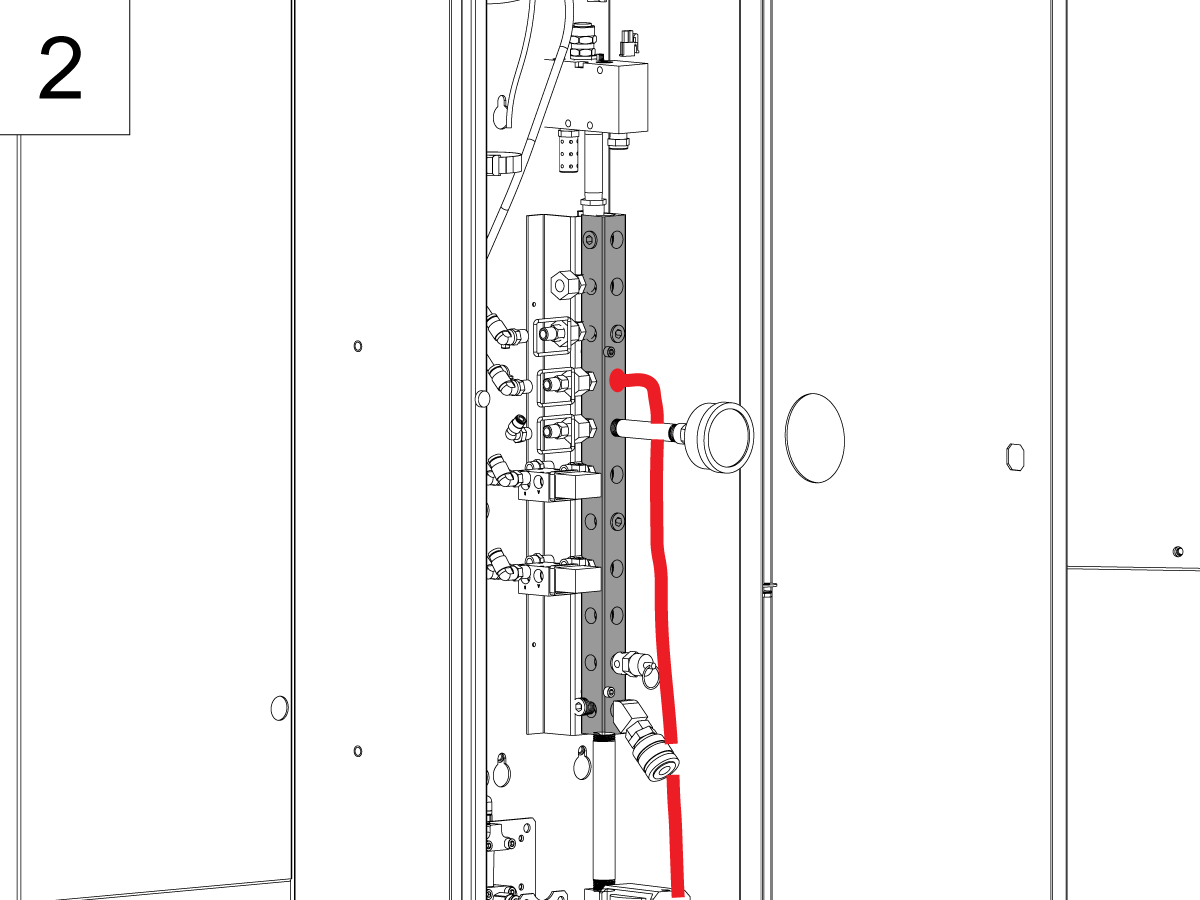
---vertical---installation/Move-Air-Gun.png)
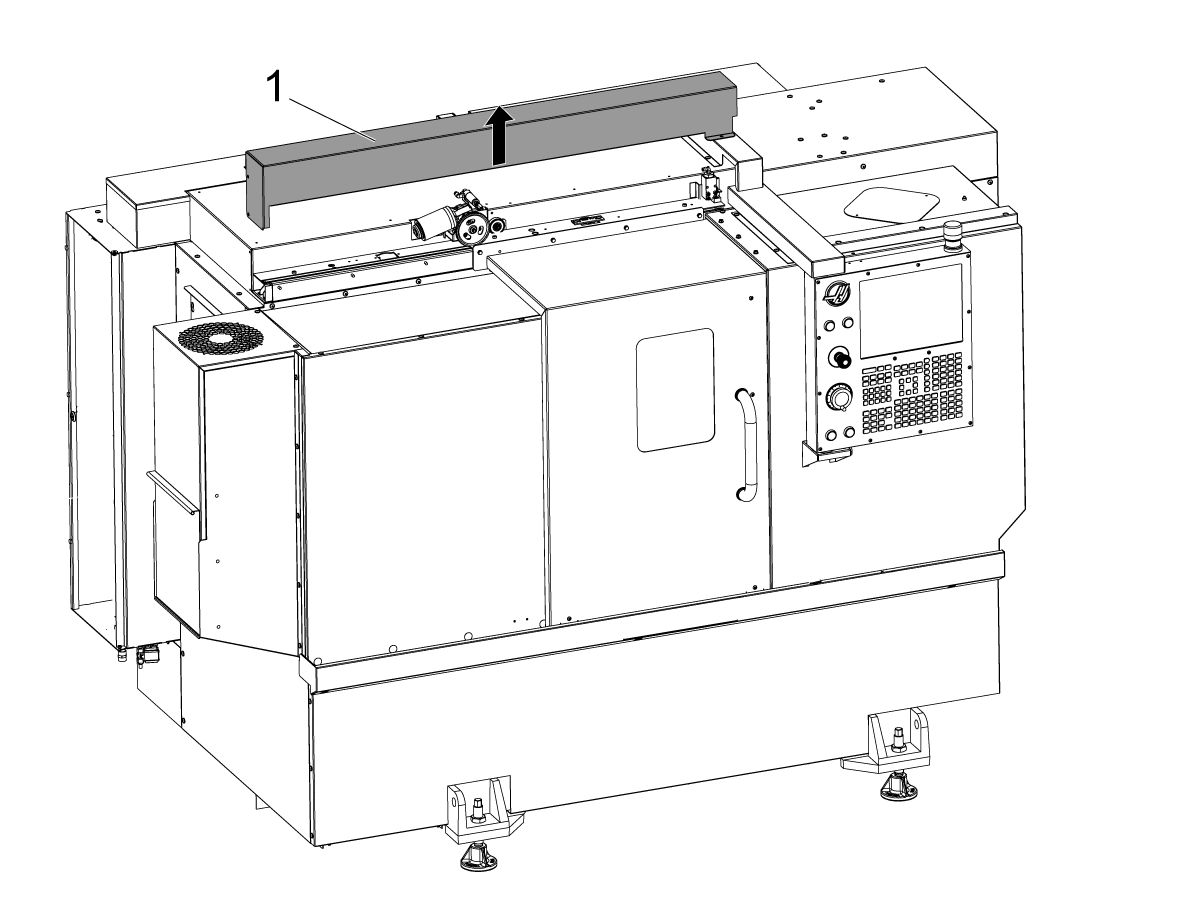
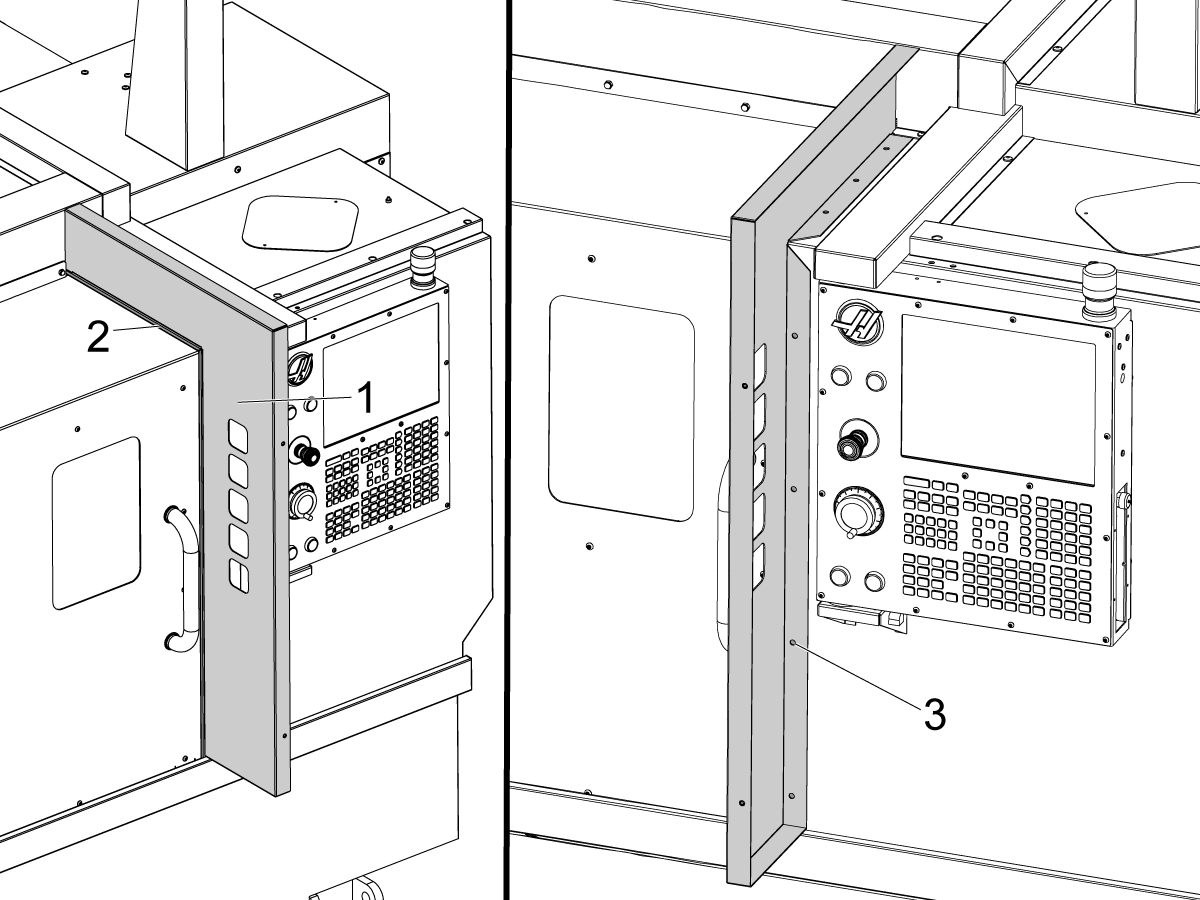
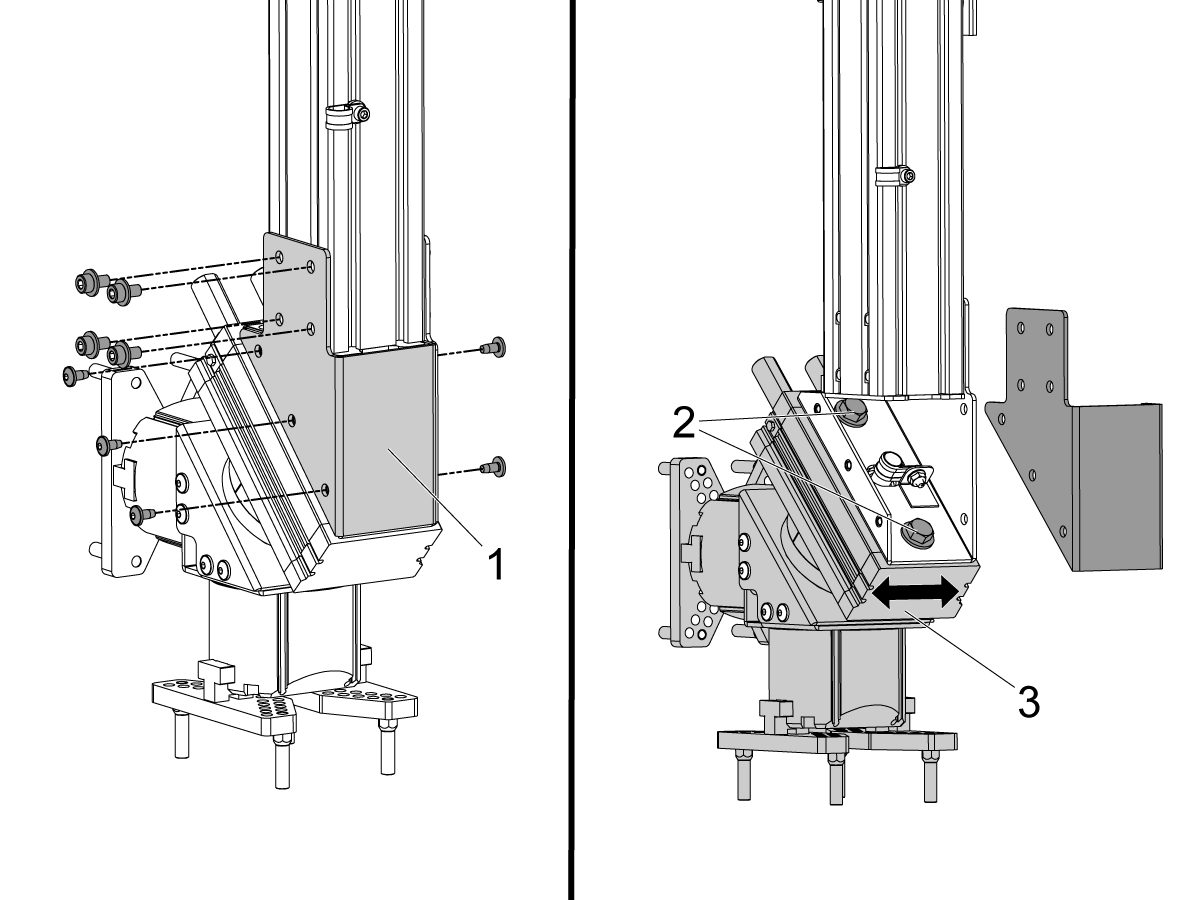
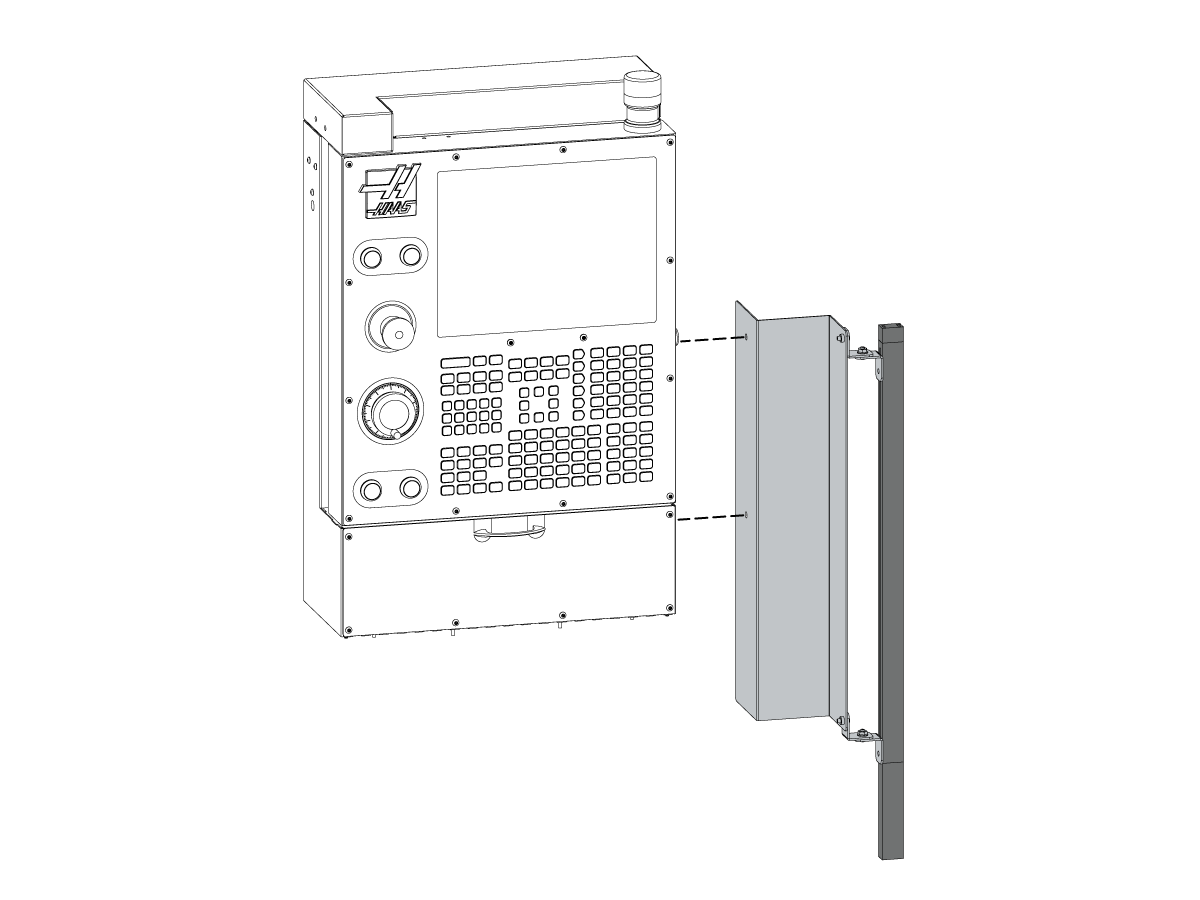
---vertical---installation/Install-Rear-Panel.png)
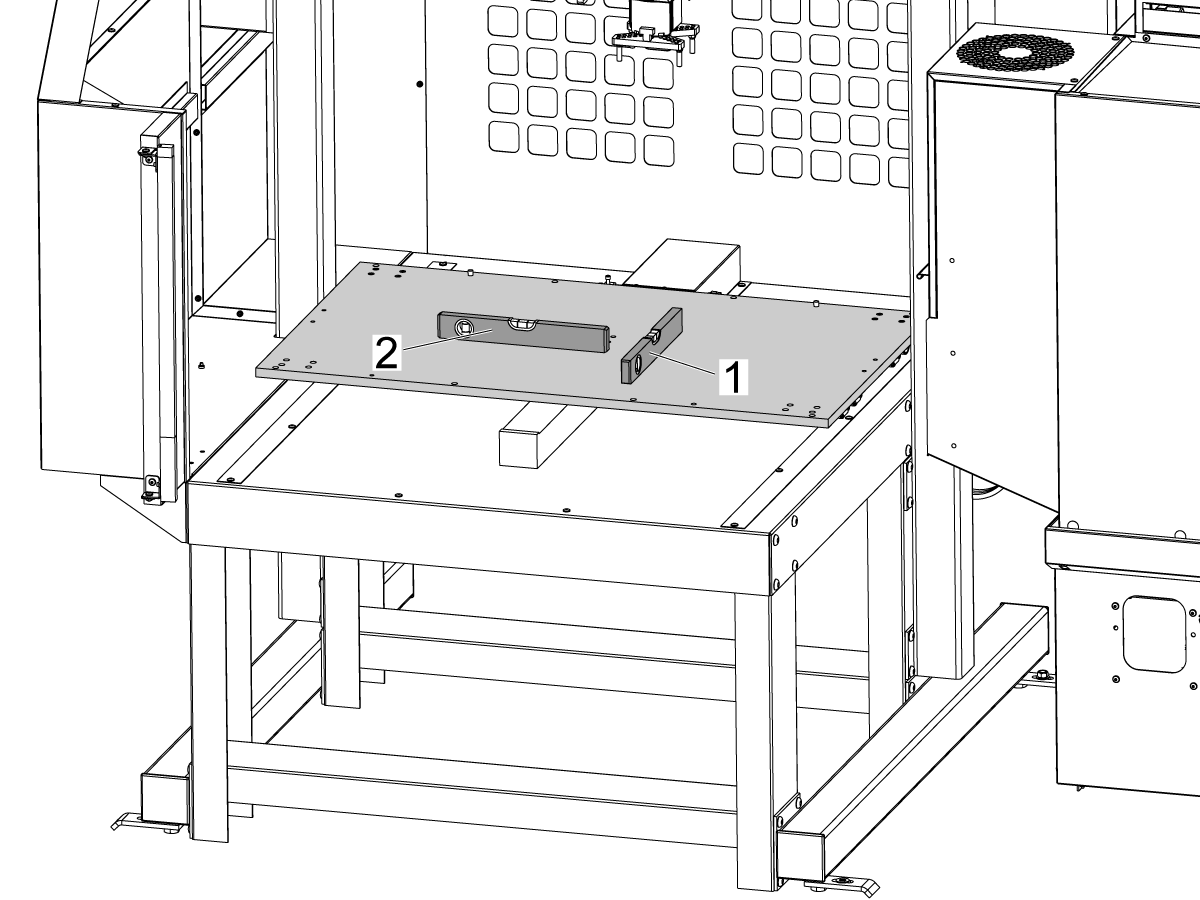
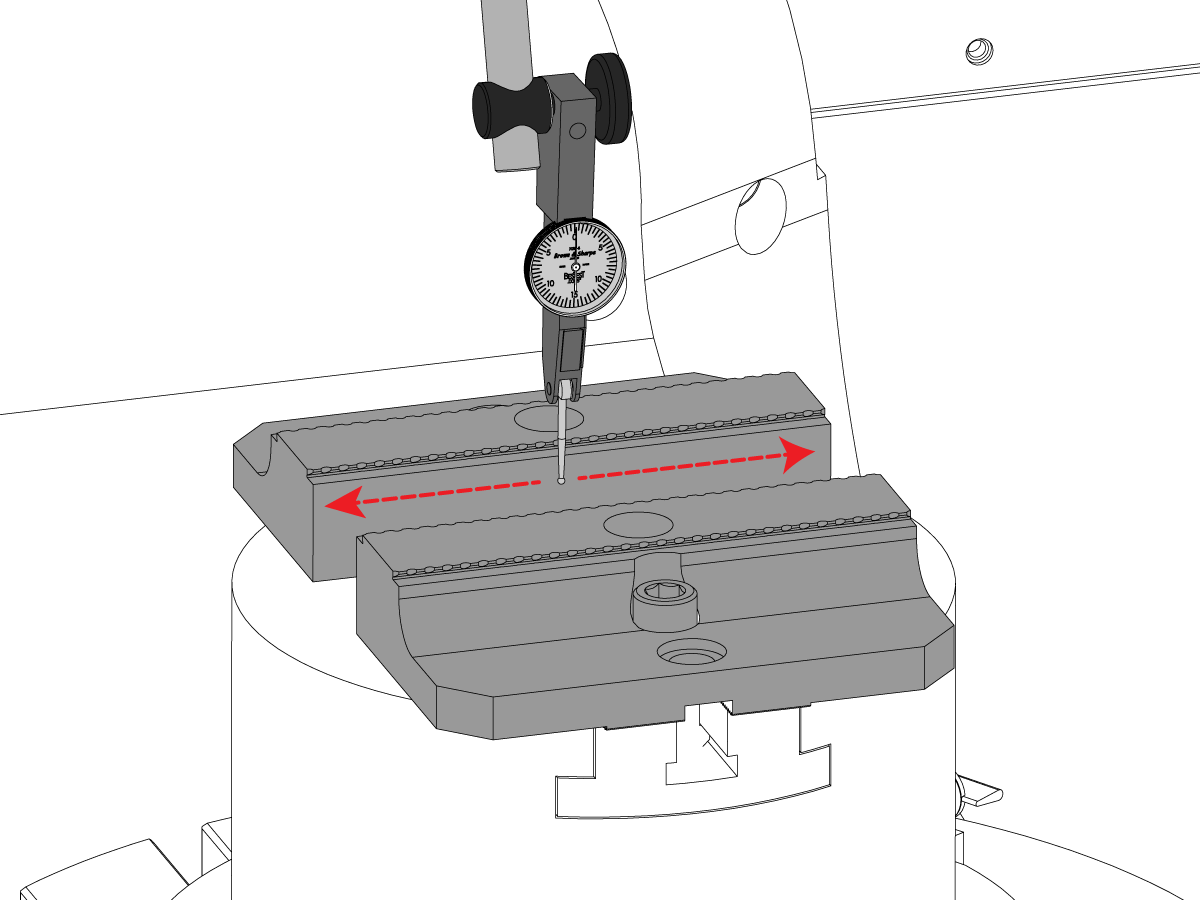
---vertical---installation/Level-the-Mill-APL.png)
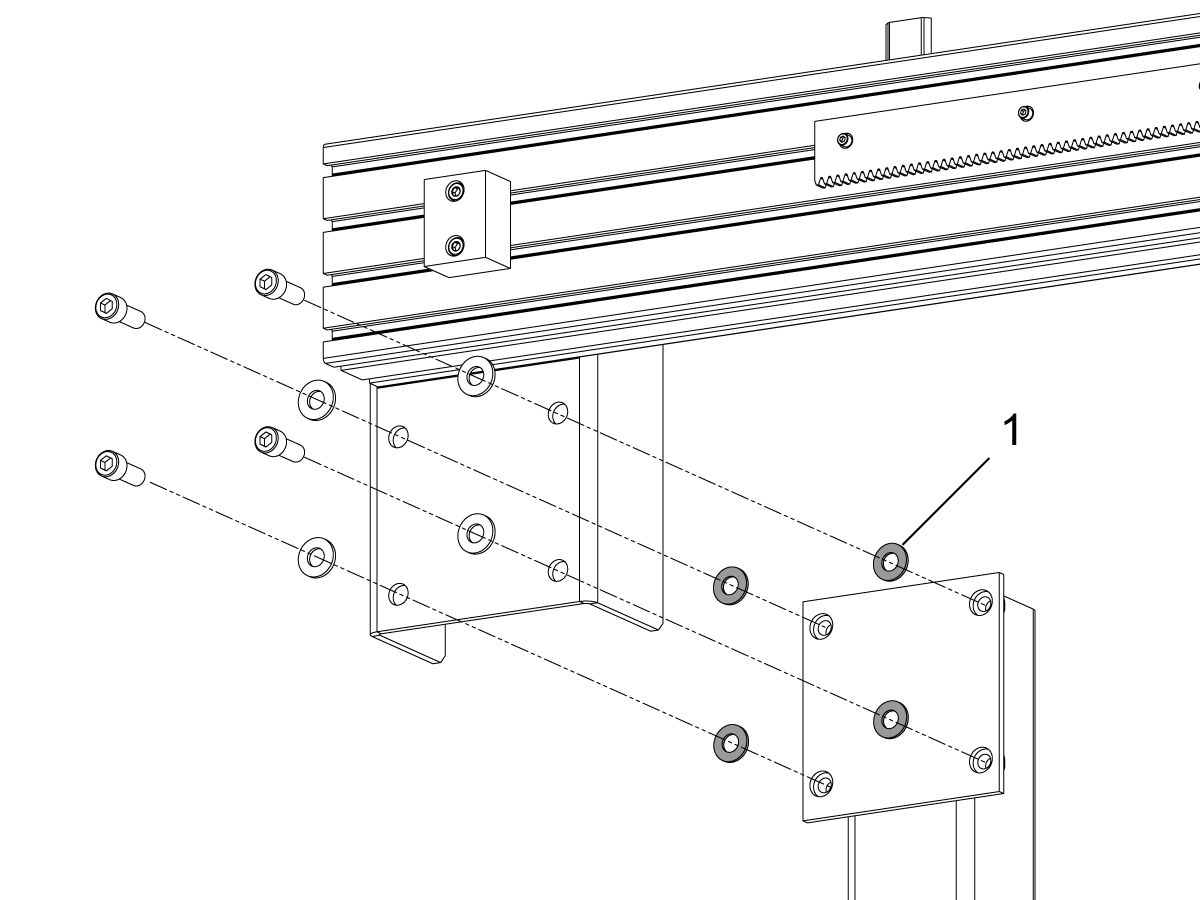
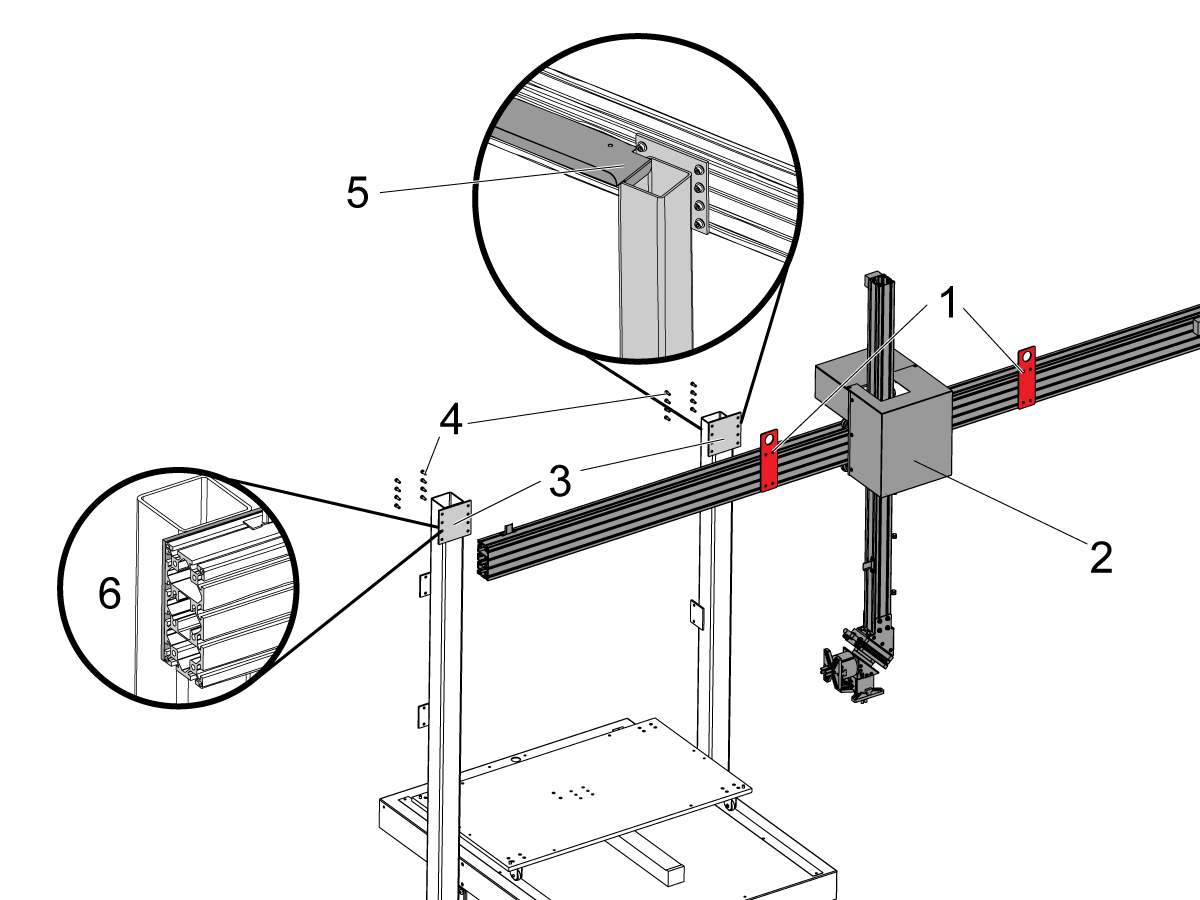
---vertical---installation/Remove-Arm-Shipping-Bracket.png)
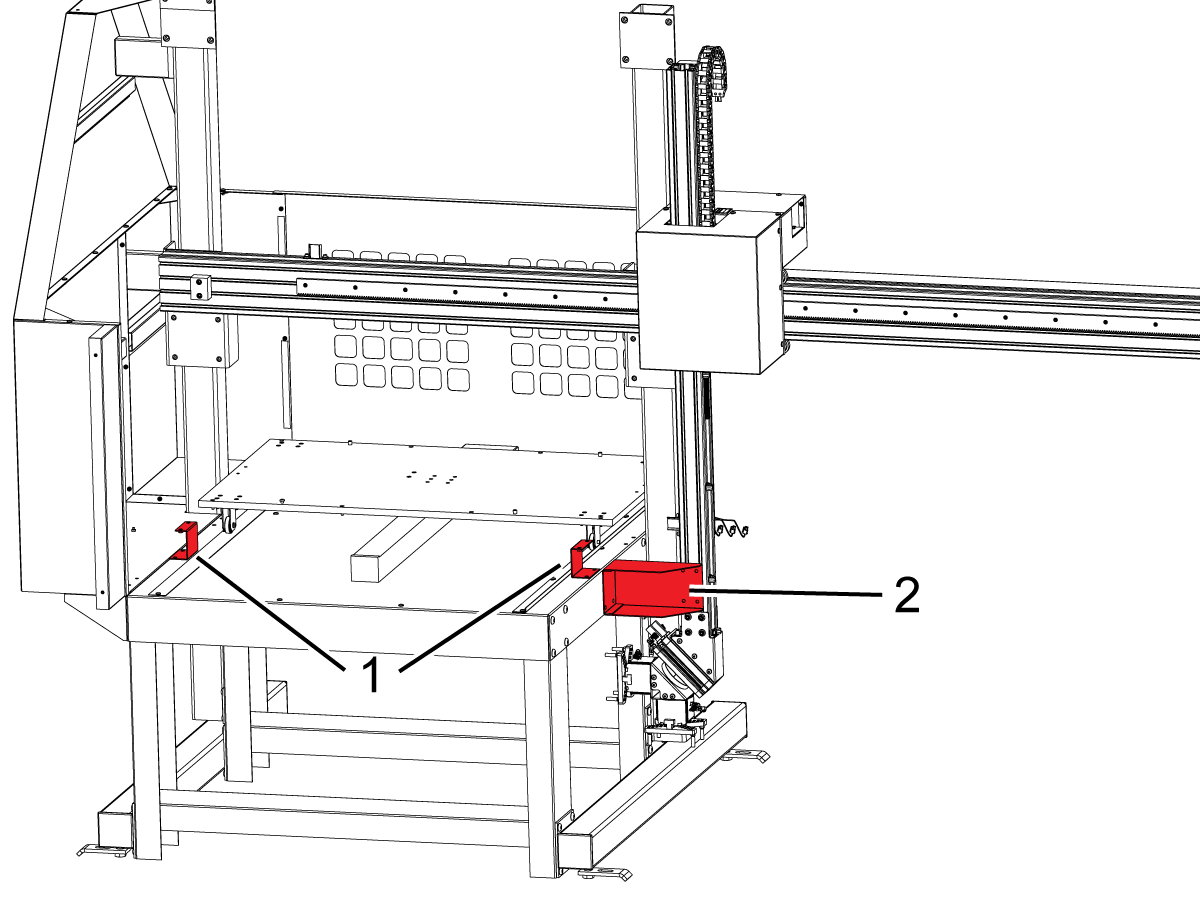
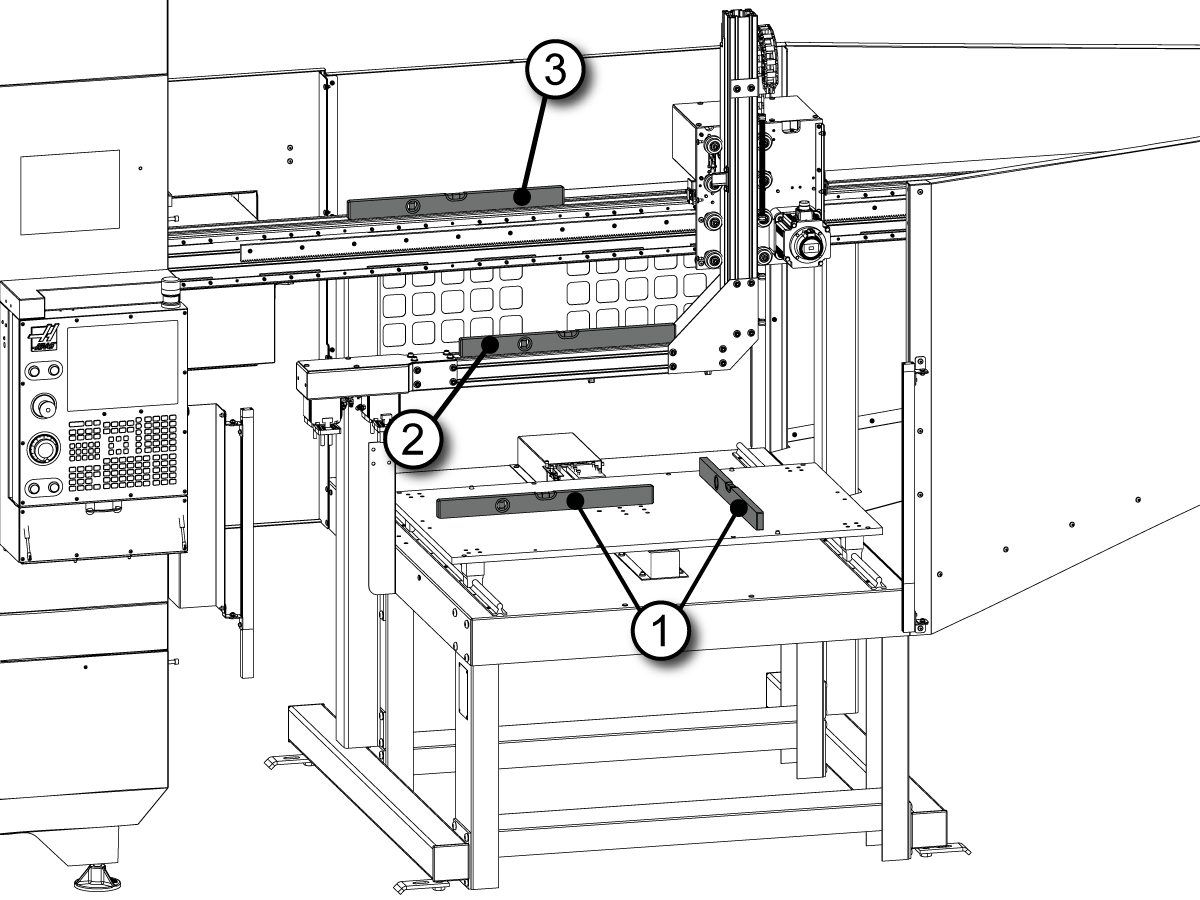
---vertical---installation/Remove-Table-Shipping-Brackets.png)
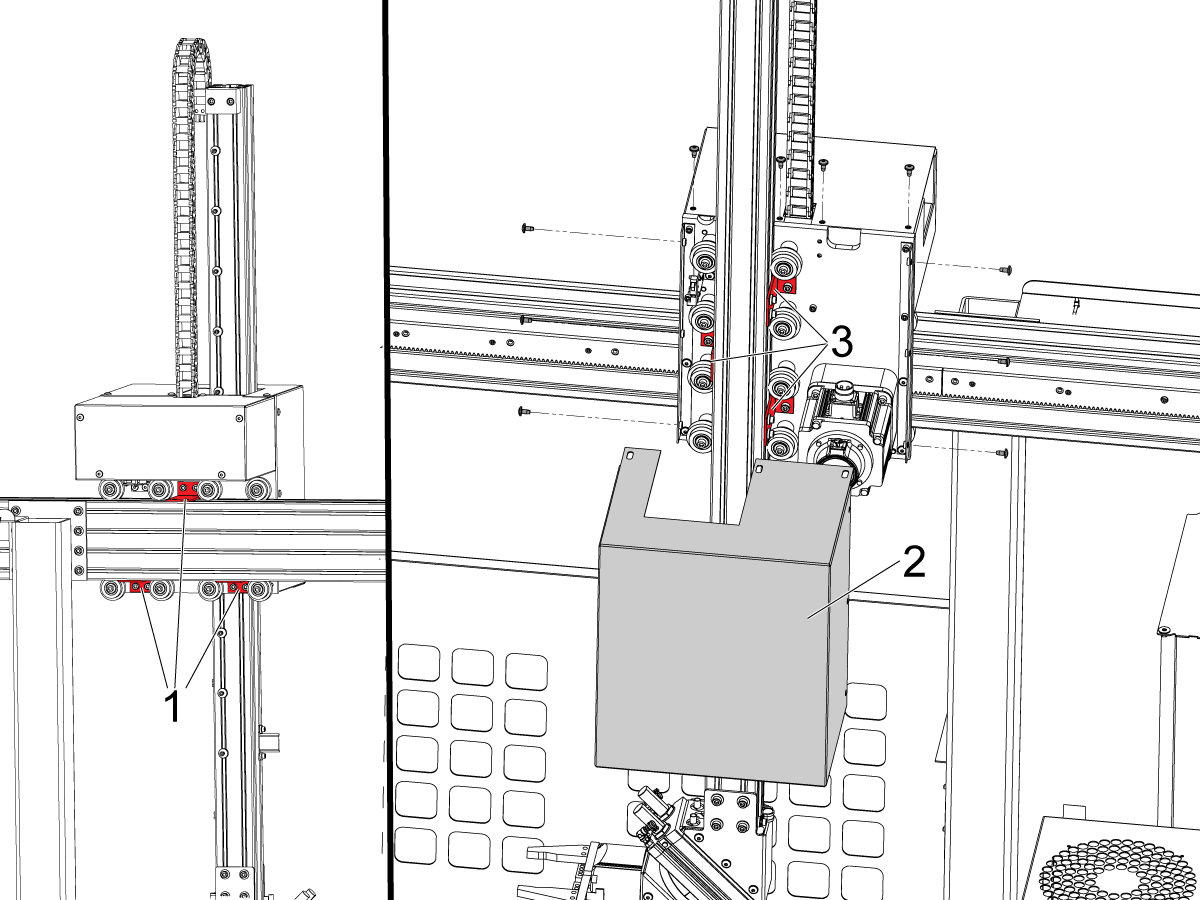
---vertical---installation/Remove-The-AU-AW-axis-shipping-brackets.png)
---vertical---installation/Light-Curtain-Hole-Pattern.png)
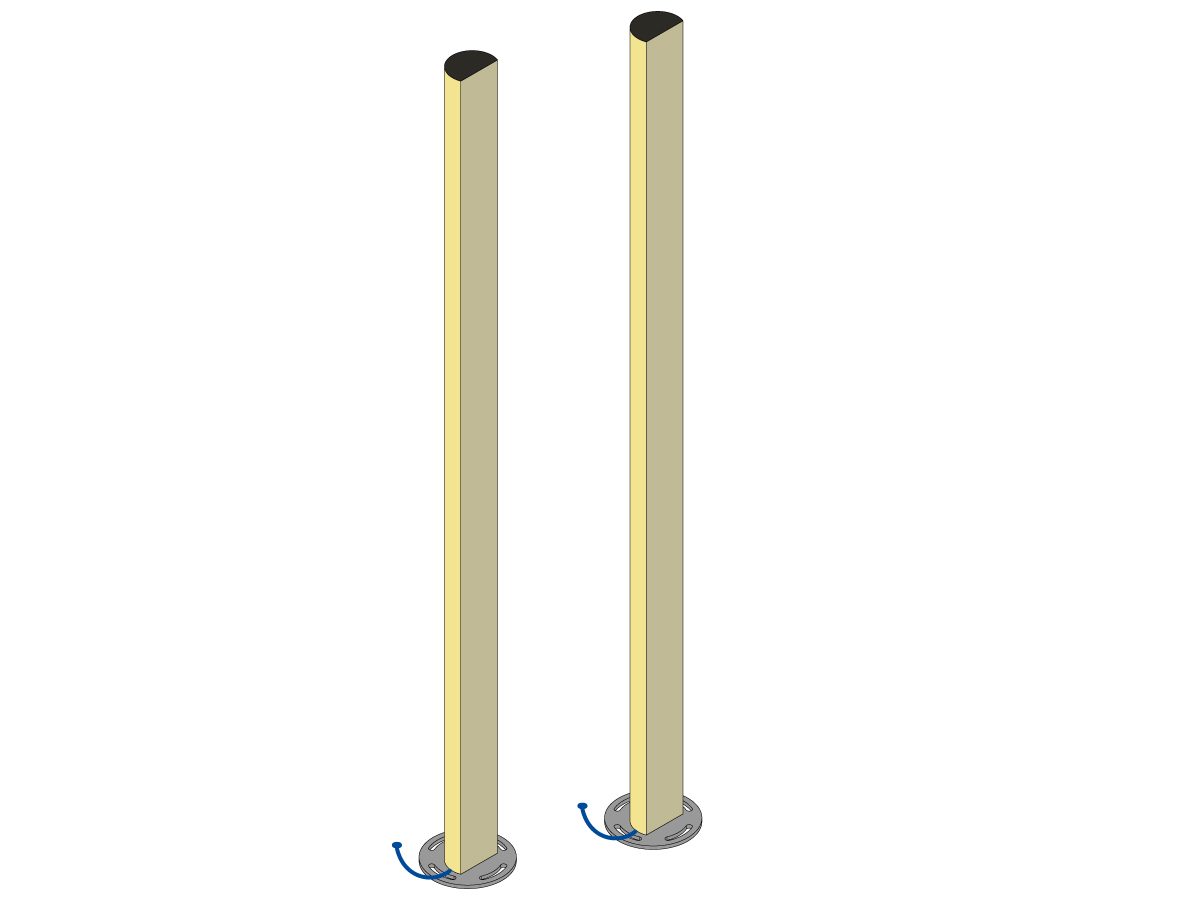
---vertical---installation/Side-Panel-Hole-Pattern.png)
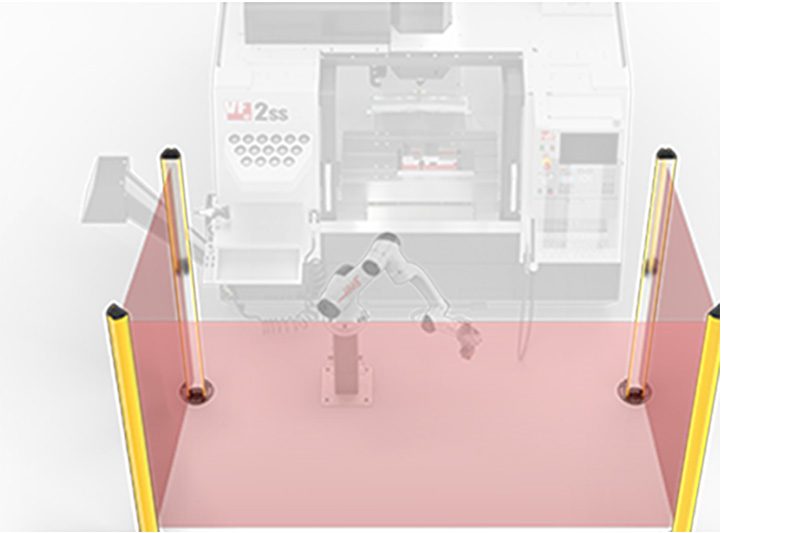
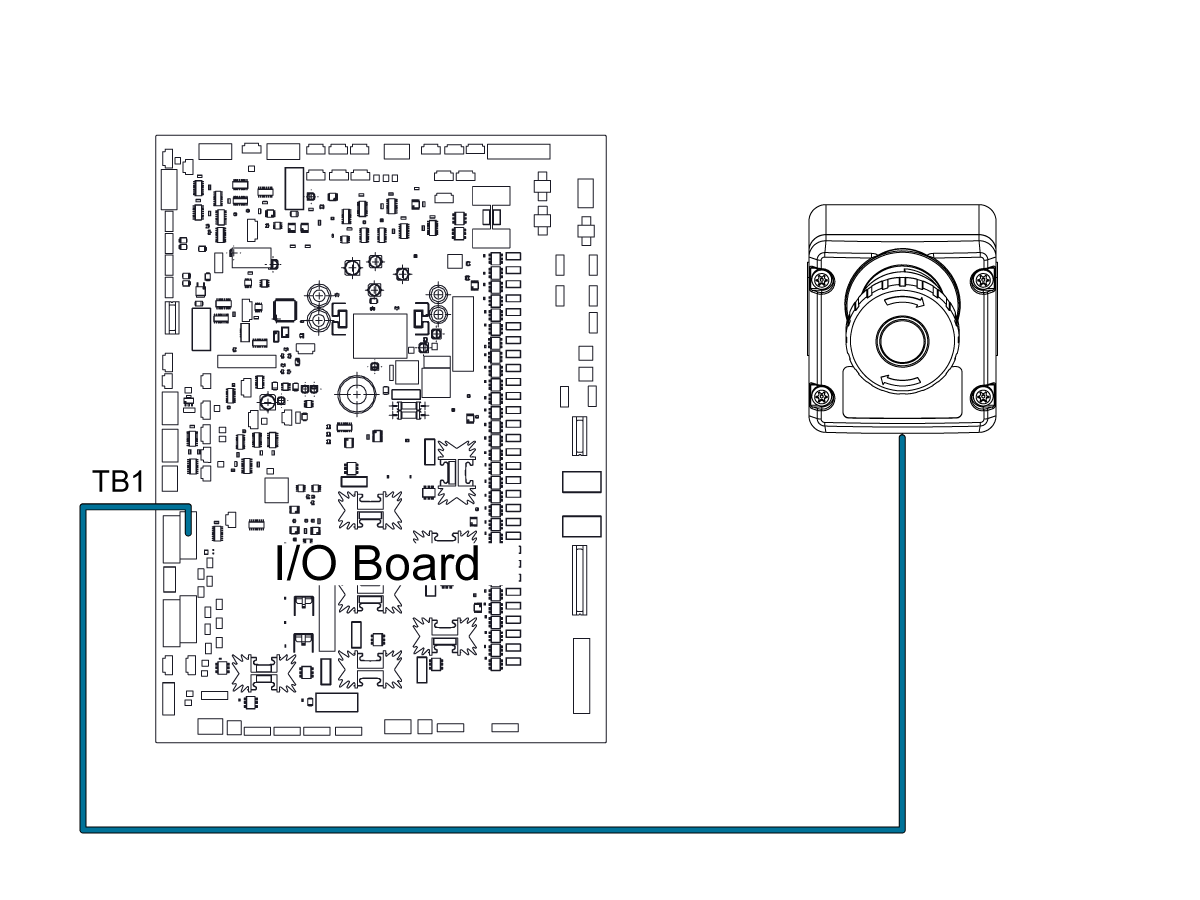
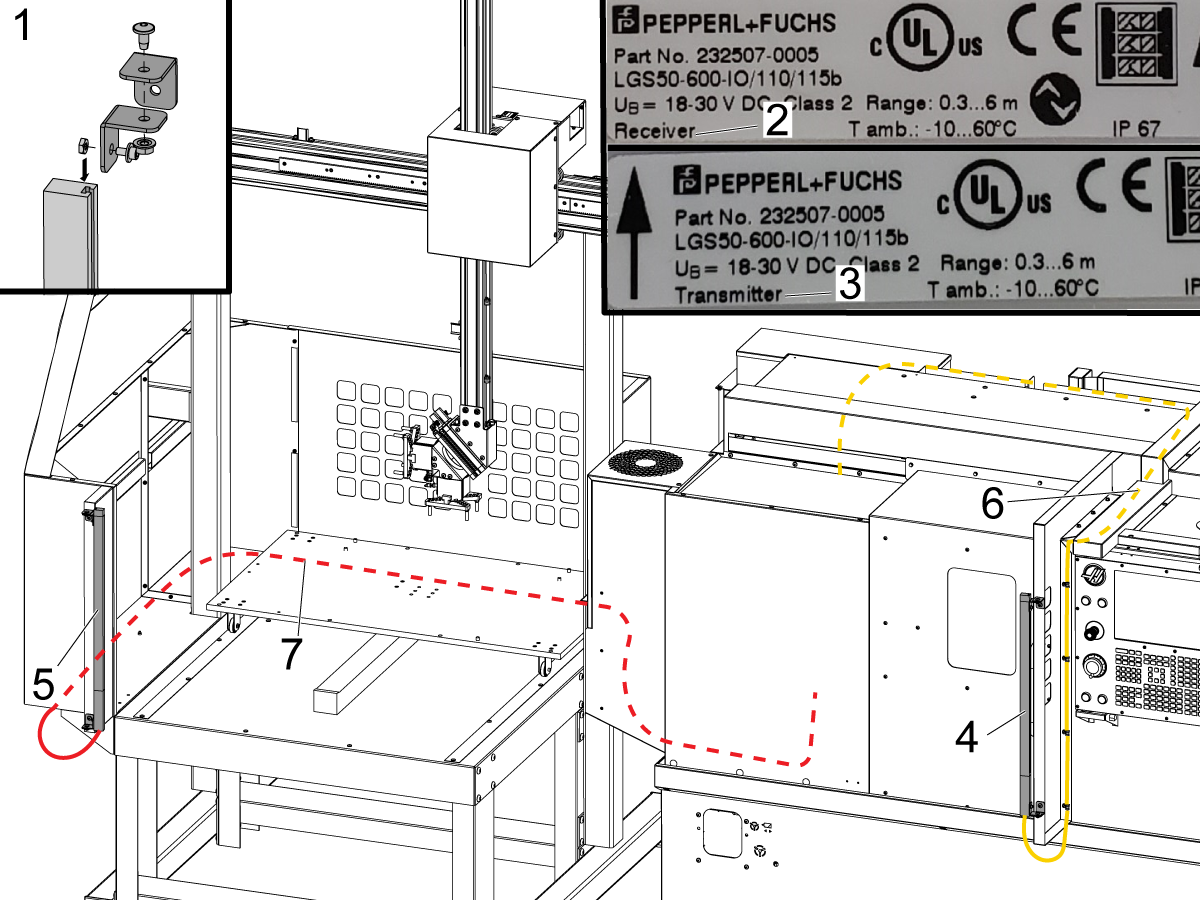
---vertical---installation/Light-Curtain-Installation.png)
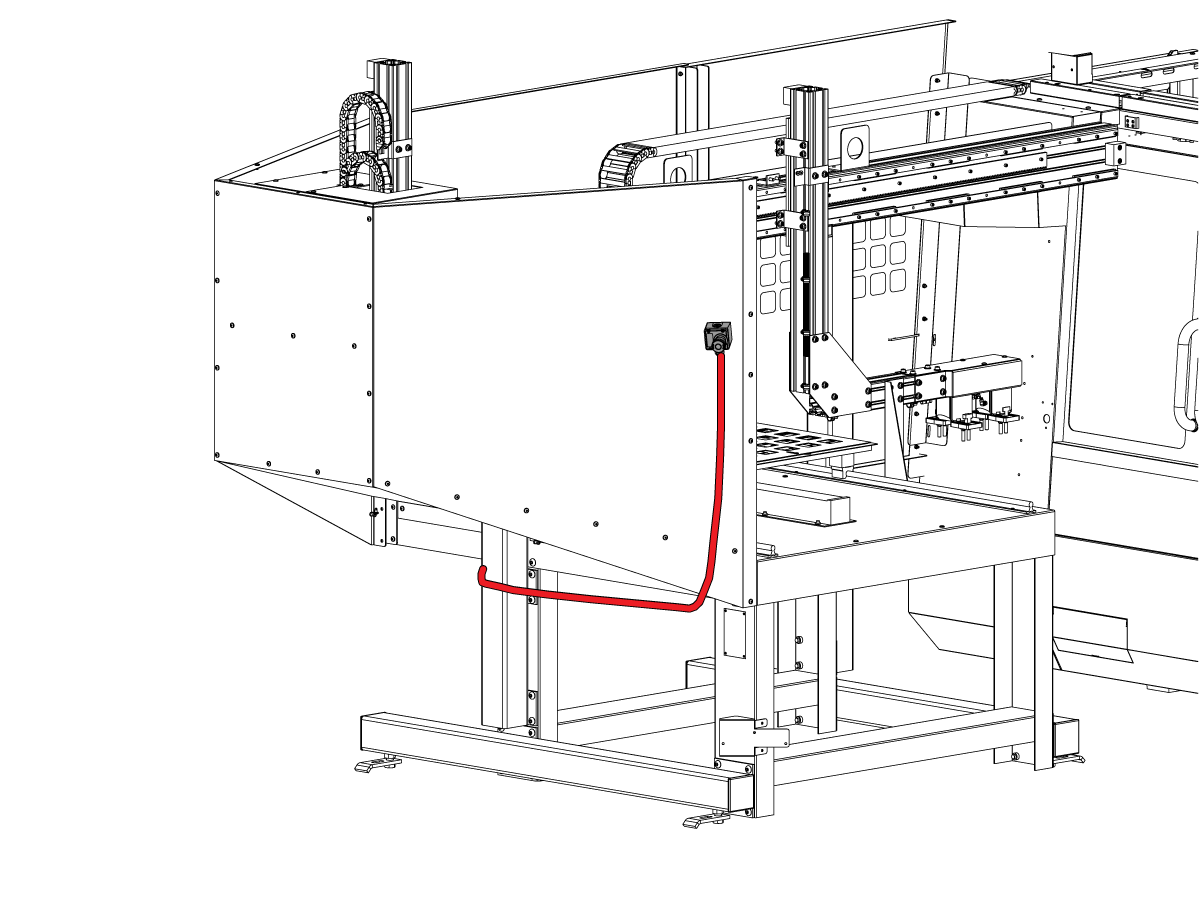
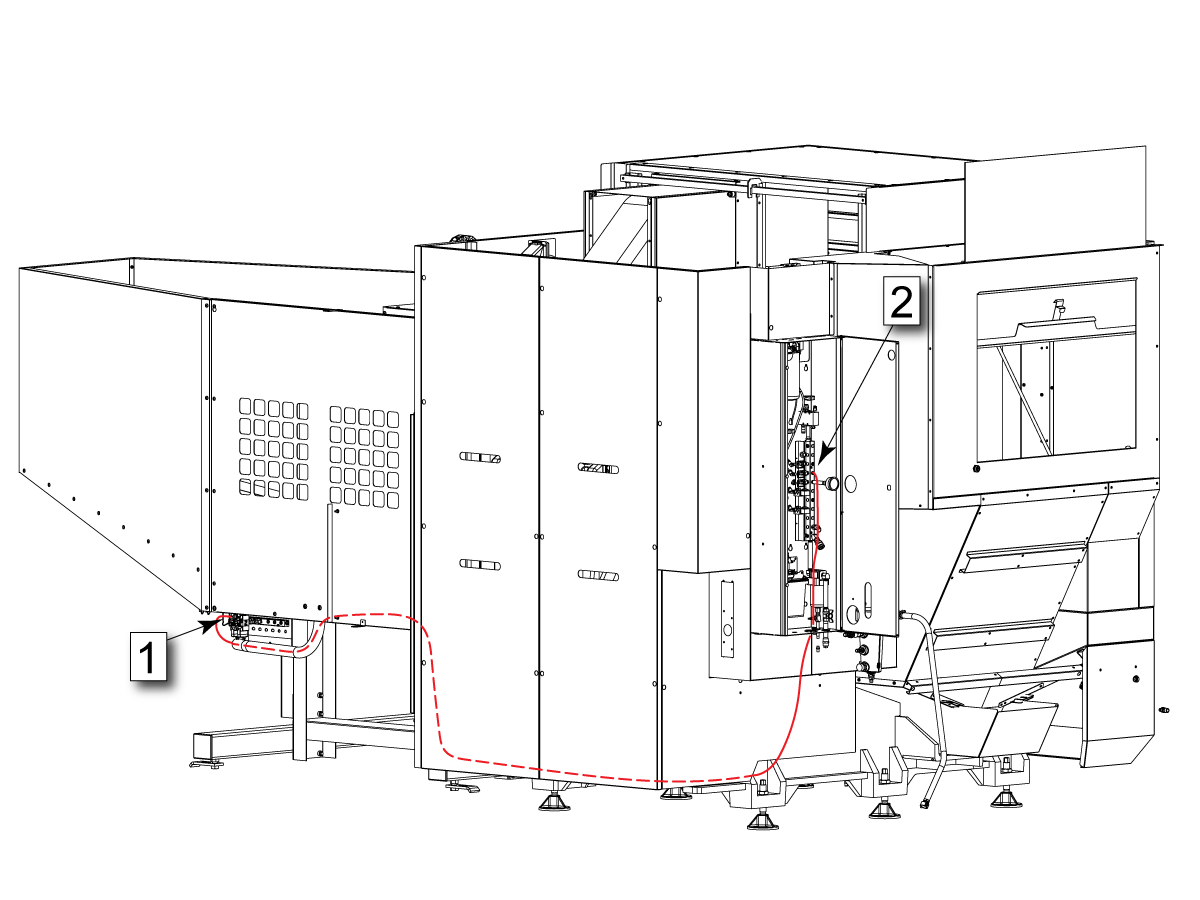
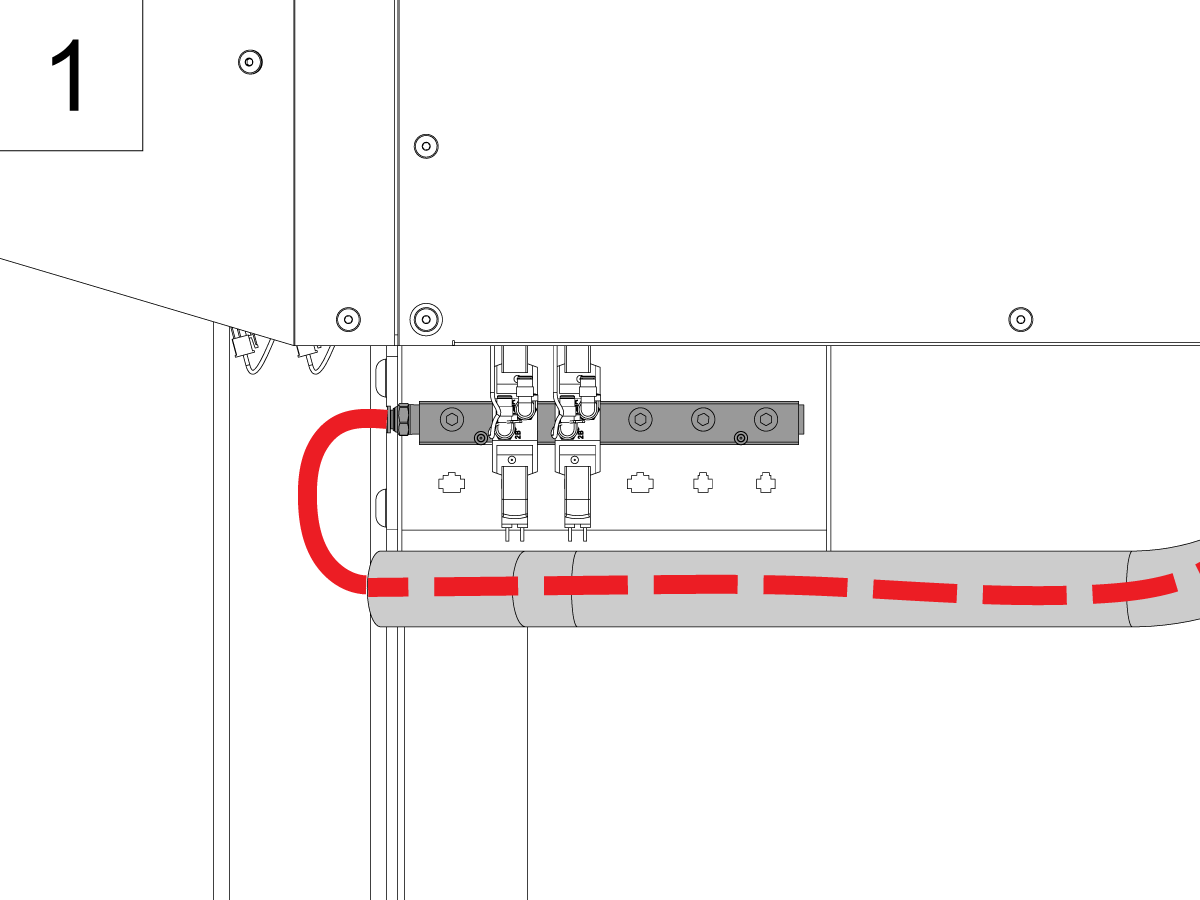
---vertical---installation/Route-Cables_1.png)
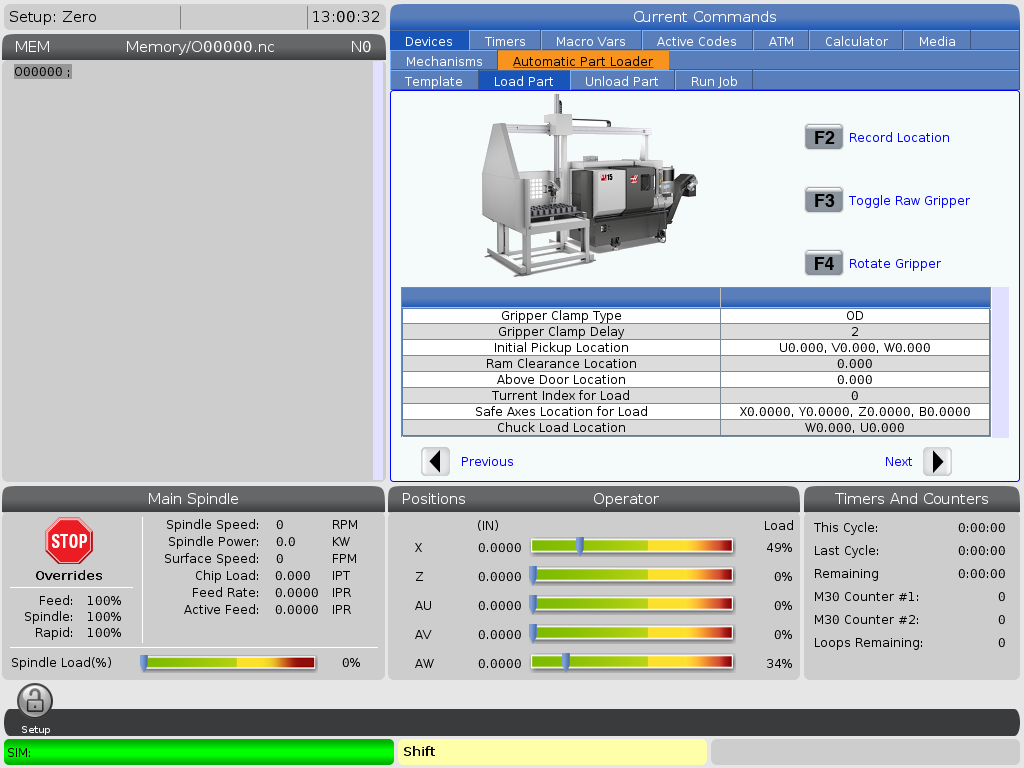
---vertical---installation/Currents-Comments-APL-TAB.png)
---vertical---installation/APL-Grid-Offset.png)
---vertical---installation/Align-AU-Axis.png)
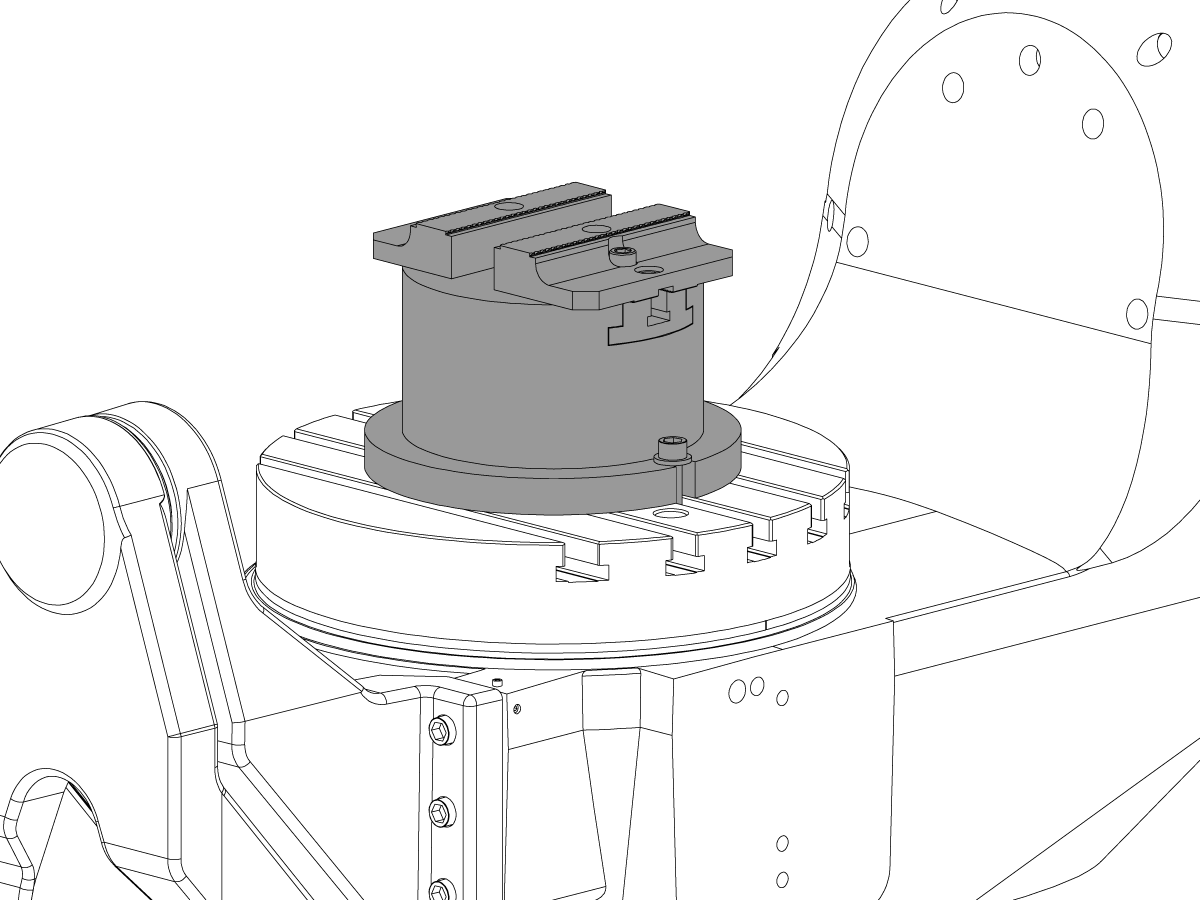
---vertical---installation/Align-APL-Grippers-to-Vice.png)

---vertical---installation/APL-Tool-Change-Offset.png)
---vertical---installation/2019-10-08_15h56_48.jpg)

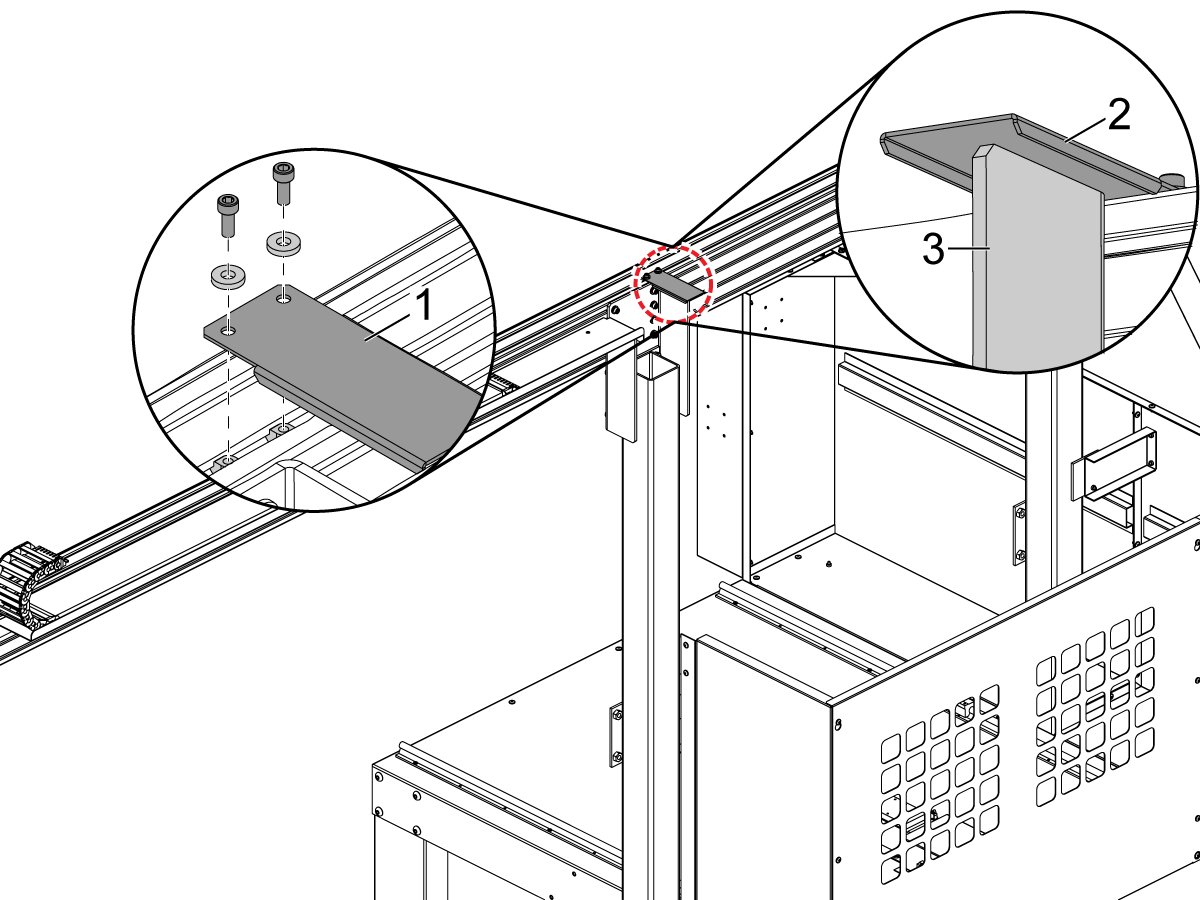
---umc---installation/umc_apl_90_degree_control_cabinet_alignment.png)
---umc---installation/foot-print-reduction-placement_measurment.png)
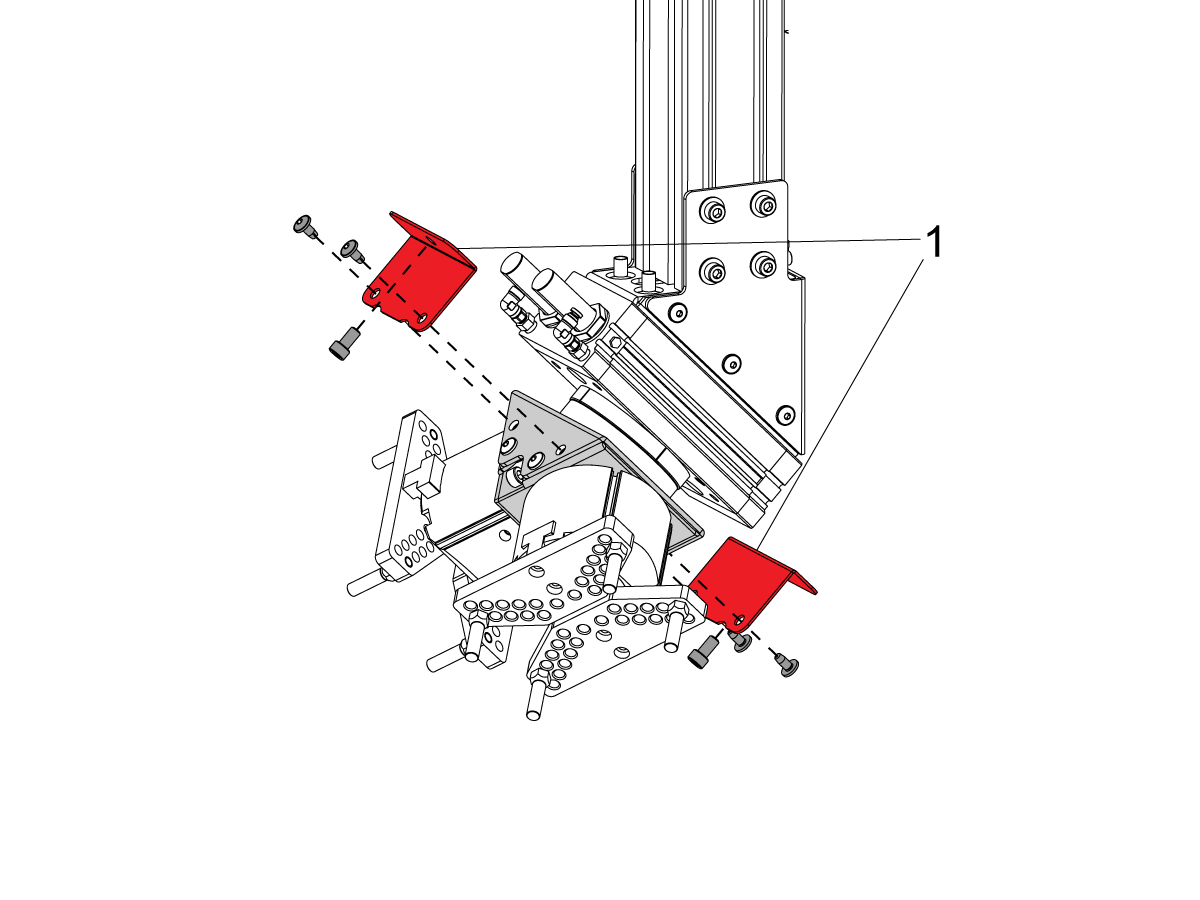
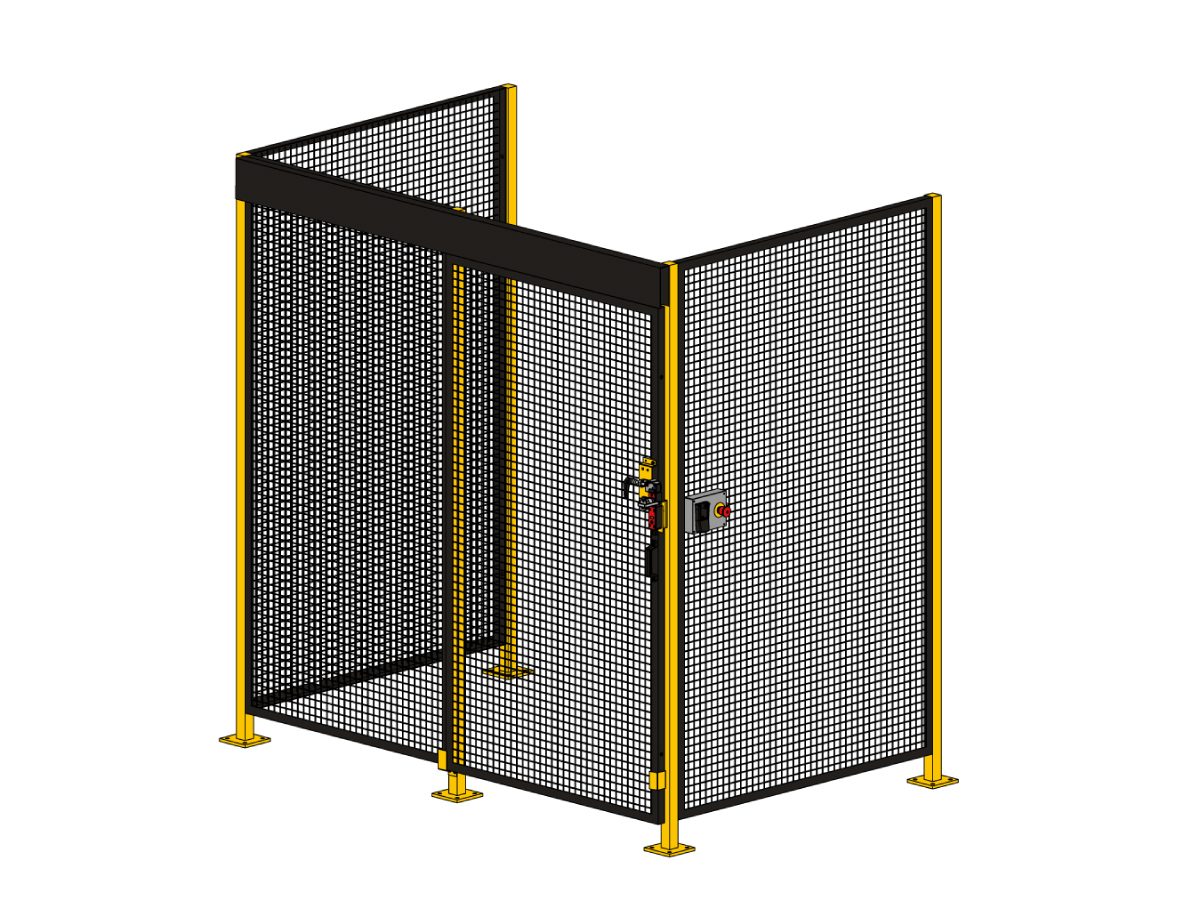
---umc---installation/new-fence-enclosure-panel-ce-machines.png)
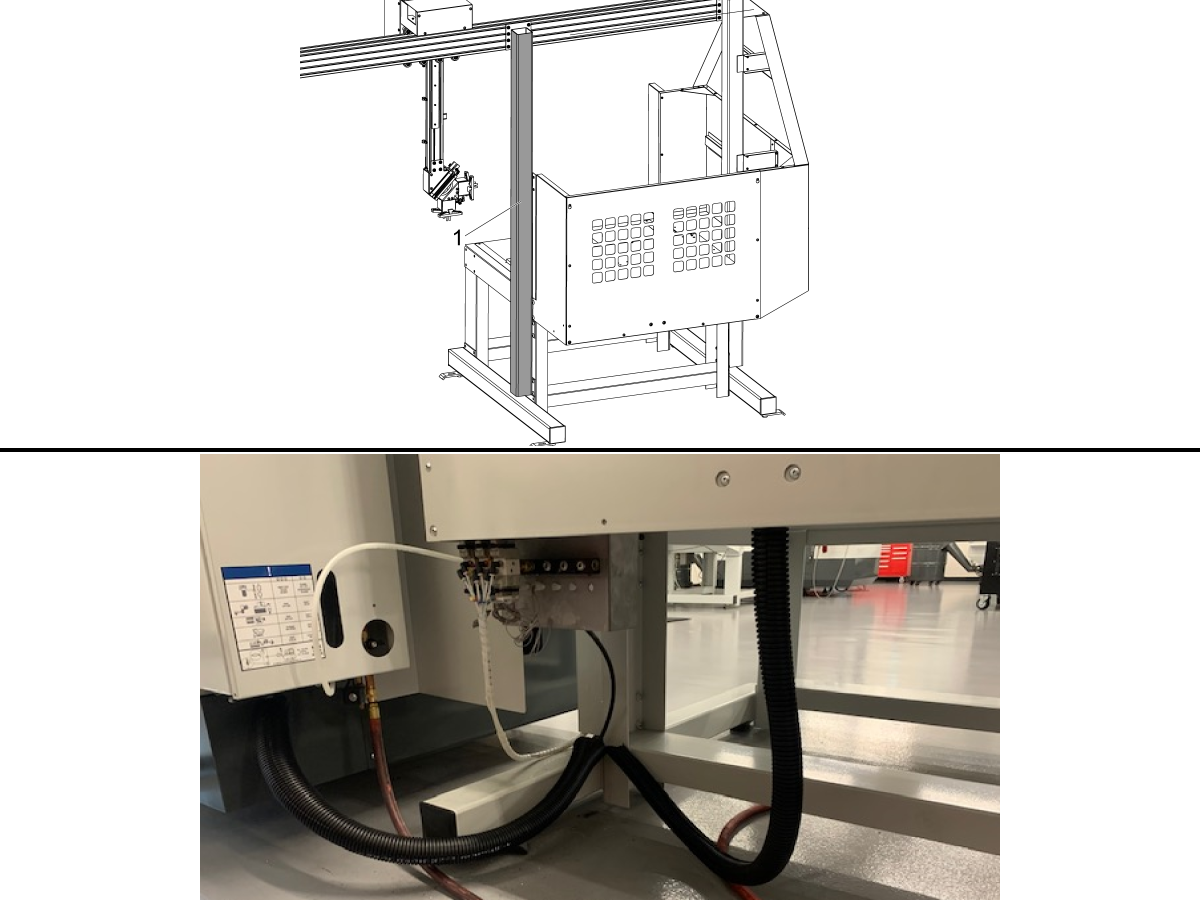
---umc---installation/umc_apl_panel_to-electrical.png)
---umc---installation/foot-print-reduction-new-enclosure-panel.png)
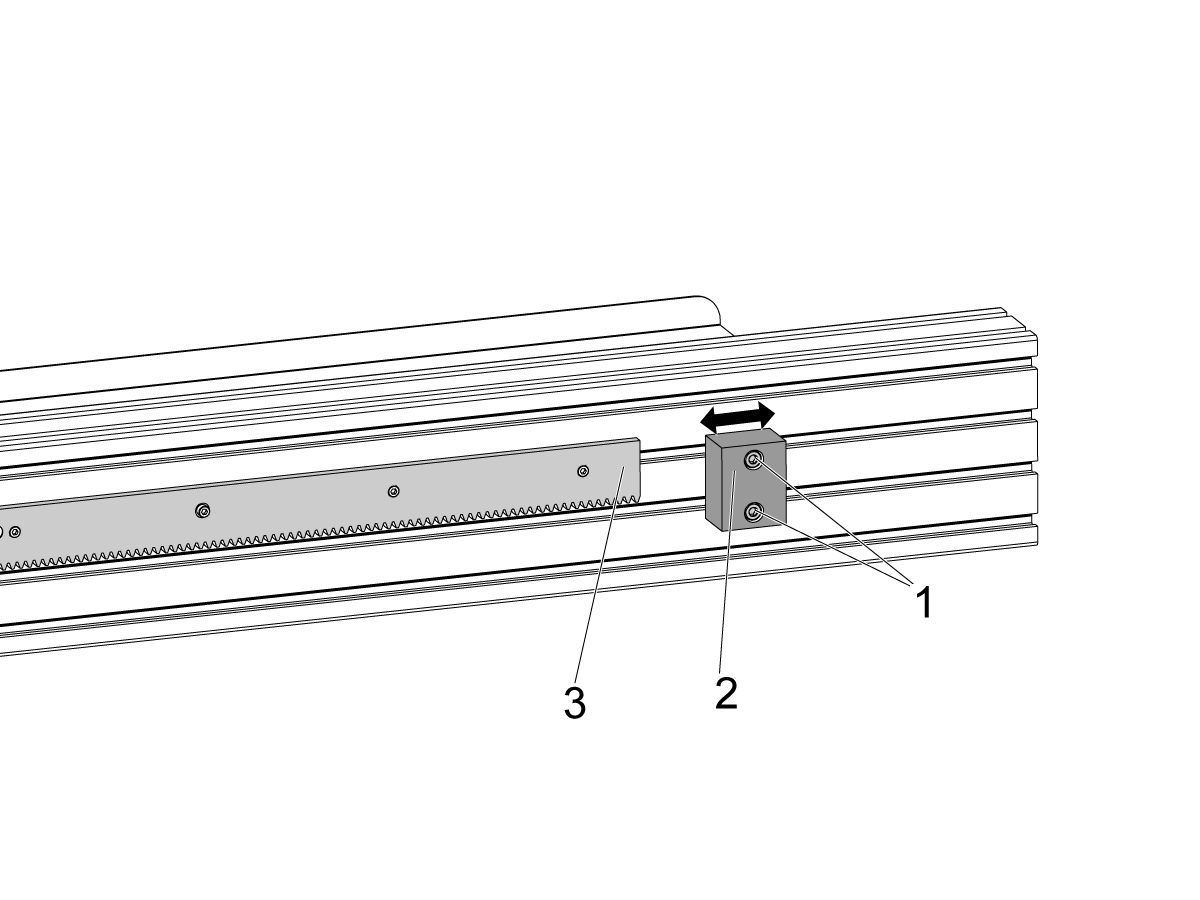
---umc---installation/umc_90_degree_route_conduit.png)
---installation/c-apl_intro.png)
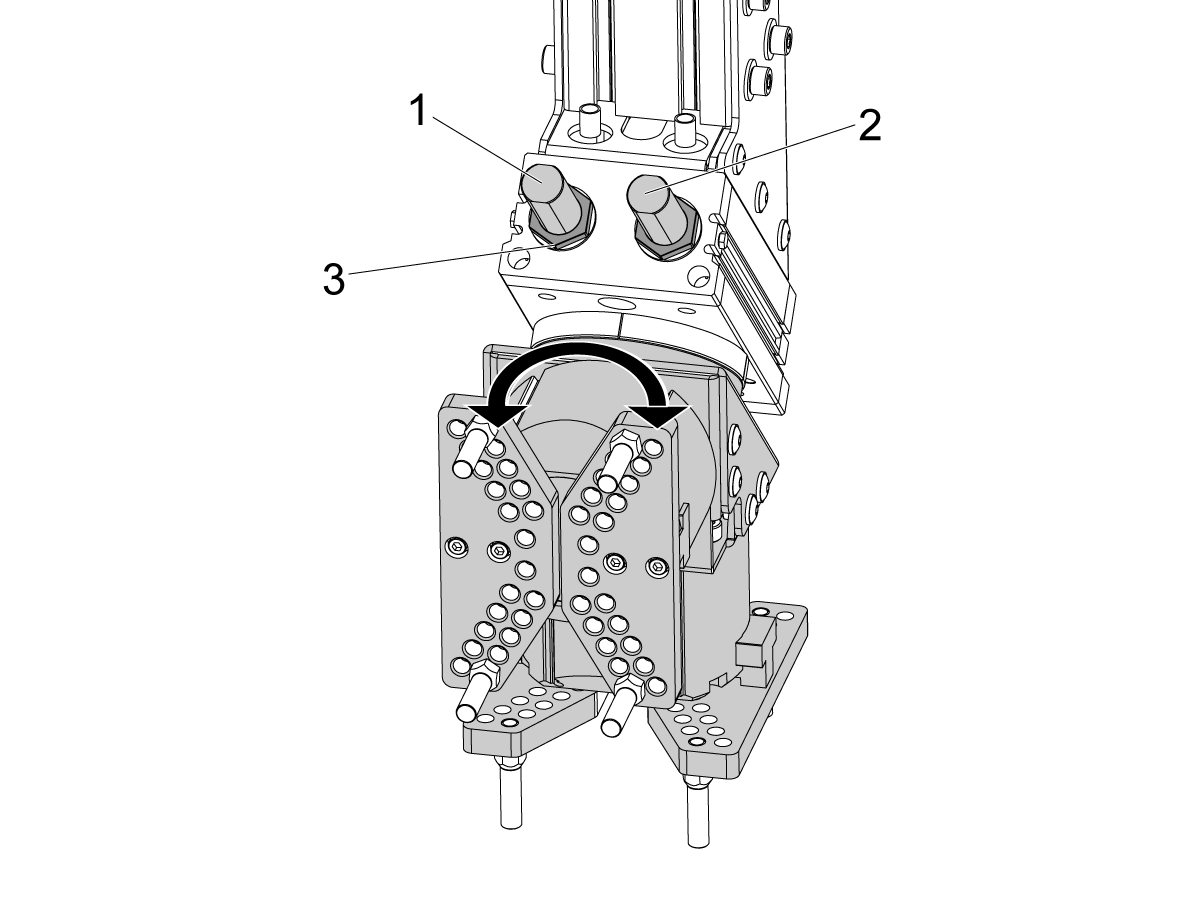
---installation/adjust-air-cylinder.png)
---installation/c-apl_updated_feet_attachment.png)
---installation/c-apl_height_adjustment.png)
---installation/attach-anchor-sheet-metal.png)
---installation/updated-feet-attachment.png)
---installation/attach-anchor-sheet-metal-update.png)
---installation/locating-bracket-umc350-placement.png)
---installation/locating-bracket-DM-placement.png)
---installation/locating-bracket-vf-placement.png)
---installation/c-apl-locating-bracket-on-mm.png)
---installation/level_compact_apl.png)
---installation/update-anchoring.png)
---installation/shipping-brackets.png)
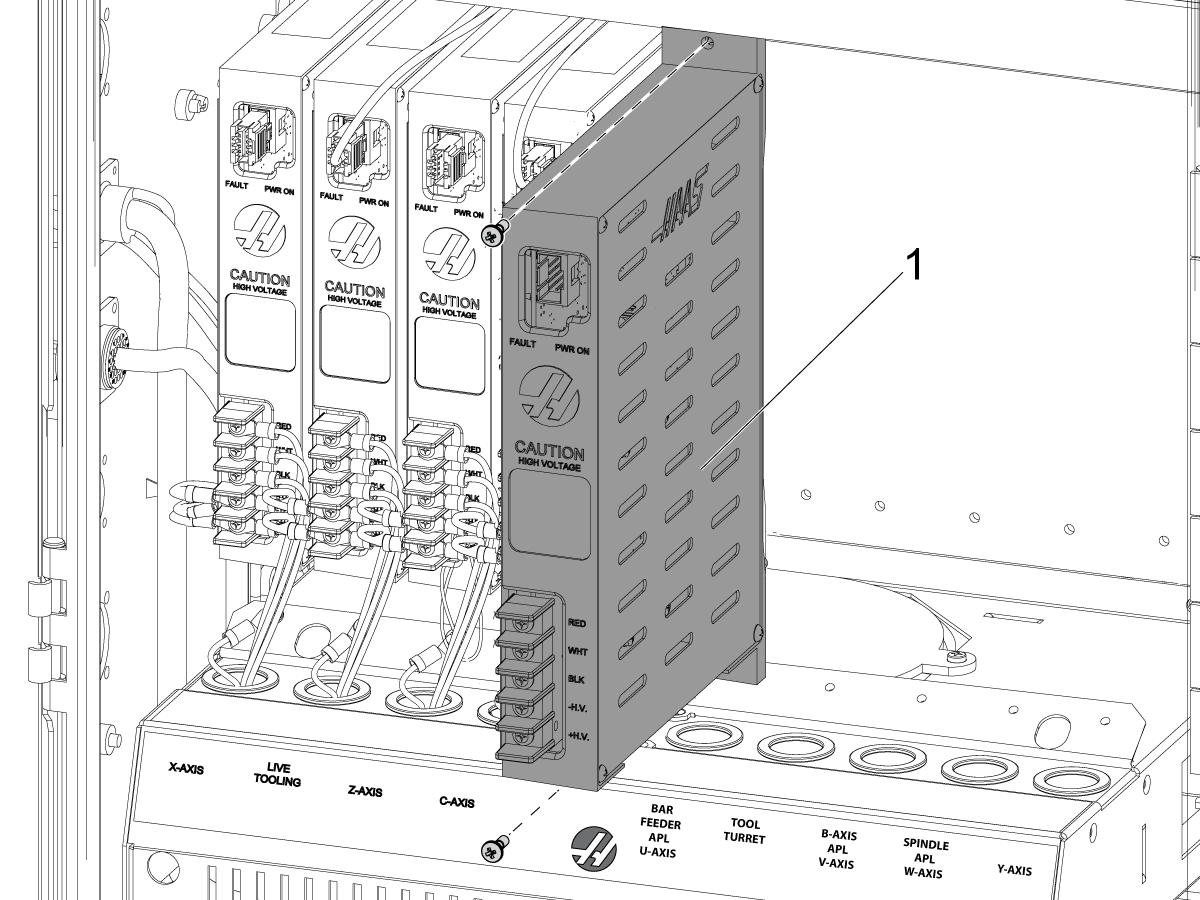
---installation/remove-wye-delta-and-attach-new-bracket.png)
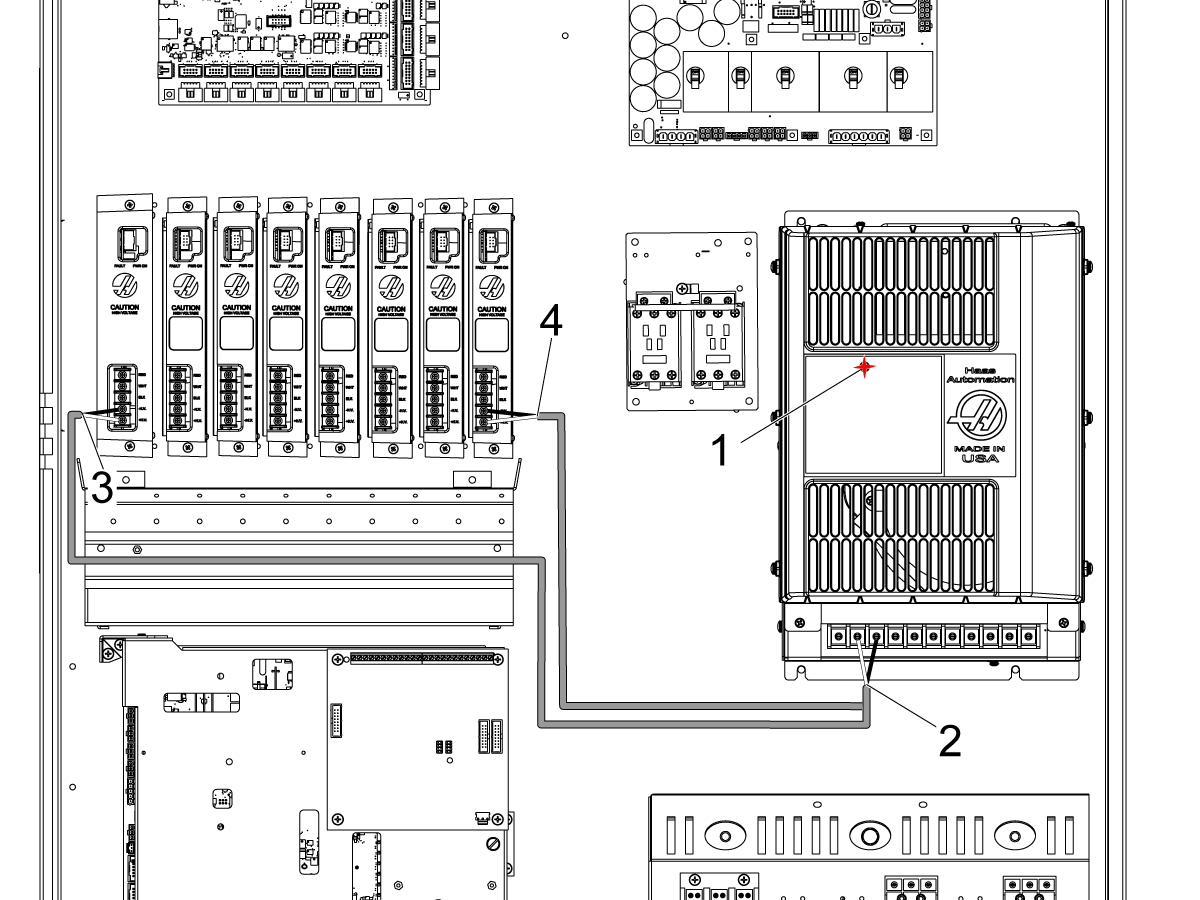
---installation/attach-wye-delta-and-ps-with-can-board.png)
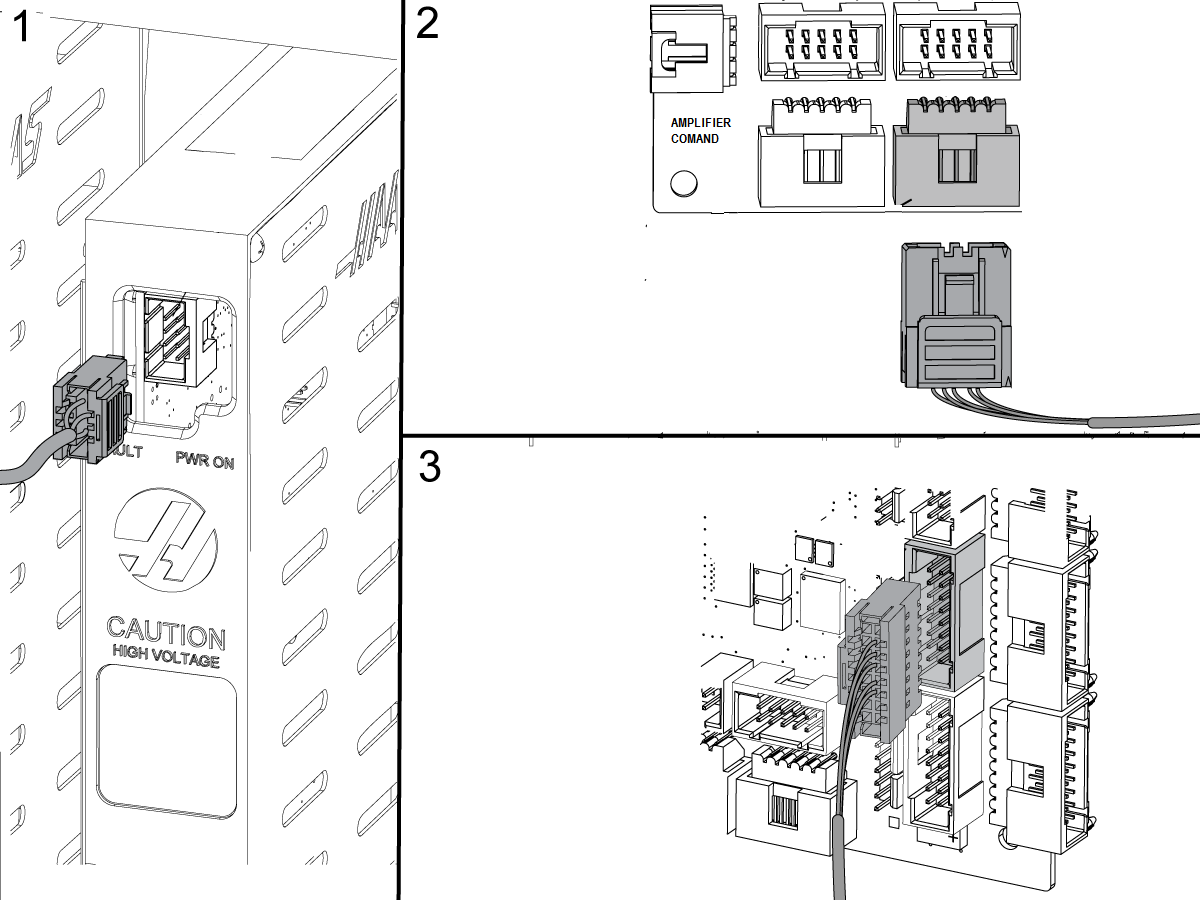
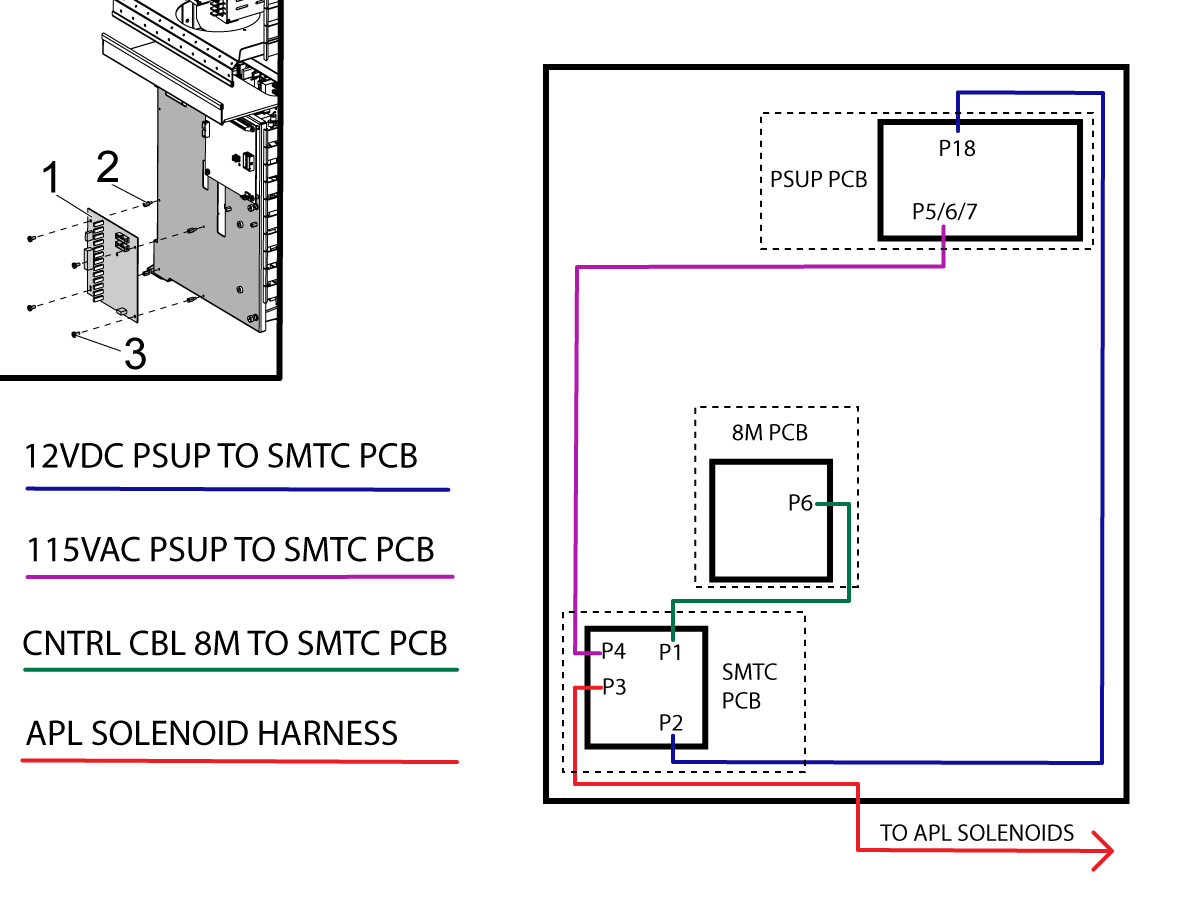
---installation/smtc-board-location.png)
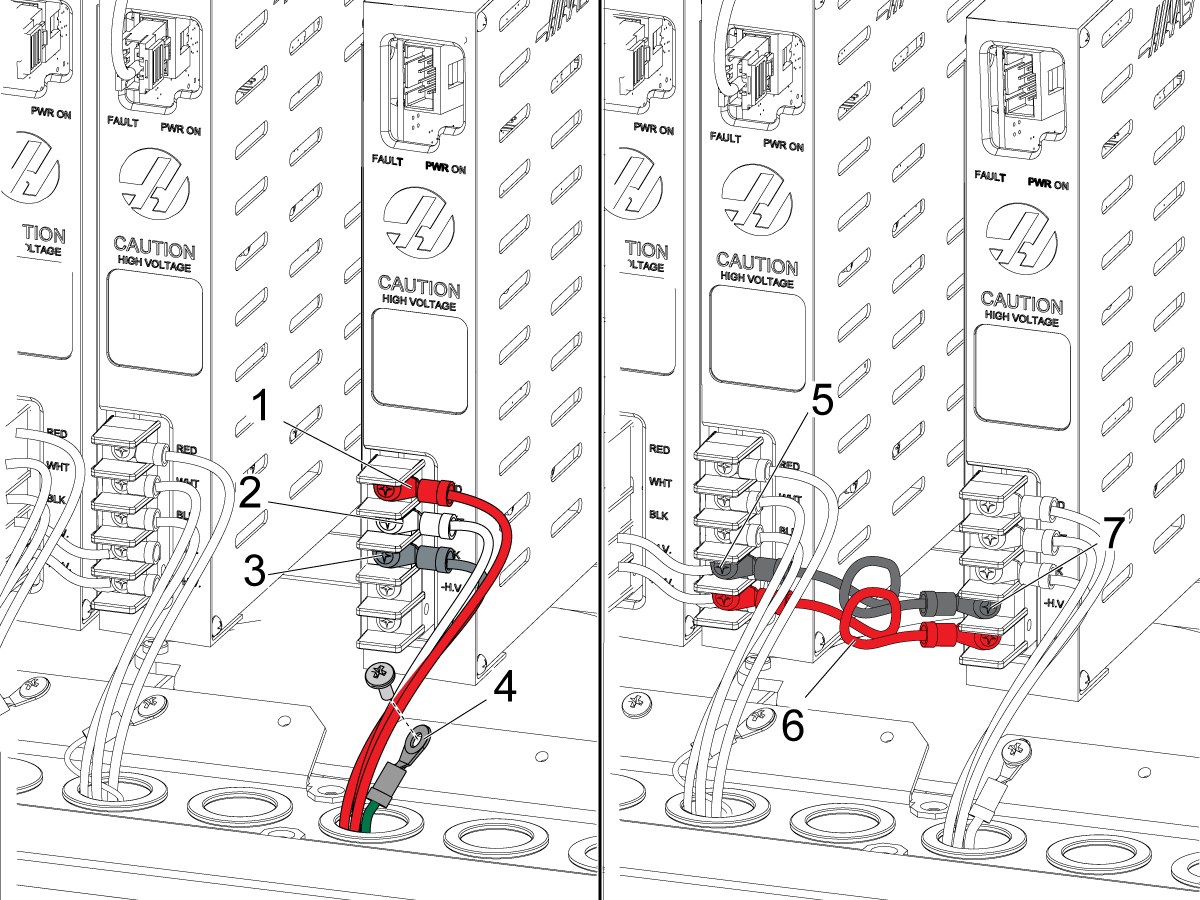
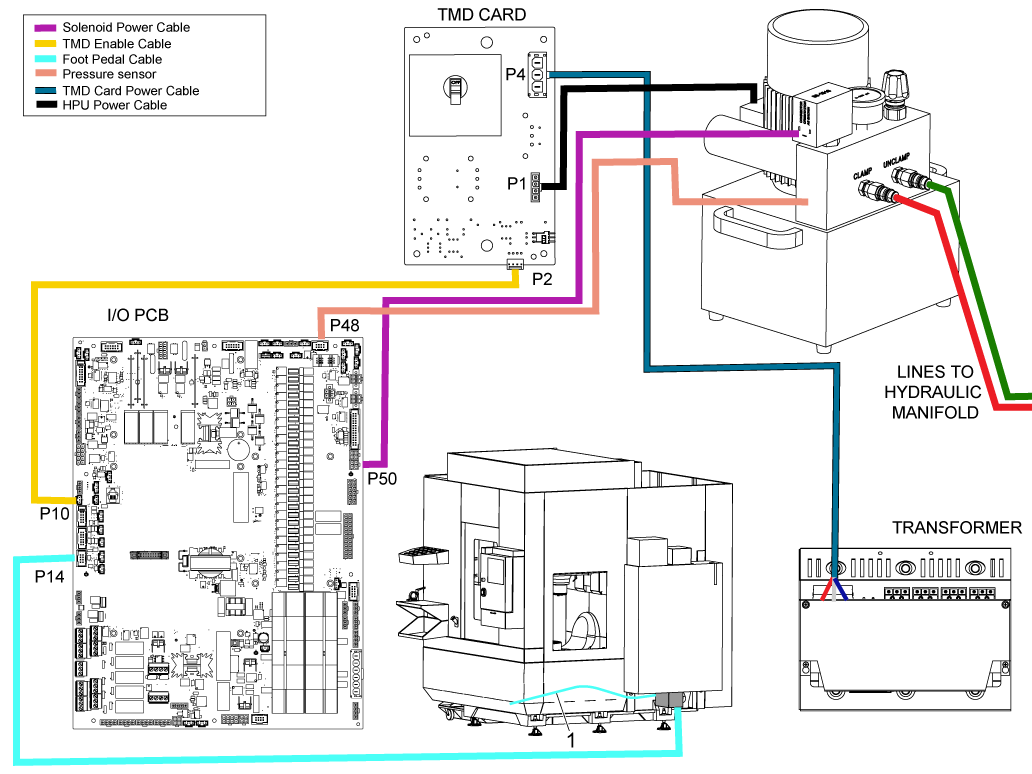
---installation/wire-diagram.png)
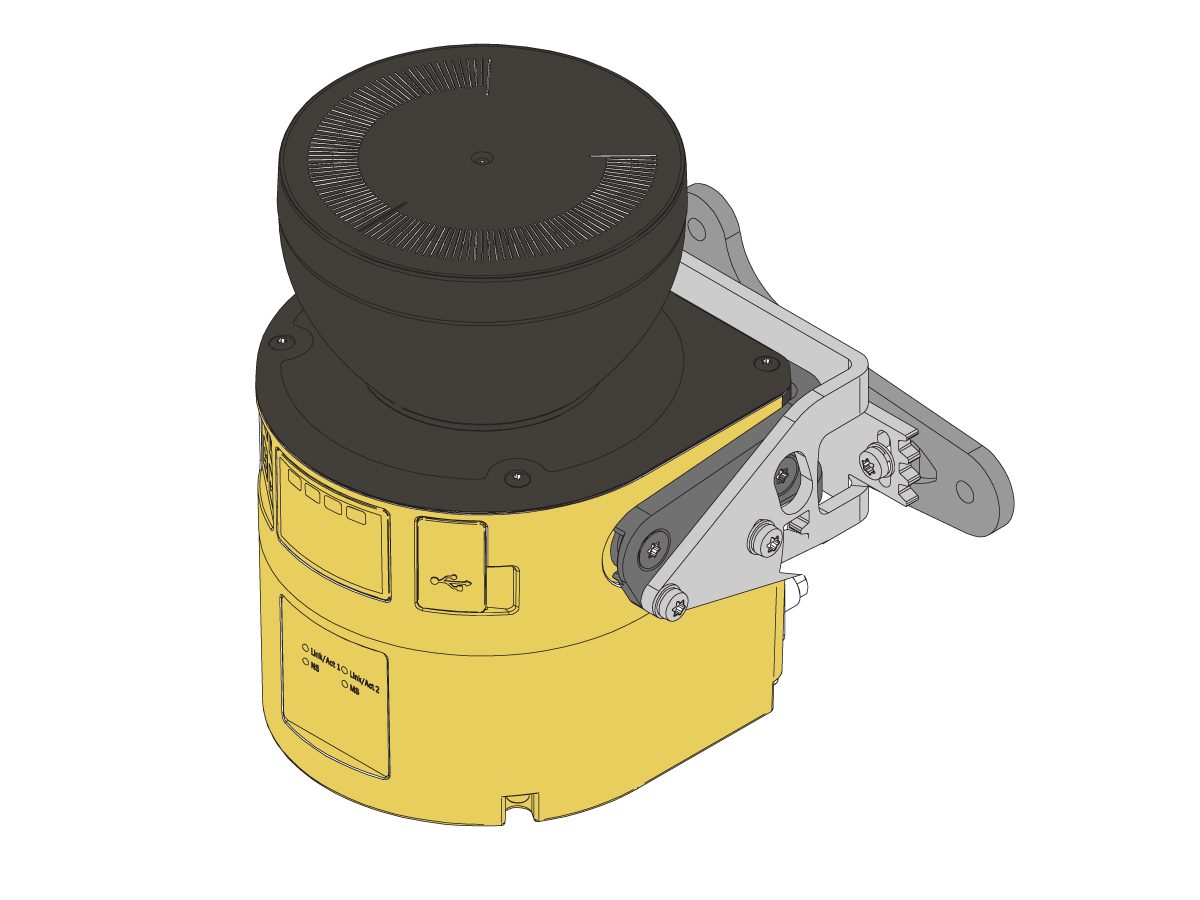
---installation/install-safety-relay.png)
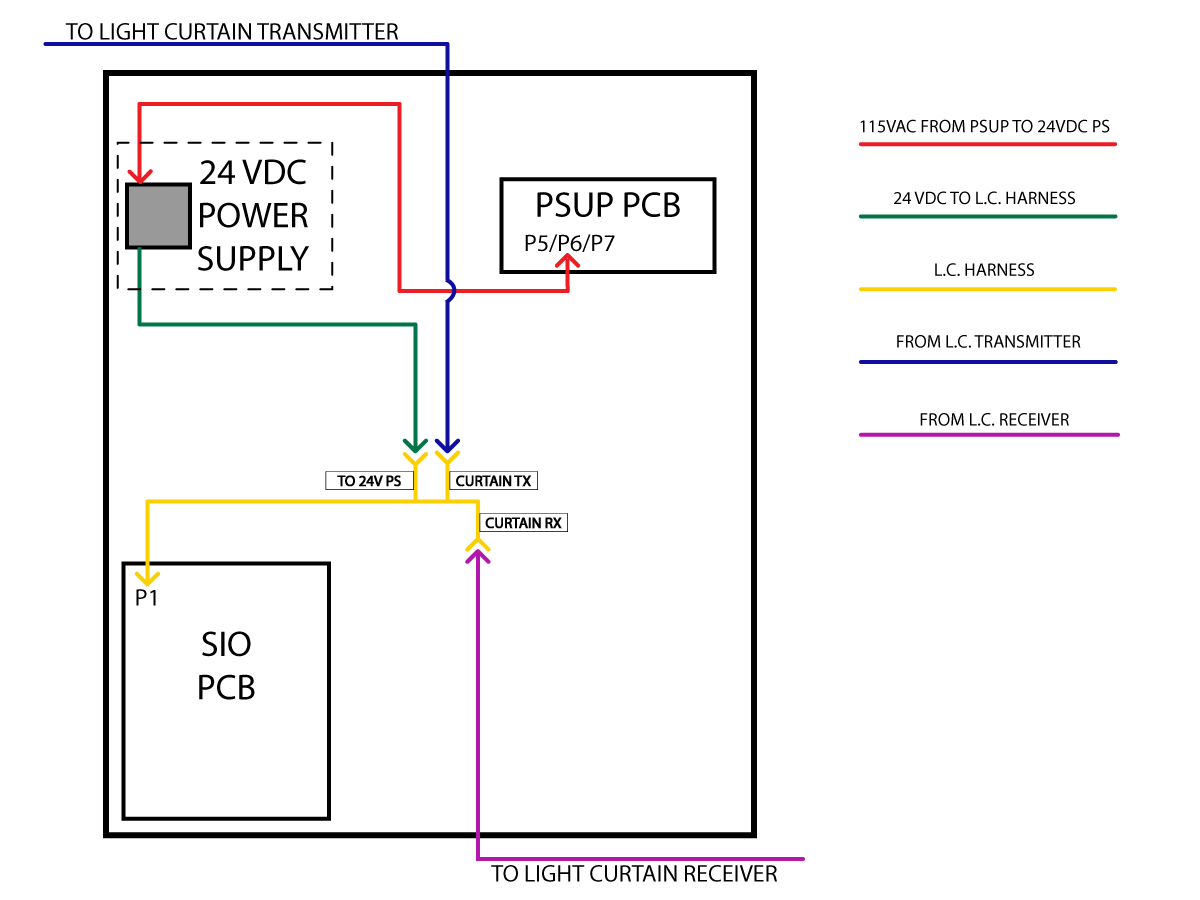
---installation/safety_device_wire_diagram_ce.png)
---installation/fence_interlock_wire_diagram.png)
---installation/current-commands-CAPL.png)




