






 {{ } }}
{{ } }}
{{ } }}
{{ } }}
{{ } }}
{{ } }}
{{ } }}
{{ } }}

 Fresatrici verticali
Fresatrici verticali
 Soluzioni multiasse
Soluzioni multiasse
 Torni
Torni
 Fresatrici orizzontali
Fresatrici orizzontali
 Dispositivi rotanti e indexer
Dispositivi rotanti e indexer
 Sistemi di automazione
Sistemi di automazione
 Macchine da tavolo
Macchine da tavolo
 Attrezzatura da officina
Attrezzatura da officina
Un Haas Factory Outlet (HFO) può rispondere alle tue domande e guidarti attraverso le migliori opzioni.
CONTACT YOUR DISTRIBUTOR > Mandrini
Mandrini
 Cambi utensile
Cambi utensile
 4° | 5° Asse
4° | 5° Asse
 Torrette ed utensili motorizzati
Torrette ed utensili motorizzati
 Indagine tramite sonda
Indagine tramite sonda
 Gestione di trucioli e refrigerante
Gestione di trucioli e refrigerante
 Il controllo Haas
Il controllo Haas
 Opzioni di prodotto
Opzioni di prodotto
 Utensileria e fissaggio dei pezzi
Utensileria e fissaggio dei pezzi
 Serraggio dei pezzi
Serraggio dei pezzi
 Soluzioni a 5 assi
Soluzioni a 5 assi
 Automazione
Automazione
Un Haas Factory Outlet (HFO) può rispondere alle tue domande e guidarti attraverso le migliori opzioni.
CONTACT YOUR DISTRIBUTOR > Accessori di automazione
Accessori di automazione
 Assistenza all’officina
Assistenza all’officina
 Portautensili per fresatrici
Portautensili per fresatrici
 Utensili da taglio per la fresatrice
Utensili da taglio per la fresatrice
 Sistemi di alesatura
Sistemi di alesatura
 Serraggio dei pezzi fresatrice
Serraggio dei pezzi fresatrice
 Portautensili per tornio
Portautensili per tornio
 Utensili da taglio per il tornio
Utensili da taglio per il tornio
 Serraggio dei pezzi tornio
Serraggio dei pezzi tornio
 Kit pacchetti
Kit pacchetti
 Collari e autocentranti ER
Collari e autocentranti ER
 Foratura
Foratura
 Filettatura
Filettatura
 Brocciatura
Brocciatura
 Cubi portapezzi e kit
Cubi portapezzi e kit
 Autocentranti manuali per fresatura
Autocentranti manuali per fresatura
 Sbavatura e abrasivi
Sbavatura e abrasivi
 Presetter utensili e macchine per termoretrazione
Presetter utensili e macchine per termoretrazione
 Stoccaggio e maneggiamento
Stoccaggio e maneggiamento
 Manutenzione della macchina
Manutenzione della macchina
 Accessori macchine utensili
Accessori macchine utensili
 Equipaggiamento e accessori
Equipaggiamento e accessori
 Misurazione e ispezione
Misurazione e ispezione
 Winner's Circle
Winner's Circle
Winner's Circle
Winner's Circle
 Liquidazione
Liquidazione
 Le offerte speciali di oggi
Le offerte speciali di oggi

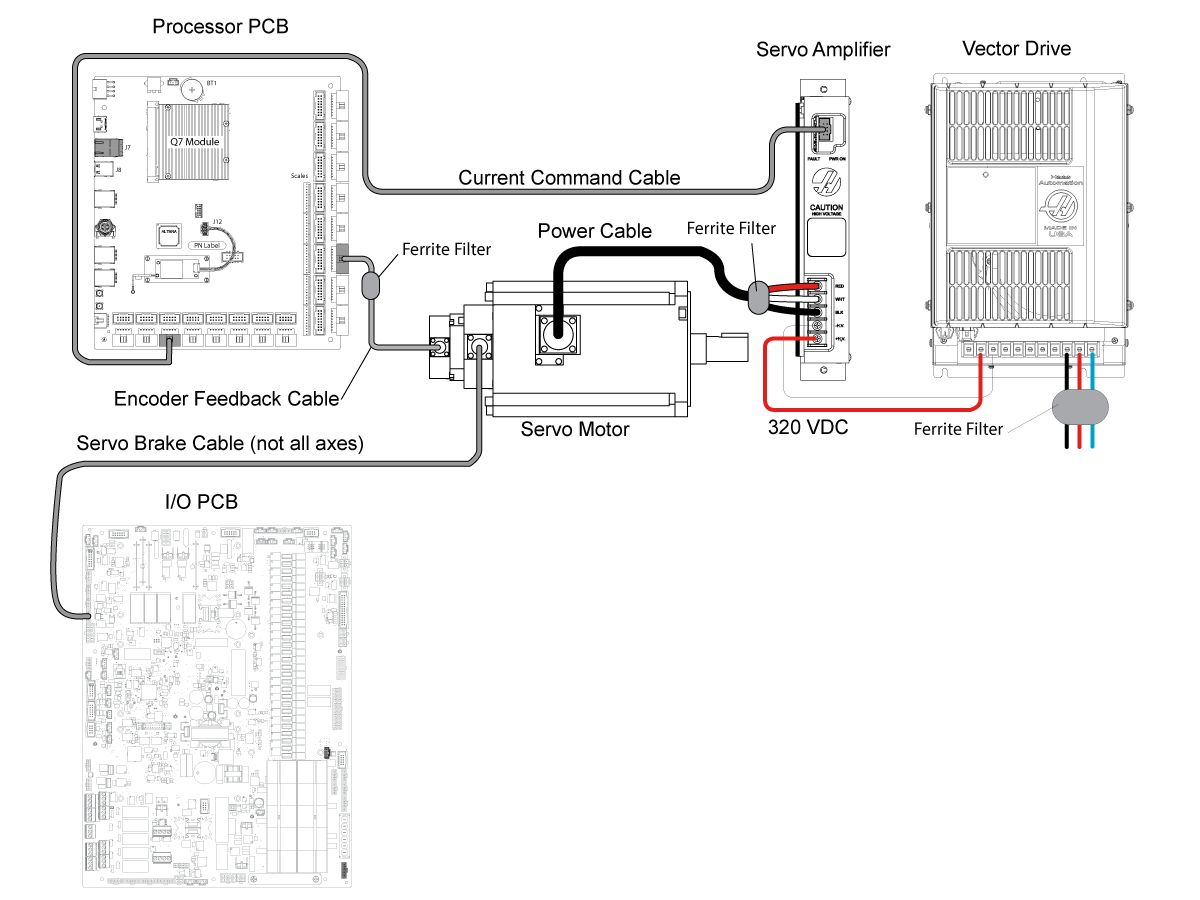
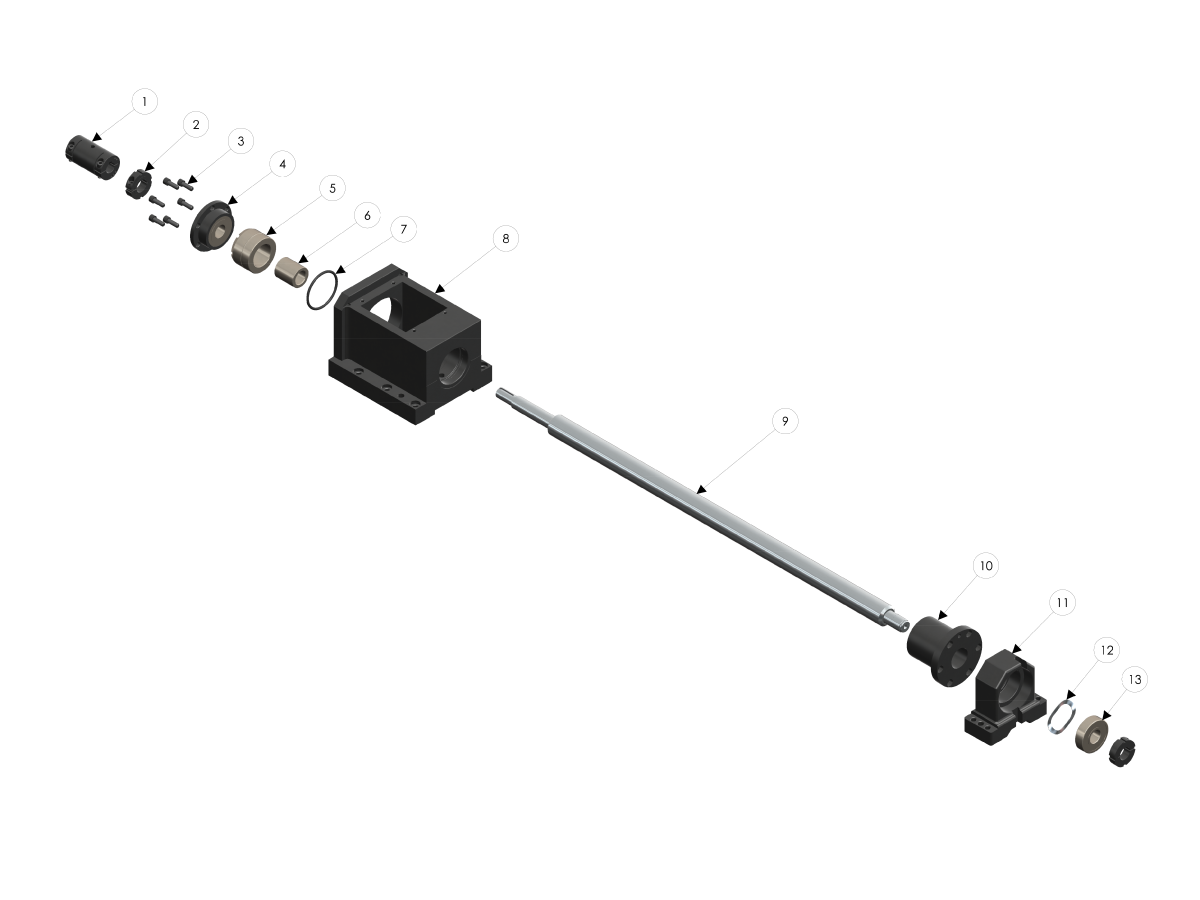
Le macchine Haas sono dotate di un sistema ad anello chiuso per controllare il movimento degli assi. Di seguito sono riportati i componenti principali:
| Procedura | Descrizione |
| VMC - Vite a sfere - 32 mm - Piano orizzontale - Sostituzione | In questa procedura viene illustrato come sostituire la vite a sfere dell'asse Z sulla fresatrice verticale. |
| Vite a sfere - Asse verticale - Sostituzione | In questa procedura viene illustrato come sostituire la vite a sfere dell'asse Z sulla fresatrice verticale. |
| Vite a sfere - Accoppiamento flessibile - Sostituzione | Questa procedura indica come sostituire l’accoppiamento flex in una vite a sfere del piano orizzontale. |
| Kit di retrofit pacco cuscinetti vite a sfere da 32 mm -Installazione | Questa procedura mostra come adattare il pacco cuscinetti vite a sfere da 32 mm su un VMC. |
| 40 MM - Cuscinetto cartuccia vite a sfere - Aggiornamento | Questa procedura spiega come aggiornare il cuscinetto di ossido nero al kit di aggiornamento del cuscinetto migliorato P/N 93-2282. |
| Procedura | Descrizione |
| VMC - Asse Z - Servomotore - Sostituzione | In questa procedura viene illustrato come sostituire il motore servo sull'asse verticale. Questa procedura è applicabile per l'asse Z che NON è dotato del sistema di contrappeso e ha un solido accoppiamento. |
| Procedura | Descrizione |
| Analisi barra a sfere - Modalità di controllo rapido | Questa procedura spiega come eseguire un'analisi Ballbar. Questa procedura utilizza le versioni 4 e 5 del software Renishaw Ballbar. Questa procedura utilizza la Modalità di controllo rapido. |
| Barra a sfere - QC20-W - Analisi | Questa procedura spiega come eseguire un'analisi della barra sfera Renishaw QC20-W. La barra a sfere Renishaw QC20-W utilizza una connessione Bluetooth per inviare i dati misurati al computer. |
| Test barra a sfere Renishaw - Interpretazione della trama - Fresatrici | Questo documento contiene un esempio di trame di barre a sfere di macchine con diversi errori geometrici, dinamici e di test hardware. |
| Procedura | Descrizione |
| VMC - Vite a sfere - Test gioco - NGC | Questa procedura illustra come eseguire un test per il gioco degli assi sugli assi X, Y e Z di una fresatrice verticale. |
| Procedura | Descrizione |
| Procedura offset griglia asse - NGC | Questa procedura mostra come impostare l’offset della griglia su un servomotore dell’asse. |
Scaricare e compilare la lista di controllo del rapporto di ispezione del servomotore qui sotto prima di sostituire qualsiasi parte.
{{ } }}
{{ } }}
cautela: Quando si esegue la manutenzione o la riparazione su macchine CNC e sui relativi componenti, è necessario seguire sempre le precauzioni di sicurezza di base. Questo riduce il rischio di lesioni e danni meccanici.
Pericolo: Prima di iniziare qualsiasi lavoro all'interno dell'armadio di controllo, la spia dell’indicatore di alta tensione 320V Power Supply / Vector Drive deve essere spenta per almeno 5 minuti.
Alcune procedure di servizio possono essere pericolose o pericolose per la vita. NON tentare una procedura che non si comprende appieno. In caso di dubbi sull'esecuzione di una procedura, contattare l’Haas Factory Outlet (HFO) e programmare una visita di servizio.
| Sintomo | Causa Probabile | Azione correttiva |
Allarme 1.9918, 2.9918 o 3.9918 ERRORE DATI INTERNI ENCODER SERIALE ASSE X, Y o Z Allarme 1.9922, 2.9922 o 3.9922 GUASTO CANALE DI MOVIMENTO ASSE X, Y o Z RILEVATO Allarme 1.9923, 2.9923 o 3.9923 SOFTWARE ASSE X, Y o Z RILEVATO GUASTO ENCODER Allarme 1.9930, 2.9930 o 3.9930 COMUNICAZIONE SERIALE ENCODER ASSE X, Y o Z SCARSA Allarme 1.9959, 2.9959 o 3.9959 X, Y o Z AXIS SERIAL ENCODER DISCONNECT Allarme 1.9948, 2.9948 o 3.9948 GUASTO SERIALE ENCODER SECONDARIO ASSE X, Y o Z Allarme 1.9949, 2.9949 o 3.9949 SOFTWARE ASSE X, Y o Z RILEVATO GUASTO ENCODER SECONDARIO Allarme 1.9950, 2.9950 o 3.9950 SOFTWARE ASSE X, Y o Z RILEVATO GUASTO ENCODER SECONDARIO Allarme 1.9951, 2.9951 o 3.9951 GUASTO COMUNICAZIONE SERIALE ENCODER SECONDARIO ASSE X, Y o Z Allarme 1.9960, 2.9960 o 3.9960 GUASTO CAVO ENCODER SERIALE SECONDARIO ASSE X, Y o Z |
Il software della macchina è obsoleto. |
Allarme obsoleto Nuovo allarme per i guasti dell'encoder aggiornato nel software. Aggiornamento alla versione più recente 100.21.000.1130 o successiva; Aggiunti gli allarmi 9719 e 9720 per il rilevamento dei guasti dell'encoder sugli assi primario e secondario Mocon. |
Allarme 1.9719, 2.9719 o 3.9719 GUASTO SERIALE ENCODER PRINCIPALE ASSE X, Y o Z Sottocodice allarme (0x1) Errore dati encoder =(Allarme 9918 ERRORE DATI INTERNO ENCODER SERIALE) |
I segnali dell'encoder sono influenzati dal rumore proveniente dai cavi ad alta potenza. Encoder difettoso sul servomotore. |
Fare riferimento a Errori di comunicazione dati seriali/disturbi elettrici sezione sottostante. Controllare il servomotore per l'intrusione di refrigerante. Per le macchine VMC, è possibile ordinare nuovi cavi del servomotore per ridurre l'intrusione di refrigerante. Vedere HBC-N 03-13-25. |
Allarme 1.9719, 2.9719 o 3.9719 GUASTO SERIALE ENCODER PRINCIPALE ASSE X, Y o Z Sottocodice allarme (0x2) Errore asse interno encoder 1 = (Allarme 9922 RILEVATO GUASTO CANALE MOVIMENTO ) |
(Il canale di movimento ha segnalato un errore interno di tipo non riconosciuto dal controllo) |
Ciclo di alimentazione alla macchina. Se il problema persiste, prendi una segnalazione di errore (Shift F3) e invia un'e-mail a Haas Service |
Allarme 1.9719, 2.9719 o 3.9719 GUASTO SERIALE ENCODER PRINCIPALE ASSE X, Y o Z Sottocodice allarme (0x3) Guasto asse interno encoder 2 = (Allarme 9923 GUASTO ENCODER RILEVATO DAL SOFTWARE) |
(Il software ha segnalato un guasto interno di un tipo non riconosciuto dal controllo.) |
Ciclo di alimentazione alla macchina. Se il problema persiste, prendi una segnalazione di errore (Shift F3) e invia un'e-mail a Haas Service |
Allarme 1.9719, 2.9719 o 3.9719 GUASTO SERIALE ENCODER PRINCIPALE ASSE X, Y o Z Sottocodice allarme (0x4) Errore CRC encoder = (Allarme 9930 COMUNICAZIONE ENCODER SERIALE SCARSA) |
(I segnali dell'encoder sono influenzati dal rumore proveniente dai cavi ad alta potenza.) |
(Fare riferimento alla sezione Errori di comunicazione dati seriali / Rumore elettrico di seguito.) |
Allarme 1.9719, 2.9719 o 3.9719 GUASTO SERIALE ENCODER PRINCIPALE ASSE X, Y o Z Sottocodice allarme (0x5) Guasto cavo encoder = (Allarme 9959 SCOLLEGAMENTO ENCODER SERIALE) |
I cavi non sono collegati correttamente o l'encoder è difettoso. | (Ispezionare i cavi e i connettori. Fare riferimento alla sezione Cavo principale processore/encoder di seguito.) |
Allarme 1.9720, 2.9720 o 3.9720 GUASTO SERIALE ENCODER PRINCIPALE ASSE X, Y o Z Sottocodice allarme (0x1) Errore dati encoder = (Allarme 9948 ERRORE DATI INTERNO ENCODER SERIALE) |
I segnali di scala sono influenzati dal rumore dei cavi ad alta potenza. (Scala lineare difettosa, problema relativo al file di configurazione; tipo di motore errato o tipo di scala errato.) |
Fare riferimento a Errori di comunicazione dati seriali/disturbi elettrici sezione sottostante. (Controllare l'encoder della bilancia per la contaminazione del refrigerante.) |
Allarme 1.9720, 2.9720 o 3.9720 GUASTO SERIALE ENCODER PRINCIPALE ASSE X, Y o Z Sottocodice allarme (0x3) Guasto asse interno encoder 1 = (Allarme 9949 GUASTO ENCODER RILEVATO DAL SOFTWARE) |
(Il canale di movimento ha segnalato un errore interno di tipo non riconosciuto dal controllo) | Ciclo di alimentazione alla macchina. Se il problema persiste, prendi una segnalazione di errore (Shift F3) e invia un'e-mail a Haas Service |
Allarme 1.9720, 2.9720 o 3.9720 GUASTO SERIALE ENCODER PRINCIPALE ASSE X, Y o Z Sottocodice allarme (0x3) Guasto asse interno encoder 2 = (Allarme 9950 GUASTO ENCODER RILEVATO DAL SOFTWARE) |
(Il software ha segnalato un guasto interno di un tipo non riconosciuto dal controllo.) |
Ciclo di alimentazione alla macchina. Se il problema persiste, prendi una segnalazione di errore (Shift F3) e invia un'e-mail a Haas Service |
Allarme 1.9720, 2.9720 o 3.9720 GUASTO SERIALE ENCODER PRINCIPALE ASSE X, Y o Z Sottocodice allarme (0x4) Errore CRC encoder = (Allarme 9951 COMUNICAZIONE ENCODER SERIALE SCARSA ) |
(I segnali dell'encoder sono influenzati dal rumore proveniente dai cavi ad alta potenza). | (Fare riferimento alla sezione Errori di comunicazione dati seriali / Rumore elettrico di seguito.) |
Allarme 1.9719, 2.9719 o 3.9719 GUASTO SERIALE ENCODER PRINCIPALE ASSE X, Y o Z Allarme sottocodice (0x5) Errore cavo encoder = (Allarme 9960 GUASTO CAVO ENCODER SERIALE SECONDARIO ) |
(I cavi non sono collegati correttamente o la scala lineare è difettosa). | (Ispezionare i cavi e i connettori. Fare riferimento alla sezione Cavo principale processore/encoder di seguito.) |
| Allarmi 1.161, 2.161, 3.161 GUASTO TRASMISSIONE ASSE X, Y o Z |
Amplificatore servo difettoso. | Controllare l'assieme dell'amplificatore corrispondente. Per le istruzioni per la risoluzione dei problemi relativi all'amplificatore servo, fare riferimento a Amplificatore Servo - Guida alla risoluzione dei problemi. |
| Allarme 1.217, 2.217, 3.217 ERRORE MESSA IN FASE ASSE X, Y o Z | I cavi non sono collegati correttamente | Ispezionare i cavi e i connettori. Vedere la sezione Cavo processore/encoder principale di seguito. |
| È stato installato il tipo di motore sbagliato. | Verificare che sia stato installato il tipo di motore corretto. (Sigma-5 o Sigma-7) | |
| Allarme 1.645, 2.645, 3.645 GUASTO MESSA A TERRA AMPLIFICATORE ASSE X, Y o Z | Cavo di alimentazione difettoso. | Ispezionare i cavi e i connettori. Fare riferimento alla sezione Cavo di alimentazione di seguito. |
| Motore servo difettoso. | Controllare il servomotore corrispondente. Fare riferimento alla sezione Servomotore di seguito. | |
| Allarme 1.993, 2.993, 3.993 CORTOCIRCUITO ASSE X, Y o Z | Cavo di alimentazione difettoso. | Ispezionare i cavi e i connettori. Fare riferimento alla sezione Cavo di alimentazione di seguito. |
| Motore servo difettoso. | Controllare il servomotore corrispondente. Fare riferimento alla sezione Servomotore di seguito. | |
Allarme 1.103, 2.103, 3.103 ERRORE SERVO ASSE X, Y o Z TROPPO GRANDE Allarme 1.9920, 2.9920, 3.9920 ERRORE POSIZIONE X, Y o Z TROPPO GRANDE |
I segnali dell'encoder sono influenzati dal rumore proveniente dai cavi ad alta potenza. O Codificatore difettoso. | Fare riferimento a Errori di comunicazione dati seriali / Rumore elettrico sezione seguente. Controllare i passaggi/rivoluzione dell'encoder rispetto al passo della vite della palla e verificare che i conteggi degli encoder siano accurati per ogni rotazione. |
| Il freno del motore dell'asse, non si stasganciando quando i servo sono abilitati. | Vedere la sezione Freno motore di seguito: | |
| Il ballscrew dell'asse è danneggiato. | Controllare la vite a sfere dell'asse corrispondente. Fare riferimento a vite a sfere - Guida alla risoluzione dei problemi per risolvere i problemi relativi alla vite a sfere. |
|
| Cavo di alimentazione difettoso. | Ispezionare i cavi e i connettori. Fare riferimento alla sezione Cavo di alimentazione di seguito. | |
| Accoppiamento vite a sfere disallineato a causa di un incidente | Verificare che il giunto motore della vite a sfere sia allineato, fare riferimento alla Guida alla risoluzione dei problemi della vite a sfere per ulteriori informazioni su come riallineare l'accoppiamento NOTA: Verificare che il cavo di alimentazione non sia difettoso prima di provare ad allineare il giunto motore. |
|
| Allarme 103AXIS SERVO ERROR TOO LARGE, durante il processo di restituzione dello zero. L'asse zero ritorna nella direzione errata. | Il sensore domestico viene effettuato durante il processo di ritorno zero causando l'asse a zero ritorno nella direzione opposta. | Controllare l'interruttore domestico dell'asse per assicurarsi che non ci siano trucioli metallici sulla parte superiore del sensore. |
| Allarme 552 INTERRUTTORE DI CIRCUITO SCATTATO (su UMC-1000) | Condotto e cavi danneggiati nella tubatura. | Rimuovere il pannello posteriore. Ispezionare il condotto del filo. In caso di danni, contattare il Servizio Assistenza Haas per assistenza. |
| I servo della macchina emettono un rumore di ronzio mentre sono inattivi, nell’avanzamento a intermittenza o nell’avanzamento in rapido. | È necessario regolare l'offset della griglia dell'asse. | Eseguire la procedura di regolazione Offset griglia asse. |
| La vite a sfere non è allineata. | Verificare che la vite a sfere non si blocchi durante la corsa e che sia allineata correttamente. | |
| Parametri obsoleti. | Scaricare i file di configurazione più recenti. Se il servo dell’asse continua a suonare, contattare l’HFO locale per ulteriori informazioni sulla risoluzione dei problemi. | |
| Allarme 9804 GUASTO DI TERRA 240 VCA viene generato quando si esegue il ritorno a zero di un asse. |
C'è un cortocircuito sul motore sul cavo o sul motore. | Verificare la presenza di un cortocircuito sul servomotore e sul cavo corrispondenti. Guardare i video di ispezione del cavo di alimentazione e il motore servo. NOTA: Se l'allarme viene generato su una macchina ST quando si esegue un ritorno a zero dell'asse A, il cavo dell'asse LT e il motore devono essere controllati anche per verificare la presenza di una condizione di cortocircuito. |
| Allarme 9804 240 VAC GROUND FAULT E/O Allarme 993 CORTO CIRCUITO E/O Allarme 103 ERRORE SERVO ASSE TROPPO GRANDE |
Potrebbe esserci un'infiltrazione del refrigerante sul servomotore dell'asse. | Ispezione del motore per l'intrusione di refrigerante. Per le macchine VMC, è possibile ordinare nuovi cavi del servomotore per ridurre l'intrusione di refrigerante. Vedere HBC-N 03-13-25. Se il motore viene sostituito a causa dell'intrusione di refrigerante, assicurarsi di ordinare il coperchio di montaggio del servomotore dell'asse per il montaggio dei motori che hanno un coperchio di montaggio motore compatibile. Fare riferimento al documento VF/VR - Coperchio di montaggio motore X/Y - Documento di riferimento per verificare i supporti del motore e i relativi coperchi. Questo documento avrà anche i codici articolo per l'ordine. |
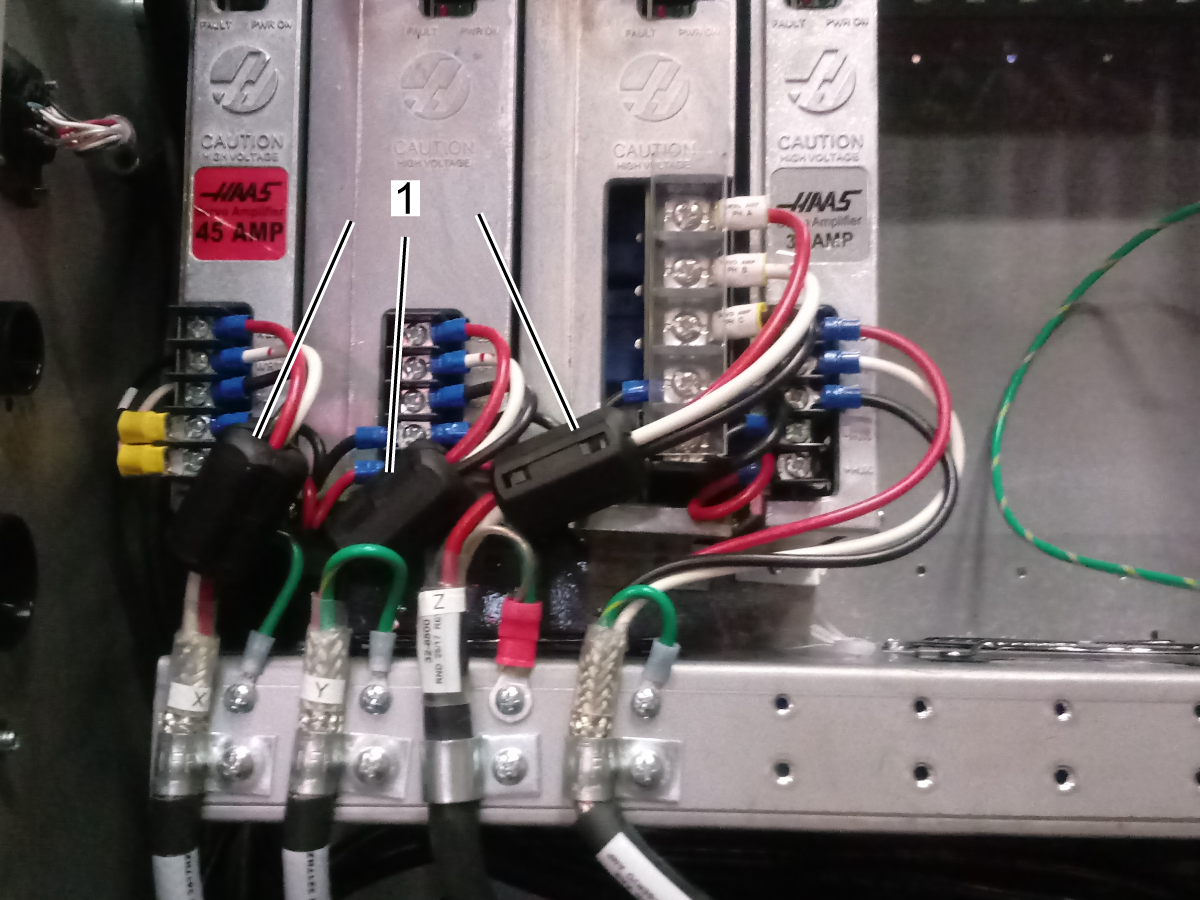
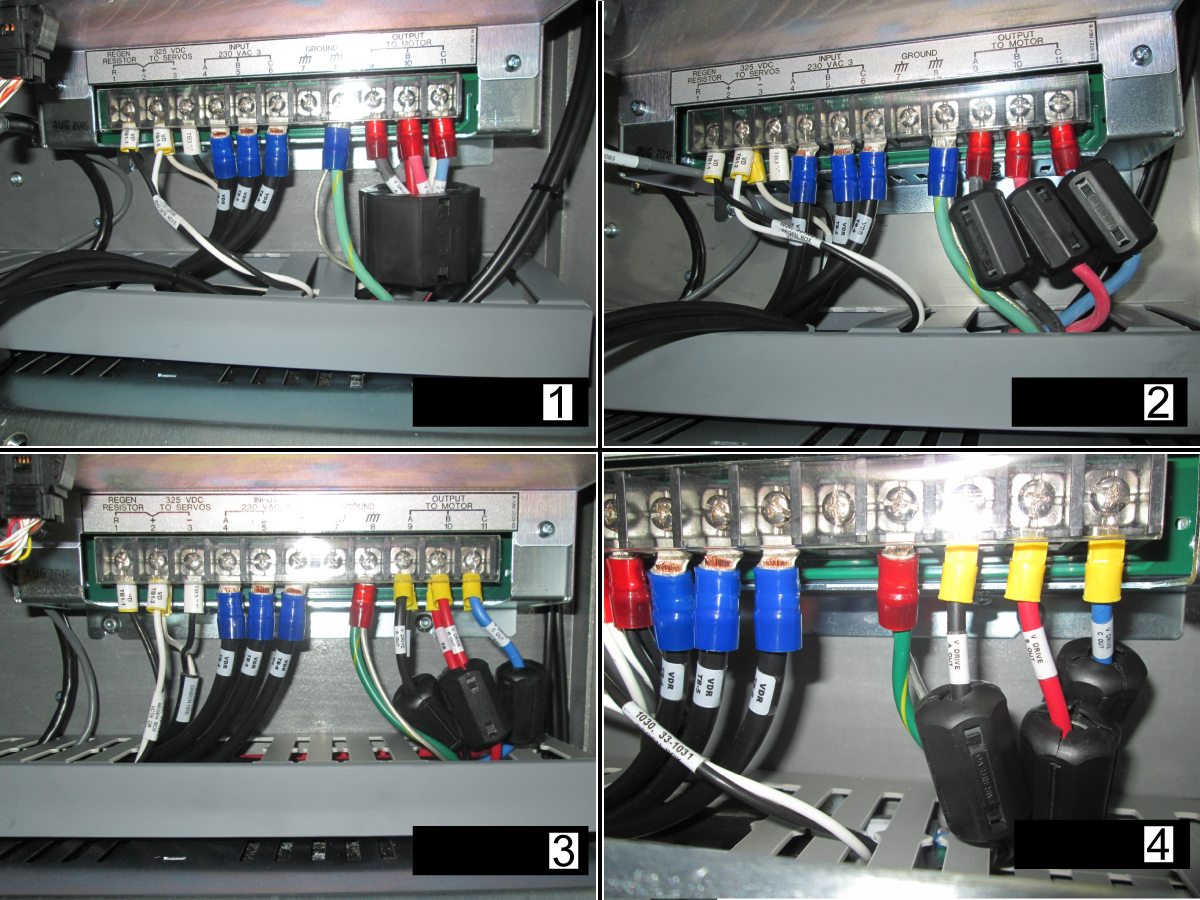
Motori servo Sigma-5, gli encoder senza contatto escono il segnale dati seriale al controllo. Se il segnale dati seriali manca o diventa inaffidabile, il controllo genererà un errore di comunicazione dei dati seriali. Il rumore elettrico può causare l'inaffidabilità del segnale di dati seriali proveniente dall'encoder e causare falsi allarmi. Seguire la guida alla risoluzione dei problemi riportata di seguito per eliminare il rumore nel sistema.
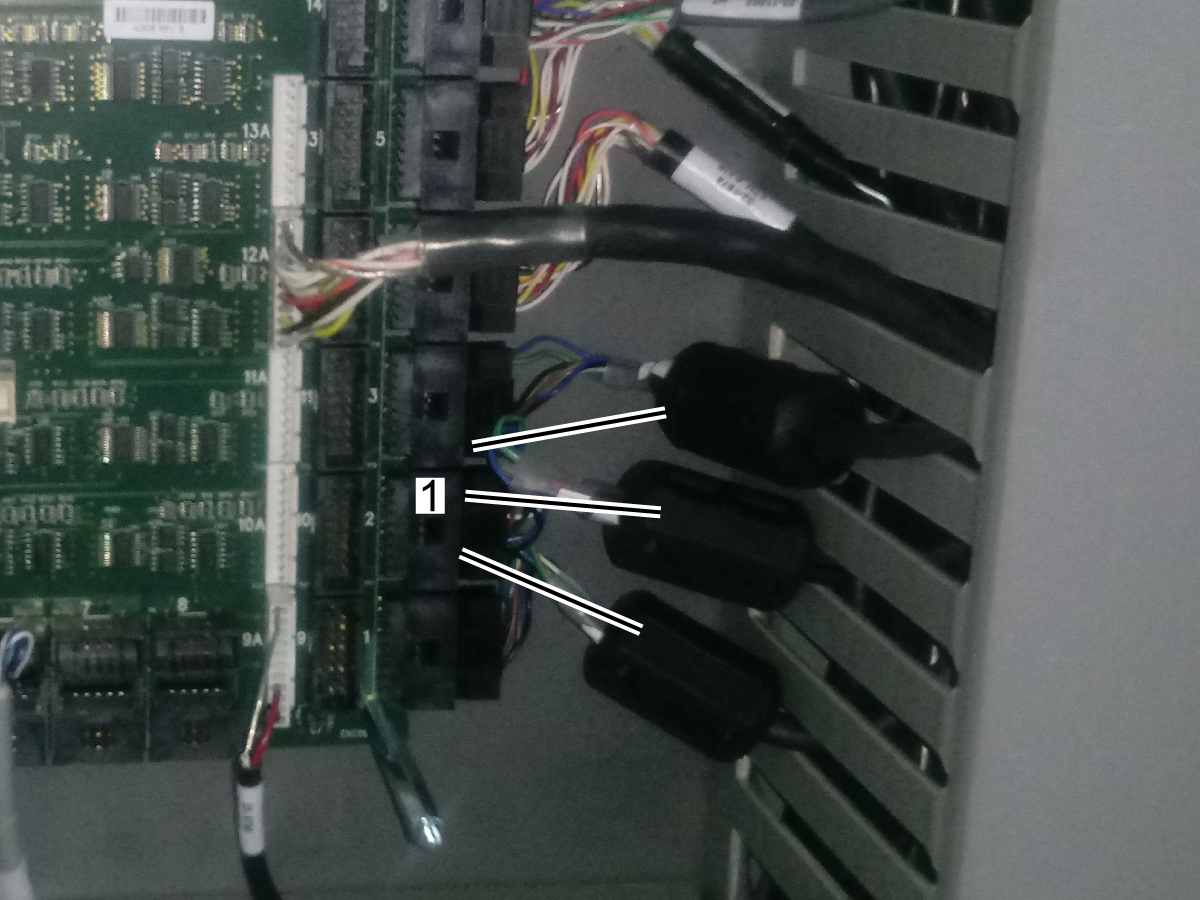
Per un vettore 40 CV con 6 conduttori [1] utilizzare ferrite P/N 64-1254.
Per un vettore 40 CV con 3 conduttori di filo [2] utilizzare ferrite P/N 64-1252.
Per un comando vettoriale 20 CV con Conduttori a 6 o 3 fili [3, 4] utilizzare ferrite P/N 64-1252.
Azione correttiva
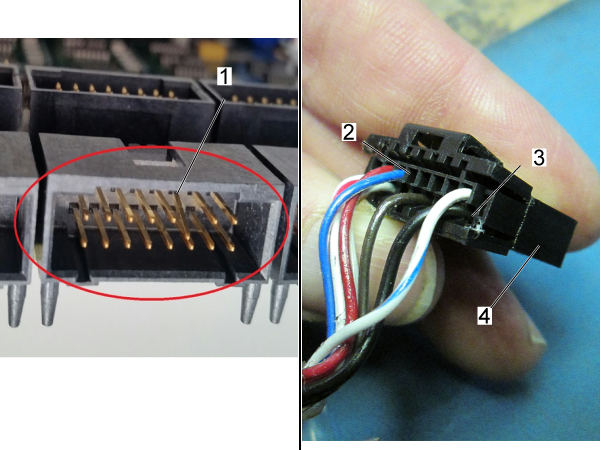
Esaminare il connettore [1] sul PCB Maincon o MOCON. Assicurarsi che non sia danneggiato.
Esaminare il cavo. Cercare segni di danni o rigidità. Il connettore [4] ha due alloggiamenti [2,3] per i perni del cavo.
Se i perni sono stati spinti nel motore, è necessario sostituire il motore e il cavo insieme.
Assicurarsi che il cavo sia saldamente collegato ad entrambe le estremità. Riposizionare entrambe le connessioni. Assicurarsi che il cavo sia installato nel connettore corretto al Maincon o MOCON PCB.
Ispezionare il connettore al motore, cercare connessioni allentate tra motore e cavo o tra terminali a forcella del cavo e amplificatore. Verificare la presenza di contaminazione del connettore.
Per le macchine VMC, è possibile ordinare nuovi cavi del servomotore per ridurre l'intrusione di refrigerante. Vedere HBC-N 03-13-25.
NOTA: Tirare delicatamente i cavi durante il controllo della connessione allentata sul lato dell'amplificatore. Tirare i cavi con una forza eccessiva può danneggiarli.
Cercare segni di danno o rigidità sul cavo. Scollegare il cavo di alimentazione dall'amplificatore e dal motore. Misurare la resistenza da gamba a gamba (fili rossi, bianchi, neri) e da gamba a terra (fili verdi/gialli). Assicurarsi che le misure si traducano in una connessione aperta. Fare riferimento alla tabella seguente come riferimento.
NOTA: Se la macchina sta riscontrando allarmi di cortocircuito intermittenti, spostare l'asse nella posizione in cui il cavo sarebbe più piegato prima di eseguire questo test. Ciò può migliorare la probabilità di trovare un breve intermittente.
| Tabella di riferimento per il cablaggio del cavo di alimentazione servo | |||
| Funzione | Colore | Fine motore | Estremità amplificatore |
| Fase A | rosso | A | Spade |
| Fase B | bianco | B | Spade |
| Fase C | nero | C | Spade |
| Terra telaio | Verde/Giallo | D | Anello |
| Treccia | Treccia | Non connesso | |

Eseguire un test di continuità tra il filo di terra e lo scudo intrecciato. Se non supera il test di continuità, lo schermo del cavo è danneggiato.
NOTA: Se la macchina sta riscontrando allarmi di cortocircuito intermittenti, spostare l'asse nella posizione in cui il cavo sarebbe più piegato prima di eseguire questo test. Ciò può migliorare la probabilità di trovare un breve intermittente.
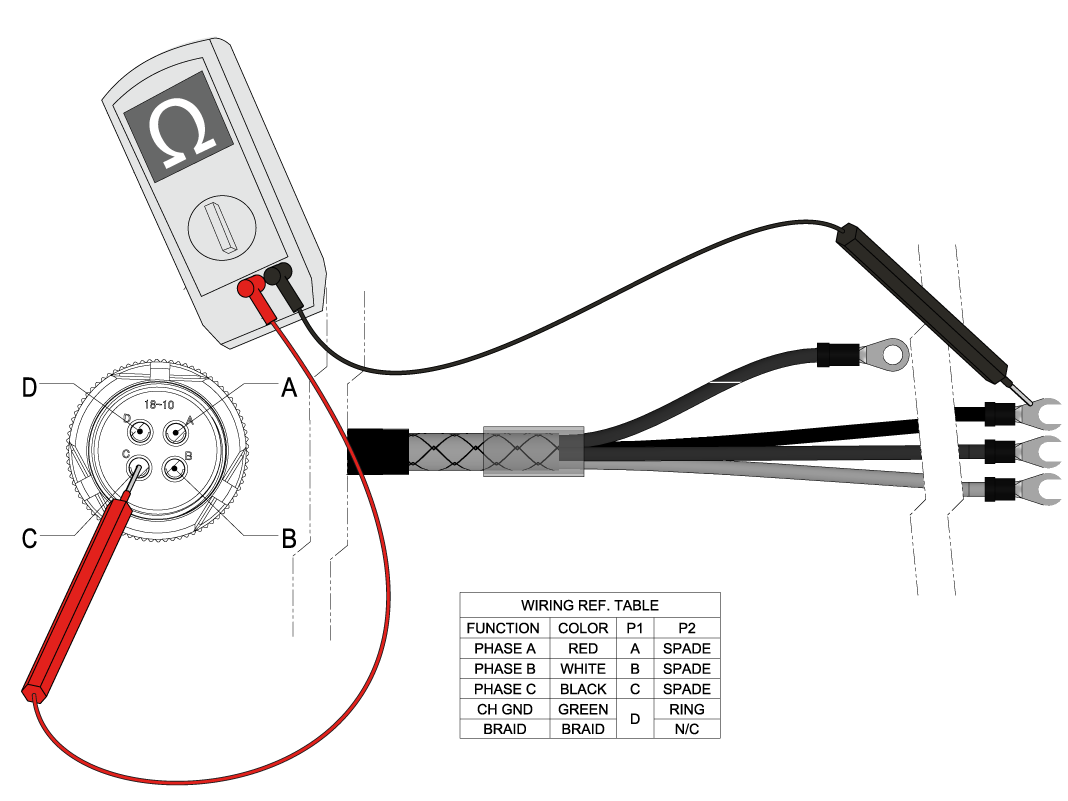
Controllare ogni gamba da un'estremità del cavo alla gamba corrispondente sull'altra estremità del cavo per la continuità. Fare riferimento alla tabella precedente per il riferimento del cablaggio. Se c'è una connessione aperta, c'è un problema con il cavo.
NOTA: Se la macchina sta riscontrando allarmi di cortocircuito intermittenti, spostare l'asse nella posizione in cui il cavo sarebbe più piegato prima di eseguire questo test. Ciò può migliorare la probabilità di trovare un breve intermittente.
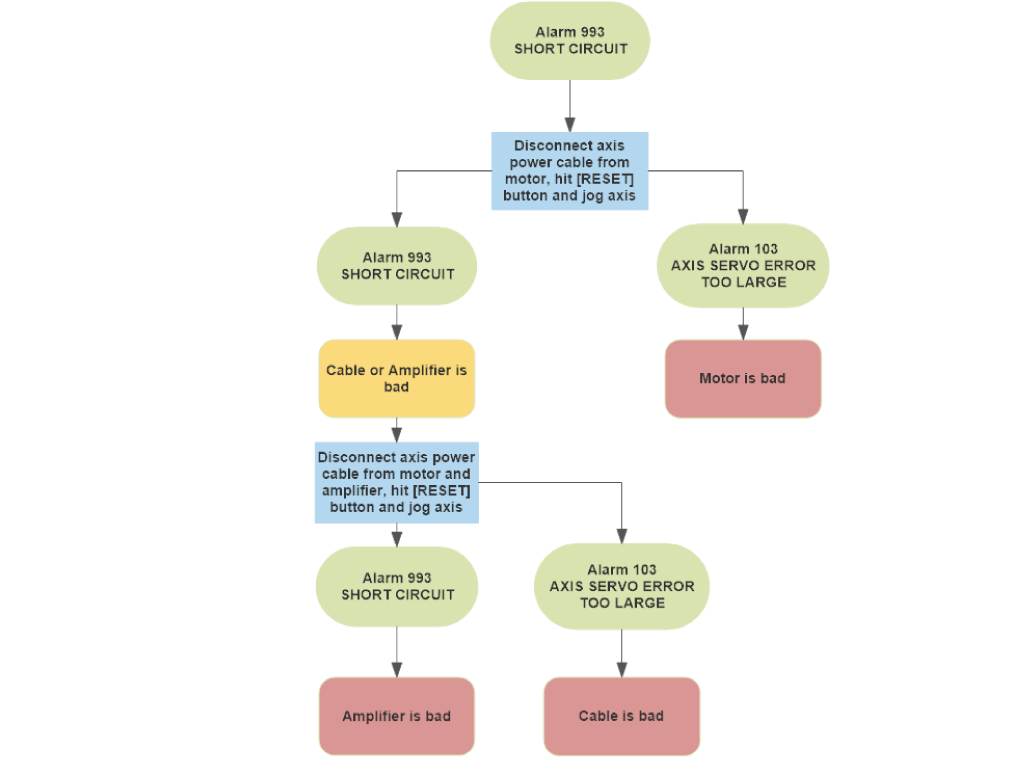
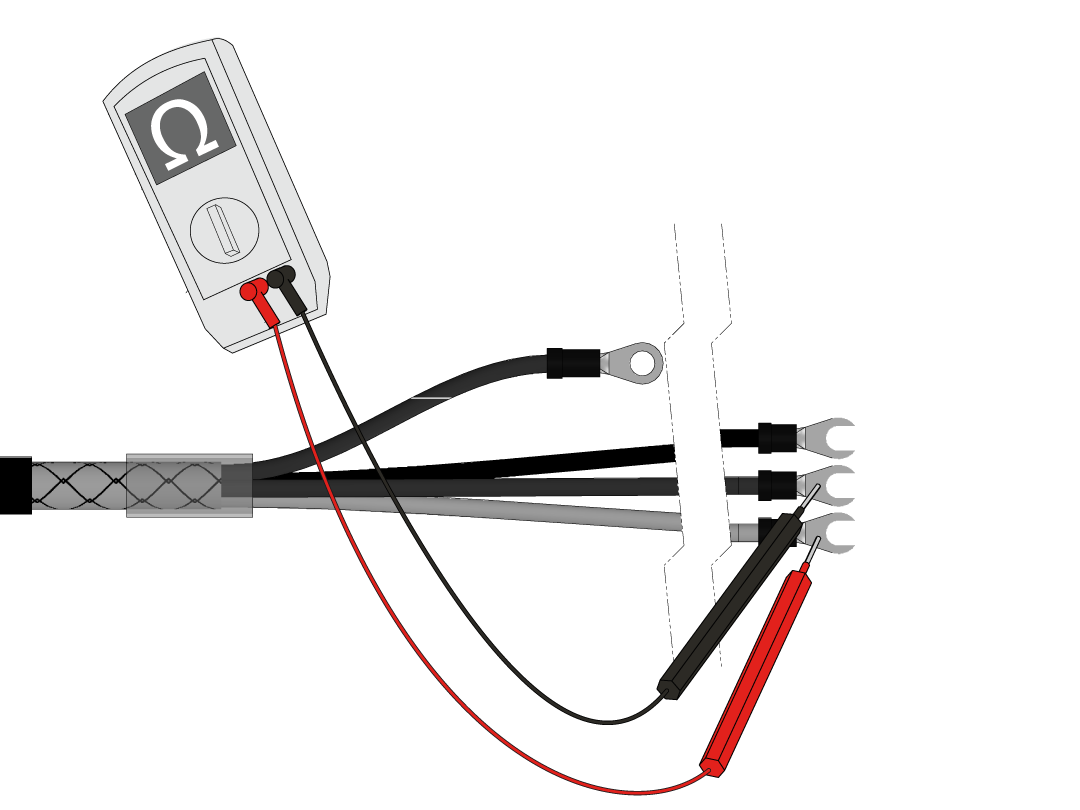
Utilizzare il seguente grafico di risoluzione dei problemi per determinare se il motore, l'amplificatore o il cavo sono difettosi.
Quando si verifica l' allarme 993 CORTOCIRCUITO, scollegare il cavo di alimentazione dell'asse dal motore. Premere [RESET] e fare avanzare a intermittenza l'asse.
Se si verifica l'allarme 103 ERRORE SERVO ASSE TROPPO GRANDE, il motore è difettoso. Se si verifica un altro allarme 993 CORTOCIRCUITO, il cavo o l'amplificatore è difettoso.
Per determinare se il cavo o l'amplificatore è difettoso, scollegare il cavo di alimentazione dell'asse dal motore e dall'amplificatore. Premere [RESET] e fare avanzare a intermittenza l'asse.
Se viene generato l'allarme 993 CORTOCIRCUITO, l'amplificatore è difettoso. Se l' allarme 103 ERRORE SERVO ASSE TROPPO GRANDE genera il cavo difettoso.

Azione correttiva:
Scollegare e ispezionare il connettore del cavo di alimentazione sul motore. Verificare che i connettori del motore non siano contaminati, la contaminazione del refrigerante può generare allarmi di guasto dell'unità e danneggiare l'amplificatore. Verificare che il cavo sia collegato anche all'amplificatore corrispondente.
Per le macchine VMC, è possibile ordinare nuovi cavi del servomotore per ridurre l'intrusione di refrigerante. Vedere HBC-N 03-13-25.
Misurare la resistenza dai perni etichettati A, B e C al connettore del motore al telaio.
Eseguire un test di continuità dal perno di terra e dal telaio. Il multimetro dovrebbe emettere un bip o leggere meno di 1 ohm di resistenza per la continuità, altrimenti c'è un corto nel motore. Misurare la resistenza tra i perni etichettati A, B e C, fare riferimento alla tabella seguente per i valori di resistenza.
NOTA: La resistenza nominale dell'avvolgimento è stata aggiunta alla tabella per il metodo di test a 4 fili; quando si utilizza un multimetro, utilizzare la colonna del valore di resistenza tipica per i valori previsti.

Cono 30 DC-1 - Motore carosello utensili senza freno
Importante: le macchine costruite prima del 1/3/2025 avranno il motore senza il freno.
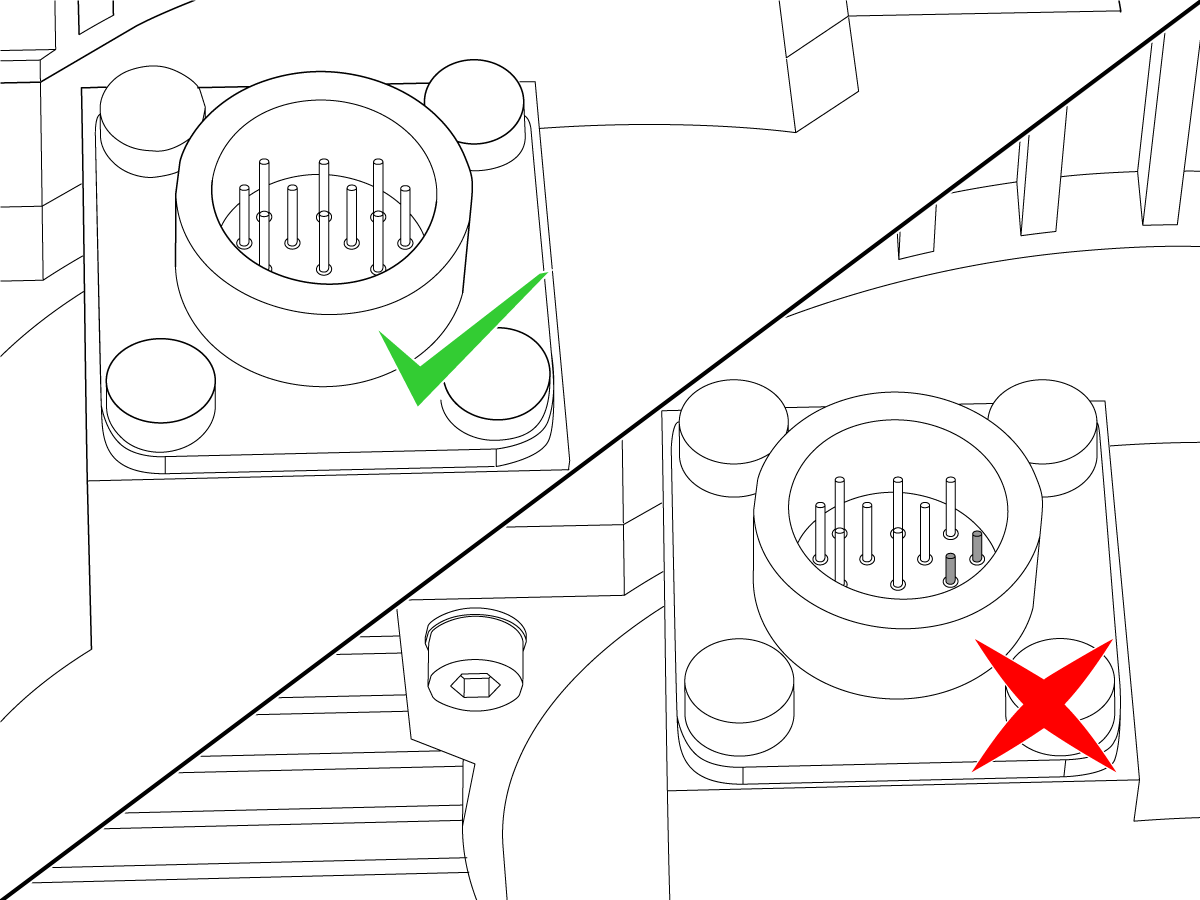
Il motore carosello utensili DC-1 è un motore sigma7 dimensione 04. La piedinatura per le fasi sembra diversa dagli altri motori dell'asse.
Questa immagine mostra i pin sul connettore del motore:
NOTA: il perno di terra [1] deve essere più lungo degli altri perni, come mostrato nell'immagine.
NOTA: La resistenza nominale dell'avvolgimento è stata aggiunta alla tabella per il metodo di test a 4 fili; quando si utilizza un multimetro, utilizzare la colonna del valore di resistenza tipica per i valori previsti.
Tipo di motore |
NP HAAS |
NMP |
Dimensioni del motore |
Resistenza nominale dell'avvolgimento (Ohms) |
Resistente all'avvolgimento tipico misurato DMM (Ohms) |
Sigma 5 |
62-10011/ 62-10010 |
SGMGV-09ADA-HA11/ SGMGV-09ADA-HA21 |
9 |
0.894 |
0.9 |
62-10013/ 62-10012 |
SGMGV-13ADA-HA11/ SGMGV-13ADA-HA21 |
13 |
0.554 |
0.6 |
|
62-10015/ 62-10014 |
SGMGV-20ADA-HA11/ SGMGV-20ADA-HA21 |
20 |
0.291 |
0.4 |
|
62-0101/ 62-10027 |
SGMSV-30ADV-YA11/ SGMSV-30ADA2E |
30 |
0.179 |
0.3 |
|
Sigma 7 |
62-0127B |
SGM7A-02AFK-HA21 |
2 |
6.5 |
6.6 |
| 62-4445 | SGM7A-04A7D61 | 4 | 4.3 | 4.2 | |
62-0117/ 62-0124 |
SGM7G-09AFA-HA11/ SGM7G-09AFA-HA21 | 9 | 0.882 | 1,0 | |
62-0119/ 62-0118 |
SGM7G-13AFA-HA11/ SGM7G-13AFA-HA21 |
13 |
0.557 |
0.6 |
|
62-0120/ 62-0123 |
SGM7G-20AFA-HA11/ SGM7G-20AFA-HA21 |
20 |
0.286 |
0.4 |
|
62-0122/ 62-0121 |
SGM7G-30AFB-HA11/ SGM7G-30AFB-HA21 |
30 |
0.177 |
0.2 |
|
Mitsubishi J5 |
62-0138/ 62-0141 |
HK-ST102WK-S101212/ HK-ST102WBK-S101212 |
9 |
1.254 |
1.4 |
62-0137/ 62-0140 |
HK-ST172WK-S101212/ HK-ST172WBK-S101212 |
13 |
0.807 |
0.9 |
|
62-0142/ 62-0139 |
HK-ST202AWK-S101212/ HK-ST202AWBK-S101212 |
20 |
0.558 |
0.7 |
|
Mitsubishi J3 |
62-0087/ 62-0088 |
HF-SP81MK-S12/ HF-SP81MBK-S12 |
9 |
1.149 |
1.4 |
62-0089/ 62-0095 |
HF-SP131MK-S12/ HF-SP131MBK-S12 |
13 |
0.692 |
0.8 |
|
62-0096/ 62-0097 |
HF-SP181MK-S12/ HF-SP181MBK-S12 |
20 |
0.456 |
0.5 |
|
Stella |
62-0108/ 62-0109 |
ECMC-FW1308RS / ECMC-FW1308SS |
9 |
0.737 |
0.8 |
Azione correttiva
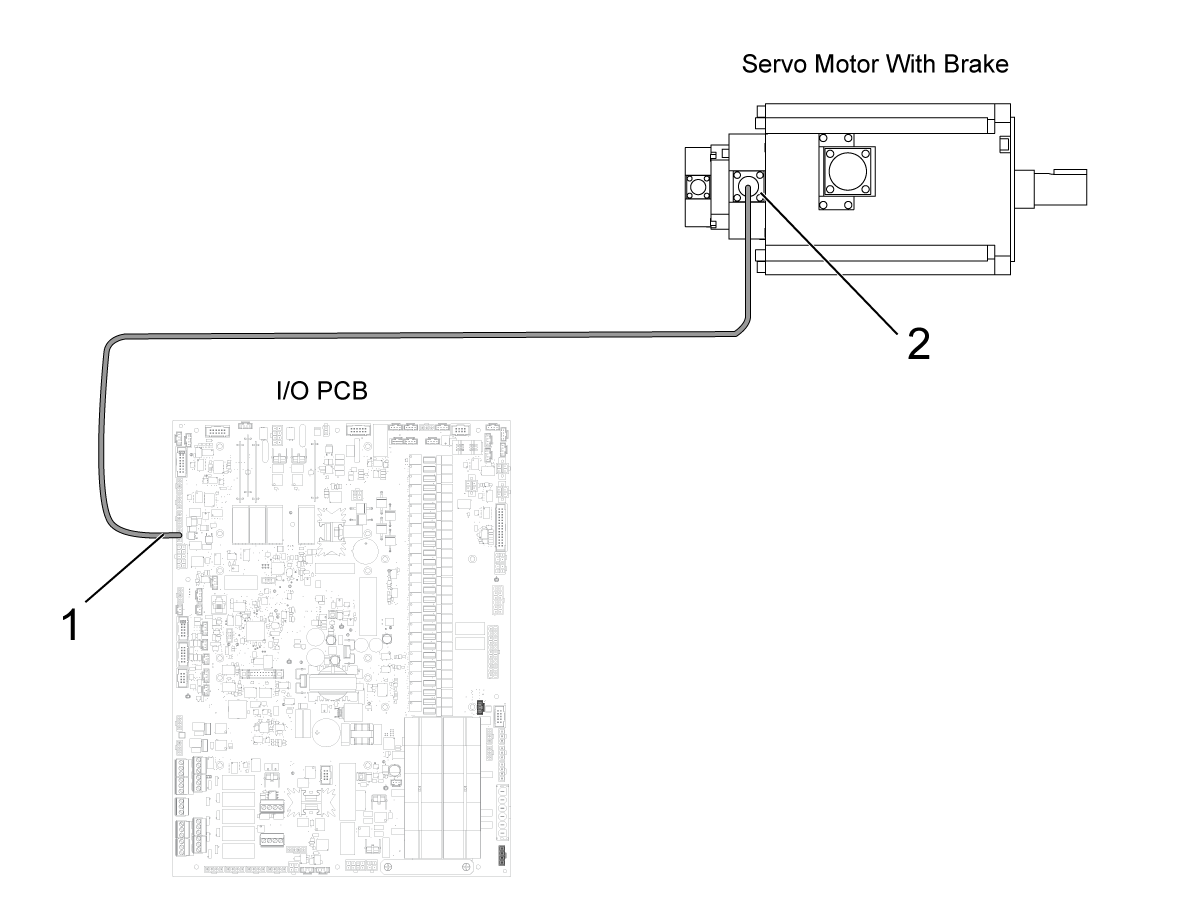
Riposizionare la connessione per i connettori P3, P4 o P5 sul PCB I/O.
Misurare la tensione attraverso i cavi rossi e neri.
Premere [EMERGENCY STOP]. Non ci dovrebbe essere tensione.
Premere [RESET] per cancellare gli allarmi. La tensione deve essere compresa tra 20-30 VDC.
Esaminare la connessione al freno del motore [2] e i connettori di alimentazione [3] per la contaminazione. Riposizionare i collegamenti.
Se non è presente alcuna tensione, fare riferimento a:
Scaricare e compilare la lista di controllo del rapporto di ispezione vite a sfere qui sotto prima di sostituire qualsiasi parte.
| Sintomo | Causa possibile | Azione correttiva |
Allarme 103 ERRORE SERVO TROPPO GRANDE Allarme 104 ERRORE SERVO TROPPO GRANDE Allarme 105 ERRORE SERVO TROPPO GRANDE Il movimento dell'asse è molto ruvido quando l'asse è jogging. Si verifica un rumore insolito quando l'asse si sposta. |
Non c'è lubrificazione insufficiente. | Controllare la pallaper la lubrificazione corretta. |
| Il ballscrew o ballnut è danneggiato. | Controllare il ballscrew e ballnut per danni. | |
| I cuscinetti di supporto ballscrew sono danneggiati. | Controllare i cuscinetti di supporto ballscrew per danni. | |
| Disallineamento di Ballscrew | Disallineamento di Ballscrew | |
| Cavo di alimentazione difettoso. | Controllare il servomotore - Guida alla risoluzione dei problemi per ulteriori istruzioni su come risolvere i problemi relativi a un cavo difettoso | |
| Giunto vite a sfere disallineato | Se la macchina si è schiantata, il giunto potrebbe essersi spostato fuori allineamento. Fare riferimento alla sezione Giunto di questa procedura per ulteriori informazioni su come allineare un giunto. NOTA: È importante risolvere i problemi relativi a un cavo difettoso prima di riallineare il |
|
| Allarme 108 SOVRACCARICO SERVO ASSE | Disallineamento di Ballscrew | Disallineamento di Ballscrew |
| L'utensile da taglio non è affilato o danneggiato. | Installare un nuovo utensile o un nuovo inserto. | |
La posizione dell'asse non si ripete all'interno della specifica. Precisione incoerente, posizionamento, contraccolpo. |
Non c'è lubrificazione insufficiente, o la lubrificazione è contaminata. | Controllare la pallaper la lubrificazione corretta. |
| Il ballscrew o ballnut è danneggiato. | Controllare il ballscrew e ballnut per danni. | |
| L'accoppiamento ballscrew è danneggiato. | Controllare l'accoppiamento ballscrew per danni. | |
| C'è una dilatazione termica eccessiva. | Correggere l'applicazione | |
| La vite a sfere doppia GM-2 sta subendo carichi diversi e alti durante un movimento sull'asse X e sull'asse slave (F1). | La macchina potrebbe essersi spostata durante la spedizione | Prima di intraprendere qualsiasi azione correttiva, verificare che la macchina stia riscontrando il seguente comportamento:
Nota: Potrebbe essere necessario rendere visibile l’asse F1
Se la macchina sta riscontrando questi problemi, fornire un rappresentante di ispezione e una segnalazione errori all’Haas Service per l’analisi. Si prega di completare anche la lista di controllo per l'ispezione della vite a sfere doppia che si trova all'inizio di questo documento. Dopo l’analisi saranno fornite ulteriori istruzioni. |
| La macchina è stata costruita con viti a sfere di grado 7 e le compensazioni di passo non sono state impostate correttamente |
IMPORTANTE: Le macchine sono attualmente dotate di un sistema di contrappeso idraulico o di un motore del freno elettrico. È necessario prestare attenzione, in entrambi i casi, per evitare di danneggiare la macchina o di ferirsi seriamente. Prima di iniziare qualsiasi allineamento, seguire tutte le avvertenze e le precauzioni e leggere tutti i passaggi della procedura.
Se la macchina è dotata di un contrappeso idraulico, è necessario utilizzare un blocco di arresto dell'albero per fissare la testa del mandrino. Non spostare il mandrino durante la manutenzione della vite a sfere.
Se il carico del servo non è coerente, per allineare la vite a sfera, è necessario utilizzare la seguente procedura:
Azione correttiva
Assicurarsi che ci sia un leggero strato di olio o grasso sulla superficie della palla. In caso contrario, ispezionare l'intero sistema di lubrificazione per perdite e intasamenti, compresi tutti i tubi, tubi e raccordi. Verificare la presenza di perdite su ciascun asse: Una perdita su un asse causerà una mancanza di lubrificazione su un asse diverso. Verificare la presenza di pozzanghere di olio o grasso per individuare la fonte della perdita.
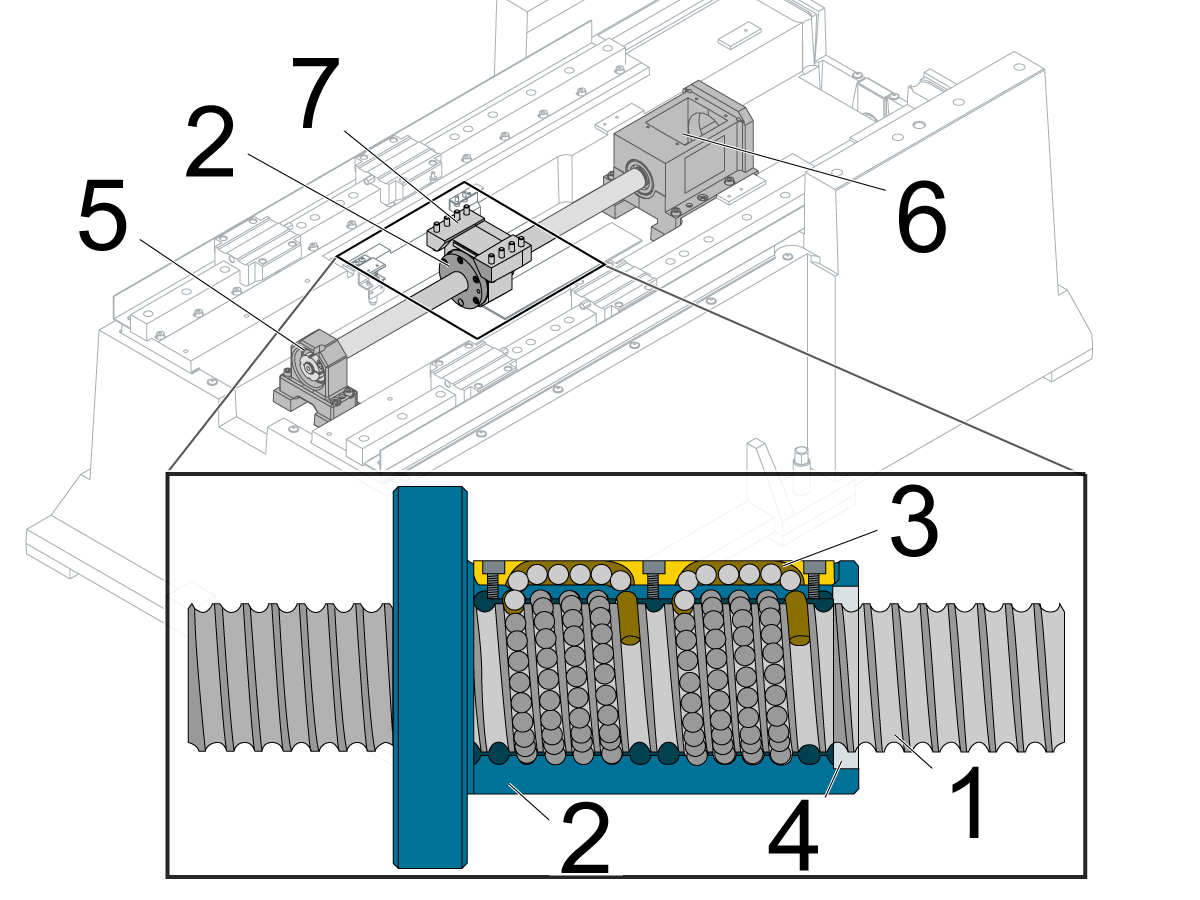
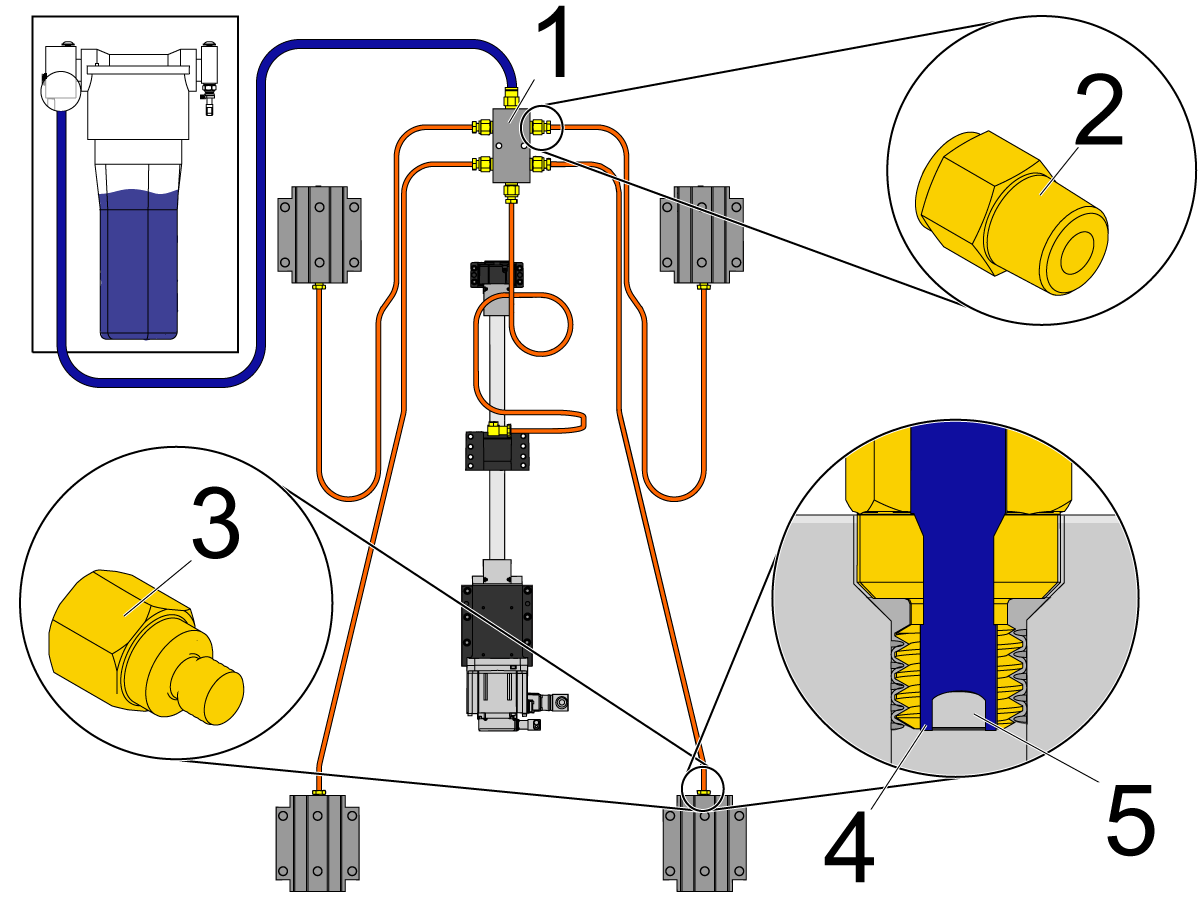
nota: Il sistema di lubrificazione Haas Liquid Grease utilizza raccordi per adattatori [2] nei collettore dell'asse [1]. I camion guida lineare e le noci di palla utilizzano raccordi restrictor [3]. Il raccordo del limitatore ha uno spazio [5] tra i fili e la vite impostata [4]. Questo costringe il grasso collettore a passare attraverso il divario [4] per lubrificare gli assi.
Assicurarsi che venga utilizzata la lubrificazione corretta. Fare riferimento a Tavoli Lubrificanti, Grease e Sigillanti per Componenti della Macchina Haas.
Azione correttiva
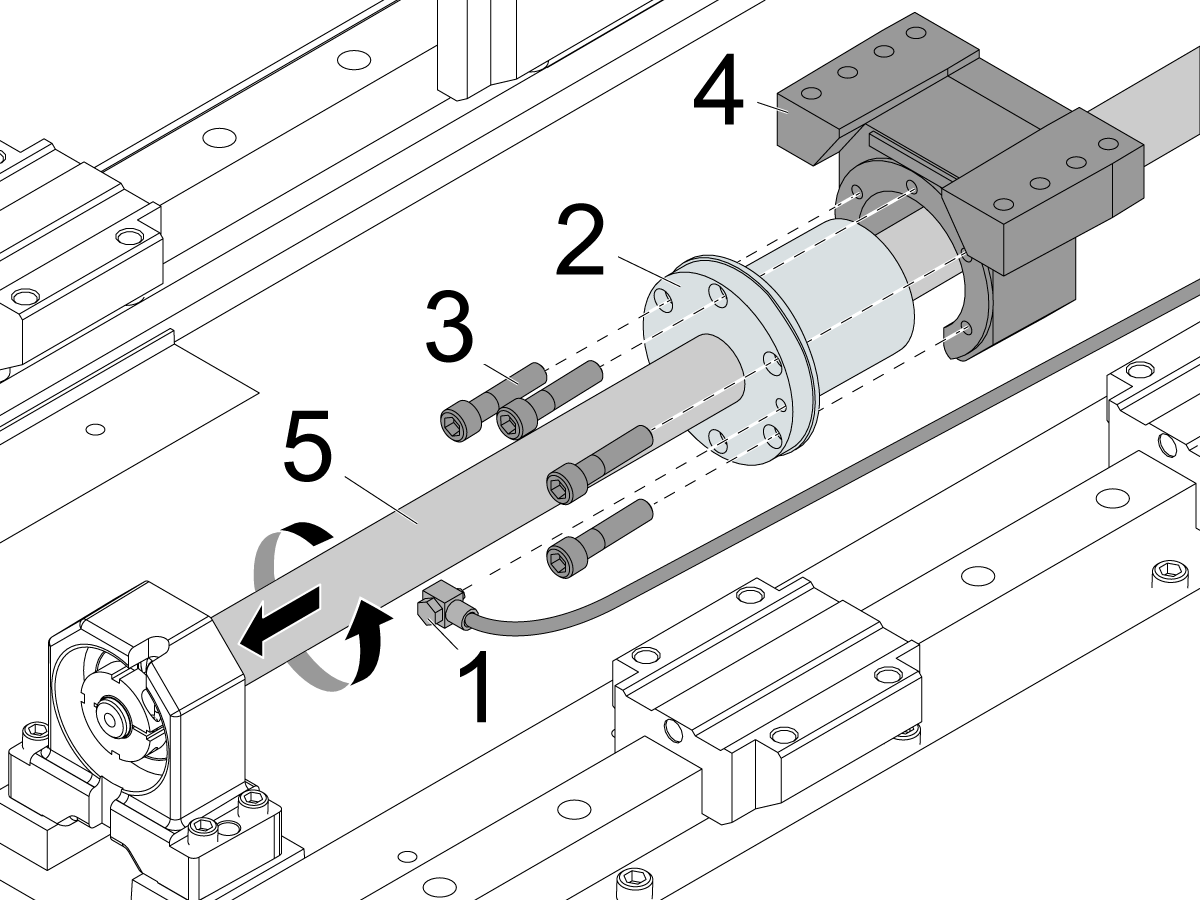
Scollegare il raccordo di lubrificazione [1] dalla palla [2]. Rimuovere le viti [3] che attaccano la palla [2] all'alloggiamento della palla [4].
Ballscrew/Ballnut
Separare la palla [2] dall'alloggiamento della palla [4]. Ruotare la palla [2] a mano e tenere la pallavite [5] in modo che non ruoti, e la pallanut [2] si allontanerà dal ballnut alloggiamento [4].
La palla [2] dovrebbe ruotare senza intoppi. Se c'è resistenza o se si lega, il ballscrew [5] e ballnut [2] sono difettosi.
Cuscinetto di supporto
Ruotare la palla [5] a mano. Se c'è resistenza o se si lega, i cuscinetti sono difettosi. Rimuovere il ballscrew [5] e controllare i cuscinetti di supporto e il portante per determinare quali componenti devono essere sostituiti.
IMPORTANTE: Le macchine sono attualmente dotate di un sistema di contrappeso idraulico o di un motore del freno elettrico. È necessario prestare attenzione, in entrambi i casi, per evitare di danneggiare la macchina o di ferirsi seriamente. Prima di iniziare qualsiasi allineamento, seguire tutte le avvertenze e le precauzioni e leggere tutti i passaggi della procedura.
Se la macchina è dotata di un contrappeso idraulico, è necessario utilizzare un blocco di arresto dell'albero per fissare la testa del mandrino. Non spostare il mandrino durante la manutenzione della vite a sfere.
Azione correttiva:
Fare riferimento alla sezione Procedura di test di gioco vite a sfere appropriata per la macchina.
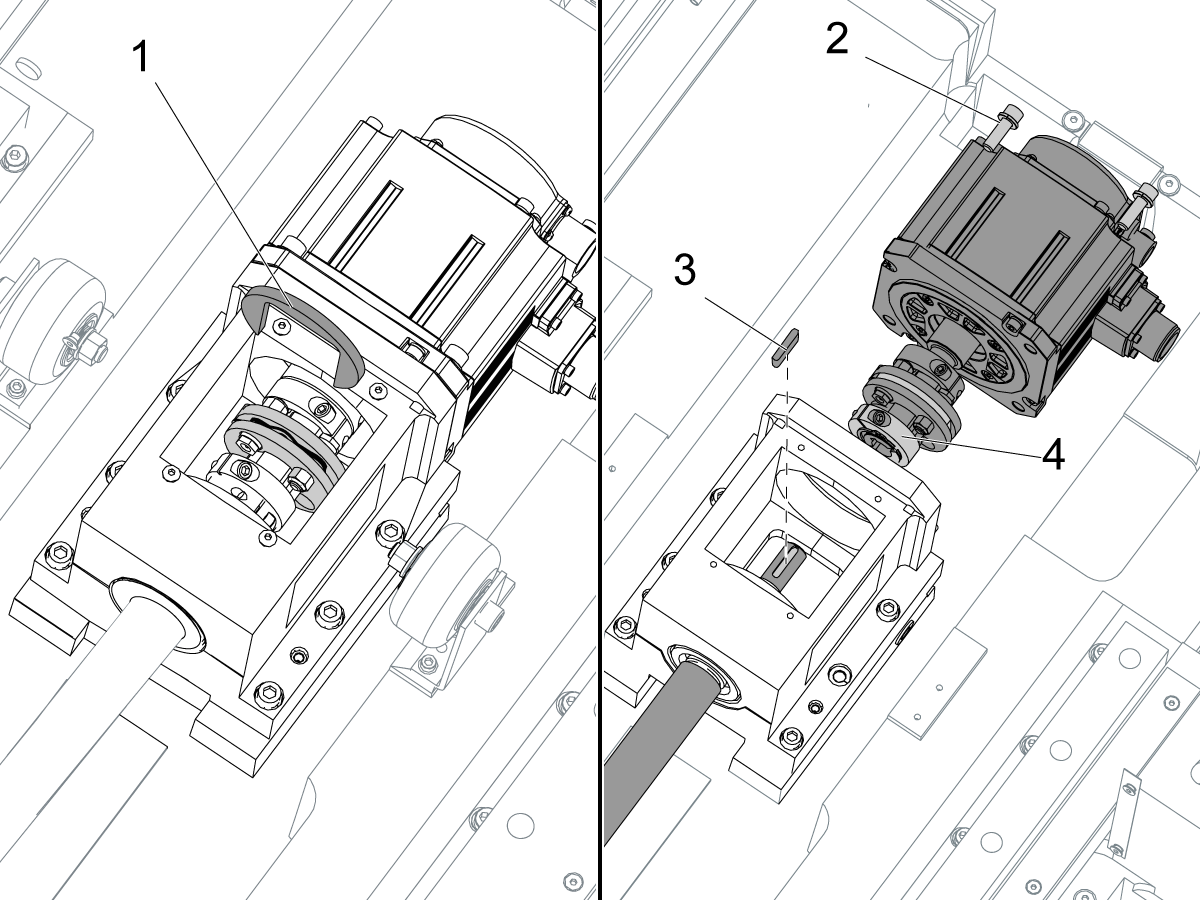
Spegnere e bloccare la macchina. Rimuovere le coperture necessarie per accedere all'asse con il problema. Rimuovere il coperchio del motore dell'asse.
Installare l'utensile per l'installazione dell'accoppiatore [1] sull'accoppiamento del motore. Ruotare la pallain modo da poter vedere la vite [4] per il morsetto di accoppiamento del motore.
Rimuovere le viti del motore [2]. Allentare la vite [4] sul morsetto di accoppiamento motore. Rimuovere il motore con l'assieme di accoppiamento motore. Rimuovere la chiave della vite a sfere [3]. Ispezionare per danni o usura sulla chiave o chiave.
nota: Se il motore dell'asse è scollegato dalla cavalla, l'offset della griglia e l'offset di lavoro (ad esempio G54) devono essere reimpostati. Vai a Servomotore asse - Imposta parametro di offset griglia.
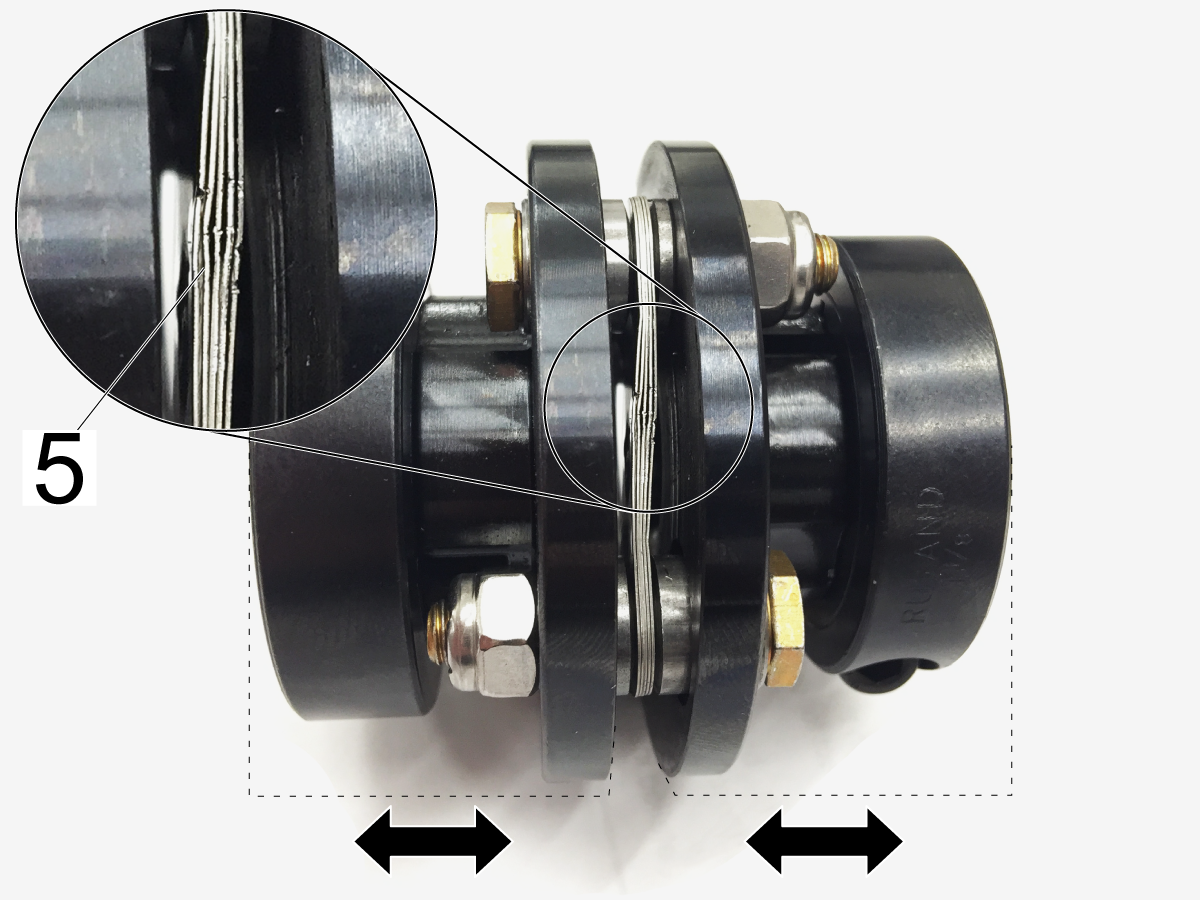
Assicurarsi che il flex pack [5] nell'accoppiatore non sia danneggiato. Dovrebbe essere dritto, e strettamente compresso insieme.
nota: Se il motore dell'asse è scollegato dalla cavalla, l'offset della griglia e l'offset di lavoro (ad esempio G54) devono essere reimpostati. Vai a Servomotore asse - Imposta parametro di offset griglia.
ALLINEAMENTO GIUNTO:
Per riallineare il giunto all'albero motore, installare i bulloni di montaggio allentati e far galleggiare il motore fino a quando l'accoppiamento non scorre facilmente tra l'albero motore e l'albero della vite a sfere.
Serrare i bulloni e verificare che il giunto scivoli ancora facilmente tra i due alberi.
Serrare il bullone di serraggio del giunto alle specifiche disponibili su __________.
Azione correttiva
È necessario riscaldare gli assi della macchina per portare i ballscrews ad una temperatura normale per il funzionamento. È possibile riscaldare la macchina automaticamente modificando alcune impostazioni: Utilizzare Impostazioni 158-160 o Impostazioni 109-112. Non utilizzare entrambi.
IMPORTANTE: Se l'applicazione prevede lo spostamento di un singolo asse ripetutamente avanti e indietro su una piccola area della vite a sfere, la sfera si riscalda la vite a sfere e causa l'espansione termica. Inoltre non lubrifica correttamente a causa della corsa corta. Ogni pochi minuti, è necessario spostare l'80% al 90% della corsa dell'asse per eseguire il ciclo del grasso in tutta la palla. Questo è comune su macchine più piccole con un'area di lavoro più piccola .
Per i torni: Andare alla schermata DIAGNOSTICA. Verificare Se la misura fluttua o non ha alcun valore, è necessario ispezionare il sensore termico sulla palla.
Questa sezione si applica alle macchine con doppia vite a sfere.
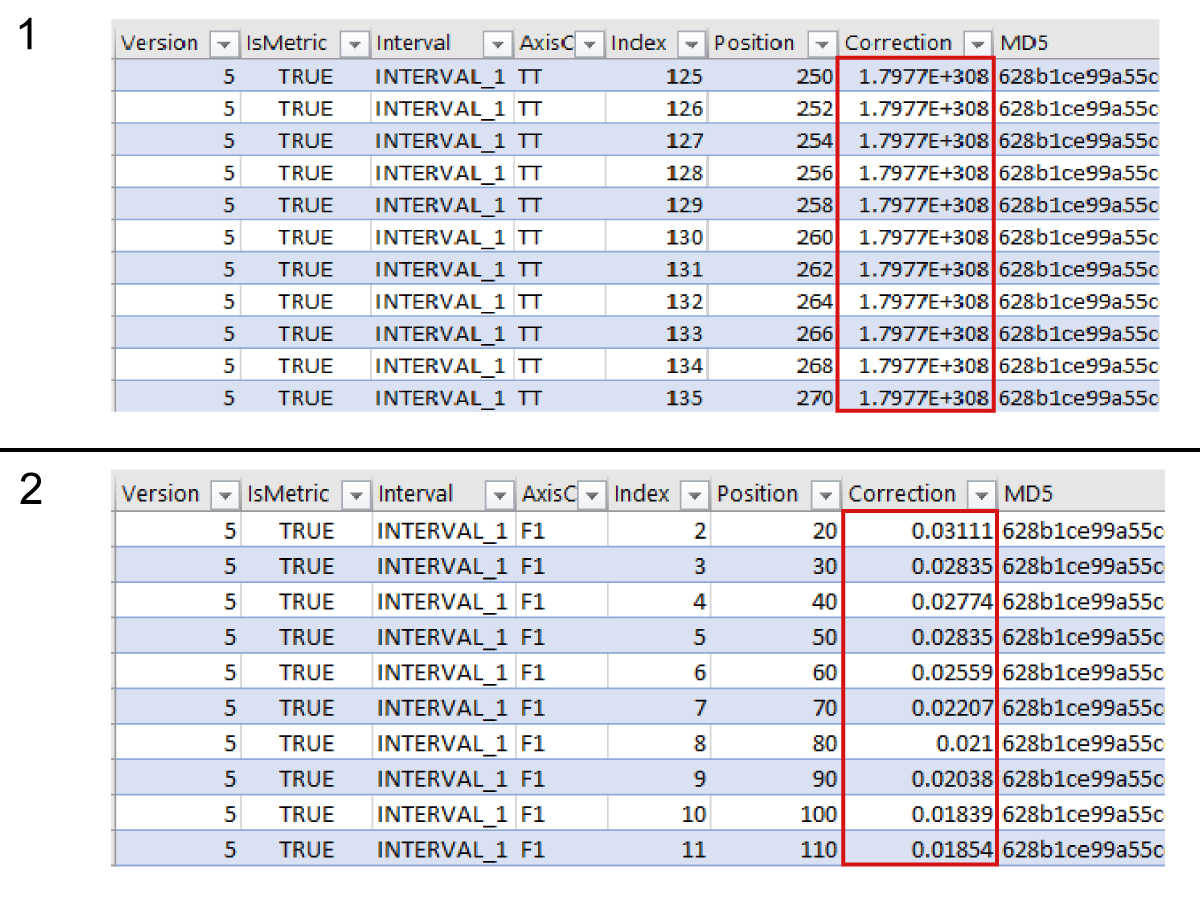
Aprire il file LSC.LSCX trovato nel rapporto Errore in un programma di foglio di calcolo. Determinare se la compensazione dell'asse è stata applicata osservando la colonna di correzione.
Nota: i valori di compensazione variano a seconda della macchina.
Recently Viewed Items
You Have No Recently Viewed Items Yet

美元价格不包括关税、报关费用、保险费、增值税及运费。
USD prices DO NOT include customs duty, customs fees, insurance, VAT, or freight.
人民币价格包含关税、报关费用、货运保险和增值税, 但不包括运费。
CNY prices include customs duty, customs fees, insurance, and VAT. DOES NOT include freight.
Questo prezzo include le spese di spedizione, i dazi all'esportazione e all'importazione, l'assicurazione e qualsiasi altra spesa sostenuta durante la spedizione verso una località in Francia concordata con l'acquirente. Non è possibile aggiungere altri costi obbligatori alla spedizione di un prodotto CNC Haas.
MANTIENITI AGGIORNATO CON GLI ULTIMI SUGGERIMENTI E LA NUOVA TECNOLOGIA DI HAAS
HAAS TOOLING ACCETTA QUANTO SEGUE:


This site is protected by reCAPTCHA and the Google Privacy Policy e Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255
