






 {{ } }}
{{ } }}
{{ } }}
{{ } }}
{{ } }}
{{ } }}
{{ } }}
{{ } }}

 Fresadoras verticales
Fresadoras verticales
 Soluciones multieje
Soluciones multieje
 Tornos
Tornos
 Fresadoras horizontales
Fresadoras horizontales
 Mesas giratorias y divisores
Mesas giratorias y divisores
 Sistemas de automatización
Sistemas de automatización
 Máquinas de sobremesa
Máquinas de sobremesa
 Equipo de taller
Equipo de taller
En las tiendas Haas Factory Outlet (HFO) pueden resolver sus dudas y orientarlo sobre las mejores opciones.
CONTACT YOUR DISTRIBUTOR > Husillos
Husillos
 Cambiadores de herramientas
Cambiadores de herramientas
 4.º | 5.º eje
4.º | 5.º eje
 Torretas y herramientas motorizadas
Torretas y herramientas motorizadas
 Palpado
Palpado
 Tratamiento de refrigerante y virutas
Tratamiento de refrigerante y virutas
 El Control Haas
El Control Haas
 Opciones para productos
Opciones para productos
 Herramientas y utillaje
Herramientas y utillaje
 Portapiezas
Portapiezas
 Soluciones de 5 ejes
Soluciones de 5 ejes
 Automatización
Automatización
En las tiendas Haas Factory Outlet (HFO) pueden resolver sus dudas y orientarlo sobre las mejores opciones.
CONTACT YOUR DISTRIBUTOR > Accesorios de automatización
Accesorios de automatización
 Soporte de taller
Soporte de taller
 Portaherramientas de fresadora
Portaherramientas de fresadora
 Herramientas de corte para fresadora
Herramientas de corte para fresadora
 Sistemas de mandrinar
Sistemas de mandrinar
 Amarre de pieza de fresadora
Amarre de pieza de fresadora
 Portaherramientas para tornos
Portaherramientas para tornos
 Herramientas de corte para torno
Herramientas de corte para torno
 Amarres y sujeciones para tornos
Amarres y sujeciones para tornos
 Packs de herramientas
Packs de herramientas
 Platos de pinza ER
Platos de pinza ER
 Hacer agujeros
Hacer agujeros
 Roscado
Roscado
 Brocas
Brocas
 Kits y cubos
Kits y cubos
 Platos manuales para fresado
Platos manuales para fresado
 Desbarbado y abrasivos
Desbarbado y abrasivos
 Medidor de herramientas y máquinas de ajuste por contracción
Medidor de herramientas y máquinas de ajuste por contracción
 Almacenamiento y manipulación
Almacenamiento y manipulación
 Mantenimiento de máquinas
Mantenimiento de máquinas
 Accesorios de herramientas
Accesorios de herramientas
 Vestuario y accesorios
Vestuario y accesorios
 Medición e inspección
Medición e inspección
 Winner's Circle
Winner's Circle
Winner's Circle
Winner's Circle
 Holgura
Holgura
 Grandes ofertas del día
Grandes ofertas del día

Los parámetros de eje en máquinas con el control de próxima generación se designan en grupos. El número que precede al punto designa el eje. El número que sigue al punto es el número del grupo de parámetros. En la tabla siguiente se muestran las asignaciones de ejes para los ejes de una fresadora o un torno.
| Movimiento de eje | Etiqueta del eje de NGC | Grupo de parámetros de eje | Conector de entrada/salida física | Fresadora o torno específico |
| X | X | 1.xxx | 1 | Fresadora/torno |
| X(2) GM | X (Esclavo) | 1.xxx | 8 | Fresadora |
| Y | Y | 2.xxx | 2 | Fresadora/torno |
| Z | Z | 3.xxx | 3 | Fresadora/torno |
| Husillo principal | S | 4.xxx | 6 | Fresadora/torno |
| Husillo secundario | SS | 12.xxx | 14 | Torno |
| A | A | 5.xxx | 4 | Fresadora |
| Torreta de herramientas | TT | 9.xxx | 7 | Torno |
| B | B | 6.xxx | 5 | Fresadora |
| Contrapunto hidráulico | B | 6.xxx | 9 | Torno |
| Servocontrapunto | B | 6.xxx | 5 | Torno |
| C | C | 7.xxx | 5 | Fresadora |
| Carrusel de herramientas | V | 9.xxx | 14 | Fresadora |
| Brazo de cambiador de herramientas por servo motor | TA | 11.xxx | 7 | Fresadora |
| Herramienta motorizada | LT | 10.xxx | 11 | Torno |
| Alimentador de barras | BF | 13.xxx | 10 | Torno |
| Cambiador de paletas con servo motor | PC | 14.xxx | - | Fresadora |
| Girar el Pallet Pool | PR | 15.xxx | 15 | Fresadora |
| Diapositiva del Pallet Pool | PS | 16.xxx | 16 | Fresadora |
| Cargador automático de piezas compacto / cargador automático de piezas Eje "U" | AU | 17.xxx | 13 | Fresadora/torno |
| Cargador automático de piezas compacto / cargador automático de piezas Eje "V" | AV | 18.xxx | 15 | Fresadora/torno |
| Cargador automático de piezas, eje "W" | AW | 19.xxx | 16 | Fresadora/torno |
| Esclavo | - | 20.xx | - | Fresadora |
| Mordaza eléct 1 | EV1 | 21.xx | - | Fresadora |
| Mordaza eléct 2 | EV2 | 22.xx | - | Fresadora |

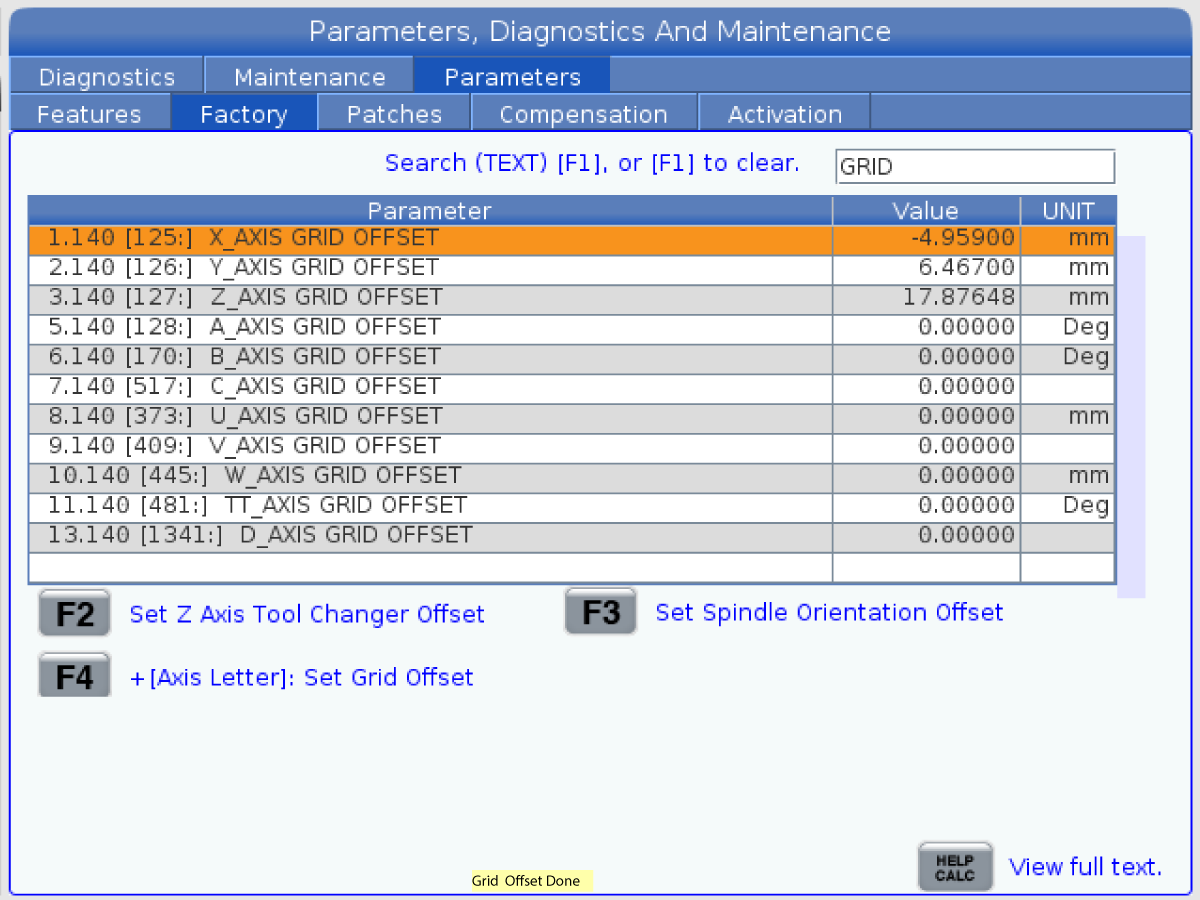
La siguiente captura de pantalla muestra el grupo de parámetros de desplazamiento de cuadrícula. El número de grupo para los parámetros de correctores de rejilla es 140 y el número que lo precede es la designación del eje. Por ejemplo, Parámetro 1.140, es el parámetro de desplazamiento de rejilla para el eje X.
Las alarmas de eje para máquinas con el control de próxima generación son similares a los grupos de parámetros. Son similares a los grupos de parámetros en que se utiliza un número de grupo de alarmas para todos los ejes. Se designa al eje fallido mediante el número antes del punto. El número de grupo de alarmas es el número después del punto.
Debe solucionar problemas de todas las alarmas del eje como lo haría con la misma alarma en una máquina con el Control Haas clásico (CHC).
En la siguiente tabla se comparan algunas alarmas de sobrecarga del servo motor en una máquina con Control Haas clásico con la misma alarma en una máquina de control de próxima generación. Todas las otras alarmas de eje siguen la misma estructura.
Nota: las alarmas CHC 109, 110, 111, 188, 271, 674, junto con otras alarmas de sobrecarga de servo motor, no aparecerán en una máquina NGC. Todos ellos se sustituyen por el grupo de alarma número 108 y se diferencian por el número de designación del eje que precede al punto.
| Alarmas de sobrecarga de servo motor CHC | Alarmas de sobrecarga de servomotor NGC |
| Alarma 108 - SOBRECARGA DE SERVO MOTOR X | Alarma 1.108 - SOBRECARGA DE SERVO MOTOR DE EJE X |
| Alarma 109 - SOBRECARGA DE SERVO MOTOR DE EJE Y | Alarma 2.108 - SOBRECARGA DE SERVO MOTOR DE EJE Y |
| Alarma 110 - SOBRECARGA DE SERVO MOTOR Z | Alarma 3.108 - SOBRECARGA DE SERVO MOTOR DE EJE Z |
| Alarma 111 - SOBRECARGA DE SERVO MOTOR A | Alarma 5.108 - SOBRECARGA DE SERVO MOTOR DE EJE A |
| Alarma 188 - SOBRECARGA DE SERVO MOTOR B | Alarma 6.108 - SOBRECARGA DE SERVO MOTOR DE EJE B |
| Alarma 271 - SOBRECARGA DE SERVO MOTOR C | Alarma 7.108 - SOBRECARGA DE SERVO MOTOR DE EJE C |
| Alarma 674 - SOBRECARGA DE SERVO MOTOR TT | Alarma 11.108 - SOBRECARGA DE SERVO MOTOR DE EJE TA |
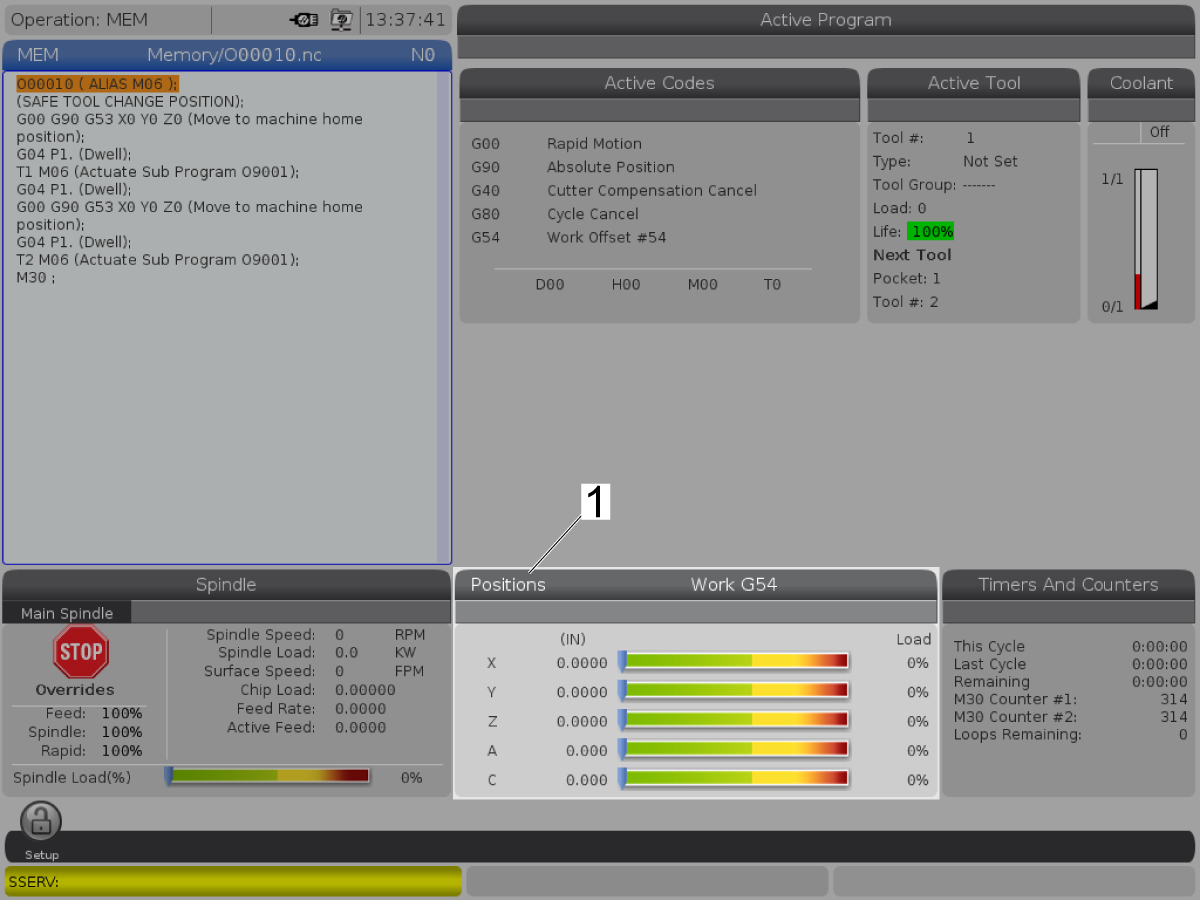
Este procedimiento le indica cómo cambiar los ejes que se muestran en el recuadro Posiciones. La caja de posicionamiento muestra un máximo de 5 ejes.
Pulse [POSITION].
Pulse [ALTER].
Seleccione los ejes que desea ver en el recuadro Posiciones.
Debe anular la selección de un eje si hay más del máximo de 5 ejes.
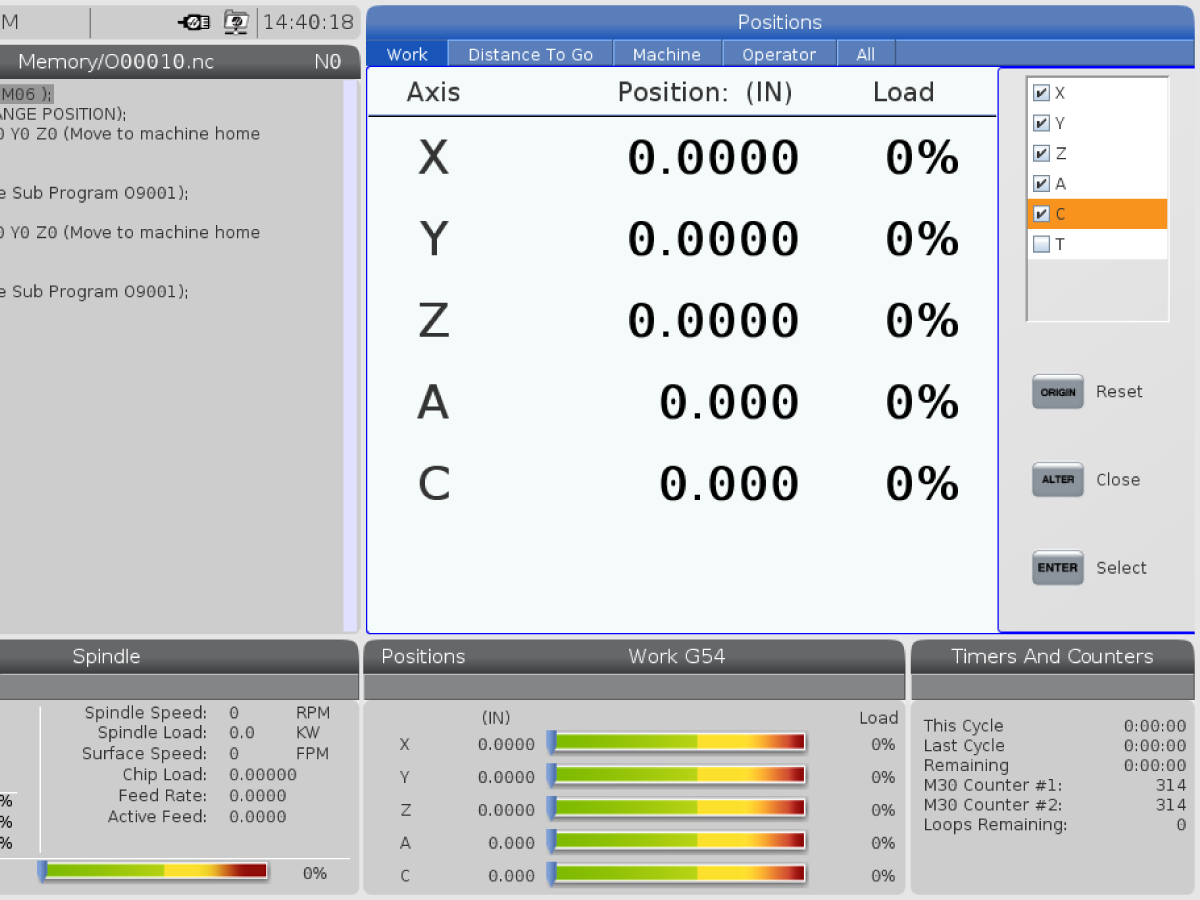
Para este procedimiento vamos a quitar el eje C y añadir el eje T.
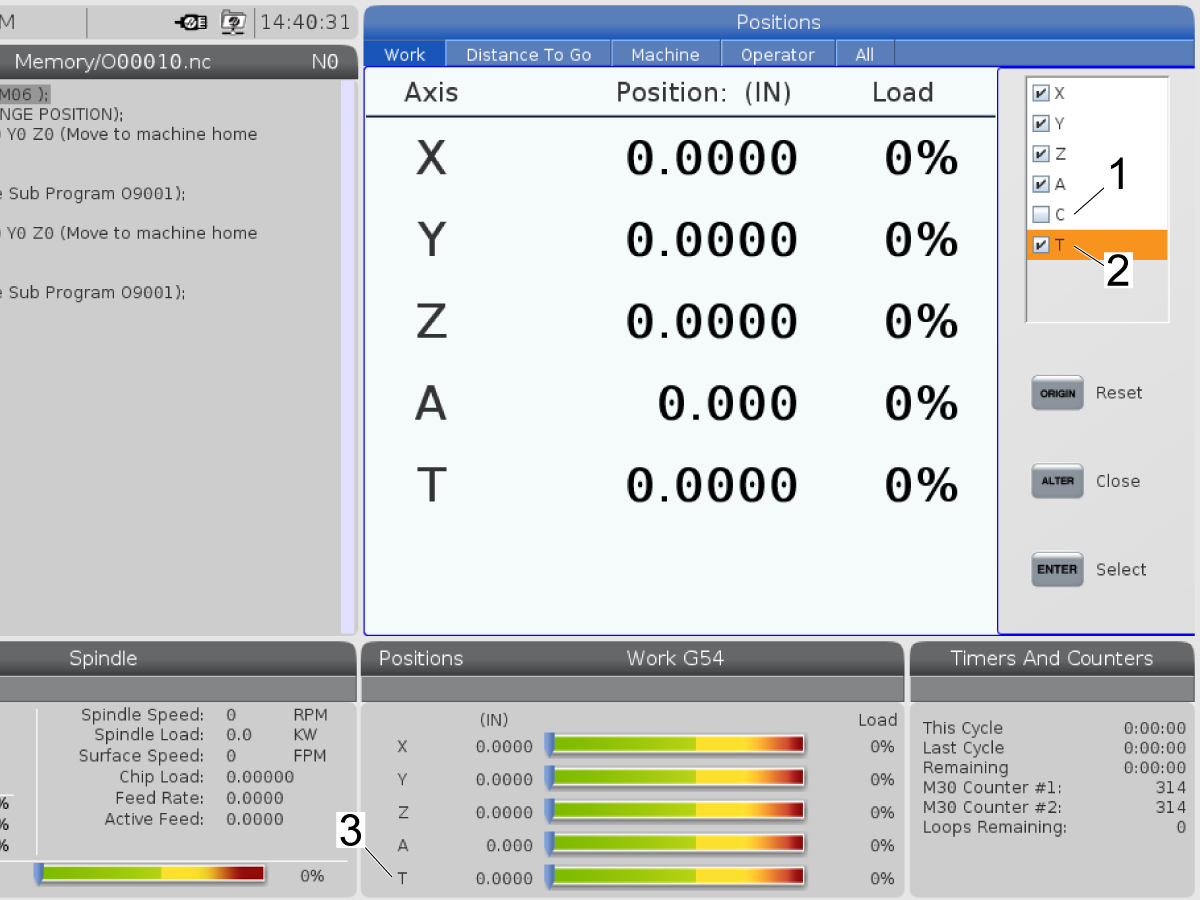
Navegue hasta el eje C [1].
Pulse [ENTER] (intro) para quitar la marca del recuadro.
El eje C se aleja del recuadro Posiciones.
Desplácese hasta el eje T [2].
Pulse [ENTER] (intro) para marcar la caja.
El eje T aparece en el recuadro Posiciones [3].
Pulse [ALTER] para cerrar.
Se aplica a máquinas fabricadas a partir de julio de 2015
.png)
Nota: Esta sección solo se aplica al ajuste del corrector de cuadrícula para unidades giratorias independientes. Para establecer los correctores de cuadrícula para otros ejes, consulte la siguiente sección.
Advertencia: Establezca un corrector de cuadrícula solo si se genera ALARMA 165 MARGEN DE RETORNO A CERO DEL EJE ES DEMASIADO PEQUEÑO al efectuar el retorno a cero de un eje giratorio. Si tiene una unidad rotatoria de eje doble, esto solo debe hacerse para el eje que genera la alarma.
Si realiza el retorno a cero de un eje giratorio y obtiene la ALARMA 165, el MARGEN de retorno a cero del EJE ES DEMASIADO PEQUEÑO. Vaya a Ajuste -> Unidad rotatoria y, a continuación, resalte el eje que generó la alarma. Seleccione Establecer correctores [1] pulsando [ALTERAR]. Pulse 2 [2] para seleccionar Establecer corrector de cuadrícula para establecer el corrector de cuadrícula.
Corrector de cambiador de herramientas
Nota: si obtiene la ALARMA 165 MARGEN DE RETORNO A CERO DEL EJE DEMASIADO PEQUEÑO al efectuar el retorno a cero de un eje, primero debe establecer un corrector de cuadrícula antes de que se pueda establecer un corrector del cambiador de herramientas. Consulte el paso 1.
El corrector del cambiador de herramientas establece la ubicación a la que irá una unidad giratoria durante un cambio de herramienta o después de que retorne a cero.
Mueva el eje a la ubicación en la que desea que se encuentre el corrector de cambio de herramienta durante un cambio de herramienta o después de un retorno a cero . A continuación, vaya a Ajuste -> Unidad giratoria y resalte el eje para el que desea establecer el corrector. A continuación, seleccione Set Offsets (establecer correctores) [1] pulsando [ALTER]. Pulse 1 [3] para seleccionar Set TC Offset (establecer corrector de CH) para establecer el corrector de cambio de herramienta.
.png)
Si se han realizado correctores de cambiador de herramientas o de cuadrícula, se pueden guardar para su uso futuro o transferir a una máquina diferente.
Pulse F2 [1] y se le pedirá que asigne el nombre al nuevo archivo rotatorio. Este texto aparecerá en la columna de nombre de la mesa giratoria.
El archivo se puede encontrar en el programa de lista -> Datos de usuario -> Mi unidad giratoria. Los archivos nuevos tendrán el nombre ROT_[nombre que dio al archivo]_[nombre de archivo rotatorio predeterminado].
Necesitará una llave de control de Haas.
Pulse [ZERO RETURN].
Pulse [ALL].
Pulse [DIAGNOSTIC].
Vaya a la pestaña Parámetros.
Vaya a la pestaña Fábrica.
Escriba GRID y luego pulse F1.
Escriba la letra del eje que está configurando (por ejemplo, 'X') y luego presione F4 para establecer el desplazamiento de la cuadrícula para X.

Si necesita establecer otros desfases de rejilla, repita el paso 1 pero introduzca la letra de eje correspondiente.
Esto cambia los parámetros del corrector de rejilla. Por ejemplo, las letras X, Y y Z establecen estos parámetros:
Para el corrector de rejilla del eje T, consulte Control de nueva generación - SMTC accionado por servomotor - Corrector de cuadrícula y corrector del cambiador de herramientas.
Para los correctores del eje TT del torno, consulte TL-1/2 TT4 Correctores del cambiador de herramientas NGC
Descargue y cumplimente la lista de verificación del informe de inspección del servo motor antes de sustituir cualquier pieza.
{{ } }}
{{ } }}
Precaución: cuando usted hace el mantenimiento o la reparación en las máquinas CNC y sus componentes, siempre debe seguir las precauciones básicas de seguridad. Esto disminuye el riesgo de lesiones y daños mecánicos.
Peligro: antes de comenzar cualquier trabajo dentro del armario de control, la luz indicadora de alto voltaje en el 320V Power Supply / Vector Drive debe haber estado apagado durante al menos 5 minutos.
Algunos procedimientos de servicio pueden ser peligrosos o potencialmente mortales. NO intente un procedimiento que no entienda completamente. Si tiene alguna duda sobre cómo hacer un procedimiento, póngase en contacto con su Haas Factory Outlet (HFO) y programe una visita de mantenimiento.
| Síntoma | Causa probable | Acción correctiva |
Alarma 1.9918, 2.9918 o 3.9918 ERROR INTERNO DE DATOS DEL CODIFICADOR EN SERIE DEL EJE X, Y o Z Alarma 1.9922, 2.9922 o 3.9922 FALLO DE CANAL DE MOVIMIENTO DEL EJE X, Y o Z DETECTADO Alarma 1.9923, 2.9923 o 3.9923 FALLO DEL CODIFICADOR DE SOFTWARE DEL EJE X, Y o Z DETECTADO Alarma 1.9930, 2.9930 o 3.9930 COMUNICACIÓN DEFICIENTE DEL CODIFICADOR EN SERIE DEL EJE X, Y o Z Alarma 1.9959, 2.9959 o 3.9959 DESCONEXIÓN DEL CODIFICADOR EN SERIE DEL EJE X, Y o Z Alarma 1.9948, 2.9948 o 3.9948 FALLO DEL CODIFICADOR EN SERIE SECUNDARIO DEL EJE X, Y o Z Alarma 1.9949, 2.9949 o 3.9949 FALLO DEL CODIFICADOR SECUNDARIO DE SOFTWARE DEL EJE X, Y o Z DETECTADO Alarma 1,9950, 2,9950 o 3,9950 FALLO DEL CODIFICADOR SECUNDARIO DE SOFTWARE DEL EJE X, Y o Z DETECTADO Alarma 1.9951, 2.9951 o 3.9951 FALLO DE COMUNICACIÓN DEL CODIFICADOR EN SERIE SECUNDARIO DEL EJE X, Y o Z Alarma 1.9960, 2.9960 o 3.9960 FALLO DEL CABLE DEL CODIFICADOR SECUNDARIO EN SERIE DEL EJE X, Y o Z |
El software de la máquina está desactualizado. |
La alarma es obsoleta Nueva alarma para fallos del codificador actualizada en el software. Actualizar a la última versión 100.21.000.1130 o superior; Se han añadido las alarmas 9719 y 9720 para la detección de fallos del codificador en los ejes principales y secundarios de Mocon. |
Alarma 1.9719, 2.9719 o 3.9719 FALLO DEL CODIFICADOR PRIMARIO EN SERIE DEL EJE X, Y o Z Subcódigo de alarma (0x1) Fallo de datos del codificador = (Alarma 9918 ERROR DE DATOS INTERNOS DEL CODIFICADOR SERIE) |
Las señales del codificador se ven afectadas por el ruido de los cables de alta potencia. Codificador de servomotor defectuoso. |
Consulte la sección Fallos de comunicación de datos serie / ruido eléctrico a continuación. Compruebe si entra refrigerante en el servo motor. Para máquinas VMC, se pueden pedir nuevos cables de servo motor para mitigar la intrusión de refrigerante. Consulte HBC-N 03-13-25. |
Alarma 1.9719, 2.9719 o 3.9719 FALLO DEL CODIFICADOR PRIMARIO EN SERIE DEL EJE X, Y o Z Subcódigo de alarma (0x2) Fallo interno del eje del codificador 1 = (Alarma 9922 FALLO DE CANAL DE MOVIMIENTO DETECTADO) |
(El canal de movimiento ha informado de un fallo interno de un tipo que no está reconocido por el control) |
Ciclo de alimentación a la máquina. Si el problema persiste, tome un informe de error (Mayús F3) y envíe un correo electrónico a Haas Service |
Alarma 1.9719, 2.9719 o 3.9719 FALLO DEL CODIFICADOR PRIMARIO EN SERIE DEL EJE X, Y o Z Subcódigo de alarma (0x3) Fallo interno del eje del codificador 2 = (Alarma 9923 FALLO DE CODIFICADOR DETECTADO POR SOFTWARE) |
(El software ha informado de un tipo de fallo interno que no es reconocido por el control.) |
Ciclo de alimentación a la máquina. Si el problema persiste, tome un informe de error (Mayús F3) y envíe un correo electrónico a Haas Service |
Alarma 1.9719, 2.9719 o 3.9719 FALLO DEL CODIFICADOR PRIMARIO EN SERIE DEL EJE X, Y o Z Subcódigo de alarma (0x4) Fallo del codificador CRC = (Alarma 9930 COMUNICACIÓN DEFICIENTE DEL CODIFICADOR SERIE) |
(Las señales del codificador se ven afectadas por el ruido de los cables de alta potencia.) |
(Consulte la sección Fallos de comunicación de datos serie / ruido eléctrico a continuación.) |
Alarma 1.9719, 2.9719 o 3.9719 FALLO DEL CODIFICADOR PRIMARIO EN SERIE DEL EJE X, Y o Z Subcódigo de alarma (0x5) Fallo del cable del codificador = (Alarma 9959 DESCONEXIÓN DEL CODIFICADOR SERIE) |
(Los cables no están conectados correctamente o el codificador está defectuoso.) | (Inspeccione los cables y conectores. Consulte la sección Cable principal del procesador/codificador a continuación.) |
Alarma 1.9720, 2.9720 o 3.9720 FALLO DEL CODIFICADOR PRIMARIO EN SERIE DEL EJE X, Y o Z Subcódigo de alarma (0x1) Fallo de datos del codificador = (Alarma 9948 ERROR DE DATOS INTERNOS DEL CODIFICADOR SERIE) |
Las señales de escala se ven afectadas por el ruido de los cables de alta potencia. (Escala lineal defectuosa, problema de archivo de configuración; tipo de motor incorrecto o tipo de escala incorrecto.) |
Consulte la sección Fallos de comunicación de datos serie / ruido eléctrico a continuación. (Compruebe si el codificador de escala contamina el refrigerante.) |
Alarma 1.9720, 2.9720 o 3.9720 FALLO DEL CODIFICADOR PRIMARIO EN SERIE DEL EJE X, Y o Z Subcódigo de alarma (0x2) Fallo interno del eje del codificador 1 = (Alarma 9949 EL SOFTWARE HA DETECTADO FALLO DEL CODIFICADOR SECUNDARIO) |
(El canal de movimiento ha informado de un fallo interno de un tipo que no está reconocido por el control) | Ciclo de alimentación a la máquina. Si el problema persiste, tome un informe de error (Mayús F3) y envíe un correo electrónico a Haas Service |
Alarma 1.9720, 2.9720 o 3.9720 FALLO DEL CODIFICADOR PRIMARIO EN SERIE DEL EJE X, Y o Z Subcódigo de alarma (0x3) Fallo interno del eje del codificador 2 = (Alarma 9950 EL SOFTWARE HA DETECTADO FALLO DEL CODIFICADOR SECUNDARIO) |
(El software ha informado de un tipo de fallo interno que no es reconocido por el control.) |
Ciclo de alimentación a la máquina. Si el problema persiste, tome un informe de error (Mayús F3) y envíe un correo electrónico a Haas Service |
Alarma 1.9720, 2.9720 o 3.9720 FALLO DEL CODIFICADOR PRIMARIO EN SERIE DEL EJE X, Y o Z Subcódigo de alarma (0x4) Fallo del codificador CRC = (Alarma 9951 FALLO DE COMUNICACIÓN EN SERIE DEL CODIFICADOR SECUNDARIO ) |
(Las señales del tubo de guía se ven afectadas por el ruido de los cables de alta potencia.) | (Consulte la sección Fallos de comunicación de datos serie / ruido eléctrico a continuación.) |
Alarma 1.9719, 2.9719 o 3.9719 FALLO DEL CODIFICADOR PRIMARIO EN SERIE DEL EJE X, Y o Z Subcódigo de alarma (0x5) Fallo cable codificador = (Alarma 9960 FALLO DEL CABLE DEL CODIFICADOR EN SERIE SECUNDARIO ) |
(Los cables no están conectados correctamente o la escala lineal es defectuosa). | (Inspeccione los cables y conectores. Consulte la sección Cable principal del procesador/codificador a continuación.) |
| Alarmas 1.161, 2.161, 3.161 FALLO DE ACCIONAMIENTO DEL EJE X, Y o Z |
Servoamplificador defectuoso. | Compruebe el conjunto del amplificador correspondiente. Para la solución de problemas del servo amplificador, consulte Servo Amplificador - Guía de solución de problemas. |
| Alarma 1.217, 2.217, 3.217 ERROR DE FASE DEL EJE X, Y o Z | Los cables no están conectados correctamente | Inspeccione los cables y conectores. Consulte la sección Cable principal del procesador/codificador a continuación. |
| Se ha instalado un tipo de motor incorrecto. | Compruebe que se haya instalado el tipo de motor correcto. (Sigma-5 o Sigma-7) | |
| Alarma 1.645, 2.645, 3.645 FALLO DE TIERRA DEL AMPLIFICADOR DEL EJE X, Y o Z | Cable de alimentación defectuoso. | Inspeccione los cables y conectores. Consulte la sección Cable de alimentación a continuación. |
| Servomotor defectuoso. | Compruebe el servomotor correspondiente. Consulte la sección de servo motor a continuación. | |
| Alarma 1.993, 2.993, 3.993 CORTOCIRCUITO DEL EJE X, Y o Z | Cable de alimentación defectuoso. | Inspeccione los cables y conectores. Consulte la sección Cable de alimentación a continuación. |
| Servomotor defectuoso. | Compruebe el servomotor correspondiente. Consulte la sección de servo motor a continuación. | |
Alarma 1.103, 2.103, 3.103 ERROR DE SERVO DEL EJE X, Y o Z DEMASIADO GRANDE Alarma 1.9920, 2.9920, 3.9920 ERROR DE POSICIÓN X, Y o Z DEMASIADO GRANDE |
Las señales del codificador se ven afectadas por el ruido de los cables de alta potencia. O codificador defectuoso. | Consulte la sección Fallas de comunicación de datos serie / ruido eléctrico a continuación. Compruebe los pasos del codificador/revolución frente al paso del tornillo de bola y compruebe que los recuentos del codificador son exactos por cada rotación. |
| El freno del motor del eje, no se desengancha cuando los servos están activados. | Consulte la sección Freno del motor a continuación: | |
| El husillo de bolas del eje está dañado. | Compruebe el husillo de bolas del eje correspondiente. Consulte husillo de bolas - Guía de solución de problemas para solucionar problemas del husillo de bolas. |
|
| Cable de alimentación defectuoso. | Inspeccione los cables y conectores. Consulte la sección Cable de alimentación a continuación. | |
| Acoplamiento de husillo de bolas desalineado debido a un choque | Verifique que el acoplamiento del motor del husillo de bolas esté alineado; consulte Husillo de bolas - Guía de solución de problemas para obtener más información sobre cómo volver a alinear el acoplador NOTA: Verifique que el cable de alimentación no esté defectuoso antes de intentar alinear el acoplamiento del motor. |
|
| Alarma 103 ERROR DE SERVO DE EJE DEMASIADO GRANDE, durante el proceso de retorno a cero. El eje cero vuelve en la dirección incorrecta. | El sensor doméstico se está haciendo durante el proceso de retorno cero haciendo que el eje regrese a cero en la dirección opuesta. | Compruebe el interruptor de inicio del eje para asegurarse de que no hay virutas de metal en la parte superior del sensor. |
| Alarma 552 DISYUNTOR ACTIVADO (en UMC-1000) | Conducto de cables y cables dentro del conducto dañados. | Retire el panel trasero. Inspeccione el conducto de cables. Si está dañado, póngase en contacto con el Departamento de Servicio de Haas para obtener asistencia. |
| Los servos de la máquina emiten un zumbido mientras están al ralentí, en avance o en un rápido. | Es necesario ajustar el corrector de la rejilla del eje. | Realice el procedimiento de ajuste del corrector de la cuadrícula del eje. |
| El husillo de bolas no está alineado. | Compruebe que el husillo de bolas no se adhiera durante el recorrido y que esté correctamente alineado. | |
| Parámetros obsoletos. | Descargue los archivos de configuración más recientes. Si el servo del eje continúa sonando, póngase en contacto con su HFO local para obtener más información sobre la solución de problemas. | |
| La alarma 9804 240 VAC GROUND FAULT se genera cuando I retorno a cero de un eje. |
Hay un cortocircuito en el motor o el cable. | Compruebe si hay un cortocircuito en el servomotor y el cable correspondientes. Vea los vídeos de inspección de motores y cables de alimentación de servos. Nota: Si se genera una alarma en una máquina ST cuando el eje A ha retornado a cero, el cable del eje LT y el motor también deben comprobarse en busca de cortocircuitos. |
| Alarma 9804 FALLO DE TIERRA DE 240 VCA Y/O Alarma 993 CORTOCIRCUITO Y/O Alarma 103 ERROR DE SERVO DE EJE DEMASIADO GRANDE |
Puede haber entrado refrigerante en el servo motor del eje. | Inspeccione el motor en busca de entradas de refrigerante. Para máquinas VMC, se pueden pedir nuevos cables de servo motor para mitigar la intrusión de refrigerante. Consulte HBC-N 03-13-25. Si el motor se sustituye debido a filtraciones de refrigerante, asegúrese de pedir una cubierta de montaje del servo motor del eje para el montaje del motor que tenga una cubierta de montaje del motor compatible. Consulte el documento VF/VR - Cubierta de montaje del motor X/Y - Referencia para verificar los montajes del motor y sus cubiertas. Este documento también contendrá los números de pieza para realizar el pedido. |
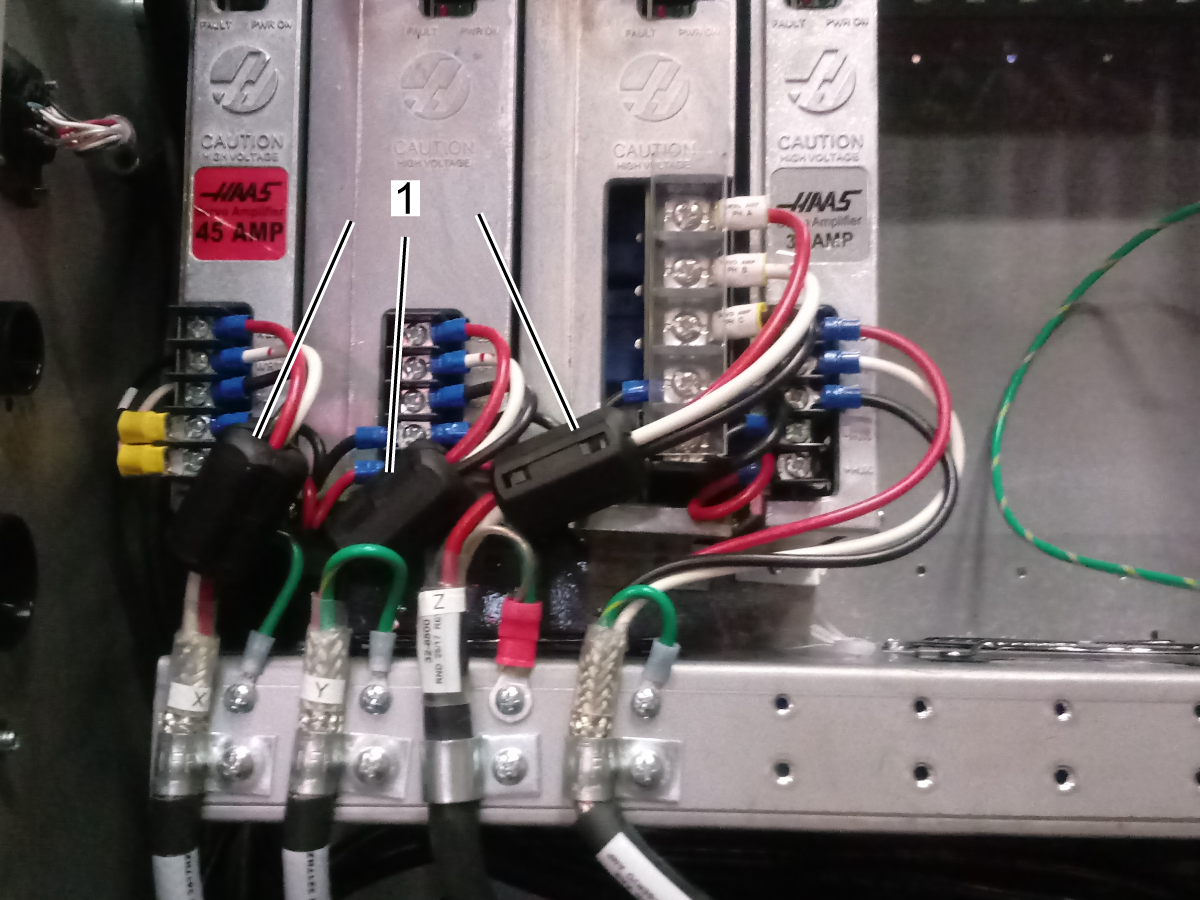
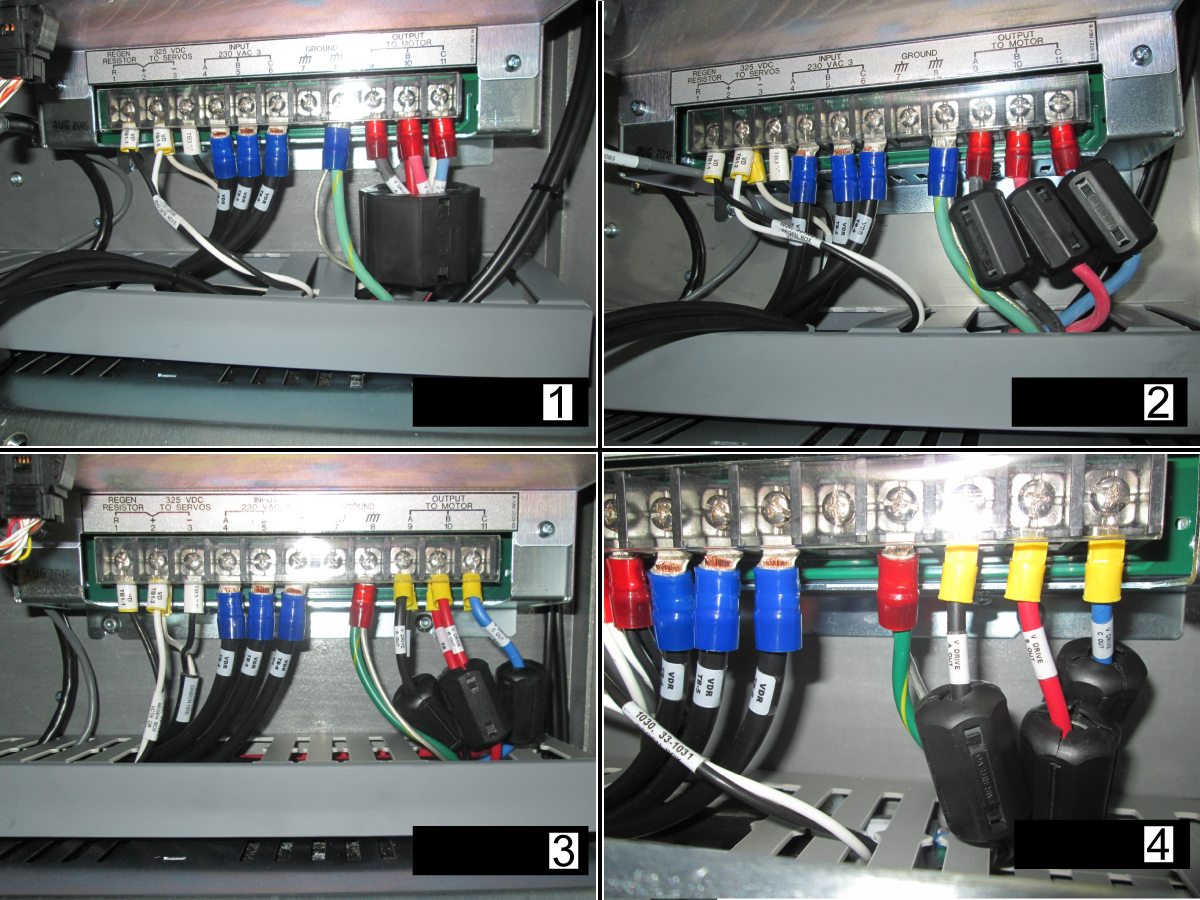
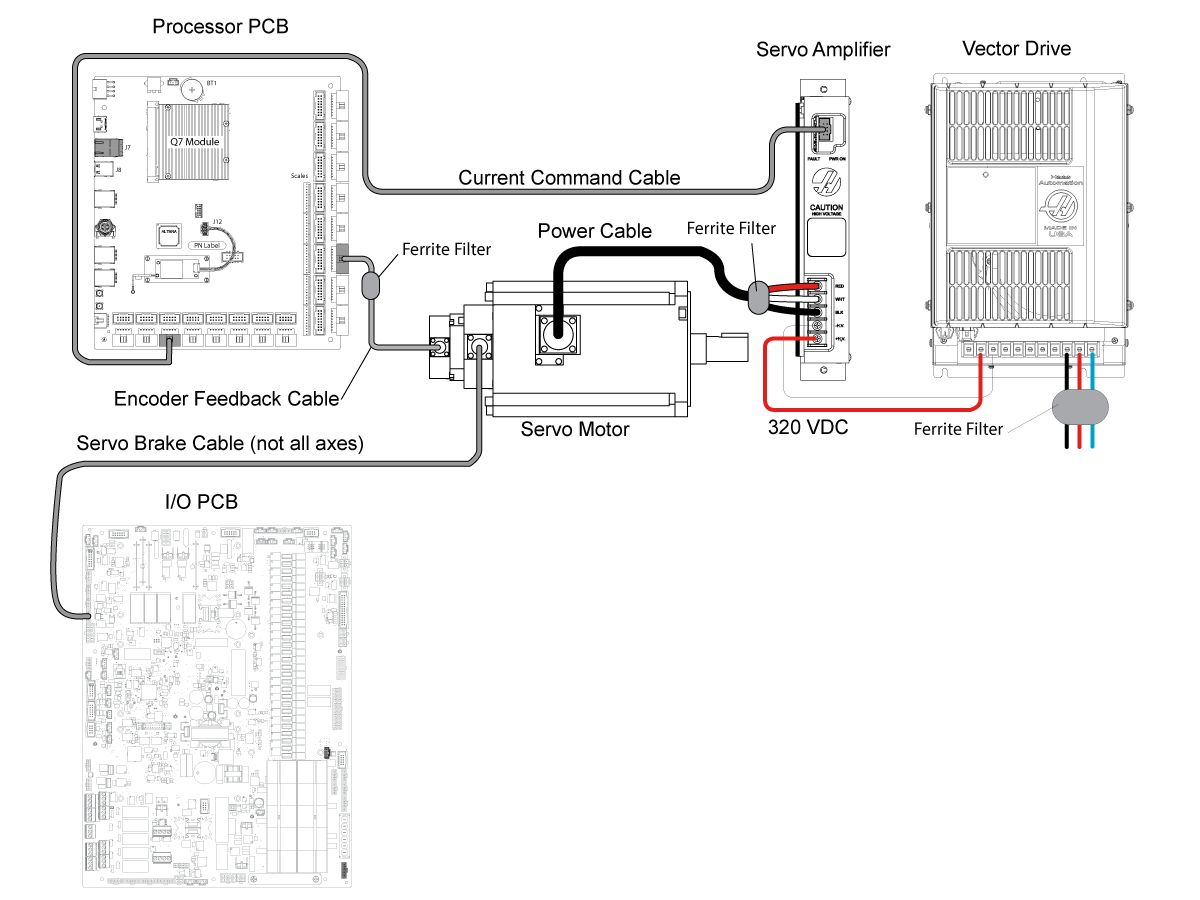
Los servomotores Sigma-5, los codificadores sin contacto, emiten señal de datos serie al control. Si falta la señal de datos serie o se vuelve poco fiable, el control generará un error de comunicación de datos serie. El ruido eléctrico puede hacer que la señal de datos serie del codificador se vuelva poco fiable y cause falsas alarmas. Siga la guía de solución de problemas a continuación para ayudar a eliminar el ruido en el sistema.
Para un vector de 40HP con 6 cables [1], utilice ferrita N/P 64-1254.
Para un vector de 40HP con 3 cables [2], utilice ferrita N/P 64-1252.
Para un regulador tipo vector de 20HP con 6 o 3 cables [3, 4], utilice ferrita N/P 64-1252.
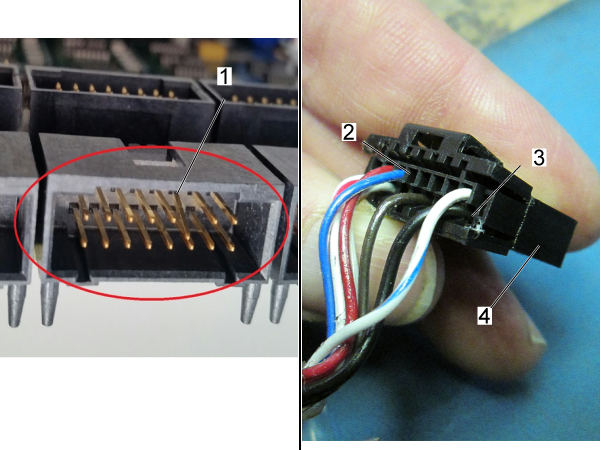
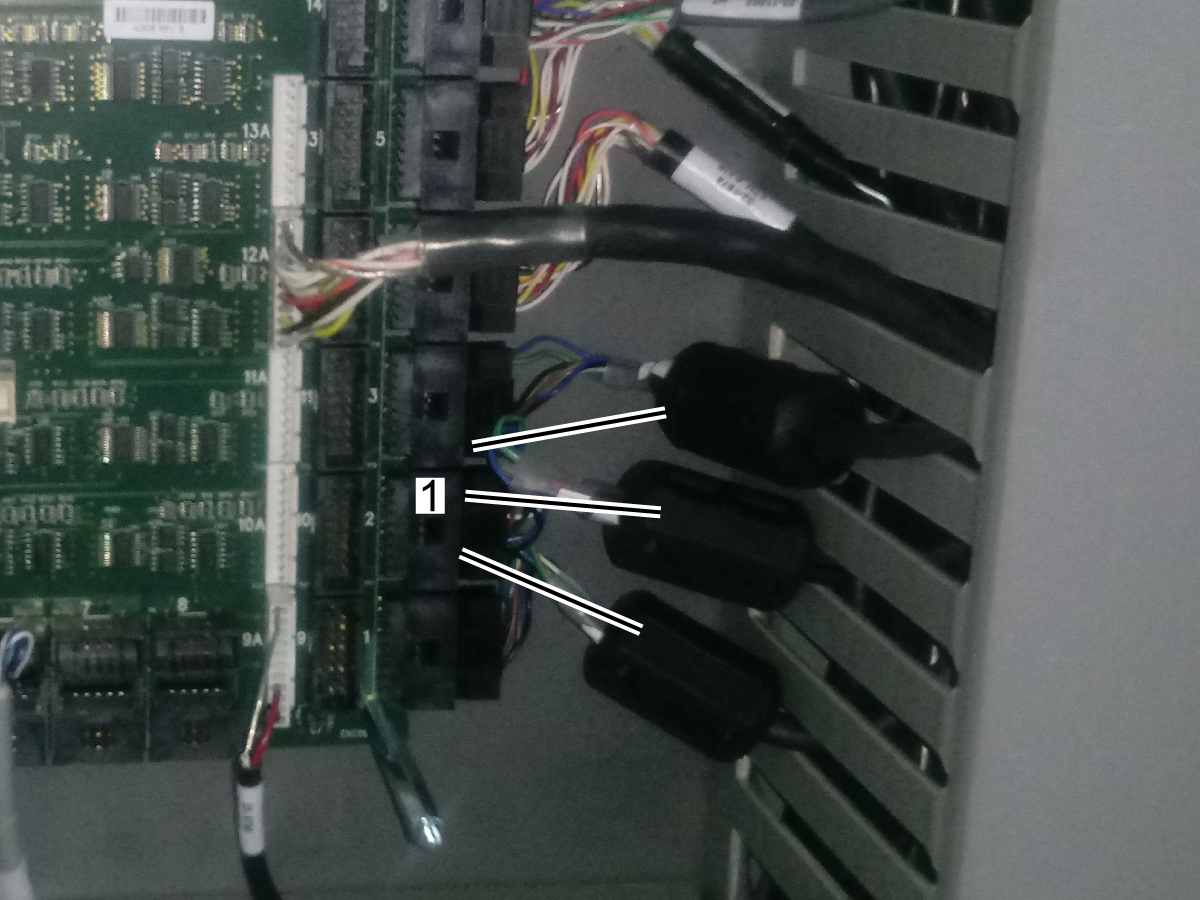
Acción correctiva:
Examine el conector [1] en la Maincon. Asegúrese de que no esté dañado.
Examine el cable. Busque signos de daño o rigidez. El conector [4] tiene dos carcasas [2,3] para los pines de cable.
Si los pasadores han sido empujados en el motor, debe reemplazar el motor y el cable juntos.
Asegúrese de que el cable esté firmemente conectado en ambos extremos. Vuelva a sentar ambas conexiones. Asegúrese de que el cable esté instalado en el conector correcto en la PCB Maincon o MOCON.
Inspeccione el conector en el motor, busque conexiones sueltas entre el motor al cable o entre los terminales de pala del cable al amplificador. Compruebe si hay contaminación en el conector.
Para máquinas VMC, se pueden pedir nuevos cables de servo motor para mitigar la intrusión de refrigerante. Consulte HBC-N 03-13-25.
NOTA: Tire suavemente de los cables cuando compruebe si hay conexiones sueltas en el lado del amplificador. Tirar de los cables con fuerza excesiva puede dañarlos.
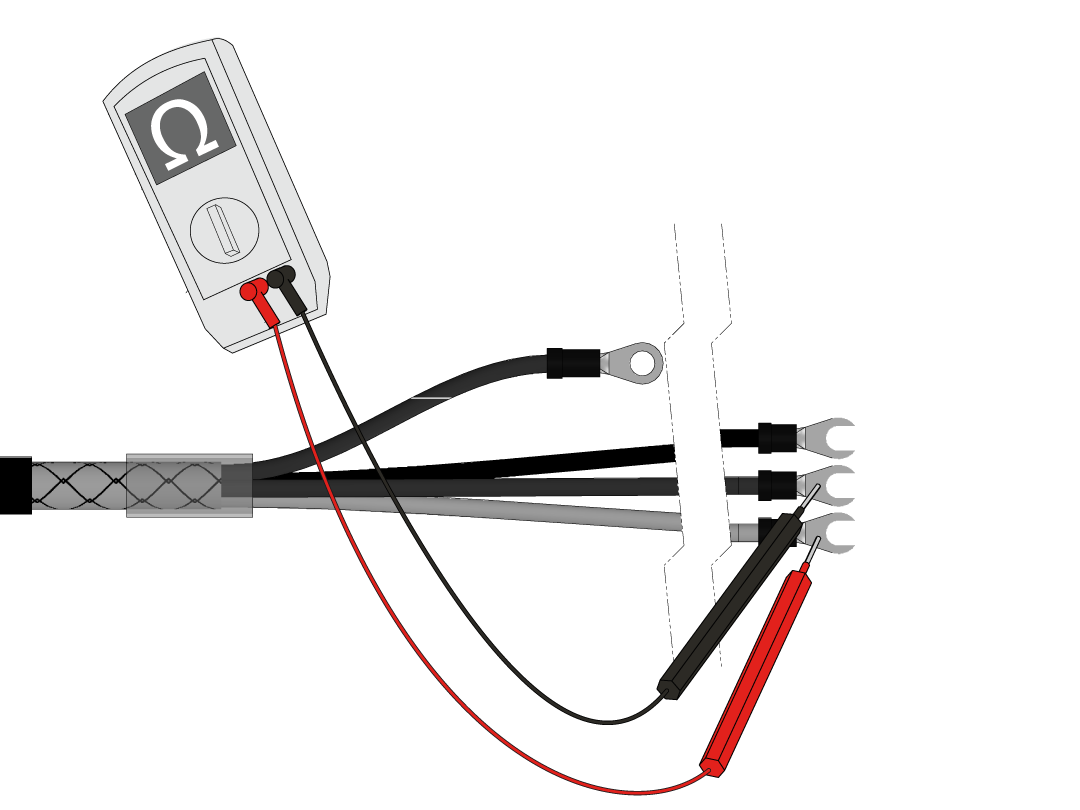
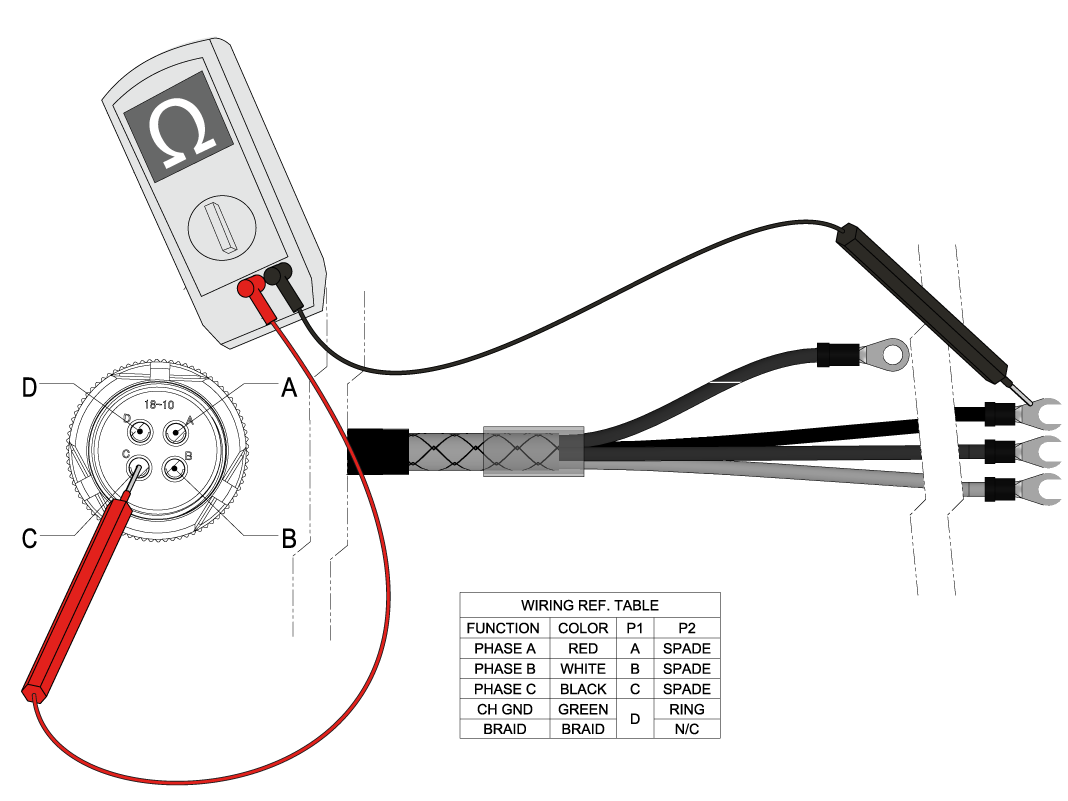
Busque signos de daño o rigidez en el cable. Desconecte el cable de alimentación del amplificador y del motor. Mida la resistencia de pata a pata (cables rojos, blancos, negros) y de pata a toma de tierra (cable verde/amarillo). Asegúrese de que las mediciones dan como resultado una conexión abierta. Consulte la tabla siguiente como referencia.
NOTA: Si la máquina está experimentando alarmas de cortocircuito intermitentes, mueva el eje a la ubicación donde el cable estaría más doblado antes de realizar esta prueba. Esto puede mejorar la probabilidad de encontrar un cortocircuito intermitente.
| Tabla de referencia de cableado del cable de alimentación por servo motor | |||
| Función | Color | Extremo del motor | Extremo del amplificador |
| Fase A | Rojo | A | Pala |
| Fase B | Blanco | B | Pala |
| Fase C | Negro | C | Pala |
| Toma de tierra del chasis | Verde/Amarillo | D | Anillo |
| Trenza | Trenza | No conectado | |

Realice una prueba de continuidad entre el cable de toma de tierra y el escudo trenzado. Si falla la prueba de continuidad el blindaje del cable está comprometido.
NOTA: Si la máquina está experimentando alarmas de cortocircuito intermitentes, mueva el eje a la ubicación donde el cable estaría más doblado antes de realizar esta prueba. Esto puede mejorar la probabilidad de encontrar un cortocircuito intermitente.
Compruebe la continuidad de cada pata de un extremo del cable a la pata correspondiente en el otro extremo del cable. Consulte la tabla anterior como referencia de cableado. Si hay una conexión abierta, hay un problema con el cable.
NOTA: Si la máquina está experimentando alarmas de cortocircuito intermitentes, mueva el eje a la ubicación donde el cable estaría más doblado antes de realizar esta prueba. Esto puede mejorar la probabilidad de encontrar un cortocircuito intermitente.
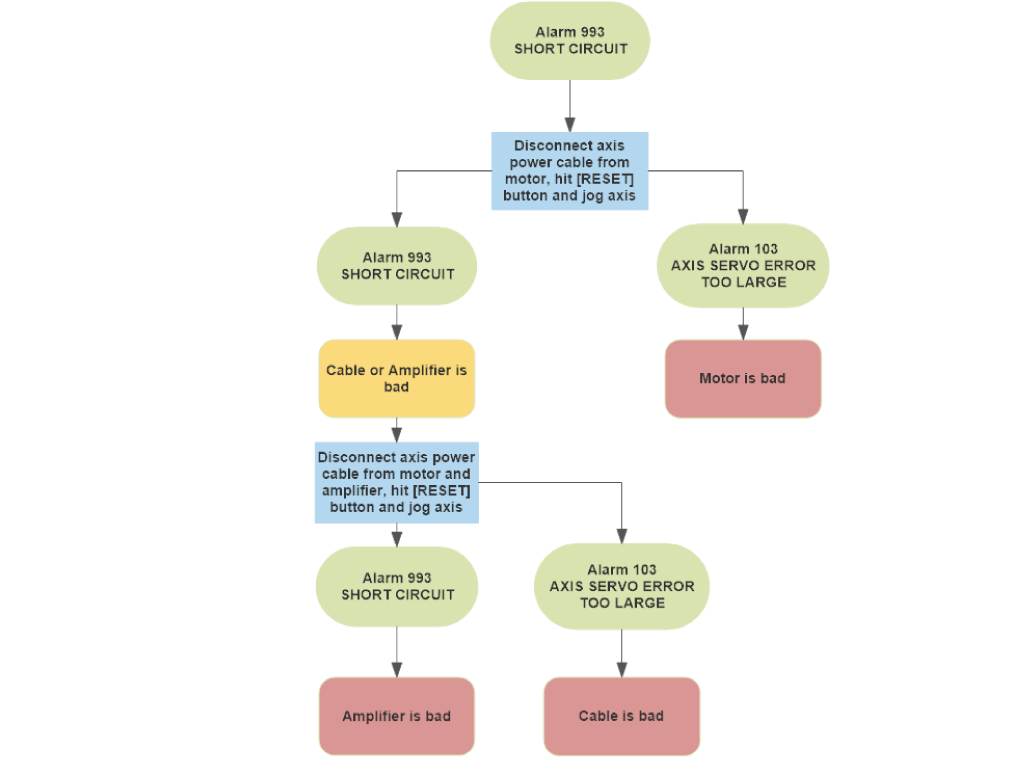
Utilice la siguiente tabla de solución de problemas para determinar si el motor, el amplificador o el cable están defectuosos.
Cuando se produzca la alarma 993 CORTO CIRCUITO, desconecte el cable de alimentación del eje del motor. Pulse [RESET] (restablecer) y desplace el eje.
Si se produce la alarma 103 ERROR DE SERVO DE EJE DEMASIADO GRANDE, el motor es defectuoso. Si se produce otra Alarma 993 CORTOCIRCUITO, el cable o amplificador está defectuoso.
Para determinar si el cable o el amplificador están defectuosos, desconecte el cable de alimentación del eje del motor y del amplificador. Pulse [RESET] (restablecer) y desplace el eje.
Si se genera la Alarma 993 CORTO CIRCUITO, el amplificador está defectuoso. Si se genera la alarma 103 ERROR DE SERVO DE EJE DEMASIADO GRANDE el cable es defectuoso.

Acción correctiva:
Desconecte e inspeccione el conector del cable de alimentación en el lado del motor. Verifique que los conectores del motor no estén contaminados, la contaminación del refrigerante puede generar alarmas de fallo del variador y dañar el amplificador. Compruebe que el cable también esté conectado al amplificador correspondiente.
Para máquinas VMC, se pueden pedir nuevos cables de servo motor para mitigar la intrusión de refrigerante. Consulte HBC-N 03-13-25.
Mida la resistencia de los pines etiquetados A, B y C en el conector del motor a la toma de tierra del chasis.
Realice una prueba de continuidad desde el pin de toma de tierra y la toma de tierra del chasis. El multímetro debe sonar o leer una resistencia de continuidad inferior a 1 ohmio, de lo contrario, habrá un cortocircuito en el motor. Mida la resistencia entre los pines etiquetados A, B y C, consulte la tabla siguiente para conocer los valores de resistencia.
NOTA: Se ha añadido la resistencia nominal del bobinado a la tabla para el método de prueba de 4 cables; al utilizar un multímetro, utilice la columna de valor de resistencia típica para los valores esperados.

Cono 30 DC-1 - Motor de carrusel de herramientas sin freno
Importante: las máquinas fabricadas antes del 3/1/2025 tendrán el motor sin freno.
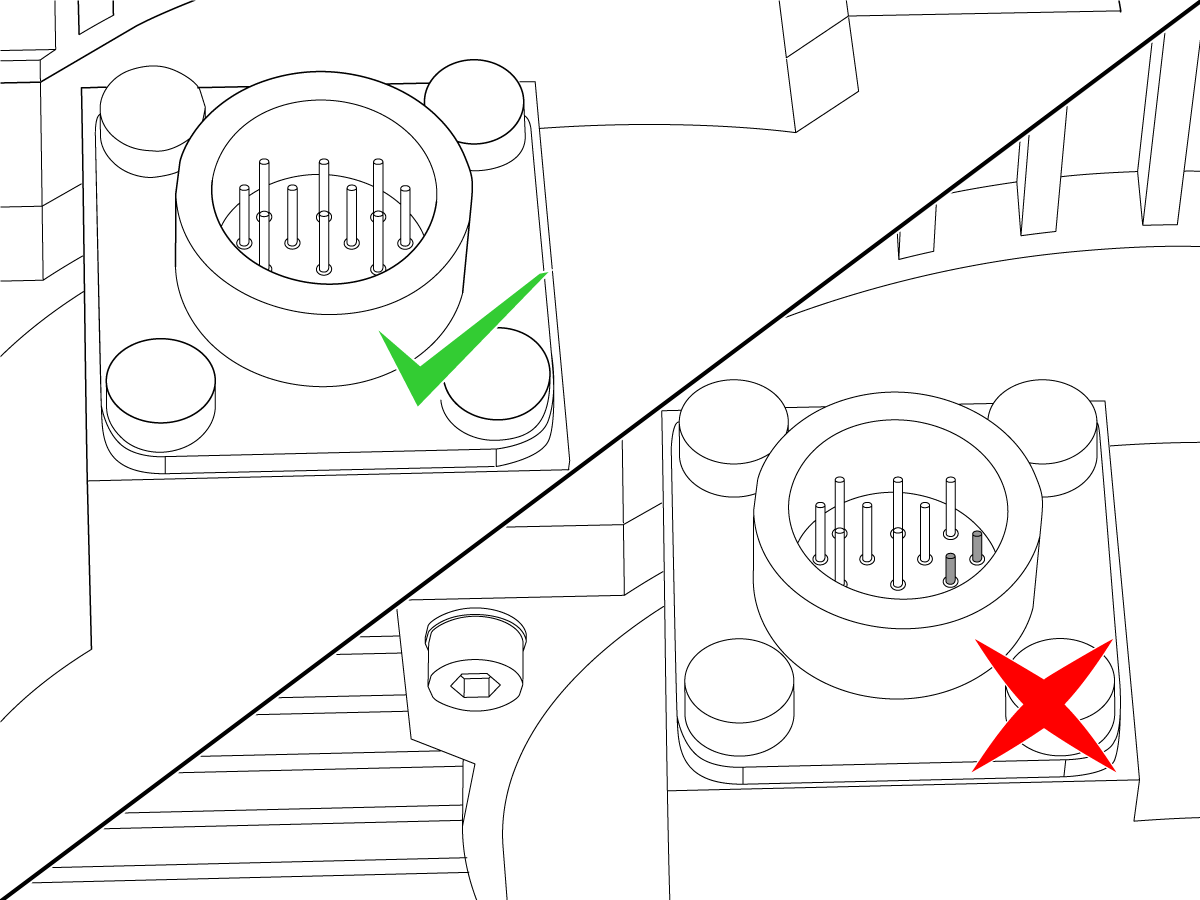
El motor de carrusel de herramientas DC-1 es un motor sigma7 tamaño 04. La configuración de pines de las fases tiene un aspecto diferente al de otros motores de eje.
Esta imagen muestra los pines del conector del motor:
NOTA: El pasador Gnd [1] debe ser más largo que los otros pasadores como se muestra en la imagen.
NOTA: Se ha añadido la resistencia nominal del bobinado a la tabla para el método de prueba de 4 cables; al utilizar un multímetro, utilice la columna de valor de resistencia típica para los valores esperados.
Tipo de motor |
N/P HAAS |
MPN |
Tamaño del motor |
Resistencia nominal del bobinado (Ohms) |
Resistencia típica del bobinado medida por el DMM (Ohms) |
Sigma 5 |
62-10011/ 62-10010 |
SGMGV-09ADA-HA11/ SGMGV-09ADA-HA21 |
9 |
0.894 |
0.9 |
62-10013/ 62-10012 |
SGMGV-13ADA-HA11/ SGMGV-13ADA-HA21 |
13 |
0.554 |
0.6 |
|
62-10015/ 62-10014 |
SGMGV-20ADA-HA11/ SGMGV-20ADA-HA21 |
20 |
0.291 |
0.4 |
|
62-0101/ 62-10027 |
SGMSV-30ADV-YA11/ SGMSV-30ADA2E |
30 |
0.179 |
0.3 |
|
Sigma 7 |
62-0127B |
SGM7A-02AFK-HA21 |
2 |
6.5 |
6.6 |
| 62-4445 | SGM7A-04A7D61 | 4 | 4.3 | 4.2 | |
62-0117/ 62-0124 |
SGM7G-09AFA-HA11/ SGM7G-09AFA-HA21 | 9 | 0.882 | 1,0 | |
62-0119/ 62-0118 |
SGM7G-13AFA-HA11/ SGM7G-13AFA-HA21 |
13 |
0.557 |
0.6 |
|
62-0120/ 62-0123 |
SGM7G-20AFA-HA11/ SGM7G-20AFA-HA21 |
20 |
0.286 |
0.4 |
|
62-0122/ 62-0121 |
SGM7G-30AFB-HA11/ SGM7G-30AFB-HA21 |
30 |
0.177 |
0.2 |
|
Mitsubishi J5 |
62-0138/ 62-0141 |
HK-ST102WK-S101212/ HK-ST102WBK-S101212 |
9 |
1.254 |
1.4 |
62-0137/ 62-0140 |
HK-ST172WK-S101212/ HK-ST172WBK-S101212 |
13 |
0.807 |
0.9 |
|
62-0142/ 62-0139 |
HK-ST202AWK-S101212/ HK-ST202AWBK-S101212 |
20 |
0.558 |
0.7 |
|
Mitsubishi J3 |
62-0087/ 62-0088 |
HF-SP81MK-S12/ HF-SP81MBK-S12 |
9 |
1.149 |
1.4 |
62-0089/ 62-0095 |
HF-SP131MK-S12/ HF-SP131MBK-S12 |
13 |
0.692 |
0.8 |
|
62-0096/ 62-0097 |
HF-SP181MK-S12/ HF-SP181MBK-S12 |
20 |
0.456 |
0.5 |
|
estrella |
62-0108/ 62-0109 |
ECMC-FW1308RS/ ECMC-FW1308SS |
9 |
0.737 |
0.8 |
Acción correctiva:
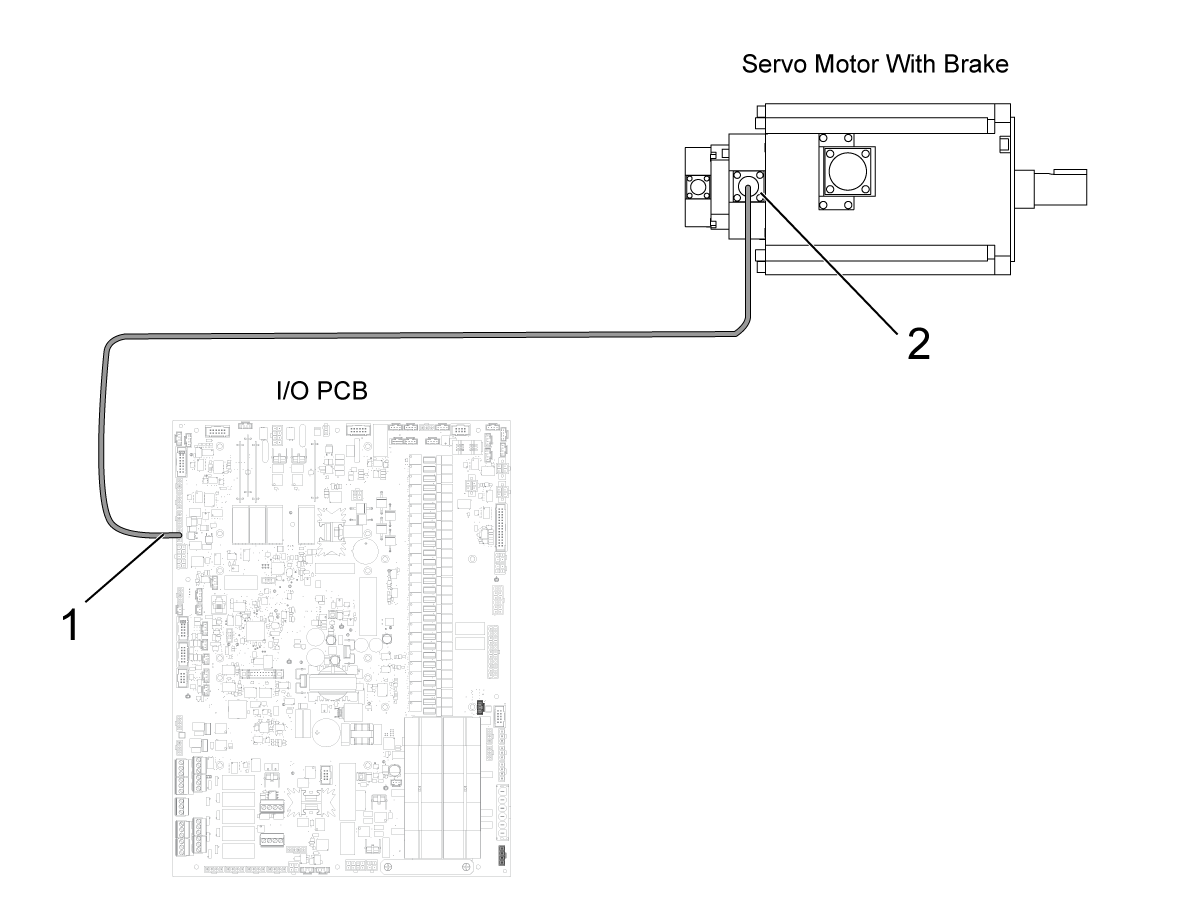
Vuelva a asentar la conexión de los conectores P3, P4 o P5 en la PCB de E/S.
Mida la tensión a través de los cables rojos y negros.
Pulse [EMERGENCY STOP] (parada de emergencia). No debe haber tensión.
Pulse RESET (restablecer) para eliminar las alarmas. La tensión debe estar entre 20-30 VCC.
Examine la conexión en el freno del motor [2] y los conectores de alimentación [3] en busca de contaminación. Vuelva a sentar las conexiones.
Si no hay tensión presente, consulte:
Recently Viewed Items

美元价格不包括关税、报关费用、保险费、增值税及运费。
USD prices DO NOT include customs duty, customs fees, insurance, VAT, or freight.
人民币价格包含关税、报关费用、货运保险和增值税, 但不包括运费。
CNY prices include customs duty, customs fees, insurance, and VAT. DOES NOT include freight.
Este precio incluye el coste de envío, los aranceles de exportación e importación, el seguro y cualquier otro gasto en el que se incurra durante el envío a un lugar en Francia acordado con usted como comprador. No se pueden agregar otros costes obligatorios a la entrega de un producto CNC de Haas.
ESTÉ AL TANTO DE LO ÚLTIMO EN TECNOLOGÍA Y CONSEJOS DE HAAS...
HAAS TOOLING ACEPTA LO SIGUIENTE:


This site is protected by reCAPTCHA and the Google Privacy Policy y Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255
